Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique


Abstract
:1. Introduction
2. Experiments
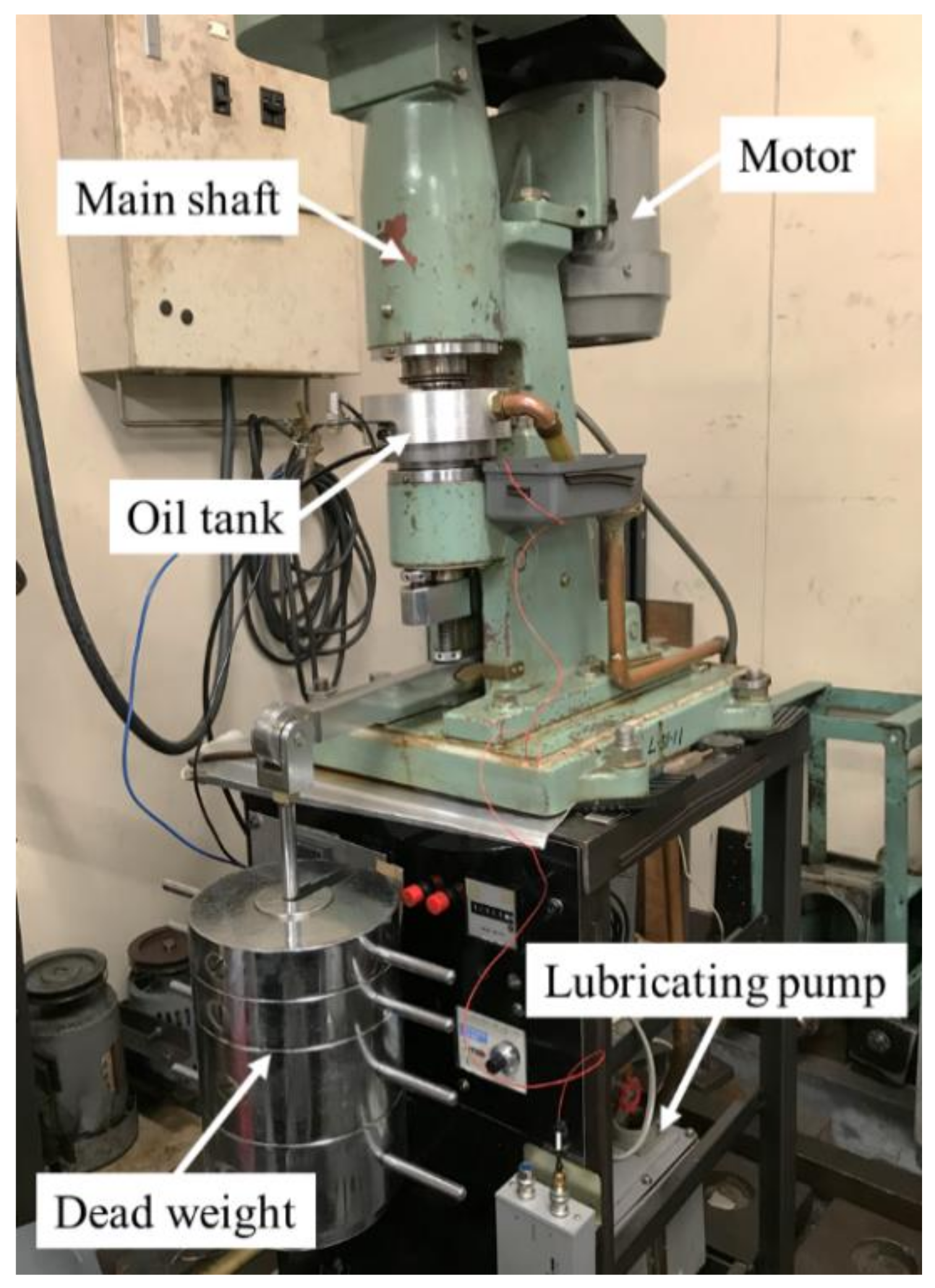
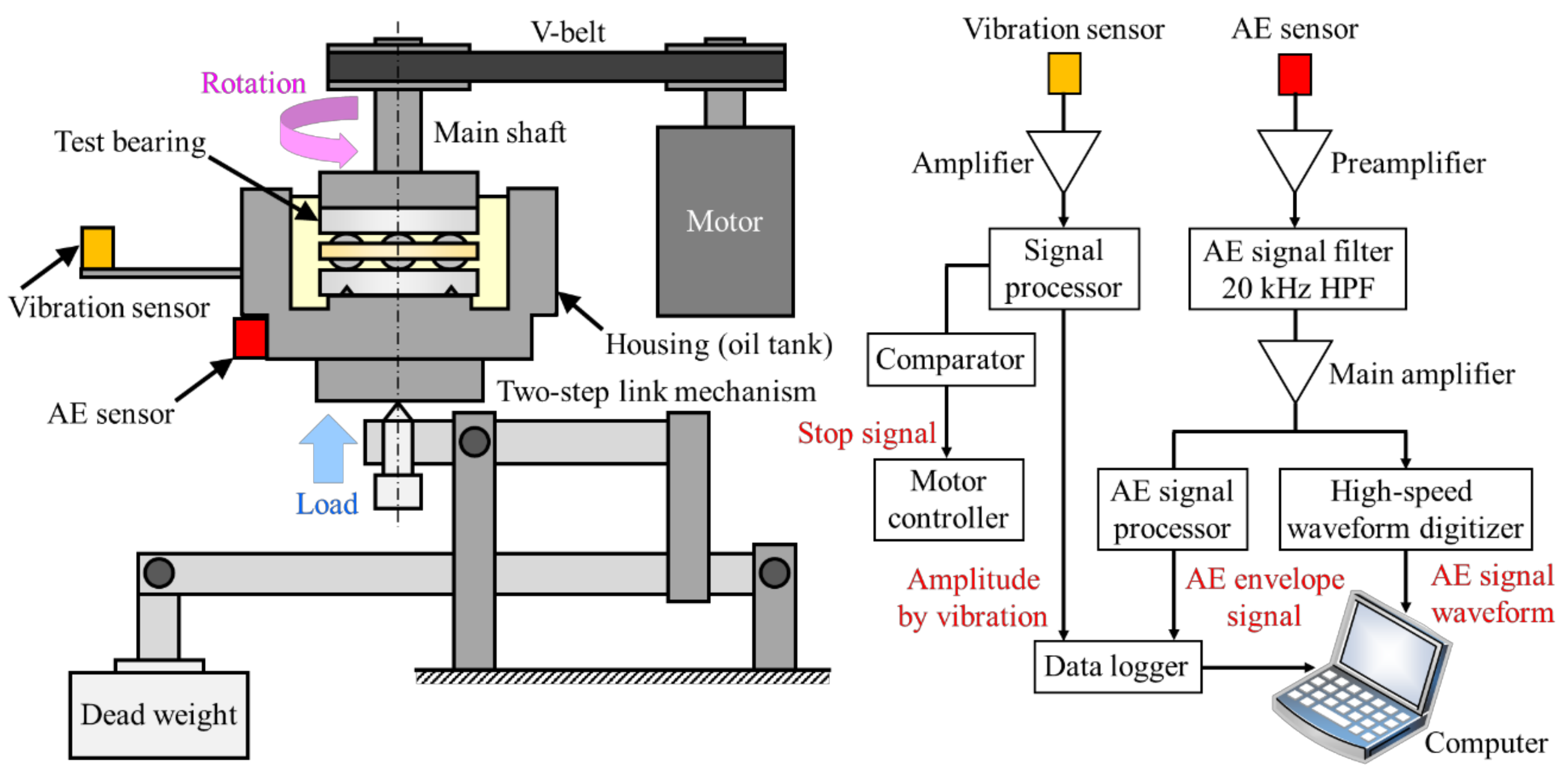
2.1. Bearing Fatigue Test
2.2. Indentation Test
3. Results and Discussion
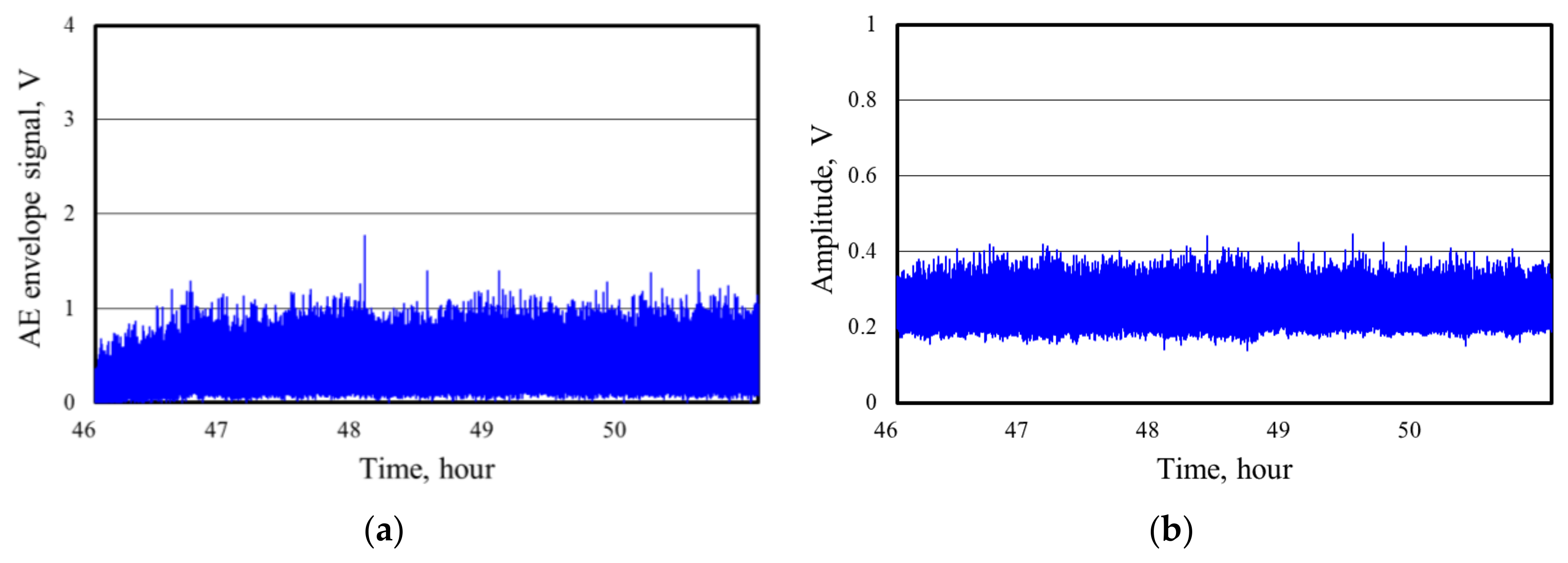
3.1. Changes near the Start of the Bearing Fatigue Test
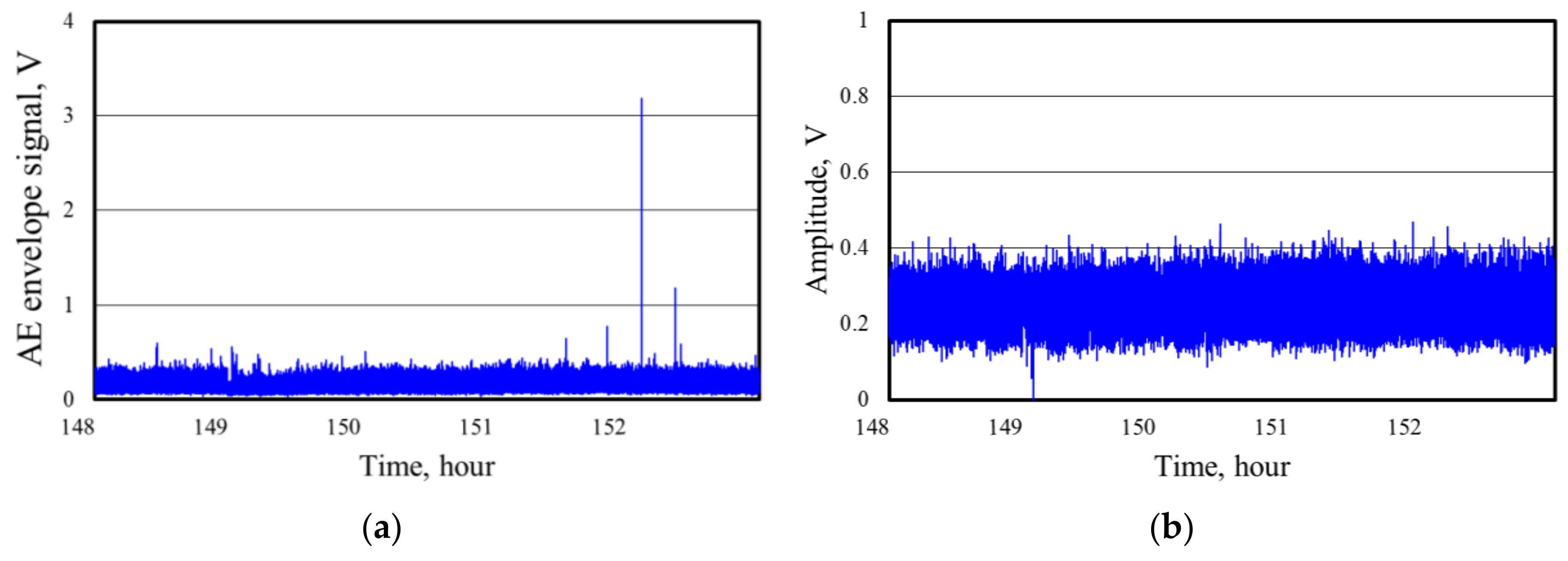
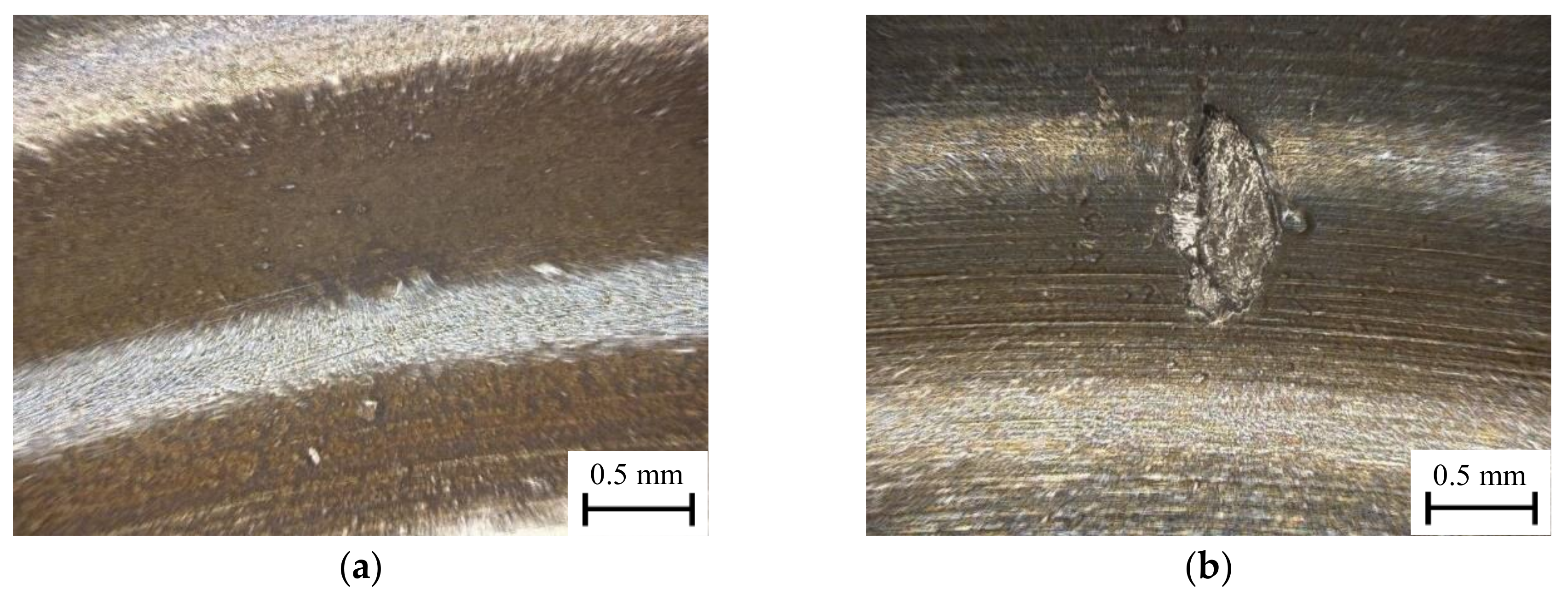
3.2. Changes When Flaking Occurred in the Shaft Washer
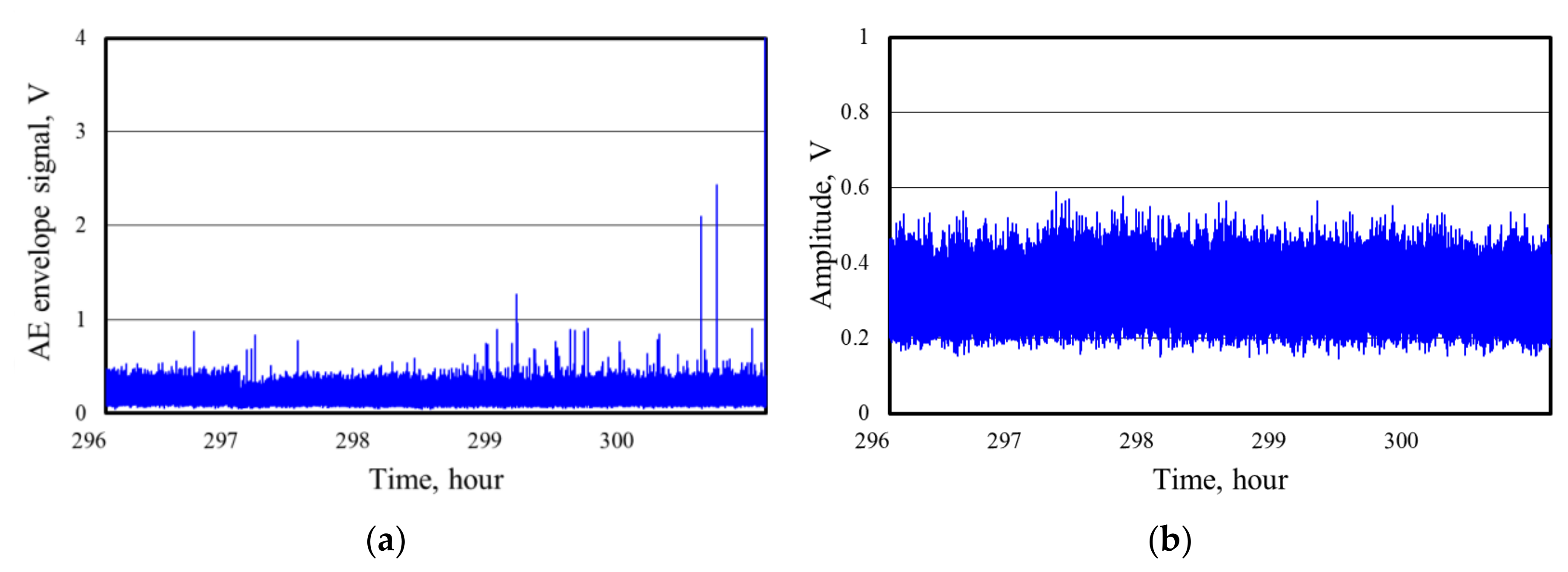
3.3. Changes When Flaking Occurred in the Housing Washer
3.4. Confirmation of the Acoustic Emission (AE) Frequency by an Indentation Test
3.5. Early Detection and Identification of Fatigue Damage by Using the AE Technique
4. Conclusions
- (1)
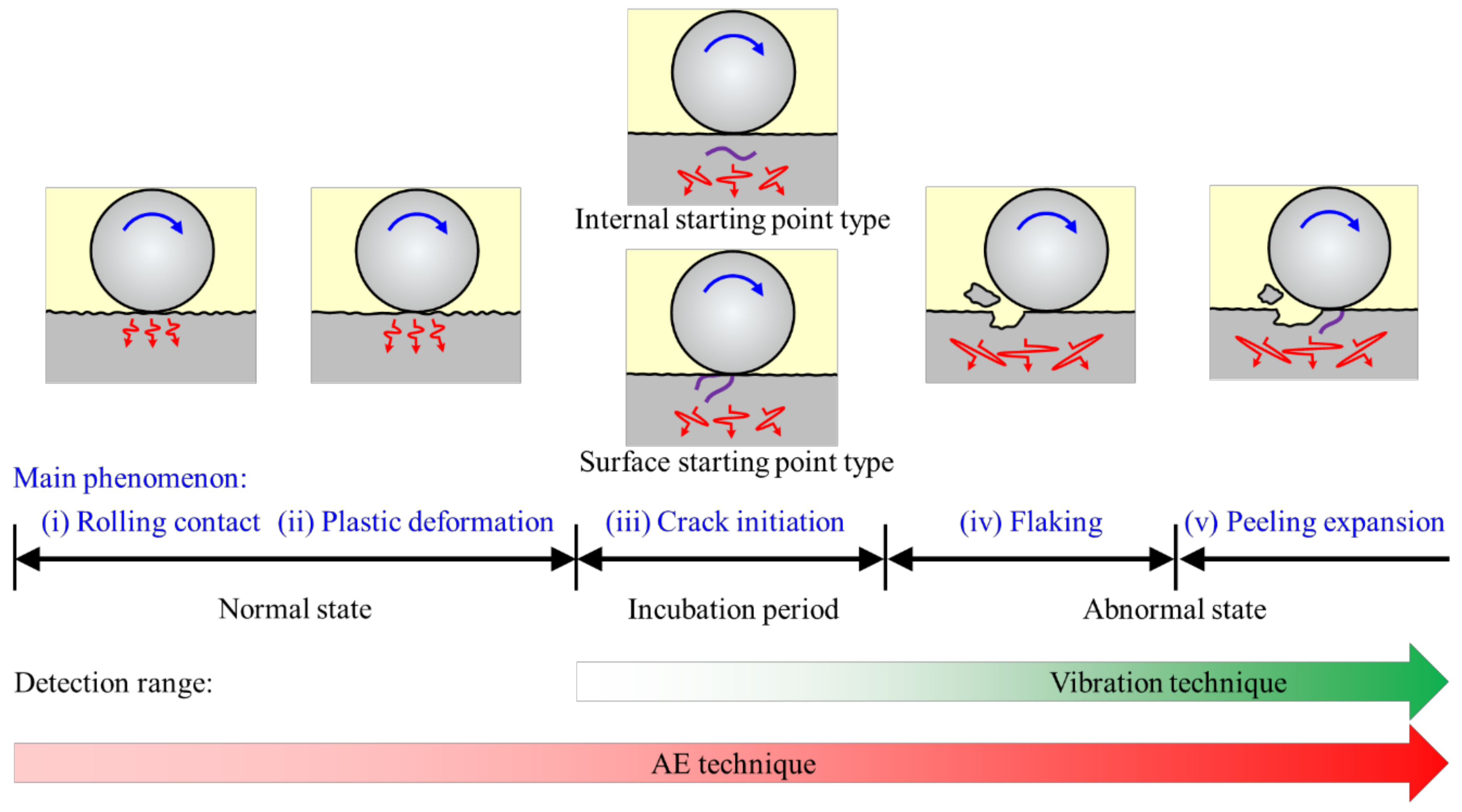
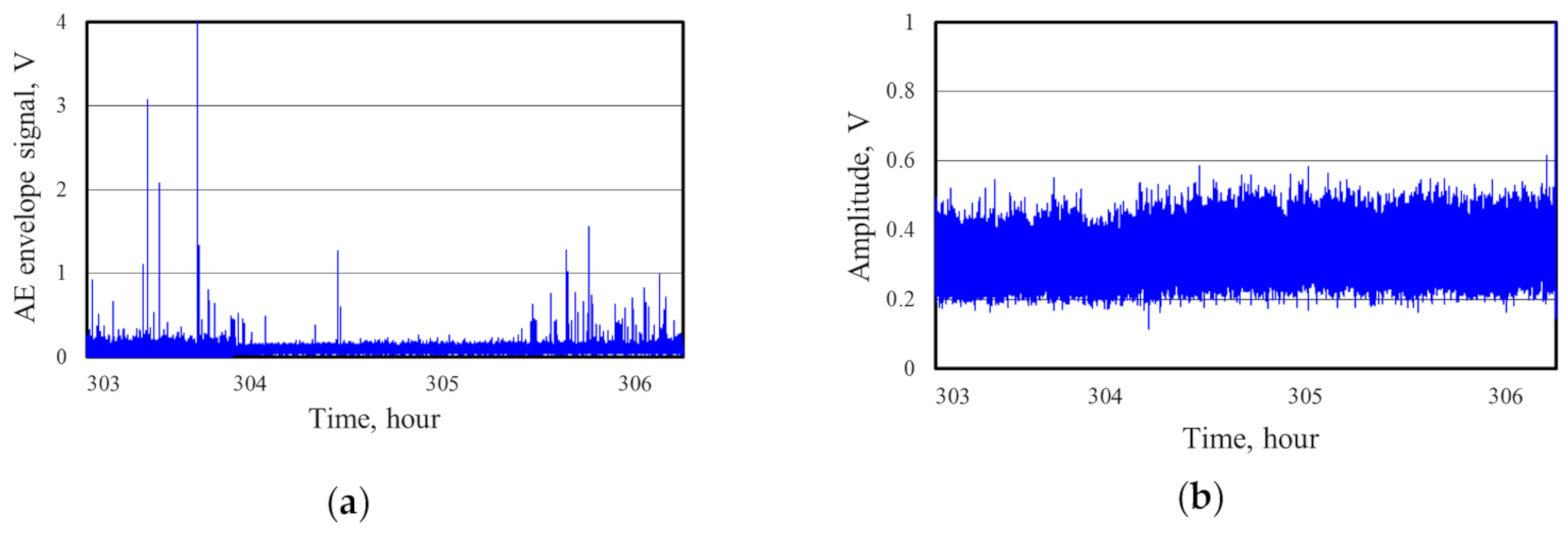
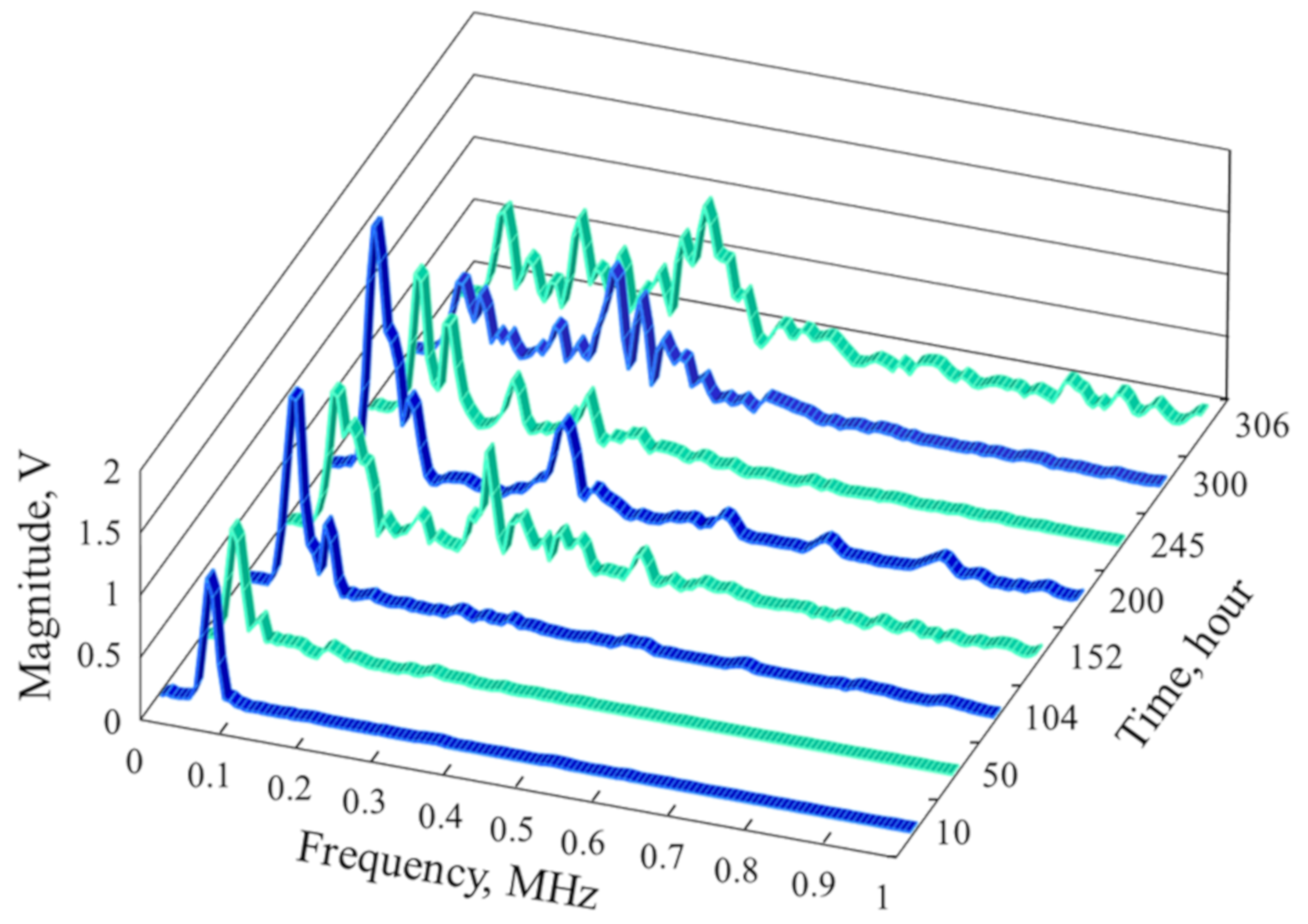
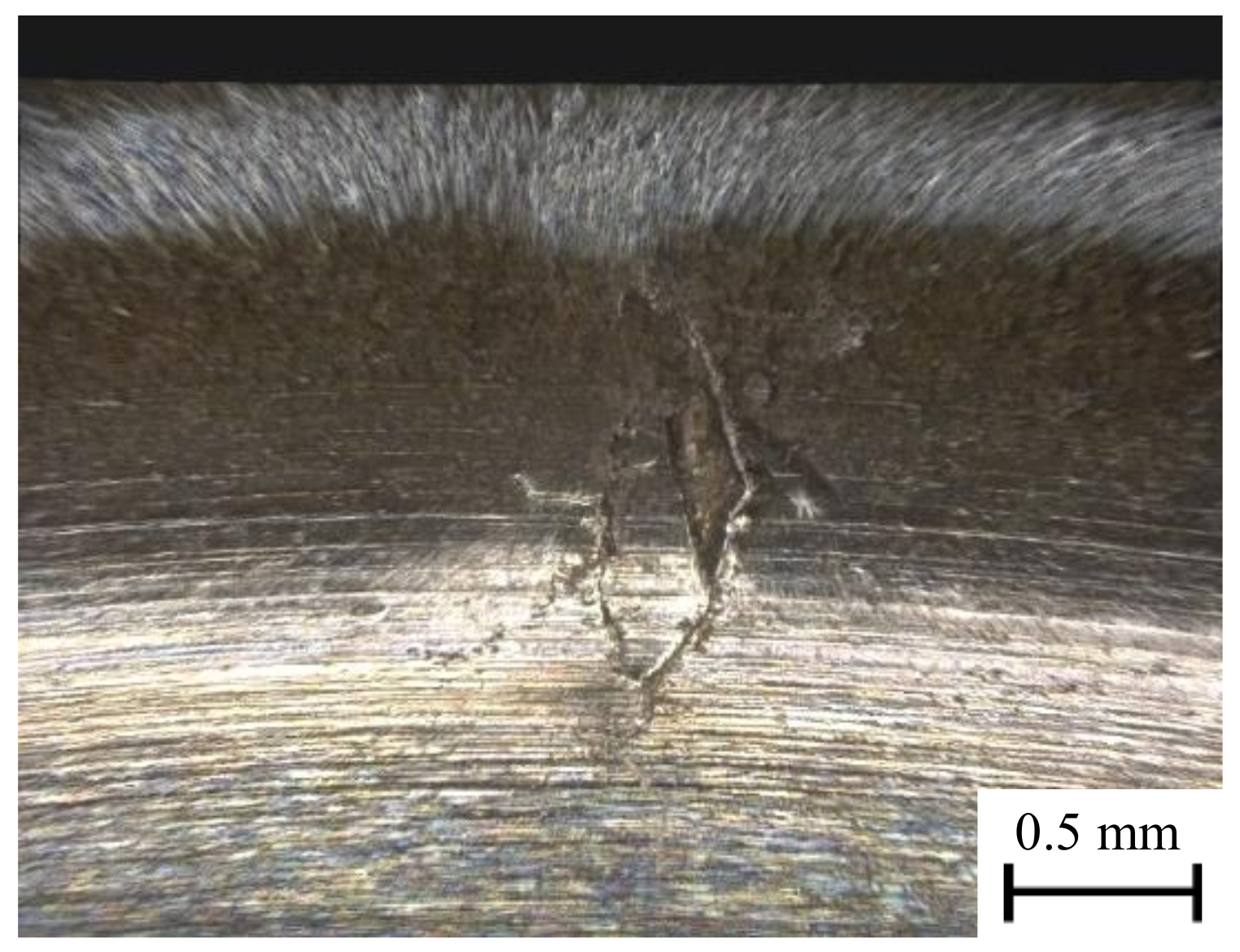
- Both the amplitude and the frequency spectrum of the AE signal waveform changed in response to damage at the surface of the bearing raceway during the bearing fatigue test.
- (2)
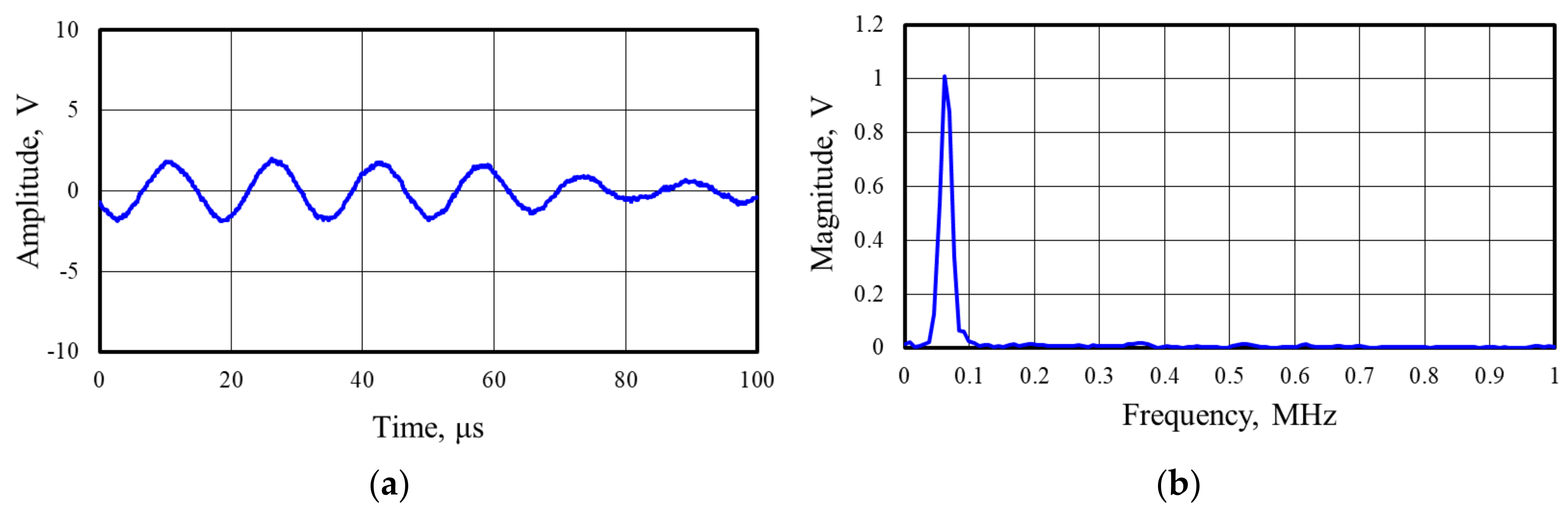
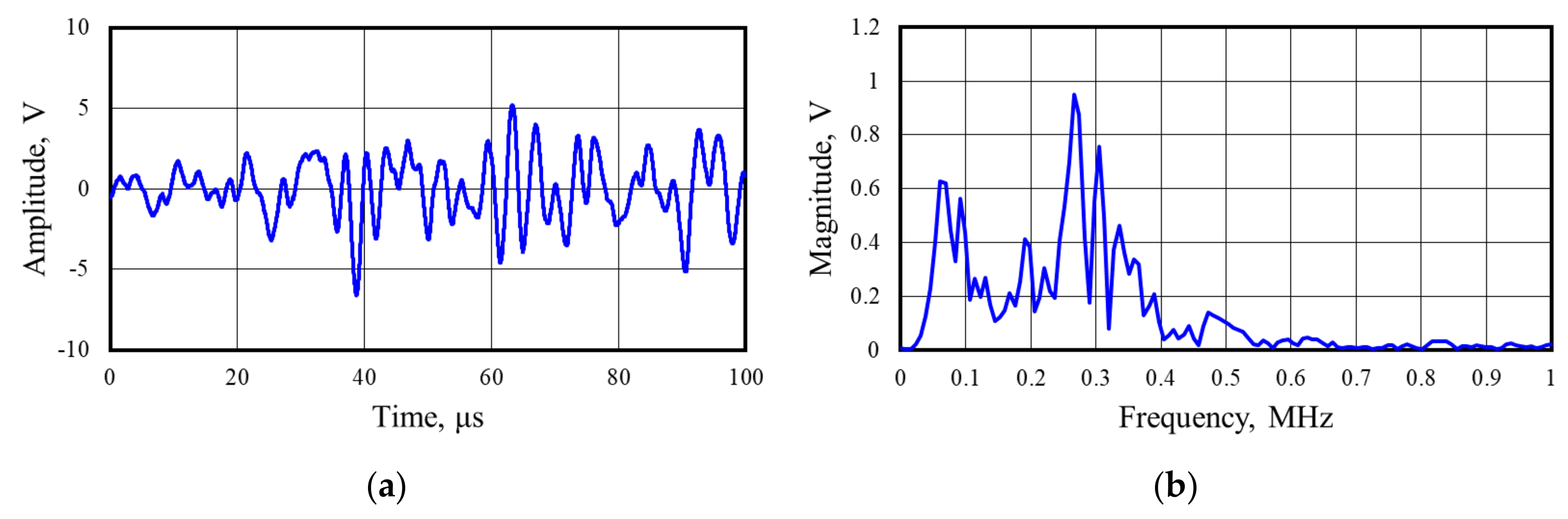
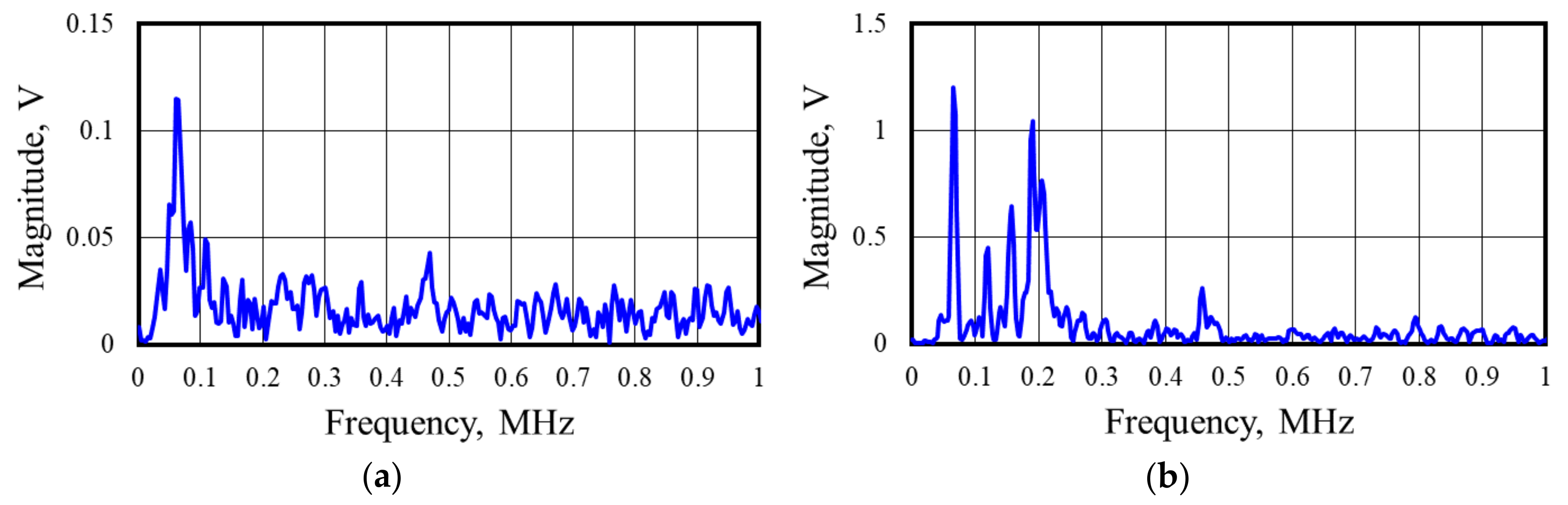
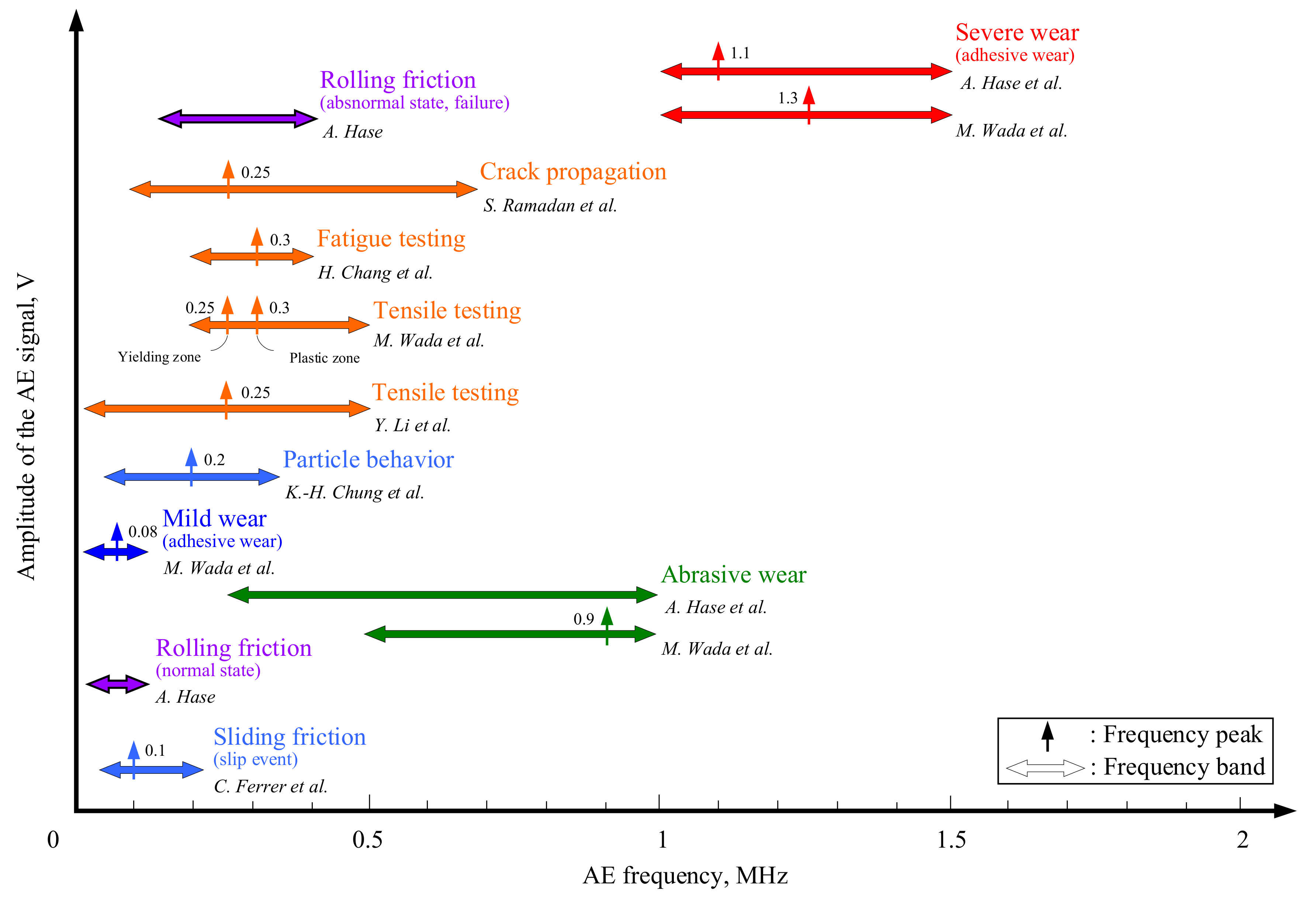
- In the frequency spectrum of the AE signal waveforms recorded during the initial stages of the bearing fatigue test, a primary peak appeared at a frequency of 0.1 MHz or less; this was caused by collisions (contact) and plastic flow of surface asperities in the running-in process of the bearing raceway surface.
- (3)
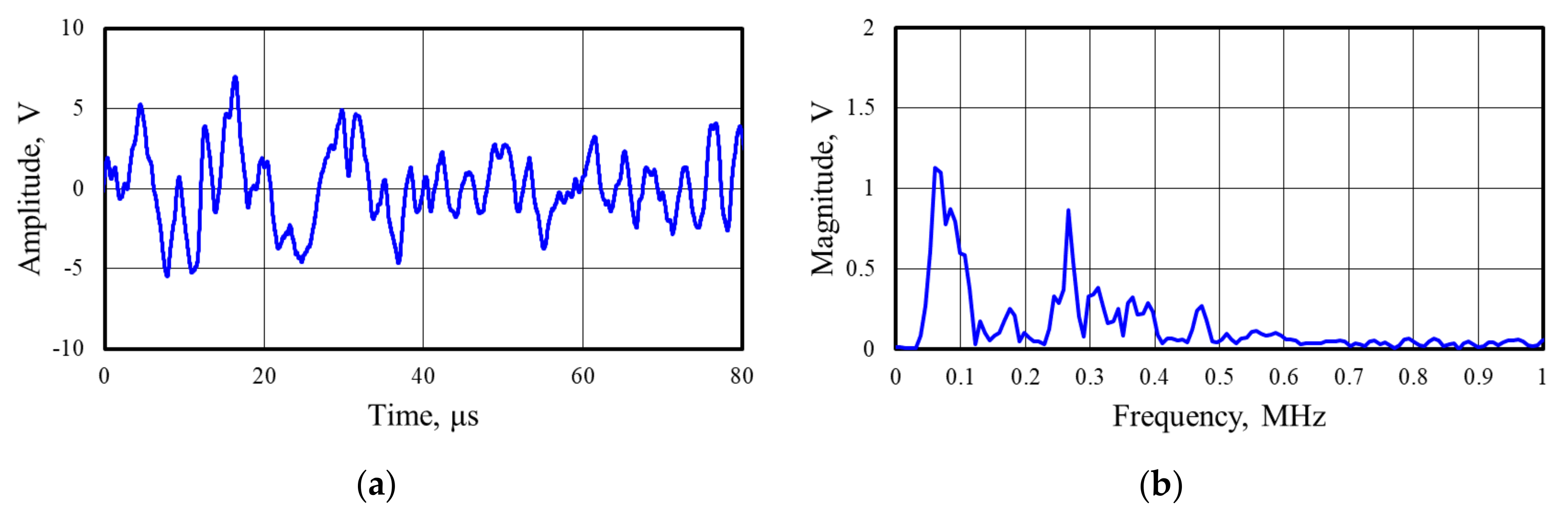
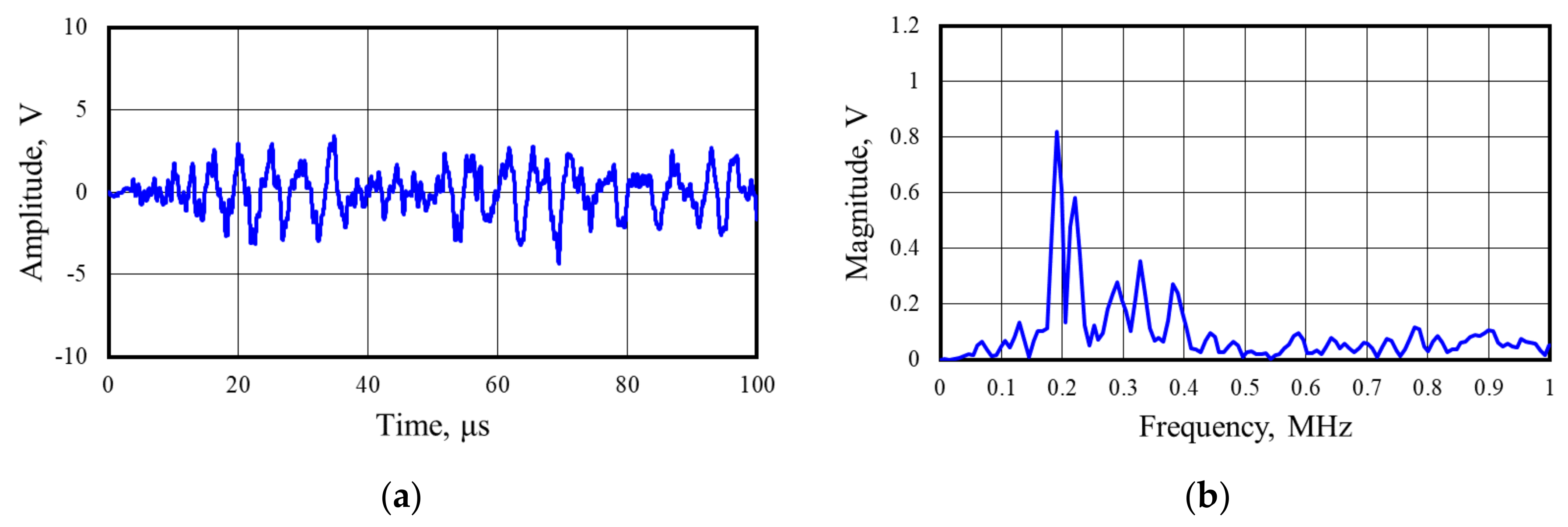
- A burst-type AE signal was detected when a crack formed inside the bearing sometime after the start of the bearing fatigue test. The frequency component of this AE signal showed peaks between 0.15 and 0.4 MHz.
- (4)
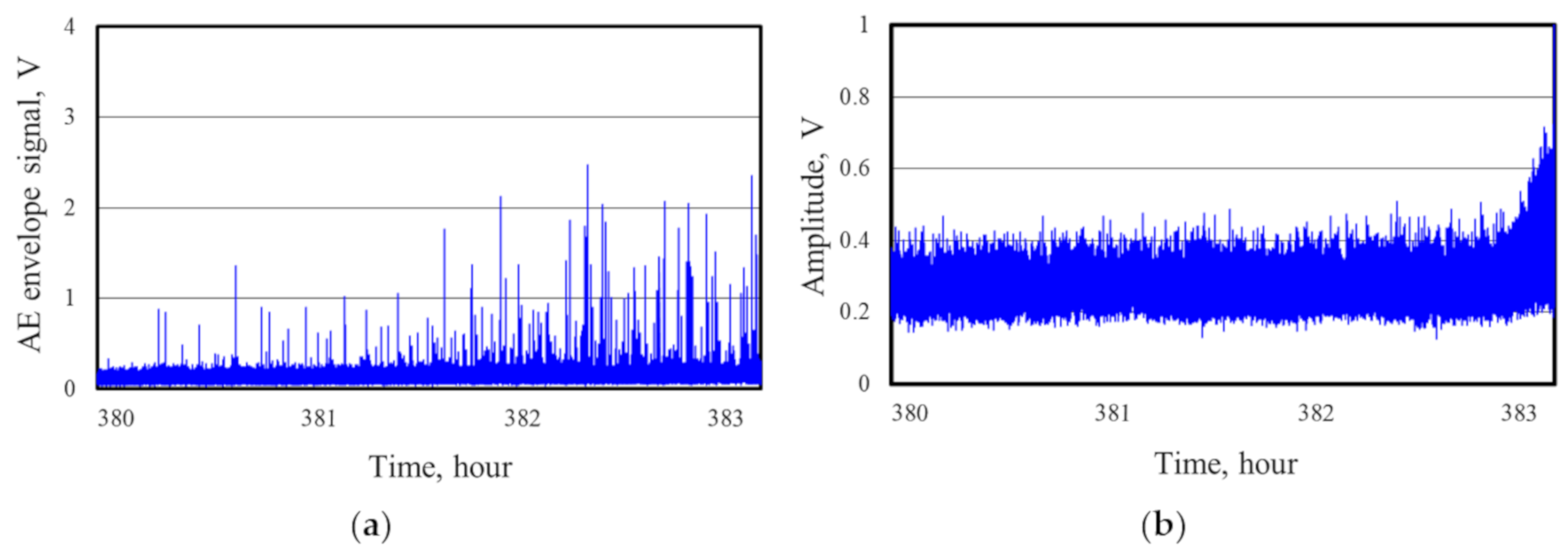
- A sudden rise in the AE signal amplitude was observed when a crack propagated or expanded inside the bearing, but the vibration technique did not capture these changes. The AE technique is therefore a powerful tool for the early detection and identification of fatigue processes.
- (5)
- In the indentation test, in which surface damage was artificially induced on the bearing raceway surface, it was confirmed that on applying a low load, a frequency peak associated with plastic flow appeared below 0.1 MHz and that on applying a high load, a frequency peak associated with crack initiation appeared at around 0.2 MHz.
Funding
Acknowledgments
Conflicts of Interest
References
- Furumura, K.; Shirota, S.; Hirakawa, K. The Sub-Surface-Initiated and the Surface-Initiated Rolling Fatigue Life of Bearing Steels. In Proceedings of the JSLE-ASLE International Conference on Lubrication, Tokyo, Japan, 9–11 June 1975; pp. 475–483. [Google Scholar]
- Moubray, J. Reliability-Centered Maintenance, 2nd ed.; Butterworth Heinemann: Oxford, UK, 1997; pp. 11–14. [Google Scholar]
- Yoshioka, T.; Mano, H. Relationship between Acoustic Emission Source Position and Spalling Position in Radial Rolling Bearings. Tribol. Ser. 1998, 34, 413–422. [Google Scholar] [CrossRef]
- Mano, H.; Yoshioka, T.; Korenaga, A.; Yamamoto, T. Relationship between Growth of Rolling Contact Fatigue Cracks and Load Distribution. Tribol. Trans. 2000, 43, 367–376. [Google Scholar] [CrossRef]
- Manes, L.; De Monicault, J.-M.; Gras, R. Monitoring Damage by Acoustic Emission in Bearing Steels in Cryogenic Environment. Tribol. Int. 2001, 34, 247–253. [Google Scholar] [CrossRef]
- Sun, J.; Wood, R.J.K.; Wang, L.; Care, I.; Powrie, H.E.G. Wear Monitoring of Bearing Steel Using Electrostatic and Acoustic Emission Techniques. Wear 2005, 259, 1482–1489. [Google Scholar] [CrossRef]
- Li, X.; Zhang, W.; Ding, Q. Understanding and Improving Deep Learning-Based Rolling Bearing Fault Diagnosis with Attention Mechanism. Signal Process. 2019, 161, 136–154. [Google Scholar] [CrossRef]
- Martin-del-Campo, S.; Schnabel, S.; Sandin, F.; Marklund, P. Detection of Particle Contaminants in Rolling Element Bearings with Unsupervised Acoustic Emission Feature Learning. Tribol Int. 2019, 132, 30–38. [Google Scholar] [CrossRef]
- Jantara, V.L., Jr.; Papaelias, M.; Dong, H. Damage Monitoring of Surface Treated Steel under Severe Rolling Contact Loading Conditions. Tribol. Int. 2020, 146, 106257. [Google Scholar] [CrossRef]
- Hase, A.; Wada, M.; Mishina, H. The Relationship between Acoustic Emissions and Wear Particles for Repeated Dry Rubbing. Wear 2008, 265, 831–839. [Google Scholar] [CrossRef]
- Zhang, Z.-Q.; Li, G.-L.; Wang, H.-D.; Xu, B.-S.; Piao, Z.-Y.; Zhu, L.-N. Investigation of Rolling Contact Fatigue Damage Process of the Coating by Acoustics Emission and Vibration Signals. Tribol. Int. 2012, 47, 25–31. [Google Scholar] [CrossRef]
- Scruby, C.B. An Introduction to Acoustic Emission. J. Phys. E Sci. Instrum. 1987, 20, 946–953. [Google Scholar] [CrossRef]
- Hase, A.; Wada, M.; Mishina, H. Scanning Electron Microscope Observation Study for Identification of Wear Mechanism Using Acoustic Emission Technique. Tribol. Int. 2014, 72, 51–57. [Google Scholar] [CrossRef]
- Ferrer, C.; Salas, F.; Pascual, M.; Orozco, J. Discrete Acoustic Emission Waves during Stick-Slip Friction between Steel Samples. Tribol. Int. 2010, 43, 1–6. [Google Scholar] [CrossRef]
- Chang, H.; Han, E.H.; Wang, J.Q.; Ke, W. Acoustic Emission Study of Fatigue Crack Closure of Physical Short and Long Cracks for Aluminum Alloy LY12CZ. Int. J. Fatigue 2009, 31, 403–407. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Correlation between Features of Acoustic Emission Signals and Mechanical Wear Mechanisms. Wear 2012, 292–293, 144–150. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Fundamental Study on Early Detection of Seizure in Journal Bearing by Using Acoustic Emission Technique. Wear 2016, 346–347, 132–139. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H. Identification of Micro Tribological Phenomena on Metal Surfaces by SPM-AE In Situ Measurement. In Proceedings of the 44th Leeds–Lyon Symposium on Tribology, Lyon, France, 4–6 September 2017; p. 21. [Google Scholar]
- Hase, A. In Situ Measurement of Wear Process Using Acoustic Emission Technique. In Proceedings of the International Tribology Conference Sendai 2019, Sendai, Japan, 17–21 September 2019. 17-A-11. [Google Scholar]
- Boness, R.J.; McBride, S.L. Adhesive and Abrasive Wear Studies Using Acoustic Emission Techniques. Wear 1991, 149, 41–53. [Google Scholar] [CrossRef]
- Goto, R.; Morita, M.; Konishi, T.; Onodera, K.; Sato, T.; Hase, A. Chemical Reaction Analysis of Phosphorus Type Additives with AE Measurement. In Proceedings of the JAST Tribology Conference, Tokyo, Japan, 20–22 May 2019. D5. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ISO Viscosity Grade | Density at 15 °C | Kinetic Viscosity at 40 °C | Kinetic Viscosity at 100 °C | Pour Point |
|---|---|---|---|---|
| ISO VG46 | 0.874 g/cm3 | 46.4 mm2/s | 6.8 mm2/s | –12.5 °C |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hase, A. Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique. Lubricants 2020, 8, 37. https://doi.org/10.3390/lubricants8030037
Hase A. Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique. Lubricants. 2020; 8(3):37. https://doi.org/10.3390/lubricants8030037
Chicago/Turabian StyleHase, Alan. 2020. "Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique" Lubricants 8, no. 3: 37. https://doi.org/10.3390/lubricants8030037
APA StyleHase, A. (2020). Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique. Lubricants, 8(3), 37. https://doi.org/10.3390/lubricants8030037