Effect of Low Depth Surface Texturing on Friction Reduction in Lubricated Sliding Contact




Abstract
1. Introduction
2. Experimental
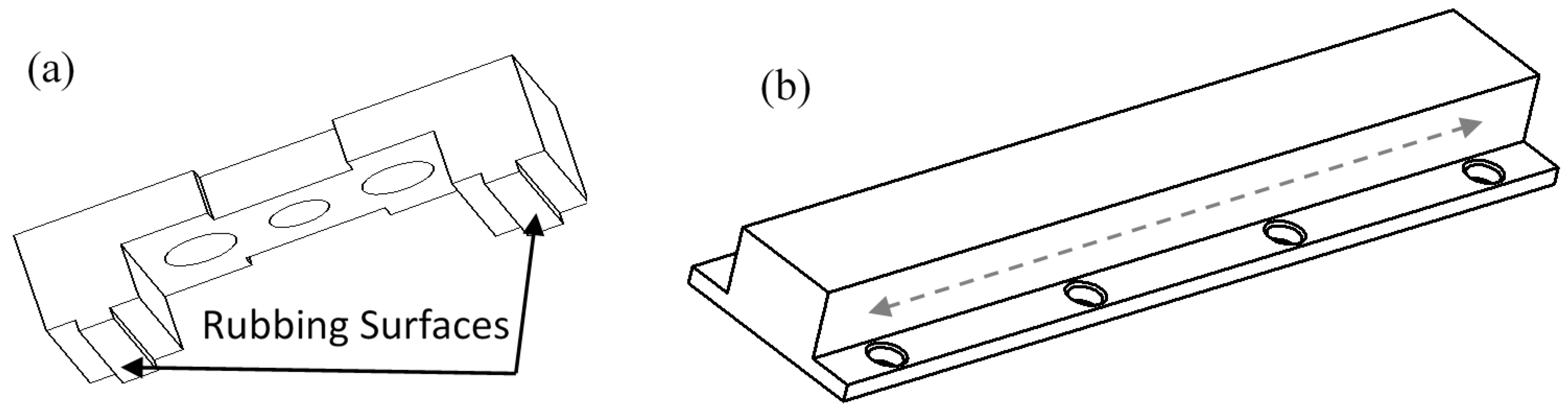
2.1. Samples Description
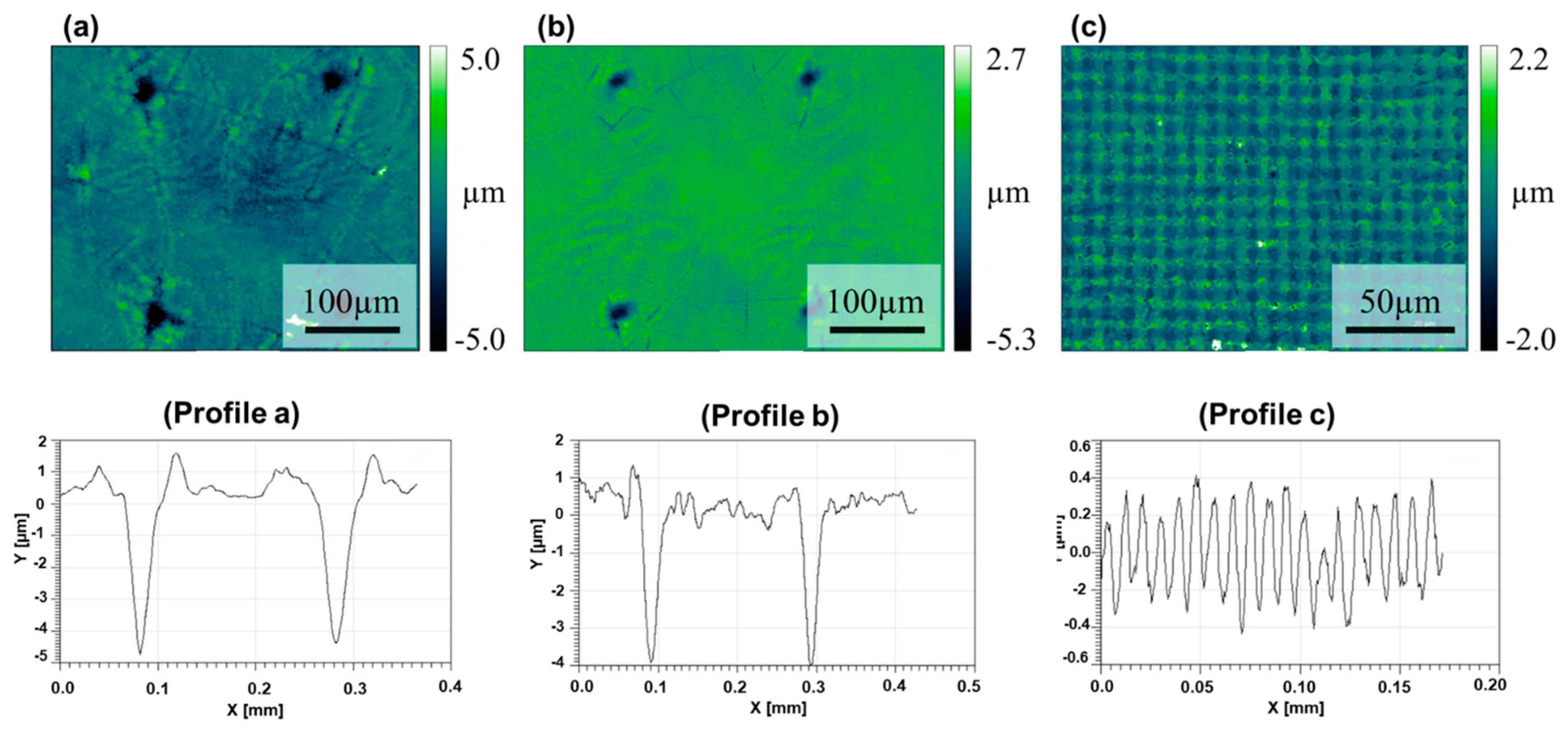
2.2. Laser Texturing
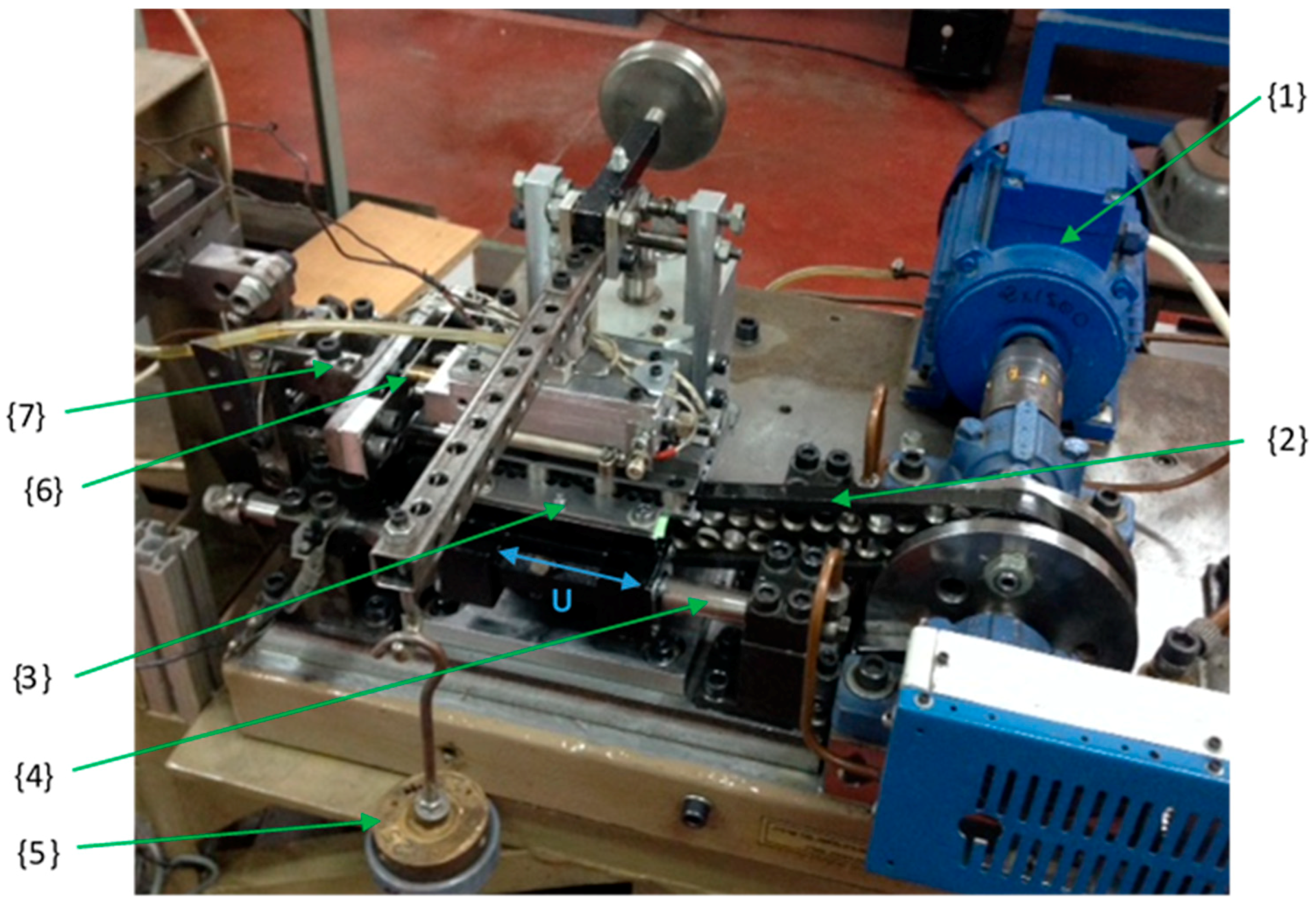
2.3. Test Rig Description
2.4. Test Procedure
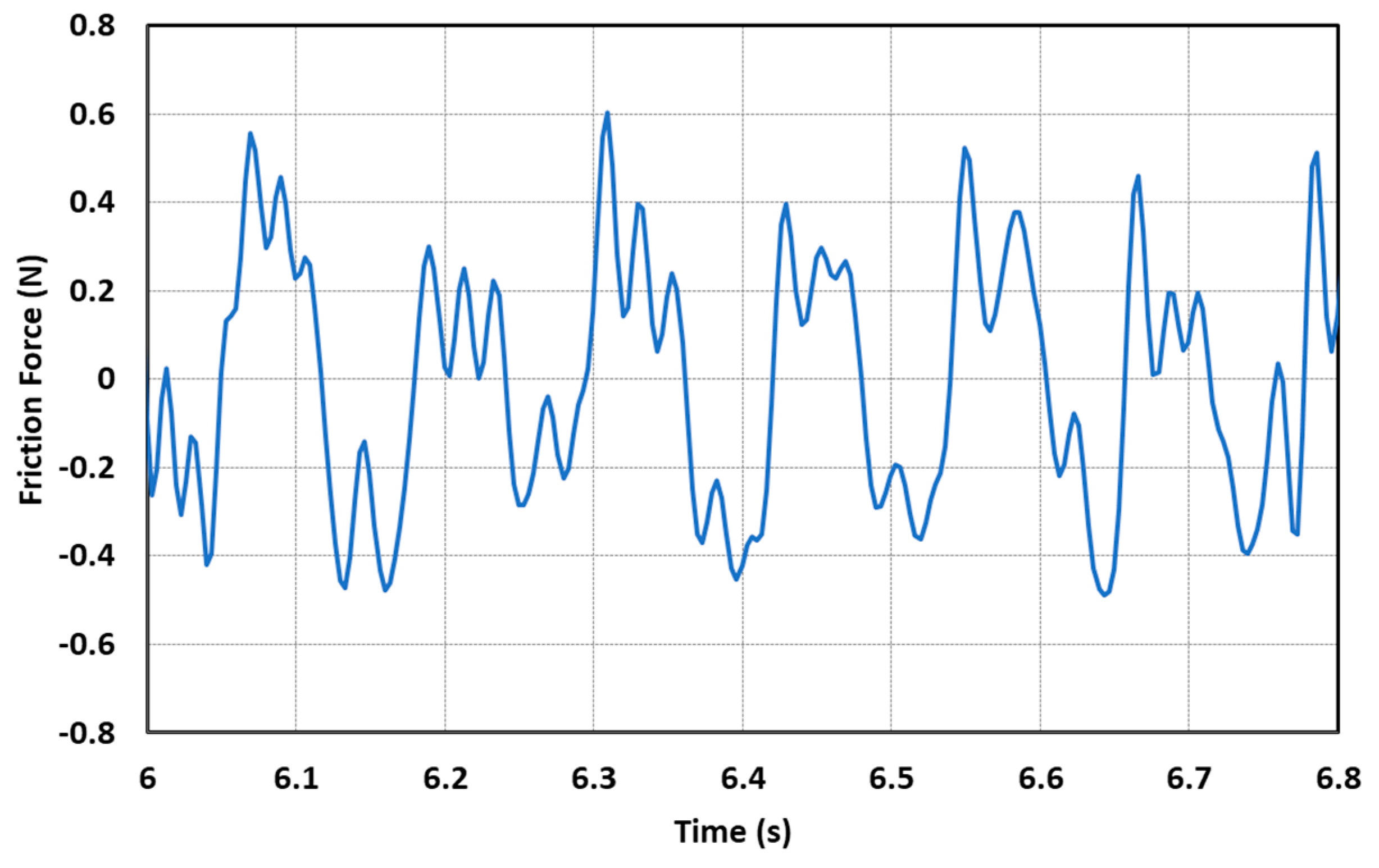
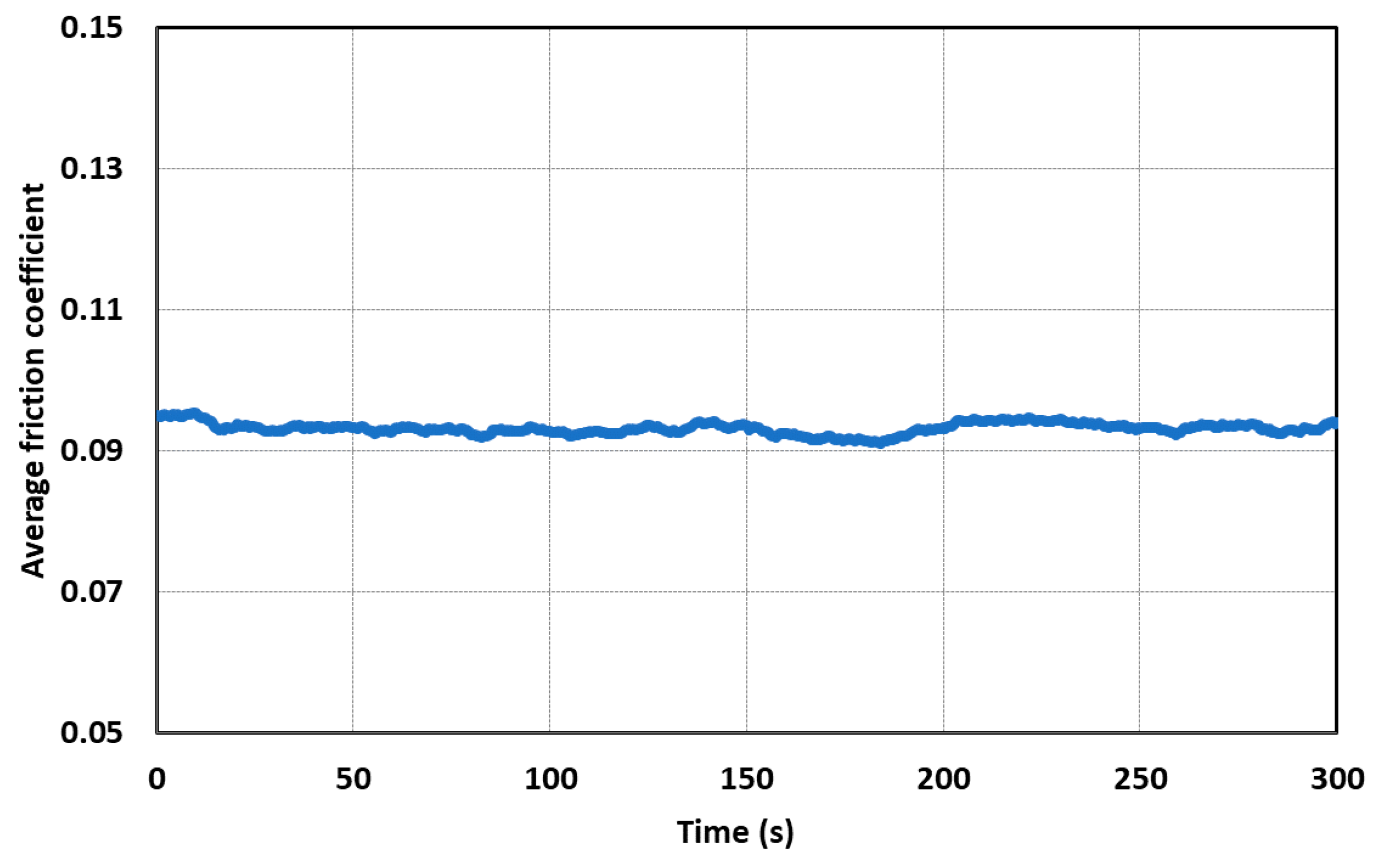
3. Results and Discussion
4. Conclusions
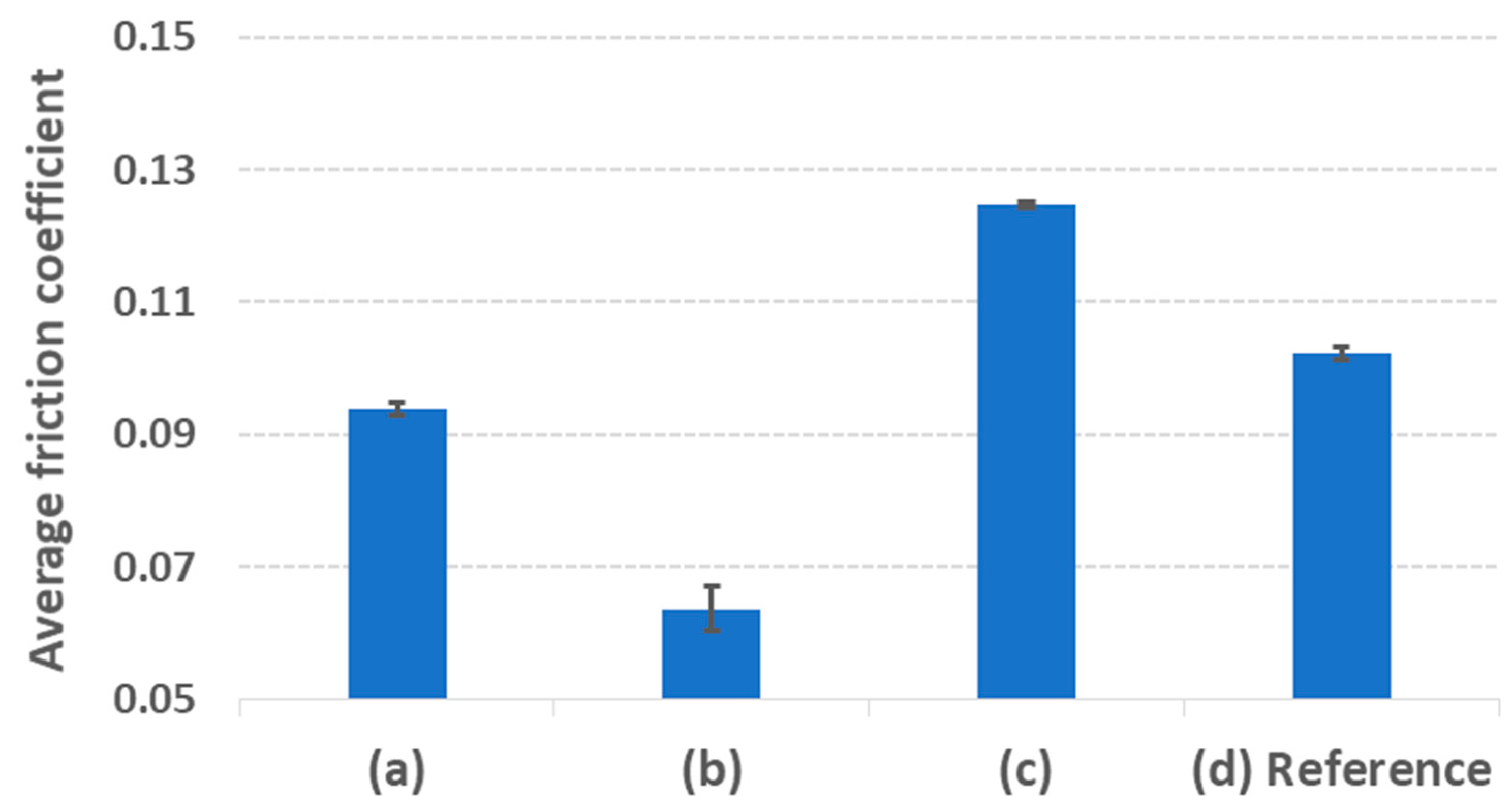
- Under the considered experimental conditions, small dimples seem to be useful to achieve lower friction compared to the optimum size presented in Reference [34].
- The grid-like surface texture is found to cause high friction, even higher than the optimum texturing size in Reference [34] when tested under the same conditions.
- While small dimple sizes present the lower friction coefficient, however, due to wear, the surface textures are progressively removed, which might re-increase the friction.
- Based on the finding of this work, surface textured with small and shallow dimples size could be used to reduce friction in lubricated contact with first body materials having high wear resistance such as ceramics.
Author Contributions
Funding
Conflicts of Interest
References
- Holmberg, K.; Siilasto, R.; Laitinen, T.; Andersson, P.; Jäsberg, A. Global energy consumption due to friction in paper T. machines. Tribol. Int. 2013, 62, 58–77. [Google Scholar] [CrossRef]
- Khebda, M.; Chichinadze, A.V. Handbook of Tribotechnology; Mashinostroenie: Moscow, Russia, 1989. [Google Scholar]
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Dowson, D. History of Tribology; Longman Group Limited: Harlow, UK, 1979. [Google Scholar]
- Pinkus, O.D.F.; Wilcock, D.F. The role of tribology in energy conservation. Lubr. Eng. 1978, 34, 599–610. [Google Scholar]
- Heywood, J.B. Internal Combustion Engine Fundamentals; Mcgraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Hegemann, D.; Brunner, H.; Oehr, C. Plasma treatment of polymers for surface and adhesion improvement. Nucl. Instrum. Methods Phys. Res. Sect. B 2003, 208, 281–286. [Google Scholar] [CrossRef]
- Holmberg, K.; Mathews, A. Coatings tribology: A concept, critical aspects and future directions. Thin Solid Films. 1994, 253, 173–178. [Google Scholar] [CrossRef]
- Varenberg, M.; Ryk, G.; Yakhnis, A.; Kligerman, Y.; Kondekar, N.; McDowell, M.T. Mechano-Chemical Surface Modification with Cu2S: Inducing Superior Lubricity. Tribol. Lett. 2016, 64, 28. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372, 21–41. [Google Scholar] [CrossRef]
- Etsion, I. State of the Art in Laser Surface Texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Baumgart, P.; Krajnovich, D.J.; Nguyen, T.A.; Tam, A.C. A new laser texturing Technique for high performance magnetic disk drives. IEEE Trans. Magn. 1995, 31, 2946–2951. [Google Scholar] [CrossRef]
- Ike, H. Nanosomic surface texture formed by indentation and sliding of a smooth wedge tool. Wear 2005, 258, 1404–1410. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Effects of die surface patterning on lubrication in strip drawing. J. Mater. Process. Technol. 2009, 209, 1175–1180. [Google Scholar] [CrossRef]
- Ling, W. Use of structured surfaces for friction and wear control on bearing surfaces. Surf. Topogr. Metrol. Prop. 2014, 2, 043001. [Google Scholar] [CrossRef]
- Yu, H.; Wang, X.; Zhou, F. Geometric shape effects of surface texture on the generation of hydrodynamic pressure between conformal contacting surfaces. Tribol. Lett. 2010, 37, 123–130. [Google Scholar] [CrossRef]
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G. Friction and wear behavior of laser textured surface under lubricated initial point contact. Wear 2011, 271, 1719–1725. [Google Scholar] [CrossRef]
- Borghi, A.; Gualtieri, E.; Marchetto, D.; Moretti, L.; Valeri, S. Tribological effects of surface texturing on nitriding steel for high-performance engine applications. Wear 2008, 265, 1046–1051. [Google Scholar] [CrossRef]
- Segu, D.Z.; Choi, S.G.; Choi, J.H.; Kim, S.S. The effect of multi-scale laser textured surface on lubrication regime. Appl. Surf. Sci. 2013, 270, 58–63. [Google Scholar] [CrossRef]
- Segu, D.Z.; Kim, S.S. Influence on friction behavior of micro-texturing under lubricated non-conformal contact. Meccanica 2014, 49, 483–492. [Google Scholar] [CrossRef]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef]
- Etsion, I. Modeling of surface texturing in hydrodynamic lubrication. Friction 2013, 1, 195–209. [Google Scholar] [CrossRef]
- Etsion, I.; Halperin, G.; Greenberg, Y. Increasing Mechanical Seal Life with Laser-Textured Seal Faces. In Proceedings of the 15th International Conference on Fluid Sealing BHR Group, Maastricht, The Netherlands, 16–18 September 1997; pp. 3–11. [Google Scholar]
- Etsion, I.; Halperin, G.; Brizmer, V.; Kligerman, Y. Experimental investigation of laser surface textured parallel thrust bearings. Tribol. Lett. 2004, 17, 295–300. [Google Scholar] [CrossRef]
- Dobrica, M.B.; Fillon, M.; Pascovici, M.D.; Cicone, T. Optimizing surface texture for hydrodynamic lubricated contacts using a mass-conserving numerical approach. Proc. Inst. Mech. Eng. J 2010, 22, 737–750. [Google Scholar] [CrossRef]
- Henry, Y.; Bouyer, J.; Fillon, M. An experimental analysis of the hydrodynamic contribution of textured thrust bearings during steady-state operation: A comparison with the untextured parallel surface configuration. Proc. Inst. Mech. Eng. J 2014, 229, 362–375. [Google Scholar] [CrossRef]
- Vladescu, S.C.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. The effects of surface texture inreciprocating contacts—An experimental study. Tribol. Int. 2015, 82, 28–42. [Google Scholar] [CrossRef]
- Mourier, L.; Mazuyer, D.; Ninove, F.P.; Lubrecht, A.A. Lubrication mechanisms with laser-surface-textured surfaces in elastohydrodynamic regime. Proc. Inst. Mech. Eng. J. 2010, 224, 697–711. [Google Scholar] [CrossRef]
- Krupka, I.; Hartl, M.; Zimmerman, M.; Houska, P.; Jang, S. Effect of surface Texturing on elastohydrodynamically lubricated contact under transient speed conditions. Tribol. Int. 2011, 44, 1144–1150. [Google Scholar] [CrossRef]
- Galda, L.; Dzierwa, A.; Sep, J.; Pawlus, P. The effect of oil pockets shape and distribution on seizure resistance in lubricated sliding. Tribol. Lett. 2010, 37, 301–311. [Google Scholar] [CrossRef]
- Koszela, W.; Dzierwa, A.; Galda, L.; Pawlus, P. Experimental investigation of oil pockets effect on abrasive wear resistance. Tribol. Int. 2012, 46, 145–153. [Google Scholar] [CrossRef]
- Ronen, A.; Etsion, I.; Kligennan, Y. Friction-Reducing Surface-Texturing in Reciprocating Automotive Components. Tribl. Trans. 2001, 44, 359–366. [Google Scholar] [CrossRef]
- Ryk, G.; Kligerman, Y.; Etsion, I. Experimental Investigation of Laser Surface Texturing for Reciprocating Automotive Components. Tribol. Trans. 2002, 45, 444–449. [Google Scholar] [CrossRef]
- Spencer, A. Optimizing Surface Texture for Combustion Engine Cylinder Liners. Ph.D. Thesis, Luleå Technical University, Luleå, Sweden, 2010. [Google Scholar]
- Schmid, D.M.J. Large engine cylinder honing as a contribution to emissions reduction. MTZ Ind. 2013, 3, 48–53. [Google Scholar] [CrossRef]
- Kligerman, Y.; Etsion, I. Analysis of the Hydrodynamic Effects in a Surface Textured Circumferential Gas Seals. Tribol. Trans. 2001, 44, 472–478. [Google Scholar] [CrossRef]
- Lasagni, A.F.; Gachot, C.; Trinh, K.E.; Hans, M.; Rosenkranz, A.; Roch, T.; Lang, V. Direct laser interference patterning, 20 years of development: From the basics to industrial applications. In Laser-Based Micro-and Nanoprocessing XI; International Society for Optics and Photonics: Bellingham, WA, USA, 2017; Volume 10092, p. 1009211. [Google Scholar]
- Rosenkranz, A.; Heib, T.; Gachot, C.; Mücklich, F. Oil film lifetime and wear particle analysis of laser-patterned stainless steel surfaces. Wear 2015, 334, 1–12. [Google Scholar] [CrossRef]
- Dowson, D. Piston Assemblies; Background and lubrication analysis. Elsevier 1993, 26, 213–240. [Google Scholar] [CrossRef]
- Braun, D.; Greiner, C.; Schneider, J.; Gumbsch, P. Efficiency of laser surface texturing in the reduction of friction under mixed lubrication. Tribol. Int. 2014, 77, 142–147. [Google Scholar] [CrossRef]
- Greiner, C.; Merz, T.; Braun, D.; Codrignani, A.; Magagnato, F. Optimum dimple diameter for friction reduction with laser surface texturing: The effect of velocity gradient. Surf. Topogr. Metrol. Prop. 2015, 3, 044001. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Texture Shape | Dimple Diameter µm | Dimple Depth µm | Distance between Dimples µm |
|---|---|---|---|---|
| a | Dimples | 25 | 4–5 | 200 |
| b | Dimples | 30 | 4–5 | 200 |
| c | Grid-like | – | 1.9 | 9 (periodicity) |
| d-Reference | Dimples | 100 | 10 | 250 |
| Operation Parameters | Range |
|---|---|
| Motor Rotation Speed [RPM] | 500 |
| Contact Pressure [MPa] | 0.15 |
| Oil Rate [Drops/Minute] | 3 |
| Near Surface Temperature [°C] | 60–70 |
| Ambient Temperature [°C] | 24–25 |
| Relative humidity [%] | 45–55 |
| Oil Type | 15W40 |
| Test duration [s] | 600 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kasem, H.; Stav, O.; Grützmacher, P.; Gachot, C. Effect of Low Depth Surface Texturing on Friction Reduction in Lubricated Sliding Contact. Lubricants 2018, 6, 62. https://doi.org/10.3390/lubricants6030062
Kasem H, Stav O, Grützmacher P, Gachot C. Effect of Low Depth Surface Texturing on Friction Reduction in Lubricated Sliding Contact. Lubricants. 2018; 6(3):62. https://doi.org/10.3390/lubricants6030062
Chicago/Turabian StyleKasem, Haytam, Ori Stav, Philipp Grützmacher, and Carsten Gachot. 2018. "Effect of Low Depth Surface Texturing on Friction Reduction in Lubricated Sliding Contact" Lubricants 6, no. 3: 62. https://doi.org/10.3390/lubricants6030062
APA StyleKasem, H., Stav, O., Grützmacher, P., & Gachot, C. (2018). Effect of Low Depth Surface Texturing on Friction Reduction in Lubricated Sliding Contact. Lubricants, 6(3), 62. https://doi.org/10.3390/lubricants6030062