Abstract
This study investigates the fabrication and performance of a novel composite material by infiltrating SnSb11Cu6 babbitt alloy into an open-cell AlSn6Cu-SiC matrix. The composites, produced via a multi-stage liquid-state processing route, were comprehensively characterized for their microstructural, mechanical, and tribological properties. The inclusion of 5 wt.% silicon carbide reinforcement resulted in a significant improvement in tribological performance under dry-sliding conditions. Specifically, the reinforced composite exhibited a 24.8% reduction in wear and a 10.8% reduction in the coefficient of friction compared to its unreinforced counterpart. Crucially, this enhancement in wear resistance was achieved while the bulk compressive mechanical properties and ductile deformation behavior remained virtually identical to the unreinforced material. Microstructural analysis confirmed that the high-hardness SiC particles act as primary load-bearing agents, shielding the softer metallic matrix from severe wear. These findings demonstrate the successful development of a high-performance composite with enhanced tribological durability without a mechanical trade-off, making it a promising candidate for advanced bearing applications.
1. Introduction
Al-based metal matrix composites (AMMCs) have become a central research focus in dry friction studies owing to their distinctive blend of low weight and superior mechanical properties. These composite materials, enhanced with reinforcing elements including B4C [1], Al2O3 [2], and SiC [3], demonstrate substantial modifications in tribological performance during dry sliding operations, presenting opportunities for enhanced wear resistance and friction reduction. The incorporation of SiC particles within aluminum matrices not only increases material hardness but also influences frictional properties, rendering AMMCs especially valuable for applications demanding both superior performance and extended durability [4]. Investigating dry friction characteristics in these composites is fundamental for developing comprehensive understanding of their performance in practical applications, particularly where lubrication is limited or unavailable and wear resistance is vital for mechanical system longevity and dependability [5]. To ensure successful implementation of AMMCs in practical applications, thorough investigation of fundamental frictional mechanisms is required, ultimately necessitating their mathematical modeling. The research presented in [4] details the production and characterization of SiC/Al 6061 composites containing elevated SiC concentrations through pressure-assisted infiltration techniques. This work also examines the wear characteristics of composites under varying SiC content concentrations, demonstrating that increased SiC content (7.5 wt.%) results in reduced wear rates and coefficient of friction (COF). In the investigation in [6] the authors produced Al-Mg/SiC-Al2O3 and Al-Mg/Al2O3 composites via pressureless infiltration and performed dry sliding pin-on-disk testing. Their findings revealed that specimens exhibiting higher density and smaller cell dimensions displayed reduced wear rates. The investigation reported in [7] involved fabricating Al-Cu composites containing varying TiC-SiC content (2–8 wt.%) as reinforcement through stir casting, followed by wear property evaluation. The AMMC wear characteristics demonstrated that optimal wear resistance was achieved with 10 wt.% reinforcement addition. The researchers in [8] employed combined stir-casting and squeeze-casting techniques to produce Al-based composites containing SiCp (20–30 wt.%) while investigating their microstructural, mechanical, and wear characteristics. Results indicated that the dual casting approach enhanced SiCp distribution, minimized porosity, and improved mechanical and wear performance relative to stir-casting alone. Composites containing 30 wt.% SiCp exhibited superior hardness, minimal wear rates, and lowest COF values. The authors of [9] utilized powder processing to manufacture Al-Si composites with SiC additions (1–5 wt.%), and following dry-friction testing, concluded that 5 wt.% composites demonstrated the lowest COF and substantially reduced mass wear compared to other compositions. The influence of SiC reinforcement on the mechanical and thermal performance of AMMCs has been extensively investigated across a wide range of compositions and processing routes. For example, Al-6061 composites with 10–70 vol.% SiC fabricated by V-blending and ball milling followed by hot-press sintering revealed optimal perfor-mance at intermediate reinforcement concentrations, yielding ultimate tensile strengths (UTS) of ~286 MPa and ~369.6 MPa, respectively, while excessive porosity at higher loadings caused severe property degradation [10]. Tan et al. [11] demonstrated that increasing SiC particle size (7–250 μm) in 40 vol.% SiCp/Al composites enhanced thermal conductivity (182 → 272 W/m·K) but reduced bending strength (352 → 175 MPa). Likewise, Teng et al. [12] reported that in 50 vol.% SiCp/Al composites, fine SiC particles promoted agglomeration and porosity, reducing conductivity, while coarse particles improved density and thermal transport but at the expense of flexural strength. Studies at lower reinforcement concentrations support similar trends: Zhang et al. [13] observed tensile strength improvements up to 200 MPa with 10 vol.% SiC, while Sankhla et al. [14] showed that increasing SiC content (15–25 wt.%) enhanced hardness and compressive strength. Kady et al. [15] further highlighted particle size effects, demonstrating that nanoscale SiC particles (700 nm) improved compressive strength, hardness, and thermal conductivity in 5–10 wt.% composites. Soltani et al. [16] found that higher casting temperatures during stir casting of 3 wt.% SiC/Al composites promoted Al4C3 formation at the SiC/Al interface, limiting tensile strength (~130 MPa). Collectively, these findings underscore the complex interplay between reinforcement content, particle size, and processing method in determining the mechanical and functional performance of Al–SiC composites.
Despite these benefits, traditional babbitt materials exhibit certain limitations, especially regarding wear resistance and mechanical properties under demanding operating conditions. When exposed to elevated stress and temperature environments, babbitt bearings become prone to fatigue, deformation, and accelerated wear, potentially resulting in early failure [17,18]. For example, Sn-Sb-Cu bearings may experience premature failure when encountering inadequate load-bearing capacity under elevated temperature conditions. The authors of [19] illustrated that SnSb11Cu6 alloy hardness and strength decrease substantially with increasing operating temperatures, constraining overall service duration. These limitations emphasize the requirement to develop innovative approaches for improving babbitt material durability and performance, especially in challenging applications requiring extended operational life and dependability. Throughout recent years, numerous approaches have been investigated to improve mechanical strength, wear resistance, and tribological characteristics of tin-based babbitt alloys, particularly for high-speed and heavy-duty applications. Matrix reinforcement using ceramic particles like SiC has produced improvements reaching 80% in hardness, compressive strength, and wear resistance compared to unmodified Sn-Sb-Cu alloys [20]. Likewise, incorporating rare-earth elements such as yttrium has been shown to refine microstructure, increase tensile strength, and enhance wear characteristics of Sn-based babbitt alloys, specifically SnSb11Cu6 [17]. Micro-alloying with elements including Ag and Co has also demonstrated effectiveness in matrix strengthening, intermetallic phase modification, and enhanced bonding with steel substrates, further optimizing load-bearing performance of SnSb11Cu6-based alloys [19,21].
Despite the extensive research conducted on both AMMCs and babbitt alloy systems, there remains a significant gap in the literature concerning the investigation of mechanical and wear properties of open-cell AlSn6Cu-SiC matrix structures infiltrated with SnSb11Cu6 babbitt alloy. Specifically, there is insufficient exploration of these babbitt-infiltrated composite systems when fabricated using liquid-state processing and replication methods. This combination of AlSn6Cu-SiC reinforcement matrix with SnSb11Cu6 babbitt infiltration represents an underexplored materials system that could potentially offer unique advantages in tribological applications, yet comprehensive characterization of their mechanical behavior and wear resistance properties has not been adequately addressed in current research efforts.
The objective of this investigation was to fabricate open-cell AlSn6Cu-SiC matrix composites infiltrated with SnSb11Cu6 babbitt alloy through liquid-state processing techniques and comprehensively evaluate their mechanical and tribological performance. The produced specimens were systematically characterized through dry-sliding wear testing to assess their tribological behavior and quasi-static compression loading to determine their mechanical response under controlled loading conditions. Microstructural and compositional analysis was conducted using scanning electron microscopy (SEM), energy-dispersive X-ray spectroscopy (EDS), and X-ray diffraction (XRD) to examine the morphological characteristics, phase distribution, crystalline phase identification, and elemental composition of the infiltrated composite systems. This current investigation builds upon previous studies [22] related to the fabrication of open-cell AlSn6Cu-SiC composites via liquid-state processing methods, extending the fundamental understanding of these material systems by incorporating babbitt alloy infiltration and providing comprehensive characterization of their structure–property relationships. The integrated approach combining advanced processing techniques with multi-scale characterization aims to establish the potential of these novel composite systems for tribological applications requiring enhanced wear resistance and mechanical performance.
2. Materials and Methods
2.1. Fabrication
The open-cell AlSn6Cu-SiC composites with SnSb11Cu6 babbitt alloy infiltration were manufactured using a multi-stage squeeze casting and infiltration process. The fabrication utilized aluminum alloy (AlSn6Cu) as the primary matrix material, silicon carbide particles (50–100 μm) as reinforcing agents, and sodium chloride particles (1000–1200 μm) for creating the removable preform structure through the replication technique [23]. The selection of AlSn6Cu alloy as the matrix material was based on its intended application in solid bearing manufacturing, where tin serves as the primary alloying element alongside copper, nickel, and silicon additions to enhance mechanical and tribological characteristics. The soft tin phase facilitates the formation of protective surface layers during contact, thereby extending bearing operational life [24,25]. This rational guided the matrix selection, as AlSn6Cu demonstrates superior friction and wear performance under dry-sliding operational conditions. Silicon carbide particles were selected for their exceptional hardness, mechanical strength, and wear resistance properties. The reinforcement concentration of 5 wt.% SiC was selected based on our previous investigations on open-cell AlSn6Cu-based composites reinforced with ceramic particles. In particular, in open-cell AlSn6Cu–Al2O3 composites [26] and AlSn6Cu–SiC composites [22], it was demonstrated that moderate reinforcement additions markedly improve wear resistance while preserving the mechanical stability of the metallic skeleton. For example, 5 wt.% SiC reduced mass wear by 38% at 50 N and 31% at 100 N under dry-sliding conditions without altering the coefficient of friction [22]. Similarly, Al2O3 additions resulted in significant reductions in wear across different load levels (76% reduction at 50 N and 53% reduction at 100 N) [27]. These prior findings guided the choice of 5 wt.% SiC in the present study as a representative reinforcement concentration that balances improved tribological performance with maintained mechanical integrity. Consistent with these findings, Al–Si composites with 1–5 wt.% SiC produced by powder processing also showed that 5 wt.% yielded the lowest coefficient of friction and substantially reduced mass wear compared to other concentrations [9]. Taken together, these results support the choice of 5 wt.% SiC in the present study as a representative reinforcement concentration that balances improved tribological performance with preserved mechanical integrity.
The manufacturing procedure consisted of four distinct stages. Initially, salt preforms were prepared using the replication methodology, where a 3D powder blending system homogenized NaCl particles (acting as leachable space holders), 5 wt.% SiC reinforcement, and 6 wt.% water. This mixture underwent compaction in a steel cylindrical mold under 1.5 MPa pressure to form preliminary preform structures. The resulting green compacts were subjected to thermal treatment at 200 °C for 2 h to eliminate residual moisture, followed by sintering at 800 ± 1 °C for 1 h with subsequent ambient temperature cooling to produce the final salt-leachable preforms. Subsequently, the NaCl preforms were preheated and positioned within a die maintained at 680 ± 2 °C, then infiltrated via squeeze casting with molten AlSn6Cu alloy under 80 MPa pressure for 60 s. The molten alloy penetrated the salt preform void spaces, establishing the AlSn6Cu-SiC skeletal framework, followed by ambient temperature cooling. The third stage involved salt space holder removal using an ultrasonic cleaning system (model UST28-200 B, Sofia, Bulgaria) containing distilled water heated to 79 °C. Finally, the resulting open-cell AlSn6Cu-SiC skeletal structures underwent secondary infiltration with molten SnSb11Cu6 babbitt alloy through liquid-state processing, effectively filling the porous network and creating the final composite material with enhanced tribological properties. This dual-infiltration approach combines the structural integrity of the AlSn6Cu-SiC framework with the superior bearing characteristics of the SnSb11Cu6 babbitt alloy. The fabrication scheme for AlSn6Cu-SiC/SnSb11Cu6 composites is presented in Figure 1.
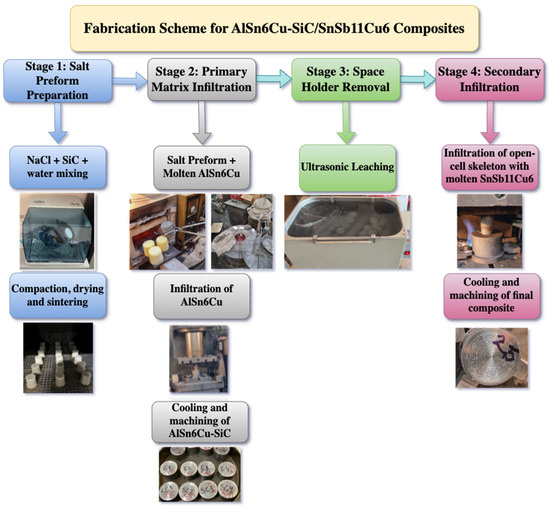
Figure 1.
Fabrication scheme for AlSn6Cu-SiC/SnSb11Cu6 composites.
2.2. Characterization
Tribological characterization was conducted using a pin-on-disk configuration with a Ducom TR-20 rotary tribometer (Bangalore, India) for dry-sliding wear evaluation of all test specimens (Figure 2a). The composite specimens were machined using a lathe to achieve spherical-tip geometries measuring 20 mm in height and 8 mm in diameter (Figure 2b). Testing parameters included a constant linear velocity of 1.0 m·s−1, applied normal load of 50 N and a total sliding distance of 420 m [22]. The counter-surface consisted of an EN-31 steel disk with 140 mm diameter, characterized by a surface roughness of 1.6 μm Ra and hardness of 62 HRC. The steel counterbody exhibited the following chemical composition (wt.%): C 0.90–1.20, Si 0.10–0.35, Mn 0.30–0.75, Cr 1.00–1.60, Si 0.20, with iron comprising the balance.
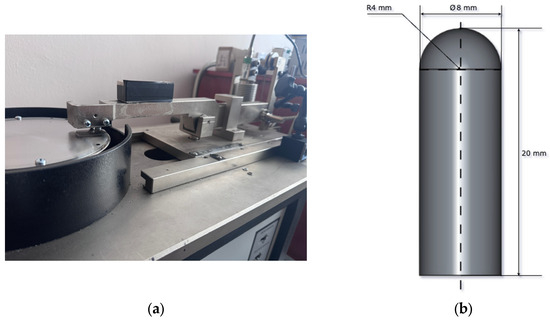
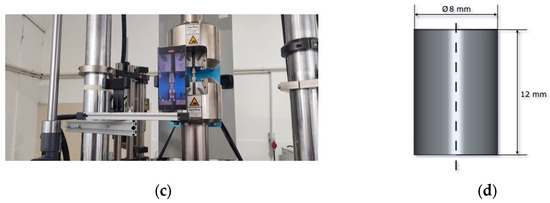
Figure 2.
Representative images of specimen geometries and testing setups: (a) pin-on-disk tribometer with mounted specimen for dry-sliding wear evaluation; (b) spherical-tipped specimen used for pin-on-disk wear testing; (c) universal testing machine with DIC setup for quasi-static compression testing; (d) cylindrical specimen used for compression testing.
Mechanical characterization was performed through quasi-static compression testing of the open-cell composite materials under controlled loading conditions to simulate low-velocity deformation behavior (Figure 2c). Cylindrical test specimens (8 mm diameter × 12 mm height) were positioned between lubricated platens of a Zwick-Roell HA250 universal testing machine (Ulm, Germany) and subjected to compressive loading up to 60% engineering strain at a strain rate of 0.01 s−1 (Figure 2d). The experimental parameters were established based on preliminary investigations [28]. Load–displacement data acquisition was facilitated through integrated machine software. Both tribological and mechanical testing protocols incorporated multiple specimen replicates to ensure statistical reliability and reproducibility, with each experiment performed in triplicate for both materials.
Digital Image Correlation (DIC) analysis was implemented to capture real-time deformation behavior during mechanical testing (Figure 2c). Video recording was performed using a telephoto lens system featuring 10 MP native resolution with software enhancement to 12 MP. The imaging system employed a Sony IMX754 sensor (Tokyo, Japan) with an equivalent focal length of 69 mm, sensor size of 1/3.52″ (approximately 4.6 mm diagonal), pixel size of 1.12 μm, and aperture of f/2.4. The camera system incorporated Dual Pixel Phase Detection Autofocus (PDAF) and optical image stabilization (OIS) to ensure image quality consistency. Video capture was conducted at 4K resolution with frame rates of 30–60 fps, followed by selective frame processing at 2 frames per second intervals for strain field analysis. The camera was positioned at a standoff distance of 250 mm from the test specimens, enabling capture of the curved surface geometry of cylindrical specimens while maintaining adequate depth of focus (approximately 2 mm) for accurate deformation tracking.
Microhardness measurements were performed using a standardized Vickers indenter (HVS-2MDT-AXY Computer Control Semi-Automatic Micro Vickers hardness tester, London, UK). Testing parameters included an applied load of 0.1 kgf with a loading time of 10 s and holding time of 10 s. Microhardness measurements were performed on multiple indentations under consistent experimental conditions to ensure the reliability and reproducibility of the results.
Samples used for X-ray diffraction were cut, ground and polished to a mirror finish using standard metallographic procedures. X-ray diffraction patterns were recorded using an X-ray diffractometer “TDM-10” (by Dandong Tongda Science and Technology Co., Ltd., Dandong, China) equipped with a Cu X-ray tube. Data were collected in the 2θ range from 20° to 90°, with a step size of 0.02° and a scan speed of 0.4°/min. Phase analysis was conducted using the PDF-2 ICDD database and Crystallography Open Database. Results were analyzed with MDI/Jade 6.5 software and visualized in Origin.
Microstructural and compositional analysis of the open-cell AlSn6Cu-SiC composites was accomplished using SEM and EDS. Specimen preparation involved sequential polishing with progressively finer emery paper grades followed by diamond paste finishing, chemical etching using Keller’s reagent, and sputter coating with a thin gold layer to prevent charging artifacts. Microstructural imaging was performed using a HIROX SH-5500 scanning electron microscope (Hirox Japan Co., Ltd., Tokyo, Japan) equipped with a QUANTAX 100 Advanced EDS analytical system (Bruker Co., Frankfurt, Germany). Elemental composition analysis of the composite matrix and SiC reinforcement particles was conducted through EDS zone analysis to determine phase distribution and chemical homogeneity.
3. Results and Discussion
3.1. Microstructural Analysis
The microstructural analysis was performed to investigate the phase distribution, morphology, and elemental composition of the fabricated composites, both before and after wear testing. SEM and EDS were employed to characterize the composite structure and the tribologically induced surface modifications.
As depicted in the SEM micrograph of the as-fabricated, unreinforced material (Figure 3a), the microstructure consists of two primary, well-defined phases. The darker gray, continuous network represents the primary AlSn6Cu matrix, which forms the open-cell skeleton. The lighter gray phase, filling the intercellular regions, is the infiltrated SnSb11Cu6 babbitt alloy. The EDS analysis presented in Table 1 confirms this identification: zone 1, located within the skeleton, is predominantly composed of aluminum (93.69 wt.%), while zone 2, within the infiltrated region, is rich in tin (90.55 wt.%), with characteristic additions of antimony and copper, confirming its identity as the babbitt alloy. The interface between the aluminum matrix and the babbitt appears continuous, indicating successful infiltration and good metallurgical bonding. The microhardness of the individual phases, presented in Figure 3, further elucidates the composite’s nature. The Al-Sn matrix exhibits a hardness of 57.2 HV, while the babbitt matrix is significantly softer at 22.2 HV. In contrast, the SiC particles in the reinforced composite possess an exceptionally high microhardness of 1401.0 HV. This vast difference in hardness is fundamental to the reinforcement mechanism, with the hard SiC particles providing load-bearing support within the softer, more ductile metallic matrix.
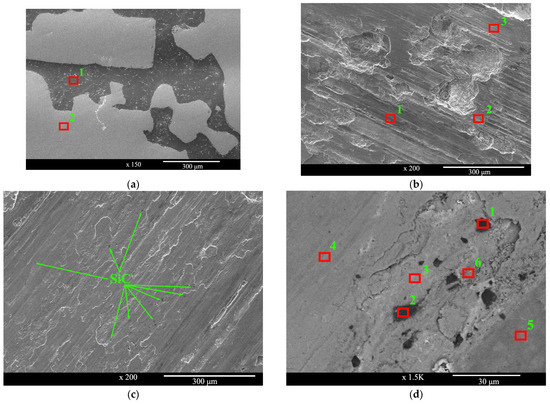
Figure 3.
SEM micrographs showing structural features of: (a) AlSn6Cu material infiltrated with SnSb11Cu6 Babbitt alloy before wear testing; (b) AlSn6Cu material infiltrated with SnSb11Cu6 Babbitt alloy after wear testing; (c) AlSn6Cu-SiC composite infiltrated with SnSb11Cu6 Babbitt alloy after wear testing; (d) high-magnification view of AlSn6Cu-SiC composite after wear testing.

Table 1.
EDS elemental composition (in mass norm. %) at selected zones for AlSn6Cu and AlSn6Cu–SiC infiltrated with SnSb11Cu6 babbitt alloy before/after wear (Figure 2).
Microstructural examination after dry-sliding wear testing reveals significant surface modifications. For the unreinforced composite (Figure 3b), the surface shows evidence of extensive plastic deformation, with smearing of the soft babbitt and aluminum phases. EDS analysis of the worn surface (Table 1, AlSn6Cu after wear) reveals a complex, mixed composition containing not only Al, Sn, Sb, and Cu from the composite, but also a significant amount of iron (Fe, ranging from 7.72 to 14.19 wt.%). The presence of iron confirms material transfer from the EN-31 steel counter-disk, indicating the formation of a mechanically mixed tribolayer.
The worn surface of the SiC-reinforced composite (Figure 3c,d) presents a different morphology, characterized by hard SiC particles embedded within the deformed metallic matrix that interrupt the continuous smearing of the matrix and act as primary load-bearing constituents. During the initial stages of sliding, the softer babbitt and aluminum phases are preferentially removed from the surface. This process exposes the much harder, wear-resistant SiC particles, causing them to protrude from the matrix. These protruding SiC particles then act as the primary load-bearing asperities, shielding the surrounding metallic matrix from direct, severe contact with the counter-disk and significantly reducing the rate of material removal. High-magnification imaging (Figure 3d) combined with EDS analysis (Table 1, Zoomed zone) confirms the identity of these hard phases as SiC (Analysis Nos. 1 & 2), which are rich in silicon and carbon. The surrounding metallic regions (Analysis 3–6) again show a complex, heterogeneous composition, forming a mechanically mixed layer containing elements from the AlSn6Cu skeleton, the babbitt infiltrant, and transferred iron from the counter-disk. This suggests that during wear, the SiC particles protect the softer matrix from excessive material loss while contributing to the formation of a stable, multi-component tribolayer.
X-ray diffraction analysis was performed to identify the crystalline phases present in the fabricated composite and confirm the successful incorporation of the SiC reinforcement. The XRD pattern presented in Figure 4 reveals the presence of five distinct crystalline phases within the AlSn6Cu-SiC composite infiltrated with SnSb11Cu6 babbitt alloy. The predominant peaks correspond to face-centered cubic Al from the primary matrix skeleton, with the most intense reflection appearing at 38.5°. Sn peaks from the infiltrated babbitt alloy are clearly visible, with characteristic reflections at 30.6° and 32.0°. Significantly, the XRD analysis confirms the presence of SiC reinforcement particles through the identification of characteristic SiC peaks marked with “#” symbols in the diffractogram. The SiC reflection appears at 35.7°, confirming the successful retention of the ceramic reinforcement phase throughout the multi-stage processing route. The presence of these SiC peaks validates that the ceramic particles maintained their crystalline integrity during the high-temperature infiltration processes.
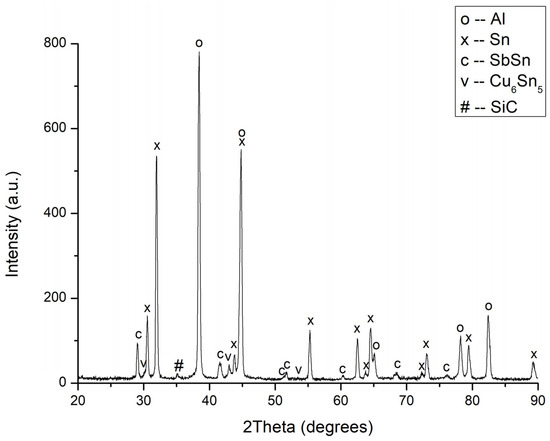
Figure 4.
X-ray diffraction pattern of the AlSn6Cu-SiC composite infiltrated with SnSb11Cu6 babbitt alloy showing the identification of constituent phases.
3.2. Mechanical Behavior
Microhardness measurements were performed to quantitatively characterize the individual constituent phases within the unreinforced and SiC-reinforced composites. The results, presented in Figure 5, provide critical insight into the material’s multi-phase nature and the fundamental role of the SiC reinforcement. The most remarkable result is the high microhardness of the silicon carbide particles, measured at 1401.9 HV. This value is more than an order of magnitude greater than any of the metallic phases, confirming the ceramic’s intrinsic hardness and its suitability as a reinforcing agent for wear applications. In contrast, the metallic phases exhibit significantly lower hardness values. The Al-Sn matrix, which forms the primary skeleton, has a hardness of approximately 57.2 HV in the unreinforced composite and 56.0 HV in the reinforced version. The softer Babbitt matrix, which acts as the infiltrant, measures around 22.2 HV and 25.8 HV, respectively. The intermetallic Sn-Sb phase present within the babbitt shows an intermediate hardness of ~40–44 HV. Overall, the hardness of the metallic phases remains consistent between the two composites, with variations falling within experimental scatter. Notably, however, the babbitt matrix in the reinforced composite displays a statistically significant increase in hardness (25.8 HV vs. 22.2 HV), suggesting local strengthening due to microstructural refinement around the SiC particles.

Figure 5.
Microhardness comparison (HV 0.1) across different phases of SiC-reinforced AlSn6Cu composites compared to unreinforced materials.
The influence of SiC reinforcement on the mechanical response of the composites was evaluated through quasi-static compression testing, correlating the macroscopic stress–strain data with local deformation mechanisms investigated using DIC. The compressive stress–strain curves for the unreinforced and SiC-reinforced composites are presented in Figure 6. Both materials exhibit the characteristic behavior of ductile metal-matrix composites, with a short elastic region followed by extensive plastic flow and gradual work hardening. The most critical finding is that the two curves are nearly identical, providing clear evidence that the inclusion of 5 wt.% SiC reinforcement does not significantly alter the composite’s bulk mechanical properties, such as its yield strength or overall compressive response. The similarity of the compressive curves between the reinforced and unreinforced composites can be explained by the relatively low volume fraction (5 wt.%) of SiC reinforcement and its discontinuous distribution within the matrix. While SiC particles exhibit extremely high hardness, they are not present in sufficient quantity to alter the overall deformation response of the bulk material. Instead, the compressive behavior is dominated by the continuous metallic skeleton, consisting of the AlSn matrix and SnSb babbitt phases, which retain their characteristic ductile flow and work-hardening capacity. The SiC particles primarily influence tribological performance by acting as local load-bearing asperities under sliding contact, but under quasi-static compression the stress is effectively carried by the metallic phases. This explains why the stress–strain curves of both composites remain nearly identical. The DIC analysis (Figure 7) provides a visual explanation for this mechanical congruency. While it is an optical technique limited to the specimen’s visible surface, the observed deformation patterns are remarkably similar for both materials. They deform via the same ductile mechanism, characterized by significant barreling, with displacement initiating near the bottom platen and progressing upwards consistently at each stage of compression. These similarities in the local strain field evolution and the shared deformation mode explain why the macroscopic stress–strain curves are so close.
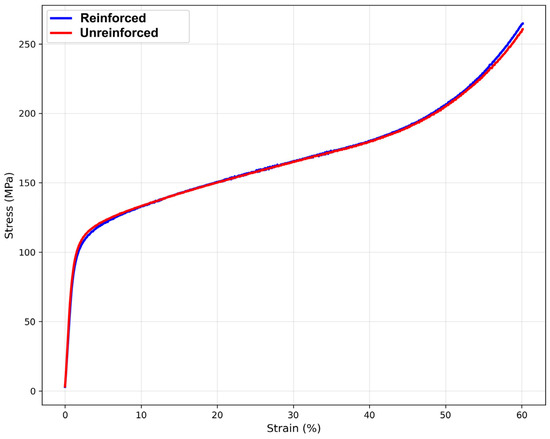
Figure 6.
Compressive stress–strain curves showing enhanced mechanical performance of SiC-reinforced AlSn6Cu composites compared to unreinforced materials at 0.01 s−1 strain rate.
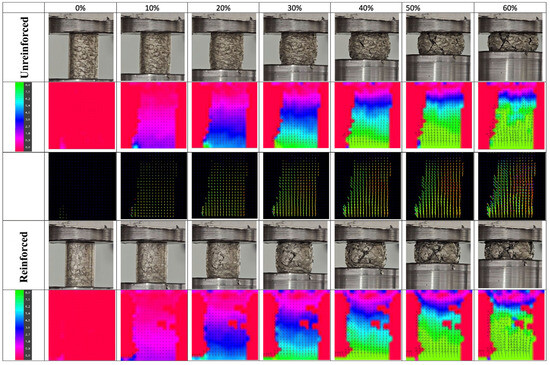
Figure 7.
Digital Image Correlation analysis showing displacement field evolution during compression testing of unreinforced and SiC-reinforced open-cell AlSn6Cu composites from 0% to 60% engineering strain.
Therefore, the combined results unequivocally demonstrate that the SiC particles successfully enhance tribological properties while fully preserving the composite’s mechanical integrity and predictable deformation behavior. The material’s ability to manage compressive loads is not compromised, making the improvement in wear resistance a net gain without a mechanical trade-off.
3.3. Wear Behavior
The tribological performance of the unreinforced and SiC-reinforced composites was evaluated under dry-sliding conditions to determine the effect of SiC addition on the coefficient of friction and mass wear. The wear rate of the samples was determined gravimetrically from the difference in specimen mass before and after testing. Each specimen was cleaned with ethanol and dried to remove debris or transferred counterbody material both prior to and after wear testing. Masses were measured using an analytical balance with a resolution of ±0.01 mg. The mass wear (Δm) was calculated as Δm = m(before wear) − m(after wear). The results unequivocally demonstrate a significant improvement in the tribological behavior of the reinforced composite, a finding that can be directly explained by the interplay between the material’s microstructure and its mechanical response. The quantitative tribological results are presented in Figure 8 and Figure 9. As shown in Figure 9, the SiC-reinforced composite exhibited a mean mass loss of 2.30 mg. This represents a substantial 24.8% reduction in wear compared to the 3.07 mg mass loss of the unreinforced material. It should be noted that the marked improvement in wear resistance cannot be explained by bulk hardness alone, as the Al–Sn matrix and Sn–Sb intermetallics of the reinforced and unreinforced composites exhibit nearly identical hardness values. However, the babbitt matrix in the reinforced composite shows a measurable increase in hardness compared to the unreinforced case, which likely contributes locally to improved resistance. The dominant beneficial effect, however, arises from the tribological function of the SiC particles. Once exposed during sliding, they act as hard load-bearing asperities, stabilize the tribolayer, and impart a lubricant-like effect. In this way, the reinforcement reduces adhesion, lowers friction, and limits material loss, with the harder babbitt providing an additional contribution. Concurrently, the average coefficient of friction (Figure 8) was also significantly reduced, dropping by 10.8% from 0.484 for the unreinforced material to 0.431 for the reinforced variant. The microstructural analysis of the worn surfaces (Figure 3) provides a clear explanation for this superior performance. The unreinforced composite’s wear mechanism is dominated by adhesion and severe plastic deformation. The soft Al-Sn and Babbitt phases are prone to smearing and ploughing, leading to the formation of a relatively unstable, mechanically mixed layer that includes transferred material (iron) from the counter-disk. This results in a higher wear rate and a higher COF. In stark contrast, the SiC-reinforced composite functions via a different wear mechanism. The extreme hardness of the SiC particles (1401.9 HV, as shown in Figure 5), relative to the soft metallic matrix (~22–57 HV), is the key factor. During the initial “running-in” phase of wear, the softer matrix material is preferentially worn away, causing the hard SiC particles to protrude from the surface. These protruding particles then act as primary load-bearing asperities. They effectively shield the more vulnerable metallic matrix from direct contact with the steel counter-disk, transitioning the dominant wear mechanism from adhesion and ploughing to mild abrasion. This protection significantly reduces the rate of material removal. Furthermore, these SiC particles serve as stable anchor points for a thin, multi-component tribolayer, which contributes to the observed reduction in the coefficient of friction. Given their much higher hardness compared to the EN-31 steel counterbody, a potential abrasive effect of the protruding SiC particles on the conjugated surface after the running-in stage cannot be excluded. Nevertheless, this same hardness contrast is precisely what allows the SiC reinforcement to shield the softer composite matrix and ensure superior wear resistance.
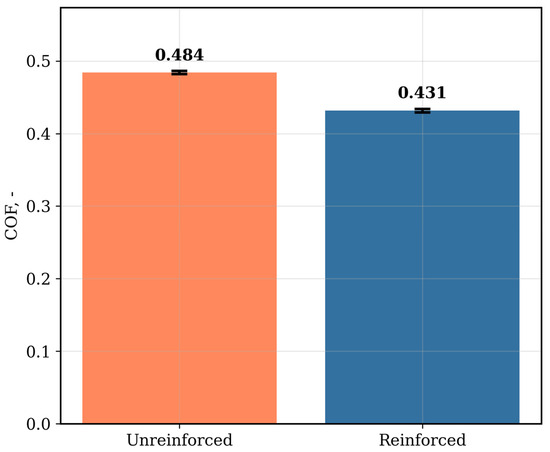
Figure 8.
COF comparison between unreinforced and SiC-reinforced AlSn6Cu-SiC/SnSb11Cu6 materials under dry-sliding conditions.
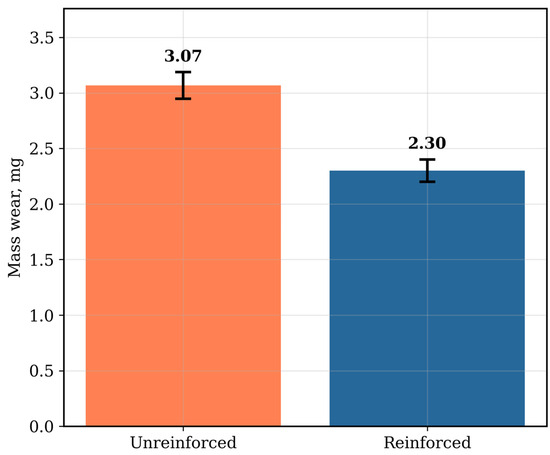
Figure 9.
Mass wear comparison between unreinforced and SiC-reinforced AlSn6Cu-SiC/SnSb11Cu6 materials under dry-sliding conditions.
The improvements observed in the present study are consistent with results reported for other aluminum composites. For instance, a recent investigation on Al7075/TiO2/kaoline hybrid composites produced by powder metallurgy demonstrated that increasing kaoline reinforcement decreased the coefficient of friction from 0.82 to 0.62 and reduced the wear rate from 2.1 × 10−3 to 1.5 × 10−3 mm3·m−1 [26]. These results support the conclusion that the incorporation of hard ceramic phases is an effective strategy for enhancing wear resistance under dry-sliding conditions.
4. Conclusions
This investigation successfully demonstrated the fabrication and comprehensive characterization of a novel SnSb11Cu6 babbitt-infiltrated AlSn6Cu-SiC composite. The inclusion of 5 wt.% SiC reinforcement was found to significantly enhance the material’s tribological performance, resulting in a 24.8% reduction in mass wear and a 10.8% reduction in the coefficient of friction compared to its unreinforced counterpart. Microstructural and EDS analyses were fundamental in explaining these results, revealing a wear mechanism where the extremely hard SiC particles protrude from the surface to act as primary load-bearing constituents, shielding the softer metallic matrix from severe wear. The compressive stress–strain behavior of the reinforced composite was nearly identical to the unreinforced version, confirming that its strength and ductile response were fully preserved. Taken together, these findings highlight the potential of SnSb11Cu6-infiltrated AlSn6Cu-SiC composites as promising candidates for advanced dry-sliding bearing systems. By combining enhanced wear resistance, reduced friction, and reliable mechanical performance, the developed materials address the limitations of conventional babbitt alloys and provide a pathway toward bearings with extended service life and improved durability under lubrication-deficient operating conditions. This investigation establishes a successful material system where tribological durability is enhanced while maintaining predictable mechanical integrity, positioning these novel composites as excellent candidates for high-performance bearing and wear-resistant applications.
Author Contributions
Conceptualization, M.K.; methodology, R.L., V.P., R.D., T.S., R.K., G.S. and K.K.; software, R.L., V.P., R.D., T.S., R.K., G.S. and K.K.; validation, R.L., V.P., R.D., T.S., R.K., G.S., K.K. and I.A.; formal analysis, M.K.; investigation, R.L., V.P., R.D., T.S., R.K., G.S., K.K. and I.A.; resources, M.K. and T.S.; data curation, R.L., V.P., R.D., T.S., R.K., G.S., K.K. and I.A.; writing—original draft preparation, M.K. and T.S.; writing—review and editing, M.K. and T.S.; visualization, R.L., V.P., R.D., T.S., R.K., G.S., K.K. and I.A.; supervision, M.K.; project administration, M.K. and T.S.; funding acquisition, M.K. and T.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Bulgarian National Science Fund, Project KΠ-06-H57/20 “Fabrication of new type of self-lubricating antifriction metal matrix composite materials with improved mechanical and tribological properties”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Talluri, B.K.; Narasimha Rao, R.; Özcan, M.; Syam Prasad, P. Evaluating Mechanical and Tribological Performance of B4C Reinforced Aluminum Composites with Predictive Machine Learning Models. Results Eng. 2025, 27, 106503. [Google Scholar] [CrossRef]
- Beder, M.; Varol, T.; Akçay, S.B. Impact of High Al2O3 Content on the Microstructure, Mechanical Properties, and Wear Behavior Al–Cu–Mg/Al2O3 Composites Prepared by Mechanical Milling. Ceram. Int. 2024, 50, 38610–38631. [Google Scholar] [CrossRef]
- Sadhu, K.K.; Prajapati, P.K.; Mandal, N.; Sahoo, R.R. Tribo-Mechanical Evaluation of SiC-Reinforced Wear-Resistant Aluminium Composite Fabricated through Powder Metallurgy. Mater. Today Commun. 2025, 42, 111184. [Google Scholar] [CrossRef]
- Maleki, K.; Alizadeh, A.; Hajizamani, M. Compressive Strength and Wear Properties of SiC/Al6061 Composites Reinforced with High Contents of SiC Fabricated by Pressure-Assisted Infiltration. Ceram. Int. 2021, 47, 2406–2413. [Google Scholar] [CrossRef]
- Abdelbary, A.; Chang, L. Principles of Engineering Tribology; Academic Press: San Diego, CA, USA, 2023; ISBN 9780323991155. [Google Scholar]
- Sharifi, H.; Ostovan, K.; Tayebi, M.; Rajaee, A. Dry Sliding Wear Behavior of Open-Cell Al-Mg/Al2O3 and Al-Mg/SiC-Al2O3 Composite Preforms Produced by a Pressureless Infiltration Technique. Tribol. Int. 2017, 116, 244–255. [Google Scholar] [CrossRef]
- Aktar Zahid Sohag, M.; Gupta, P.; Kondal, N.; Kumar, D.; Singh, N.; Jamwal, A. Effect of Ceramic Reinforcement on the Microstructural, Mechanical and Tribological Behavior of Al-Cu Alloy Metal Matrix Composite. Mater. Today 2020, 21, 1407–1411. [Google Scholar] [CrossRef]
- Alizadeh, A.; Khayami, A.; Karamouz, M.; Hajizamani, M. Mechanical Properties and Wear Behavior of Al5083 Matrix Composites Reinforced with High Amounts of SiC Particles Fabricated by Combined Stir Casting and Squeeze Casting; A Comparative Study. Ceram. Int. 2022, 48, 179–189. [Google Scholar] [CrossRef]
- Shaikh, M.B.N.; Aziz, T.; Arif, S.; Ansari, A.H.; Karagiannidis, P.G.; Uddin, M. Effect of Sintering Techniques on Microstructural, Mechanical and Tribological Properties of Al-SiC Composites. Surf. Interfaces 2020, 20, 100598. [Google Scholar] [CrossRef]
- Bhatti, T.M.; Wang, Y.; Baig, M.M.A.B.; Zhou, Z.F.; Hussain, A.; Jamal, S.; Shehzadi, F. Influence of Processing Routes and SiC Volume Percentage on Microstructure, Thermophysical, and Mechanical Properties of SiCp/Al-6061 Composites. J. Alloys Compd. 2025, 1041, 183797. [Google Scholar] [CrossRef]
- Tan, Z.; Chen, Z.; Fan, G.; Ji, G.; Zhang, J.; Xu, R.; Shan, A.; Li, Z.; Zhang, D. Effect of Particle Size on the Thermal and Mechanical Properties of Aluminum Composites Reinforced with SiC and Diamond. Mater. Des. 2016, 90, 845–851. [Google Scholar] [CrossRef]
- Teng, F.; Yu, K.; Luo, J.; Fang, H.-J.; Shi, C.-L.; Dai, Y.-L.; Xiong, H.-Q. Microstructures and Properties of Al–50%SiC Composites for Electronic Packaging Applications. Trans. Nonferrous Met. Soc. China 2016, 26, 2647–2652. [Google Scholar] [CrossRef]
- Zhang, W.Y.; Du, Y.H.; Zhang, P.; Wang, Y.J. Air-Isolated Stir Casting of Homogeneous Al-SiC Composite with No Air Entrapment and Al4C3. J. Mater. Process. Technol. 2019, 271, 226–236. [Google Scholar] [CrossRef]
- Sankhla, A.M.; Patel, K.M.; Makhesana, M.A.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S.; Khanna, N. Effect of Mixing Method and Particle Size on Hardness and Compressive Strength of Aluminium Based Metal Matrix Composite Prepared through Powder Metallurgy Route. J. Mater. Res. Technol. 2022, 18, 282–292. [Google Scholar] [CrossRef]
- El-Kady, O.; Fathy, A. Effect of SiC Particle Size on the Physical and Mechanical Properties of Extruded Al Matrix Nanocomposites. Mater. Eng. 2014, 54, 348–353. [Google Scholar] [CrossRef]
- Soltani, S.; Azari Khosroshahi, R.; Taherzadeh Mousavian, R.; Jiang, Z.-Y.; Fadavi Boostani, A.; Brabazon, D. Stir Casting Process for Manufacture of Al–SiC Composites. Rare Met. 2017, 36, 581–590. [Google Scholar] [CrossRef]
- Ren, X.R.; Chang, Y.C.; Chen, S.C.; Chen, N.C.; Shi, Z.S.; Zhang, Y.Z.; Chen, H.C.; Guo, Z.G.; Hu, J.H.; Zhang, G.Z.; et al. Effect of Rare Earth Y on the Microstructure, Mechanical Properties and Friction of Sn-Babbitt Alloy. Coatings 2024, 14, 1325. [Google Scholar] [CrossRef]
- Флегентoв, И.А.; Старшинoв, Д.М.; Михеев, Ю.Б.; Рябцев, Е.А. Improving reliability of main pumping unit by improving bearing units. Sci. Technol. OIL OIL Prod. Pipeline Transp. 2023, 12, 569–575. [Google Scholar] [CrossRef]
- Dong, Q.; Yin, Z.; Li, H.; Zhang, X.; Jiang, D.; Zhong, N. Effects of Ag Micro-Addition on Structure and Mechanical Properties of Sn-11Sb-6Cu Babbitt. Mater. Sci. Eng. A Struct. Mater. 2018, 722, 225–230. [Google Scholar] [CrossRef]
- Abioye, T.E.; Zuhailawati, H.; Azlan, M.A.I.; Anasyida, A.S. Effects of SiC Additions on the Microstructure, Compressive Strength and Wear Resistance of Sn-Sb-Cu Bearing Alloy Formed via Powder Metallurgy. J. Mater. Res. Technol. 2020, 9, 13196–13205. [Google Scholar] [CrossRef]
- Cheng, Z.; Wang, M.; Wang, B.; Zhang, L.; Zhu, T.; Li, N.; Zhou, J.; Jia, F. Effect of Co Addition on the Microstructure and Mechanical Properties of Sn-11Sb-6Cu Babbitt Alloy. Materials 2024, 17, 5494. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Petkov, V.; Dimitrova, R.; Kovacheva, D. Open-Cell AlSn6Cu-SiC Composites: Fabrication, Dry-Sliding Wear Behavior, and Machine Learning Methods for Wear Prediction. Materials 2023, 16, 6208. [Google Scholar] [CrossRef]
- Elizondo Luna, E.M.; Barari, F.; Woolley, R.; Goodall, R. Casting Protocols for the Production of Open Cell Aluminum Foams by the Replication Technique and the Effect on Porosity. J. Vis. Exp. 2014, 11, e52268. [Google Scholar] [CrossRef] [PubMed]
- Belov, N.A.; Akopyan, T.K.; Gershman, I.S.; Stolyarova, O.O.; Yakovleva, A.O. Effect of Si and Cu Additions on the Phase Composition, Microstructure and Properties of Al-Sn Alloys. J. Alloys Compd. 2017, 695, 2730–2739. [Google Scholar] [CrossRef]
- Lu, Z.C.; Gao, Y.; Zeng, M.Q.; Zhu, M. Improving Wear Performance of Dual-Scale Al–Sn Alloys: The Role of Mg Addition in Enhancing Sn Distribution and Tribolayer Stability. Wear 2014, 309, 216–225. [Google Scholar] [CrossRef]
- Demir, M.E.; Okumuş, M. Investigation of Microhardness, Microstructural, Tribological, and Thermal Properties of Al7075/TiO2/Kaoline Hybrid Metal Matrix Composites Produced by Powder Metallurgy Process. Adv. Eng. Mater. 2024, 26, 2401343. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Petkov, V.; Dimitrova, R.; Kolev, K.; Simeonova, T. Fabrication and Dry-Sliding Wear Characterization of Open-Cell AlSn6Cu–Al2O3 Composites with LSTM-Based Coefficient of Friction Prediction. Metals 2024, 14, 428. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Simeonova, T.; Krastev, R.; Kavardzhikov, V. Data on Mechanical Properties of Open-Cell AlSi10Mg Materials and Open-Cell AlSi10Mg-SiC Composites with Different Pore Sizes and Strain Rates. Data Brief 2023, 49, 109461. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).