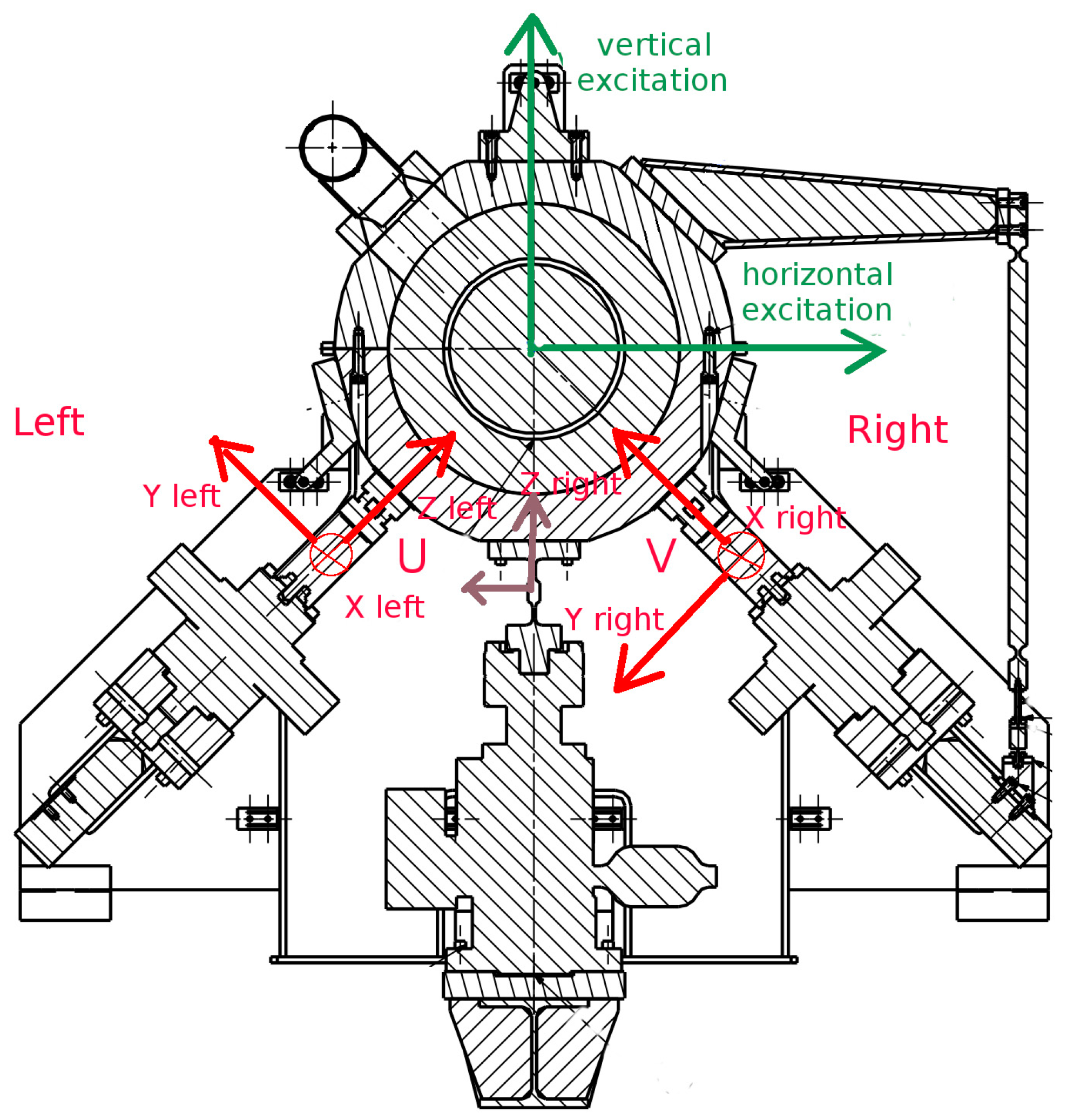
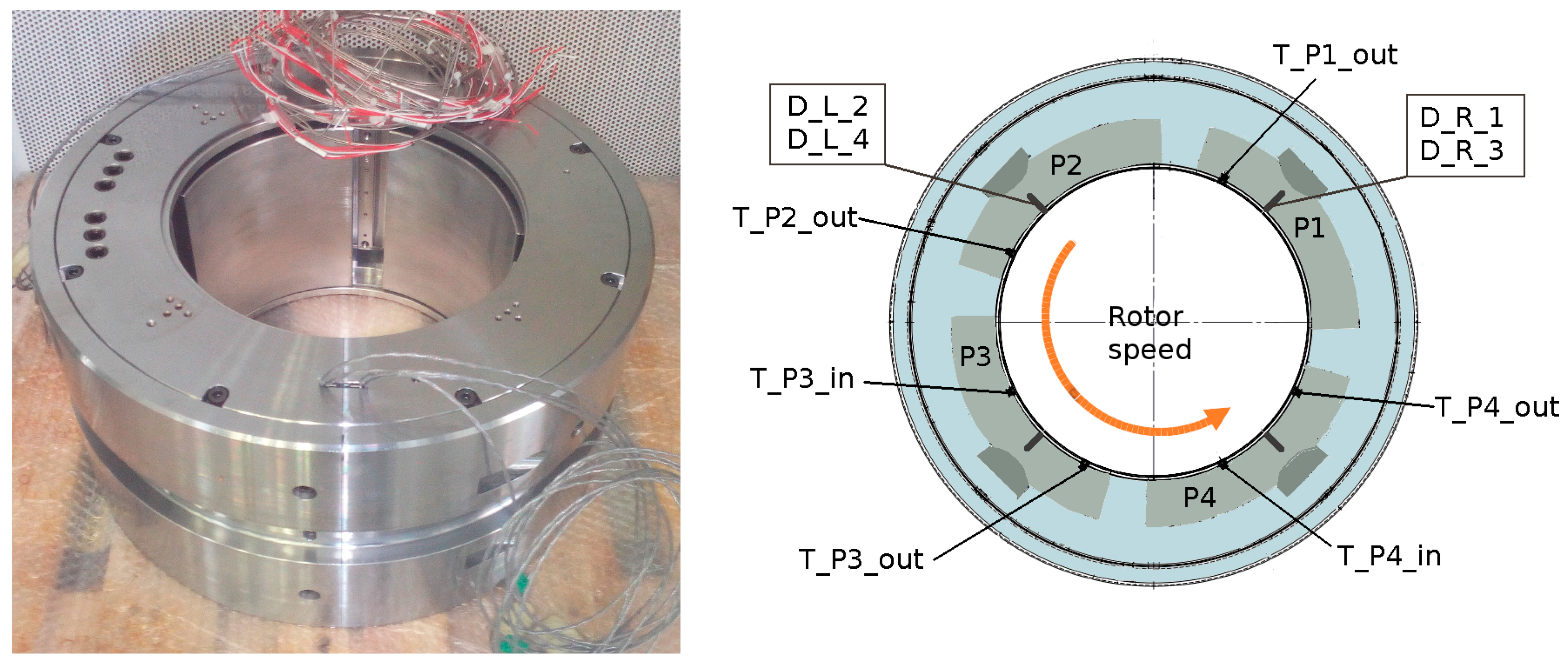
A 280-mm diameter four-pad ball-in-socket tilting pad journal bearing was used for the test bench commissioning. The bearing length to diameter ratio is 0.7 and the diametral clearance 470 μm ± 20 μm. The bearing is equipped with six thermocouples for detecting the pad temperatures; two thermocouples are located in each of the lower and more loaded pads (
Figure 3). In the same figure the proximity sensors, mentioned in the previous section, are indicated with the letter D in the label, sensors 1 and 2 on a plane, 3 and 4 on the other one.
The standard procedure for recording the data necessary for the identification of the bearing dynamic stiffness and damping coefficients starts once the desired steady state working conditions are reached and then sinusoidal forces are applied in the frequency range of interest for a short time (30 s). Depending on the ambient temperature, about one or two hours are necessary for reaching the steady state conditions (in terms of rotor speed, eccentricity and pad temperatures).
Several tests were performed in the load between pad configuration for different steady state working conditions in terms of rotational speed, static load, inlet oil temperature and oil flow rate. Multiple frequency sinusoidal forces in the frequency range of interest were imposed by the dynamic actuators for the identification of the bearing dynamic coefficients.
Some sample slow variable and high-frequency results are reported and discussed in the following sections. Tests were performed using an ISO VG32 mineral oil with a density of 850 kg/m3 at 40 °C and a viscosity index of 118.
3.1. Slow Variable Results
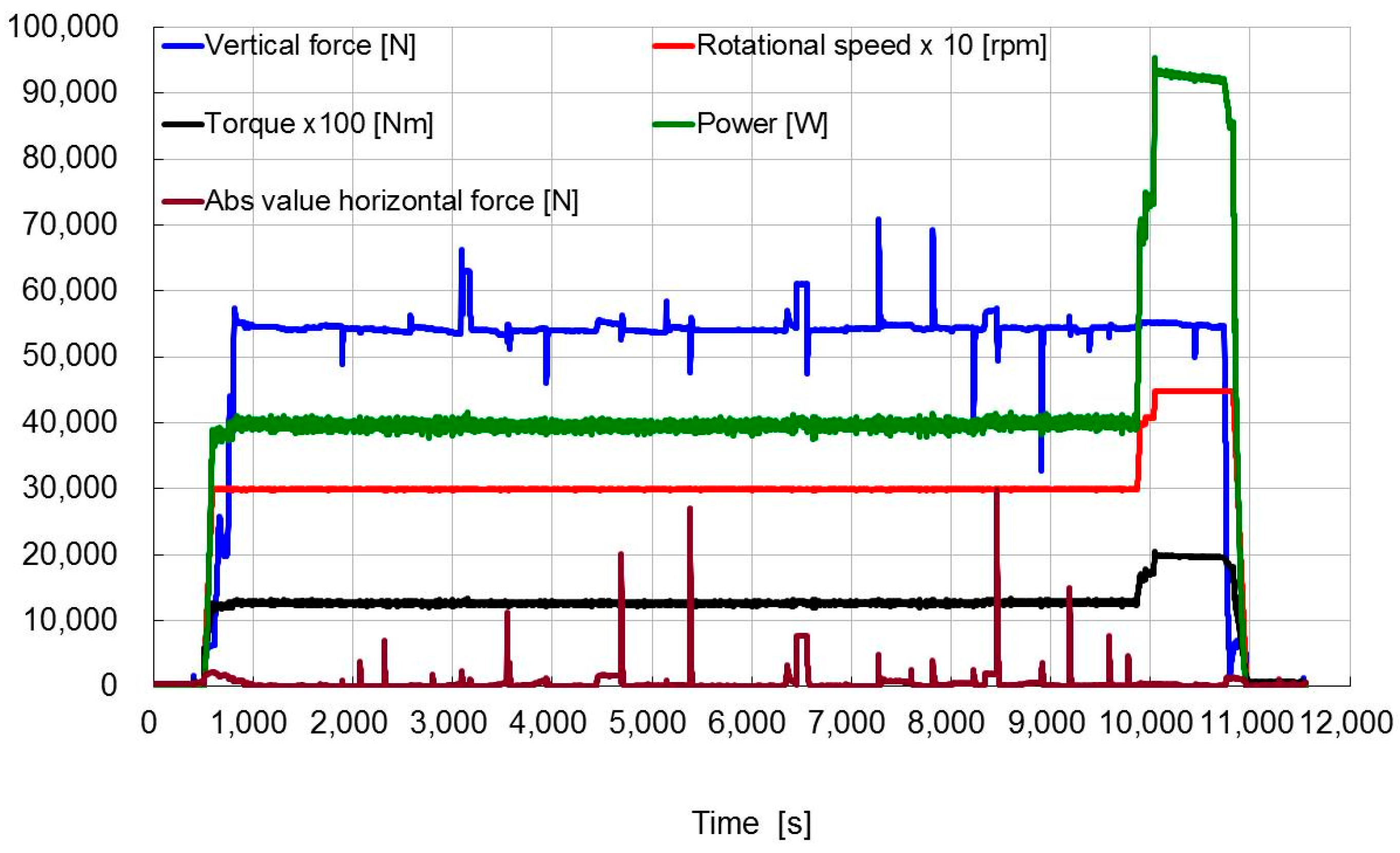
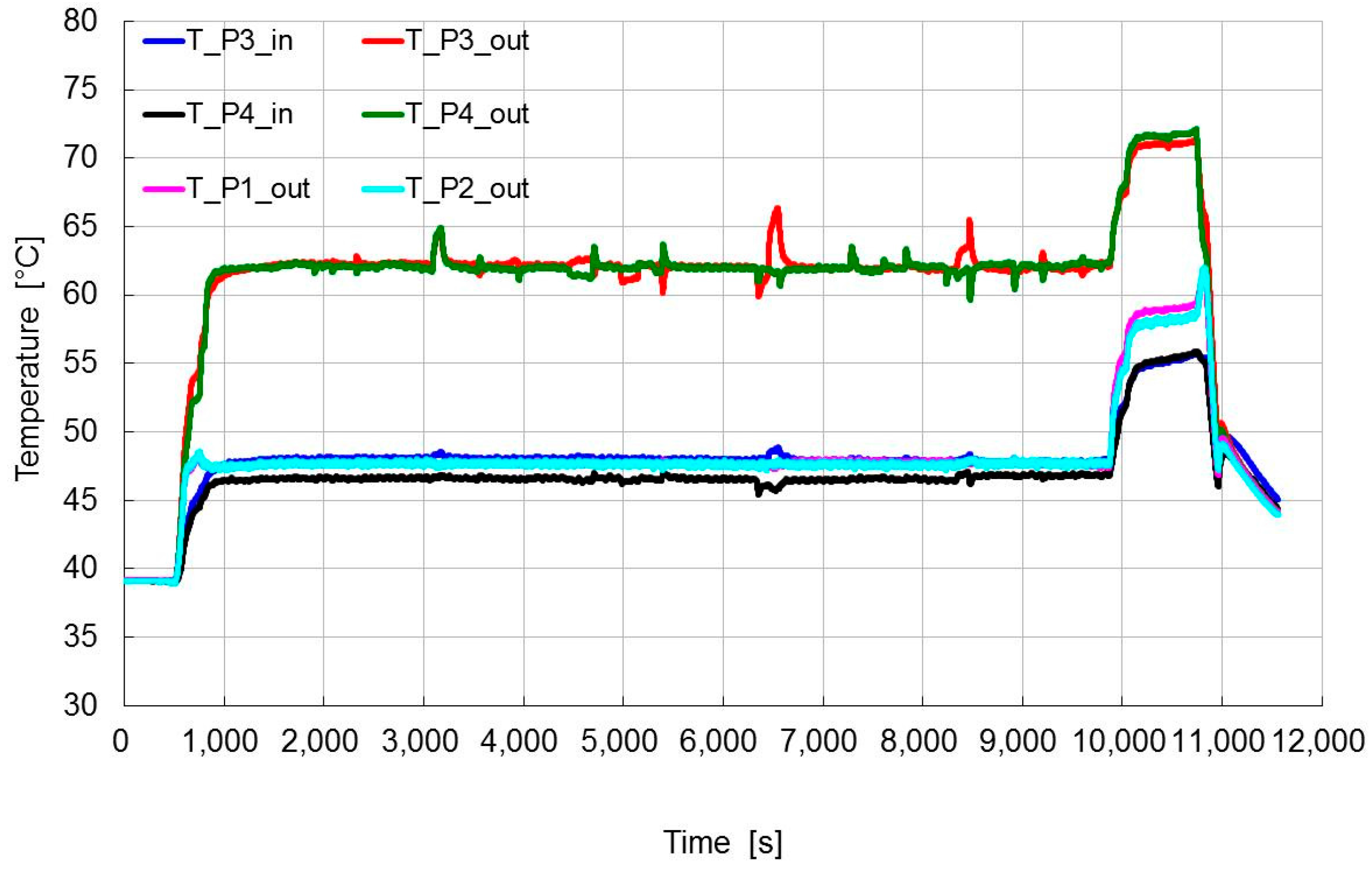
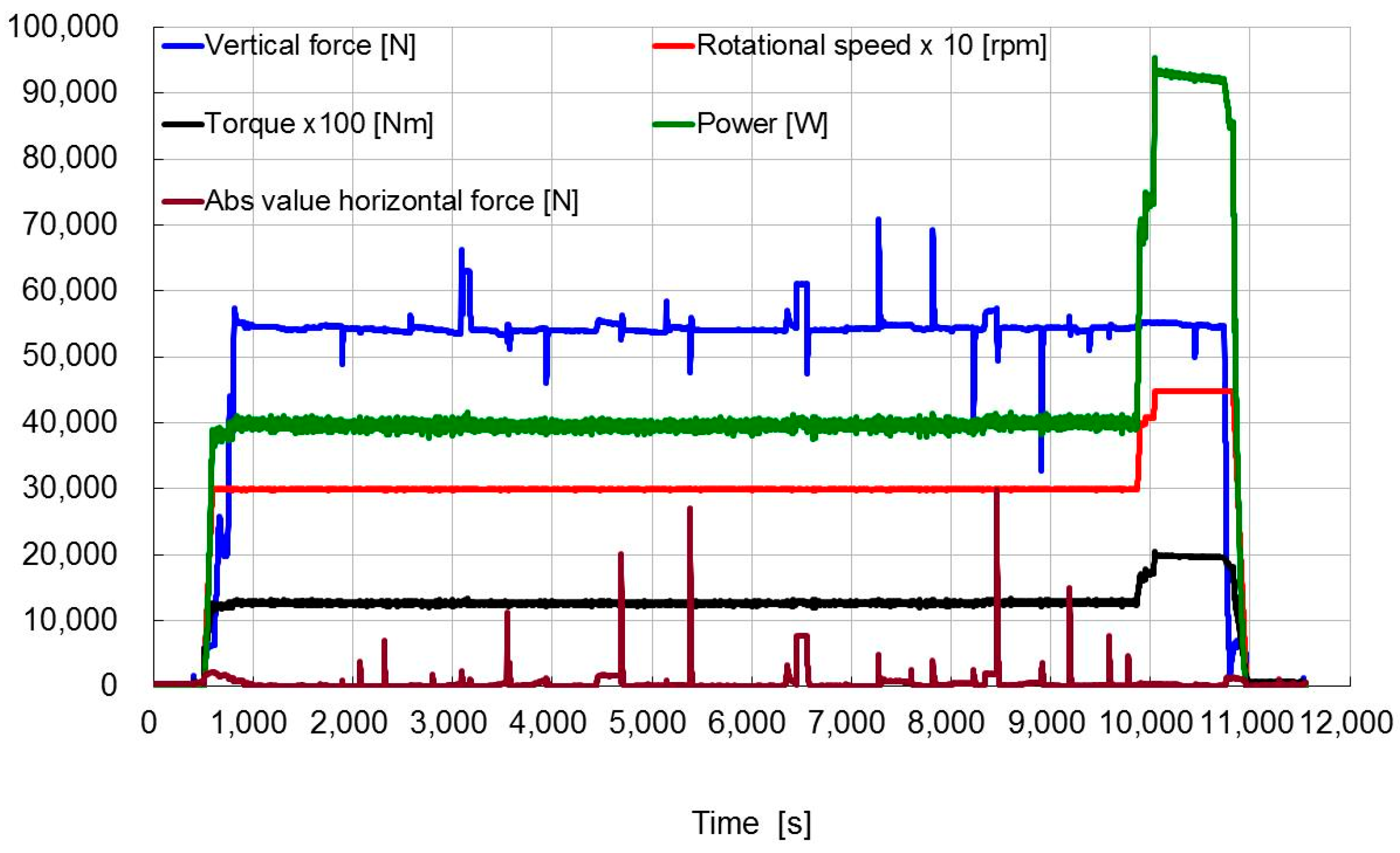
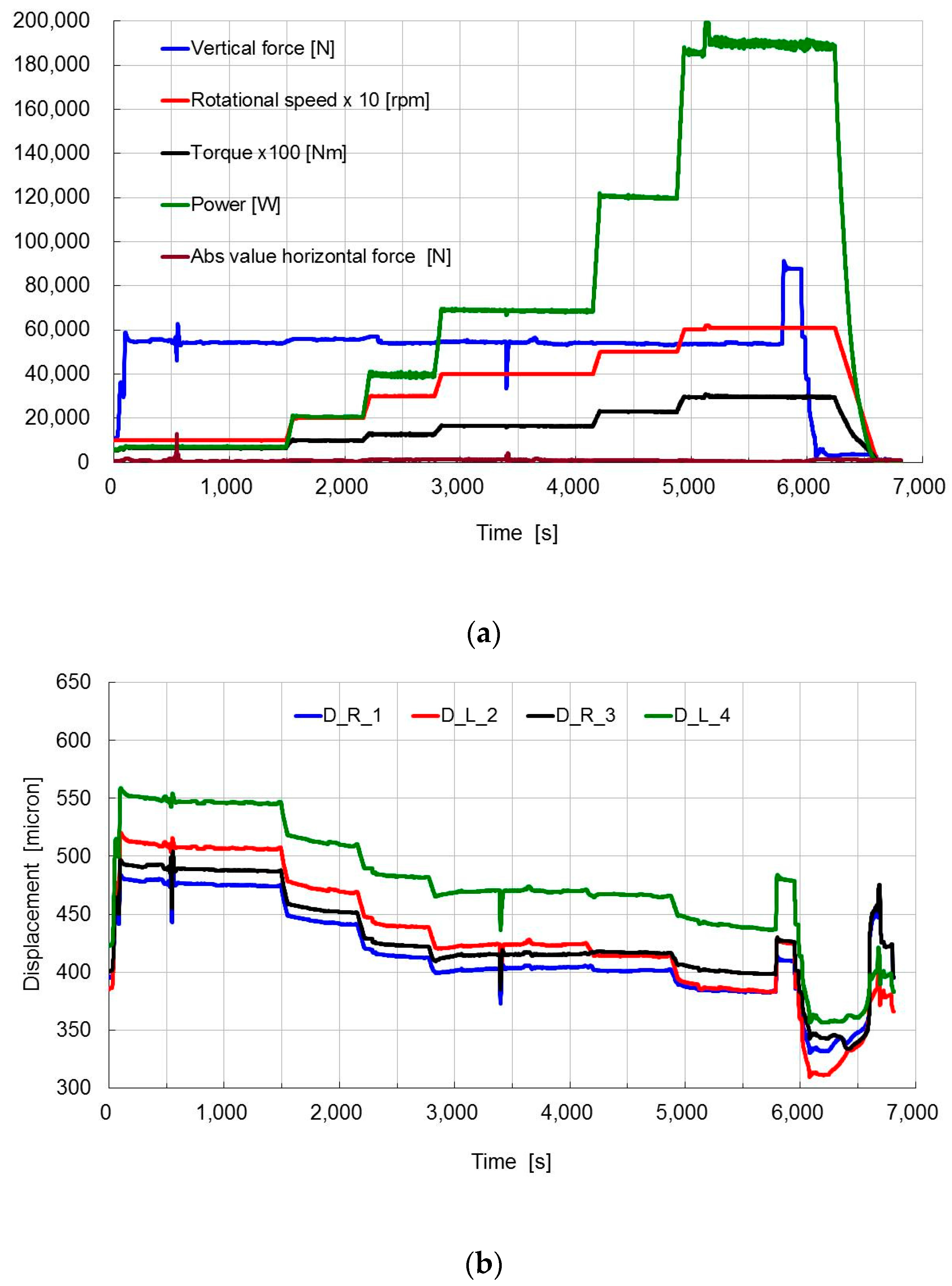
Data of all sensors are recorded at 1 Hz including the ones that are also recorded at high frequency. Particularly all force components, the total torque (including the friction contribution of rolling bearings and seals), the rotational speed, the displacements and the pads temperatures are recorded. In
Figure 4 the data recorded during a test with an oil flow rate of 160 L/min with 40 °C inlet temperature are shown. The vertical and horizontal forces are calculated from the corresponding components measured by all load cells and the power from the torque and the rotational speed. The test bearing worked under fully flooded conditions.
The test was mainly carried out for verifying the behavior of the rig during long time tests. Some fluctuations of the forces were present due to some software problems related to the closed-loop control system, solved later on.
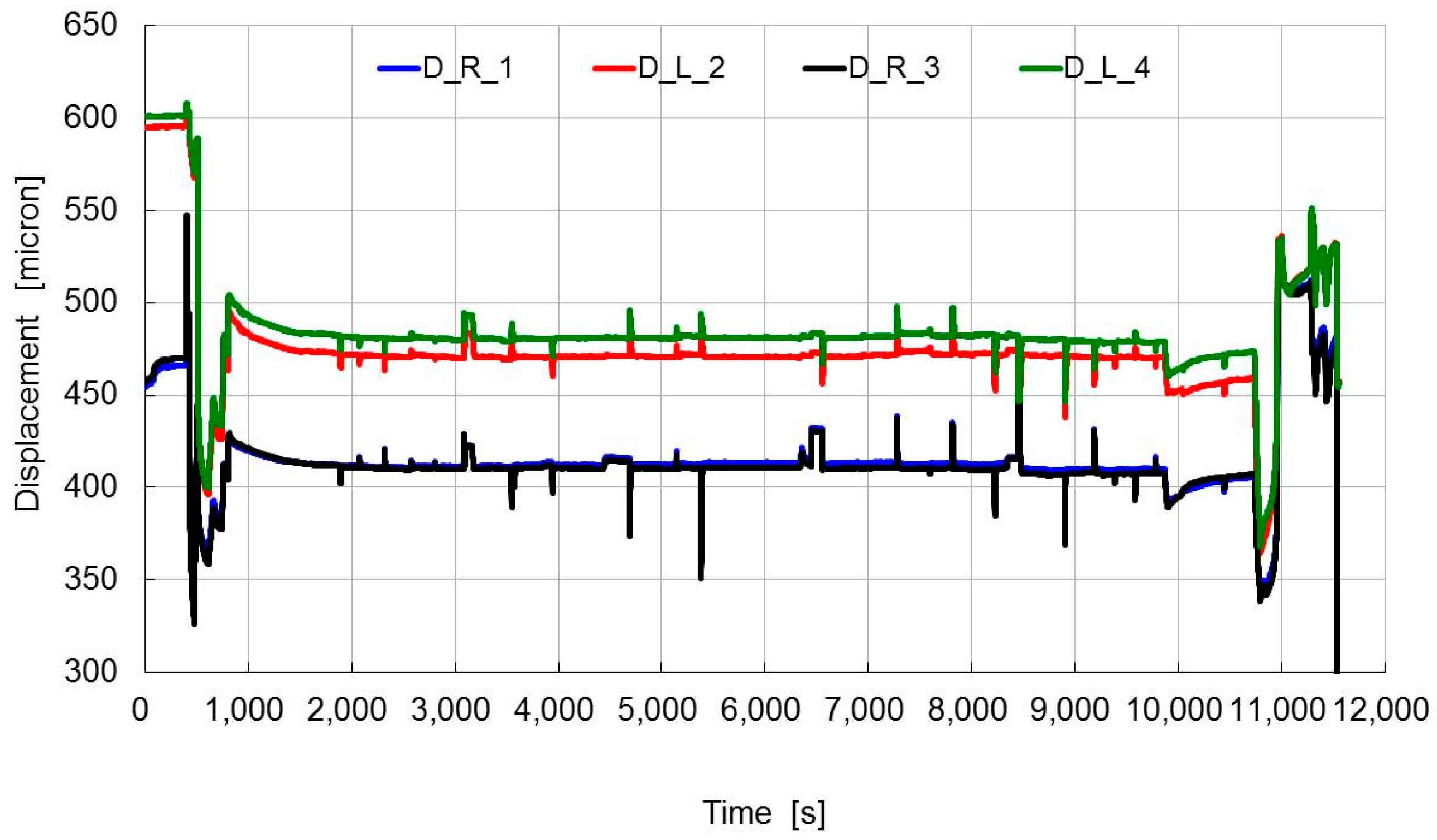
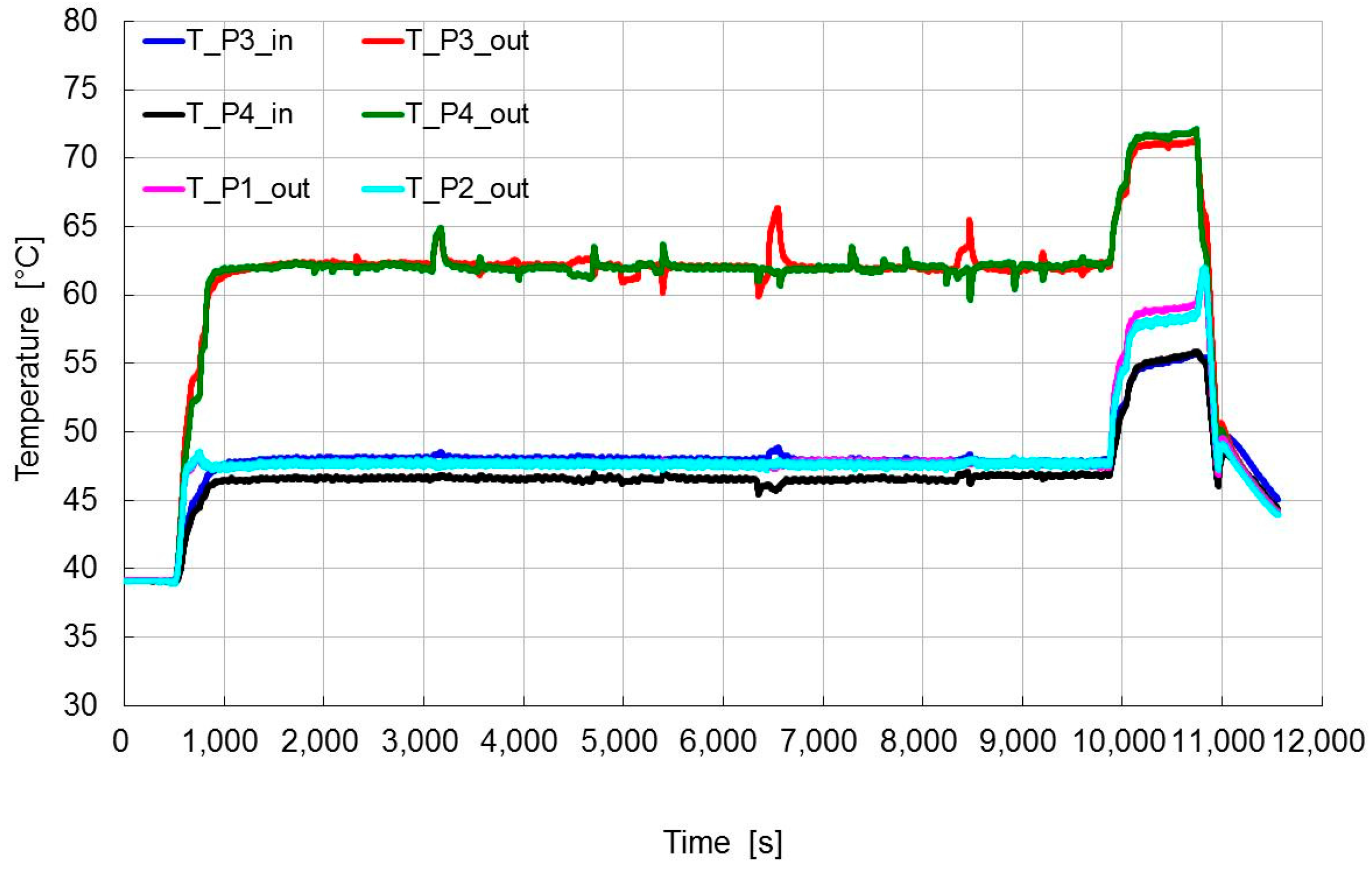
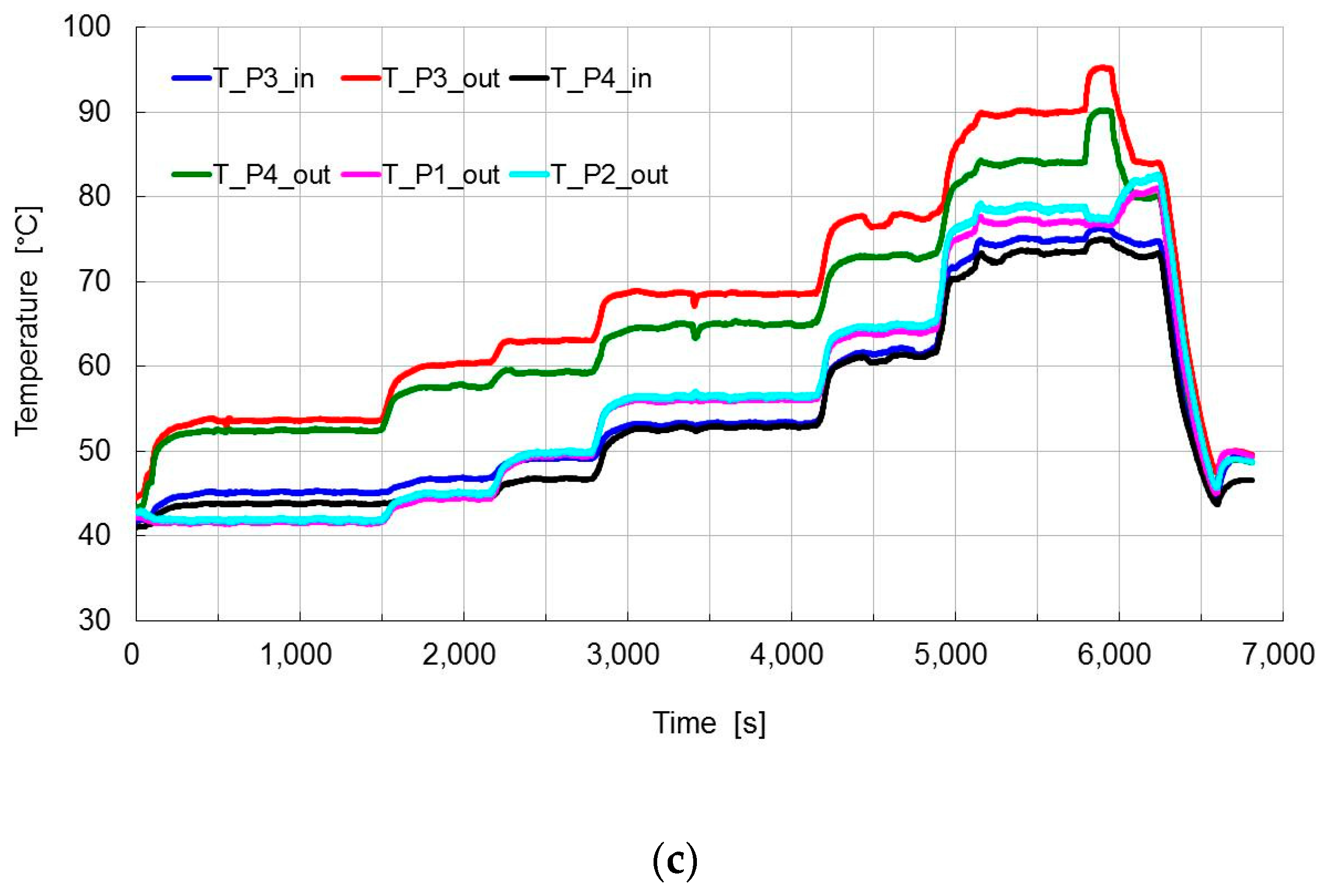
Fluctuations apart, under constant conditions of load and speed (about 55 kN and 3000 rpm, corresponding to a specific load of 1 MPa and 44 m/s respectively) the recorded differences among the values measured by the same sensors after 1 h 40 min (from 2000 to 8000 s) are about 1 micron for the displacements and some tenths of degree for the temperatures (
Figure 5 and
Figure 6). Note that the proximity sensors have not the same zero though the two on the same side (left or right) are very close. Having the same zero value is not important for the dynamic tests where the variations matter and in any case data can be corrected with an adequate shift.
Both inlet and outlet temperatures of the lower pads are monitored while only the outlet temperature is monitored for the upper pads. As expected, the temperatures measured close to the outlet zone are significantly higher than the ones close to the inlet and the lower pad outlet temperatures are significantly higher than the ones of the upper pads.
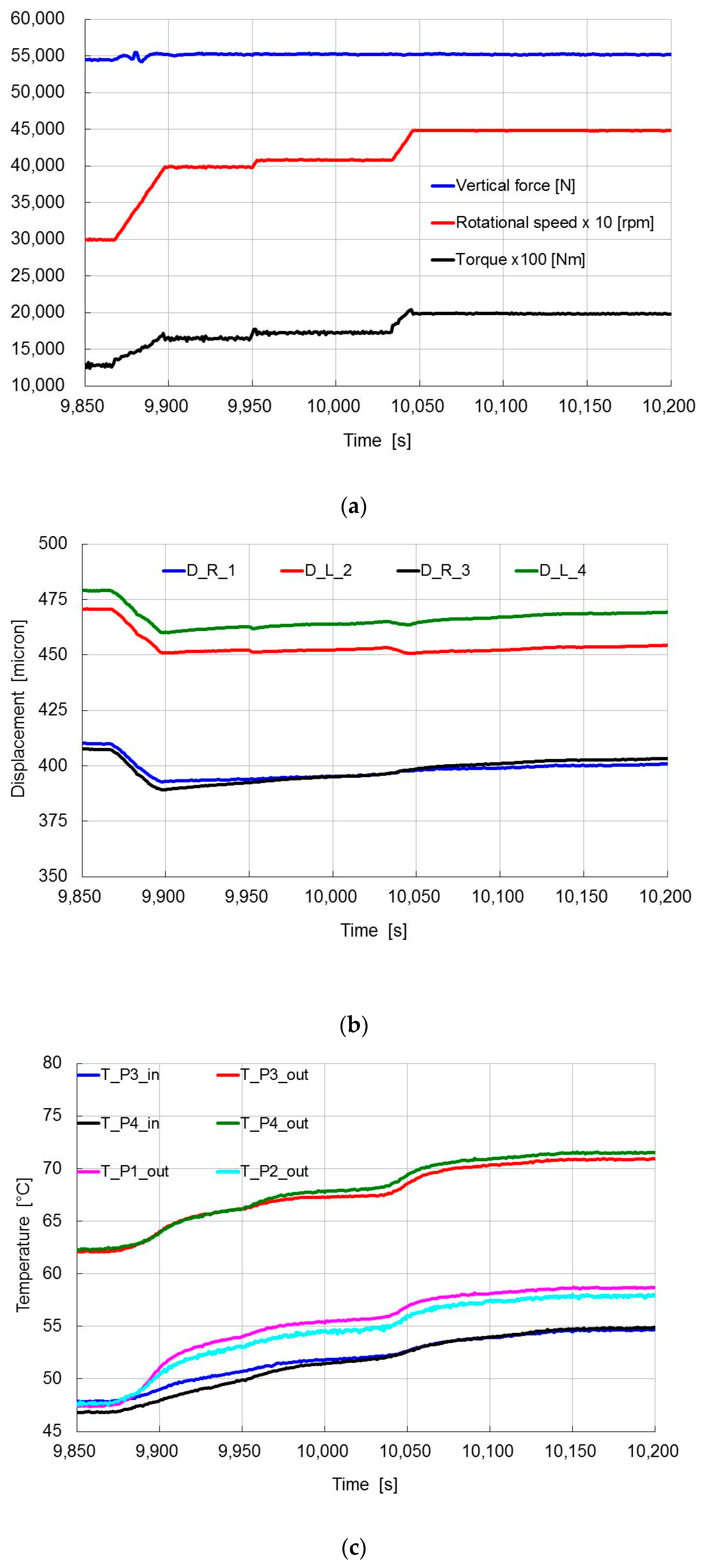
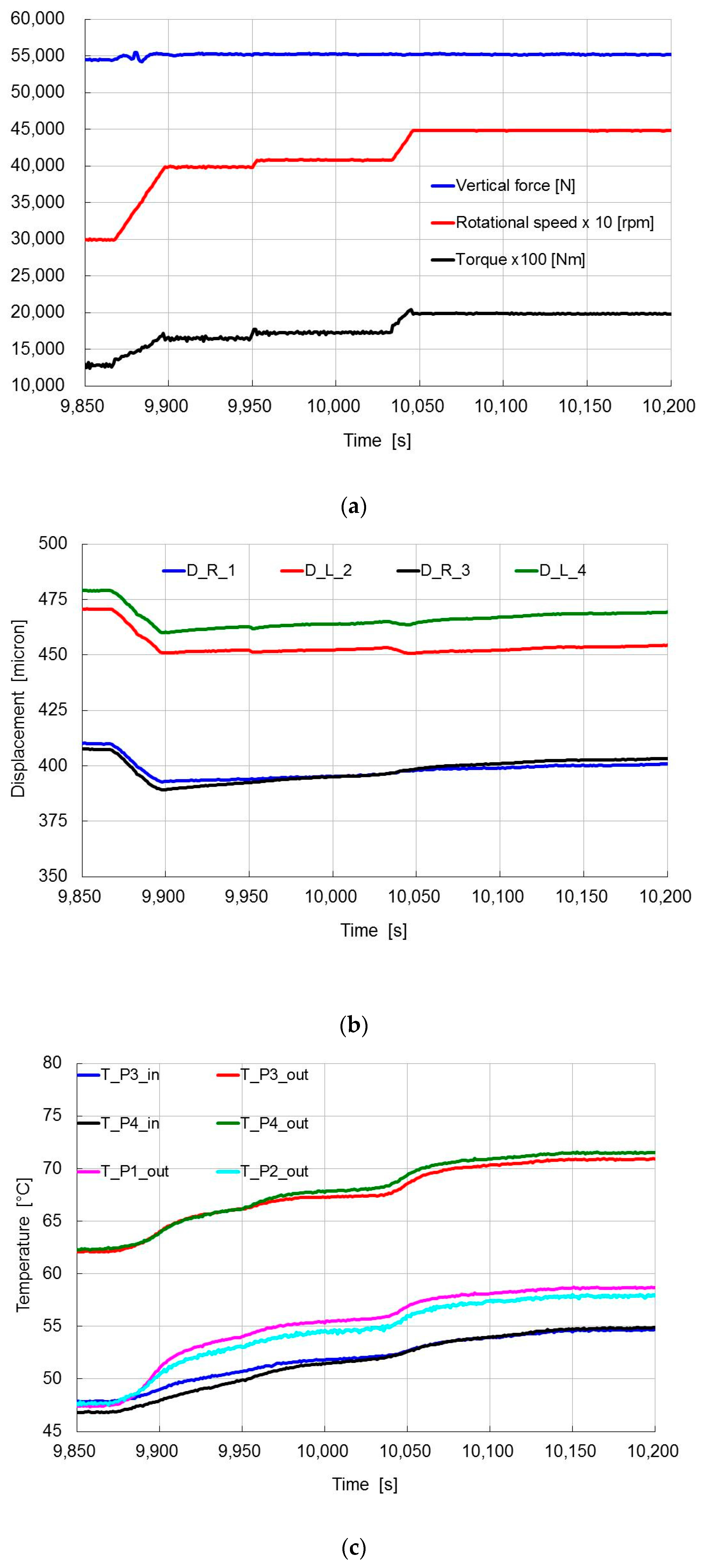
It is interesting to note that the response of the system to the variations of speed is quite rapid. As better evidenced in the diagrams of
Figure 7, where the time interval with the stepwise speed increased from 3000 to 4500 rpm is shown, an increase of speed corresponds as expected to an increase of the friction torque, a decrease of the displacements and an increase of temperature. Note that the related lower value of eccentricity corresponds to a reduction of the gap in the upper part of the bearing where the proximity sensors are placed.
There is a delay in the temperature response of the order of the minute (
Figure 7c), due also to the fact that the thermocouples are inside the pads. The temperature increase produces a viscosity reduction and therefore an increase of eccentricity (
Figure 7b). However, both temperatures and displacements reach stationary values after less than a few minutes, as it can be noted from the variations after the last speed step of 500 rpm at about 10,040 s. Actually three minutes were sufficient for the temperature stabilization inside one degree, while excitations in dynamic tests usually started only after 5 to 7 min. Less obvious is the observation that when the speed is increased from 3000 to 4500 rpm, the increase of temperature of the upper pads is greater than that of the bottom pads. In fact, apart from a small difference between the left and right pads of the order of less than one degree, the upper pads temperature increases of about 11 °C (from 47 to 58 °C) and the lower pads temperature of 9 °C (from 62 to 71 °C). This can probably be explained by a greater viscosity of the lubricant in the upper less loaded part and to a possible transition from the laminar to the turbulent lubrication regime in the region where the oil film thickness is greater. In fact, at 4000 rpm, the estimated local Reynolds number for the upper pads reached the value of 1120 for the less loaded pad and 875 for the more loaded one.
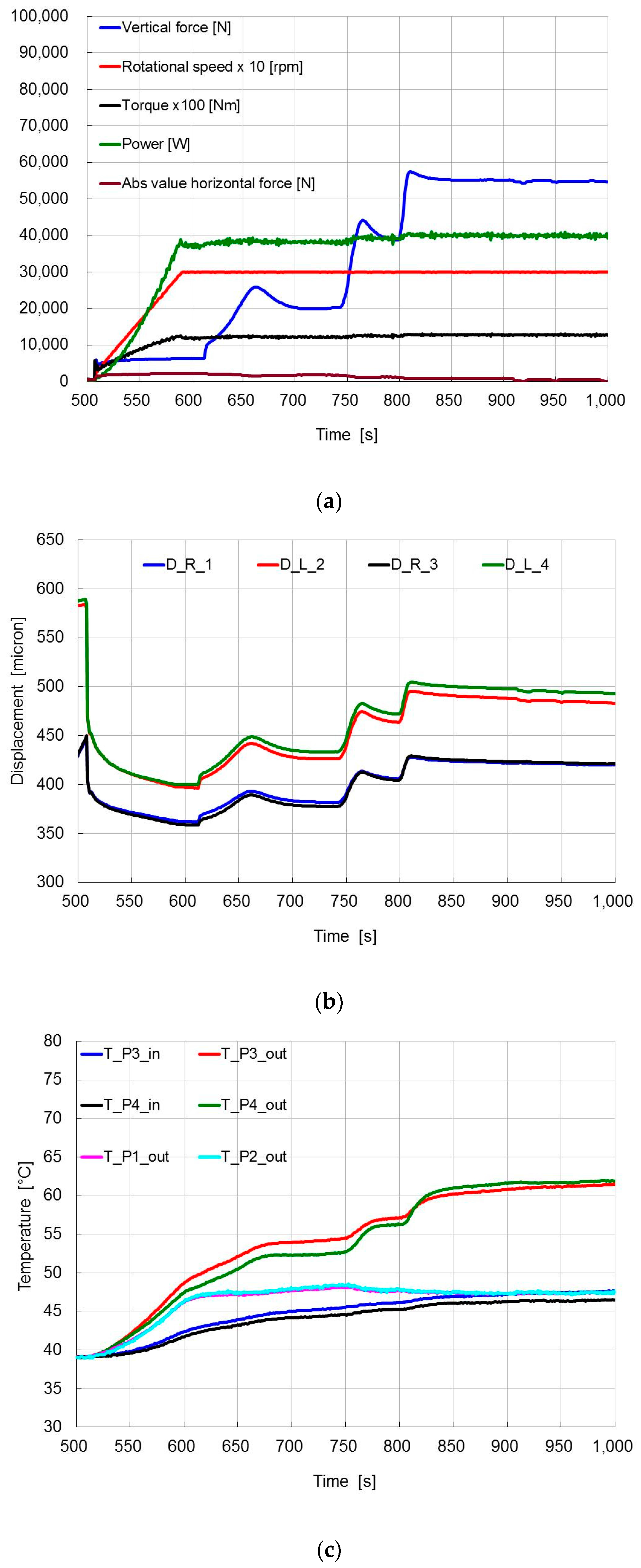
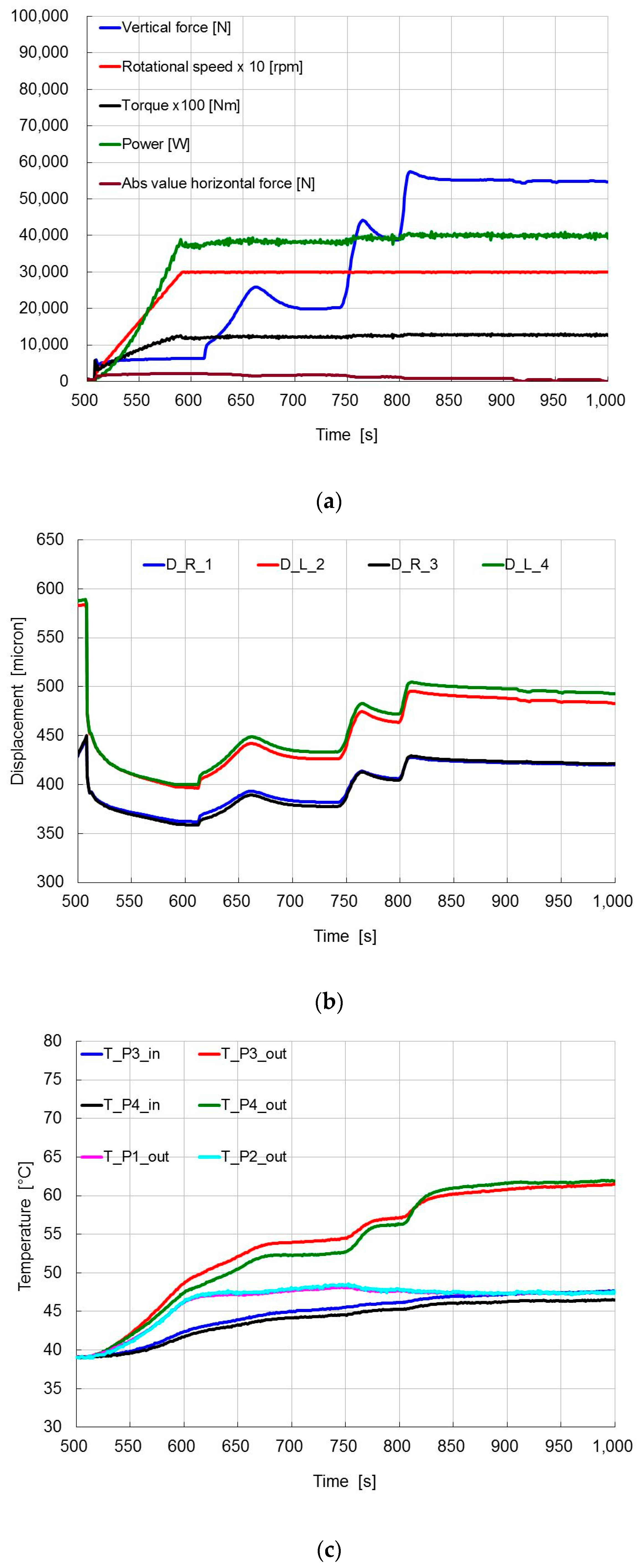
The situation at the beginning of the test is better evidenced in the diagrams of
Figure 8. When the shaft begins to rotate, there is a decrease of the measured displacements starting from a random initial position with the shaft in contact with the pads corresponding to an applied static load equal to the bearing weight (most probably the contact was in the lower part in the case shown in
Figure 8). The rotation generates the formation of a lubricant film in the lower part that causes the upper gaps to diminish. Increasing the speed (for about 600 s) the eccentricity continues to decrease and the temperatures increase. Since the load is low the eccentricity is low as well and the temperatures are similar in all pads. Each increment of load produces an increase in film thickness in the upper part (remember that the load is applied vertically upwards to the bearing housing) and correspondingly an increase in the lower pads temperatures, particularly of the outlet temperatures, and a decrease in the upper pads temperature.
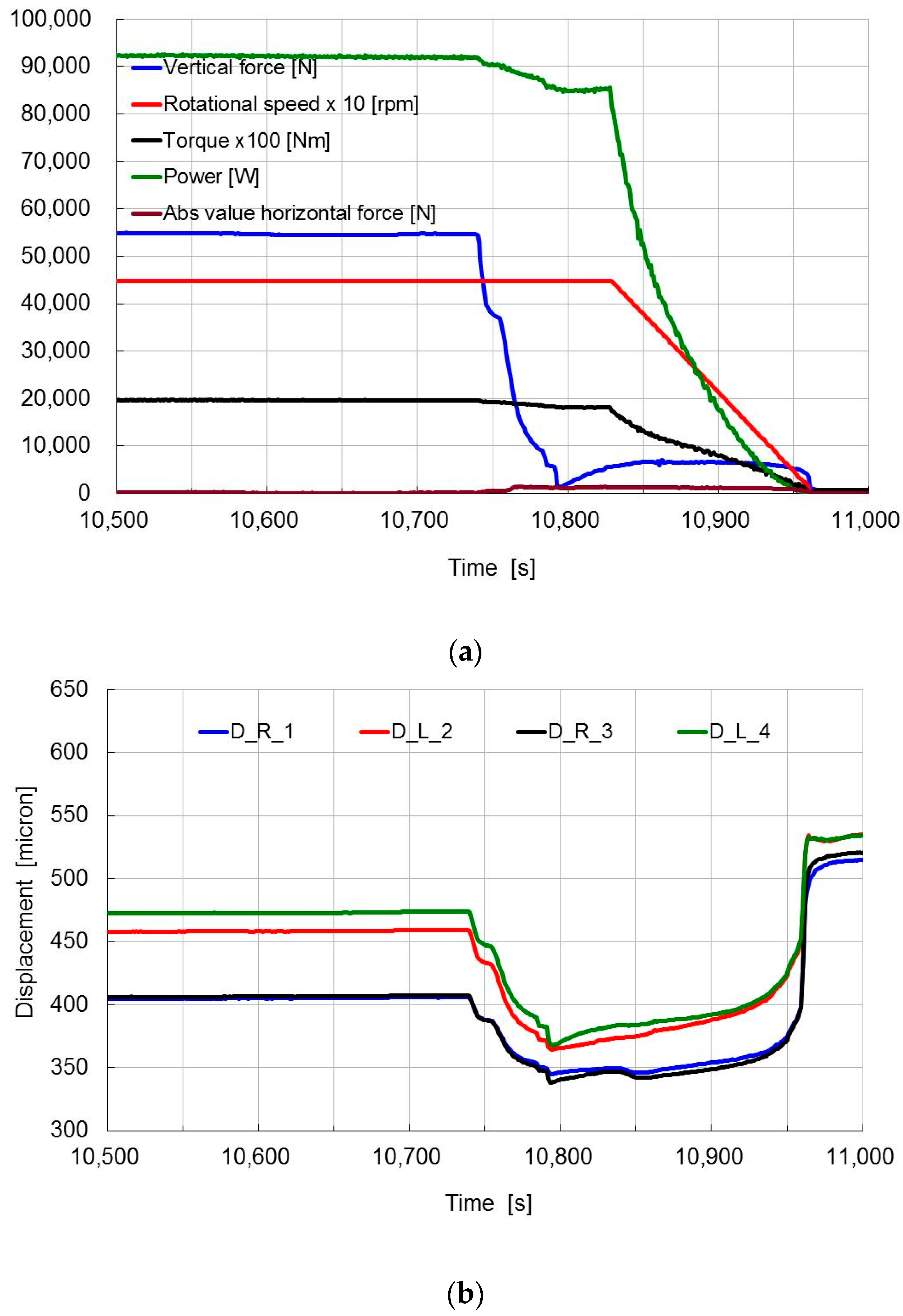
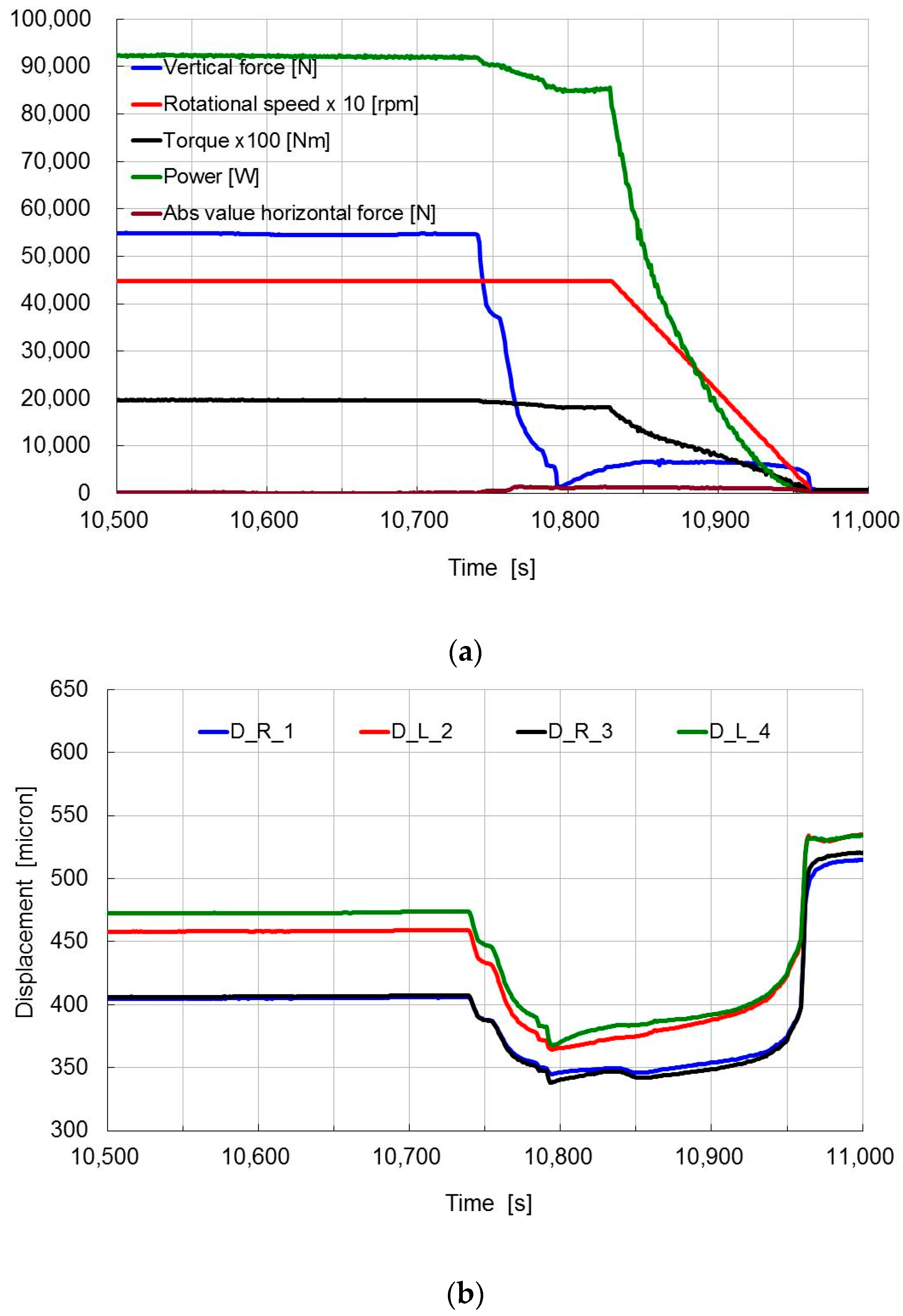
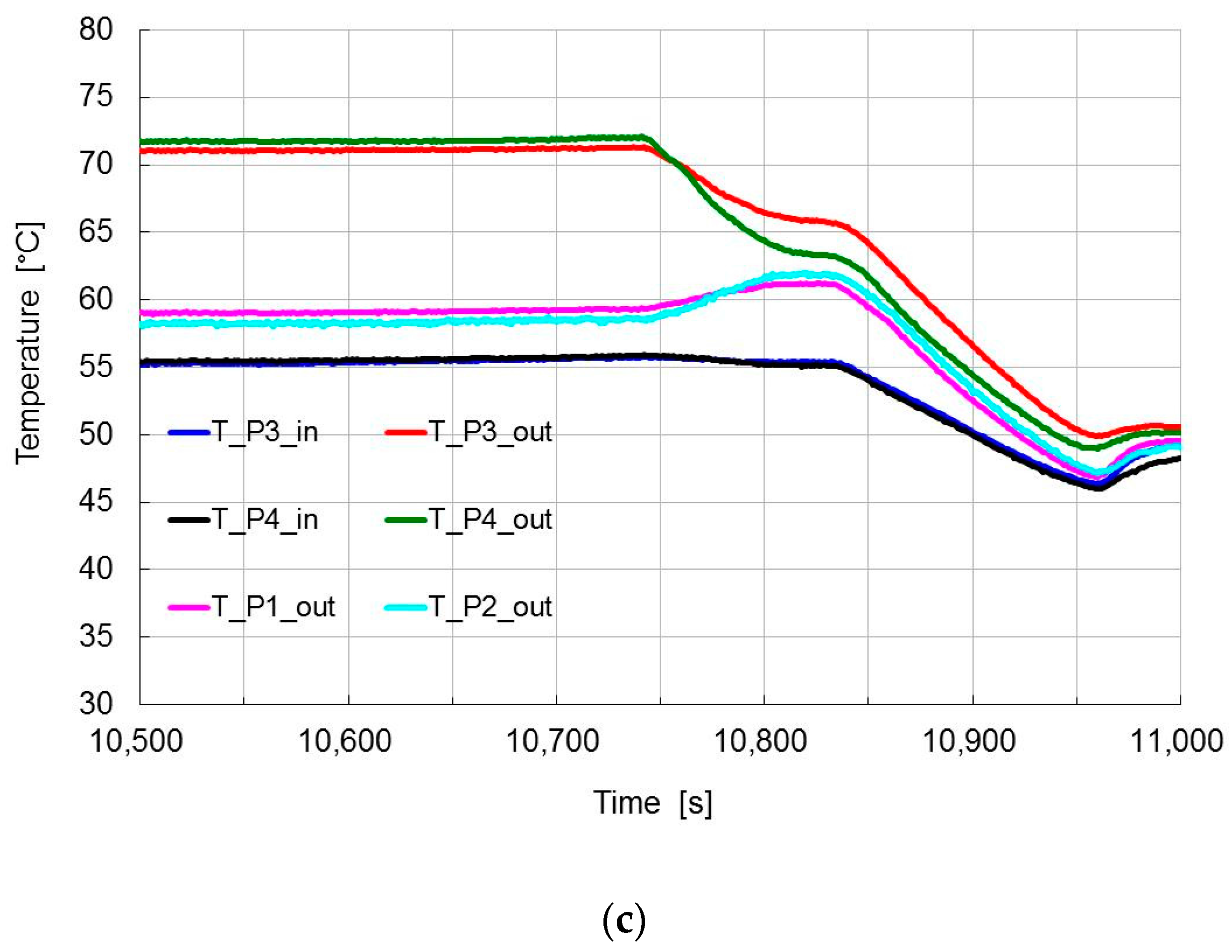
The situation at the end of the test is better evidenced in the diagrams of
Figure 9. In this sample test, performed for investigating the performances of all systems, the load was decreased at first to a value close to zero, then increased a little and maintained constant when decreasing the speed. The final step was a contemporaneous decrease to zero of both quantities. Decreasing the load, the upper film thickness and the lower pads outlet temperature decreases while the upper pad outlet temperature increases as expected. When the speed decreases, the upper gaps increase, eccentricity increases, and upper and lower pad outlet temperatures tend to converge. When the static load goes to zero, the upper gaps increase significantly to maximum, eccentricity increases and all temperatures decrease to the inlet temperature. Note that all quantities are very stable before the first reduction of load.
The influence of speed was investigated in another successive test with the same lubricant conditions and a load of 58 kN for most of the test time and a final step at about 90 kN (
Figure 10). It can be noted that the fluctuation problems, present in the diagrams of
Figure 4, were almost completely solved. The speed was increased with steps of 1000 rpm. As seen in the previous example, each step of increasing speed corresponds to a decrease in the measured displacements, related to an eccentricity reduction, and to an increase of temperatures. It is interesting to note that the temperature steps should always increase by increasing the speed, but this did not happen for the speed step from 3000 to 4000 rpm due most probably to the transition from laminar to turbulent flow conditions.
The increase of load around 5800 s is associated with an increase of the upper displacements and an increase of both inlet and outlet temperatures of the lower pads but a decrease of temperatures of the upper pads, as expected.
3.2. Identification Results
The dynamic investigation was performed by applying forces containing one (“single tone” test) or more (“multitone” test) frequency components.
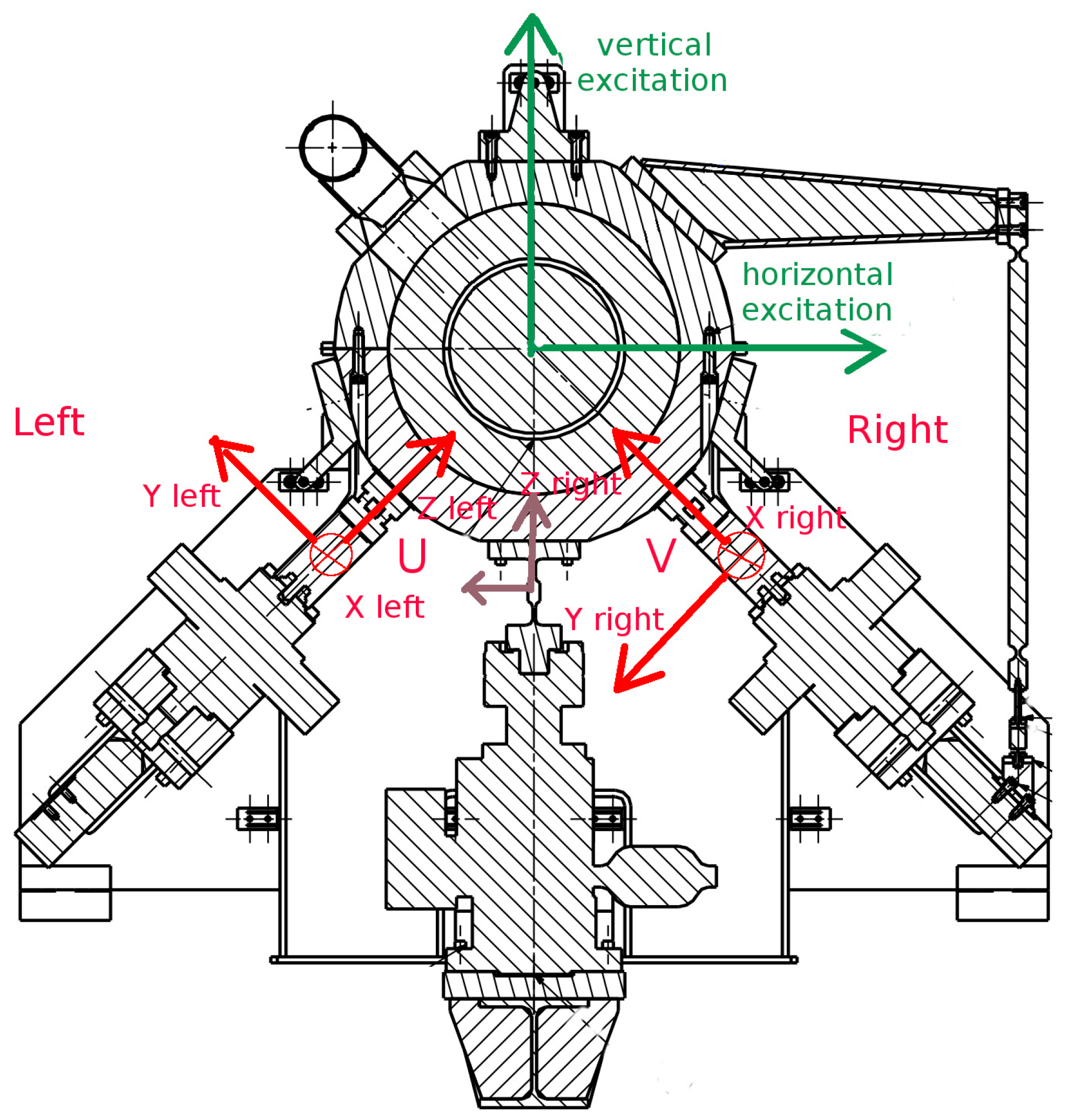
Data of all forces and displacements measured along the U and V directions shown in
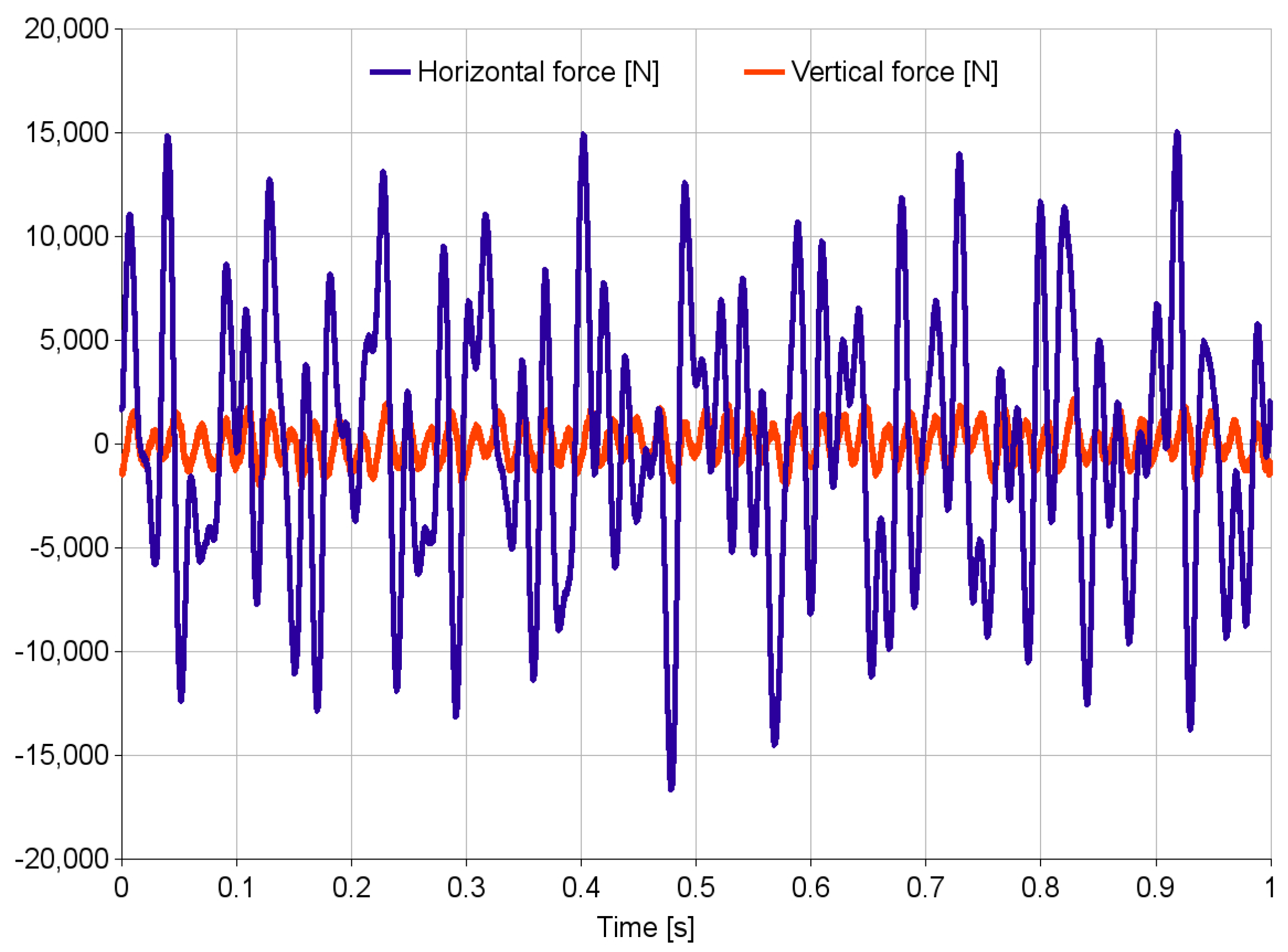
Figure 2 are then combined in order to obtain the corresponding values along the vertical and horizontal directions. An example of the total forces acting along the horizontal and the vertical directions during an antiphase test is shown in
Figure 11. Data refer to the working conditions of 3000 rpm and 58 kN with a multitone excitation of nominal amplitude of 4 kN at 10, 22, 33, 42 and 58 Hz.
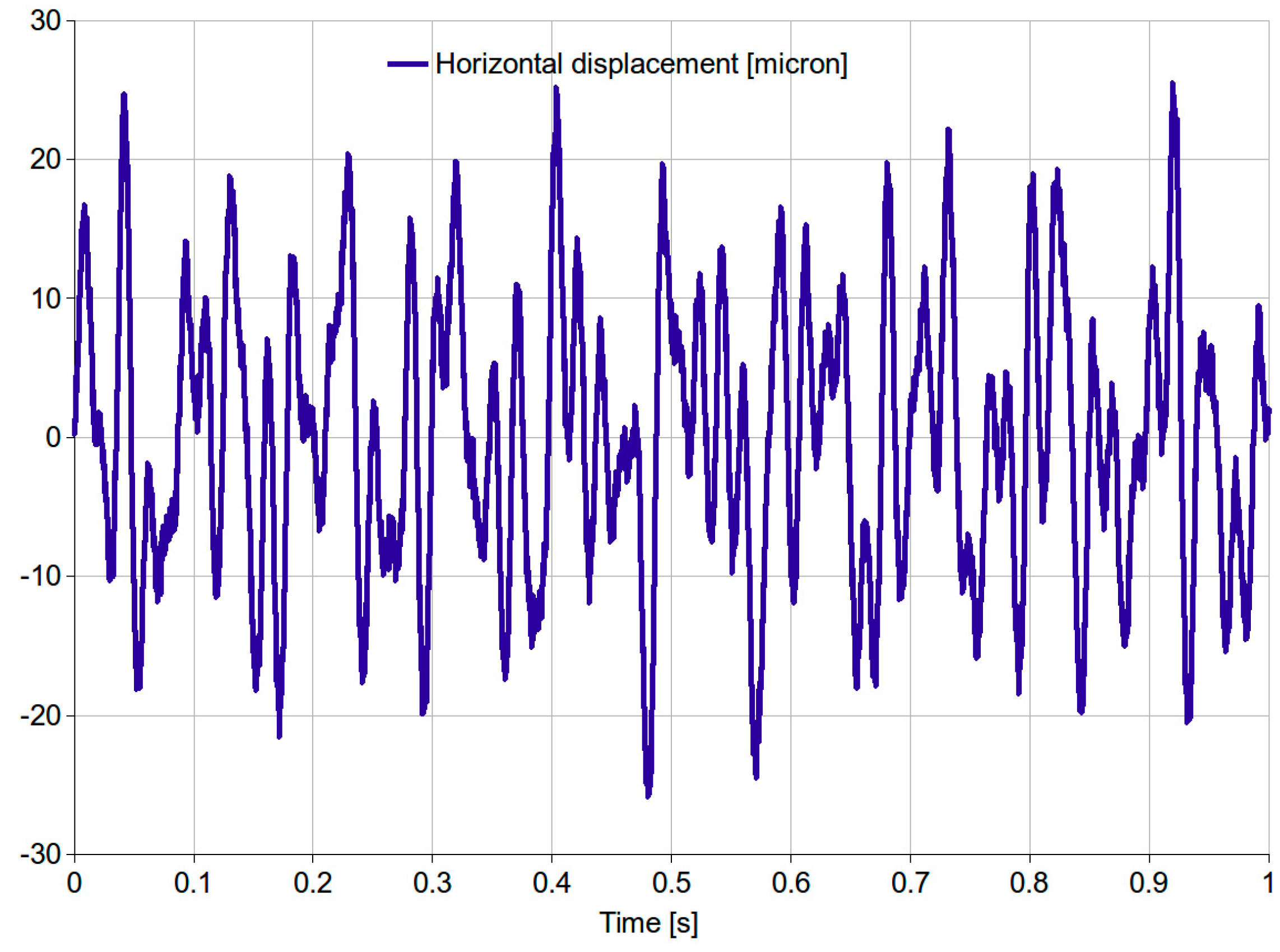
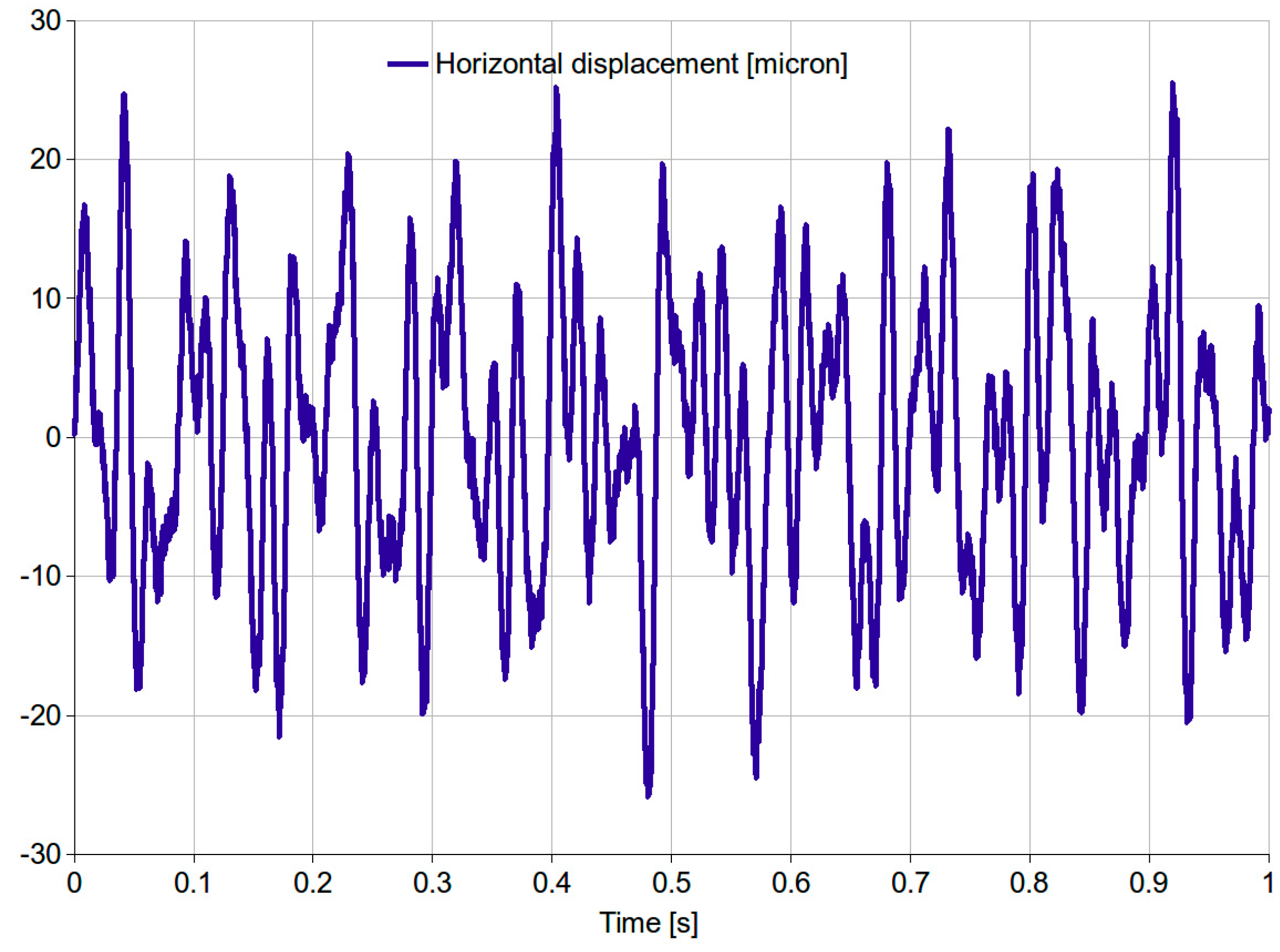
It can be noted that even in the antiphase test, with a nominal horizontal excitation force, small vertical forces are present in which the contribution of rotor unbalancing can be recognized. The corresponding displacement measured along the horizontal direction is shown in
Figure 12.
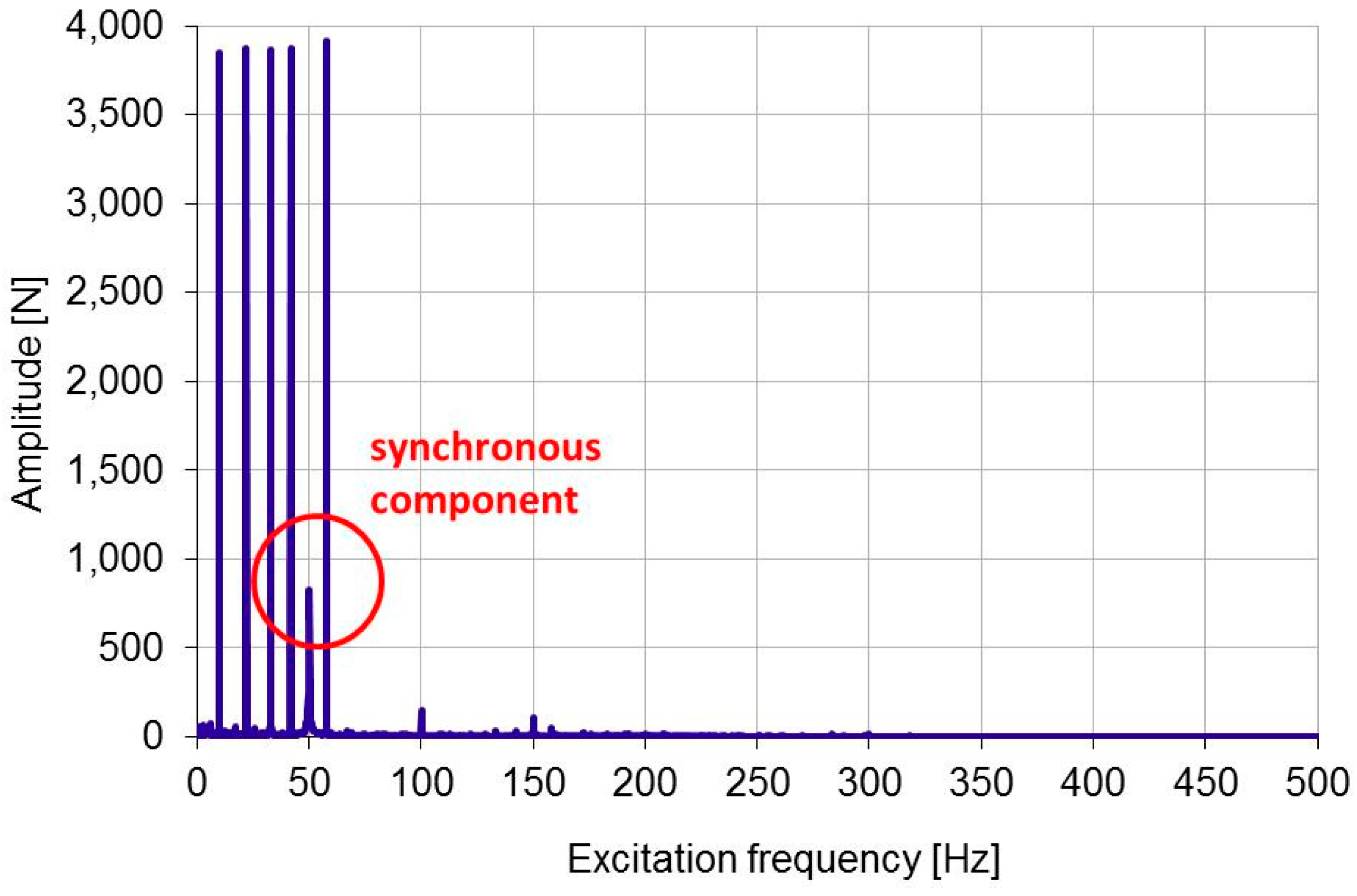
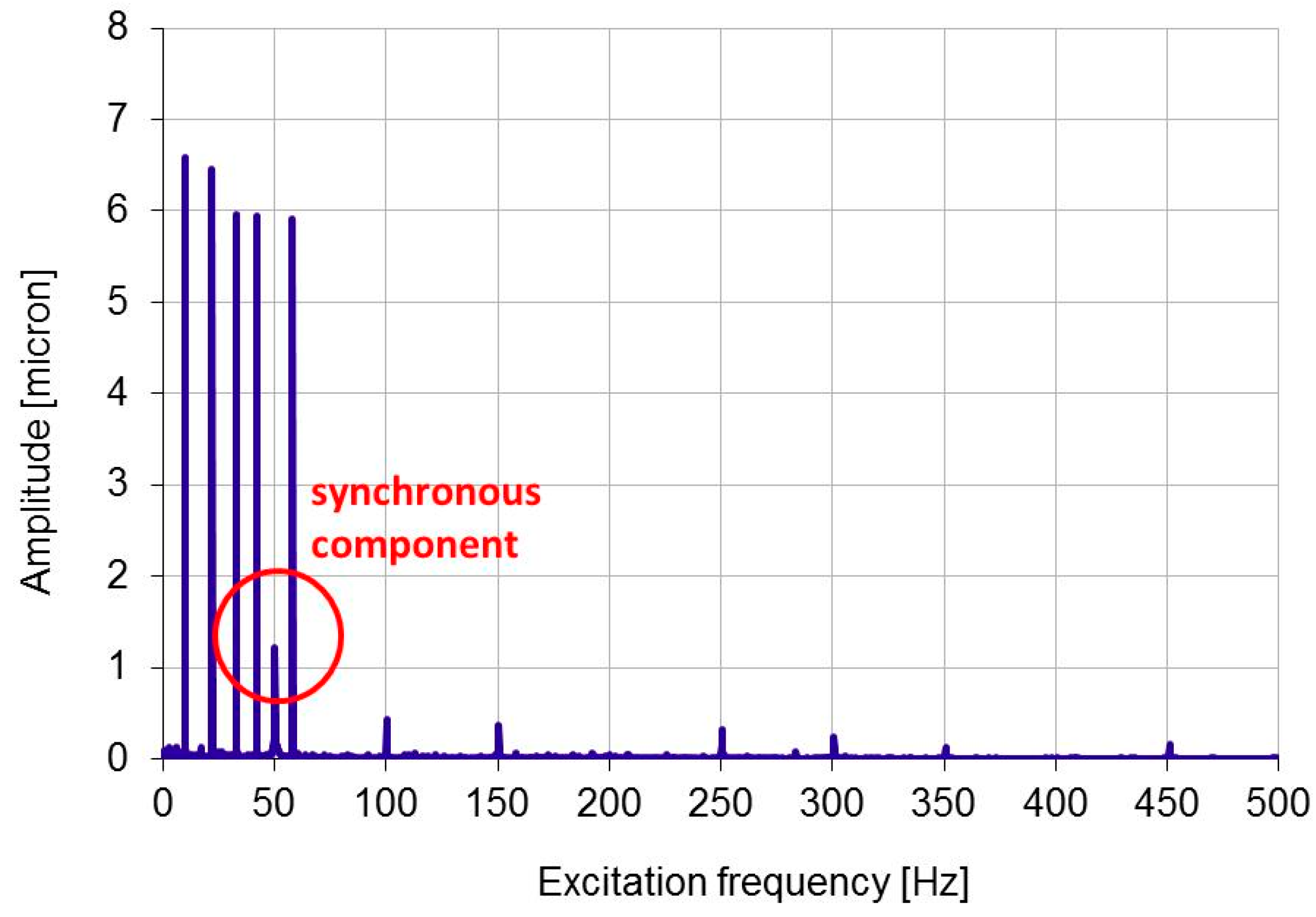
It is evident that the time dependent data cannot be used for identification purposes and processing in the frequency domain is necessary.
Figure 13 shows the Fast Fourier Transform (FFT) of the data of
Figure 11 and
Figure 14 of
Figure 12. Besides the imposed excitation frequencies the FFT shows the synchronous component due to the shaft unbalance.
The dynamic coefficients can be finally evaluated by using the classical methodology described for instance in [
11,
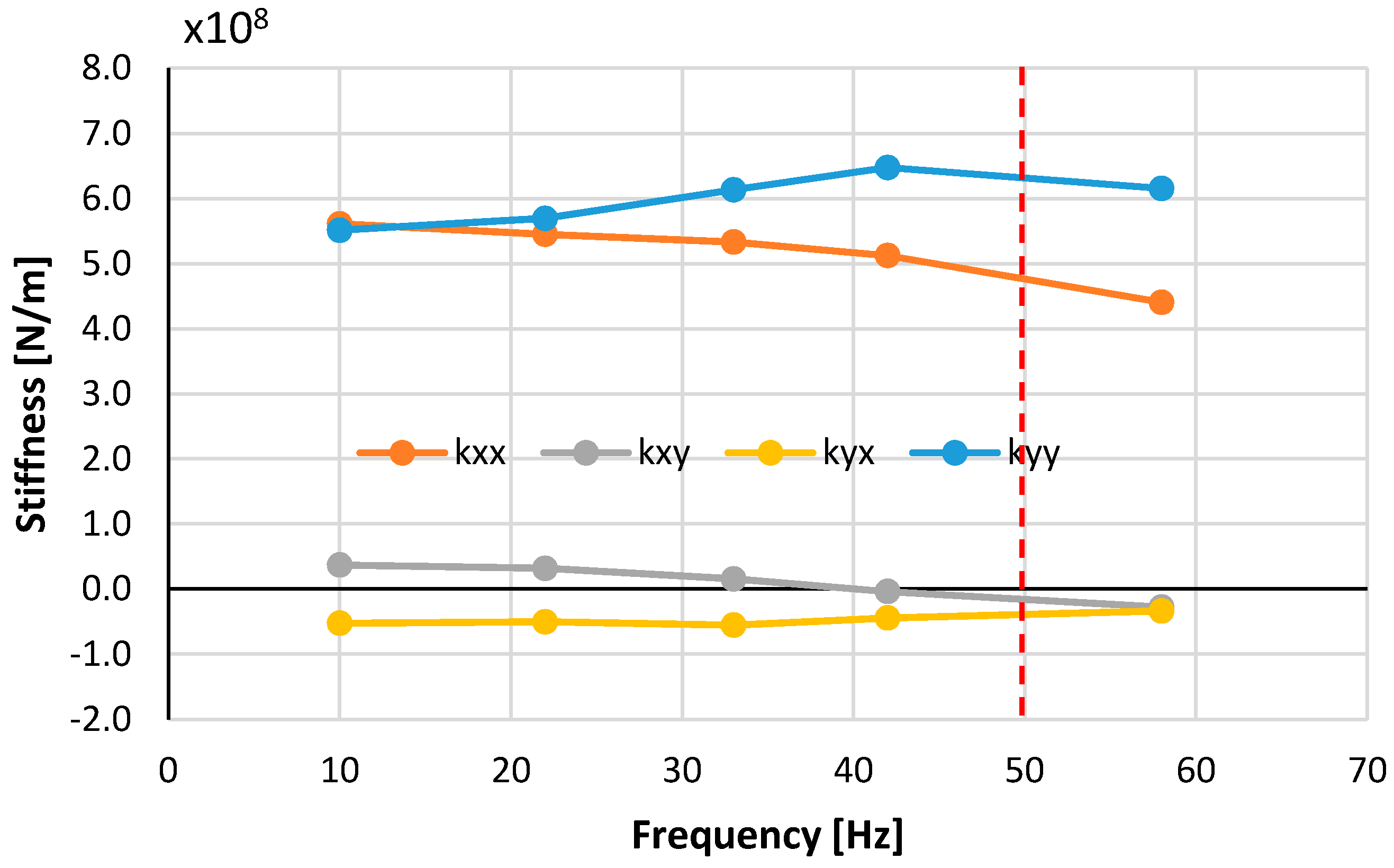
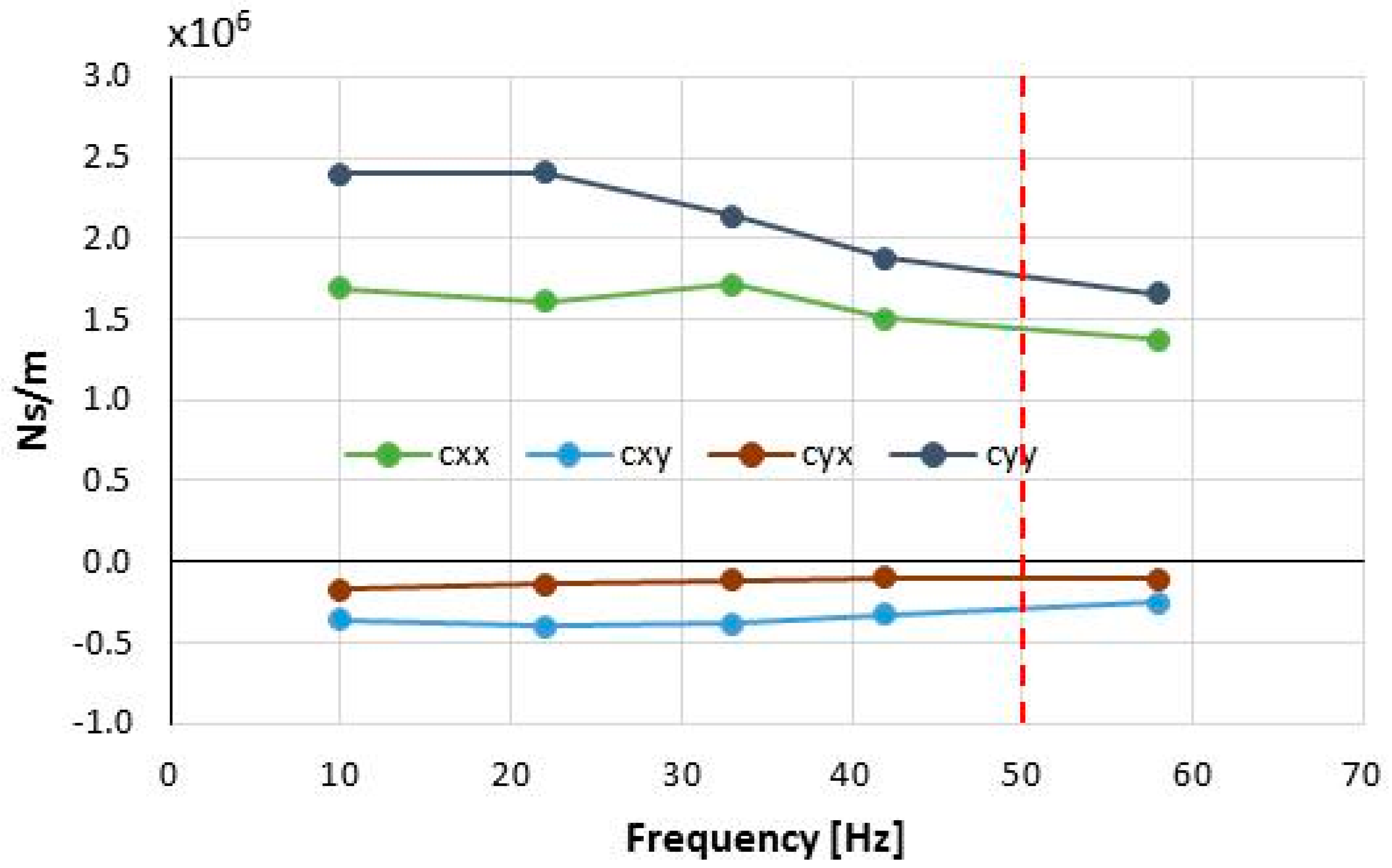
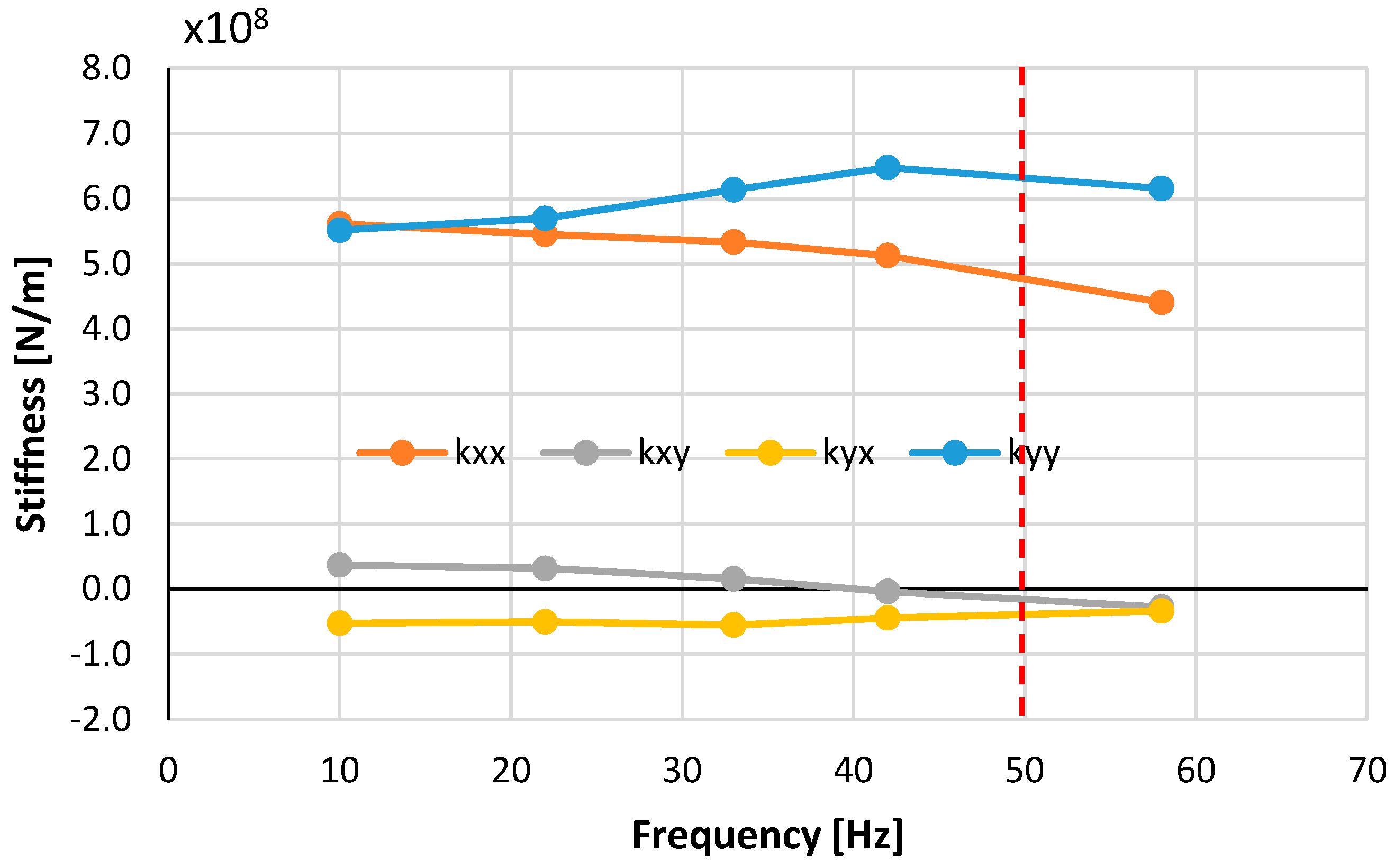
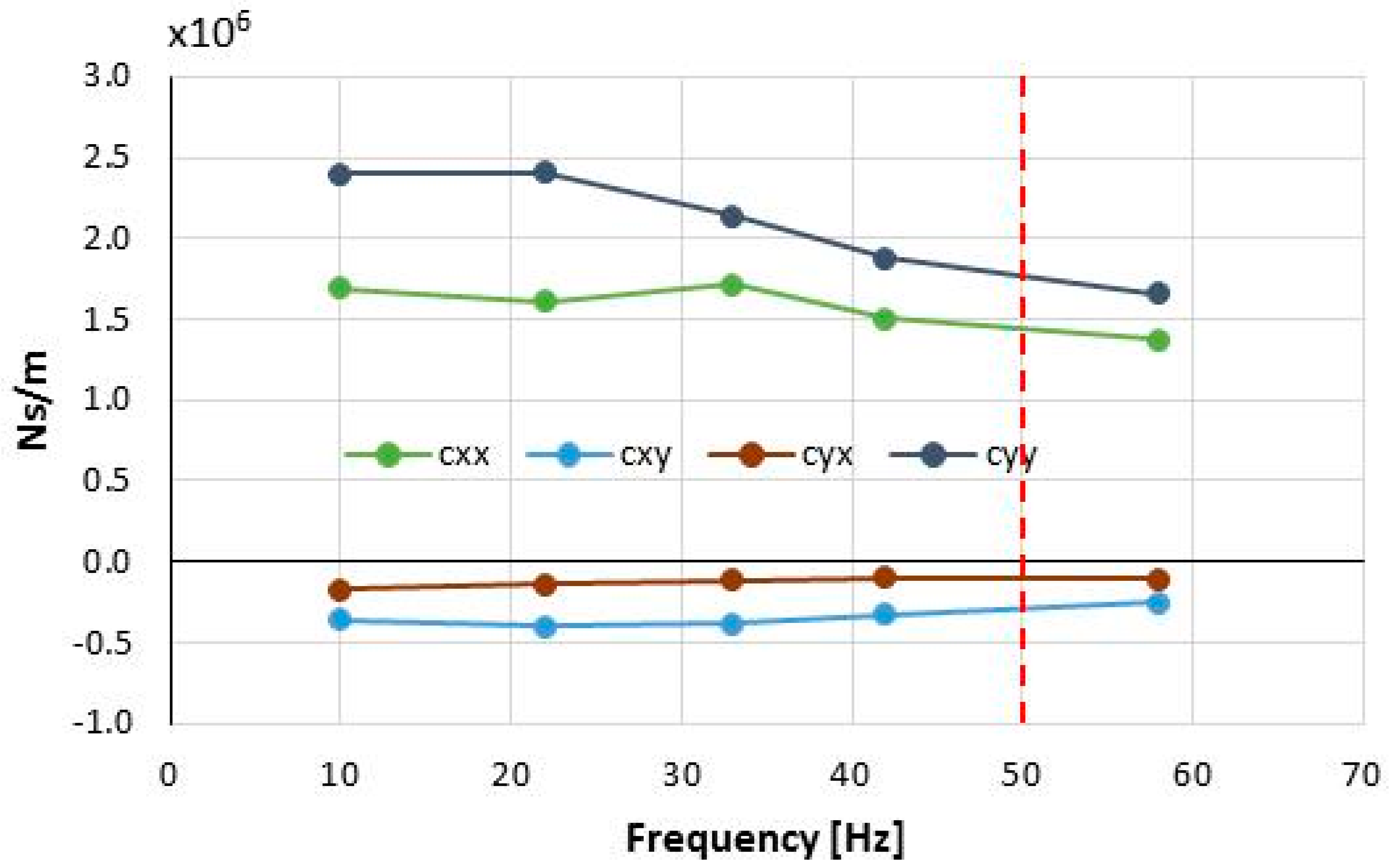
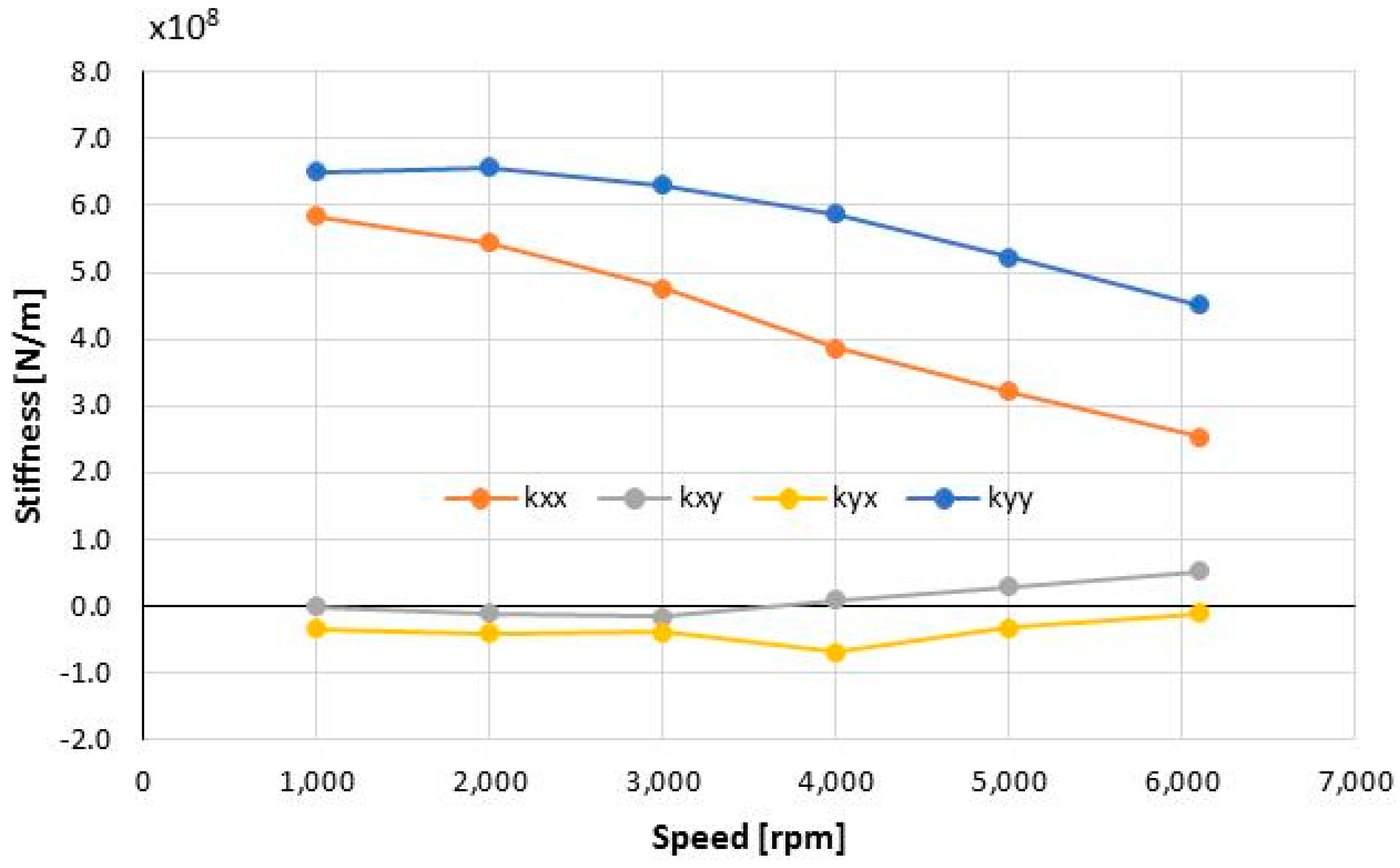
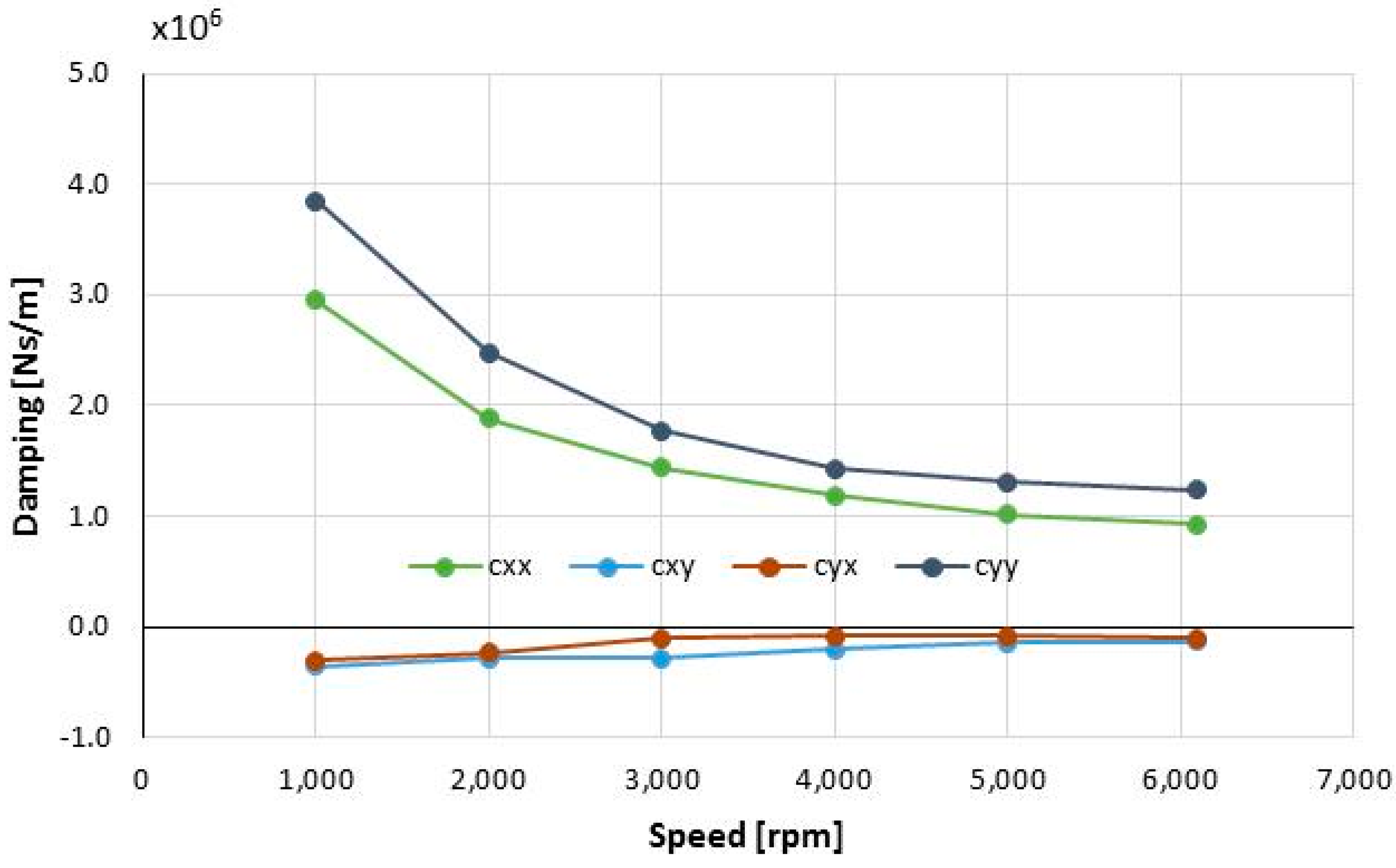
15]. It consists in determining the bearing impedance matrix, in the frequency domain, by multiplying the force 2 × 2 complex matrix made by two direct terms and two cross-coupled ones by the corresponding inverse displacement complex matrix. The stiffness and damping coefficients can be then obtained considering the real and the imaginary parts of the impedance coefficients. Sample trends of the direct and cross stiffness and damping coefficients evaluated at the different excitation frequencies are reported in
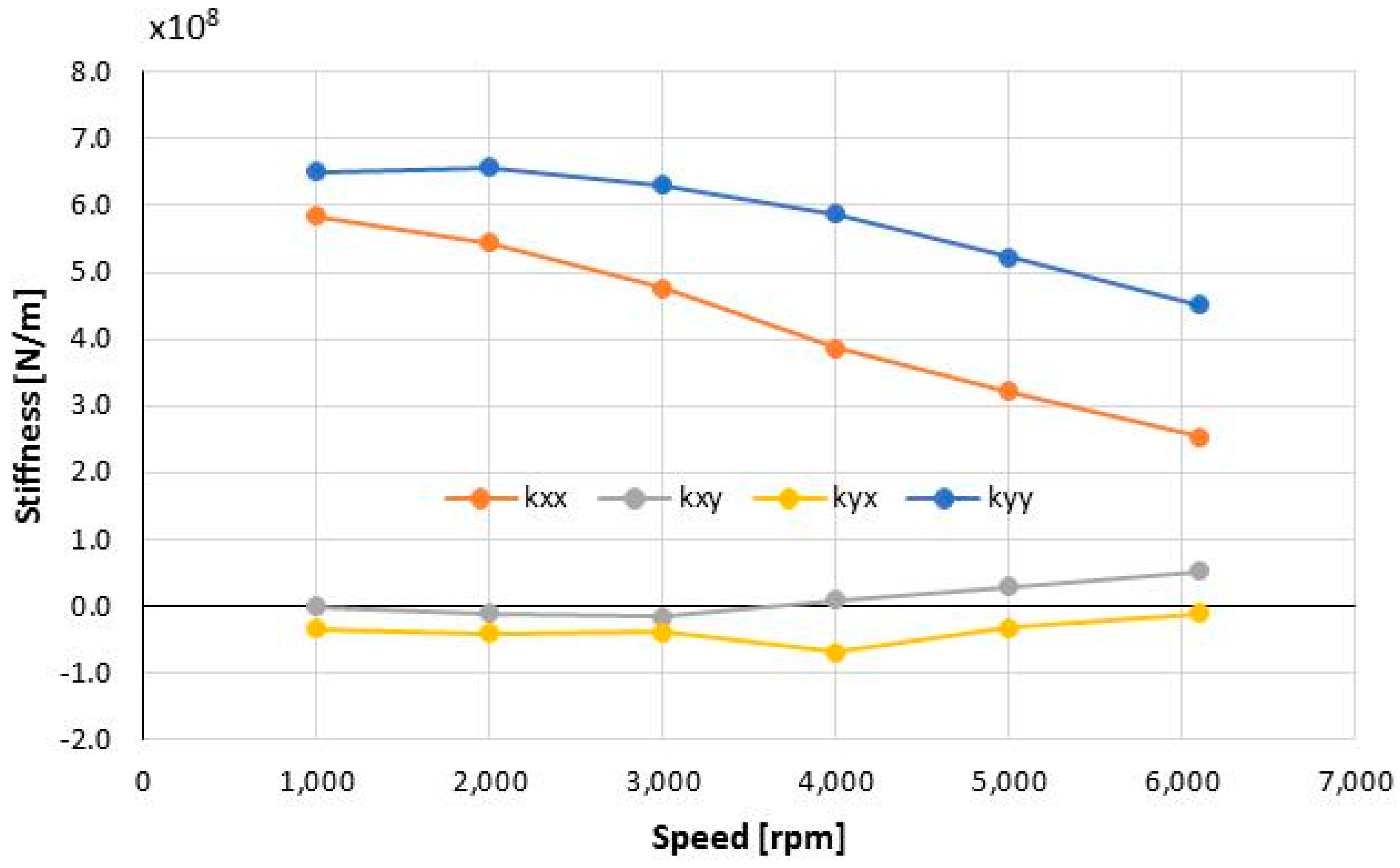
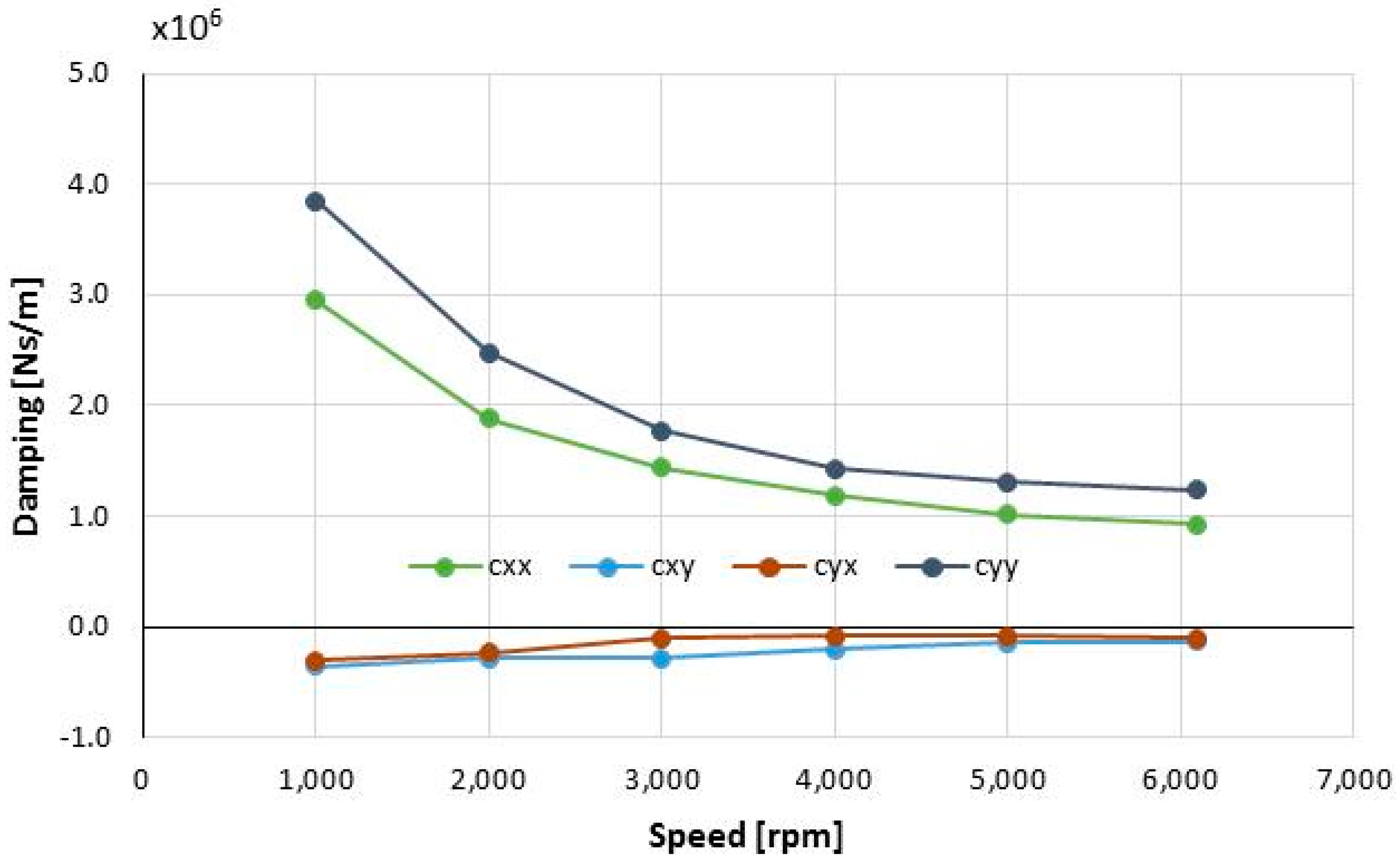
Figure 15. Standard deviation of the coefficients in tests repeated in the same conditions was less than 1% for stiffness direct coefficients, less than 2% for damping direct ones. No correction of the bearing forces for the bearing casing inertia was included in these preliminary results. The synchronous dynamic coefficients are obtained by interpolation at the rotational frequency. The trends obtained by varying the rotational speed for a load of 58 kN load are shown in
Figure 16. An estimation of the total uncertainty of the dynamic coefficients taking into account possible measurement errors of dynamic load cells and displacement sensors gave a value of about 10%. However the error of these preliminary results could be higher than that due to the observed unexpected non-isotropic behavior. Such an outcome was ascribed to the static loader stiffness that was found to be not negligible as it should have been, and to the inaccuracy of the static load cell in dynamic load measurements. Such problems, highlighted in this work, will be overcome for the next test campaigns.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}