Acoustic Properties of 316L Stainless Steel Lattice Structures Fabricated via Selective Laser Melting


Abstract
1. Introduction
2. Materials and Methods
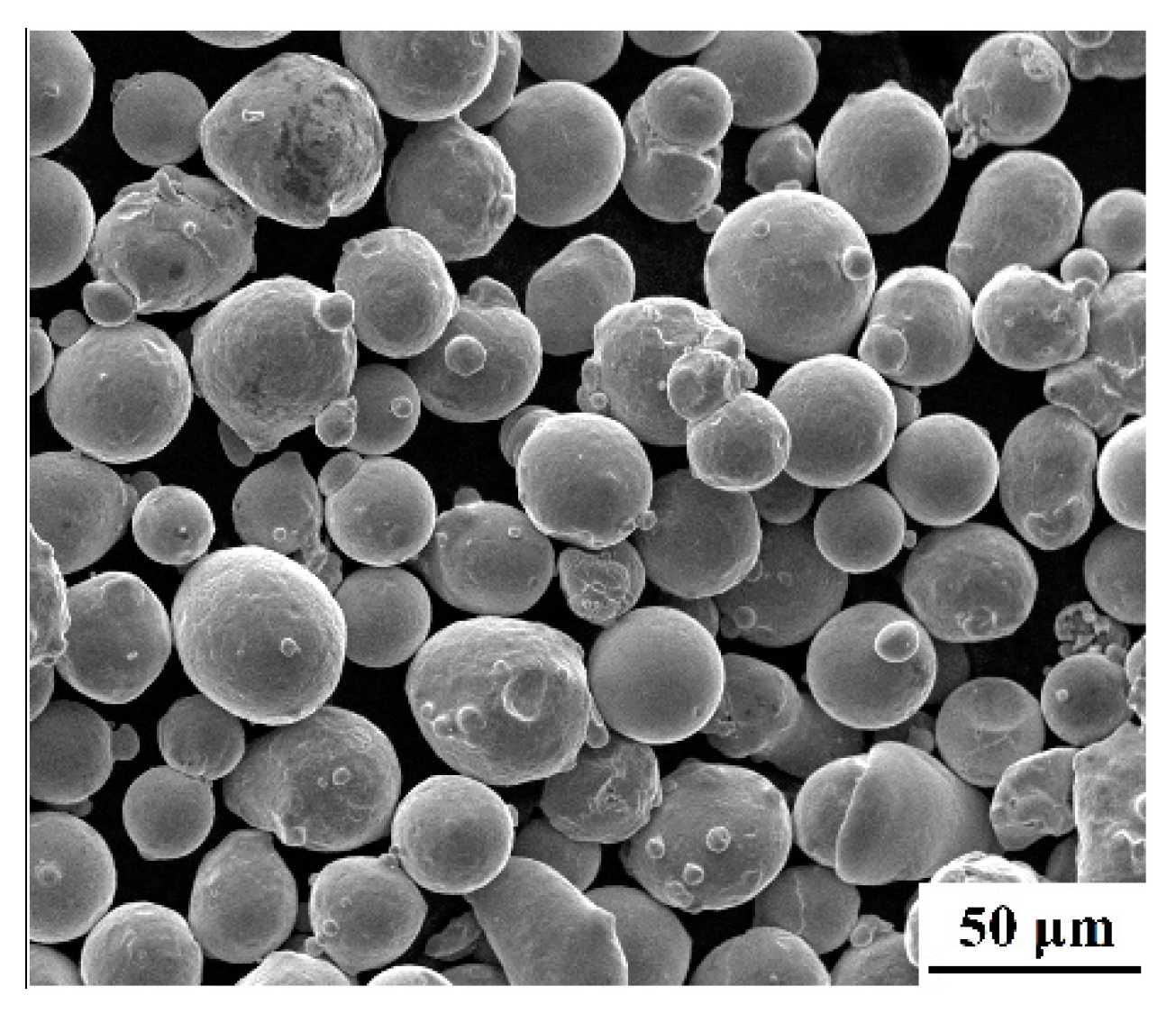
2.1. Materials
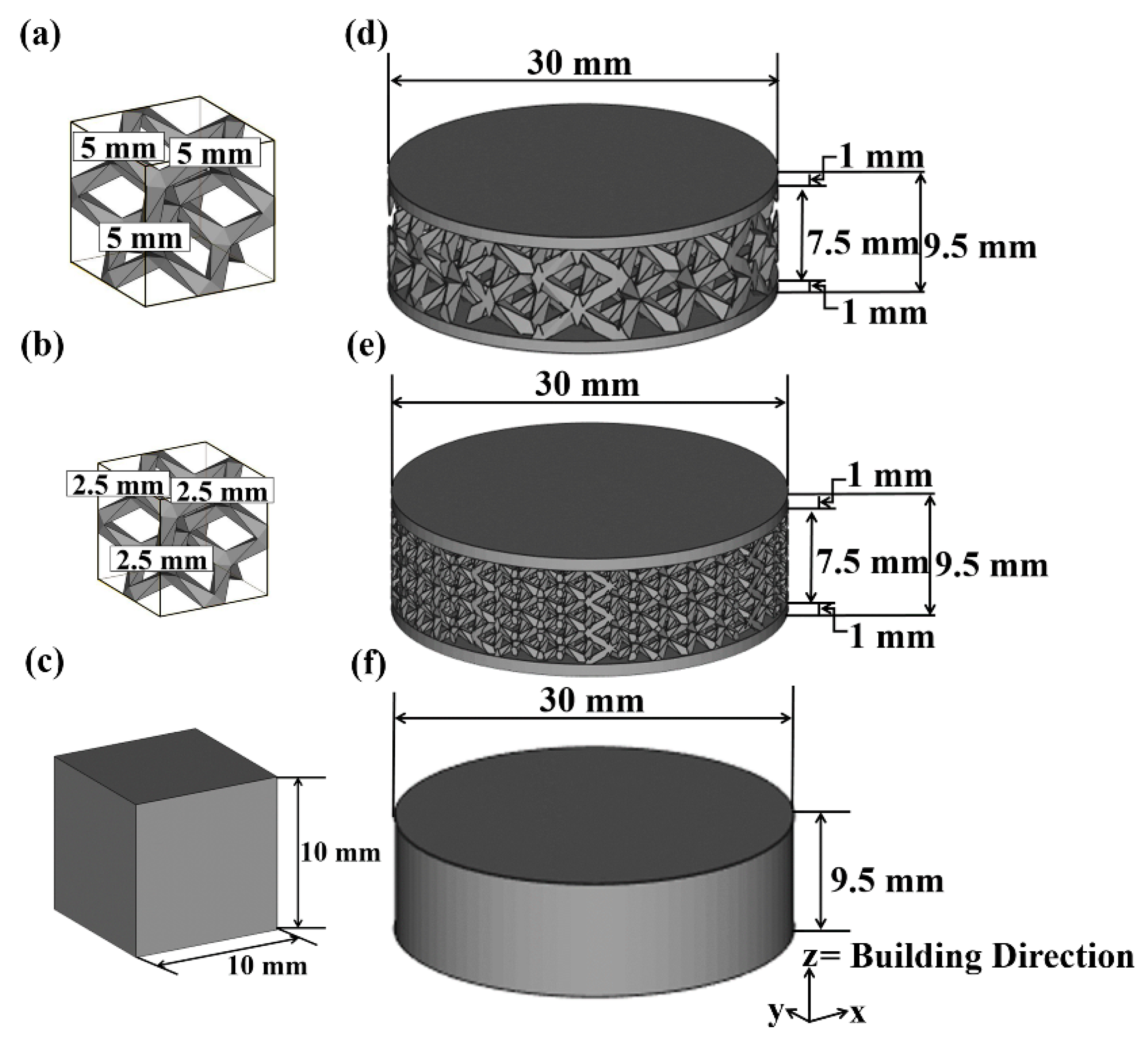
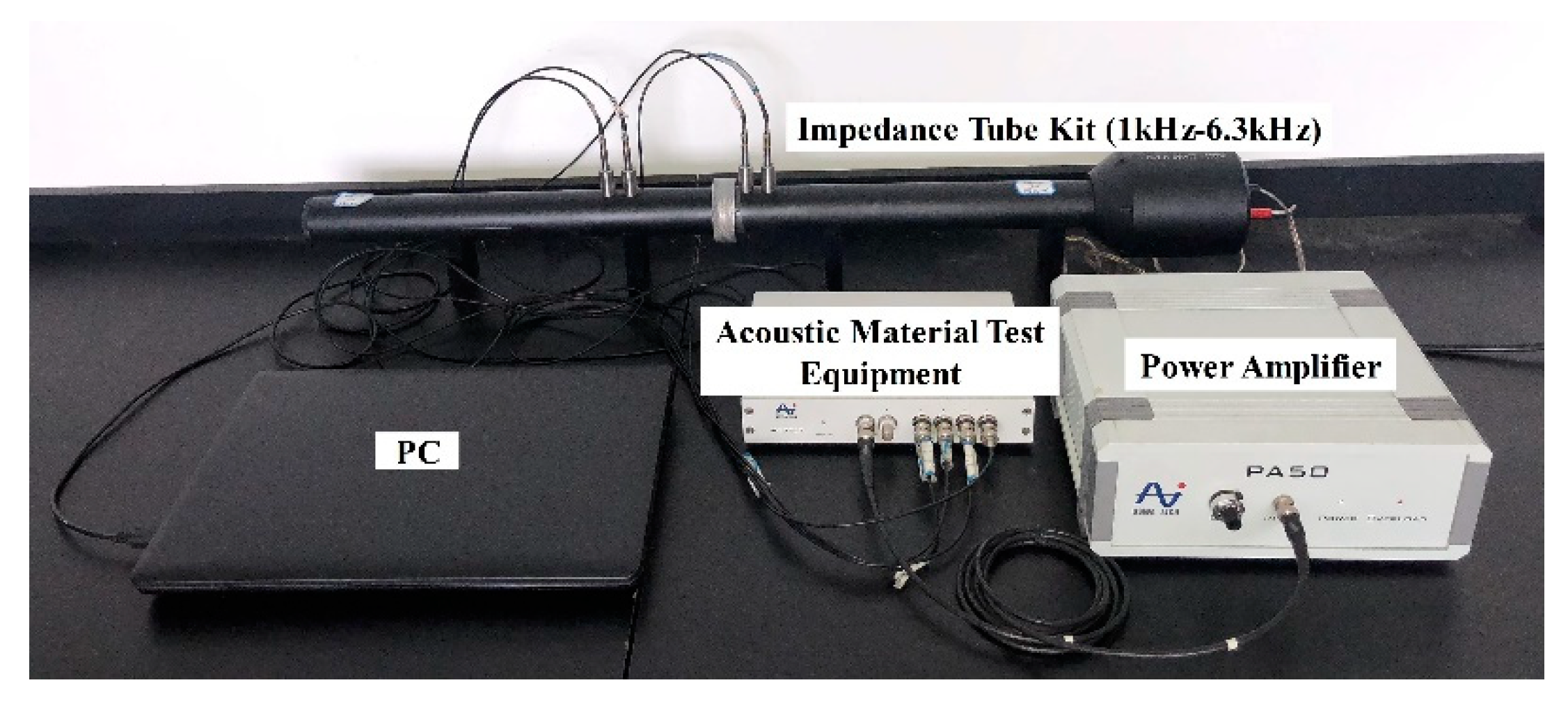
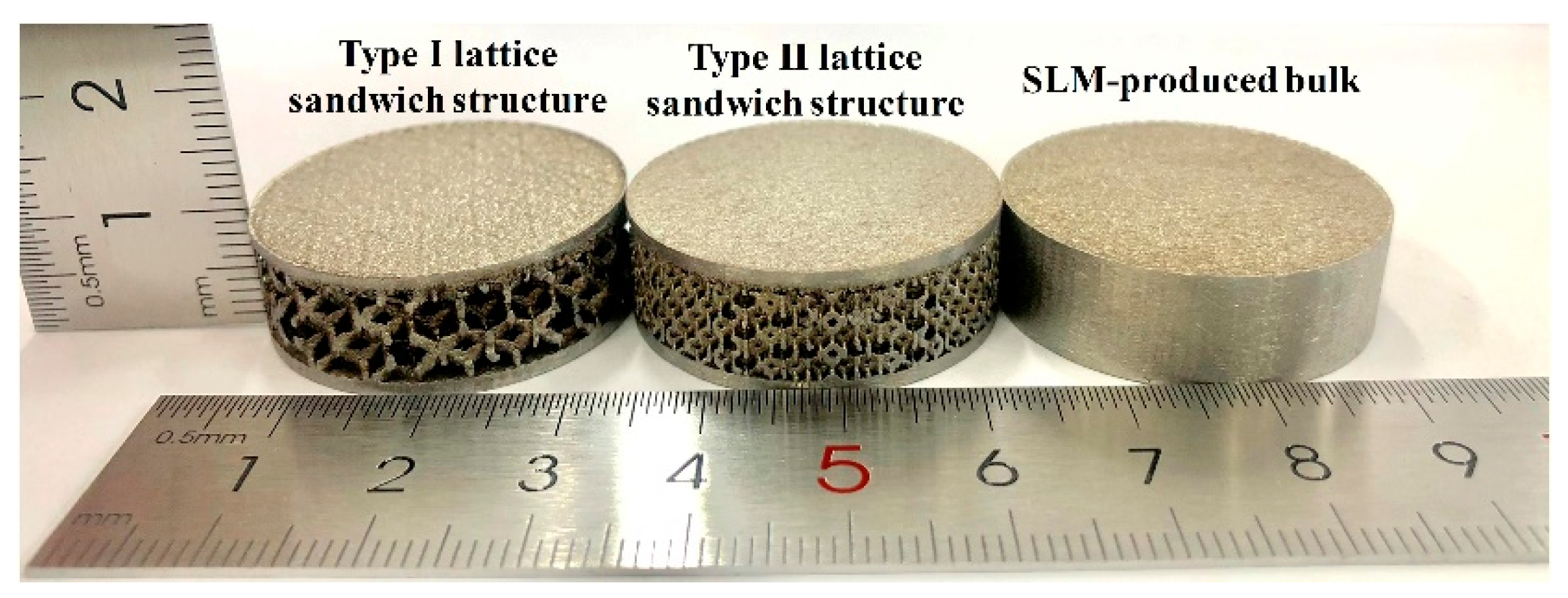
2.2. Experimental Procedure
3. Results and Discussion
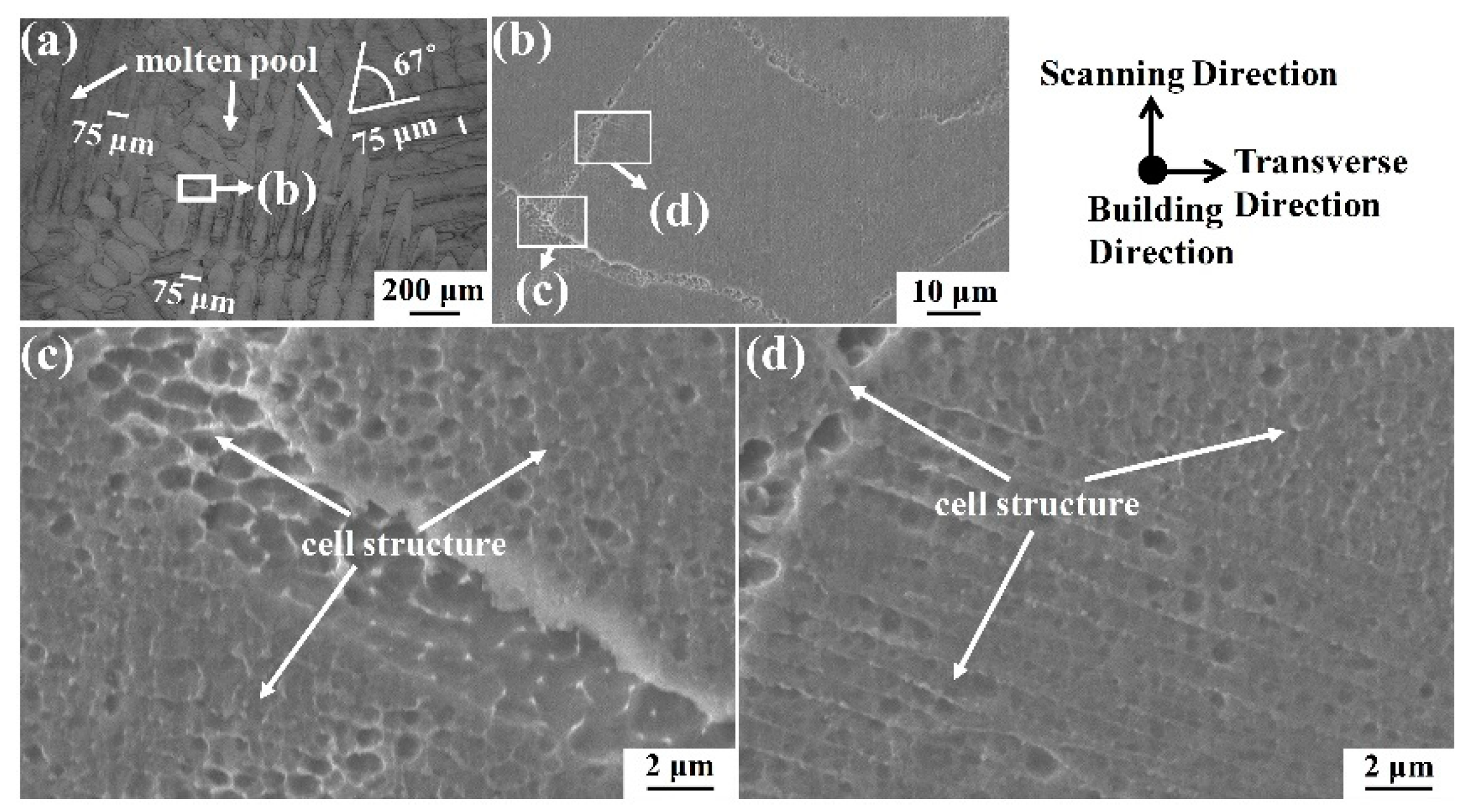
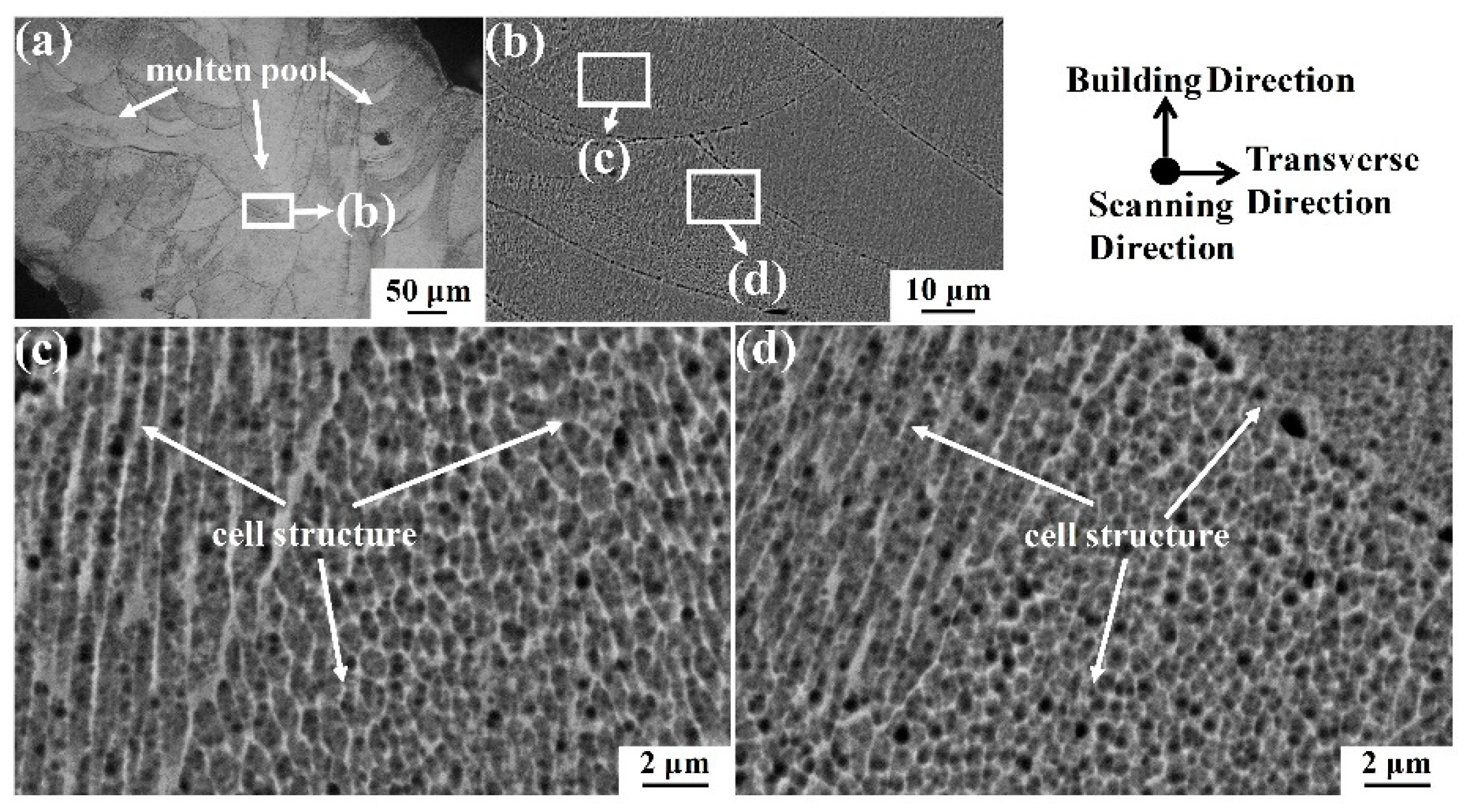
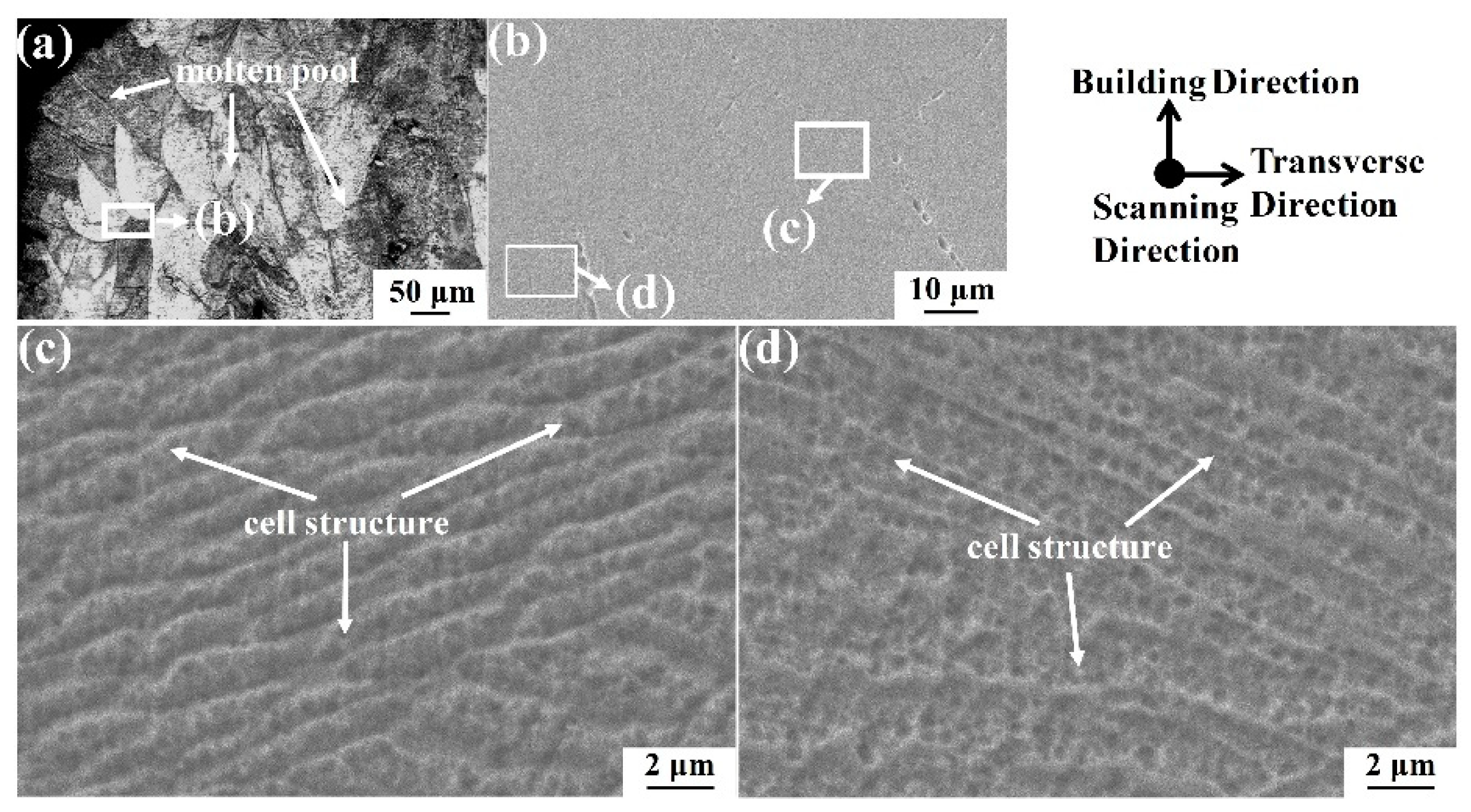
3.1. Microstructure of the SLM-Produced 316L Stainless Steel Bulk and Lattice Structure Strut
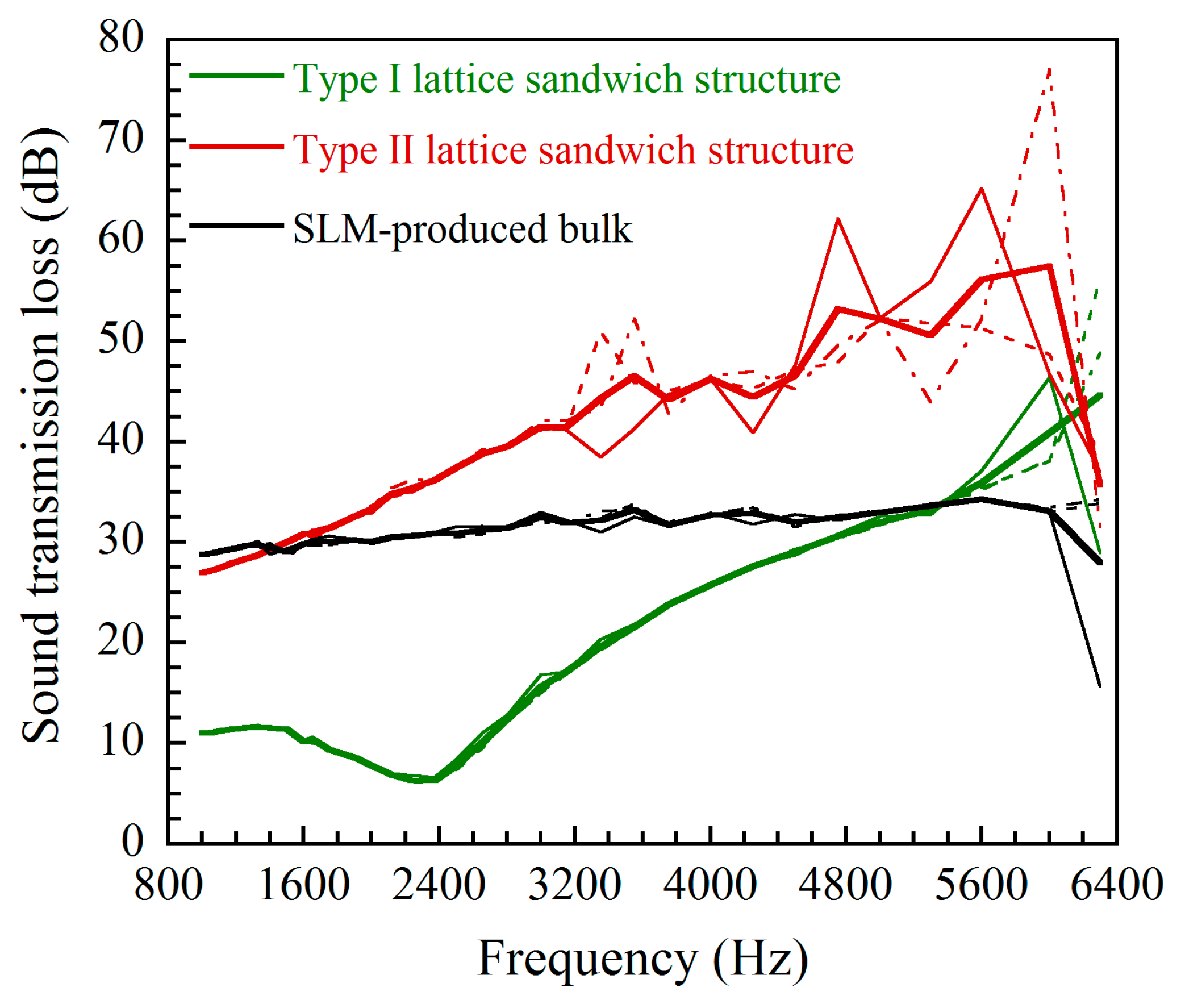
3.2. Acoustic Properties of 316L Stainless Steel Lattice Structures
3.2.1. Sound Insulation Property Analyses
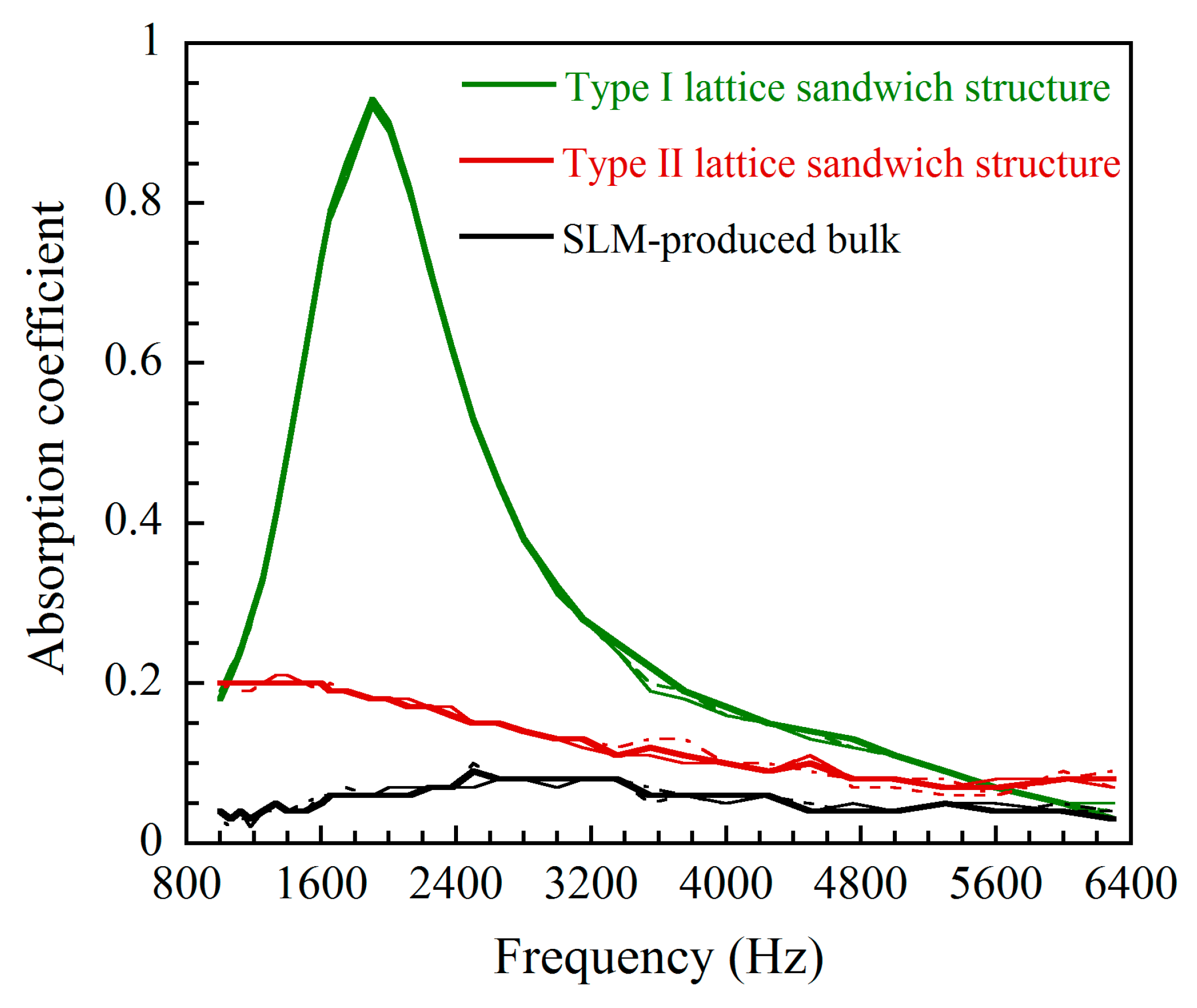
3.2.2. Sound Absorption Property Analyses
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fan, H.L.; Fang, D.N. Enhancement of mechanical properties of hollow-strut foams: Analysis. Mater. Des. 2009, 30, 1659–1666. [Google Scholar] [CrossRef]
- Fan, H.L.; Jin, F.N.; Fang, D.N. Mechanical properties of hierarchical cellular materials. Part I: Analysis. Compos. Sci. Technol. 2008, 68, 3380–3387. [Google Scholar] [CrossRef]
- Kim, T.; Hodson, H.; Lu, T. Fluid-flow and endwall heat-transfer characteristics of an ultralight lattice-frame material. Int. J. Heat Mass Transf. 2004, 47, 1129–1140. [Google Scholar] [CrossRef]
- Liu, T.; Deng, Z.; Lu, T. Bifunctional optimization of actively cooled, pressurized hollow sandwich cylinders with prismatic cores. J. Mech. Phys. Solids 2007, 55, 2565–2602. [Google Scholar] [CrossRef]
- Tian, J.; Kim, T.; Lu, T.; Hodson, H.; Queheillalt, D.T.; Sypeck, D.J.; Wadley, H.N.G. The effects of topology upon fluid-flow and heat-transfer within cellular copper structures. Int. J. Heat Mass Transf. 2004, 47, 3171–3186. [Google Scholar] [CrossRef]
- Hutchinson, J.; Xue, Z. Metal sandwich plates optimized for pressure impulses. Int. J. Mech. Sci. 2005, 47, 545–569. [Google Scholar] [CrossRef]
- Wang, A.J.; Kumar, R.; McDowell, D. Mechanical behavior of extruded prismatic cellular metals. Mech. Adv. Mater. Struct. 2005, 12, 185–200. [Google Scholar] [CrossRef]
- Kooistra, G.; Wadley, H. Lattice truss structures from expanded metal sheet. Mater. Des. 2005, 28, 507–514. [Google Scholar] [CrossRef]
- Zhang, Q.C.; Han, Y.J.; Chen, C.Q. Ultralight X-type lattice sandwich structure (I): Concept, fabrication and experimental characterization. Sci. China Ser. E Technol. Sci. 2009, 52, 2147–2154. [Google Scholar] [CrossRef]
- Queheillalt, D.; Wadley, H. Titanium alloy lattice truss structures. Mater. Des. 2009, 30, 1966–1975. [Google Scholar] [CrossRef]
- Lefebvre, L.-P.; Banhart, J.; Dunand, D. Porous metals and metallic foams: Current status and recent developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef]
- Liu, P.S. Preparation methods for porous metallic lattice materials. Rare Metal Mater. Eng. 2007, 36, 535–538. [Google Scholar]
- Deshpande, V.S.; Fleck, N.; Ashby, M. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids 2001, 49, 1747–1769. [Google Scholar] [CrossRef]
- Gu, S.; Lu, T.; Evans, A.G. On the design of two-dimensional cellular metals for combined heat dissipation and structural load capacity. Int. J. Heat Mass Transf. 2001, 44, 2163–2175. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Ashby, M.; Fleck, N. Foam topology: Bending versus stretching dominated architectures. Acta Mater. 2001, 49, 1035–1040. [Google Scholar] [CrossRef]
- Xing, X.; Duan, X.; Jiang, T.; Wang, J.; Jiang, F. Ultrasonic peening treatment used to improve stress corrosion resistance of AlSi10Mg components fabricated using selective laser melting. Metals 2019, 9, 103. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.; Veldhuis, S.C. A study of thermal expansion coefficients and microstructure during selective laser melting of Invar 36 and stainless steel 316L. Addit. Manuf. 2019, 24, 405–418. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.; Veldhuis, S.C. A review of metal additive manufacturing technologies. Solid State Phenom. 2018, 278, 1–14. [Google Scholar] [CrossRef]
- Kaladhar, M.; Subbaiah, K.; Rao, C.S. Machining of austenitic stainless steels-a review. Int. J. Mach. Machin. Mater. 2012, 12, 178–192. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.O.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Allen, H.G. Analysis and Design of Structural Sandwich Panels; Pergamon Press: Oxford, UK, 1969. [Google Scholar]
- Lok, T.; Cheng, Q.-H. Free and forced vibration of simply supported, orthotropic sandwich panel. Comput. Struct. 2001, 79, 301–312. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Fleck, N.A. Collapse of truss core sandwich beams in 3-point bending. Int. J. Solids Struct. 2001, 38, 6275–6305. [Google Scholar] [CrossRef]
- Chazot, J.-D.; Guyader, J.-L. Prediction of transmission loss of double panels with a patch-mobility method. J. Acoust. Soc. Am. 2007, 121, 267–278. [Google Scholar] [CrossRef]
- Amabili, M. Nonlinear Vibrations and Stability of Shells and Plates; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Zhao, Z.; Wen, S.; Li, F. Vibration analysis of multi-span lattice sandwich beams using the assumed mode method. Compos. Struct. 2017, 185, 716–727. [Google Scholar] [CrossRef]
- Chikh, N.; Nour, A.; Aguib, S.; Tawfiq, I. Dynamic analysis of the non-linear behavior of a composite sandwich beam with a magnetorheological elastomer core. Acta Mech. Solida Sin. 2016, 29, 271–283. [Google Scholar] [CrossRef]
- Alijani, F.; Amabili, M. Nonlinear vibrations of laminated and sandwich rectangular plates with free edges. Part 1: Theory and numerical simulations. Compos. Struct. 2013, 105, 422–436. [Google Scholar] [CrossRef]
- Koehnen, P.; Haase, C.; Bültmann, J.; Ziegler, S.; Schleifenbaum, J.; Bleck, W. Mechanical properties and deformation behavior of additively manufactured lattice structures of stainless steel. Mater. Des. 2018, 145, 205–217. [Google Scholar] [CrossRef]
- Zhang, L.; Feih, S.; Daynes, S.; Shuai, C.; Wang, M.; Wei, J.; Lu, W.-F. Energy absorption characteristics of metallic triply periodic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Heinl, P.; Singer, R. Auxetic cellular structures through selective electron-beam melting. Phys. Status Solidi B 2010, 247, 269–272. [Google Scholar] [CrossRef]
- Friis, E.; Lakes, R.; Park, J. Negative Poisson’s ratio polymeric and metallic foams. J. Mech. Sci. 1988, 23, 4406–4414. [Google Scholar] [CrossRef]
- Shi, X.; Wu, J.; Wang, X.; Zhou, X.; Xie, X.; Xue, Z. Novel sound insulation materials based on epoxy/hollow silica nanotubes composites. Compos. Part B Eng. 2017, 131, 125–133. [Google Scholar] [CrossRef]
- Chung, J.Y.; Blaser, D.A. Transfer function method of measuring in-duct acoustic properties. II. Experiment. J. Acoust. Soc. Am. 1980, 68, 914–921. [Google Scholar] [CrossRef]
- Gibson, L. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Lu, T.; Hess, A.; Ashby, M. Sound absorption in metallic foams. J. Appl. Phys. 1999, 85, 7528–7539. [Google Scholar] [CrossRef]
- Meng, H.; Galland, M.-A.; Ichchou, M.; Bareille, O.; Xin, F.X.; Lu, T. Small perforations in corrugated sandwich panel significantly enhance low frequency sound absorption and transmission loss. Compos. Struct. 2017, 182, 1–11. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Ni | Mo | Mn |
|---|---|---|---|---|
| 64.32 | 17.95 | 12.04 | 2.44 | 1.83 |
| Laser Power (W) | Beam Diameter (μm) | Scanning Speed (mm/s) | Layer Thickness (μm) | Hatch Spacing (mm) | Hatch Offset (mm) |
|---|---|---|---|---|---|
| 200 | 75 | 500 | 30 | 0.05 | 0.06 |
| Properties | SLM-Produced Cube Bulk Specimen | Type I Lattice Structure Cube Specimen | Type II Lattice Structure Cube Specimen |
|---|---|---|---|
| Mass (g) | 7.053 | 1.483 | 2.190 |
| Density of Interlayer (kg/m2) | 0.705 | 0.148 | 0.219 |
| Average STL (dB) | 11.950 | 2.799 | 5.096 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Jiang, F.; Wang, J. Acoustic Properties of 316L Stainless Steel Lattice Structures Fabricated via Selective Laser Melting. Metals 2020, 10, 111. https://doi.org/10.3390/met10010111
Sun X, Jiang F, Wang J. Acoustic Properties of 316L Stainless Steel Lattice Structures Fabricated via Selective Laser Melting. Metals. 2020; 10(1):111. https://doi.org/10.3390/met10010111
Chicago/Turabian StyleSun, Xiaojing, Fengchun Jiang, and Jiandong Wang. 2020. "Acoustic Properties of 316L Stainless Steel Lattice Structures Fabricated via Selective Laser Melting" Metals 10, no. 1: 111. https://doi.org/10.3390/met10010111
APA StyleSun, X., Jiang, F., & Wang, J. (2020). Acoustic Properties of 316L Stainless Steel Lattice Structures Fabricated via Selective Laser Melting. Metals, 10(1), 111. https://doi.org/10.3390/met10010111