The Importance of Fiber Orientation for the Performance of High-Performance Polymer-Based Hybrid Materials in Sliding Contact with Steel


Abstract
1. Introduction
2. Experimental and Methodology
2.1. Materials and Sample Preparation
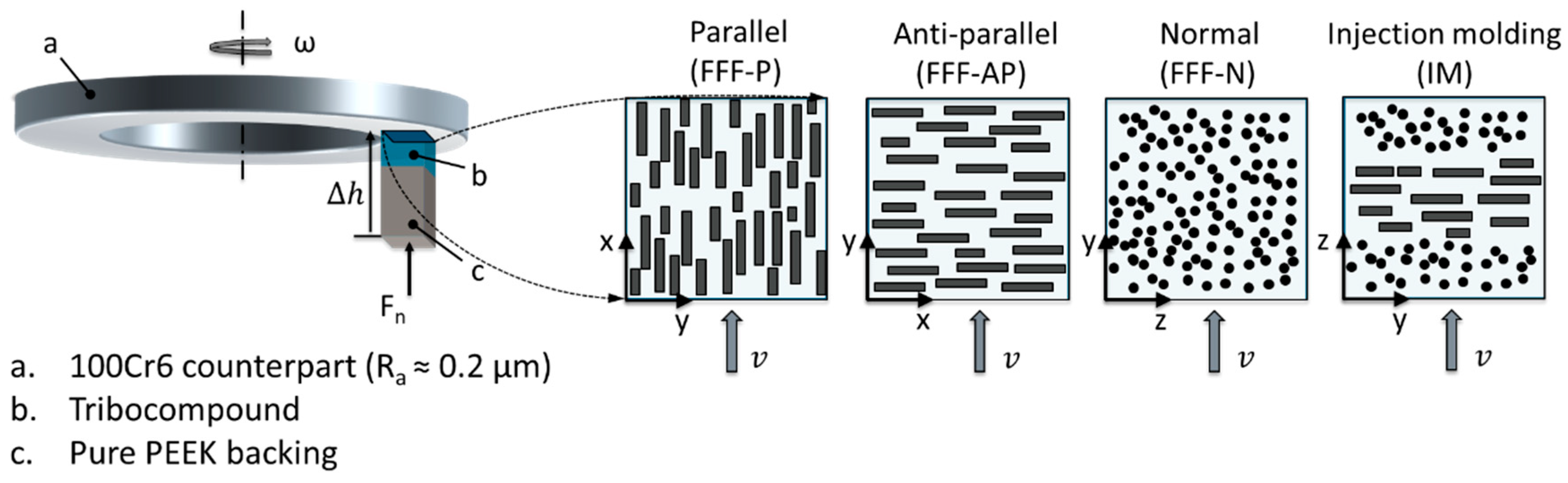
2.2. Testing Methods
3. Results and Discussion
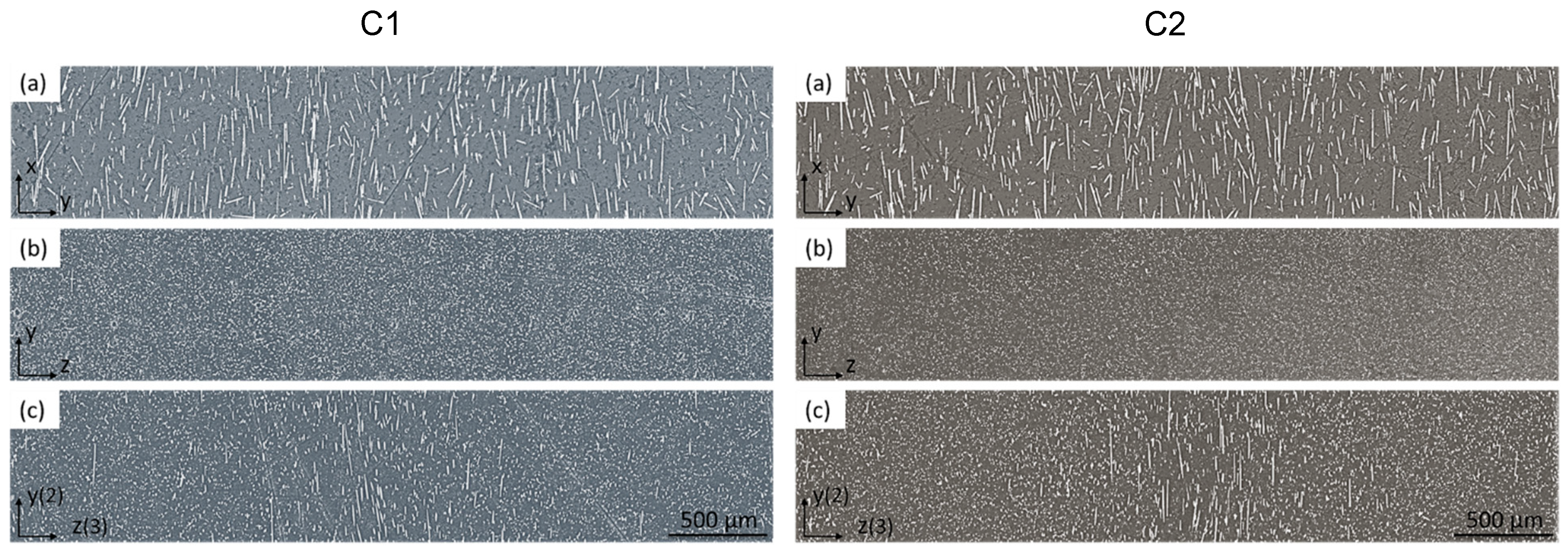
3.1. Morphology Characteristics
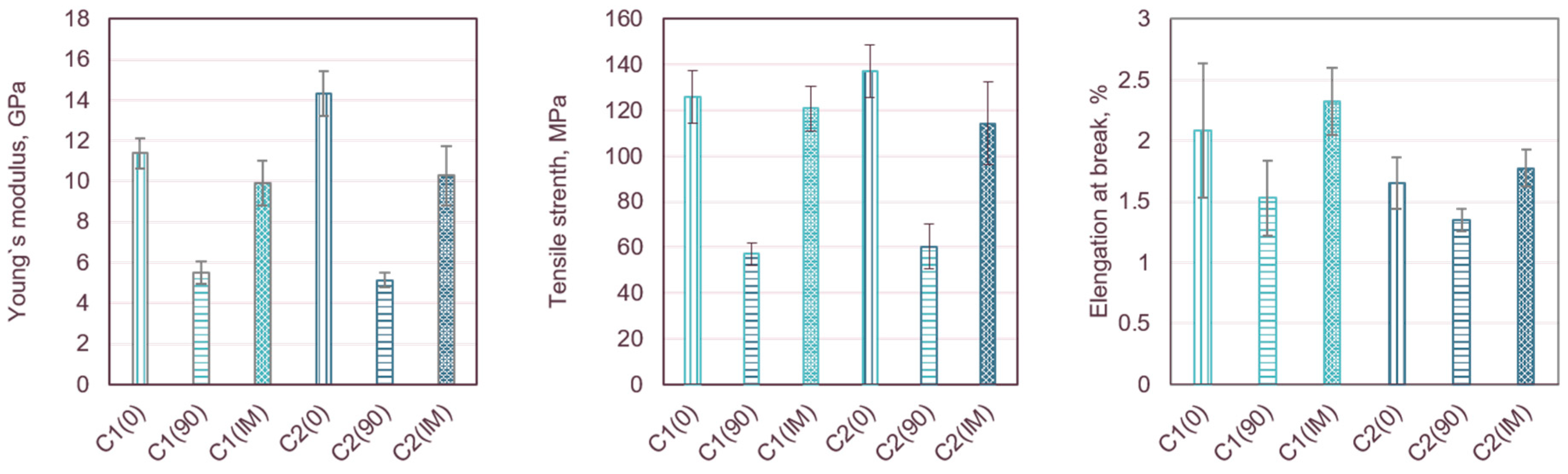
3.2. Mechanical Properties
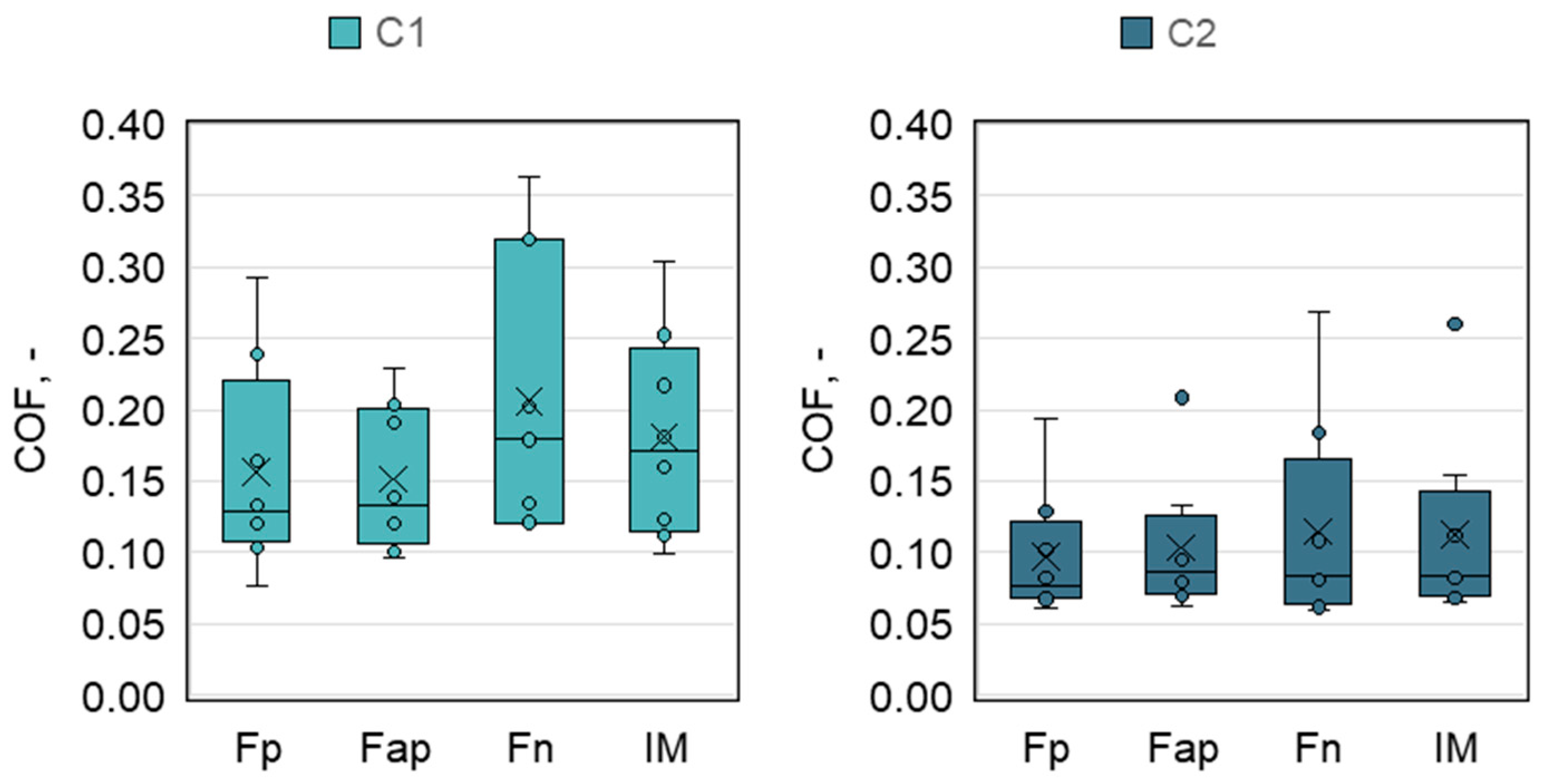
3.3. Tribology
3.3.1. Characteristic Values
3.3.2. Model for Estimating the Fiber Orientation Effect
3.3.3. Analysis of Tribomechanisms
4. Conclusions
- Overall, the results of the study show that the manufacturing of tribological components made of fiber-reinforced plastics has a decisive influence on the fiber orientation in the tribological contact zone and thus ultimately has a significant influence on the tribological properties of components made from these materials.
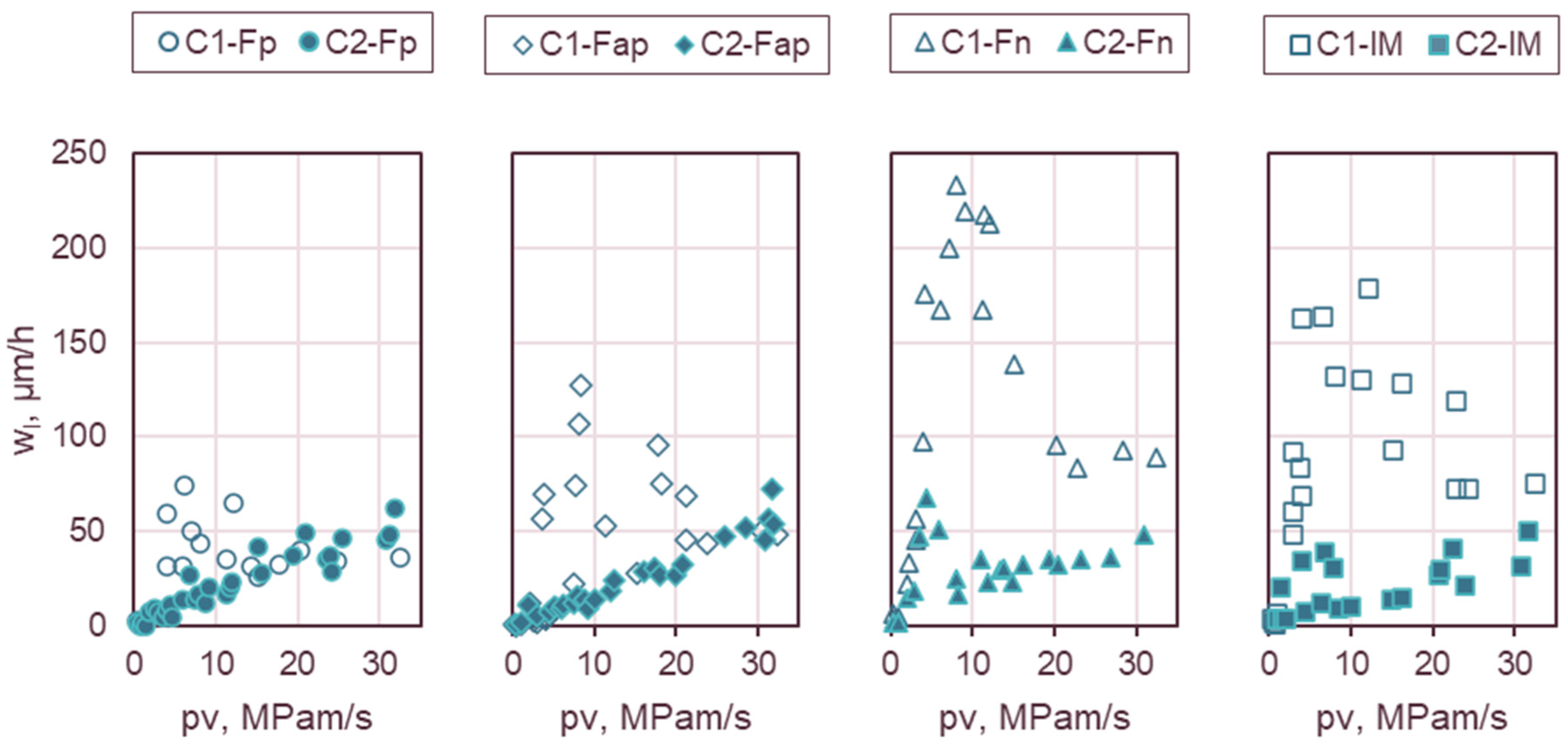
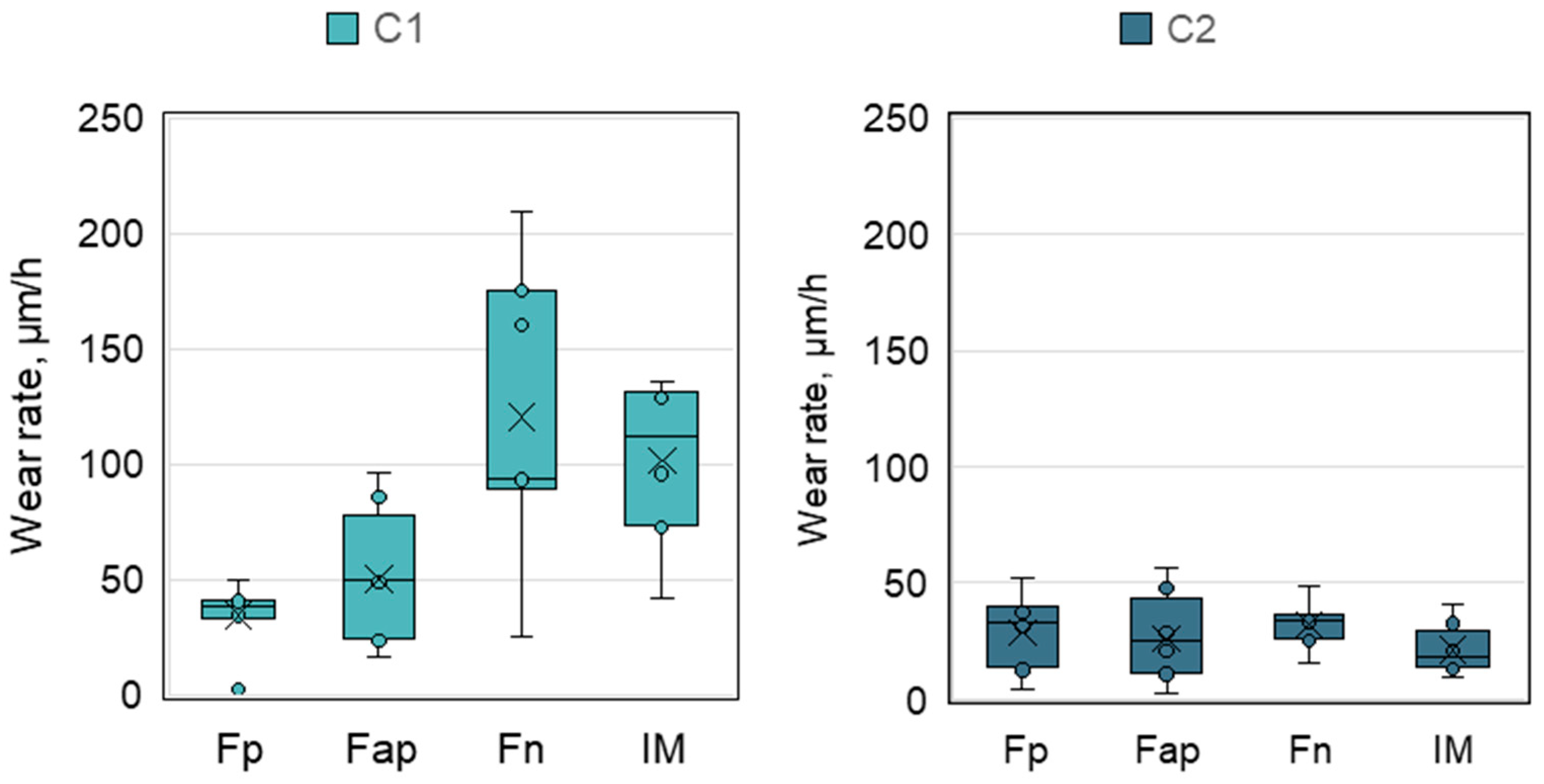
- In principle, the friction coefficients in both the parallel (p) and antiparallel (ap) scenarios are significantly lower than in the normal (n) scenario.
- This is analogous to the linear wear rate, where comparatively high wear values are observed at a pv range of p·v = 4–12 MPa·m/s. The lowest wear values are observed with parallel fiber loading. In this case, the wear also has the lowest scatter over the entire p·v range studied.
- The three-layer structure along the wall thickness, which is typical for fiber-reinforced injection-molded parts, is reflected in the tribological properties of both injection molded compounds.
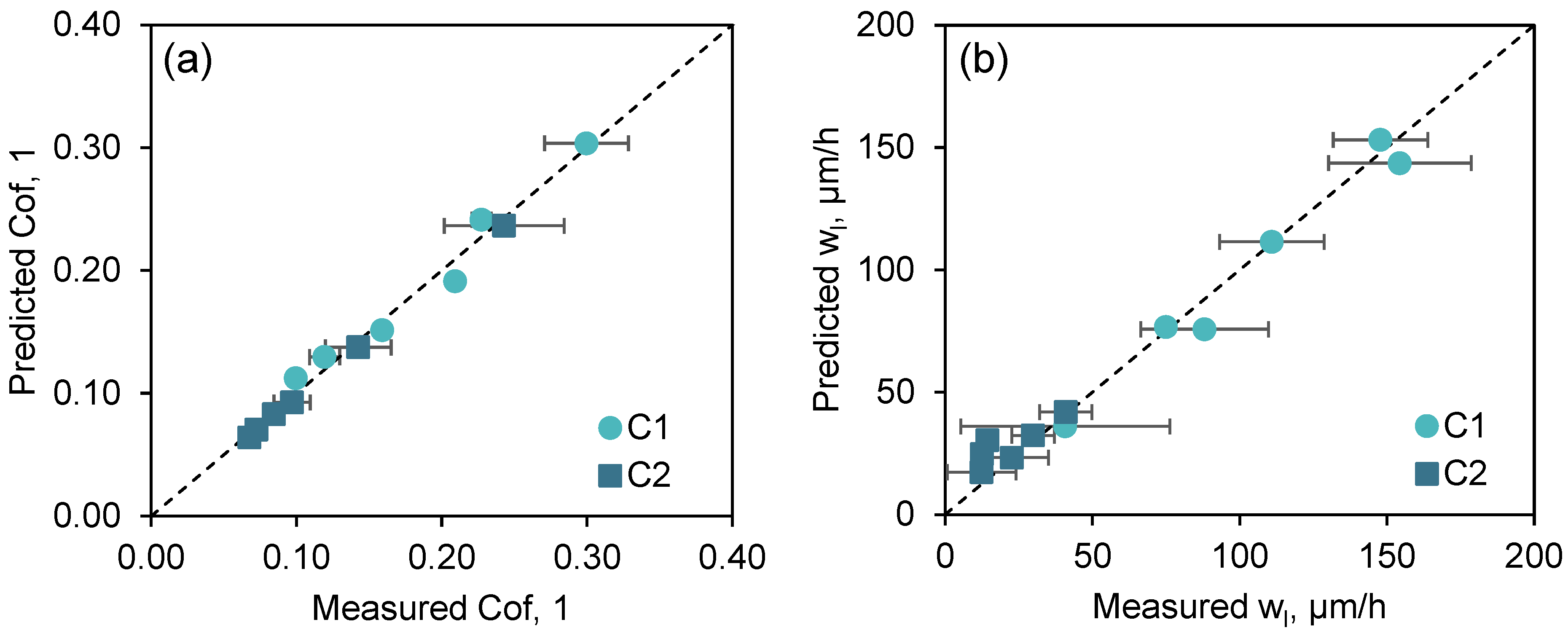
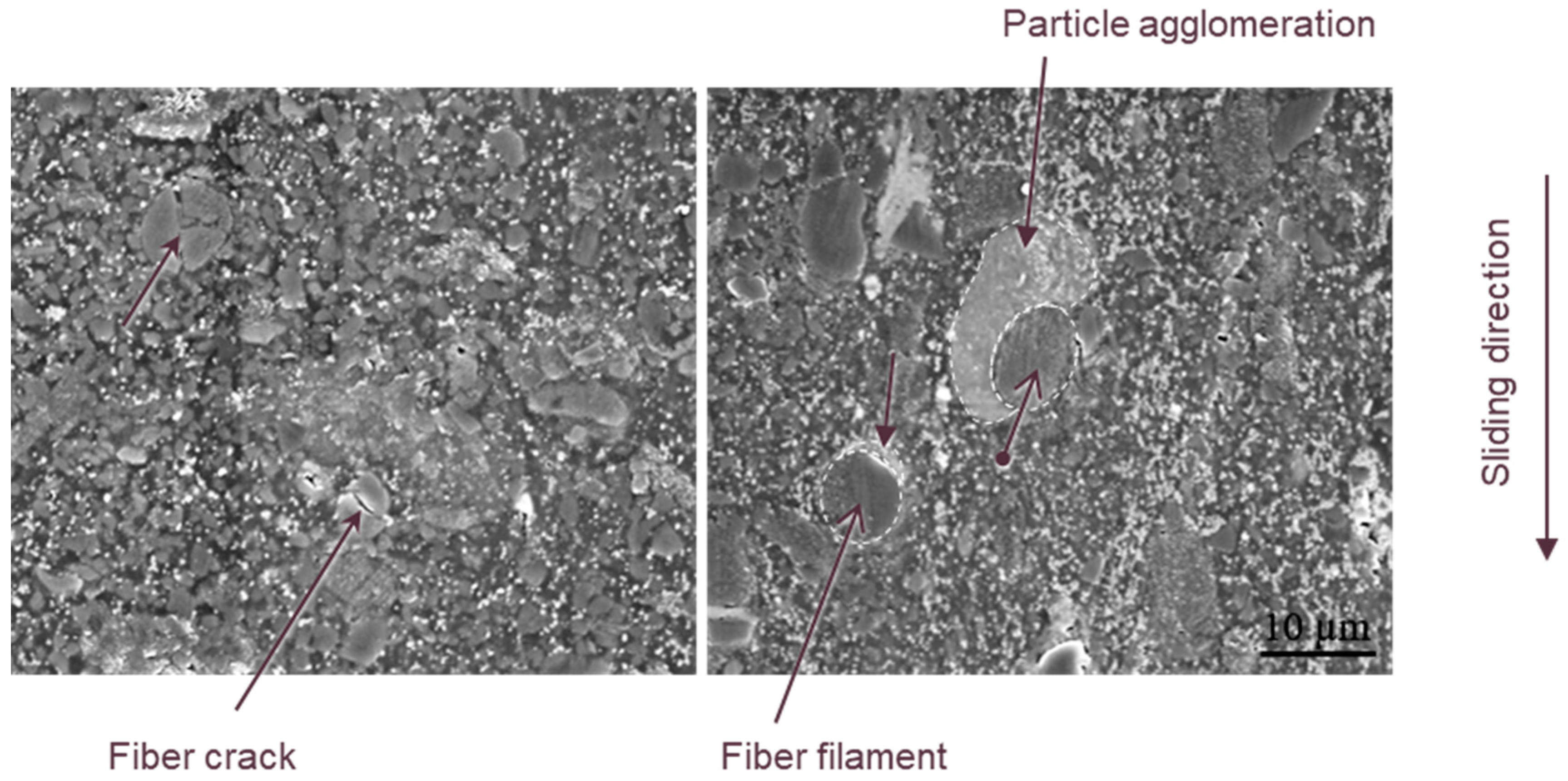
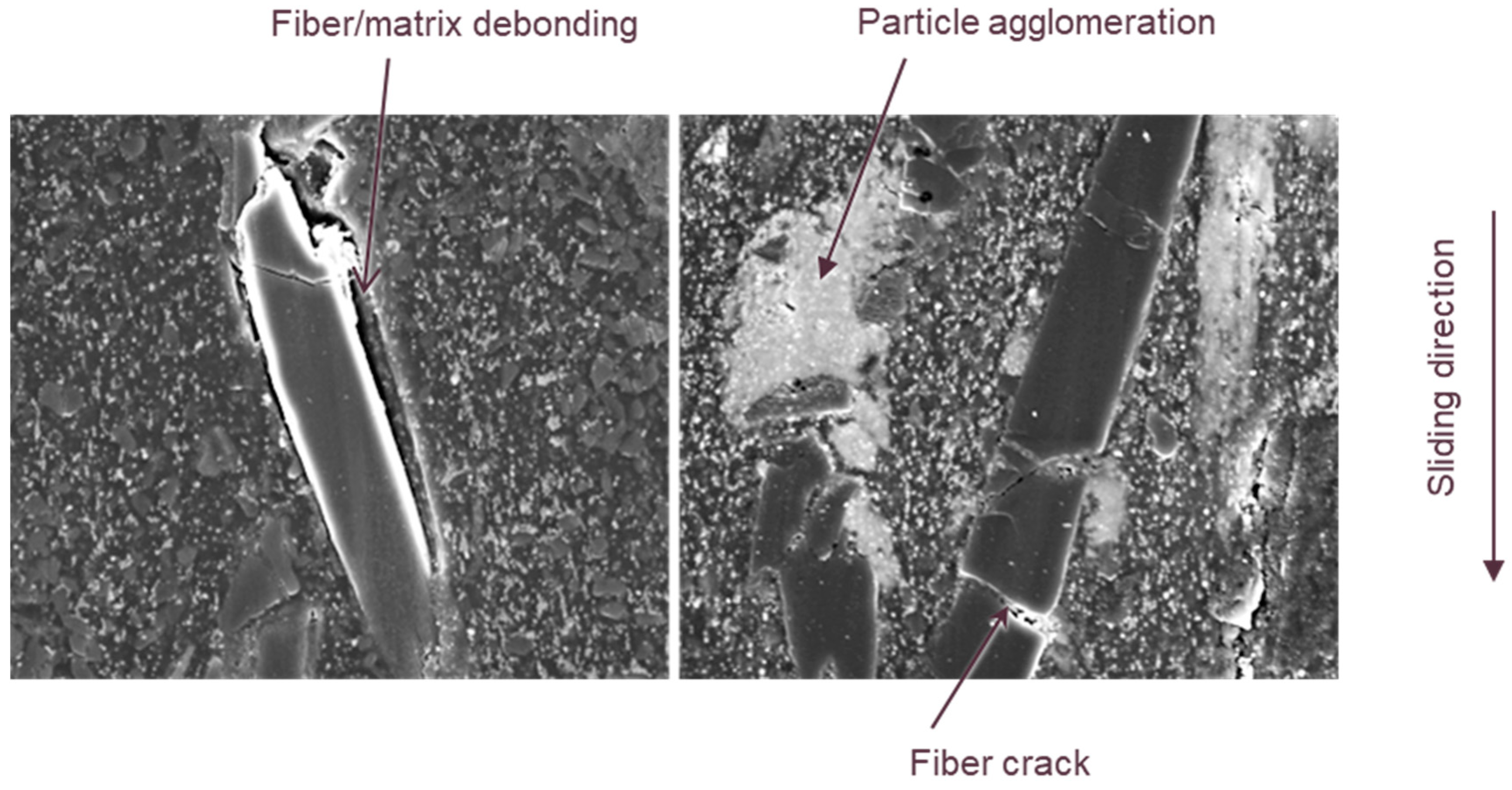
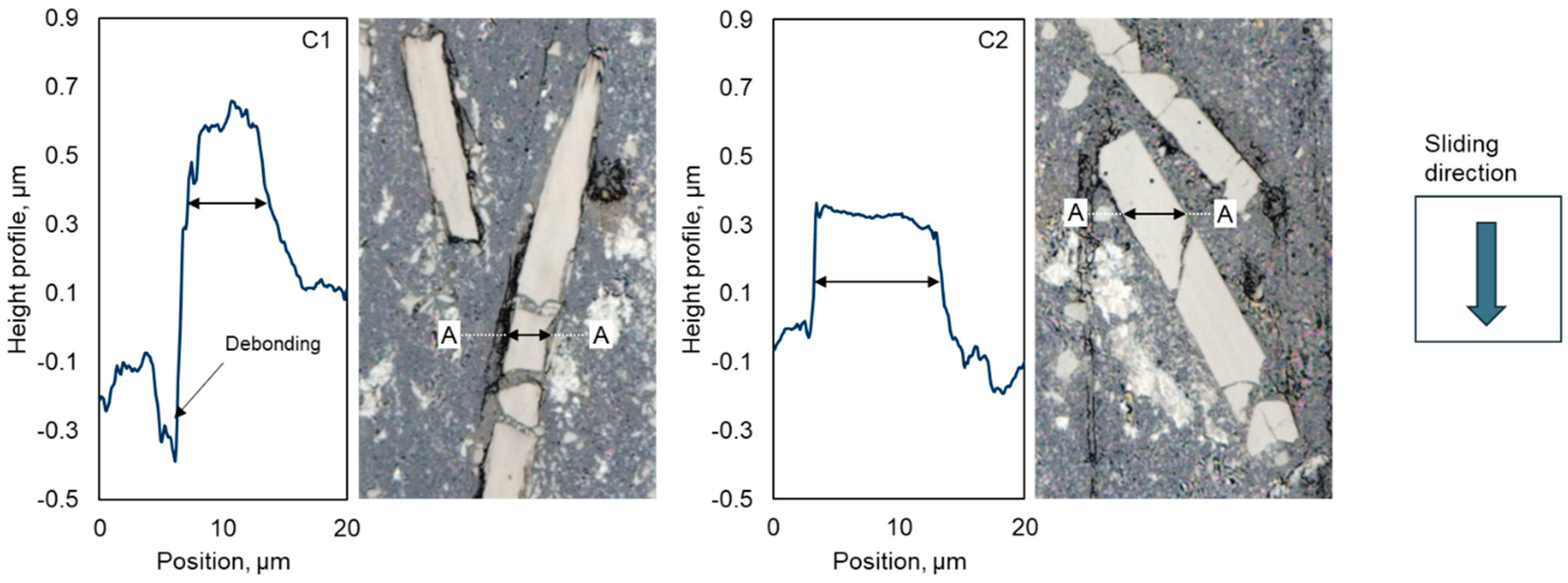
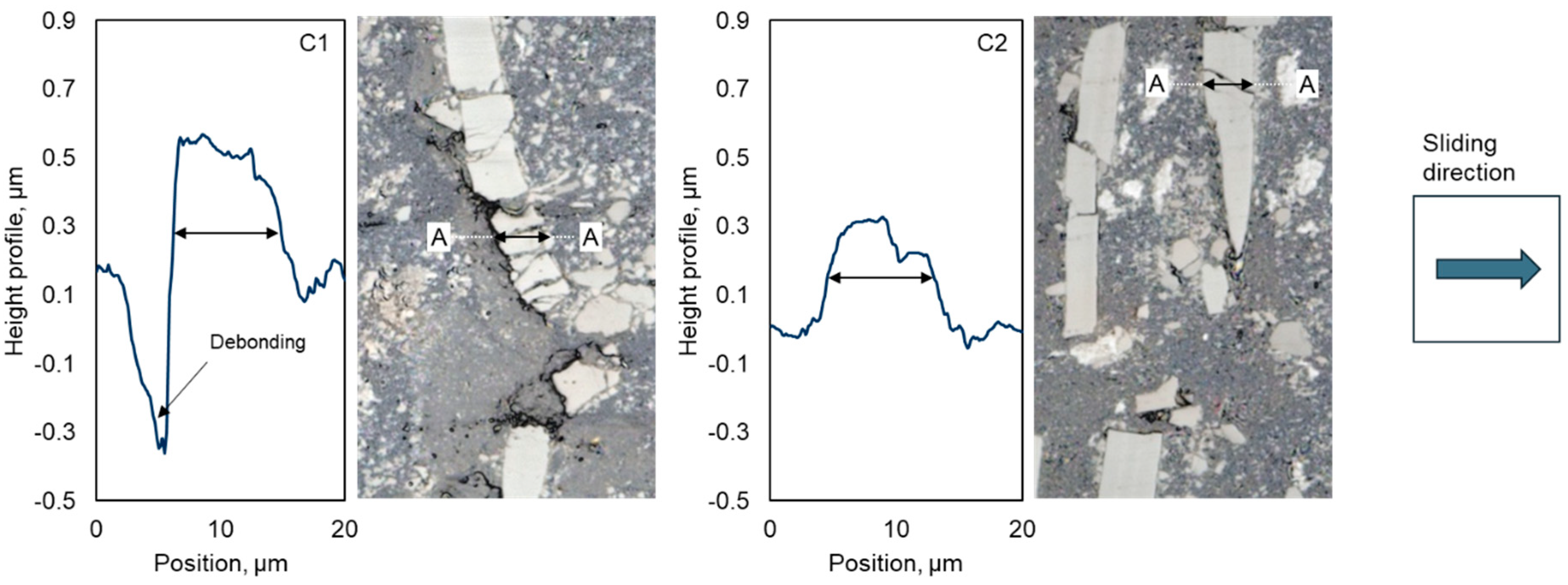
- The wear phenomena in both materials are essentially characterized by fiber thinning, plowing and fiber breakage. In addition, in the compound without SiO2, fiber/matrix debonding and extreme fiber degradation occur throughout the pv range, especially when the fibers are oriented perpendicular to the sliding direction. The presence of SiO2 appears to protect the fibers and mitigate the stress peaks during load transfer from the counterpart to the base body, allowing the fibers to perform their load carrying role in the composite, ultimately resulting in lower coefficients of friction and significantly more favorable wear behavior. When fibers of different orientations are in frictional contact, the coefficient of friction and wear rate can be estimated using a linear mixing rule. The model allows results from samples with different fiber orientations to be standardized to one orientation, greatly reducing material development effort. The modeling option also appears robust based on the following consideration: with the same external load (frictional force), the shear stresses in the fibers are the same for parallel and antiparallel loading, but significantly higher for normal loading. Furthermore, the carbon fibers do not have an isotropic structure. This also explains the different behavior in the normal scenario. However, the load transfer scenario also applies to the bedding of the fibers. There is a difference between parallel and anti-parallel loading here, as the forces in the parallel situation are mainly transferred from the fiber to the matrix via shear. This means that the shear strength of the fiber/matrix interface has a major influence. In the anti-parallel arrangement, this predominantly takes place via normal stresses, i.e., the compressive strength of the matrix is also important. Since the tribological performance for these two scenarios is hardly different, we assume that there are no significant differences for other fiber orientations in the plane.
- Sample preparation and its effects on fiber orientation must be considered in the development, qualification, and validation of hybrid polymer-based tribological materials.
- Ultimately, the quality of the manufactured components is only indirectly related to the manufacturing process. If the manufacturing process aligns the fibers “in plane”, wear is generally lower than with a “normal” alignment of the fibers. However, for tribological systems used at high pv values, the difference decreases. This is because the fibers are more densely embedded at higher temperatures, and the composite material thus offers better damping against dynamic force transmission from the mating body. For robust engineering applications, care should be taken during production to ensure that flow processes avoid fiber orientation normal to the sliding direction. This can be achieved by selecting the sprue and gate positions during the injection molding of plain bearings, for example.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| FFF | Fused filament fabrication |
| IM | Injection molding |
| ABS | Acrylonitrile butadiene styrene |
| PEEK | Polyether ether ketone |
| PLA | Polylactic acid |
| PoD | Pin-on-disc |
| p | Surface pressure |
| v | Silding velocity |
| Cof | Coefficient of friction |
| wl | Linear wear rate |
References
- Voss, H.; Friedrich, K. On the Wear Behaviour of Short-Fibre-Reinforced Peek Composites. Wear 1987, 116, 1–18. [Google Scholar] [CrossRef]
- Molazemhosseini, A.; Tourani, H.; Khavandi, A.; Eftekhari Yekta, B. Tribological Performance of PEEK Based Hybrid Composites Reinforced with Short Carbon Fibers and Nano-Silica. Wear 2013, 303, 397–404. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Lin, L.; Ecke, N.; Huang, M.; Pei, X.; Schlarb, A.K. Impact of Nanosilica on the Friction and Wear of a PEEK/CF Composite Coating Manufactured by Fused Deposition Modeling (FDM). Compos. Part B Eng. 2019, 177, 107428/1–107428/10. [Google Scholar] [CrossRef]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.W. Interfacial Bonding Strength of Short Carbon Fiber/Acrylonitrile-Butadiene-Styrene Composites Fabricated by Fused Deposition Modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of Polypropylene/Short Glass Fiber Composite as Fused Deposition Modeling (FDM) Filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Zhang, Y.; Purssell, C.; Mao, K.; Leigh, S. A Physical Investigation of Wear and Thermal Characteristics of 3D Printed Nylon Spur Gears. Tribol. Int. 2020, 141, 105953. [Google Scholar] [CrossRef]
- Amiruddin, H.; Bin Abdollah, M.F.; Norashid, N.A. Comparative Study of the Tribological Behaviour of 3D-Printed and Moulded ABS under Lubricated Condition. Mater. Res. Express 2019, 6, 85328. [Google Scholar] [CrossRef]
- Kamonrattanapisud, M.; Tuchinda, K. Experimental Study of Fiber Orientation Effect on Frictional Material Properties and Tribology Performance. Solid State Phenom. 2020, 304, 25–32. [Google Scholar] [CrossRef]
- Prusinowski, A.; Kaczyński, R. Investigation of Tribological and Strength Properties of ABS/CF Fibrous Composites Formed in Fused Deposition Modeling. J. Frict. Wear 2020, 41, 318–325. [Google Scholar] [CrossRef]
- Norani, M.N.M.; Bin Abdollah, M.F.; Abdullah, M.I.H.C.; Amiruddin, H.; Ramli, F.R.; Tamaldin, N. Correlation of Tribo-Mechanical Properties of Internal Geometry Structures of Fused Filament Fabrication 3D-Printed Acrylonitrile Butadiene Styrene. Ind. Lubr. Tribol. 2020, 72, 1259–1265. [Google Scholar] [CrossRef]
- Hanon, M.M.; Alshammas, Y.; Zsidai, L. Effect of Print Orientation and Bronze Existence on Tribological and Mechanical Properties of 3D-Printed Bronze/PLA Composite. Int. J. Adv. Manuf. Technol. 2020, 108, 553–570. [Google Scholar] [CrossRef]
- Ertane, E.G.; Dorner-Reisel, A.; Baran, O.; Welzel, T.; Matner, V.; Svoboda, S. Processing and Wear Behaviour of 3D Printed PLA Reinforced with Biogenic Carbon. Adv. Tribol. 2018, 2018, 1763182. [Google Scholar] [CrossRef]
- Zhiani Hervan, S.; Altınkaynak, A.; Parlar, Z. Hardness, Friction and Wear Characteristics of 3D-Printed PLA Polymer. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 1590–1598. [Google Scholar] [CrossRef]
- Luo, M.; He, Q.; Wang, H.; Chang, L. Tribological Behavior of Surface Textured Short Carbon Fiber-Reinforced Nylon Composites Fabricated by Three-Dimensional Printing Techniques. J. Tribol. 2021, 143, 051105. [Google Scholar] [CrossRef]
- Hanon, M.M.; Kovács, M.; Zsidai, L. Tribology Behaviour Investigation of 3D Printed Polymers. Int. Rev. Appl. Sci. Eng. 2019, 10, 173–181. [Google Scholar] [CrossRef]
- Sojoodi Farimani, F.; de Rooij, M.; Hekman, E.; Misra, S. Frictional Characteristics of Fusion Deposition Modeling (FDM) Manufactured Surfaces. Rapid Prototyp. J. 2020, 26, 1095–1102. [Google Scholar] [CrossRef]
- Ramachandran, M.G.; Rajeswari, N. Influence of Nano Silica on Mechanical and Tribological Properties of Additive Manufactured PLA Bio Nanocomposite. Silicon 2021, 14, 703–709. [Google Scholar] [CrossRef]
- Przekop, R.E.; Kujawa, M.; Pawlak, W.; Dobrosielska, M.; Sztorch, B.; Wieleba, W. Graphite Modified Polylactide (PLA) for 3D Printed (FDM/FFF) Sliding Elements. Polymers 2020, 12, 1250. [Google Scholar] [CrossRef]
- Norani, M.N.M.; Bin Abdollah, M.F.; Abdullah, M.I.H.C.; Amiruddin, H.; Ramli, F.R.; Tamaldin, N. 3D Printing Parameters of Acrylonitrile Butadiene Styrene Polymer for Friction and Wear Analysis Using Response Surface Methodology. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 468–477. [Google Scholar] [CrossRef]
- Zhang, P.; Hu, Z.; Xie, H.; Lee, G.H.; Lee, C.H. Friction and Wear Characteristics of Polylactic Acid (PLA) for 3D Printing under Reciprocating Sliding Condition. Ind. Lubr. Tribol. 2020, 72, 533–539. [Google Scholar] [CrossRef]
- Ballesteros, L.M.; Zuluaga, E.; Cuervo, P.; Rudas, J.S.; Toro, A. Tribological Behavior of Polymeric 3D-Printed Surfaces with Deterministic Patterns Inspired in Snake Skin Morphology. Surf. Topogr. Metrol. Prop. 2021, 9, 014002. [Google Scholar] [CrossRef]
- Bin Abdollah, M.F.; Norani, M.N.M.; Abdullah, M.I.H.C.; Amiruddin, H.; Ramli, F.R.; Tamaldin, N. Synergistic Effect of Loads and Speeds on the Dry Sliding Behaviour of Fused Filament Fabrication 3D-Printed Acrylonitrile Butadiene Styrene Pins with Different Internal Geometries. Int. J. Adv. Manuf. Technol. 2020, 108, 2525–2539. [Google Scholar] [CrossRef]
- Pawlak, W.; Wieleba, W.; Kluczynski, J.; Sniezek, L. The Influence of the Addition of Graphite on the Tribological Properties of Polylactic (PLA) Applied in 3D Printing Technology. Tribologia 2021, 277, 89–93. [Google Scholar] [CrossRef]
- Prusinowski, A.; Kaczynski, R. Tribological Behaviour of Additively Manufactured Fiber-Reinforced Thermoplastic Composites in Various Environments. Polymers 2020, 12, 1551. [Google Scholar] [CrossRef]
- Lv, X.; Yang, S.; Pei, X.; Zhang, Y.; Wang, Q.; Wang, T. Tribological Anisotropy of PEEK Composites Filled with Highly Oriented Carbon Fibers Manufactured by Fused Deposition Modeling. Polym. Compos. 2024, 45, 2656–2669. [Google Scholar] [CrossRef]
- Zhang, G.; Rasheva, Z.; Schlarb, A.K. Friction and Wear Variations of Short Carbon Fiber (SCF)/PTFE/Graphite (10 Vol.%) Filled PEEK: Effects of Fiber Orientation and Nominal Contact Pressure. Wear 2010, 268, 893–899. [Google Scholar] [CrossRef]
- Friedrich, K.; Zhang, Z.; Schlarb, A.K. Effects of Various Fillers on the Sliding Wear of Polymer Composites. Compos. Sci. Technol. 2005, 65, 2329–2343. [Google Scholar] [CrossRef]
- Zhang, G.; Chang, L.; Schlarb, A.K. The Roles of Nano-SiO2 Particles on the Tribological Behavior of Short Carbon Fiber Reinforced PEEK. Compos. Sci. Technol. 2009, 69, 1029–1035. [Google Scholar] [CrossRef]
- Lin, L.; Schlarb, A.K. Effect of the Varied Load Conditions on the Tribological Performance and the Thermal Characteristics of PEEK-Based Hybrid Composites. Tribol. Int. 2016, 101, 218–225. [Google Scholar] [CrossRef]
- Bondy, M. Composites Fibre Orientation from One Cross Section, Matlab File Exch. 2016. Available online: https://www.Mathworks.Com/Matlabcentral/Fileexchange/57883-Composites-Fibre-Orientation-from-One-Cross-Section (accessed on 13 July 2020).
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused Filament Fabrication of Fiber-Reinforced Polymers: A Review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PEEK, wt.% | Carbon Fibers, wt.% | Graphite, wt.% | Fillers | wt.% | |
|---|---|---|---|---|---|
| C1 | 60 | 10 | 10 | TiO2, ZnS | 20 |
| C2 | 60 | 10 | 10 | TiO2, ZnS, SiO2 | 20 |
| Rotational Speed | Temperature of the Extruder in Different Zones | |||
|---|---|---|---|---|
| Zone 1 | Zone 2 | Zone 3 | Zone 4 | |
| rpm | °C | °C | °C | °C |
| 8 | 70 | 400 | 425 | 425 |
| Nozzle Temperature | Platform Temperature | Printing Speed | Layer Thickness | Raster Width | Infill |
|---|---|---|---|---|---|
| °C | °C | mm/s | mm | mm | % |
| 430 | 160 | 8 | 0.1 | 0.4 | 100 |
| C1 | C2 | ||||
|---|---|---|---|---|---|
| FFF | IM | FFF | IM | ||
| Fiber area fraction | % | 8.1 | 8.3 | 7.9 | 8.1 |
| x = 0.87 | P = 0.09 | x = 0.89 | P = 0.09 | ||
| Fiber orientation | y = 0.10 | AP = 0.36 | y = 0.09 | AP = 0.37 | |
| z = 0.03 | N = 0.55 | z = 0.02 | N = 0.54 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schlarb, A.K.; Huang, M.; Xu, Y.; Hua, C.; Lin, L. The Importance of Fiber Orientation for the Performance of High-Performance Polymer-Based Hybrid Materials in Sliding Contact with Steel. Lubricants 2025, 13, 234. https://doi.org/10.3390/lubricants13060234
Schlarb AK, Huang M, Xu Y, Hua C, Lin L. The Importance of Fiber Orientation for the Performance of High-Performance Polymer-Based Hybrid Materials in Sliding Contact with Steel. Lubricants. 2025; 13(6):234. https://doi.org/10.3390/lubricants13060234
Chicago/Turabian StyleSchlarb, Alois K., Miaozi Huang, Yao Xu, Chi Hua, and Leyu Lin. 2025. "The Importance of Fiber Orientation for the Performance of High-Performance Polymer-Based Hybrid Materials in Sliding Contact with Steel" Lubricants 13, no. 6: 234. https://doi.org/10.3390/lubricants13060234
APA StyleSchlarb, A. K., Huang, M., Xu, Y., Hua, C., & Lin, L. (2025). The Importance of Fiber Orientation for the Performance of High-Performance Polymer-Based Hybrid Materials in Sliding Contact with Steel. Lubricants, 13(6), 234. https://doi.org/10.3390/lubricants13060234