A Comparison Between Semisolid Casting Methods for Aluminium Alloys


Abstract
1. Introduction
2. Materials and Methods
3. Results
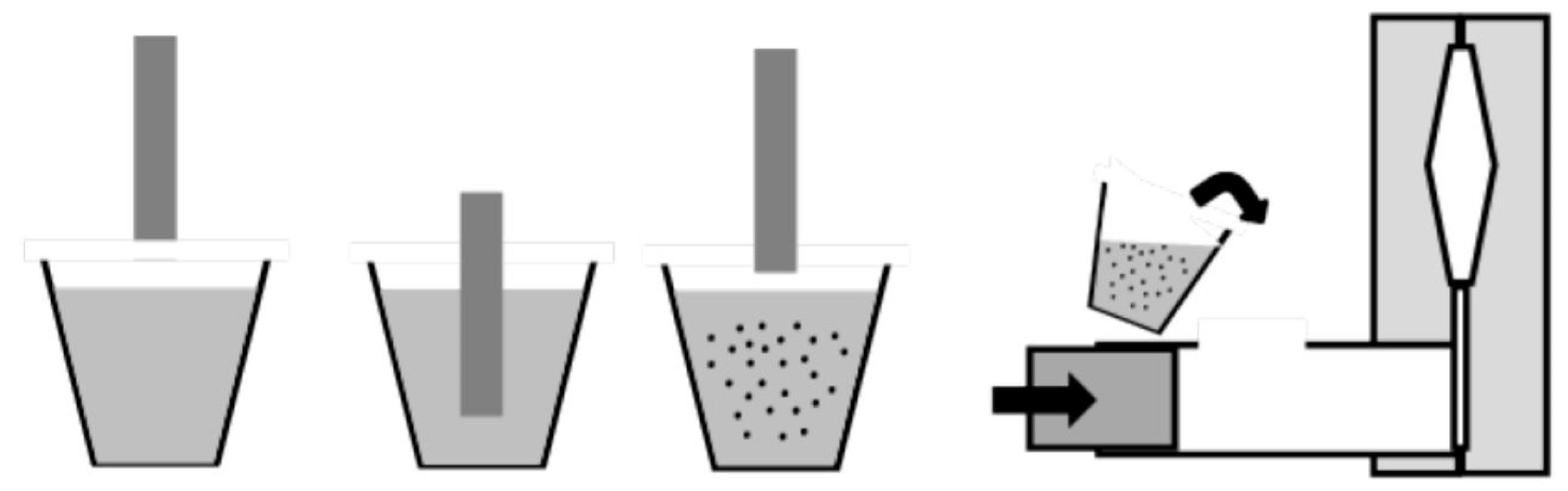
3.1. GISS Technology
- The melt is ladled from the furnace with a 10 to 20 K superheat.
- A porous graphite body is immersed for 5–20 s with Nitrogen gas seeping through this porous body. The gas bubbling results in local cooling and nucleation of the primary solid-phase to initialise the slurry formation. It should here be noted that the gas seeping out through the graphite body hinders metal from sticking to its surface to facilitate a clean retraction of the rod from the melt.
- As the graphite body was removed, the slurry precursor is directly poured into the shot sleeve where the slurry forms and is immediately cast.
- The ladle is cleaned returns to the processing step 1.
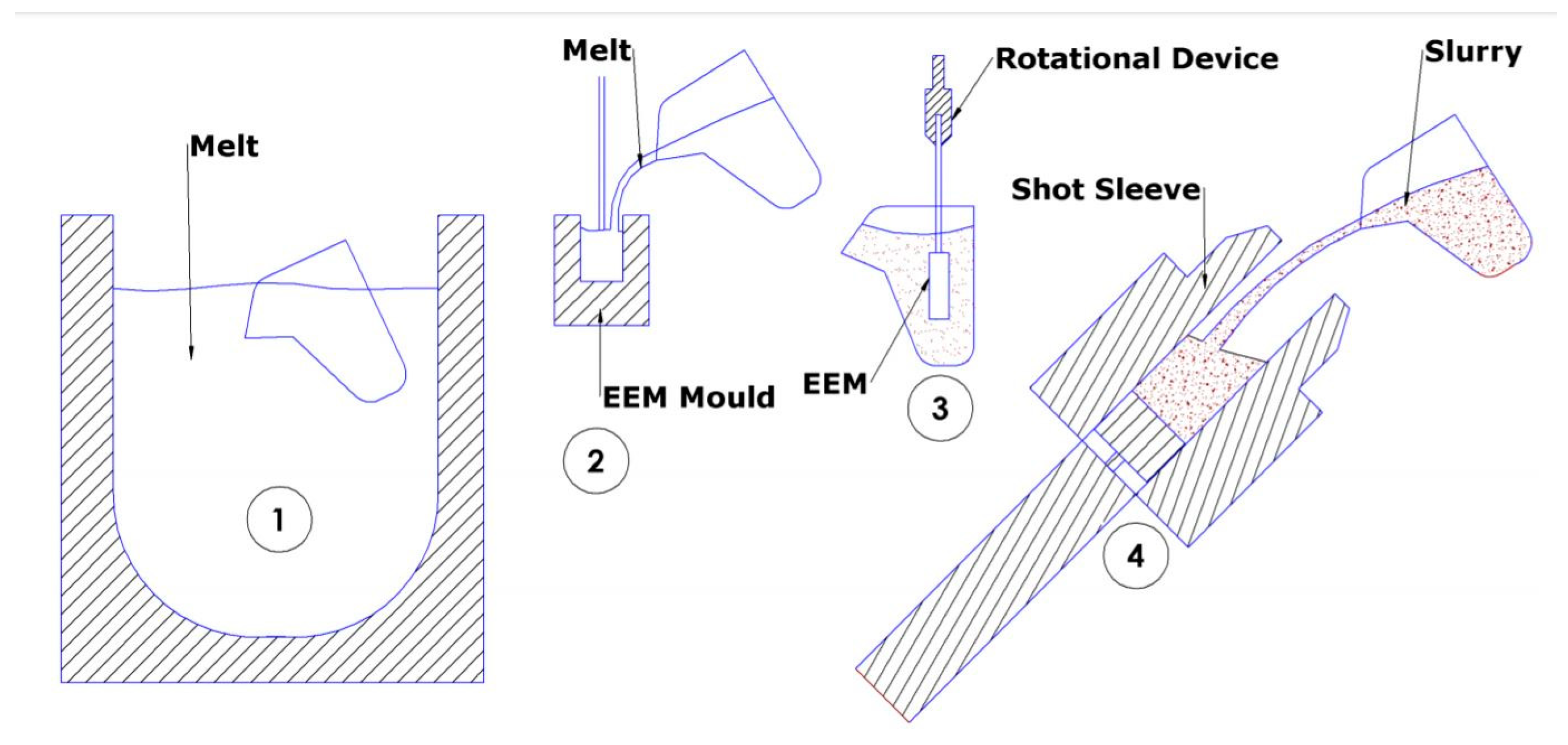
3.2. RheoMetal Process
- A preheated ladle is filled from the furnace with a melt with a superheat of typically 20 °C, but depending on the melt delivery set up.
- Typically, 5–8% us teemed off from the ladle and cast around a steel rod into a cylindrical shape and placed in a carousel. This material is to be used as EEM.
- A rod with an EEM previously cast (normally six cycles earlier as the carousel typically holds six EEMs to allow degating and cooling), is immersed under rotation into the ladle with the remaining melt. The rotation provides the required shear to turn the solidified particles non-dendritic. The EEM is stirred until complete melting which typically takes 5–40 s. In newer systems, a secondary stirring is added for improved slurry homogeneity.
- The slurry in the ladle is directly poured into the shot sleeve and injected into the mould cavity.
- The ladle is cleaned and returned to preheating and returns to the processing step 1.
- The steel rod is cleaned and returned to the casting station for a new EEM casting in step 2.
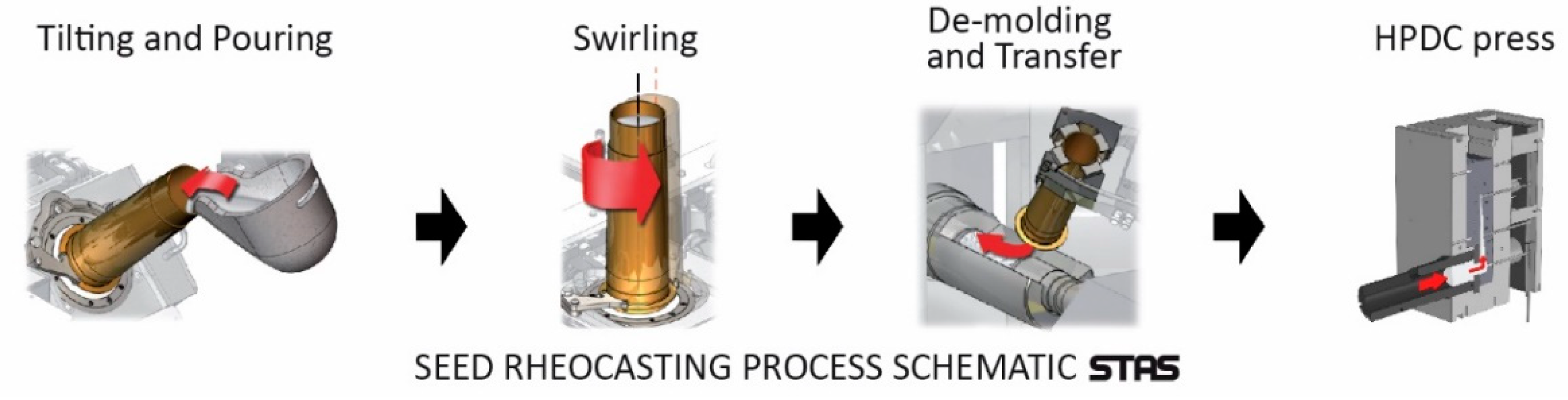
3.3. SEED Process
- A clean slurry making container is filled from the furnace.
- The slurry making container with the melt is placed on an oscillating table to create the swirling flow of the melt inside the container to provide the required shear in the melt to produce the globular microstructure.
- Older systems had a draining stage to allow the high fraction solid slurry to be removed from the container. In newer systems, this step is no longer needed making the processing time shorter
- The slurry is poured from the container into the shot sleeve, and cast using high pressure die casting equipment.
- The ladle is cleaned and returned to preheating and returns to the processing step 1.
4. Discussion
4.1. Generic Features and Comparison to HPDC
4.2. Specific Capabilities
4.3. Industrial Applications
5. Conclusions
- Process differences
- Process capabilities
- Application areas
5.1. Process Differences
5.2. Process Capabilities
5.3. Application Areas
Funding
Acknowledgments
Conflicts of Interest
References
- Midson, S.P. Semisolid Metal Casting. In ASM Handbook Aluminum Science and Technology; ASM: Almere, The Netherlands, 2018; Volume 2A, pp. 400–408. [Google Scholar]
- Decker, R.F. The Technology and Commercialization of Thixomolding®. Solid State Phenom. 2012, 192–193, 47. [Google Scholar] [CrossRef]
- Jarfors, A.E.W.; Zheng, J.C.; Chen, L.; Yang, J. Recent Advances in Commercial Application of the Rheometal Process in China and Europe. Solid State Phenom. 2019, 285, 405–410. [Google Scholar] [CrossRef]
- Pan, Q.Y.; Apelian, D.; Alexandrou, A.N. Yield behavior of commercial Al-Si alloys in the semisolid state. Metall. Mater. Trans. B 2004, 35, 1187–1202. [Google Scholar] [CrossRef]
- Chen, J.; Xue, L.; Wang, S.H. Experimental studies on process-induced morphological characteristics of macro- and microstructures in laser consolidated alloys. J. Mater. Sci. 2011, 46, 5859–5875. [Google Scholar] [CrossRef]
- Espinosa, I.; Menargues, S.; Baile, M.T.; Picas, J.A.; Forn, A. SLC components as an alternative to extruded alloys for marine applications. Int. J. Mater. Form. 2008, 1 (Suppl. 1), 993–996. [Google Scholar] [CrossRef]
- Menargues, S.; Martín, E.; Baile, M.T.; Picas, J.A. New short T6 heat treatments for aluminium silicon alloys obtained by semisolid forming. Mater. Sci. Eng. A 2015, 621, 236–242. [Google Scholar] [CrossRef]
- Yurko, J.A.; Martinez, R.A.; Flemings, M.C. Development of the semisolid rheocasting (SSR) process 2002. In Proceedings of the The 7th International Conference on Semi-Solid Processing of Alloys and Composites, Tsukuba, Japan, 25–27 September 2002; pp. 659–664. [Google Scholar]
- Reisi, M.; Niroumand, B. Growth of primary particles during secondary cooling of a rheocast alloy. J. Alloys Compd. 2009, 475, 643–647. [Google Scholar] [CrossRef]
- Campillo, M.; Baile, M.T.; Menargues, S.; Forn, A. The effect of injection conditions on the structural integrity of the components produced by semisolid Rheocasting. Int. J. Mater. Form. 2010, 3, 751–754. [Google Scholar] [CrossRef]
- Canyook, R.; Petsut, S.; Wisutmethangoon, S.; Flemings, M.C.; Wannasin, J. Evolution of microstructure in semisolid slurries of rheocast aluminum alloy. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2010, 20, 1649–1655. [Google Scholar] [CrossRef]
- Li, D.Q.; Zhang, F.; Midson, S.P.; Liang, X.K.; Yao, H. Recent developments of rheo-diecast components for transportation markets. Solid State Phenom. 2019, 285, 417–422. [Google Scholar] [CrossRef]
- Nafisi, S.; Lashkari, O.; Ghomashchi, R.; Ajersch, F.; Charette, A. Microstructure and rheological behavior of grain refined and modified semisolid A356 Al-Si slurries. Acta Mater. 2006, 54, 3503–3511. [Google Scholar] [CrossRef]
- STAS SEED Swireled Enthalpy Equilibration Device An Innovative Process for the Production of High Integrity Die Casting Parts How It Works. Available online: https://www.stas.com/wp-content/uploads/2018/08/seed_2018v02.pdf (accessed on 12 October 2020).
- Langlais, J.; Lemieux, A. The SEED technology for semisolid processing of aluminum alloys: A metallurgical and process overview. Solid State Phenom. 2006, 116–117, 472–477. [Google Scholar] [CrossRef]
- Côté, P.; Bryksi, V.; Stunova, B.B. Case study: Engine bracket made by rheocasting using the seed process. Solid State Phenom. 2019, 285, 441–445. [Google Scholar] [CrossRef]
- Doutre, D.; Hay, G.; Wales, P.; Gabathuler, J.P. SEED: A new process for semisolid forming. Can. Metall. Q. 2004, 43, 265–272. [Google Scholar] [CrossRef]
- Luo, M.; Li, D.; Midson, S.P.; Qu, W.; Zhu, Q.; Fan, J. Model for Predicting Radial Temperature Distribution of Semi-Solid Slug Produced by Swirled Enthalpy Equilibration Device (SEED) Process. J. Mater. Process. Technol. 2019, 273, 116236. [Google Scholar] [CrossRef]
- Santos, J.; Jarfors, A.E.W.; Dahle, A.K. Filling, Feeding and Defect Formation of Thick-Walled AlSi7Mg0.3 Semi-Solid Castings. Solid State Phenom. 2016, 256, 222–227. [Google Scholar] [CrossRef]
- Payandeh, M.; Sjölander, E.; Jarfors, A.E.W.E.W.; Wessén, M. Influence of microstructure and heat treatment on thermal conductivity of rheocast and liquid die cast Al-6Si-2Cu-Zn alloy. Int. J. Cast Met. Res. 2016, 29, 202–213. [Google Scholar] [CrossRef]
- Wannasin, J.; (GISSCO, Songkhla, Thailand). Private communication, 2019.
- Wannasin, J.; Fuchs, M.; Lee, J.; Lee, C.U.; Narasimha Rao, T.V.L.; Flemings, M.C. Giss technology: Principle and applications in die casting. Solid State Phenom. 2019, 285, 470–475. [Google Scholar] [CrossRef]
- Wessén, M.; RheoMetal AB, Stocholm, Sweden. Private Communication, 2019.
- Chen, Q.; (Fujian RheoMet Light Metals, Sanming, Jiangle County, China). Private communication, 2019.
- Cote, P.; (STAS, Chicoutimi, Canada). Private communication, 2019.
- Payandeh, M.; Jarfors, A.E.W.W.; Wessén, M. Solidification Sequence and Evolution of Microstructure During Rheocasting of Four Al-Si-Mg-Fe Alloys with Low Si Content. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 1215–1228. [Google Scholar] [CrossRef]
- Payandeh, M.; Jarfors, A.E.W.A.E.W.; Wessén, M. Effect of Superheat on Melting Rate of EEM of Al Alloys during Stirring Using the RheoMetal Process. Solid State Phenom. 2012, 192–193, 392–397. [Google Scholar] [CrossRef]
- Payandeh, M.; Sabzevar, M.H.; Jarfors, A.E.W.; Wessén, M. Solidification and Re-melting Phenomena During Slurry Preparation Using the RheoMetalTM Process. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2017, 48, 2836–2848. [Google Scholar] [CrossRef]
- Payandeh, M.; Sjölander, E.; Jarfors, A.E.W.; Wessen, M. Mechanical and thermal properties of rheocast telecom component using low silicon aluminium alloy in as-cast and heat-treated conditions. In TMS Light Metals; Springer: Cham, Switzerland, 2015; Volume 2015-Janua. [Google Scholar]
- Bjurenstedt, A.; Fredriksson, M.; Bogdanoff, T.; Jarfors, A.E.W. Optimised Heat Treatment for High Pressure Die Cast Aluminium Components (OPTIHEAT); Swerea SWECAST: Jönköping, Sweden, 2018. [Google Scholar]
- Santos, J.; Dahle, A.K.; Jarfors, A.E.W. Magnesium solubility in primary α-al and heat treatment response of cast Al-7Si-Mg. Metals 2020, 10, 614. [Google Scholar] [CrossRef]
- Jorstad, J.; Apelian, D. Pressure assisted processes for high integrity aluminum castings. Int. J. Met. 2008, 2, 41. [Google Scholar] [CrossRef]
- Jorstad, J. Pressure assisted processes for high integrity aluminium castings-part 2. Foundry Trade J. 2009, 183, 282–287. [Google Scholar]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley & Sons, Inc.: New York, NY, USA, 2002; ISBN 0-471-41077-2. [Google Scholar]
- Jarfors, A.E.W.; Tong, S.; Hu, B.; Sharma, N.; Wee, C. Mechanism of Lubrication-Induced Surface Cracking in Hot Chamber Die Cast Thin-Walled AZ91D Parts. Mater. Manuf. Process. 2003, 18, 637–641. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Common Element | Comment |
|---|---|
| Tool life | Reduced thermal load on dies improve die-life with GISS and SEED proving up to 4 times that of HPDC |
| Lubrication/release agent used | GISS has proven reductions of 40% |
| Cycle time reduction | GISS has proven cycle time reductions of 20% compared to an HPDC cycle |
| Process yields | GISS shows from 30% to 5% and RheoMetal from scrap rates of 20% to well below 1%. |
| Productivity | Many applications mean a change from gravity die casting or low-pressure die casting to rheocasting with cycle time changes from 4–8 min to 1–2 min in Rheocasting as it is based on the HPDC cycle. Productivity is also increased due to yield increase |
| Weight reduction | The thin-walled capability allows for significant weight reduction (Radio filter down to 72% of HPDC cast version) |
| Weldability | Porosity reduction gives increased weldability |
| Heat treatment | All processes have proven that F, T5 and T6 conditions are possible |
| Capability Measure | GISS | RheoMetal | SEED |
|---|---|---|---|
| Anodizing and surface treatment | Colour anodising possible | Thick anodising layers possible | Anodizing possible. |
| Anodizing of 7xxx, 6xxx alloys and Al-Mg alloy | |||
| Fatigue resistance | N/A | Excellent with thick-walled component | Excellent. |
| Ex. Up to 22% increase in fatigue life (turbo impeller case) | |||
| Wall thickness | From >10 cm down to less than 0.5 mm, most common 1–3 mm | From >10 cm down to less than 0.35 mm, most common 2–3 mm | Down to 0.75 mm |
| Proven alloy capability | Casting alloys: A356, Al-Si7, A380, A383, Silafont 36, Magsimal 59, A390, Pure Aluminum | Casting alloys: Al-8Si, A356, A357, A319, Magsimal 59 | Casting alloys: A356, A357, 319S, B206 |
| Wrought alloys: 6063, 6061, 5082, 7075 | Wrought alloys: 6082 | Wrought alloys: 6061 | |
| Strength | Normal strength | Softer as-cast condition Excellent elongation | Normal strength |
| Moderate T5 response | Moderate T5 response | Excellent Elongation | |
| Excellent T6 response | Excellent T6 Response | Excellent T6 response | |
| Other notable achievements | Colour anodising to thin-walled and thick-walled components | Experimental casting tested successfully down to 0.45% Si | High-Solid fraction up to 50% |
| Used in gravity die casting with a cycle time reduction of up to 20% | Pressure tight castings without impregnation | Process range from 2 kg to 18 kg slugs. | |
| Pressure tight castings without impregnation | Use of sand cores | Other alloys: | |
| Improved thermal conductivity by up to 15% | Improved thermal conductivity by up to 17% | Duralcan composite | |
| Flexibility to switch between rheocasting and HPDC- | Suitable for 20–40 kg slurries | ||
| Excellent slurry homogeneity due to secondary stirring | |||
| Flexibility to switch between rheocasting and HPDC |
| Application Area | GISS | RheoMetal | SEED |
|---|---|---|---|
| Automotive | Auto gearbox | Compressor parts | Brackets |
| Brake system components | Cooling units for power electronics | Control arm | |
| Chain covers | Engine bearing cap | ||
| Engine block | Engine bracket | ||
| Oil pan | Shock towers | ||
| Steering wheels | Turbo impeller | ||
| Electronics | Handphone covers | Heat sinks | Heat sinks |
| Hard disc drive housing | Radio filters 4G and 5G | ||
| Heat sinks | |||
| Radio filters 4G and 5G | |||
| Heavy Duty Truck components | Truck gearbox | CAB mounts | Battery holder |
| Muffler holders | Brake calliper | ||
| Brackets | |||
| Knuckle | |||
| Skeleton joint | |||
| Machinery | – | Machine parts with steel inserts | – |
| Marine application | Sacrificial anode | Winch housing | – |
| Medical components | Prosthetics | – | – |
| Military components | Cast 7075 composite armour plate | – | – |
| Sports | Bicycle components | Bicycle components | Motocross frame structural components (steering knuckle and others) |
| Motorcycle parts | Wheel knuckle (Quad) |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jarfors, A.E.W. A Comparison Between Semisolid Casting Methods for Aluminium Alloys. Metals 2020, 10, 1368. https://doi.org/10.3390/met10101368
Jarfors AEW. A Comparison Between Semisolid Casting Methods for Aluminium Alloys. Metals. 2020; 10(10):1368. https://doi.org/10.3390/met10101368
Chicago/Turabian StyleJarfors, Anders E. W. 2020. "A Comparison Between Semisolid Casting Methods for Aluminium Alloys" Metals 10, no. 10: 1368. https://doi.org/10.3390/met10101368
APA StyleJarfors, A. E. W. (2020). A Comparison Between Semisolid Casting Methods for Aluminium Alloys. Metals, 10(10), 1368. https://doi.org/10.3390/met10101368