Study of Jatropha curcas Linn and Olea europaea as Bio-Oil Lubricant to Physical Properties and Wear Rate


 ,
,  ,
,  and
and 
Abstract
1. Introduction
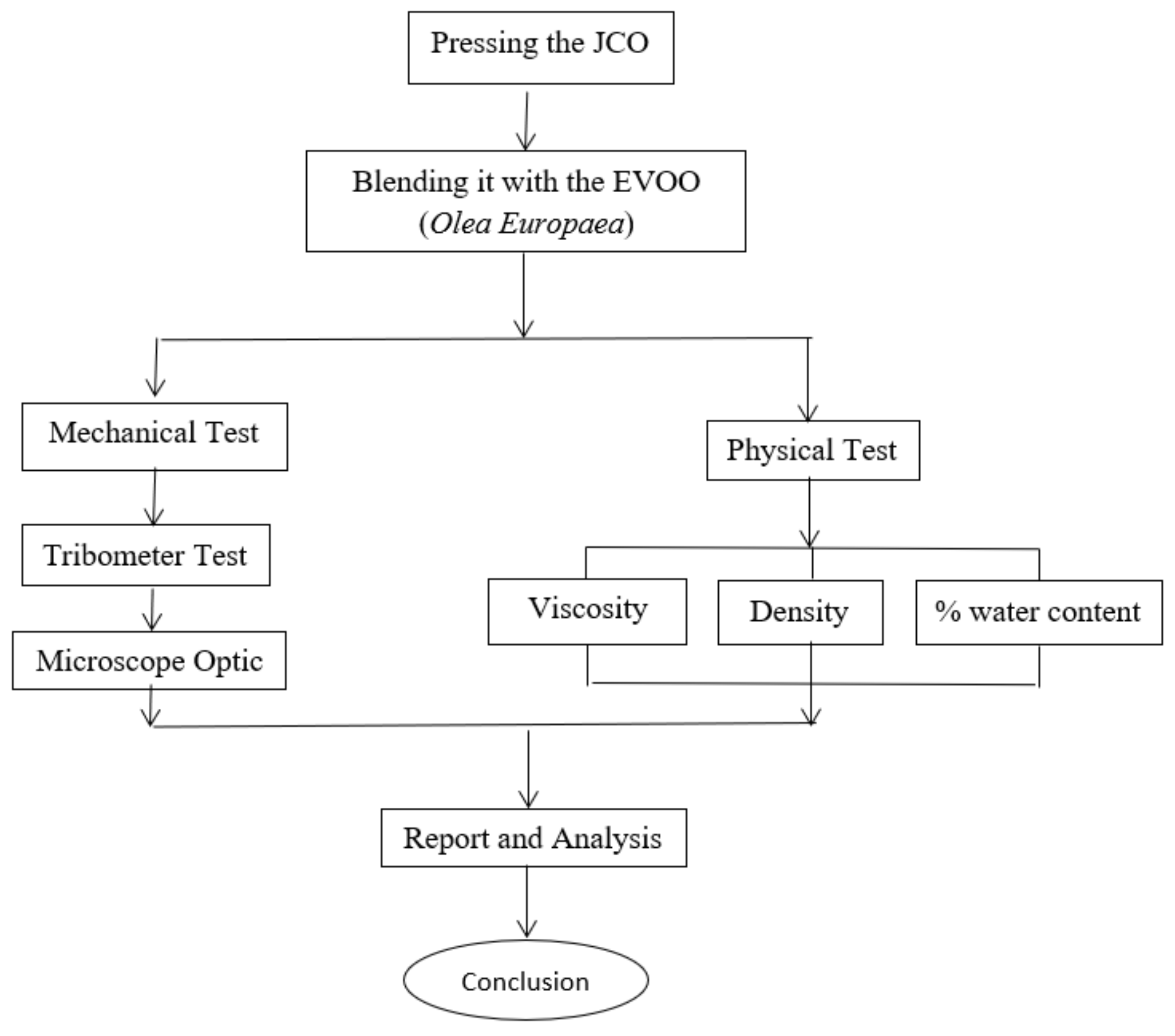
2. Materials and Methods
3. Results
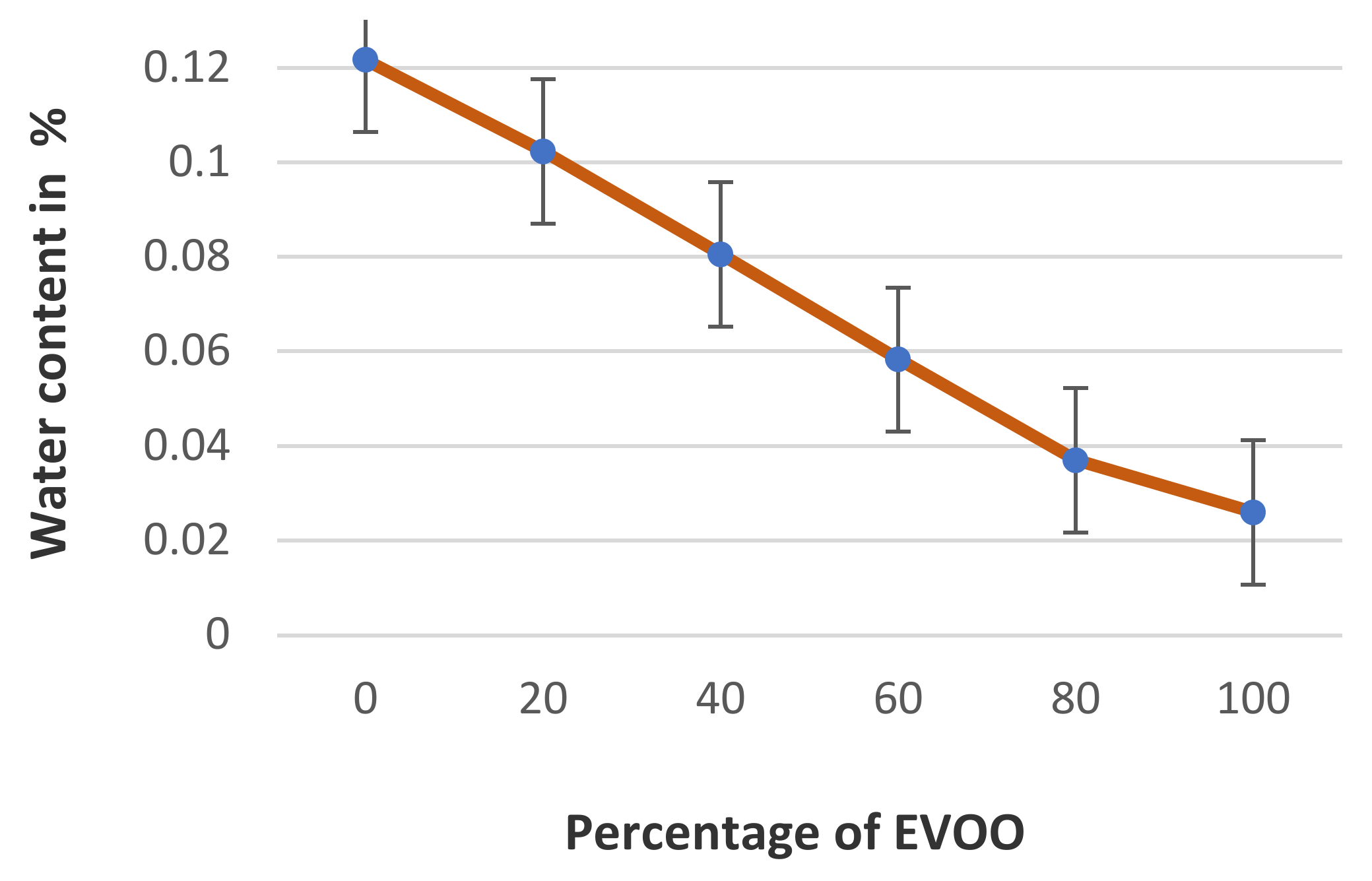
3.1. Water Content
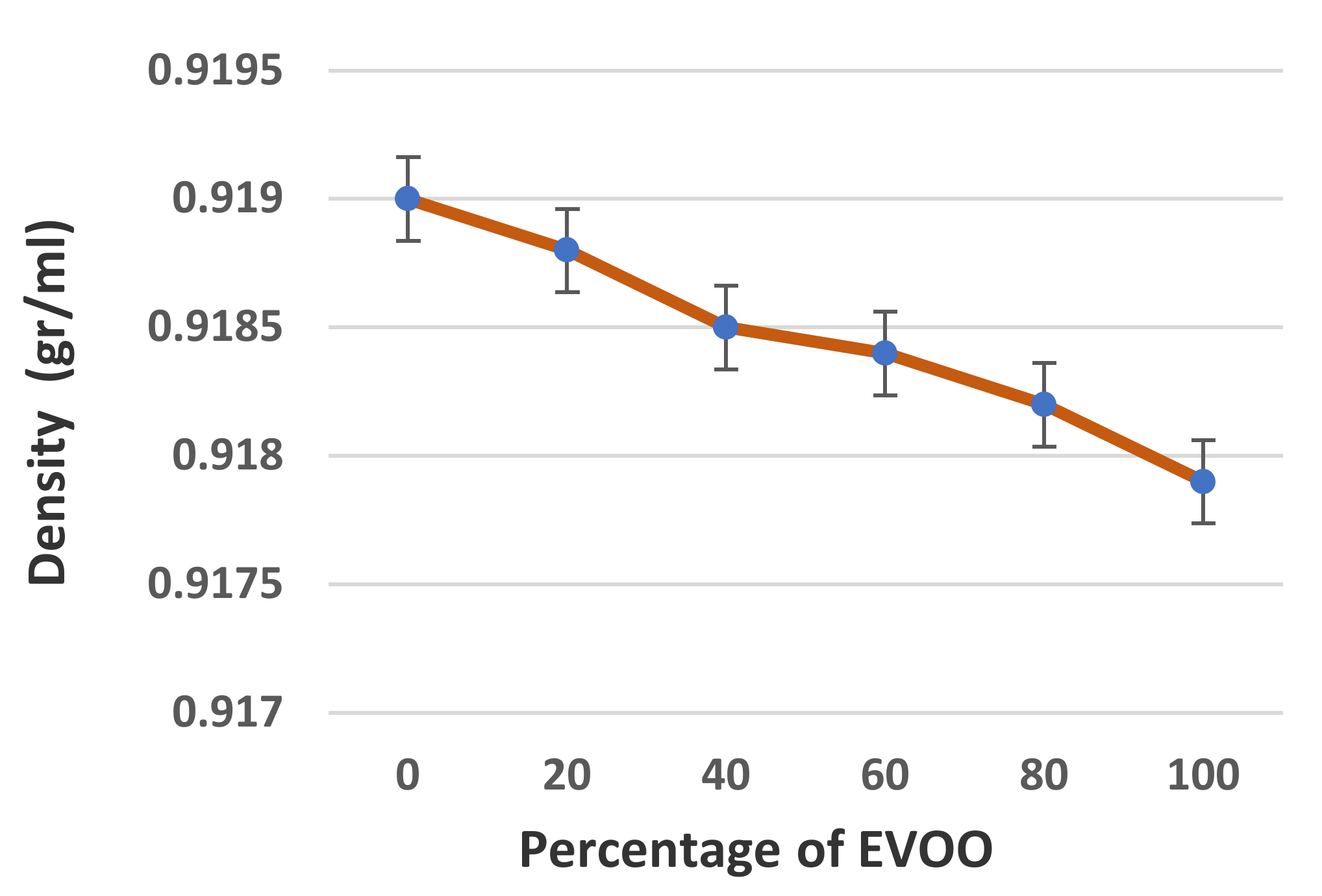
3.2. Density
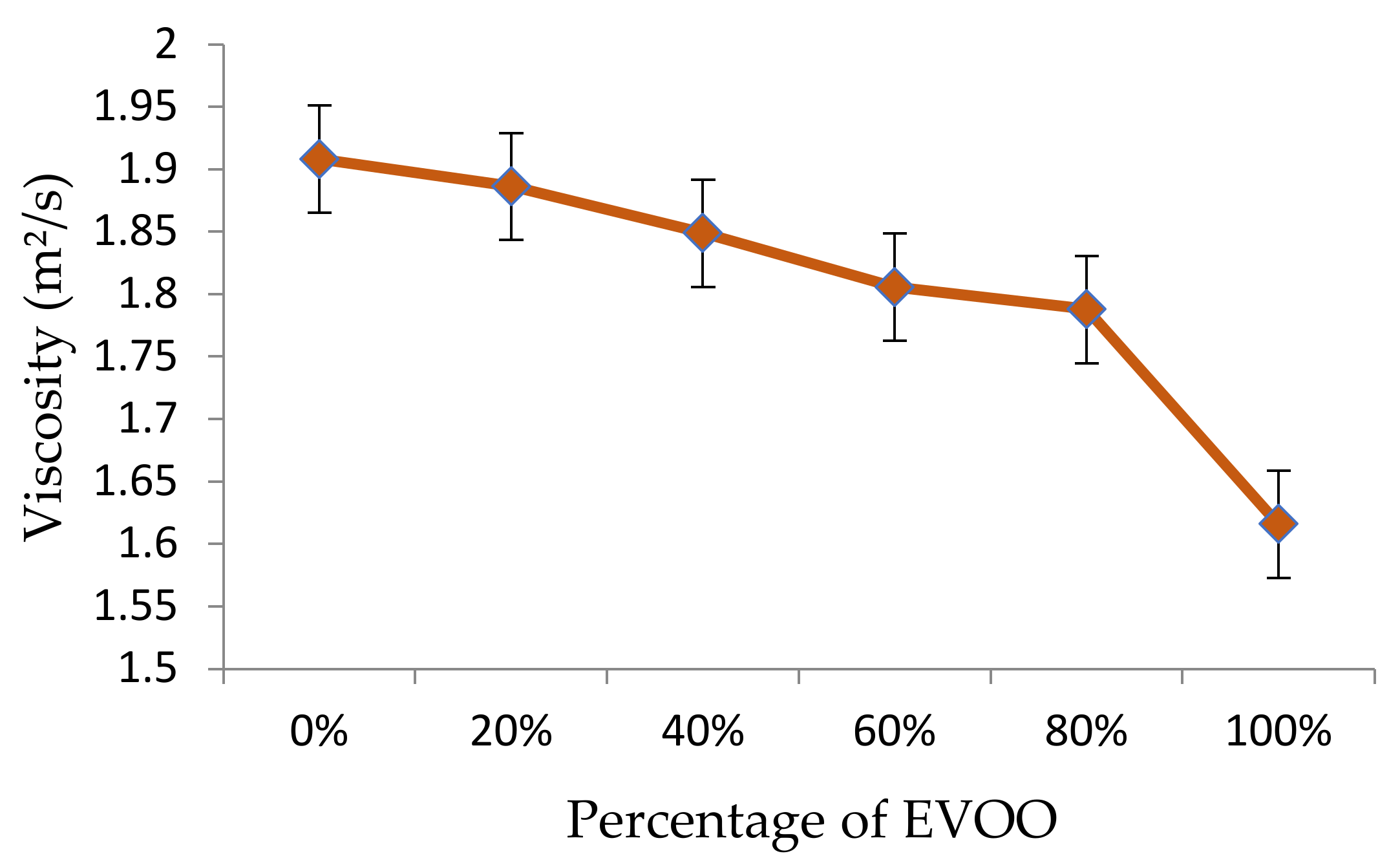
3.3. Viscosity
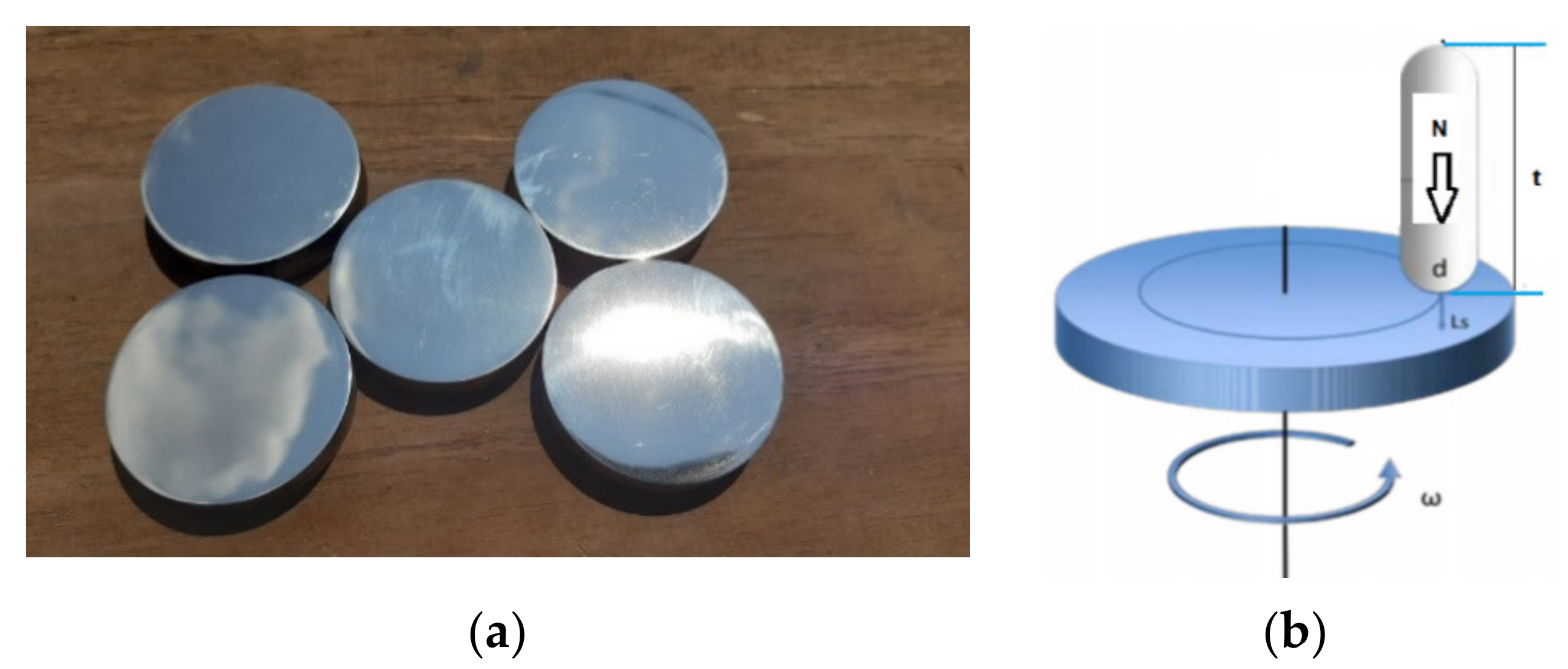
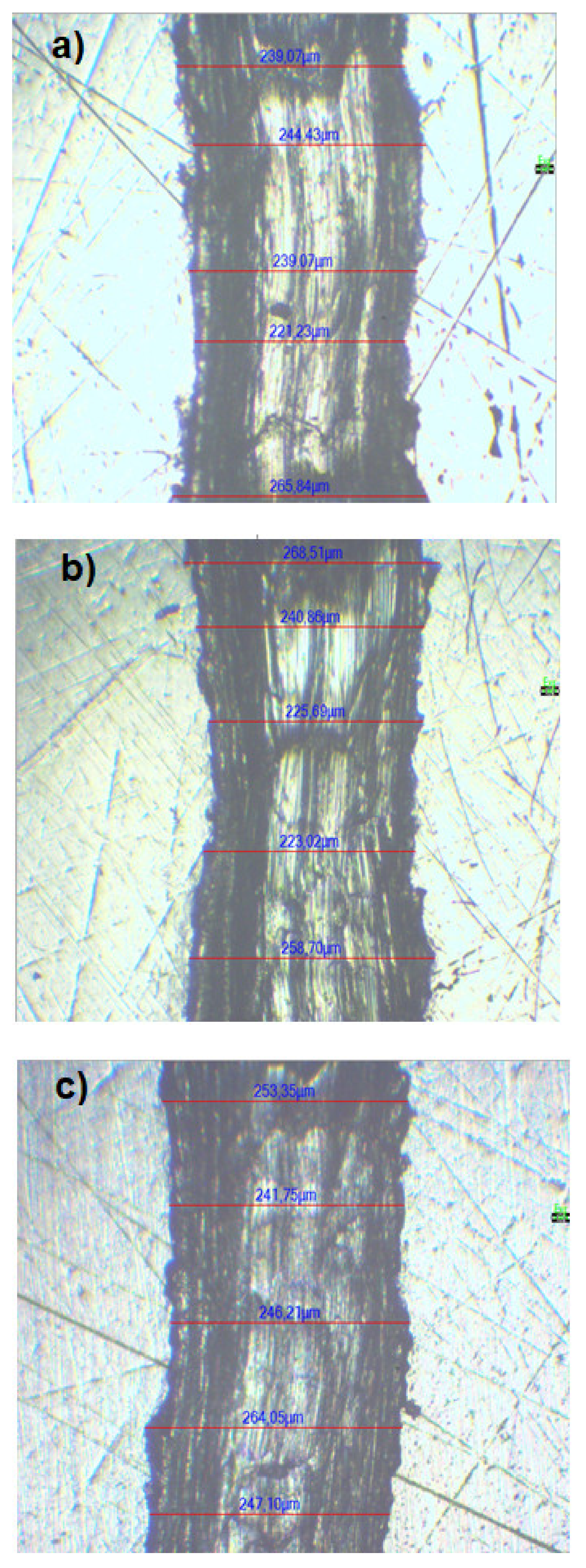
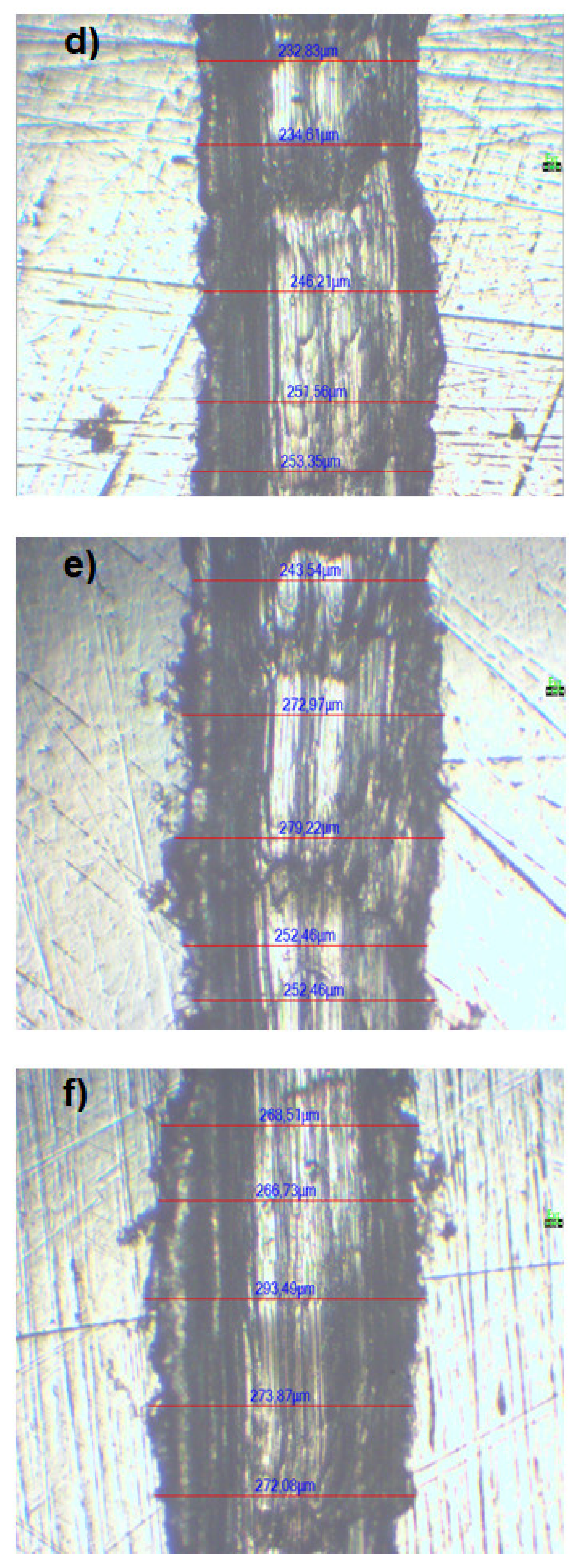
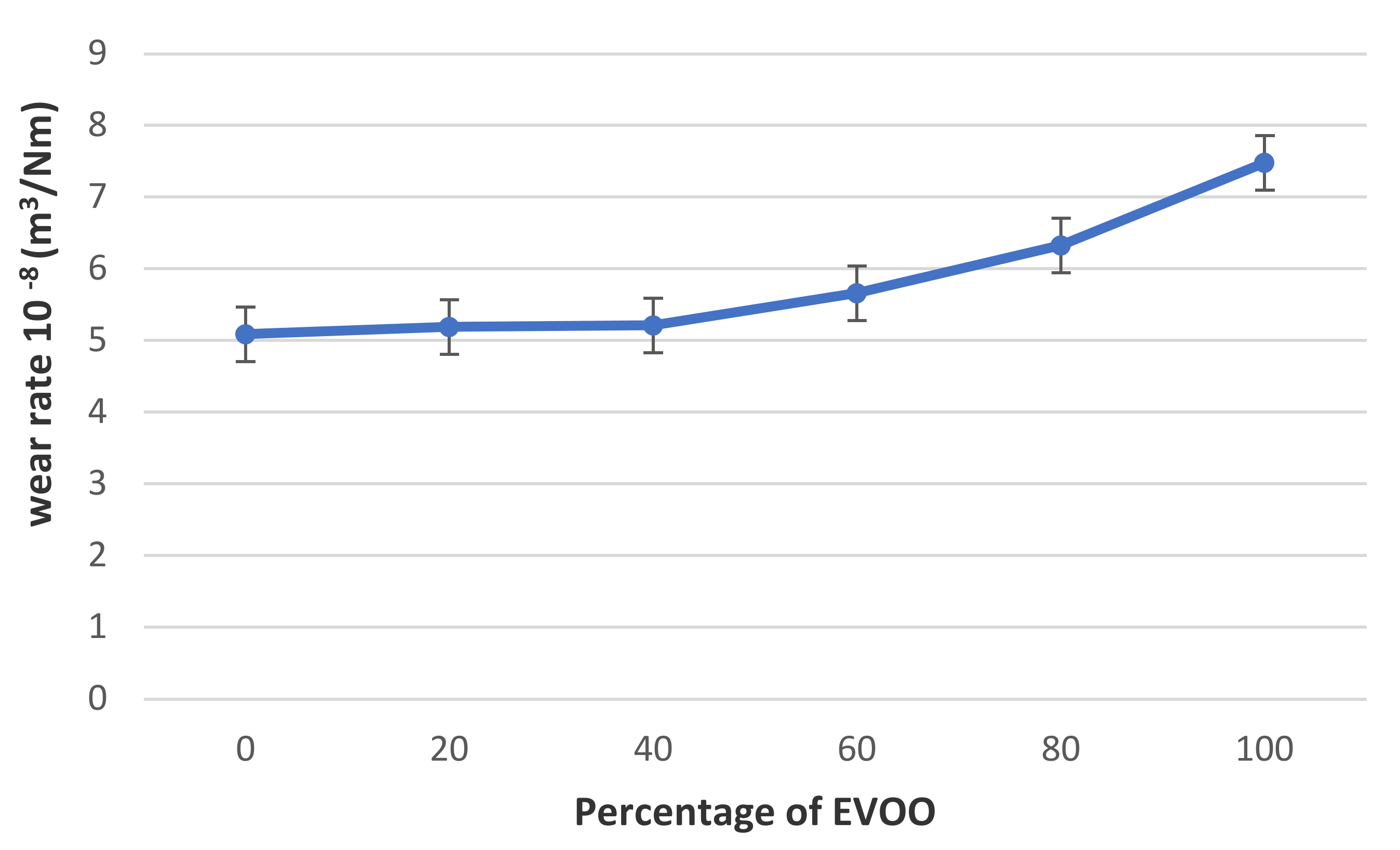
3.4. Tribometer Pin on Disk
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hossain, M.; Mohamad, E.N.; Masjuki, H.H.; Kalam, M.; Al Mahmud, K.A.; Habibullah, M.; Ashraful, A.M. The prospects of biolubricants as alternatives in automotive applications. Renew. Sust. Energy Rev. 2014, 33, 34–43. [Google Scholar] [CrossRef]
- Bilal, S.; Nuhu, M.; Kasim, S.A. Production of biolubricant from Jatropha curcas seed oil. J. Chem. Eng. Mater. Sci. 2013, 4, 72–79. [Google Scholar] [CrossRef]
- Ravi, G.S.; Palani, B.; Kak, P.D.; Bapat, D. Water Based Metal Working Fluid Composition. U.S. Patent US20160053193A1, 25 February 2016. [Google Scholar]
- Zainudin, A. In Vitro selection of jatropha curcas linn. hybrids using polyethylene glycol to obtain drought tolerance character. Procedia Chem. 2015, 14, 239–245. [Google Scholar] [CrossRef][Green Version]
- Murad, M.N.; Sharif, S.; Rahim, E.A.; Abdullah, R. Comparative evaluation of physicochemical properties of jatropha curcas seed oil for coolant-lubricant application. AIP Conf. Proc. 2017, 1885, 020186. [Google Scholar] [CrossRef]
- Aisyah, I.S.; Widyawati, Y.I.; Kurniawati, D.; Sewoyo, T.; Tanaman, P.V. Investigasi potensi Jarak pagar sebagai. Pros. SENTRA 2018, 4, 167–173. [Google Scholar]
- Kurniawati, D.; Aisyah, I.S. The potent of carrier oil on pretreatment of crude jatropha curcas oil. J. Energy Mech. Mater. Manuf. Eng. 2020, 5, 45–52. [Google Scholar] [CrossRef]
- Jeevan, T.P.; Jayaram, S.R. Performance evaluation of jatropha and pongamia oil based environmentally friendly cutting fluids for turning AA 6061. Adv. Tribol. 2018, 2018, 1–9. [Google Scholar] [CrossRef]
- Figueroa, M.; García, E.; Hernández, E.A.G.; Vite-Torres, M. Friction and wear of Jatropha curcas oil using a four balls tester. Adv. Mater. Res. 2014, 902, 76–81. [Google Scholar] [CrossRef]
- Winter, M.; Öhlschläger, G.; Dettmer, T.; Ibbotson, S.; Kara, S.; Herrmann, C. Using Jatropha Oil Based Metalworking Fluids in Machining Processes: A Functional and Ecological Life Cycle Evaluation; Springer: Berlin, Germany, 2012. [Google Scholar] [CrossRef]
- Bork, C.A.S.; Gonçalves, J.F.S.; Gomes, J.O. The Jatropha curcas vegetable base soluble cutting oil as a renewable source in the machining of aluminum alloy 7050–T7451. Ind. Lubr. Tribol. 2015, 67, 181–195. [Google Scholar] [CrossRef]
- Mangas, I.; Sogorb, M.A.; Vilanova, E. Lubricating oils. In Encyclopedia of Toxicology; Elsevier: Amsterdam, The Netherlands, 2014; pp. 670–676. [Google Scholar]
- Carels, N. Chapter 2 Jatropha curcas. A Review. Adv. Bot. Res. 2009, 50, 39–86. [Google Scholar] [CrossRef]
- Kiritsakis, A.; Markakis, P. Olive oil: A review. Adv. Food Res. 1988, 31, 453–482. [Google Scholar] [CrossRef]
- Bindraban, P.S.; Brandenburg, W.A. Claims and facts on Jatropha curcas L. Plant. Res. Int. B.V. 2007, 158, 1–67. [Google Scholar]
- Talib, N.; Rahim, E.A. Performance evaluation of chemically modified crude jatropha oil as a bio-based metalworking fluids for machining process. Procedia CIRP 2015, 26, 346–350. [Google Scholar] [CrossRef]
- Aisyah, I.S. Performance of four stroke one cylinder ic engine with dual spark plugs using 94–100% Ethanol. J. Energy Technol. Policy 2016, 6, 13–17. [Google Scholar]
- Kurniawati, D. Effect of Alkaline metal catalyst to transesterification of jatropha curcas oil. J. Energy Mech. Mater. Manuf. Eng. 2018, 3, 31–42. [Google Scholar] [CrossRef]
- Tripoli, E.; Giammanco, M.; Tabacchi, G.; di Majo, D.; Giammanco, S.; la Guardia, M. The phenolic compounds of olive oil: Structure, biological activity and beneficial effects on human health. Nutr. Res. Rev. 2005, 18, 98–112. [Google Scholar] [CrossRef] [PubMed]
- Carneiro, J.; Nogueira, R.M.; Martins, M.A.; Valladão, D.M.; Pires, E.M. The oven-drying method for determination of water content in Brazil nut. Biosci. J. 2018, 34, 595–602. [Google Scholar] [CrossRef]
- Xiong, Z.; Wang, Y.; Syed-Hassan, S.S.; Hu, X.; Han, H.; Su, S.; Xu, K.; Jiang, L.; Guo, J.; Berthold, E.E.; et al. Effects of heating rate on the evolution of bio-oil during its pyrolysis. Energy Convers. Manag. 2018, 163, 420–427. [Google Scholar] [CrossRef]
- Noureddini, H.; Teoh, B.C.; Clements, L.D. Densities of vegetable oils and fatty acids. J. Am. Oil Chem. Soc. 1992, 69, 1189–1191. [Google Scholar] [CrossRef]
- Damasceno, M.A.; Penha, J.K.d.; Junior, N.F.d.; Felipe, R.N.B.; Felipe, R.C.T.d.S.; de Medeiros, G.G. Influence of the temperature, pressure and viscosity on the oil measurement with turbine type measurers. Braz. Arch. Biol. Technol. 2006, 49, 65–72. [Google Scholar] [CrossRef]
- Viswanath, D.S.; Ghosh, T.K.; Prasad, D.H.L.; Dutt, N.V.K.; Rani, K.Y. Viscosity of Liquids: Theory, Estimation, Experiment, and Data; Springer: New York, NY, USA, 2007. [Google Scholar]
- Habibullah, M.; Masjuki, H.H.; Kalam, M.A.; Ashraful, A.M.; Habib, M.A.; Mobarak, H.M. Effect of bio-lubricant on tribological characteristics of steel. Procedia Eng. 2014, 90, 740–745. [Google Scholar] [CrossRef]
- Okrent, E.H. The effect of lubricant viscosity and composition on engine friction and bearing wear. ASLE Trans. 1961, 4, 97–108. [Google Scholar] [CrossRef]
- Basha, S.M.; Dave, H.K.; Patel, H.V. Experimental investigation of jatropha curcas bio-oil and biodiesel in electric discharge machining of Ti-6Al-4V. Mater. Today Proc. 2021, 38, 2102–2109. [Google Scholar] [CrossRef]
- Noorawzi, N.; Samion, S. Tribological effects of vegetable oil as alternative lubricant: A pin-on-disk tribometer and wear study. Tribol. Trans. 2016, 59, 831–837. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, L.R. The effect of heat treatment on the abrasion resistance of alloy white irons. Wear 1997, 203, 206–219. [Google Scholar] [CrossRef]
- Zuan, A.M.S.; Syahrullail, S.; Arif, M.D.; Kamitani, S. Tribological performance of palm kernel oil at various load using pin-on-disk tribotester. J. Mech. Eng. 2017, 1, 91–102. [Google Scholar]
- Ruggiero, A.; D’Amato, R.; Merola, M.; Valášek, P.; Müller, M. On the tribological performance of vegetal lubricants: Experimental investigation on Jatropha curcas L. oil. Procedia Eng. 2016, 149, 431–437. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, A.K.; Singla, A.; Upadhyay, A.K. Development and tribological characteristics of bio-based lubricant from Jatropha curcas oil. Energy Sources Part A Recovery Util. Environ. Eff. 2017, 39, 1725–1732. [Google Scholar] [CrossRef]
- Ku, B.C.; Han, Y.C.; Lee, J.E.; Lee, J.K.; Park, S.H.; Hwang, Y.J. Tribological effects of fullerene (C60) nanoparticles added in mineral lubricants according to its viscosity. Int. J. Precis. Eng. Manuf. 2010, 11, 607–611. [Google Scholar] [CrossRef]
- Maleque, M.A.; Masjuki, H.H.; Haseeb, A.S.M.A. Effect of mechanical factors on tribological properties of palm oil methyl ester blended lubricant. Wear 2000, 239, 117–125. [Google Scholar] [CrossRef]
- Jeon, H.G.; Lee, Y.Z. The evaluation of wear life based on accelerated test through analysis of correlation between wear rate and lubricant film parameter. Tribol. Trans. 2013, 56, 290–300. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EVOO Percentage (%) | Water Content In % |
|---|---|
| 0 | 0.1217 |
| 20 | 0.1023 |
| 40 | 0.0806 |
| 60 | 0.0583 |
| 80 | 0.037 |
| 100 | 0.026 |
| EVOO Percentage (%) | Density (g/mL) |
|---|---|
| 0 | 0.9190 |
| 20 | 0.9188 |
| 40 | 0.9185 |
| 60 | 0.9184 |
| 80 | 0.9182 |
| 100 | 0.9179 |
| EVOO Percentage (%) | Kinematic Viscosity (m2/s) |
|---|---|
| 0 | 1.9084 |
| 20 | 1.8864 |
| 40 | 1.8489 |
| 60 | 1.8057 |
| 80 | 1.7878 |
| 100 | 1.6159 |
| EVOO Percentage (%) | Track Width (μm) | Rate (μm) | ||||
|---|---|---|---|---|---|---|
| 0 | 239.07 | 244.43 | 239.23 | 221.23 | 265.84 | 241.96 |
| 20 | 268.51 | 240.86 | 225.69 | 223.02 | 258.70 | 243.36 |
| 40 | 232.83 | 234.61 | 246.21 | 251.58 | 253.35 | 243.72 |
| 60 | 253.35 | 241.75 | 246.21 | 264.05 | 247.10 | 250.49 |
| 80 | 243.54 | 272.97 | 279.22 | 252.46 | 252.46 | 260.13 |
| 100 | 268.51 | 266.73 | 293.49 | 273.87 | 272.08 | 274.94 |
| EVOO Percentage (%) | Wear Rate × 10−8 (mm3/Nm) |
|---|---|
| 0 | 5.09 |
| 20 | 5.19 |
| 40 | 5.21 |
| 60 | 5.66 |
| 80 | 6.33 |
| 100 | 7.48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aisyah, I.S.; Caesarendra, W.; Kurniawati, D.; Maftuchah, M.; Agung, D.; Glowacz, A.; Oprzędkiewicz, K.; Liu, H. Study of Jatropha curcas Linn and Olea europaea as Bio-Oil Lubricant to Physical Properties and Wear Rate. Lubricants 2021, 9, 39. https://doi.org/10.3390/lubricants9040039
Aisyah IS, Caesarendra W, Kurniawati D, Maftuchah M, Agung D, Glowacz A, Oprzędkiewicz K, Liu H. Study of Jatropha curcas Linn and Olea europaea as Bio-Oil Lubricant to Physical Properties and Wear Rate. Lubricants. 2021; 9(4):39. https://doi.org/10.3390/lubricants9040039
Chicago/Turabian StyleAisyah, Iis Siti, Wahyu Caesarendra, Dini Kurniawati, Maftuchah Maftuchah, Deva Agung, Adam Glowacz, Krzysztof Oprzędkiewicz, and Hui Liu. 2021. "Study of Jatropha curcas Linn and Olea europaea as Bio-Oil Lubricant to Physical Properties and Wear Rate" Lubricants 9, no. 4: 39. https://doi.org/10.3390/lubricants9040039
APA StyleAisyah, I. S., Caesarendra, W., Kurniawati, D., Maftuchah, M., Agung, D., Glowacz, A., Oprzędkiewicz, K., & Liu, H. (2021). Study of Jatropha curcas Linn and Olea europaea as Bio-Oil Lubricant to Physical Properties and Wear Rate. Lubricants, 9(4), 39. https://doi.org/10.3390/lubricants9040039