Friction and Wear Monitoring Methods for Journal Bearings of Geared Turbofans Based on Acoustic Emission Signals and Machine Learning

 , , ,
, , ,
Abstract
:1. Introduction
2. Experimental Methods
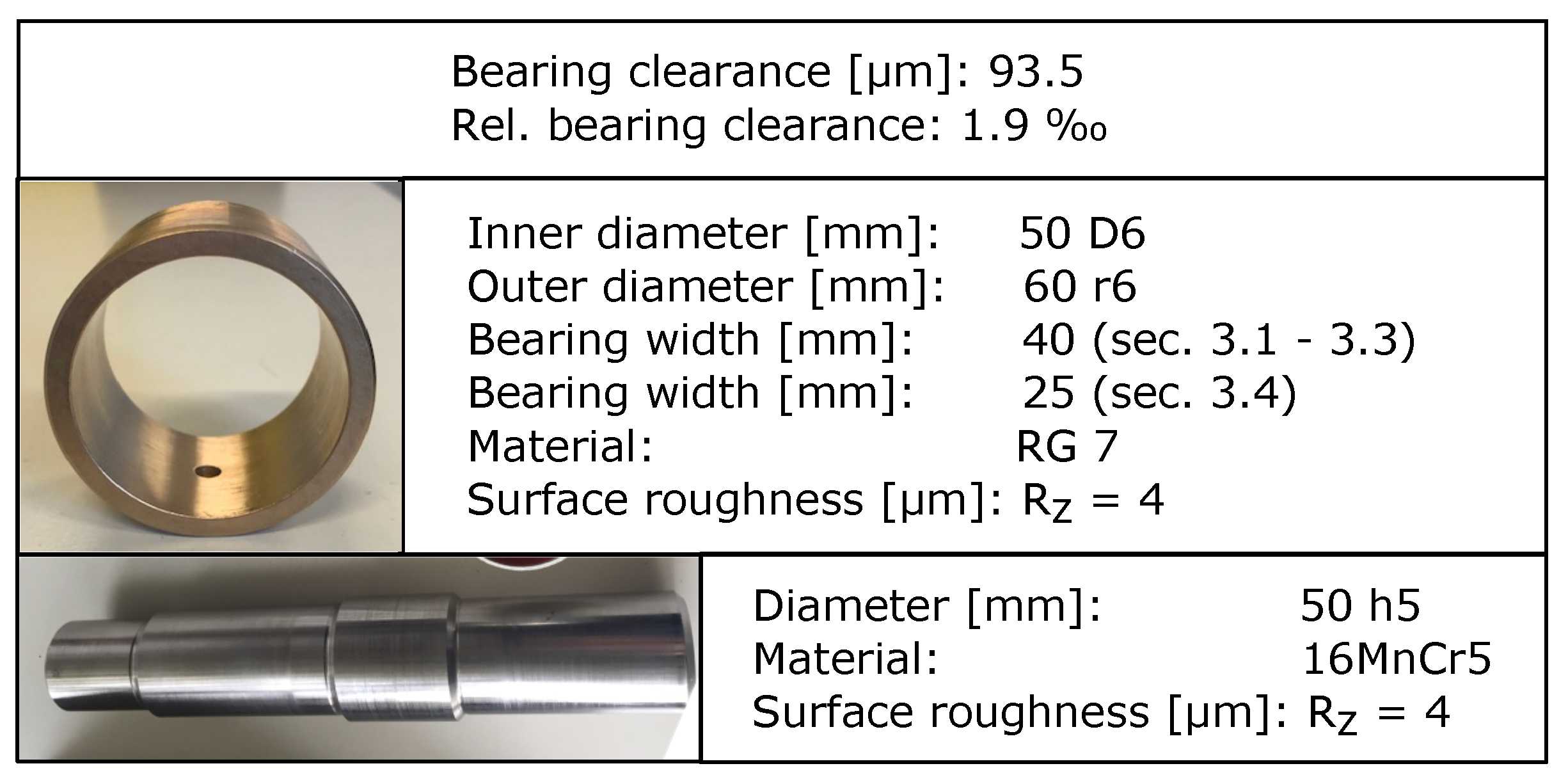
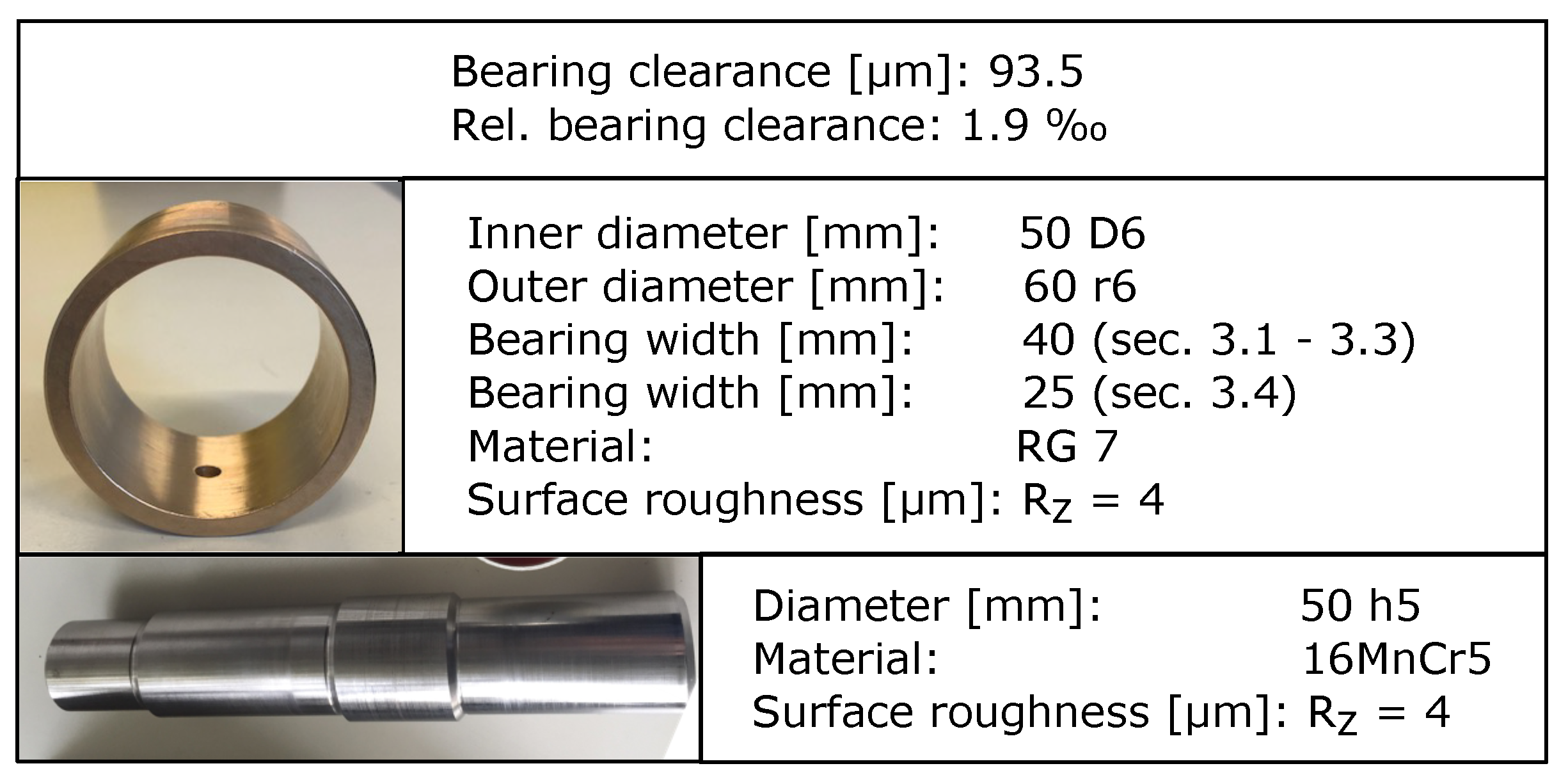
2.1. Materials
2.2. Journal Bearing Test Rigs
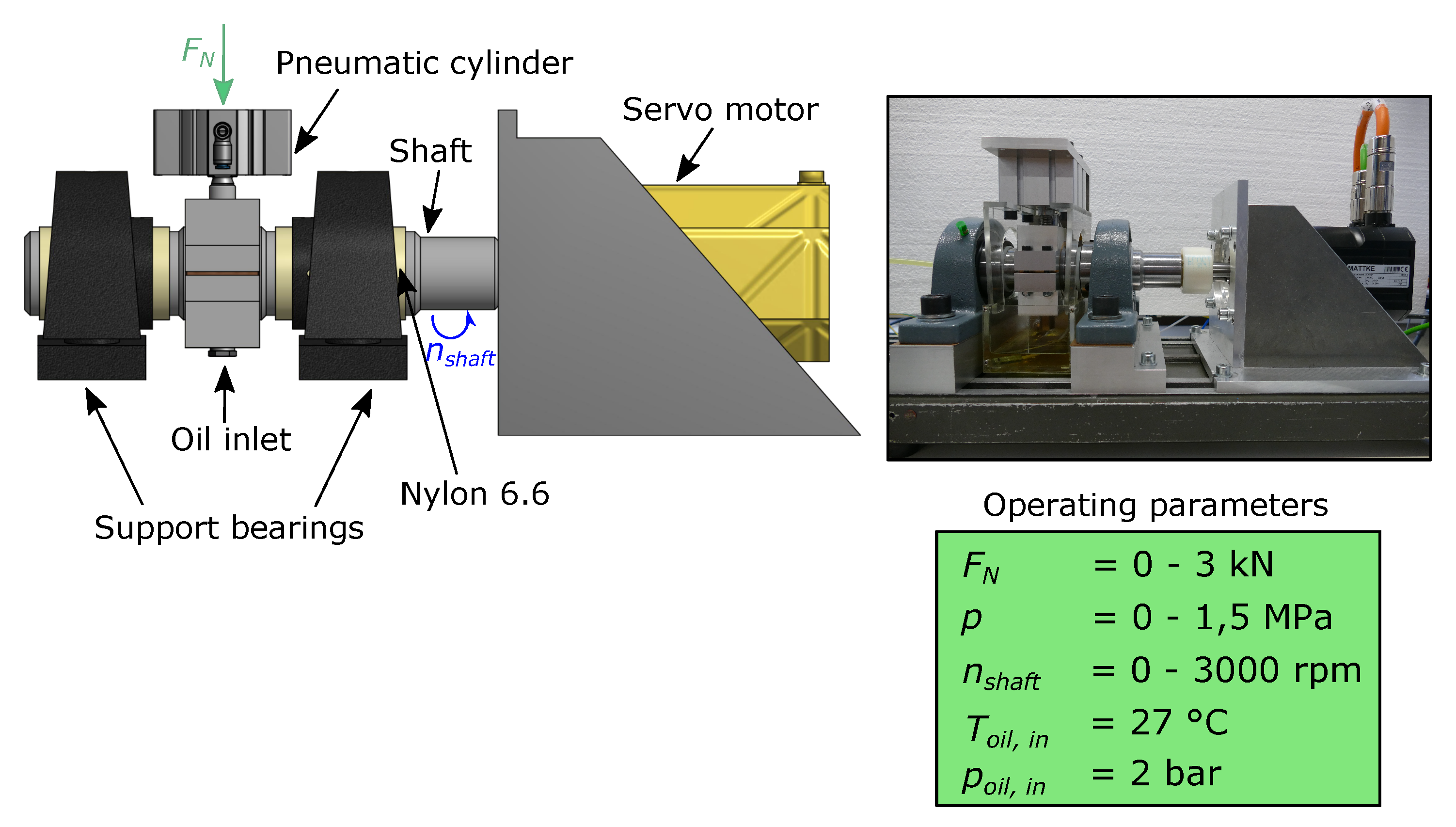
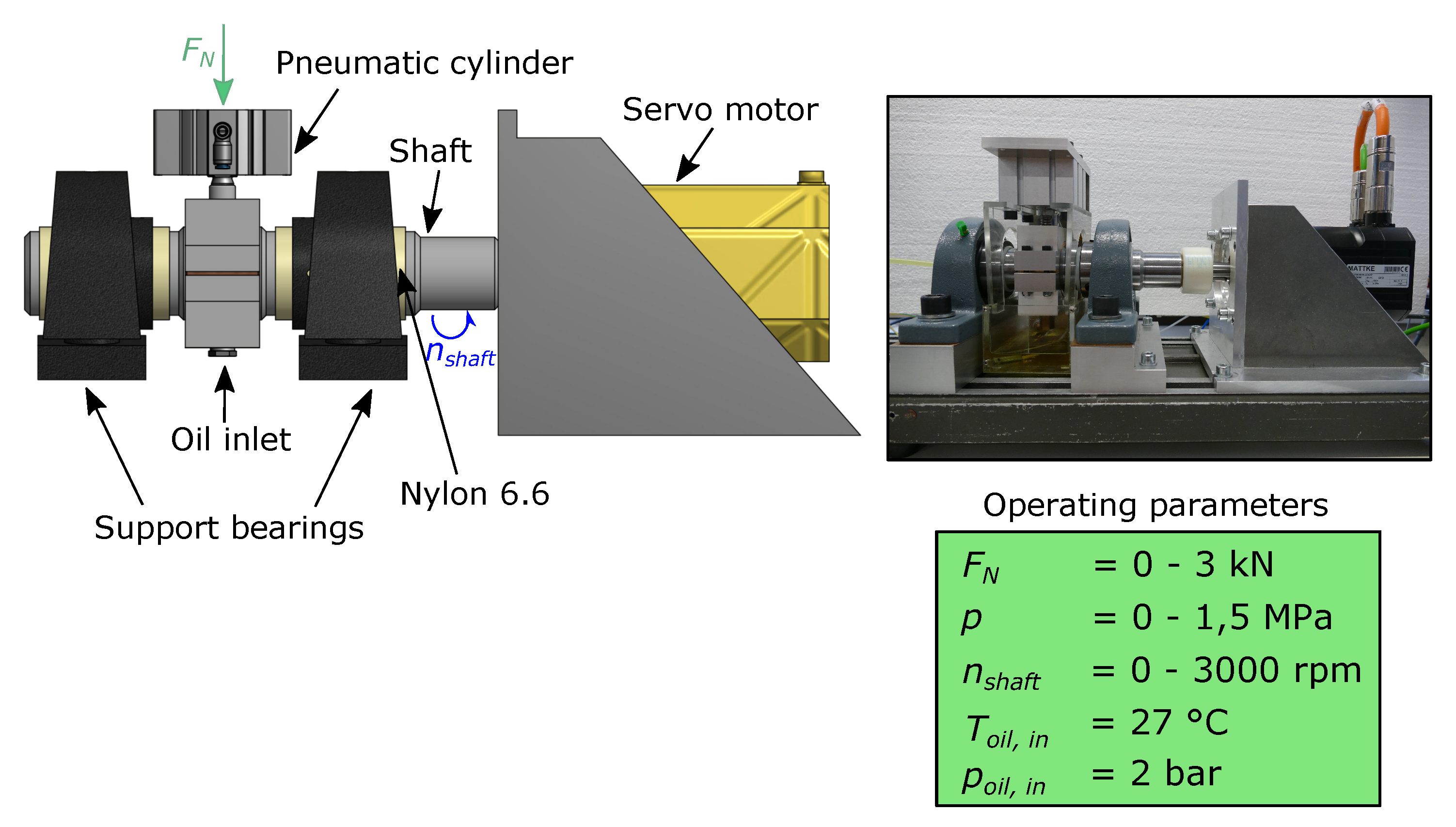
2.2.1. Small Journal Bearing Test Rig (STR)
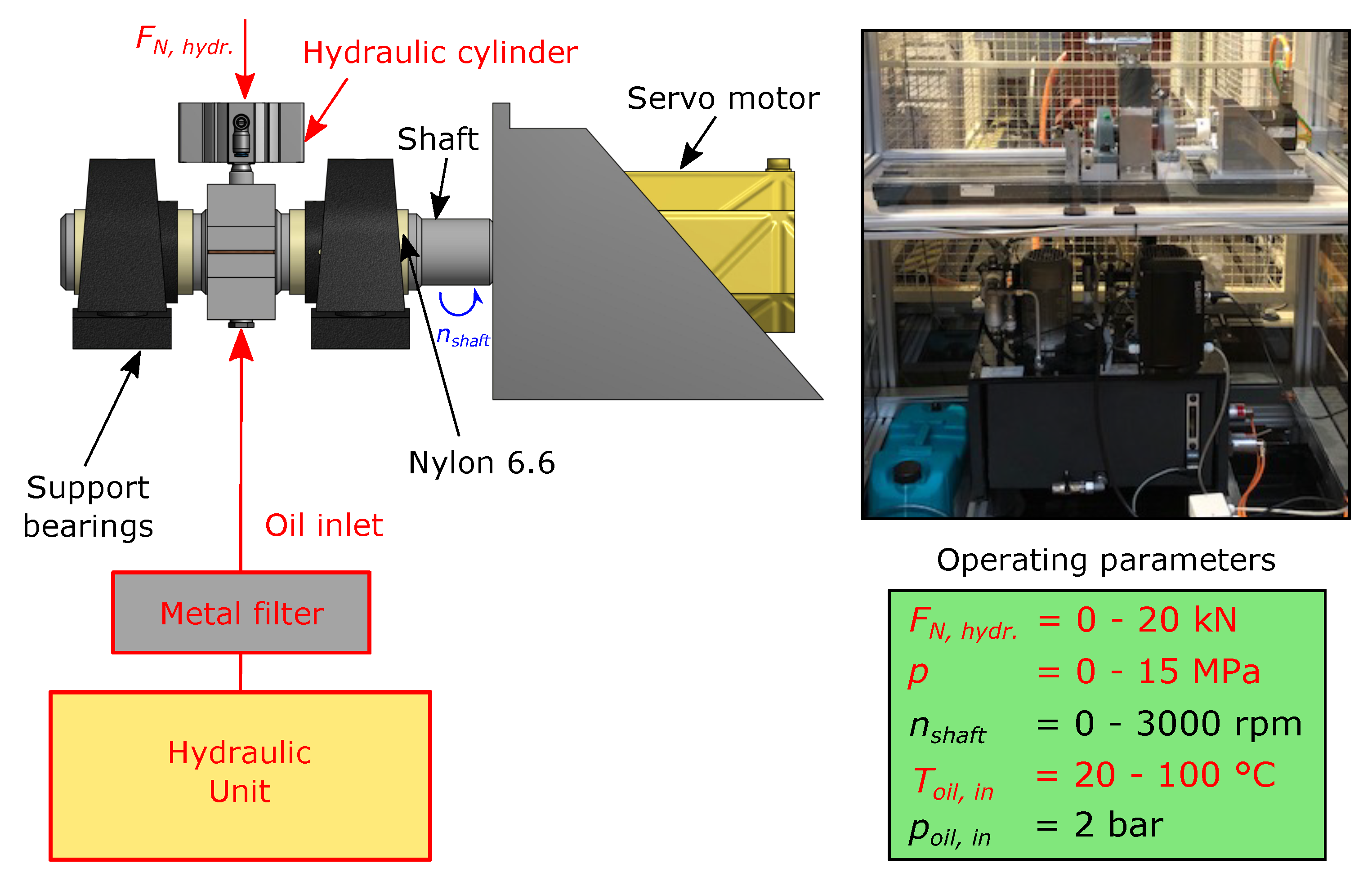
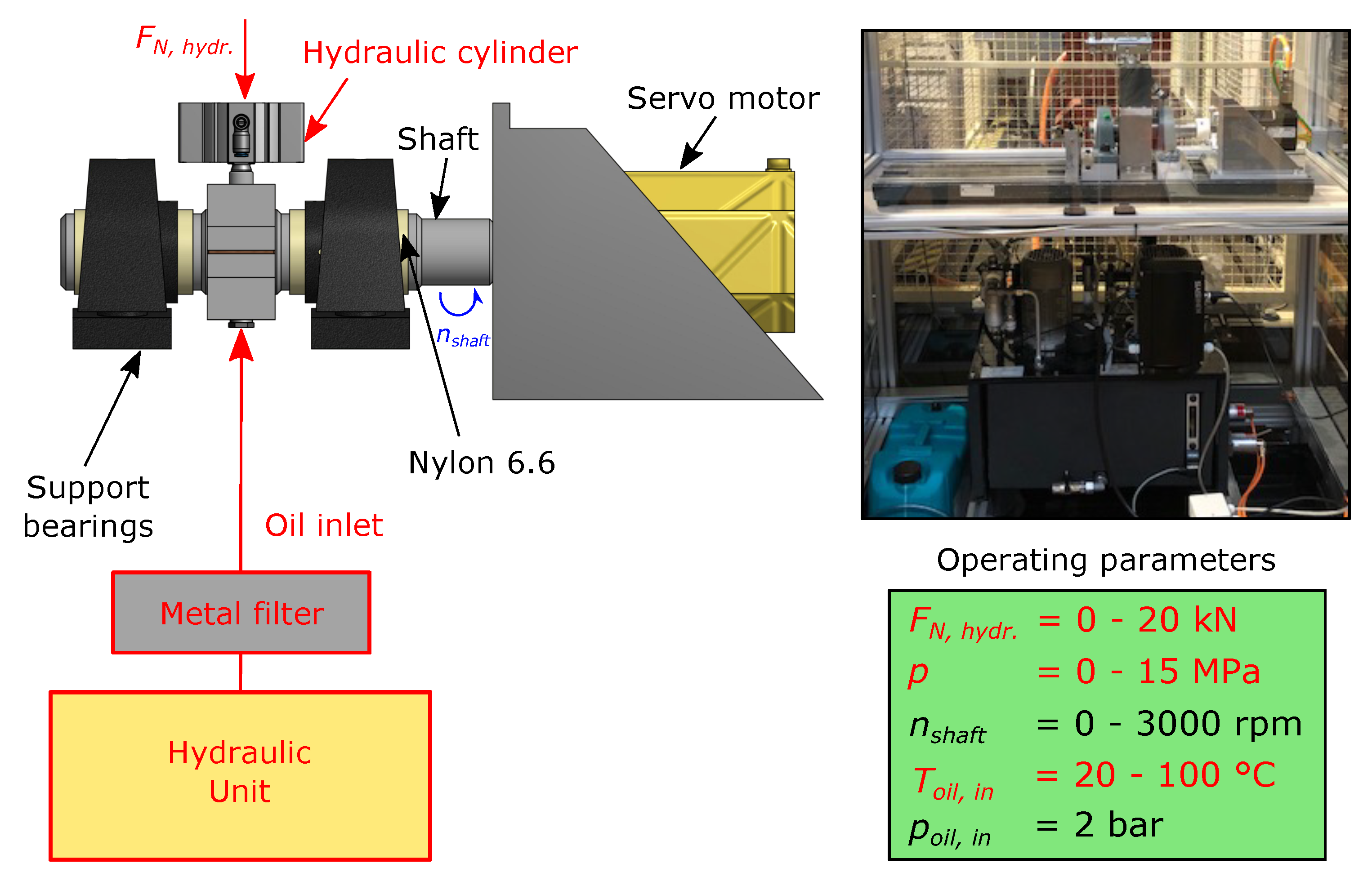
2.2.2. Temperature-Controlled Journal Bearing Test Rig (TCTR)
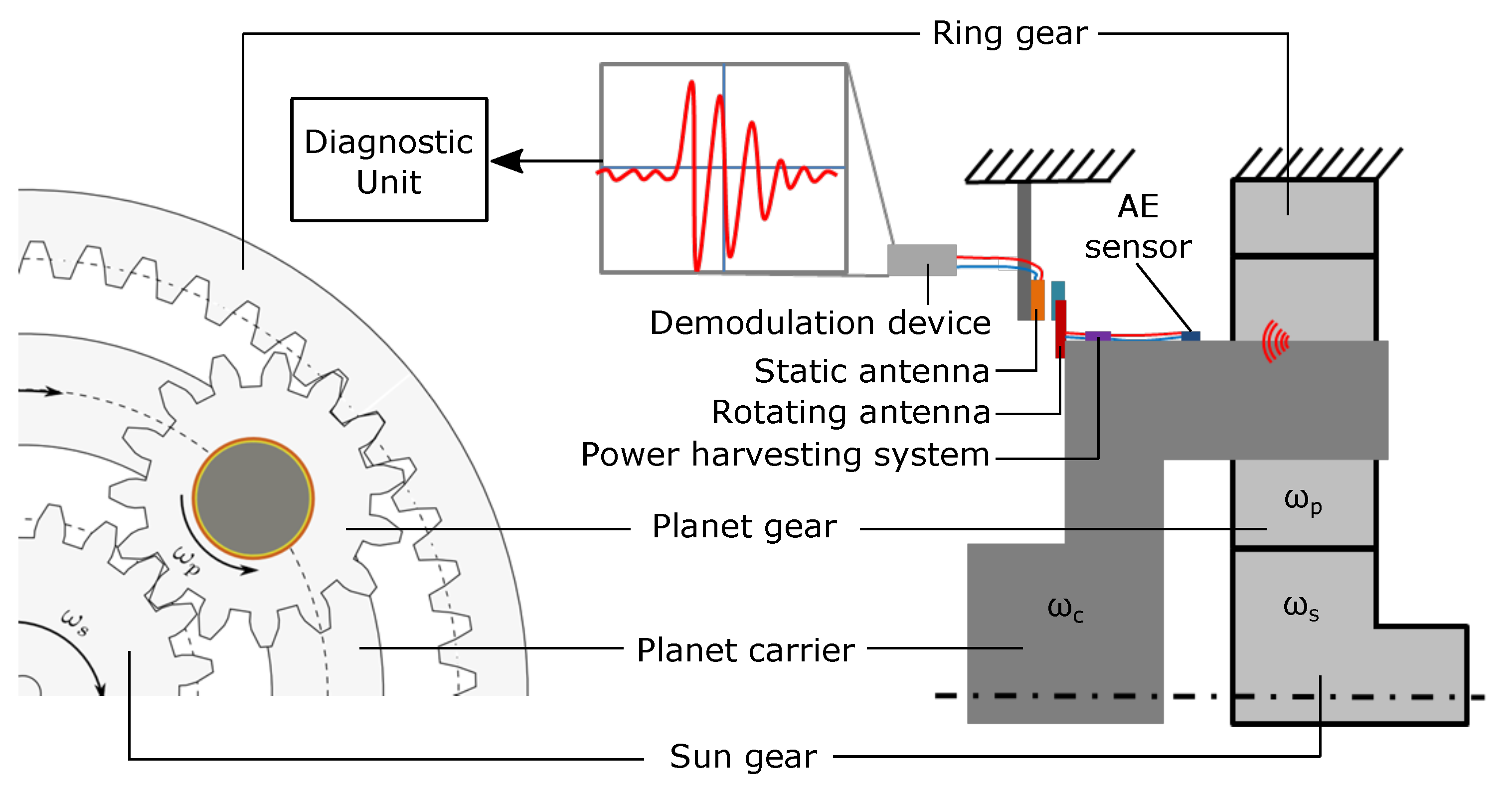
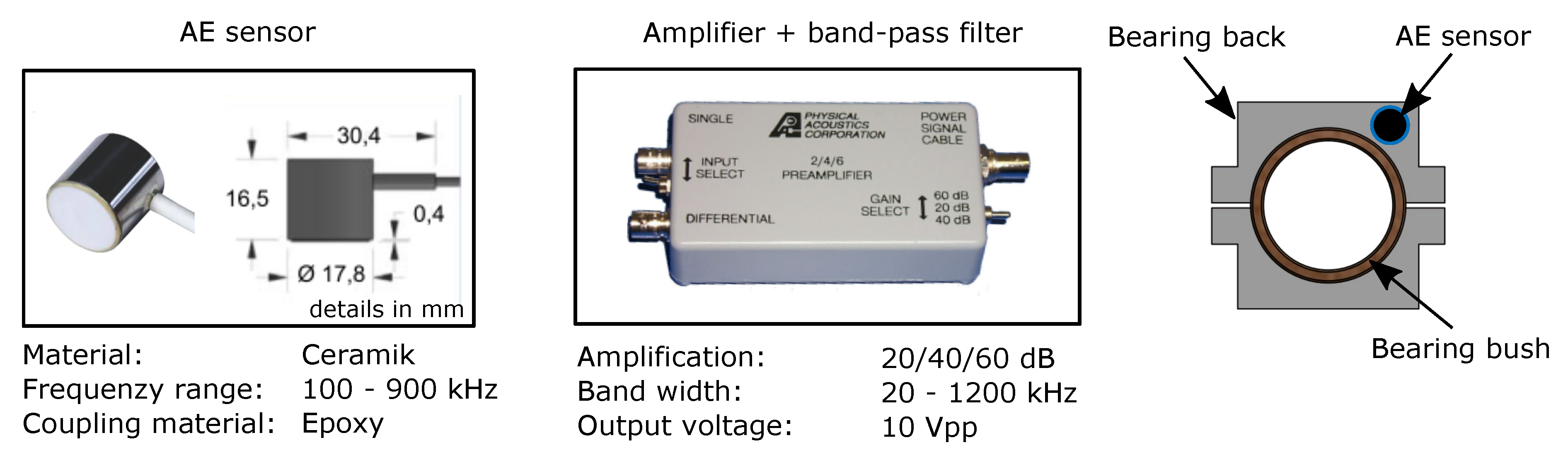
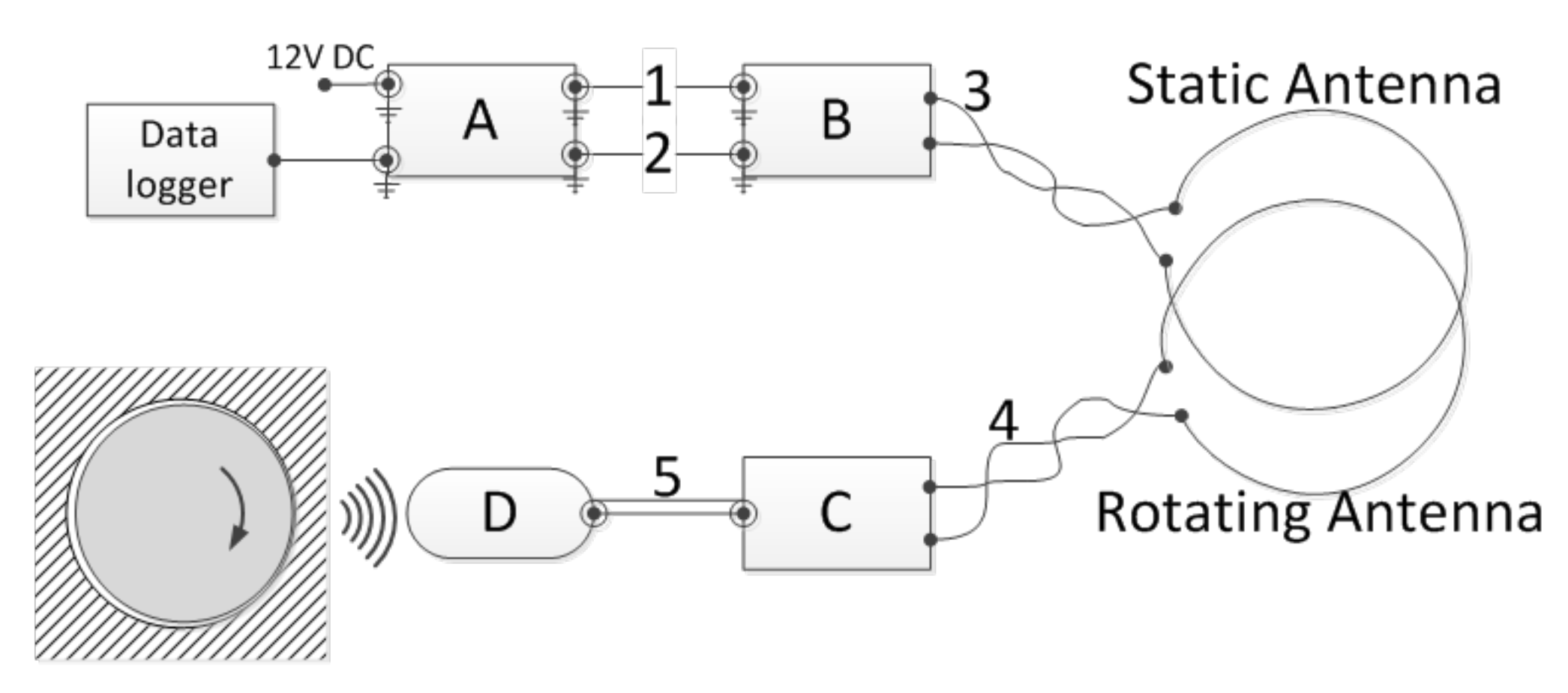
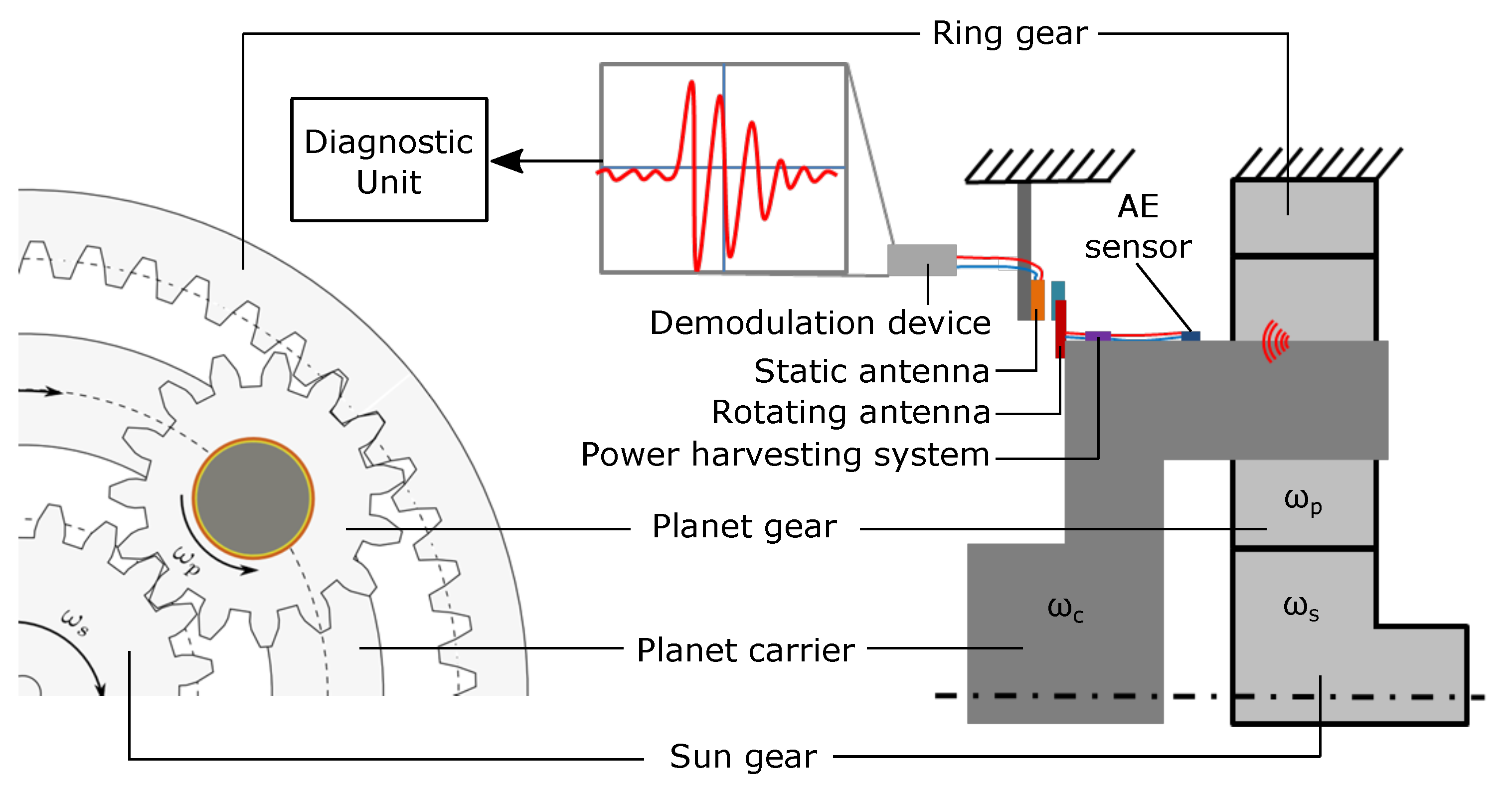
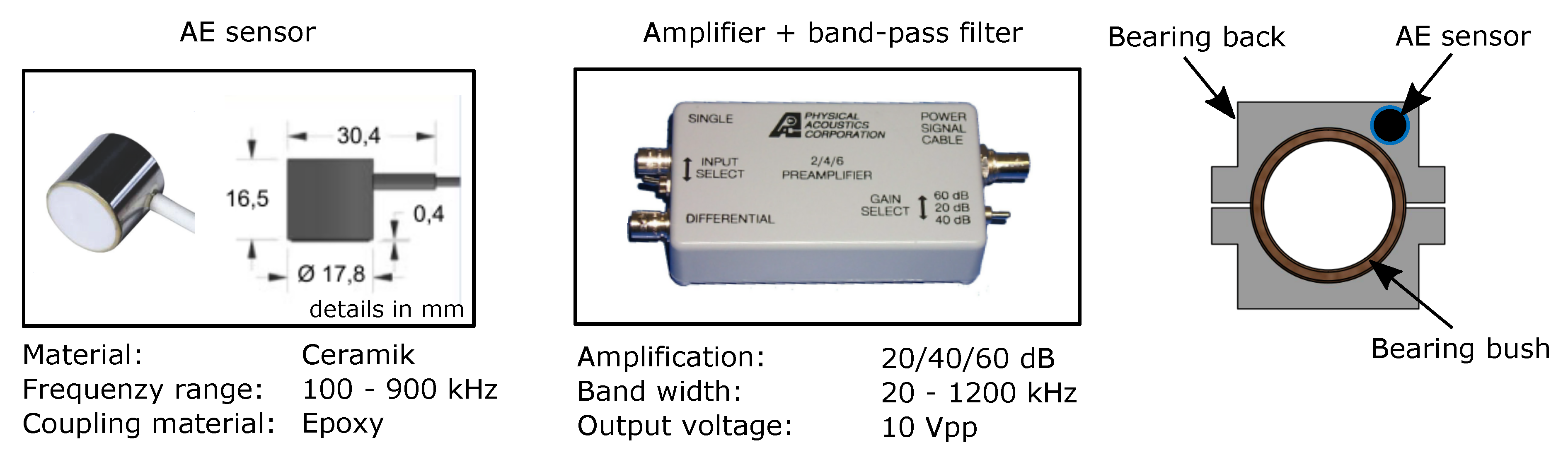
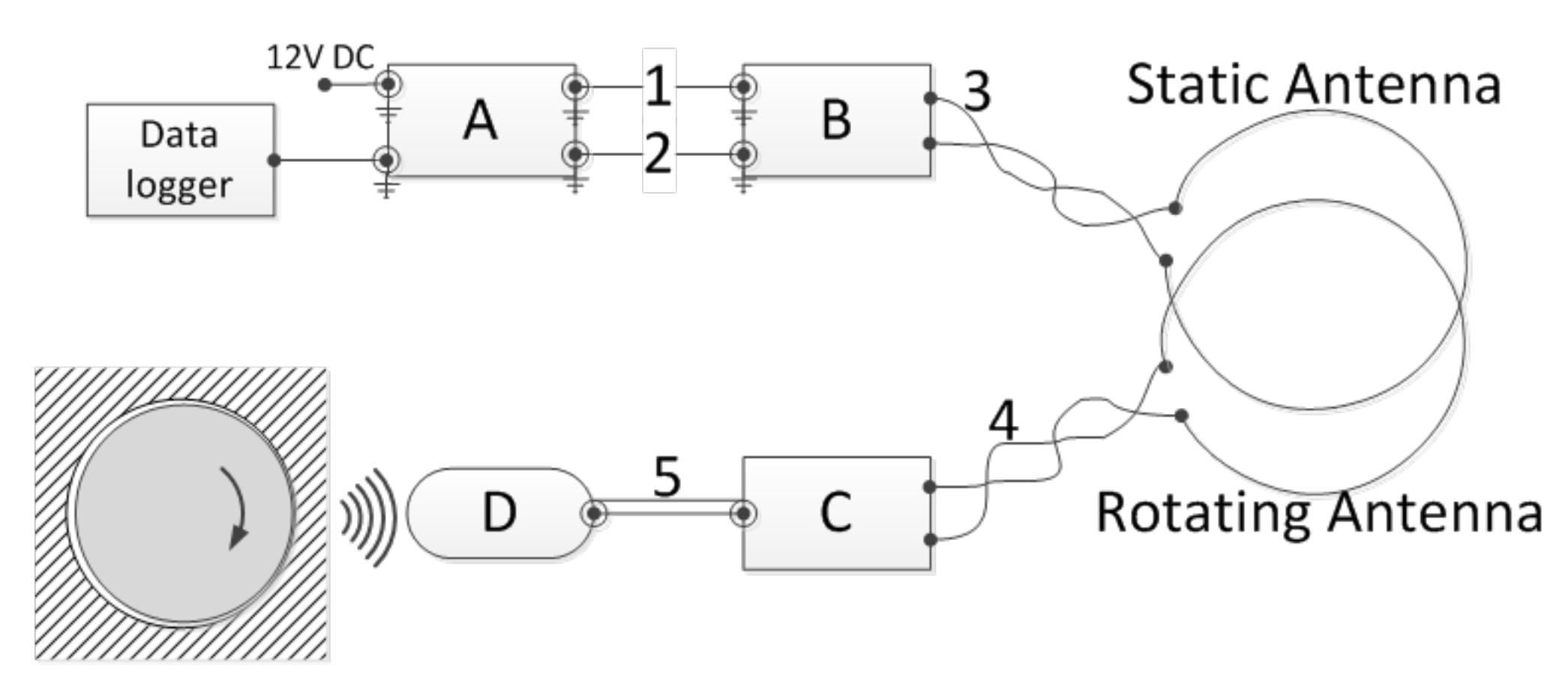
2.2.3. Acoustic Emission (AE) Measurement Equipment
2.3. Experimental Procedures
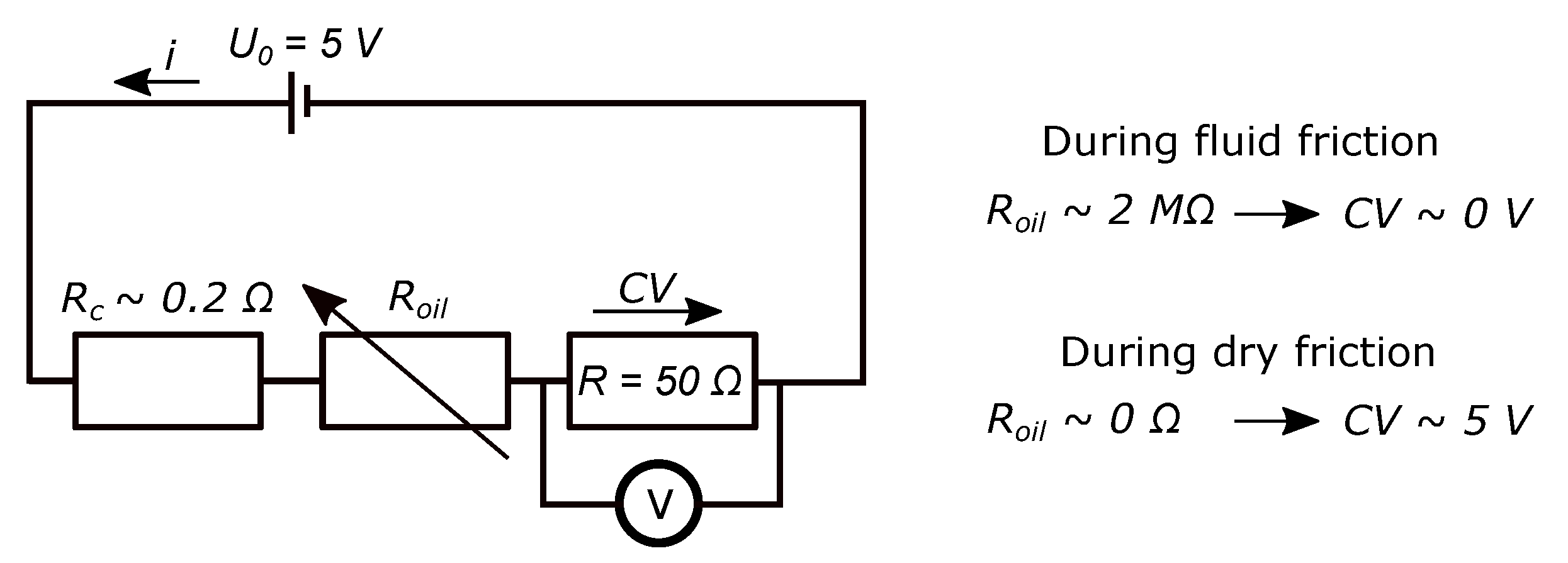
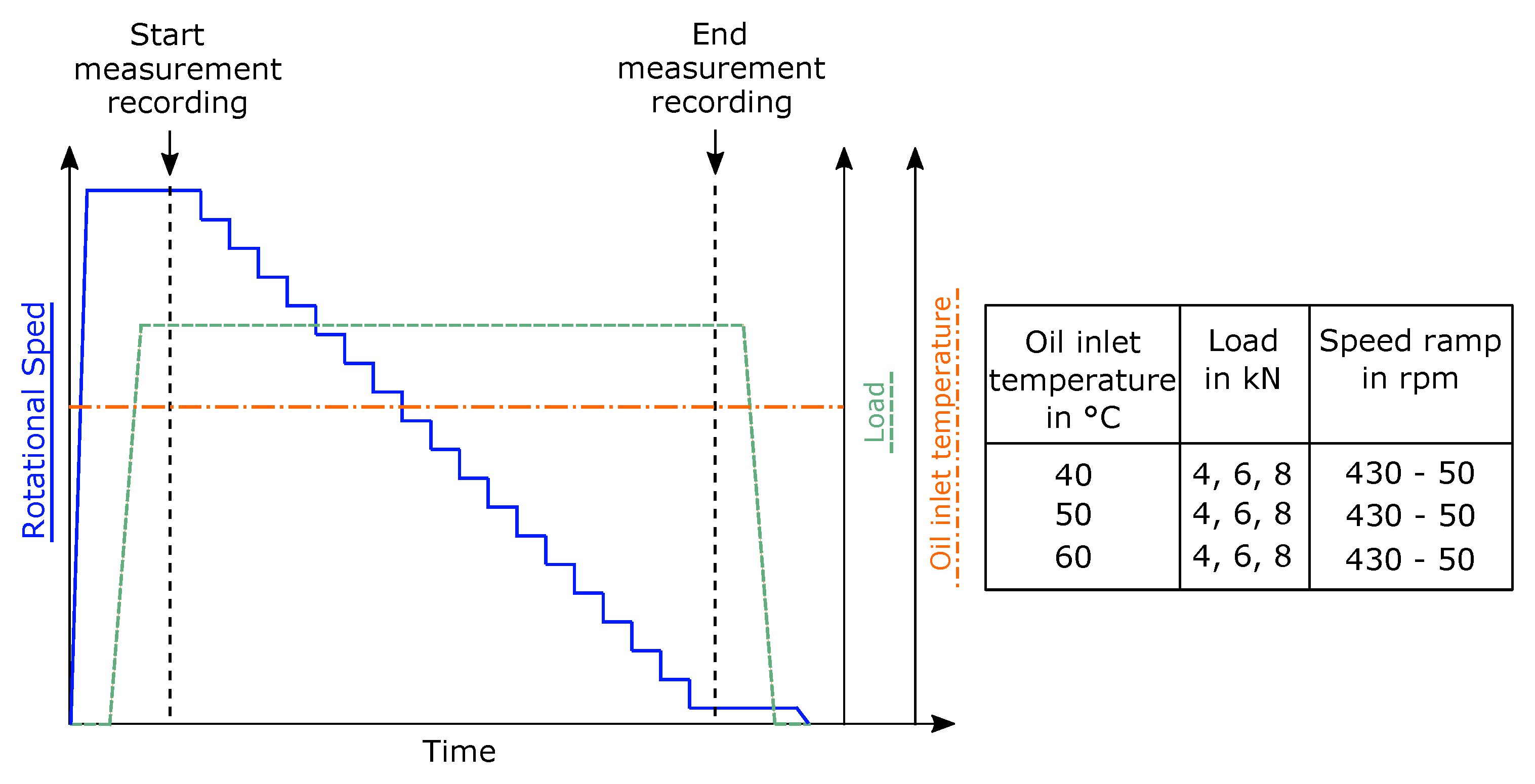
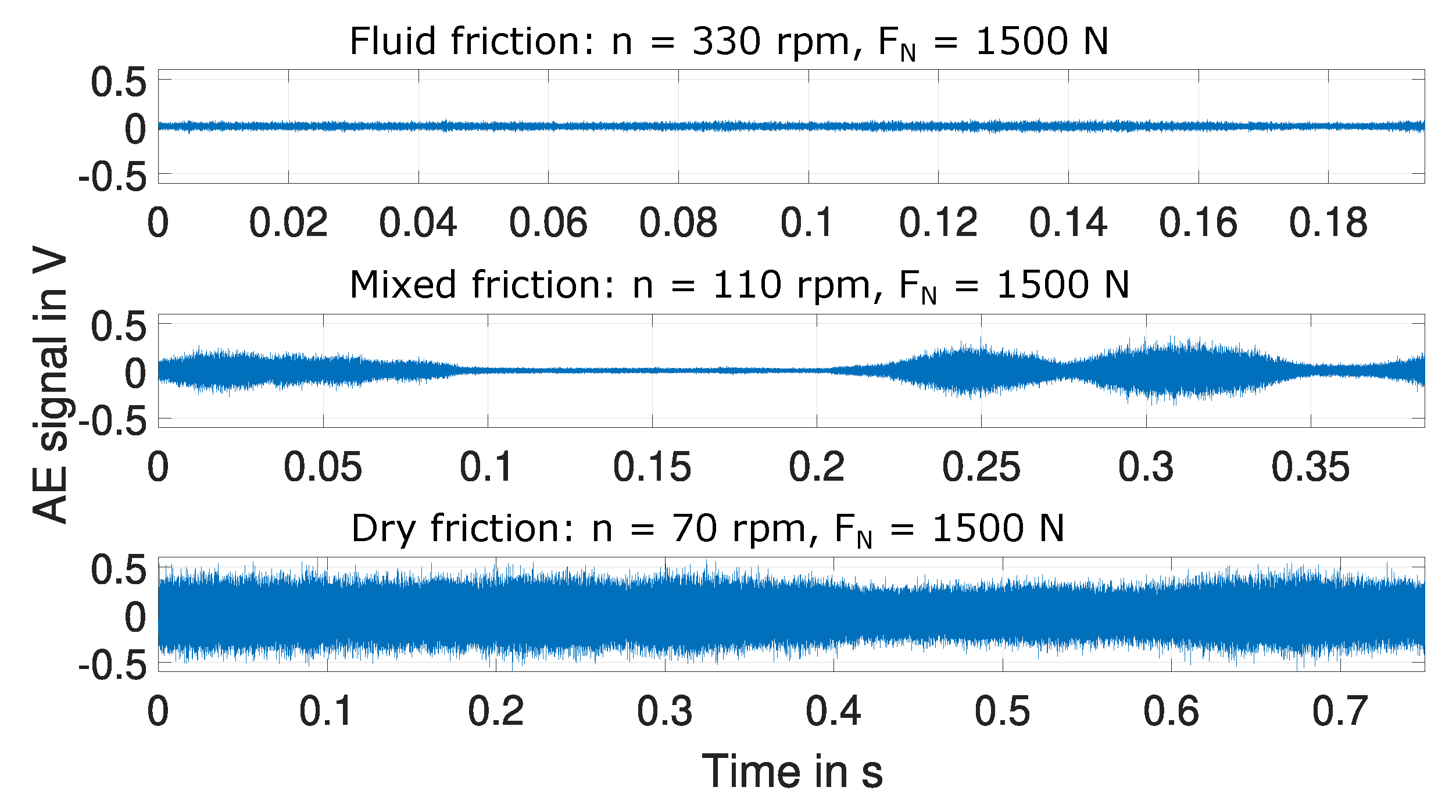
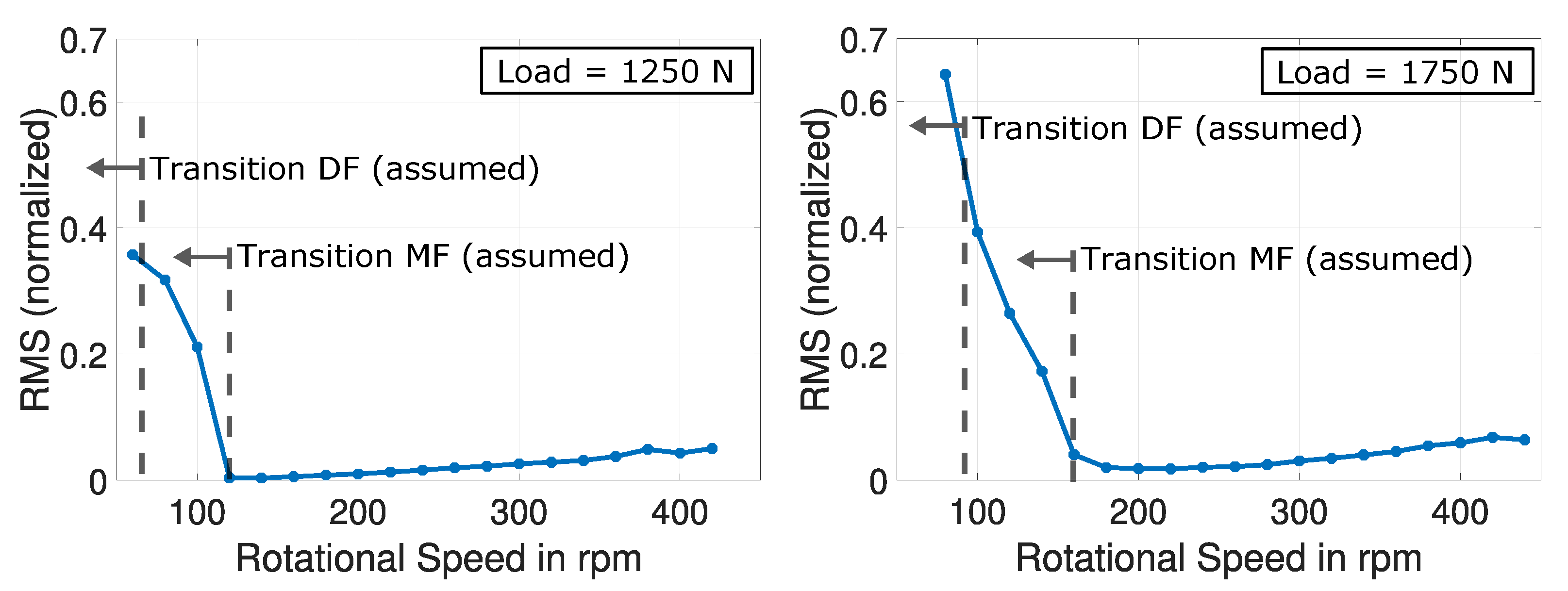
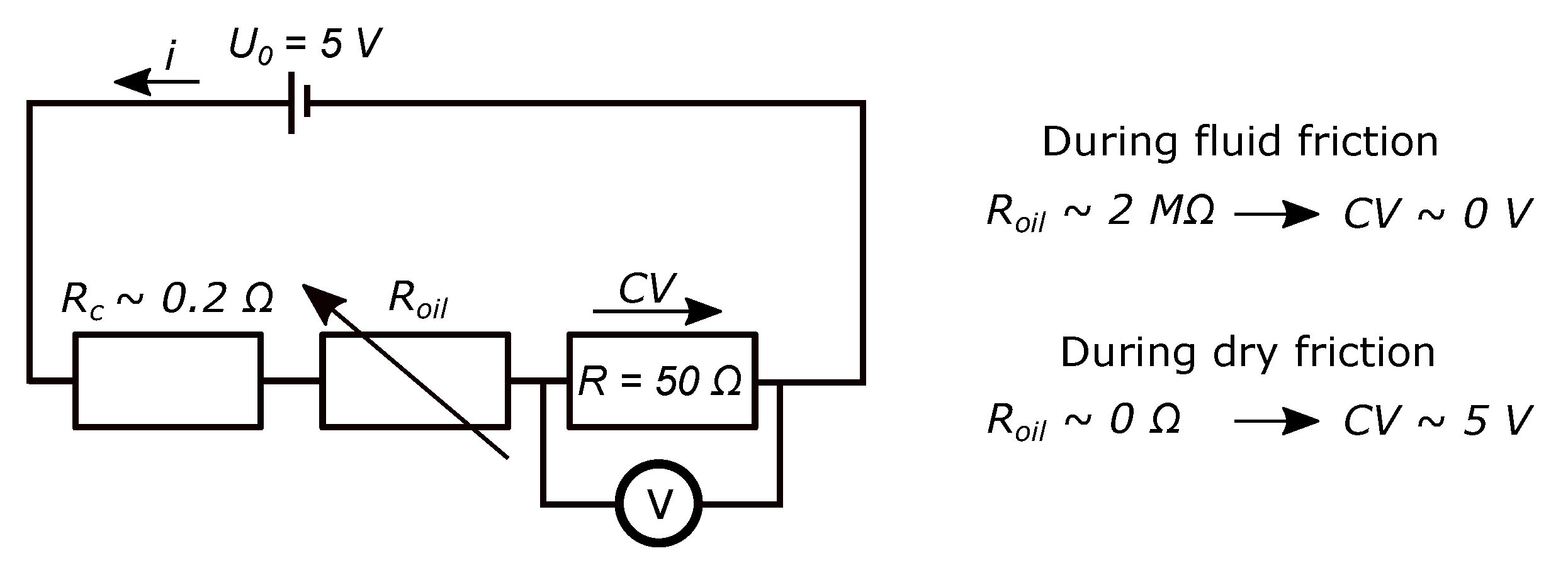
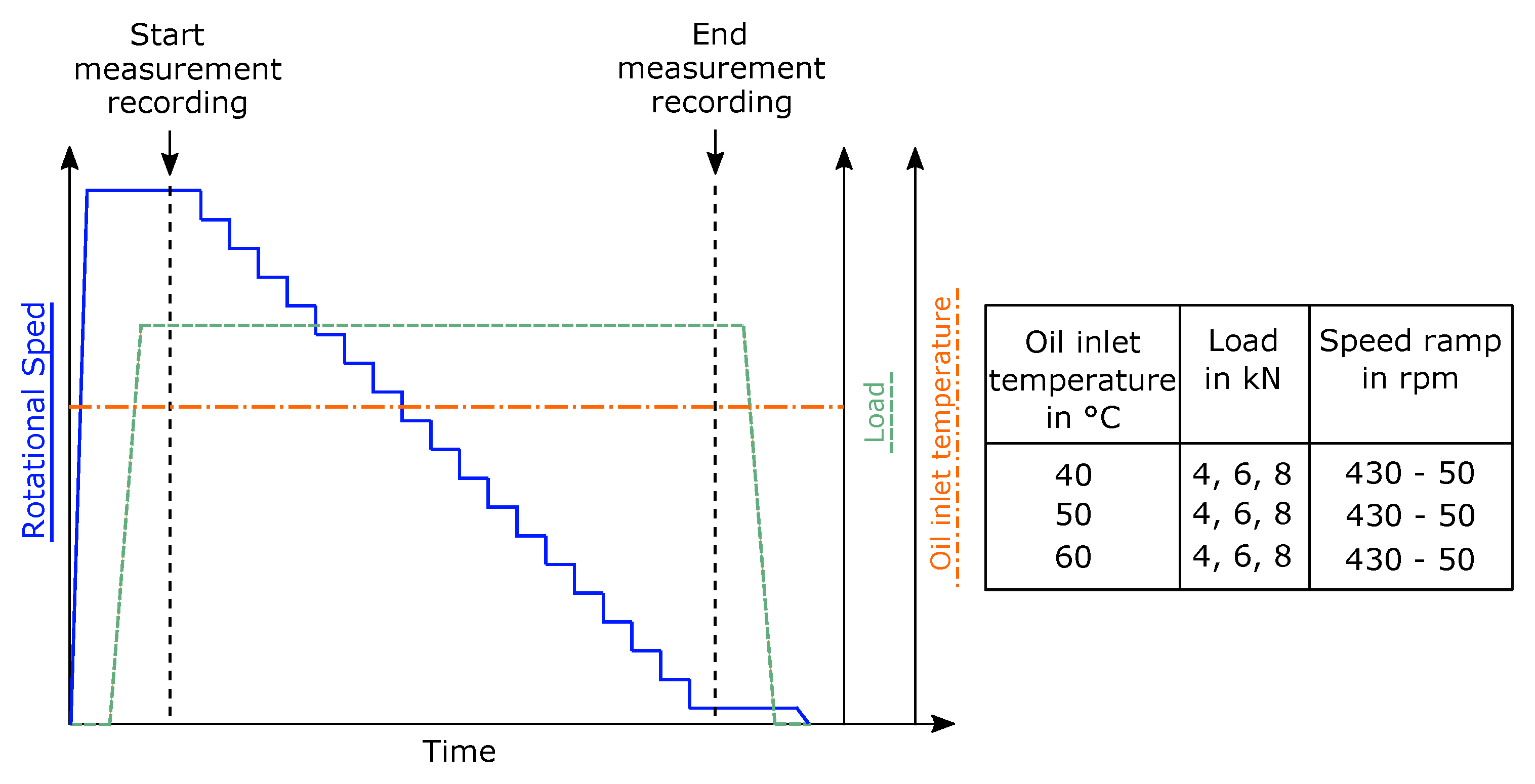
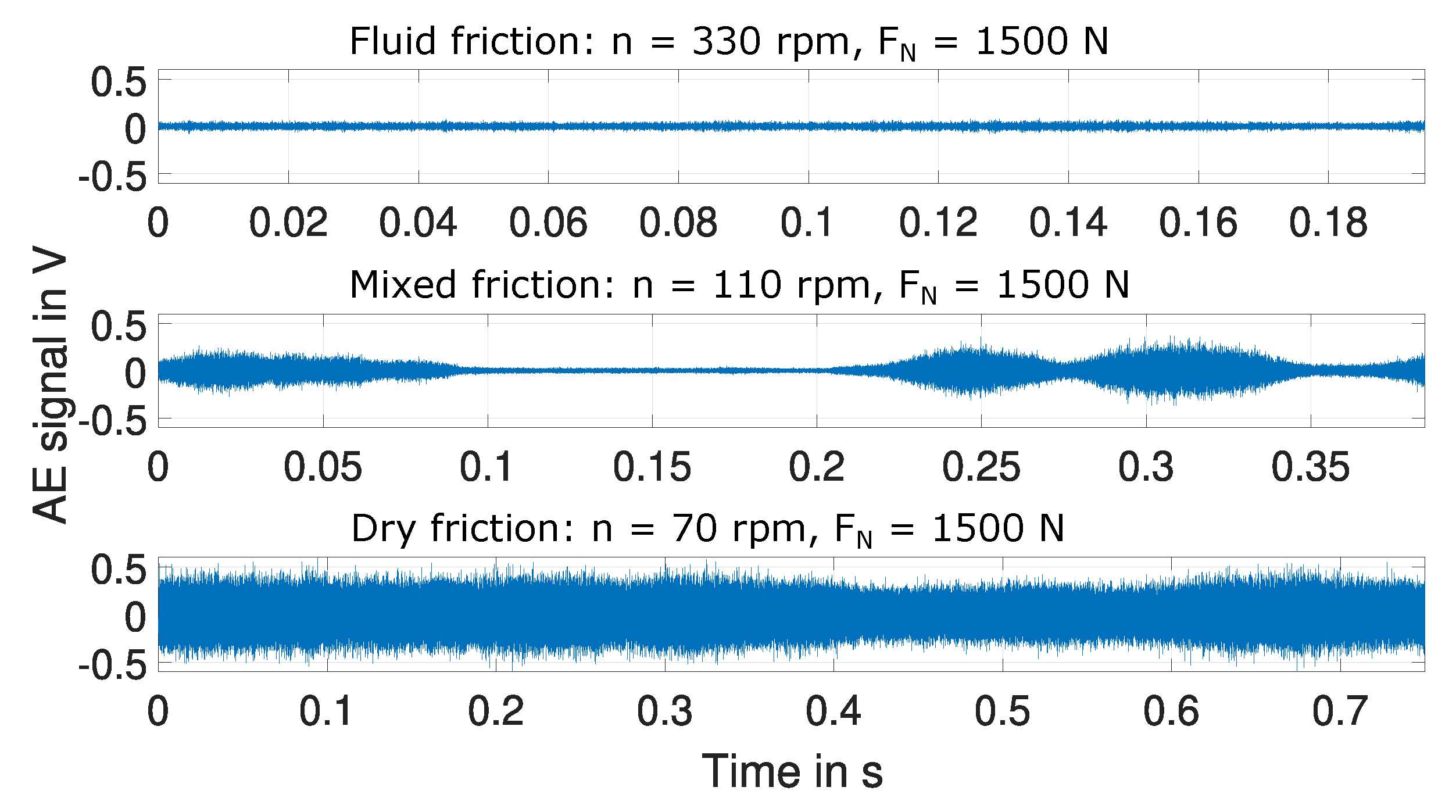
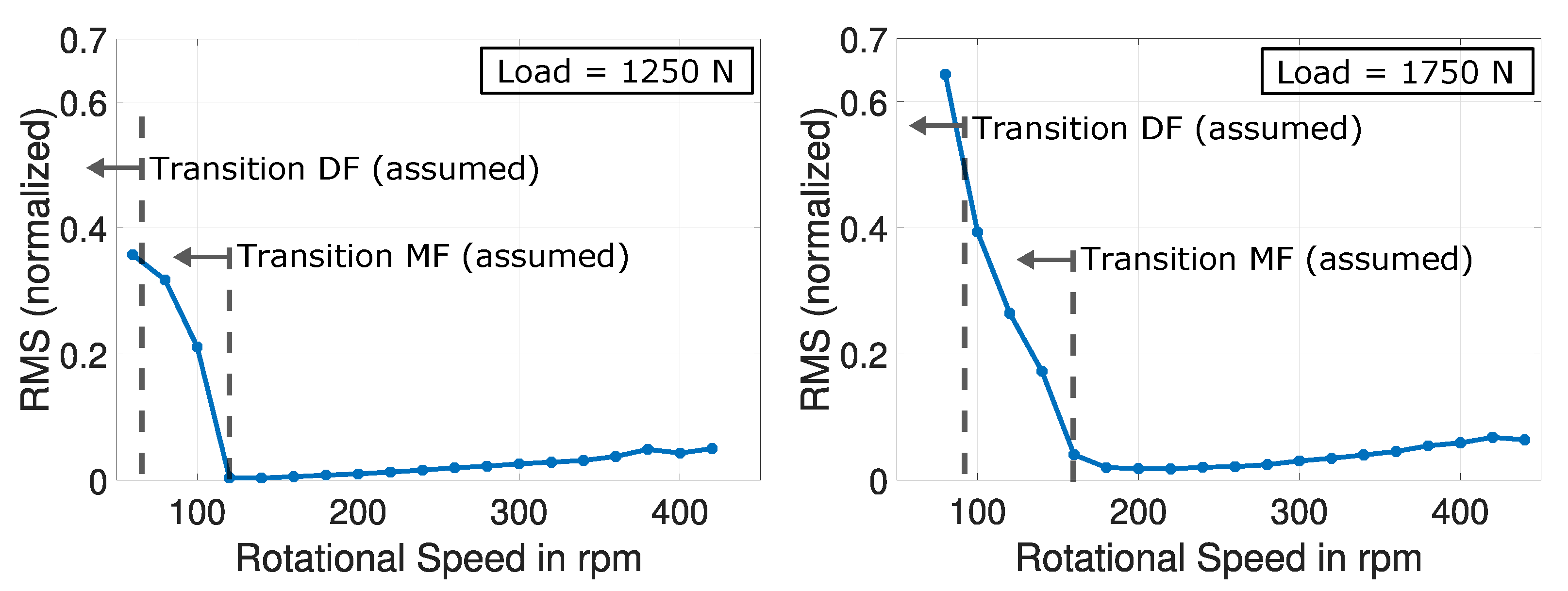
2.3.1. Generation of Different Friction States
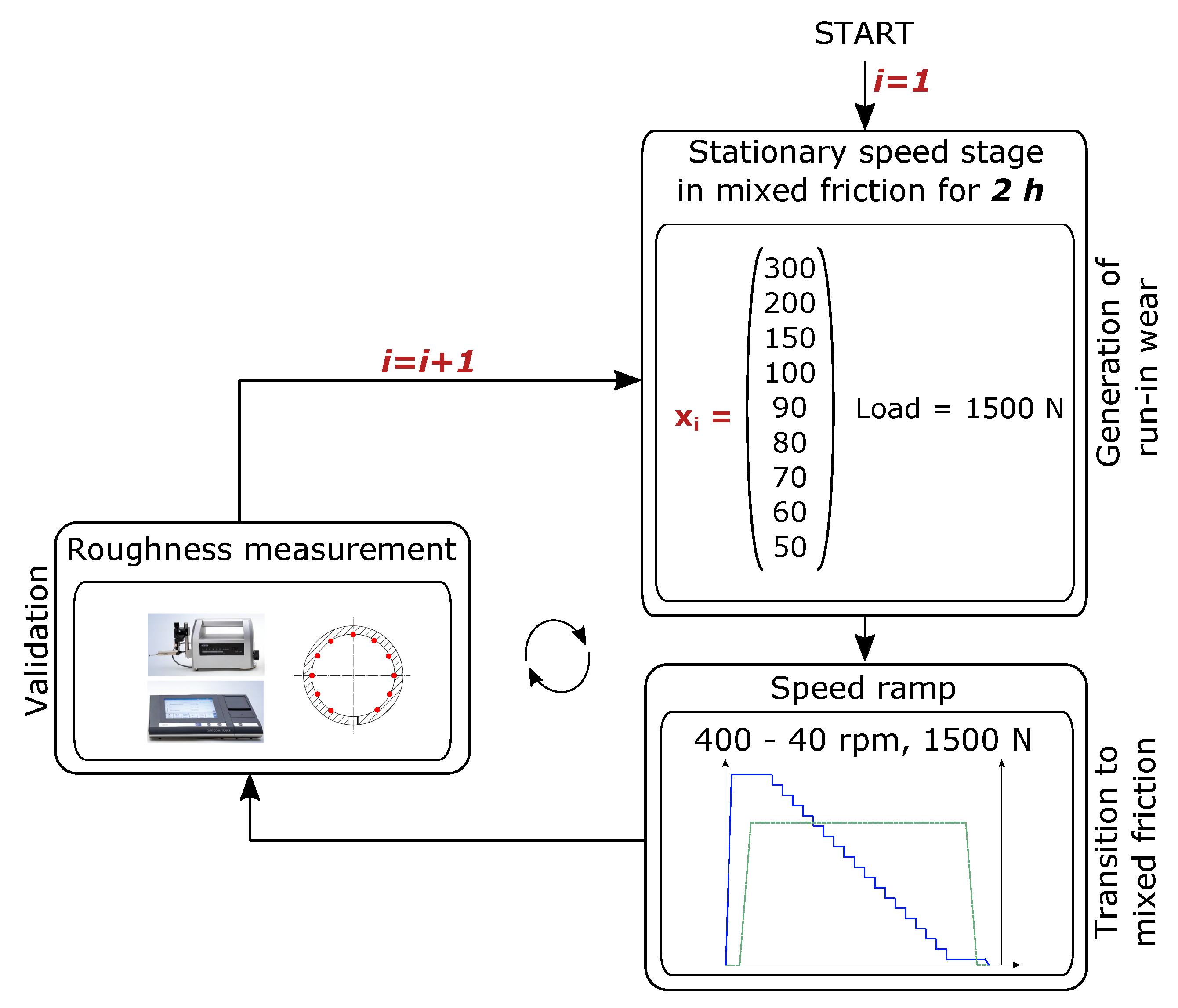
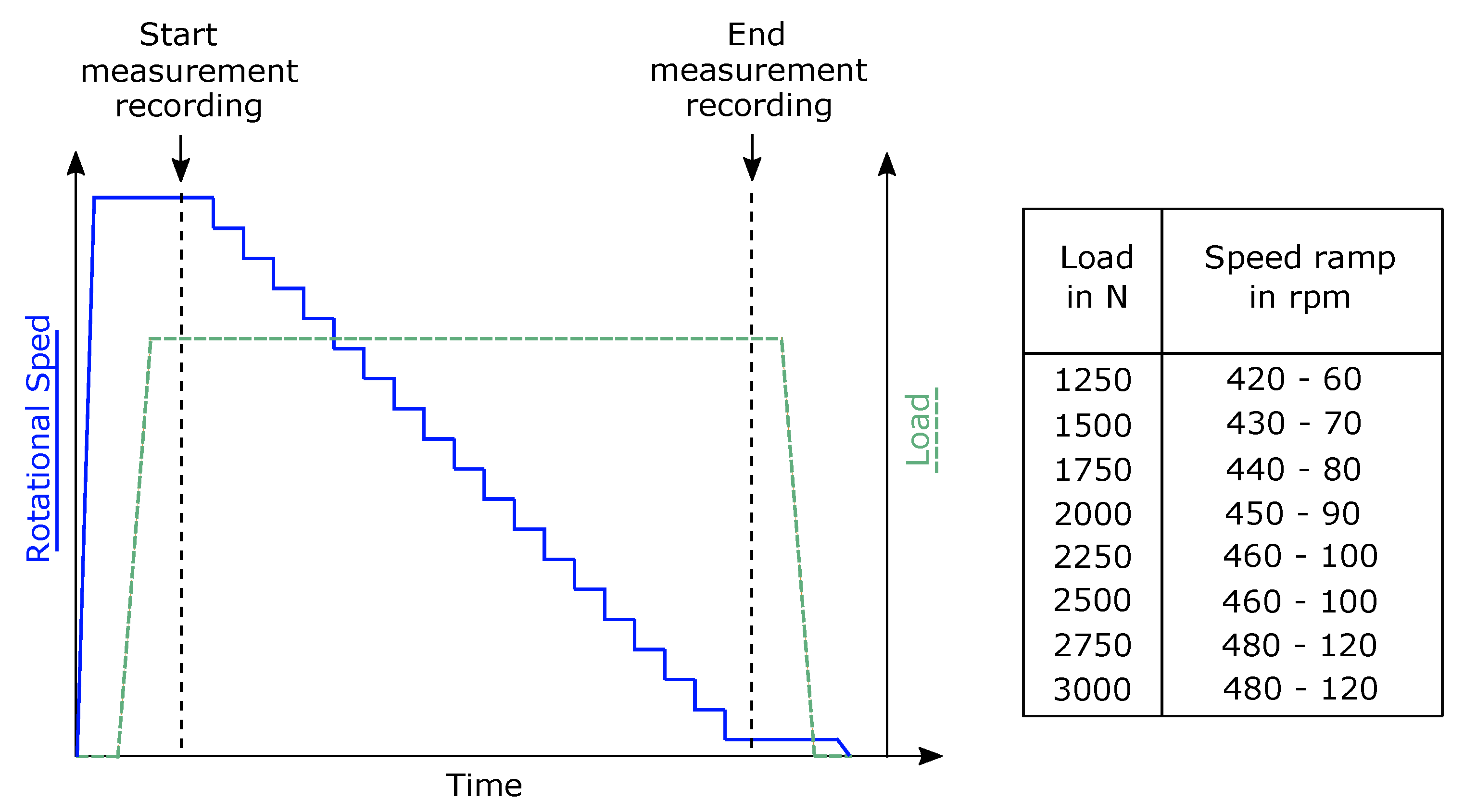
2.3.2. Generation of Run-in Wear
2.3.3. Generation of Long-Term Wear
3. Results and Discussion
- Classification of the three main friction states by using machine learning algorithms applied on AE signals (Section 3.1).
- Mixed friction localization over the circumference of the journal bearing by using the AE modulation effect generated during friction (Section 3.2).
- Investigations of run-in wear (Section 3.3) by using AE features and tactile measurements as validation.
- Investigations of long term wear (Section 3.4) by using AE features and tactile measurements as validation.
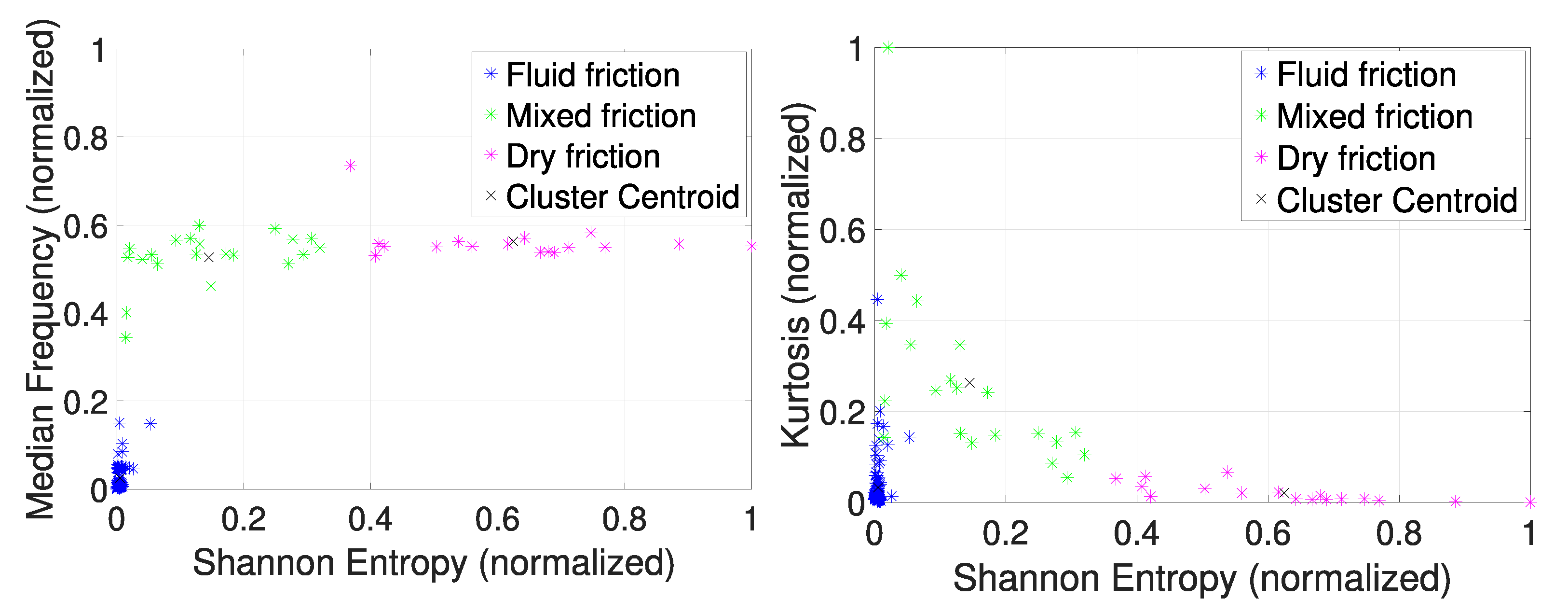
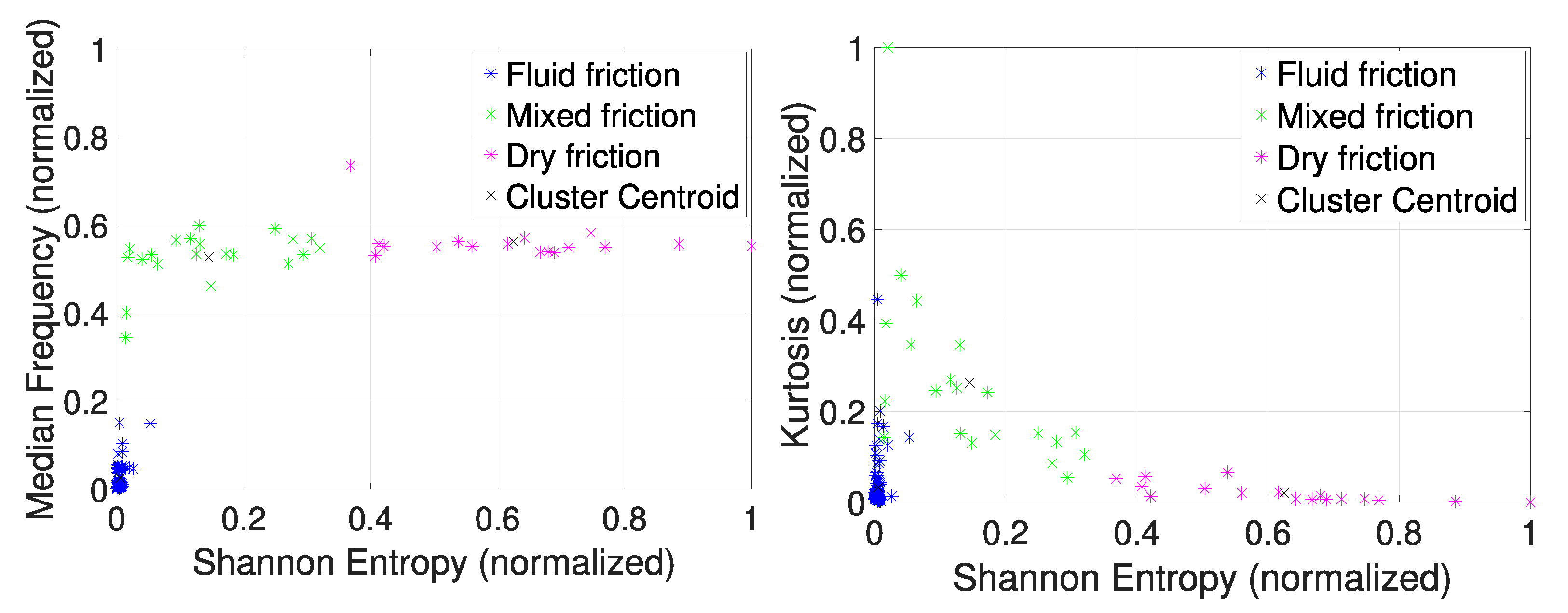
3.1. Classification of Journal Bearing Friction States
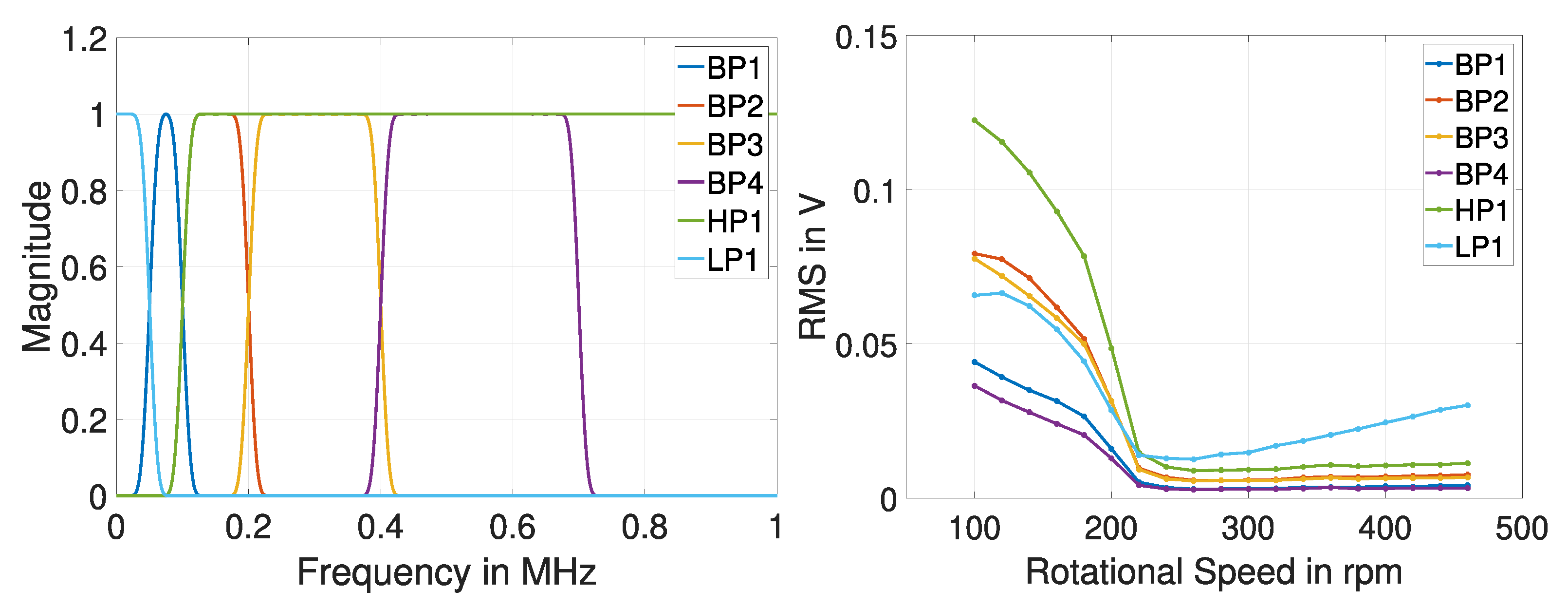
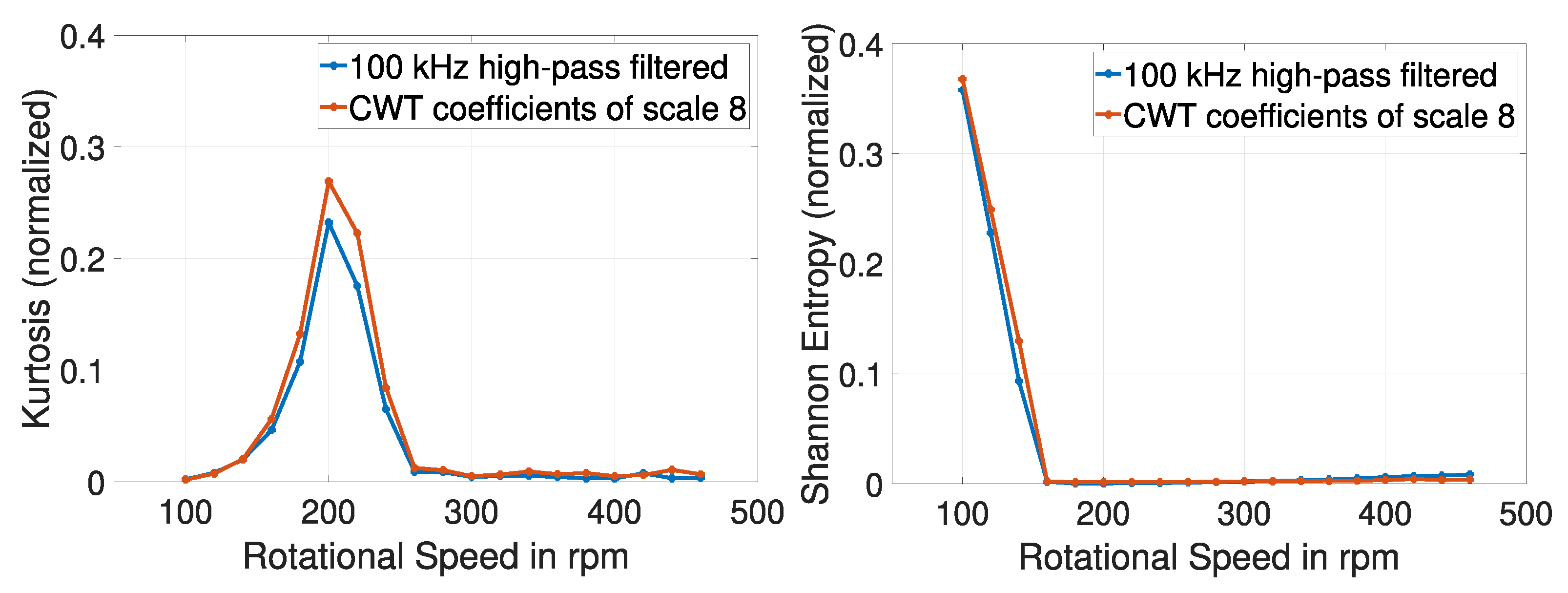
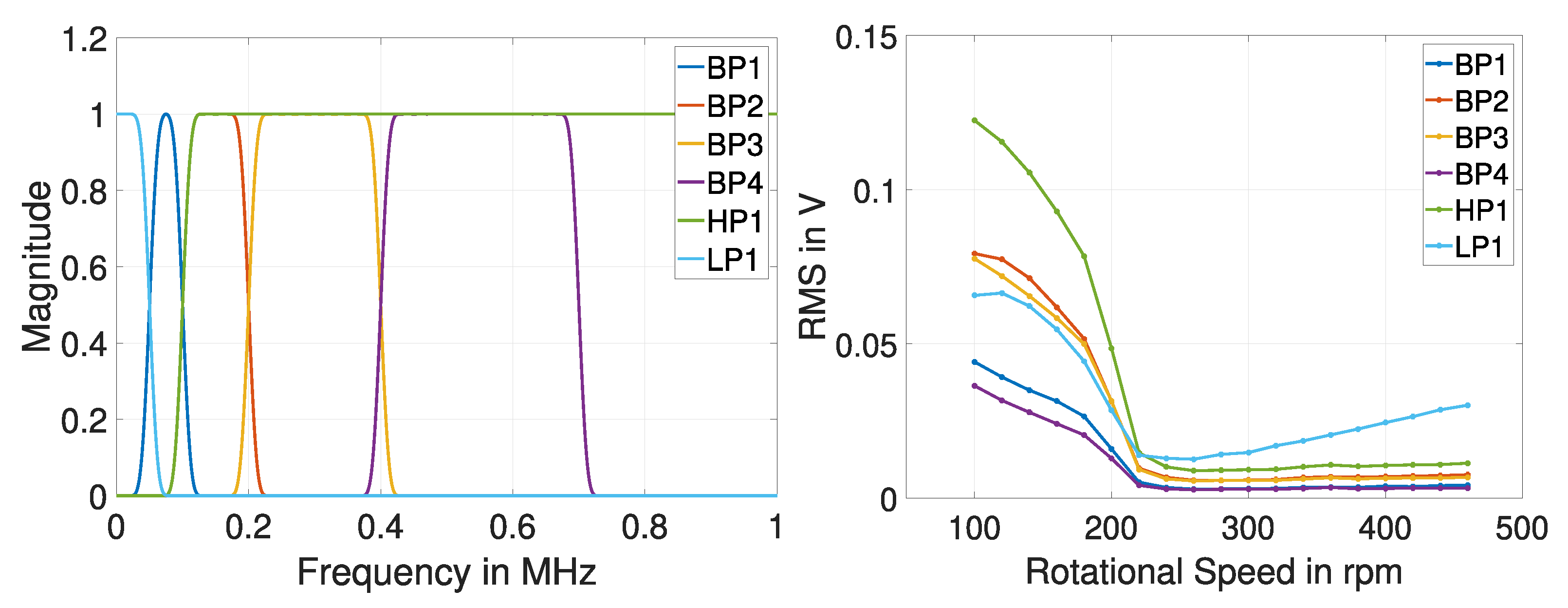
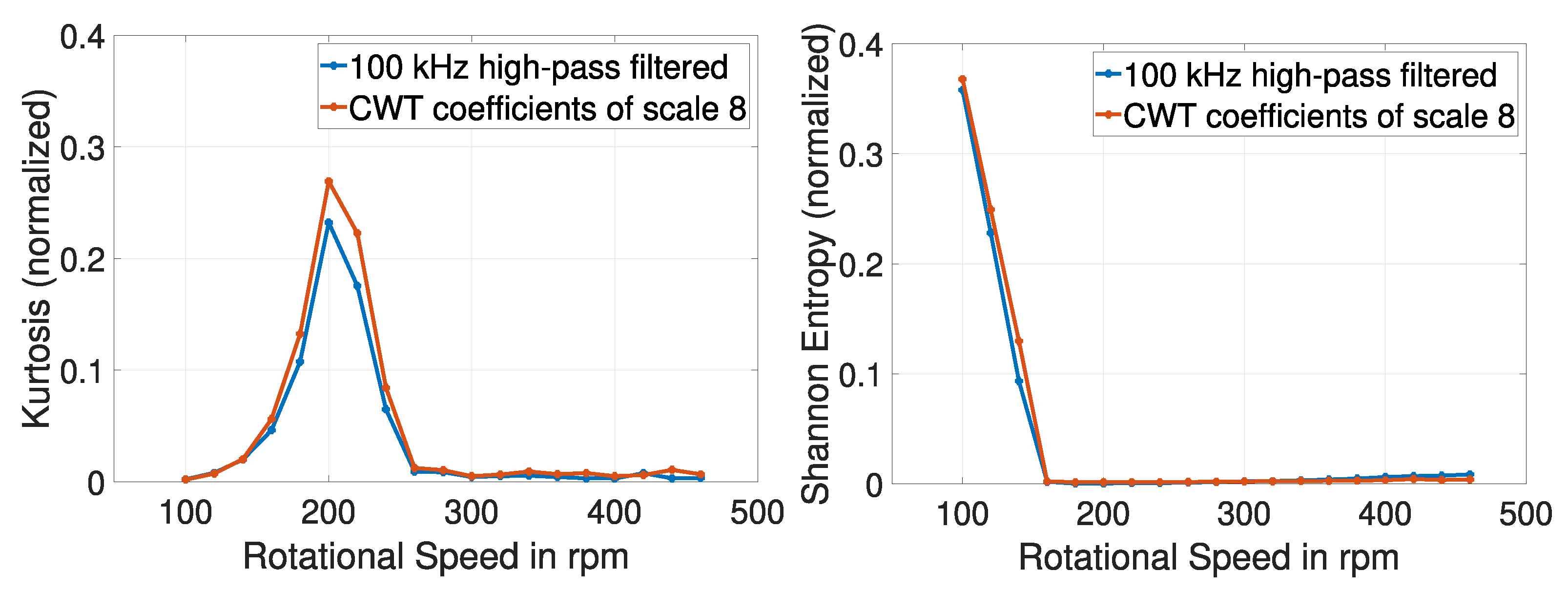
3.1.1. AE Signal Pre-Processing
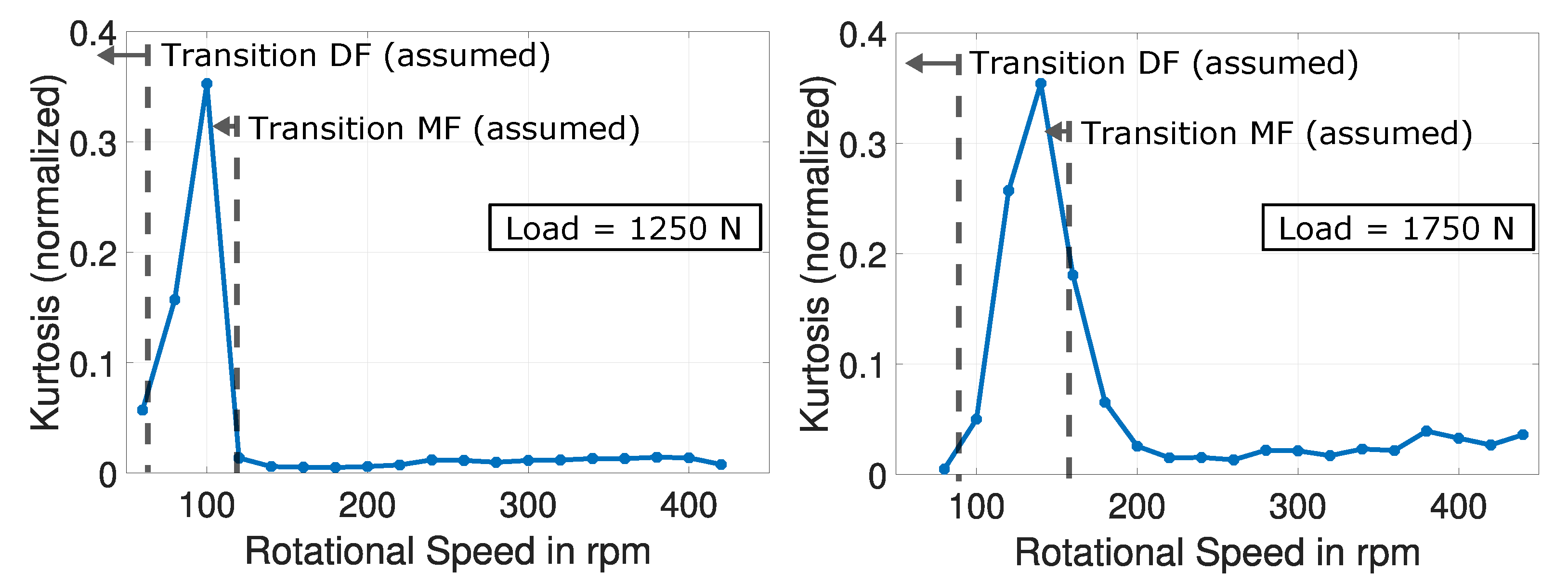
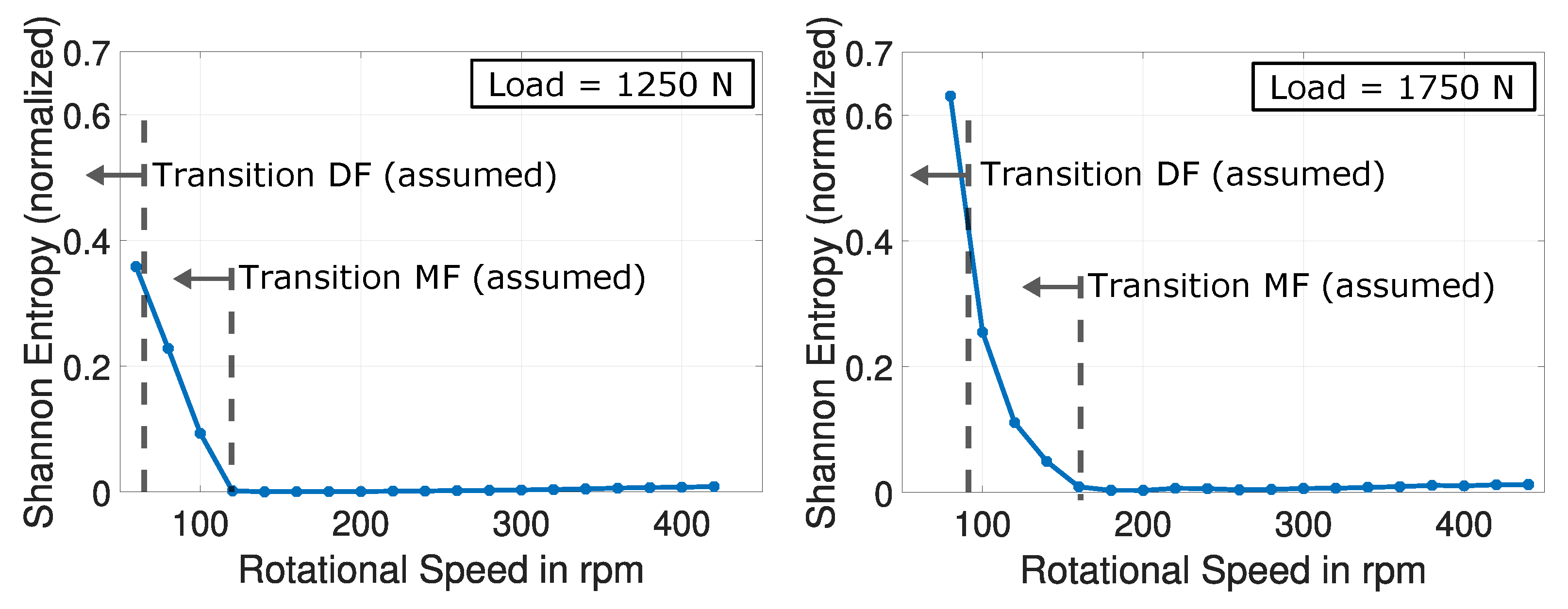
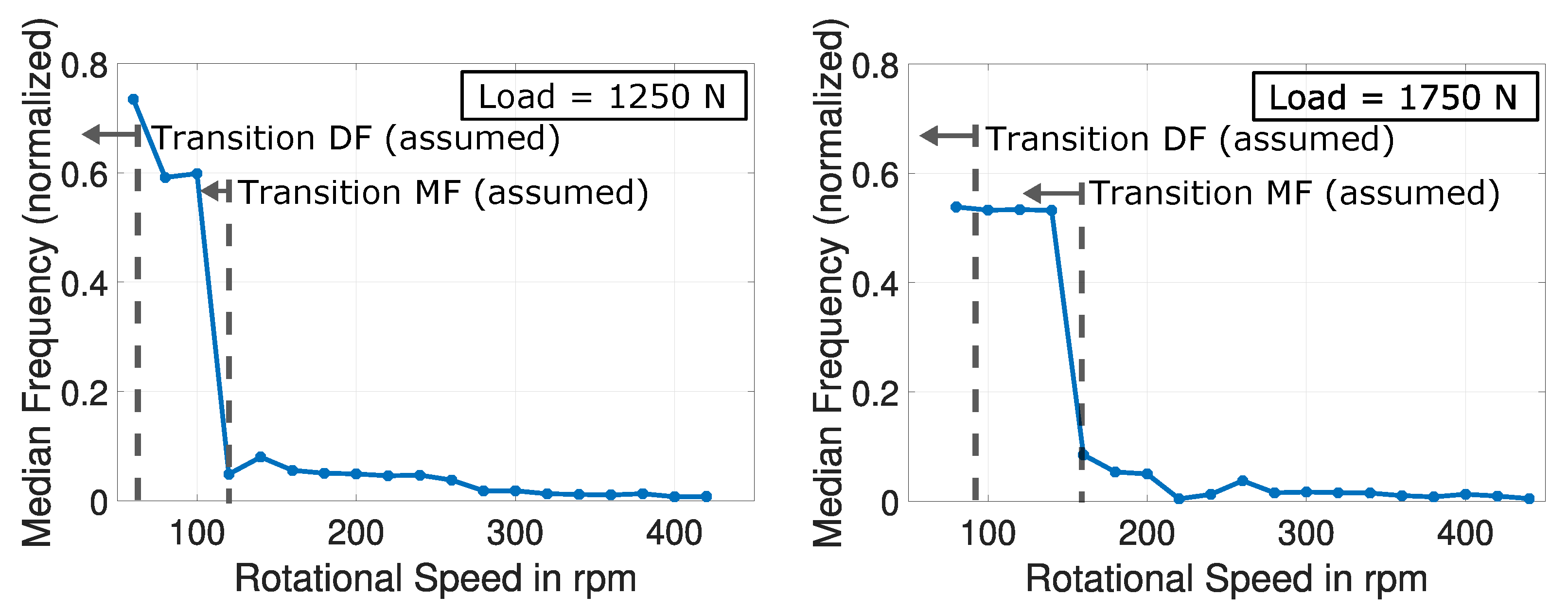
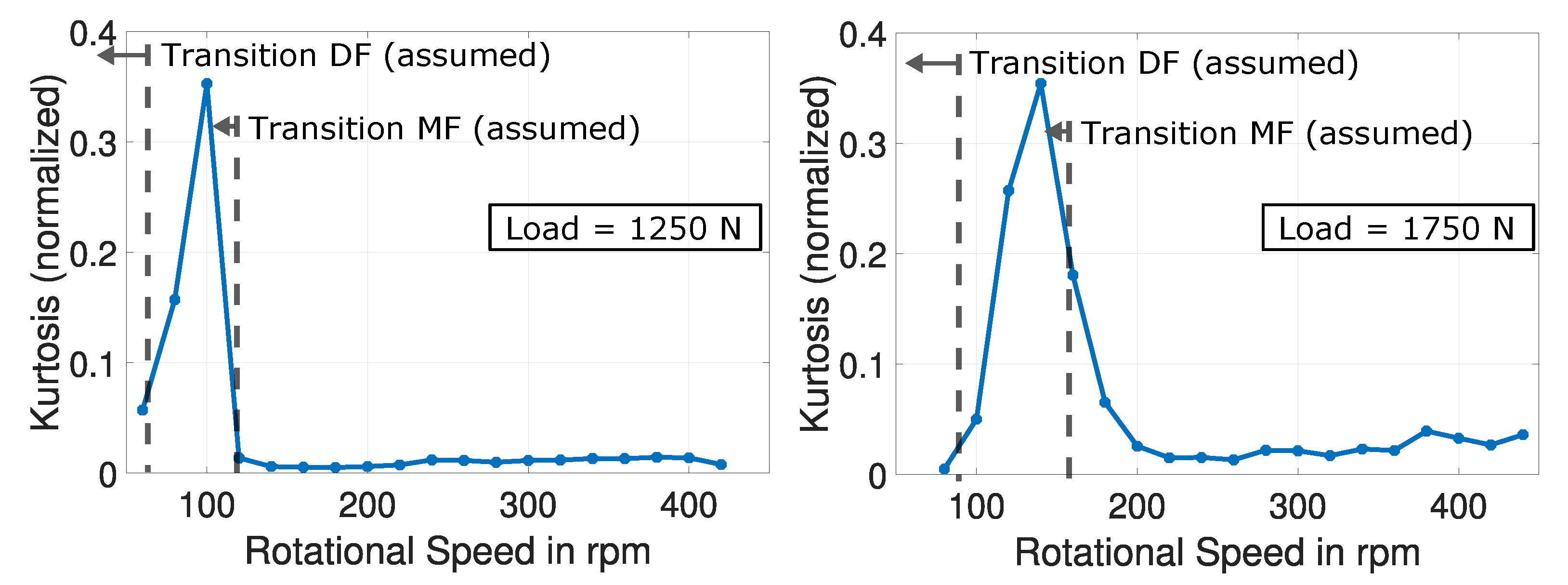
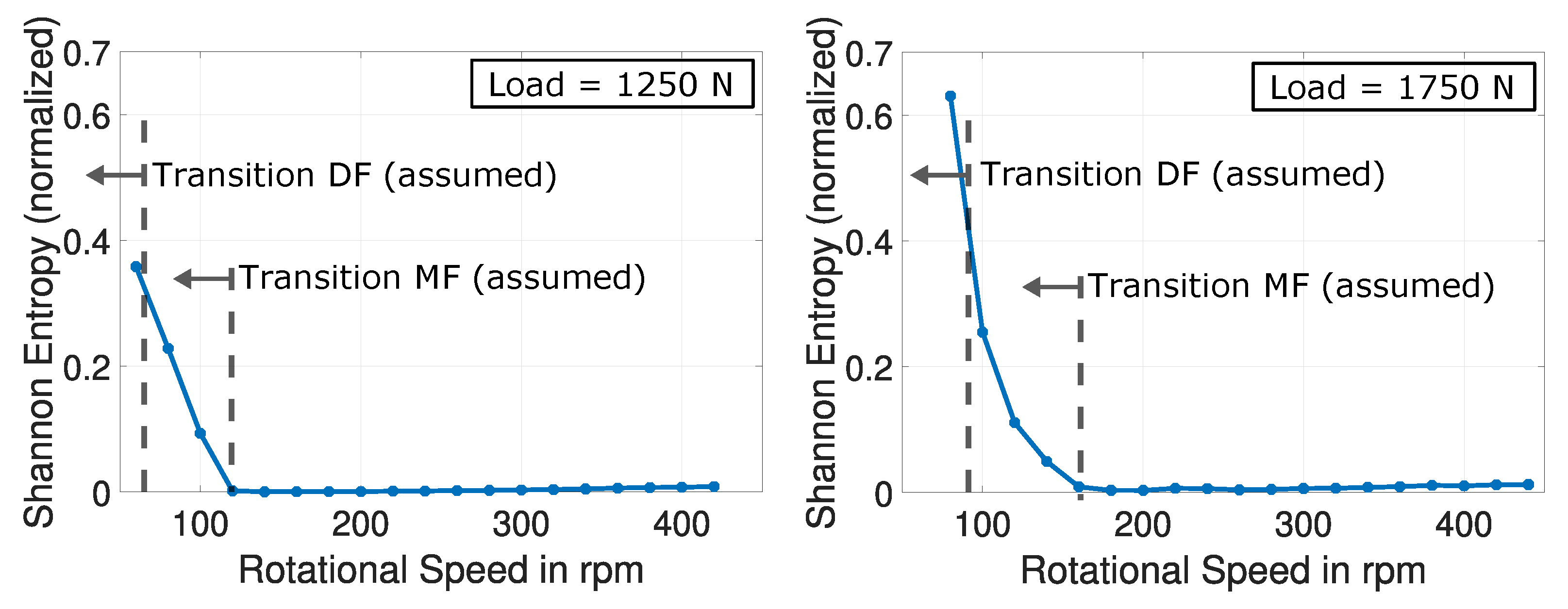
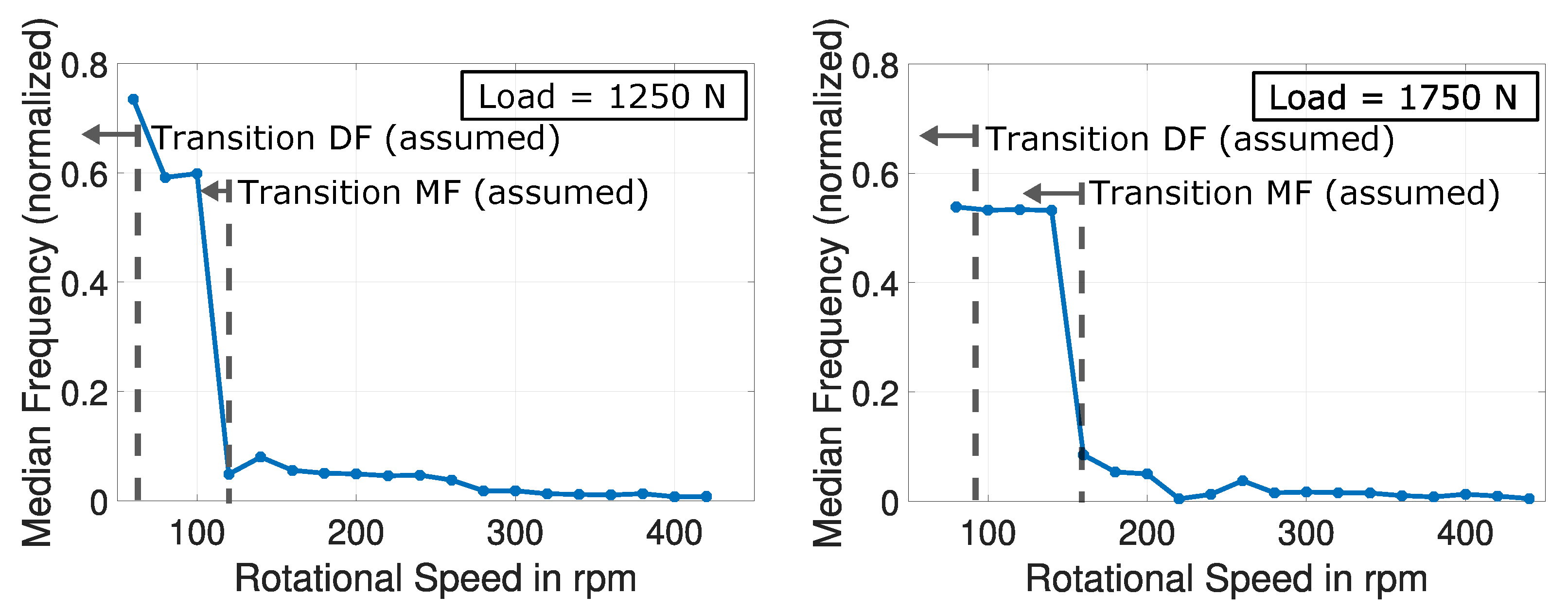
3.1.2. Feature Extraction
3.1.3. Data Labelling
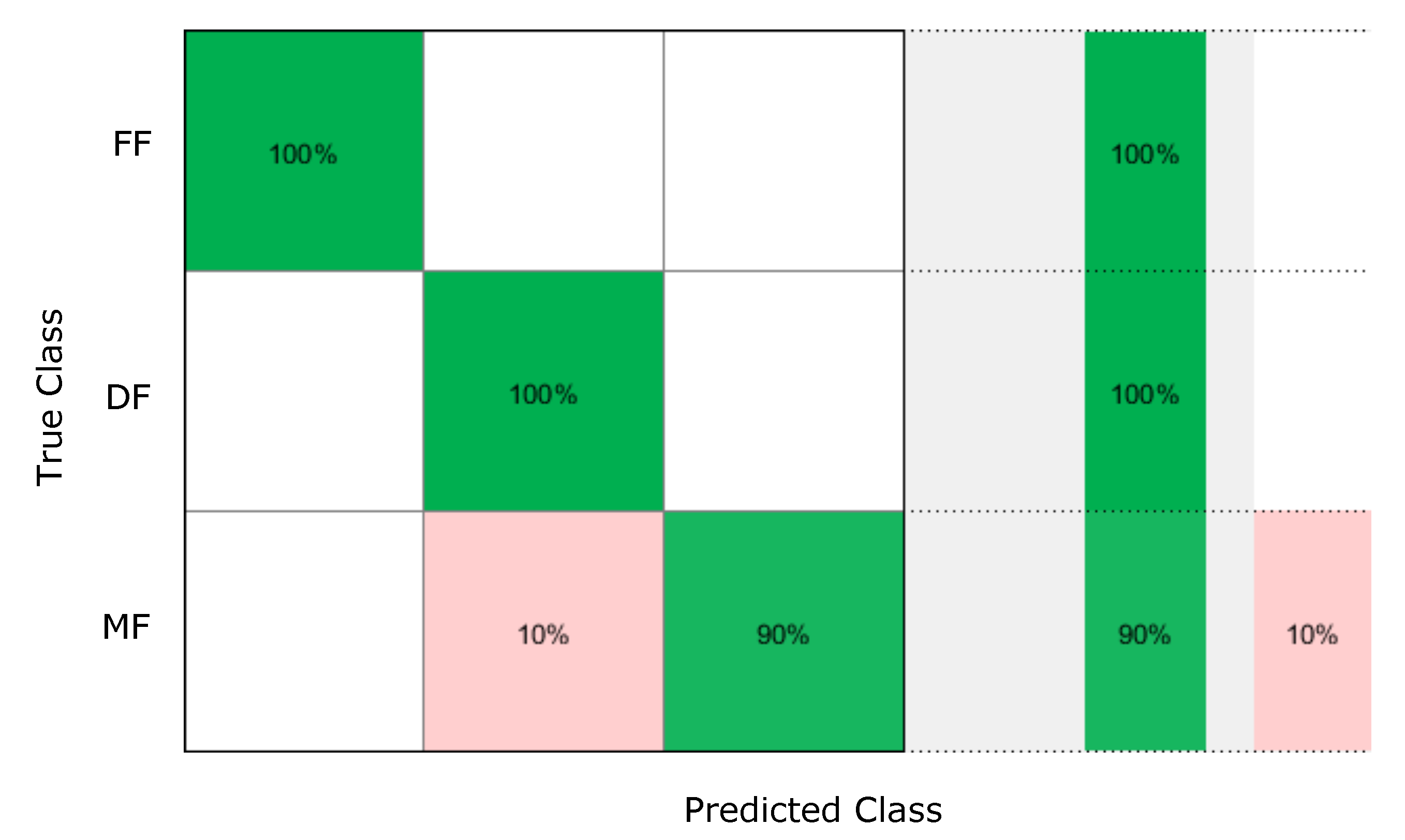
3.1.4. SVM Classifier
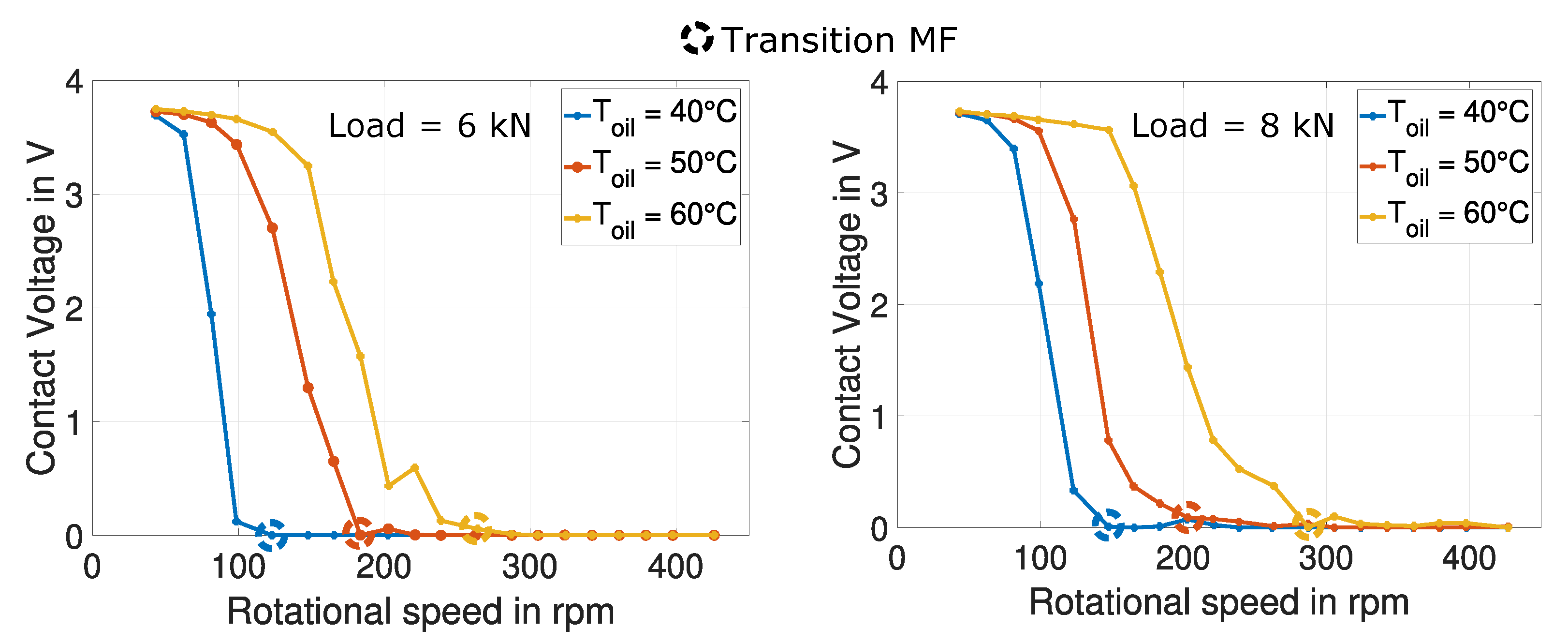
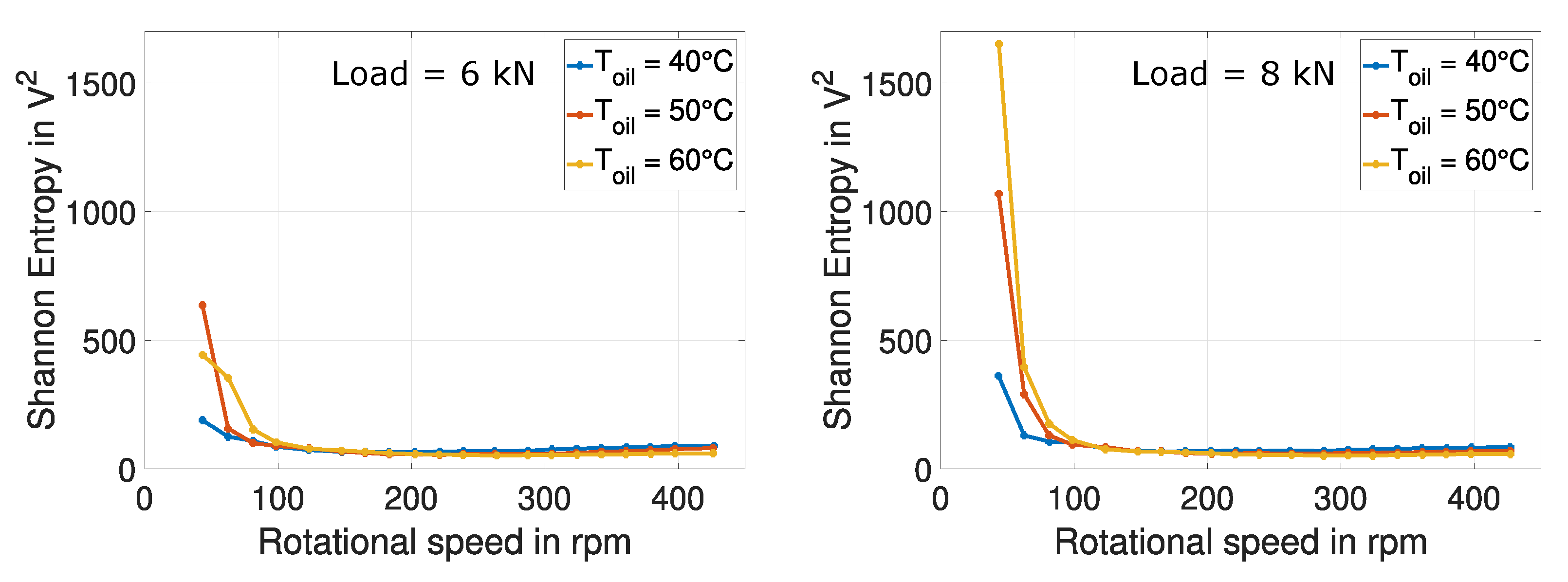
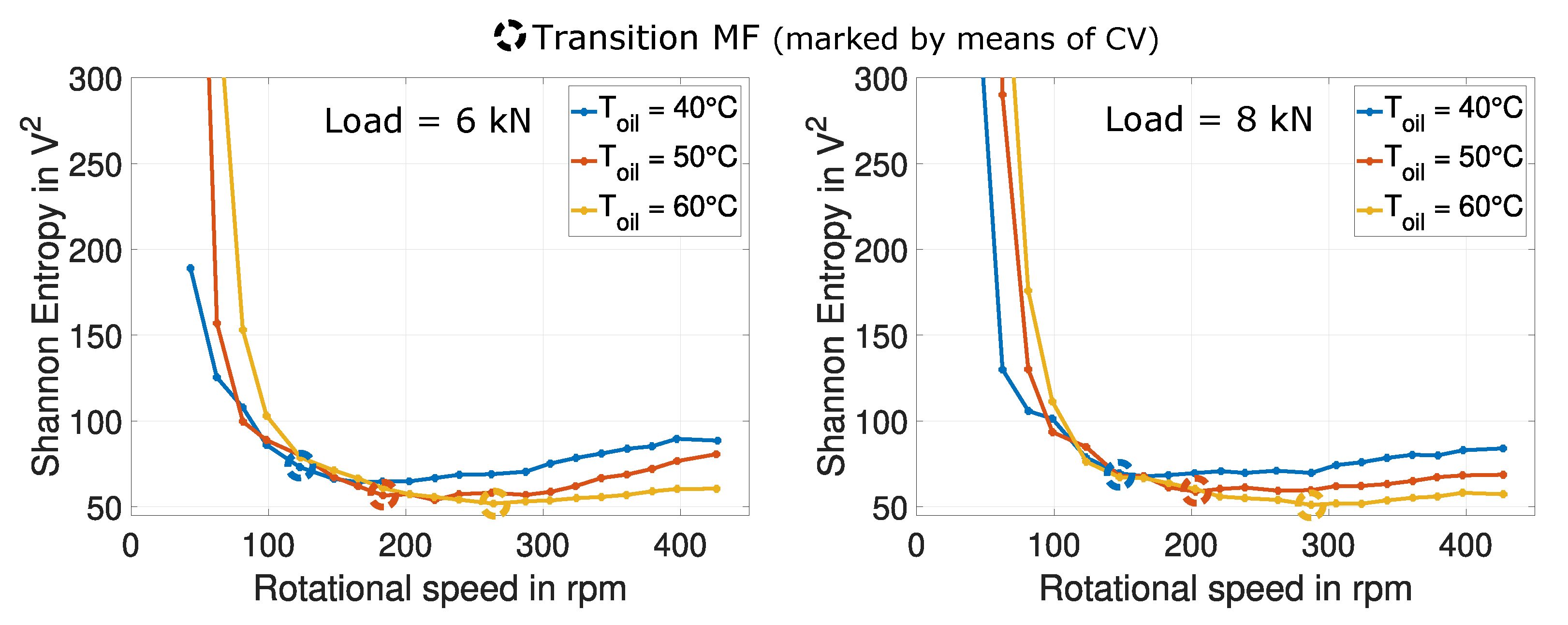
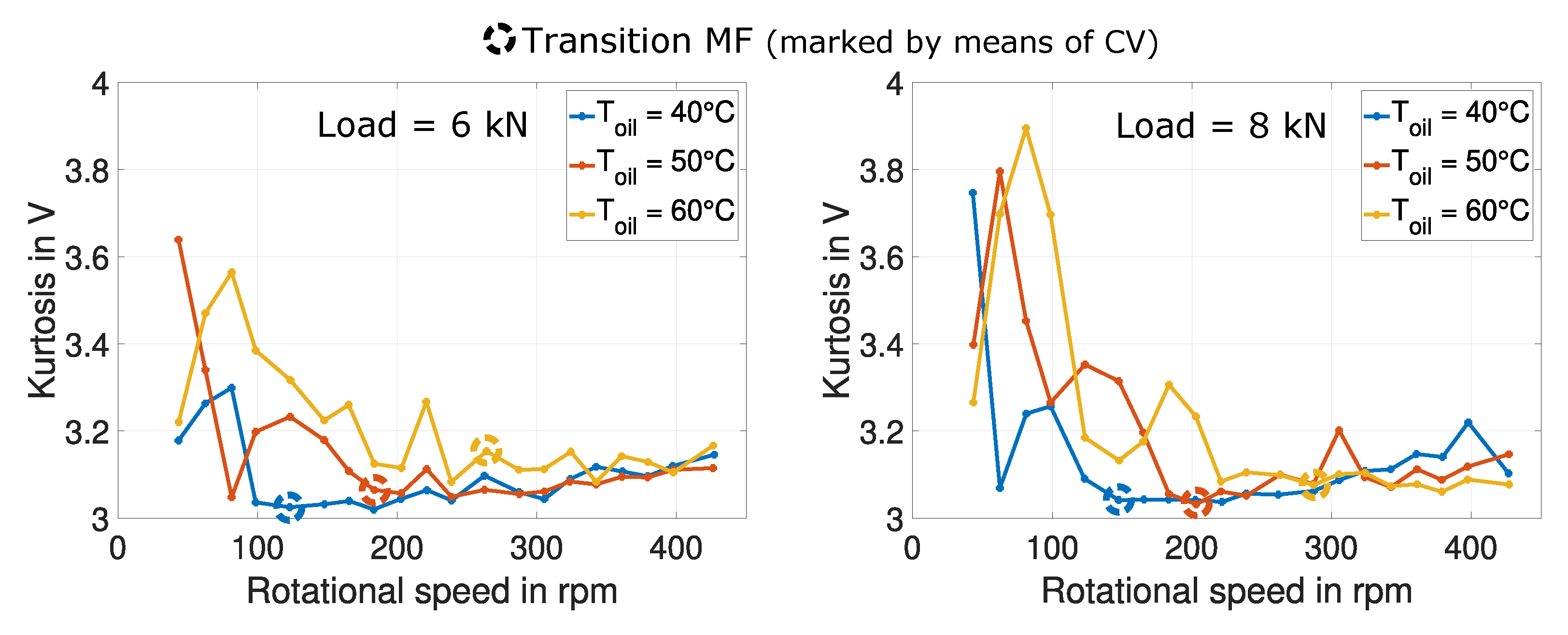
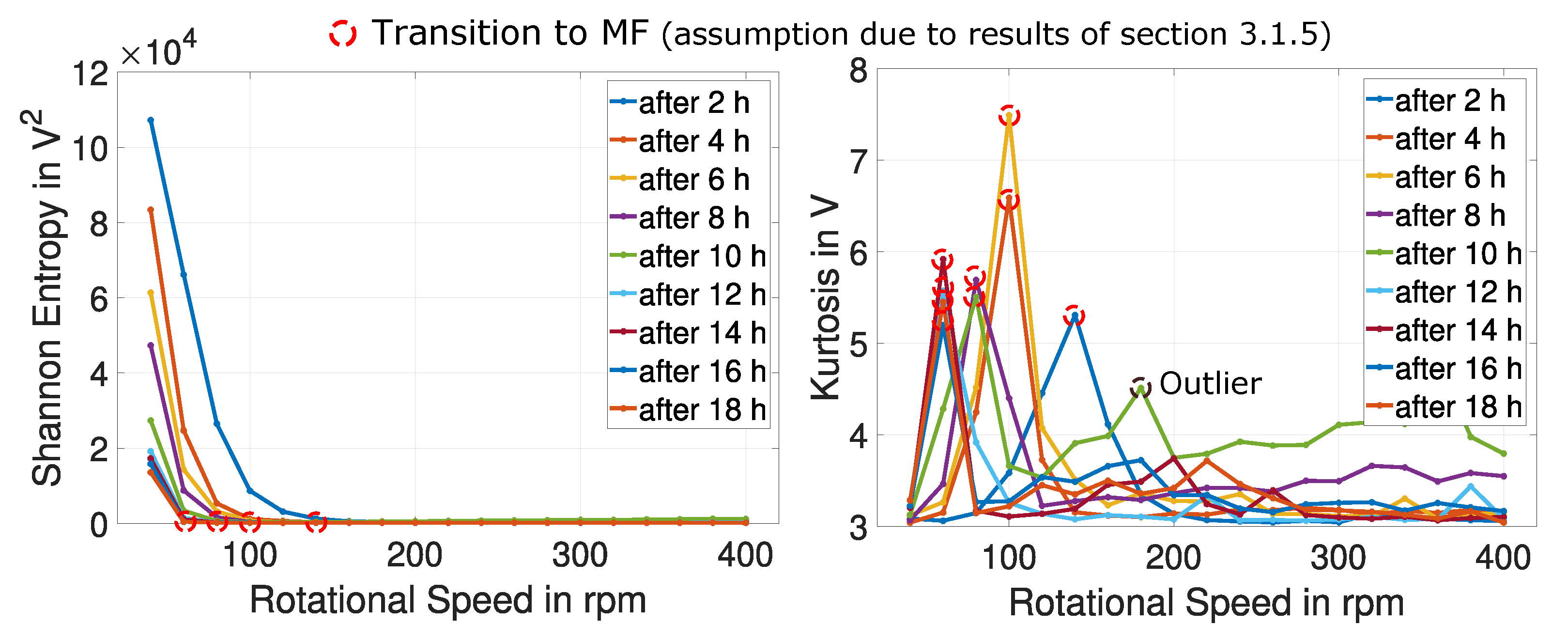
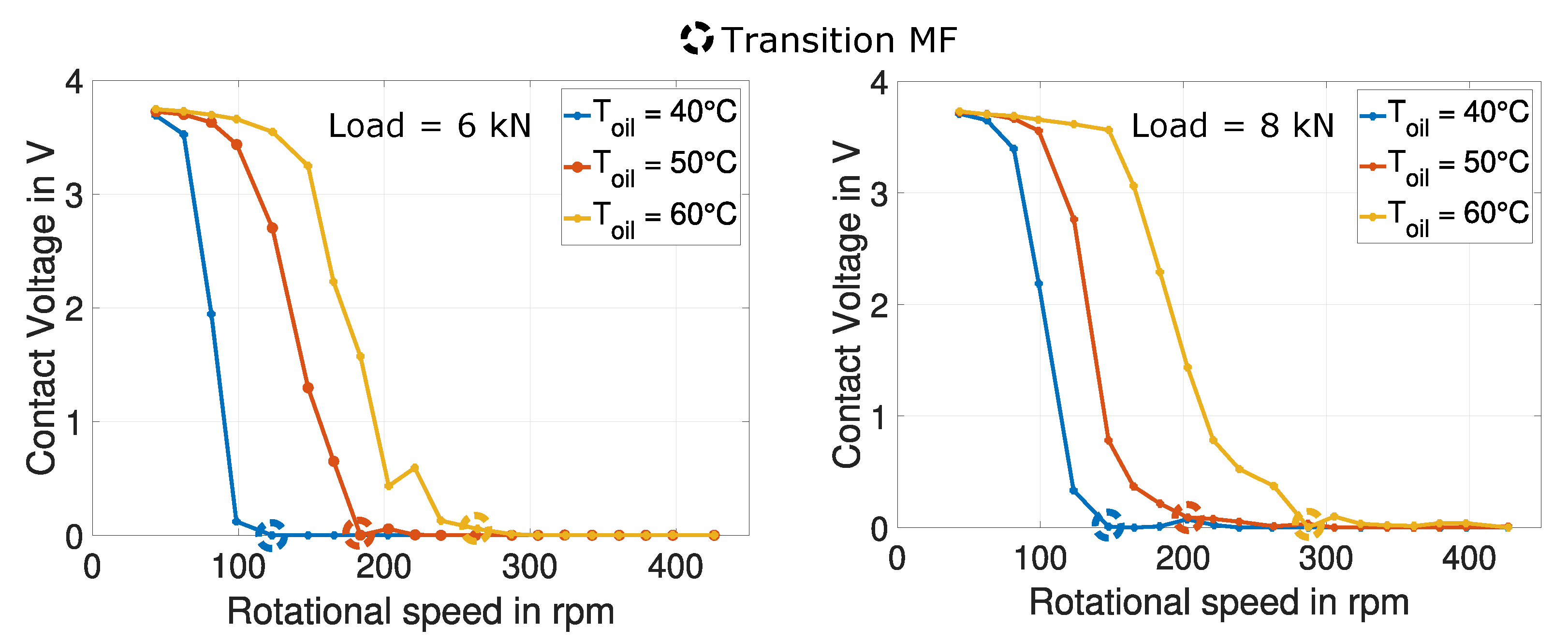
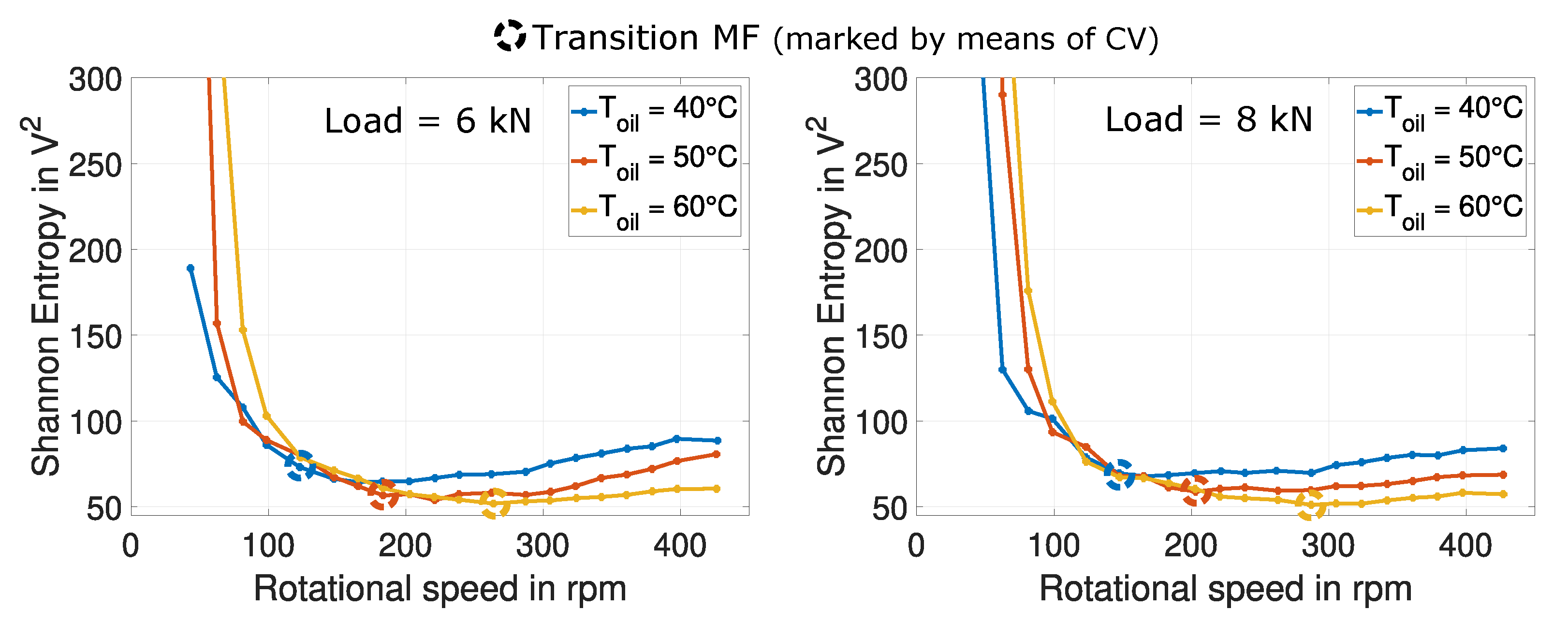
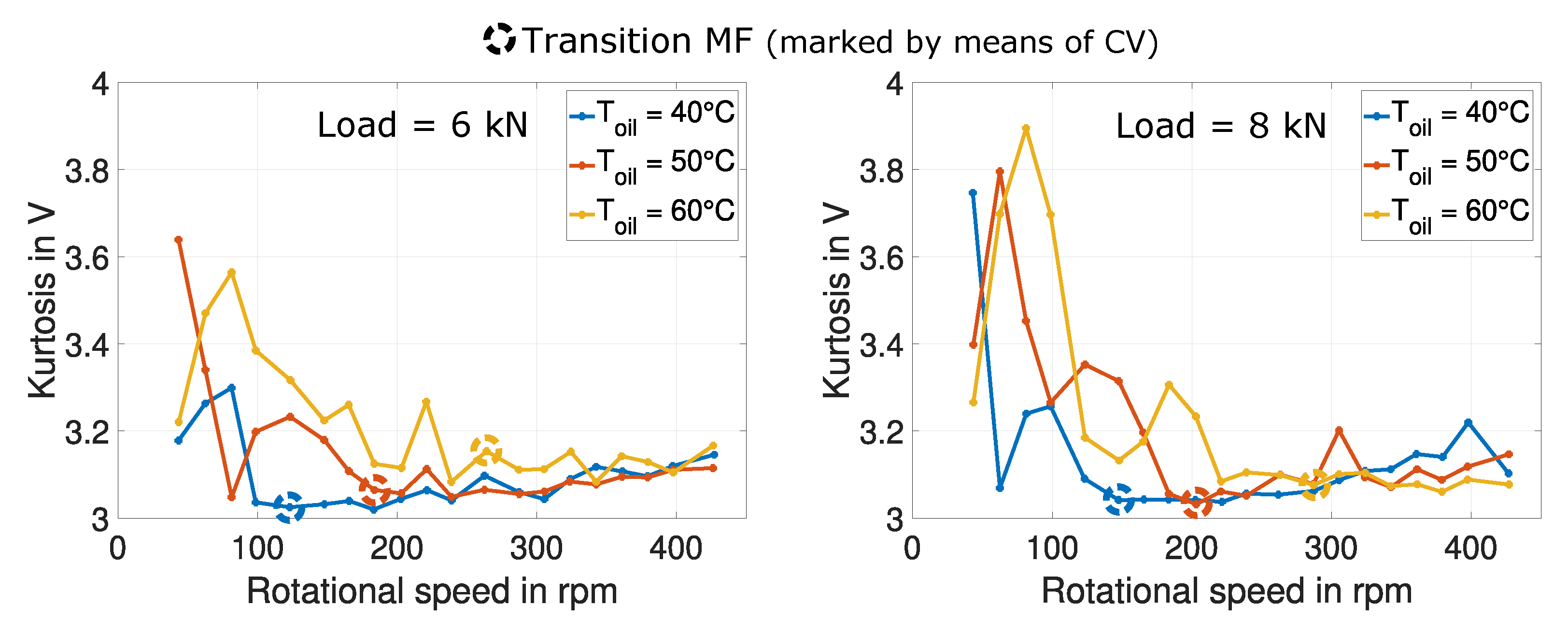
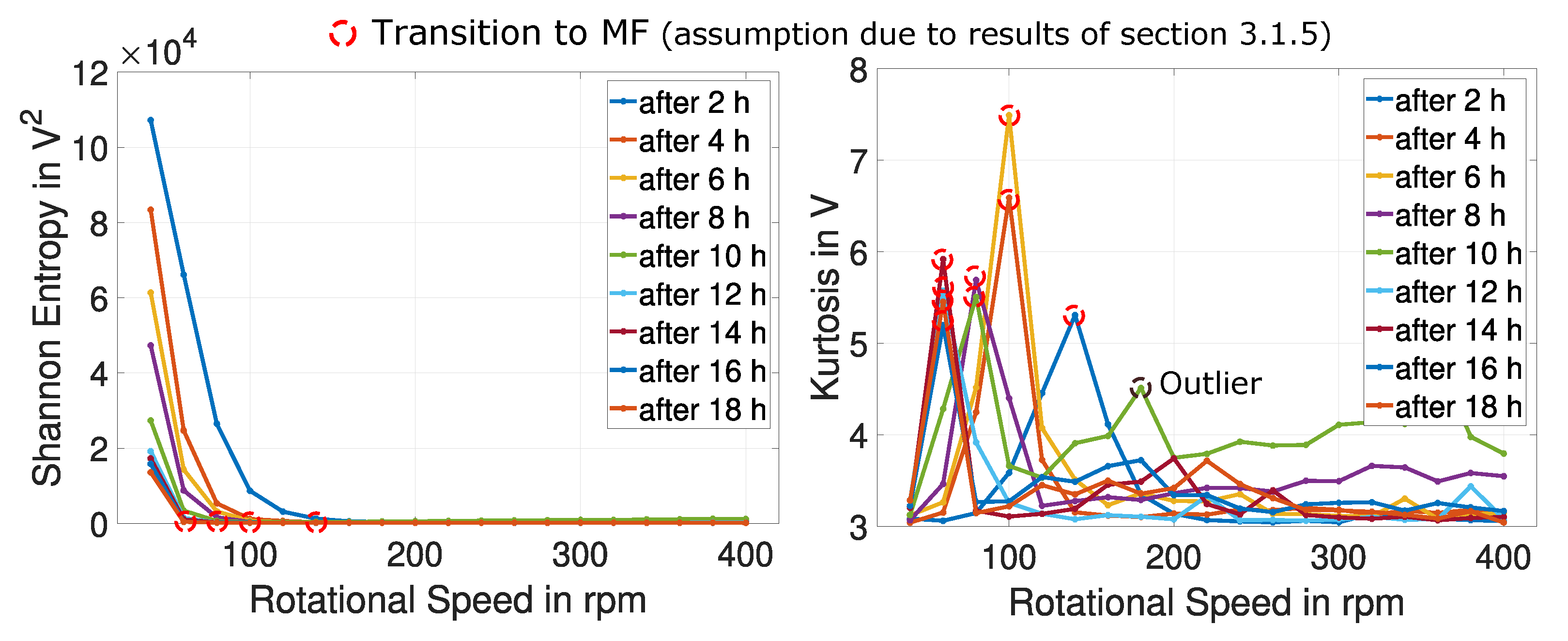
3.1.5. Influence of Temperature Variations
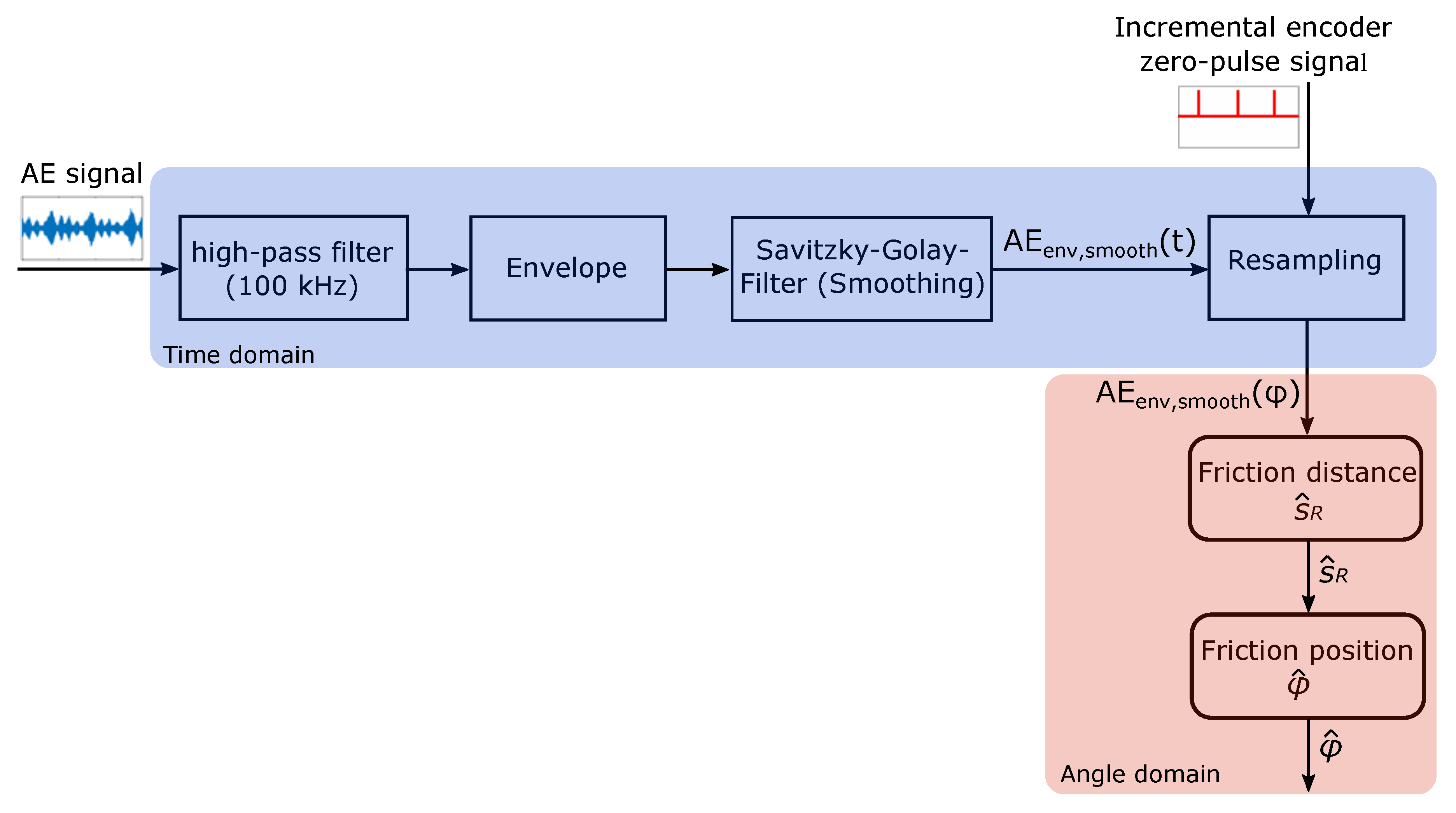
3.2. Localization of Journal Bearing Mixed Friction Events
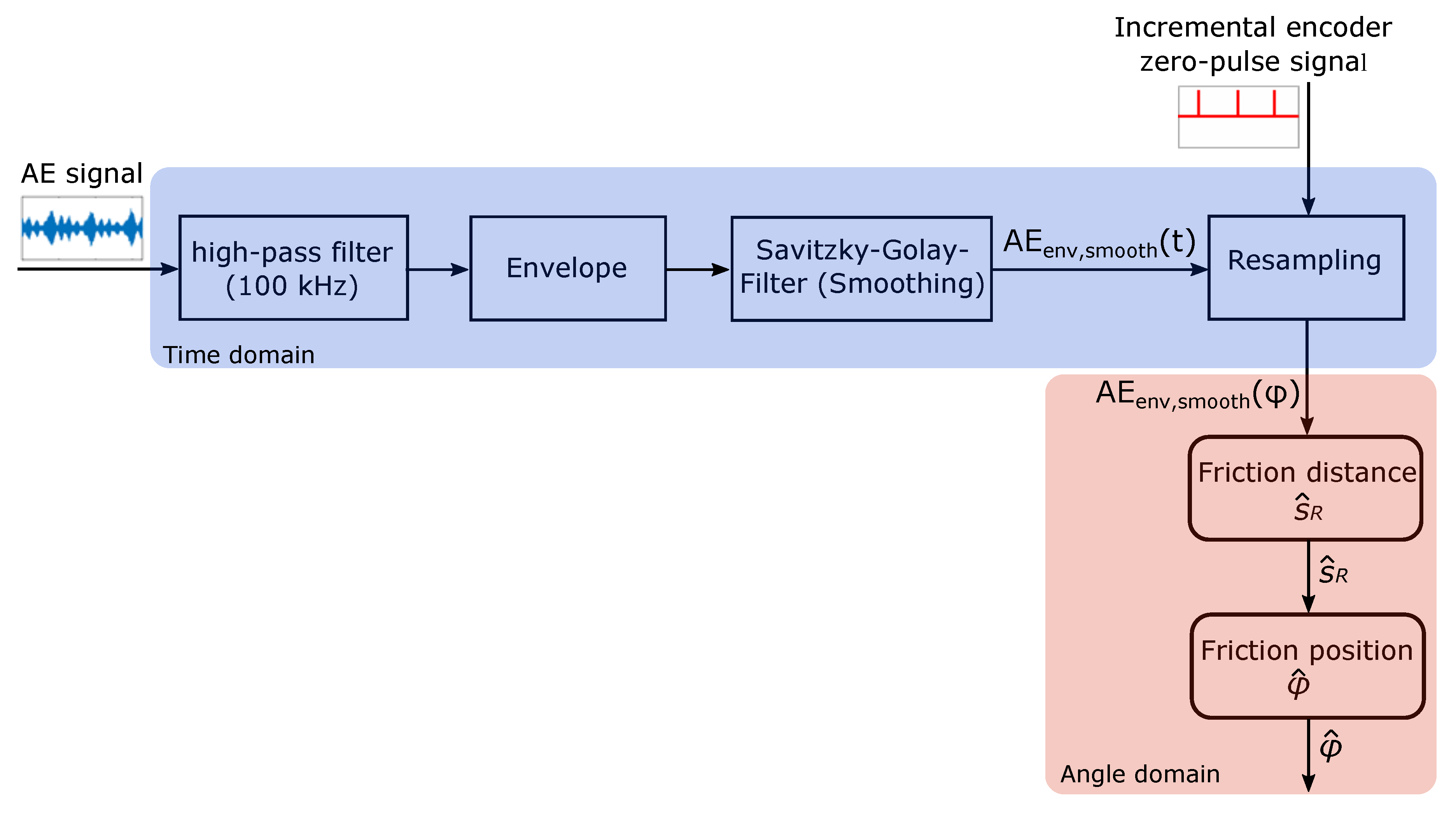
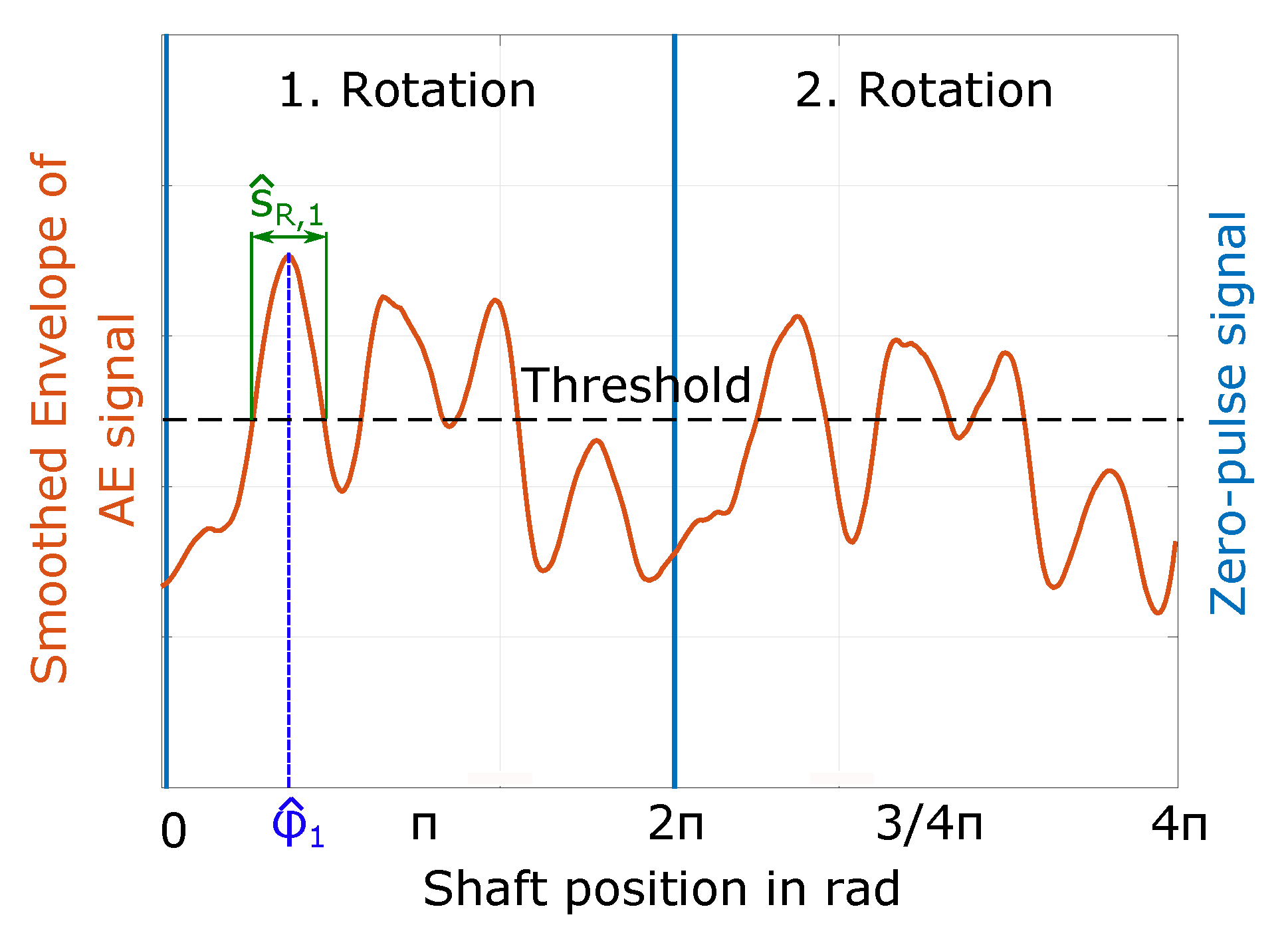
3.2.1. Envelope Curve and Smoothing in Time Domain
3.2.2. Resampling to Angle Domain
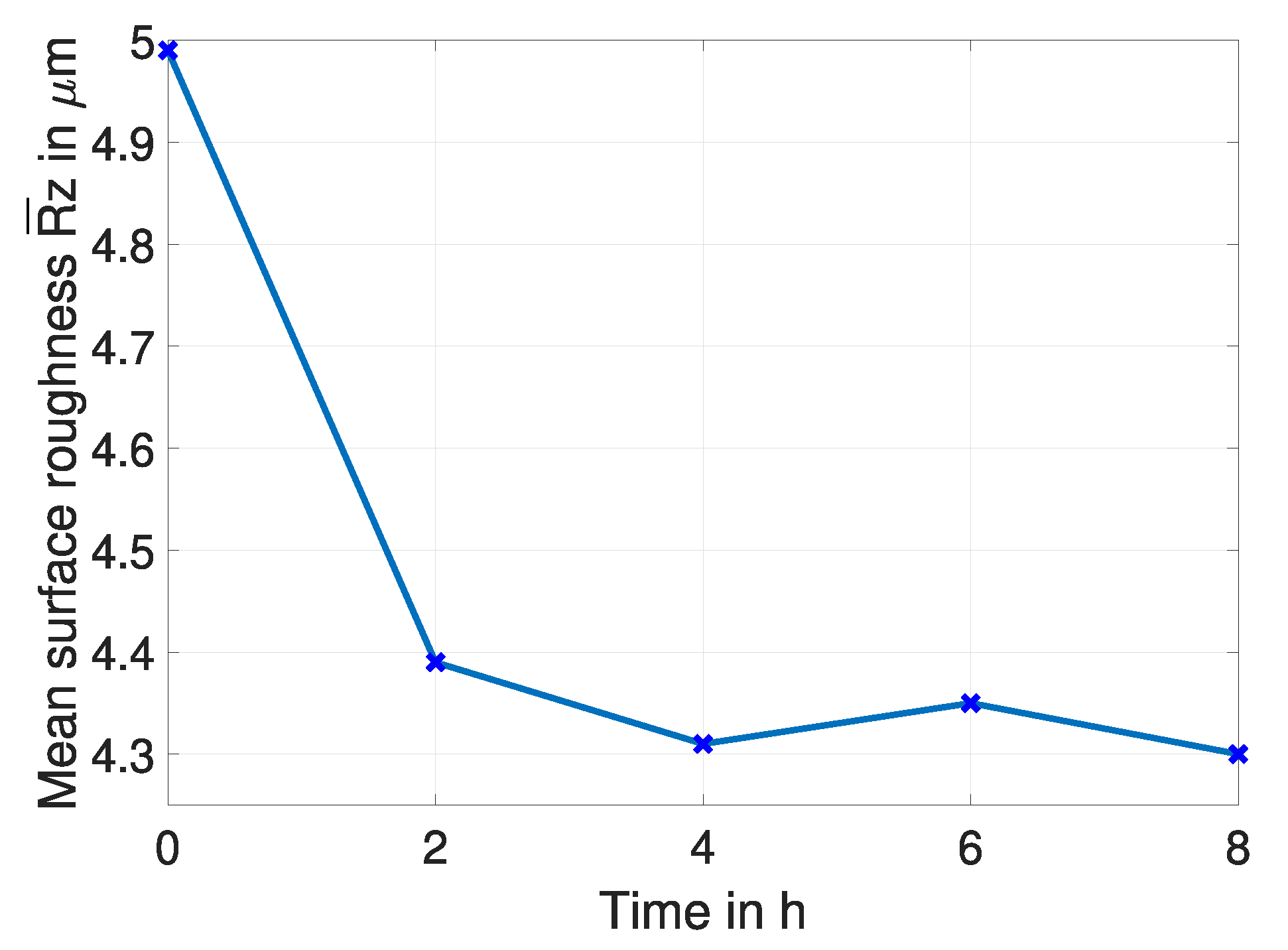
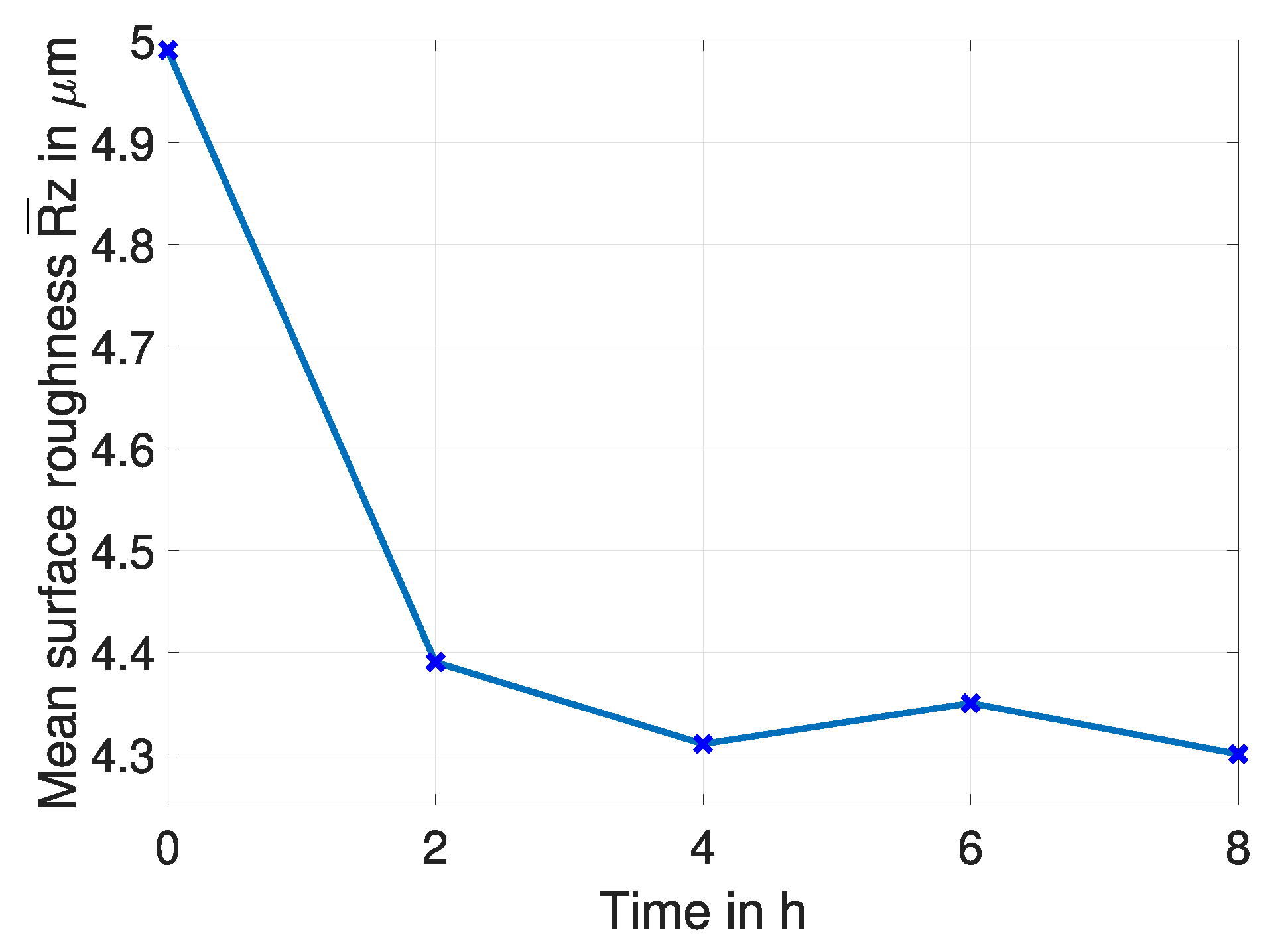
3.3. Monitoring of Journal Bearing Run-in Wear
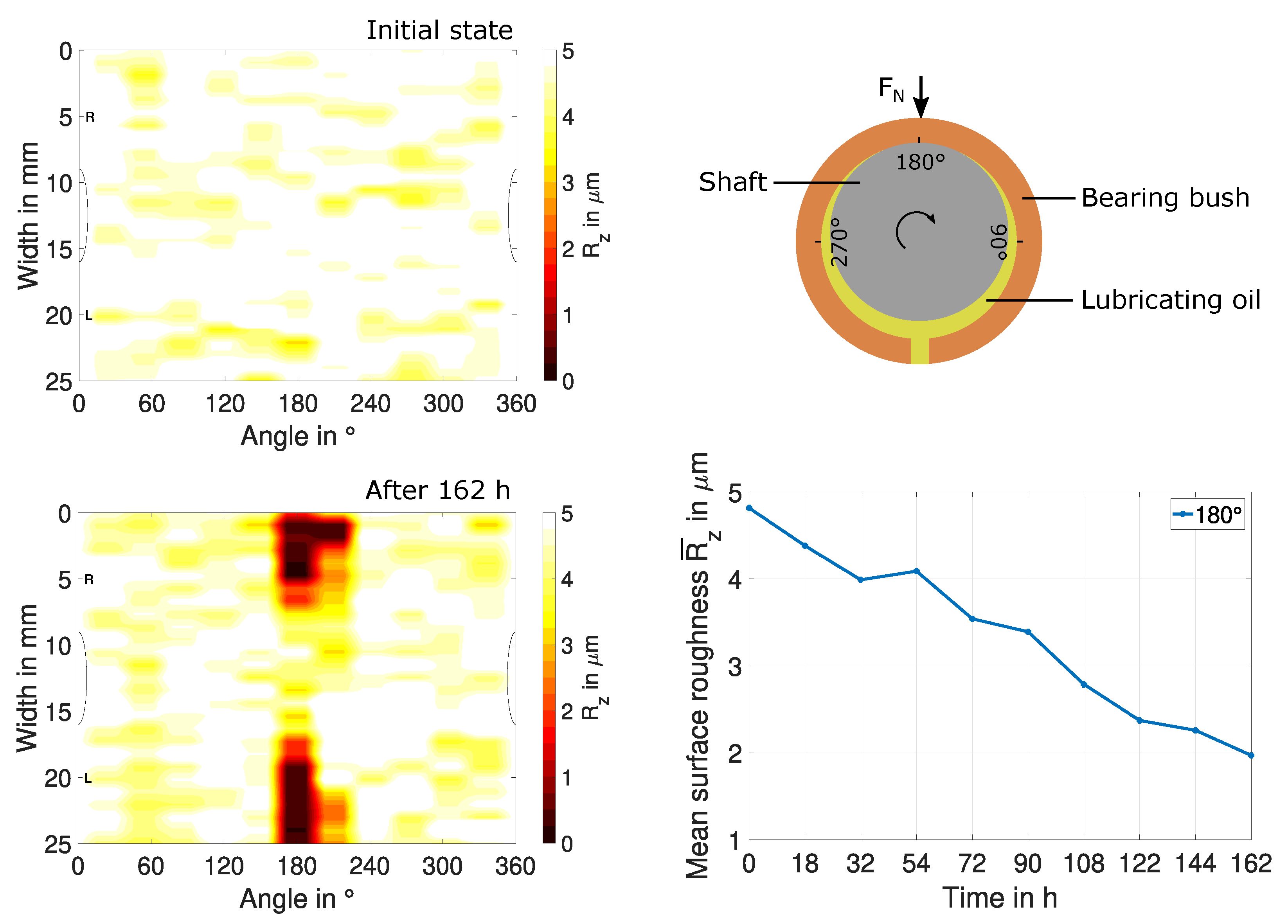
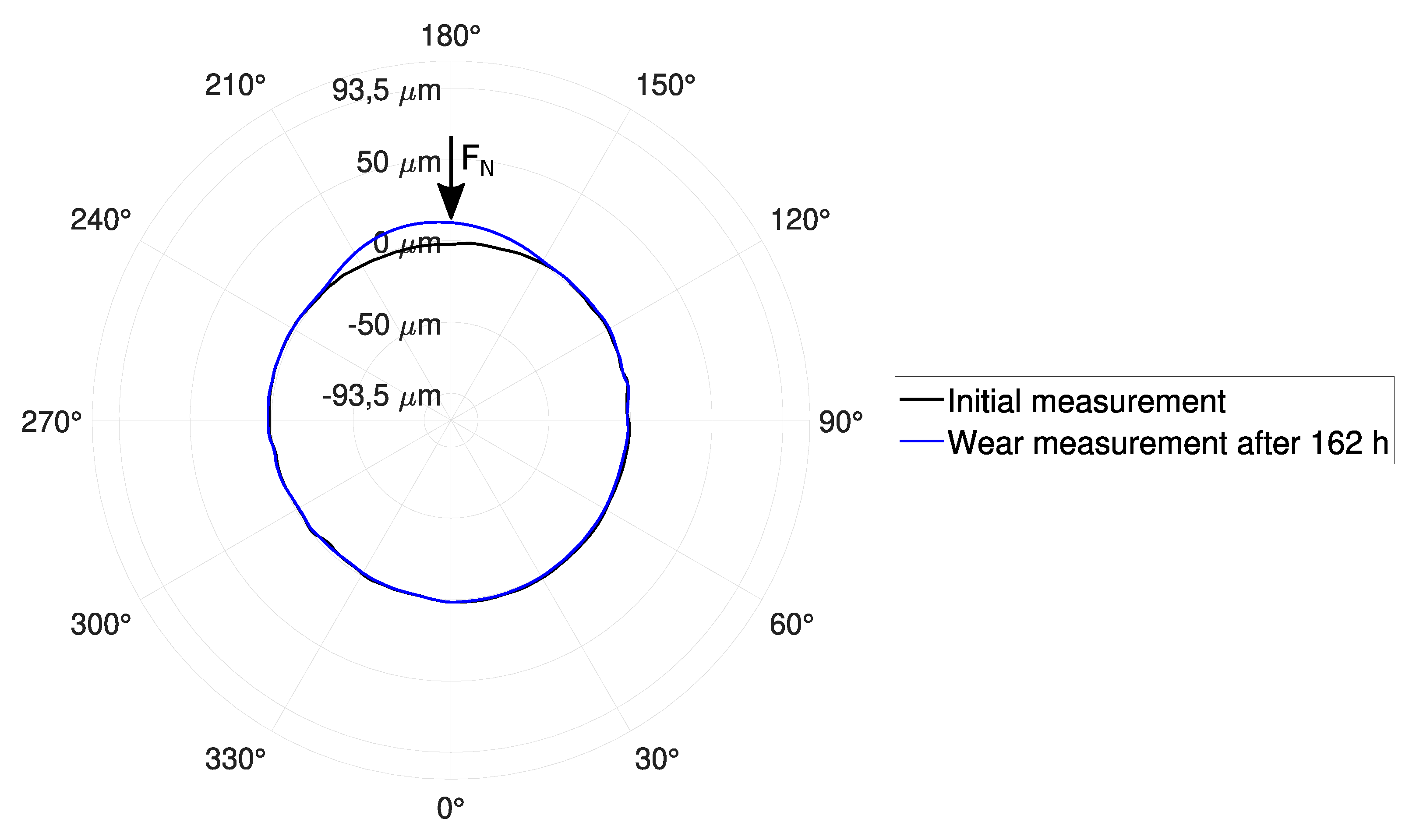
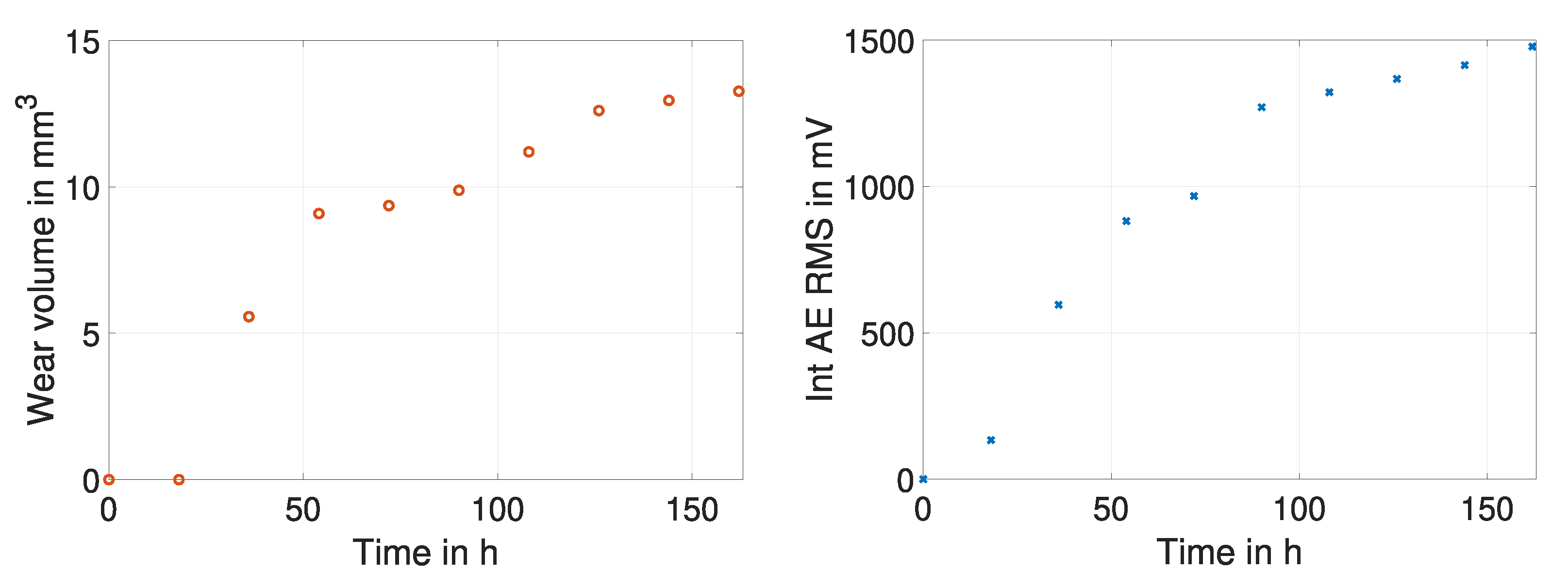
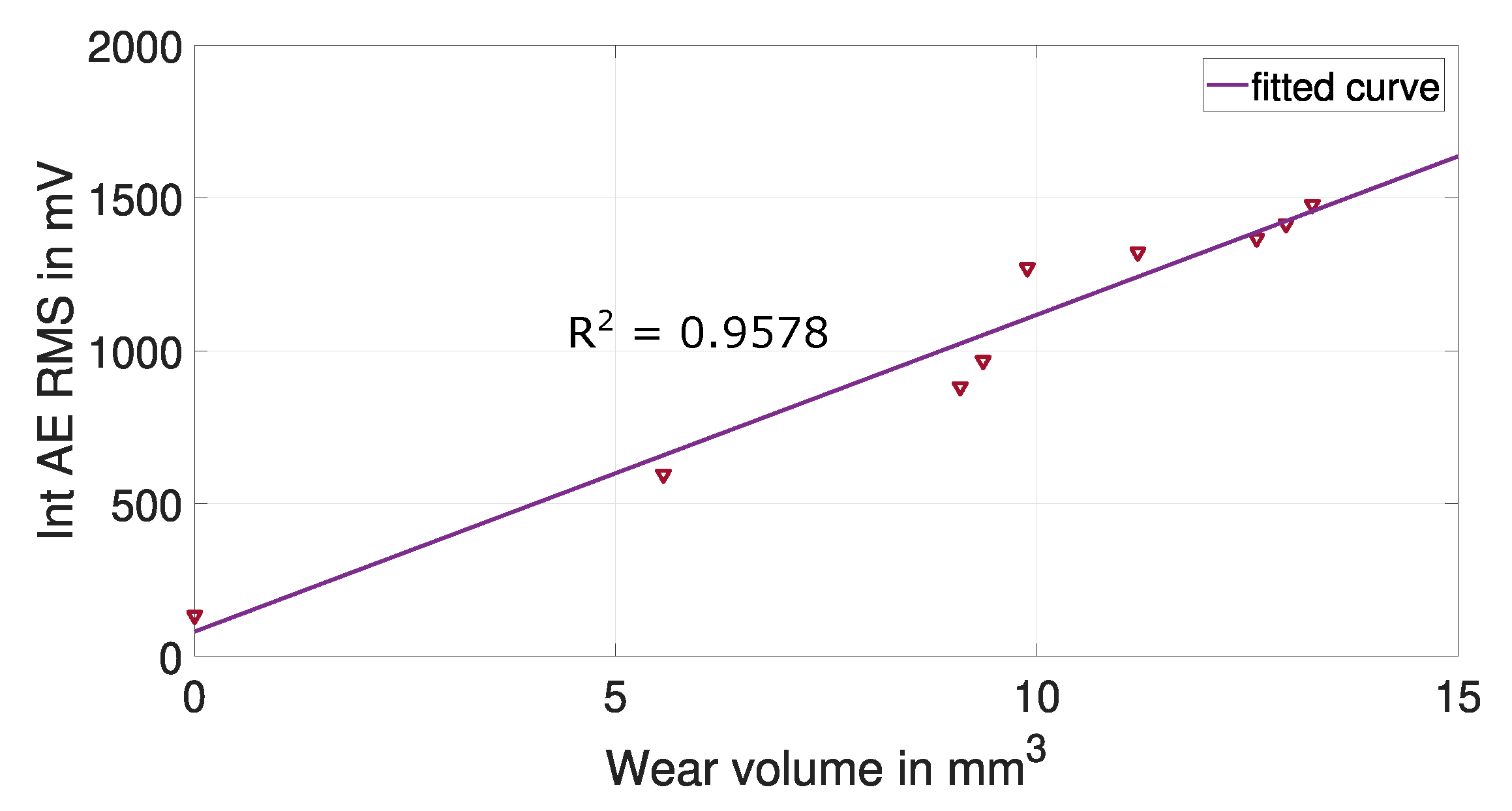
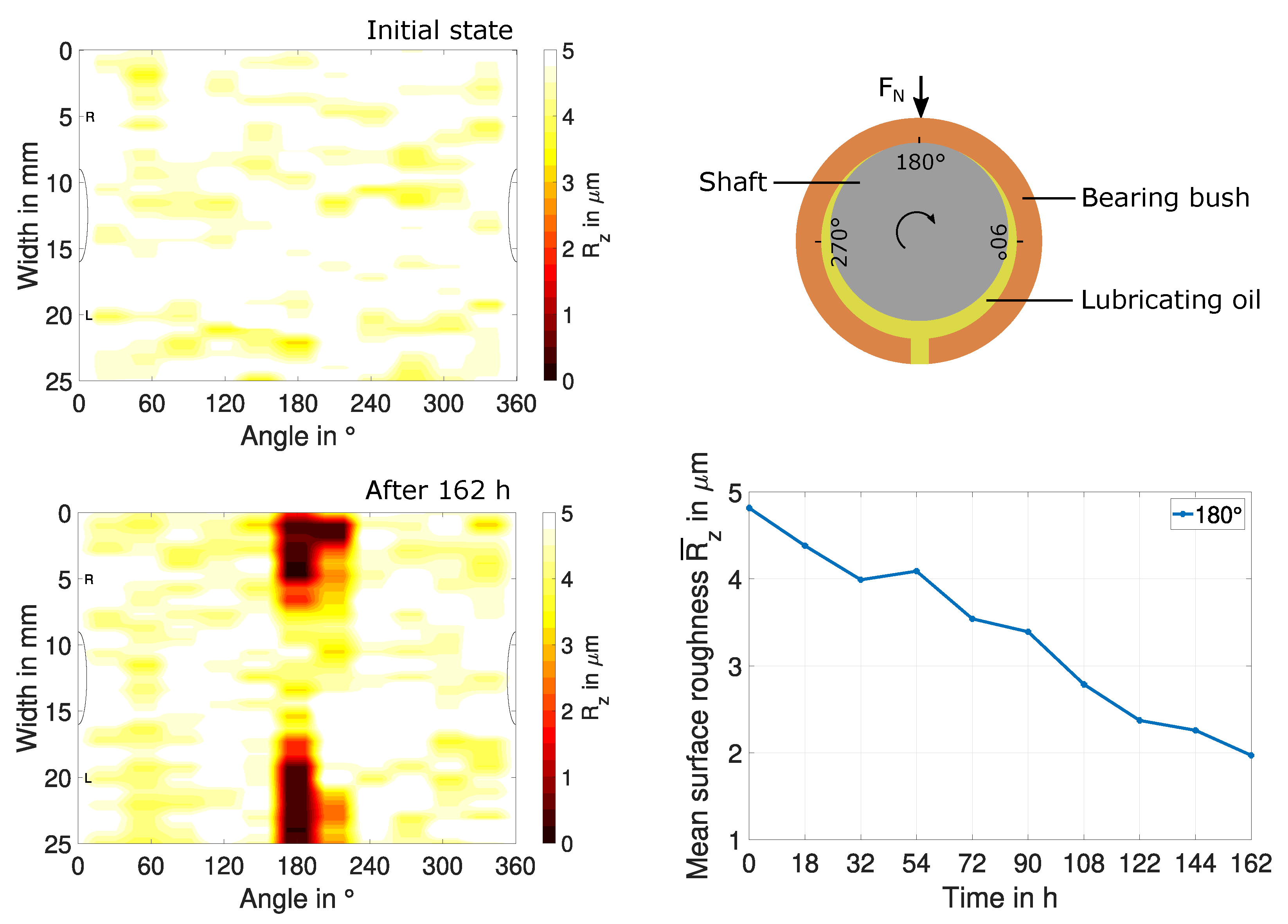
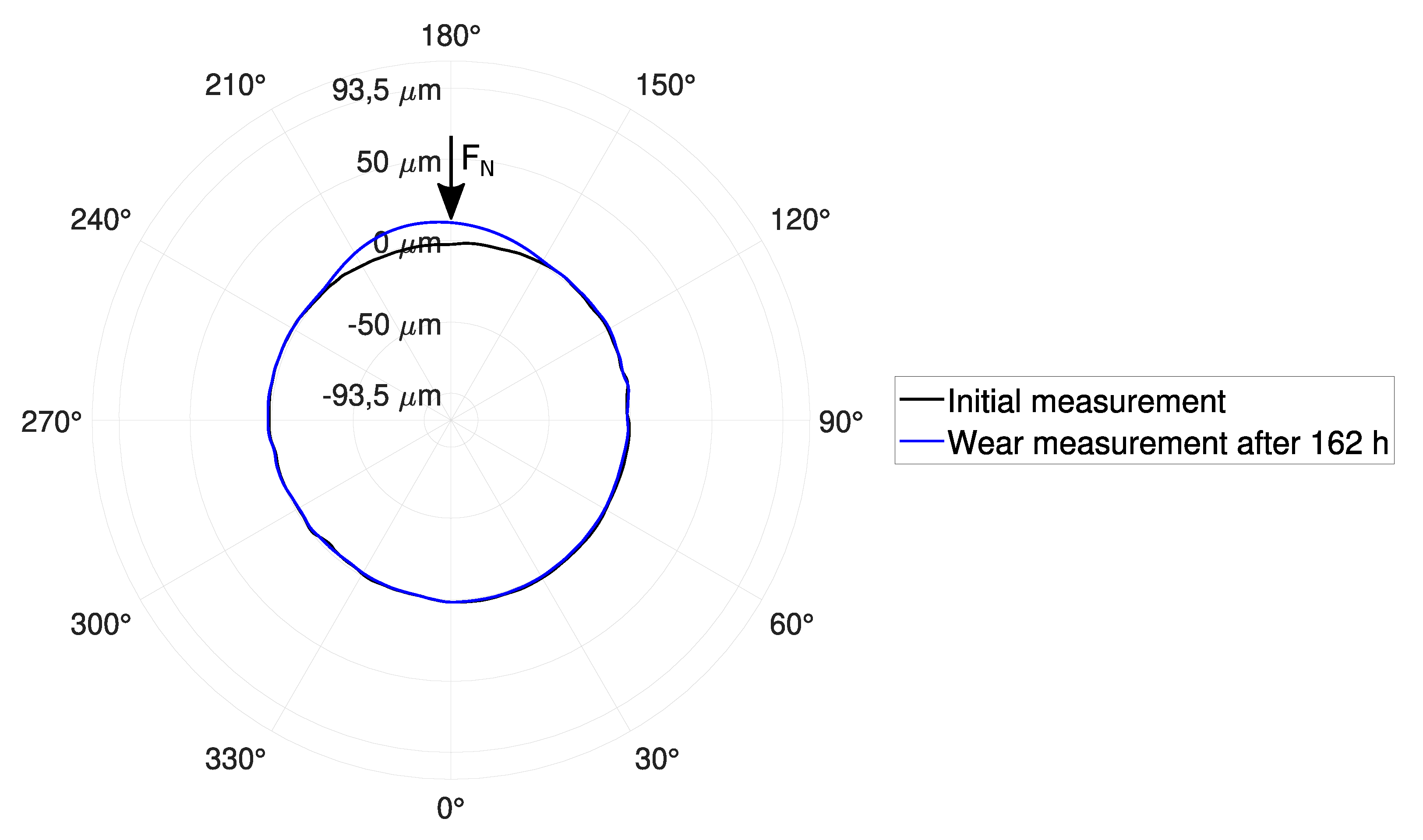
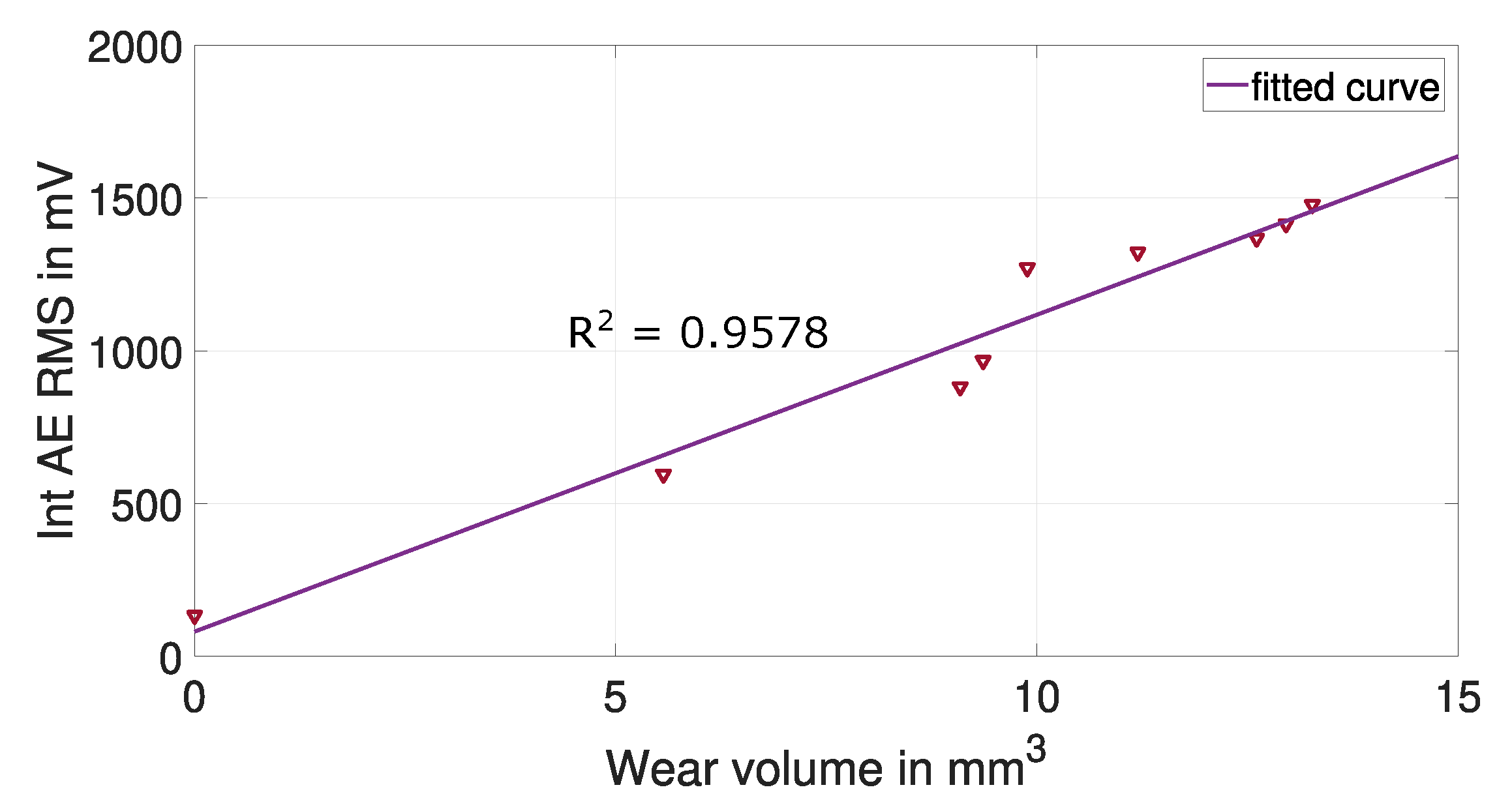
3.4. Monitoring of Journal Bearing Long-Term Wear
4. Conclusions
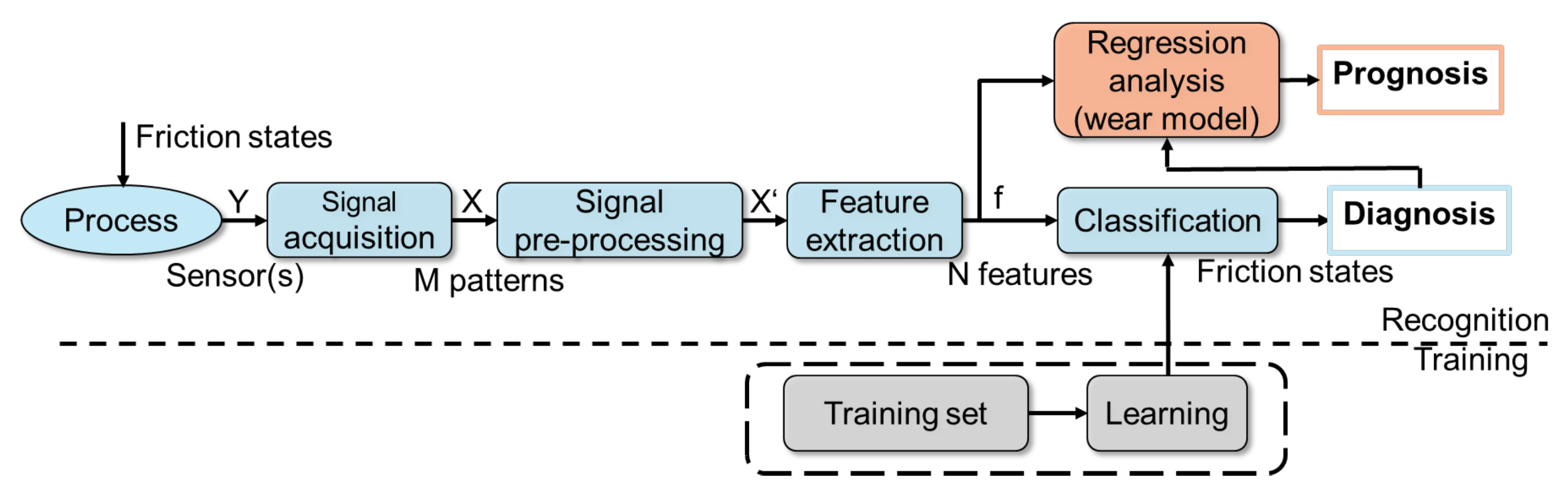
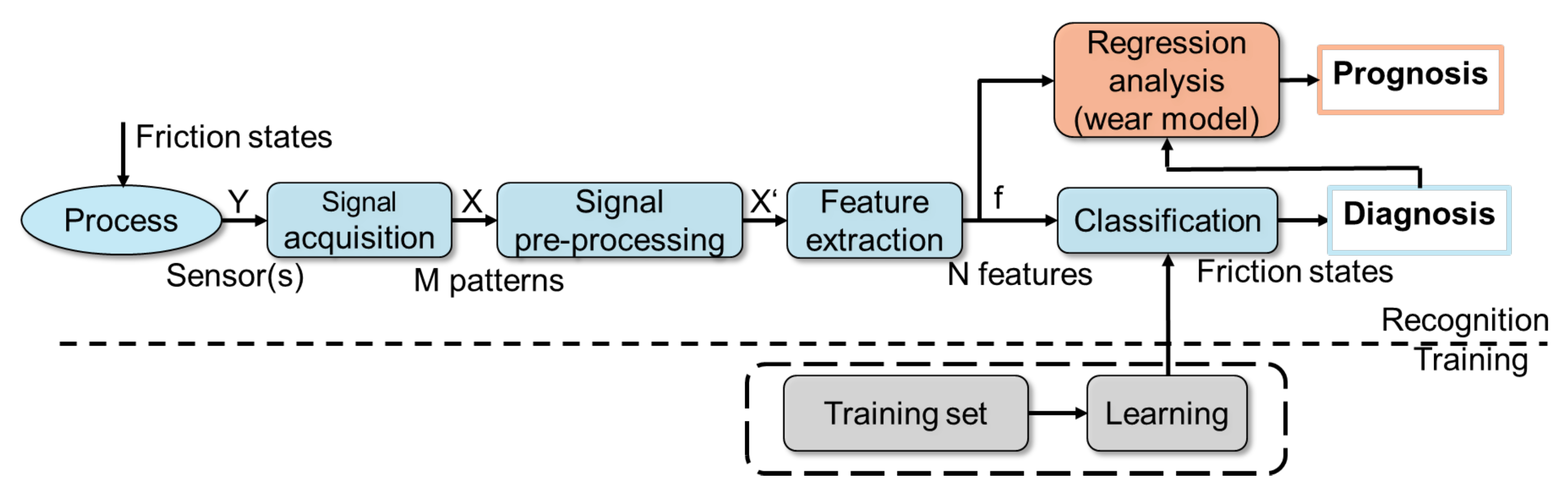
- Friction state classification: This was done under varying rotational speeds and radial loads by pre-processing the AE signals, extracting and selecting suitable AE features from time, frequency and time-frequency domain using CWT and applying SVM as classifier. A feature vector consisting of the features Shannon entropy, kurtosis and median frequency was the input for the classifier. An overall detection rate of 96.7% was achieved for this three class problem. Furthermore, it was shown that it is possible to distinguish the three friction classes with AE even under different oil viscosities.
- Mixed friction localization: This was done over the circumference of the bearing by making use of the AE modulation effect. The envelope of the AE signal was smoothed and fused with the zero-phase signal of an incremental encoder to resample it from time to angle domain. The local maxima show the friction position and by adding a threshold the friction distance can also be determined.
- Monitoring of run-in wear: Short-term wear test were done to monitor the run-in wear with the use of separation effective AE features. With increasing run-in wear there was a clear shift visible in the AE features. These results were validated with tactile measurements of the journal bearing surface.
- Monitoring of long-term wear: Long-term wear investigations were done. There is a correlation visible between the wear volume and the integrated AE RMS but further research is needed in this area.
5. Further Work
6. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| A/D | Analog-to-digital |
| AE | Acoustic emission |
| BPR | Bypass ratio |
| CV | Contact voltage |
| CWT | Continuous wavelet transform |
| EASA | European Union Aviation Safety Agency |
| DF | Dry friction |
| FF | Fluid friction |
| FFMEA | Function Failure Mode & Effect Analysis |
| FZG | Forschungsstelle für Zahnräder und Getriebebau |
| Int | Integrated |
| MF | Mixed friction |
| PAC | Physical Acoustic Cooperation |
| PGB | Power Gearbox |
| RFID | Radio Frequency Identification Device |
| RMS | Root Mean Square |
| RPM | Revolutions per minute |
| RUL | Remaining useful lifetime |
| STR | Small journal bearing test rig |
| SVM | Support Vector Machine |
| TCTR | Temperature-controlled journal bearing test rig |
| WD | Wideband |
| WDTU | Wireless Data Transfer Unit |
References
- Sato, I. Rotating machinery diagnosis with acoustic emission techniques. Electr. Eng. Jpn. 1990, 110, 145–152. [Google Scholar] [CrossRef]
- Fritz, M.; Burger, W.; Albers, A. Schadensfrüherkennung an geschmierten Gleitkontakten mittels Schallemissionsanalyse. Tribol. Fachtag. 2001, 1, 607–615. [Google Scholar]
- Albers, A.; Dickerhof, M. Simultaneous Monitoring of rolling-element and journal bearings using analysis of structural-born ultrasound acoustic emissions. In Proceedings of the ASME 2010 International Mechanical Engineering Congress & Exposition, Vancouver, BC, Canada, 12–18 November 2010. [Google Scholar]
- Albers, A.; Sovino, R.; Dickerhof, M. Monitoring Lubrication Regimes in Sliding Bearings Using Acoustic Emission Analysis. Technology 2006, 1–4. [Google Scholar] [CrossRef]
- Boness, R.J.; McBride, S.L. Adhesive and abrasive wear studies using acoustic emission techniques. Wear 1991, 149, 41–53. [Google Scholar] [CrossRef]
- Boness, R.J.; McBride, S.L.; Sobczyk, M. Wear studies using acoustic emission techniques. Tribol. Int. 1990, 23, 291–295. [Google Scholar] [CrossRef]
- Baccar, D.; Schiffer, S.; Söffker, D. Acoustic Emission-Based Identification and Classification of Frictional Wear of Metallic Surfaces. In Proceedings of the 7th European Workshop on Structural Health Monitoring, Nantes, France, 8–11 July 2014; pp. 1178–1185. [Google Scholar]
- Benabdallah, H.S.; Aguilar, D.A. Acoustic Emission and Its Relationship with Friction and Wear for Sliding Contact. Tribol. Trans. 2008, 51, 738–747. [Google Scholar] [CrossRef]
- Sun, J. Wear monitoring of bearing steel using electrostatic and acoustic emission techniques. Wear 2005, 259, 1482–1489. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Fundamental study on early detection of seizure in journal bearing by using acoustic emission technique. Wear 2016, 346, 132–139. [Google Scholar] [CrossRef]
- Nowoisky, S.; Mokhtari, N.; Pelham, J.G. Method and Device for Monitoring a Journal Bearing. DE 10 2018 123 025.7, 19 September 2018. pending Patent. [Google Scholar]
- Greaves, M. Towards the next generation of HUMS sensor. In Proceedings of the International Society of Air Safety Investigations, Adelaide, Australia, 13–17 October 2014. [Google Scholar]
- Fang, D.; Greaves, M.; Mba, D. Helicopter main gearbox bearing defect identification with acoustic emission techniques. In Proceedings of the IEEE International Conference on Prognostics and Health Management (ICPHM), Ottawa, ON, Canada, 20–22 June 2016. [Google Scholar]
- Greaves, M. Final Report: Vibration Health or Alternative Monitoring Technologies for Helicopters; EASA: Cologne, Germany, 2016. [Google Scholar]
- Technische Universität München. Ein Getriebe für 100.000 PS. 2018. Available online: https://www.youtube.com/watch?v=Zhyz3A6deZ4 (accessed on 11 October 2018).
- Nowoisky, S.; Grzeszkowski, M.; Mokhtari, N.; Pelham, J.G.; Gühmann, C. Monitoring Concept Study for Aerospace Power Gear Box Drive Train. In Proceedings of the VDI International Conference on Gears, Munich, Germany, 18–20 September 2019. [Google Scholar]
- Norris, G. Rolls Unveils Intelligent Engine Digital Strategy. Aviationweek. 7 February 2018. Available online: http://aviationweek.com/commercial-aviation/rolls-unveils-intelligentengine-digital-strategy (accessed on 8 October 2018).
- Nowoisky, S.; Mokhtari, N. Method and Device for Monitoring a Slide Bearing. Europäisches Patentamt EP3447469, 23 August 2019. [Google Scholar]
- Meier, V.; Illner, T. Gleitlagerverschleißgrenzen—Einsatzgrenzen von hydrodynamischen Weißmetallgleitlagern infolge von Verschleiß. In Abschnlussbericht BMWi/AiF-Nr. 16191 BG; RWTH Aachen: Aachen, Germany, 2009. [Google Scholar]
- Mokhtari, N.; Knoblich, R.; Nowoisky, S.; Bote-Garcia, J.L.; Gühmann, C. Differentiation of Journal Bearing Friction States under varying Oil Viscosities based on Acoustic Emission Signals. In Proceedings of the IEEE International Conference on Prognostics and Health Management (ICPHM), San Francisco, CA, USA, 17–20 June 2019. [Google Scholar]
- DIN 31652–3 Gleitlager–Hydrodynamische Radial-Gleitlager im Stationären Betrieb—Teil 3: Betriebsrichtwerte für die Berechnung von Kreiszylinderlagern; Deutsche Norm: Berlin, Germany, June 2015.
- Mokhtari, N.; Gühmann, C.; Nowoisky, S. Approach for the degradation of hydrodynamic journal bearings based on acoustic emission feature change. In Proceedings of the IEEE International Conference on Prognostics and Health Management (ICPHM), Seattle, WA, USA, 11–13 June 2018. [Google Scholar]
- Morgener, W. Schallemission-Schallillusion? In Vaupel-Vortrag anlässlich der DGZfP-Jahrestagung; Deutsche Gesellschaft für Zerstörungsfreie Prüfung E.V.: Dresden, Germany, 1997. [Google Scholar]
- Mokhtari, N.; Rahbar, F.; Gühmann, C. Differentiation of journal bearing friction states and friction intensities based on feature extraction methods applied on acoustic emission signals. In Proceedings of the Messtechnisches Symposium der Arbeitskreise der Hochschullehrer für Messtechnik (AHMT), Clausthal, Germany, 21–23 September 2017. [Google Scholar]
- Mokhtari, N.; Gühmann, C. Classification of journal bearing friction states based on acoustic emission signals. Tech. Mess. 2018, 85, 434–442. [Google Scholar] [CrossRef]
- Bishop, C.M. Pattern Recognition and Machine Learning; Springer Science + Business Media: New York, NY, USA, 2006; Chapter 9. [Google Scholar]
- Hall, L.D.; Mba, D. Diagnosis of continuous rotor–stator rubbing in large scale turbine units using acoustic emissions. Ultrasonics 2004, 41, 765–773. [Google Scholar] [CrossRef]
- Leahy, M.D.; Mba, D. Experimental investigation into the capabilities of acoustic emission for the detection of shaft-to-seal rubbing in large power generation turbines: A case study. Proc. Inst. Mech. Eng. Part J. Eng. Tribol. 2006, 220, 607–615. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Rig | Results in Section |
|---|---|
| STR | Section 3.1.1, Section 3.1.2, Section 3.1.3 and Section 3.1.4/Section 3.2/Section 3.3 |
| TCTR | Section 3.1.5/Section 3.4 |
| Number of Measurement | Rotational Speed in rpm | Load in kN | Temperature in °C | Testing Time in h |
|---|---|---|---|---|
| 1 | 400 | 8 | 60 | 18 |
| 2 | 300 | 8 | 60 | 18 |
| 3 | 200 | 8 | 60 | 18 |
| 4 | 150 | 8 | 60 | 18 |
| 5 | 100 | 8 | 60 | 18 |
| 6 | 80 | 8 | 60 | 18 |
| 7 | 70 | 8 | 60 | 18 |
| 8 | 65 | 8 | 60 | 18 |
| 9 | 55 | 8 | 60 | 18 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mokhtari, N.; Pelham, J.G.; Nowoisky, S.; Bote-Garcia, J.-L.; Gühmann, C. Friction and Wear Monitoring Methods for Journal Bearings of Geared Turbofans Based on Acoustic Emission Signals and Machine Learning. Lubricants 2020, 8, 29. https://doi.org/10.3390/lubricants8030029
Mokhtari N, Pelham JG, Nowoisky S, Bote-Garcia J-L, Gühmann C. Friction and Wear Monitoring Methods for Journal Bearings of Geared Turbofans Based on Acoustic Emission Signals and Machine Learning. Lubricants. 2020; 8(3):29. https://doi.org/10.3390/lubricants8030029
Chicago/Turabian StyleMokhtari, Noushin, Jonathan Gerald Pelham, Sebastian Nowoisky, José-Luis Bote-Garcia, and Clemens Gühmann. 2020. "Friction and Wear Monitoring Methods for Journal Bearings of Geared Turbofans Based on Acoustic Emission Signals and Machine Learning" Lubricants 8, no. 3: 29. https://doi.org/10.3390/lubricants8030029
APA StyleMokhtari, N., Pelham, J. G., Nowoisky, S., Bote-Garcia, J.-L., & Gühmann, C. (2020). Friction and Wear Monitoring Methods for Journal Bearings of Geared Turbofans Based on Acoustic Emission Signals and Machine Learning. Lubricants, 8(3), 29. https://doi.org/10.3390/lubricants8030029