Magnetorheological Polishing Based on Honing Vertical Mechanism for Inner Surface of Titanium Alloy Pipes



Abstract
1. Introduction
2. MR Honing Polishing Process
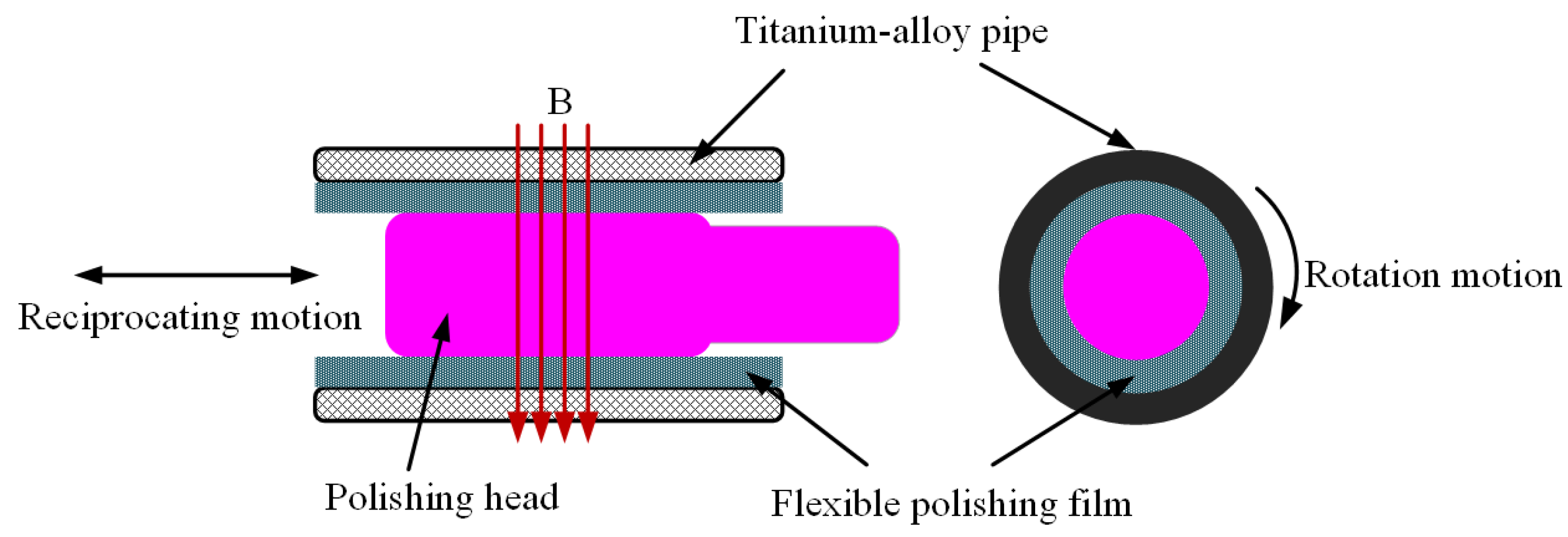
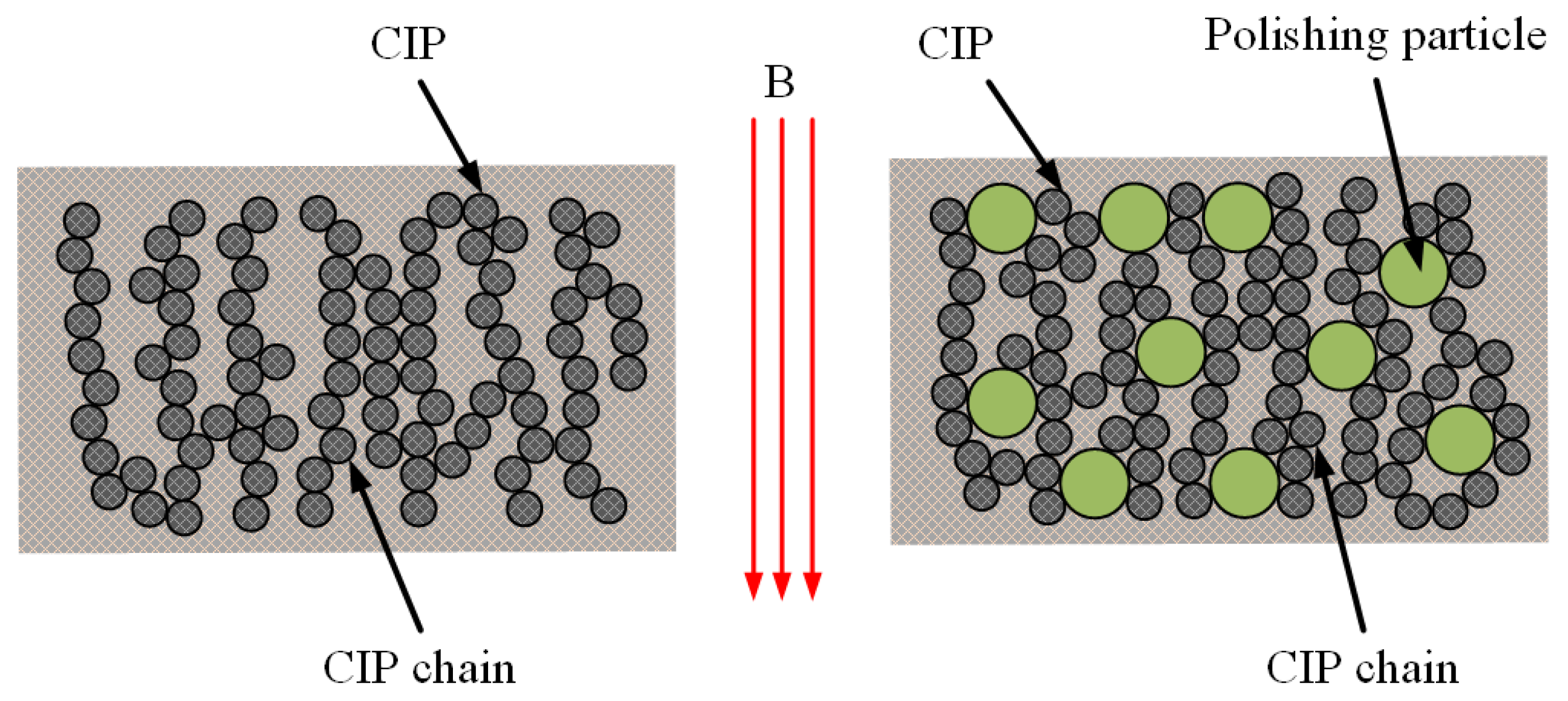
2.1. Polishing Mechanism
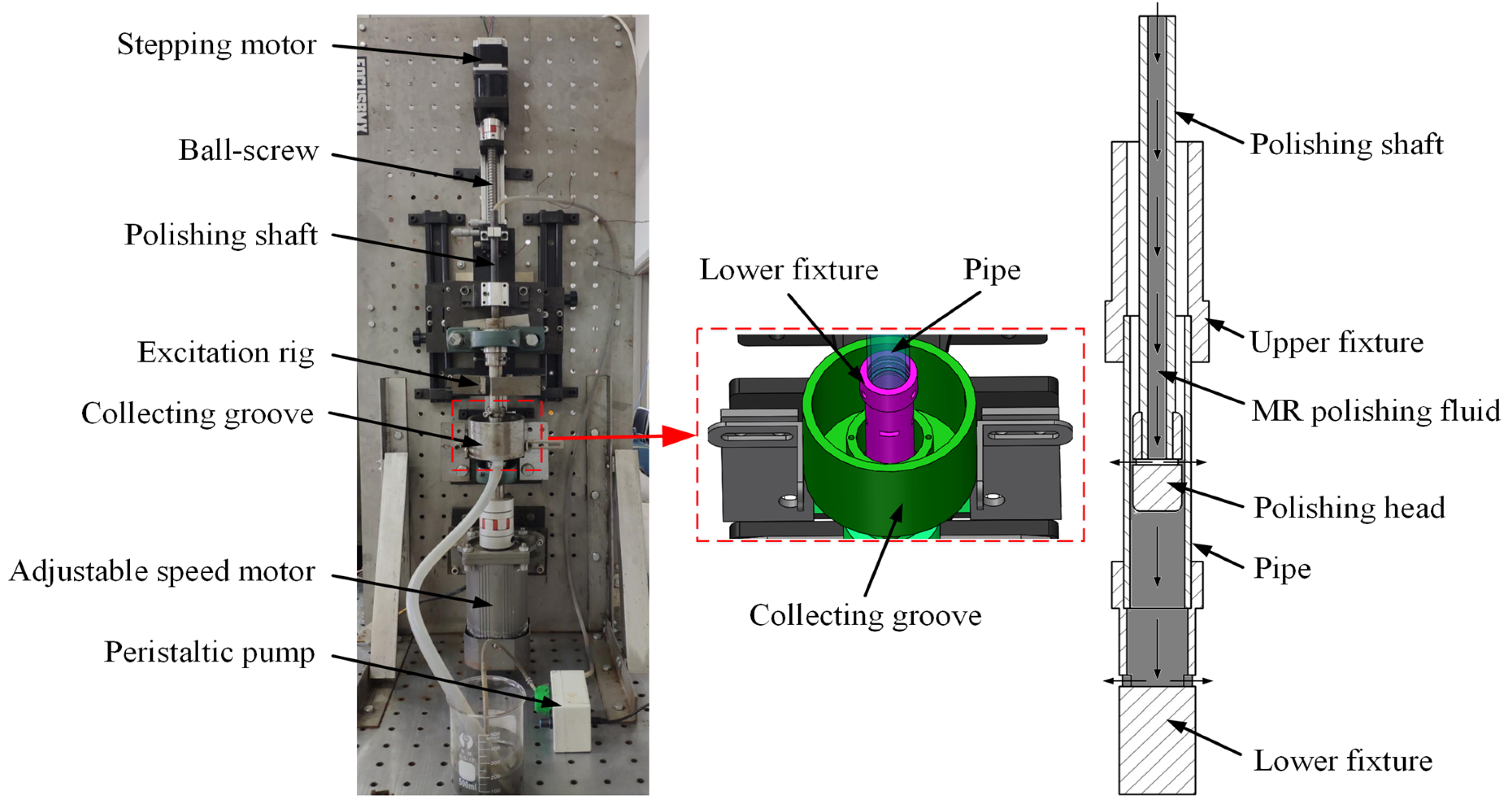
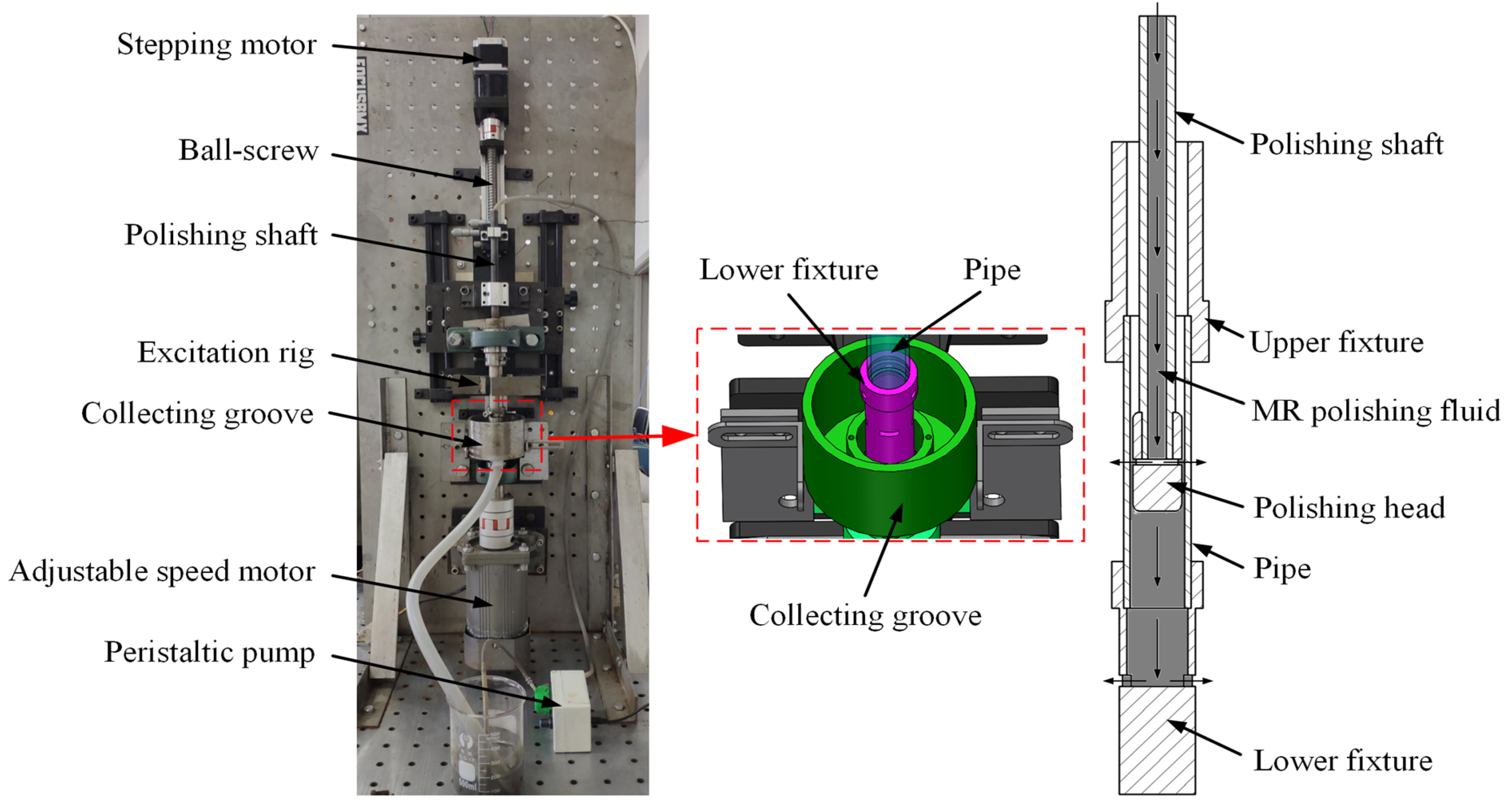
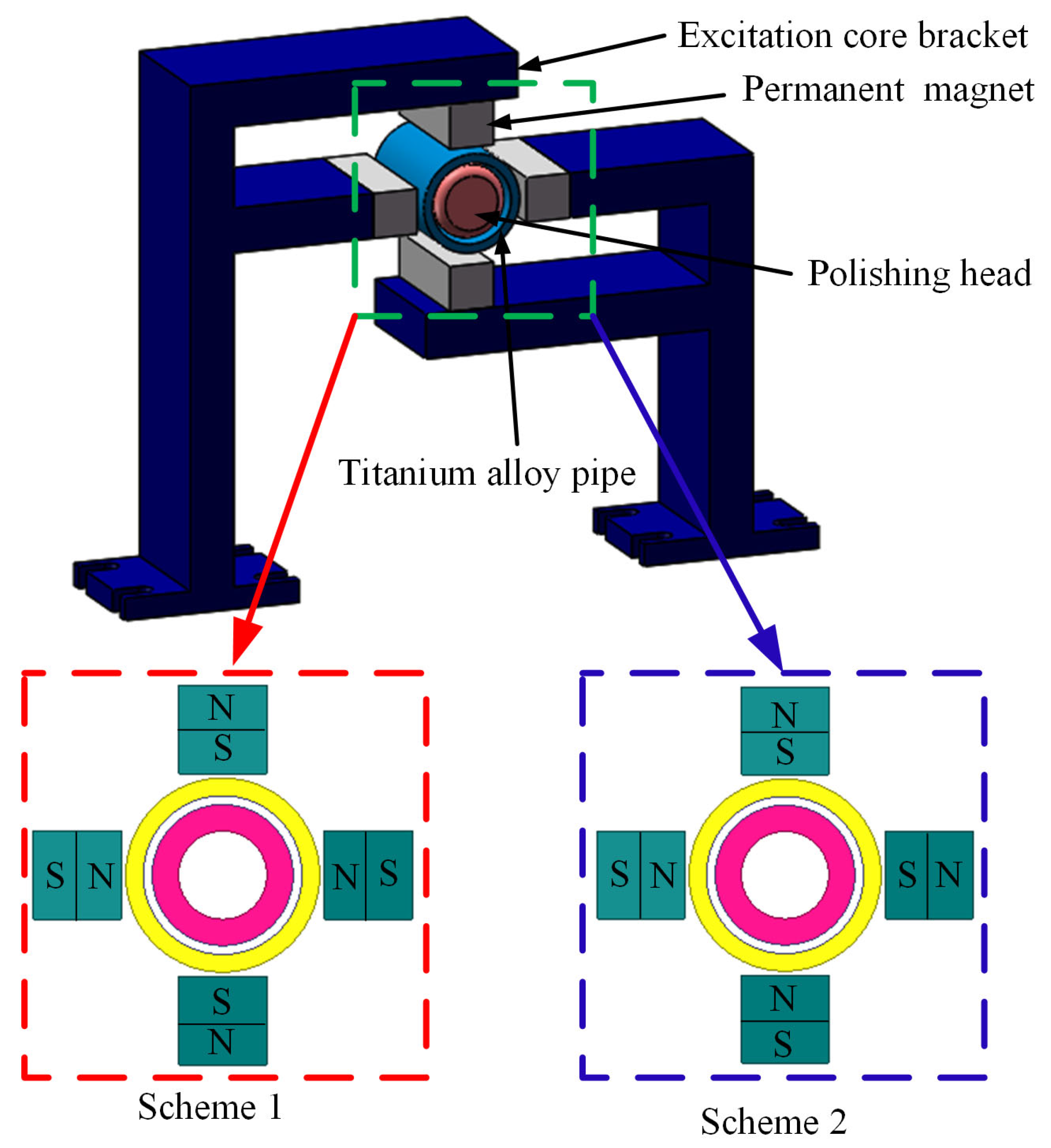
2.2. Design of the Polishing Apparatus
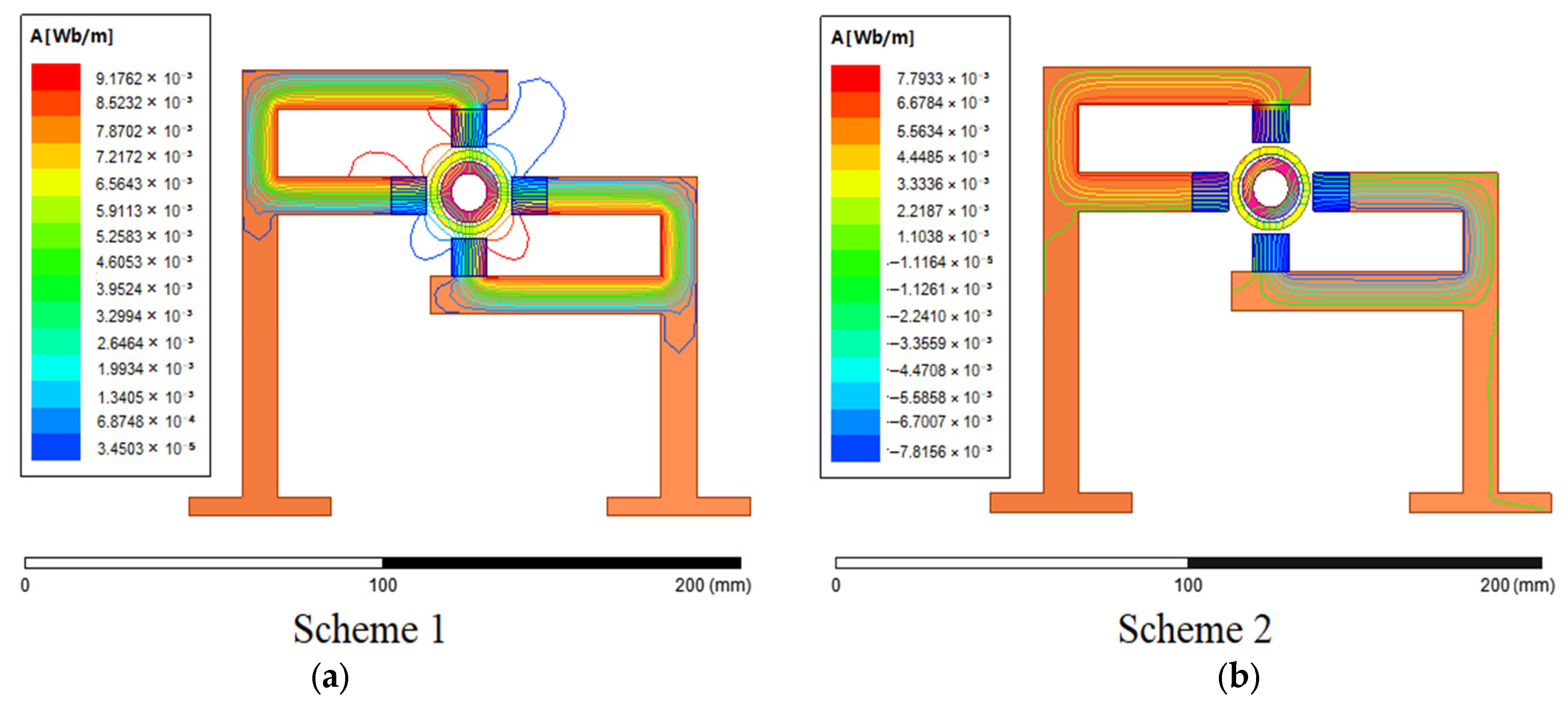
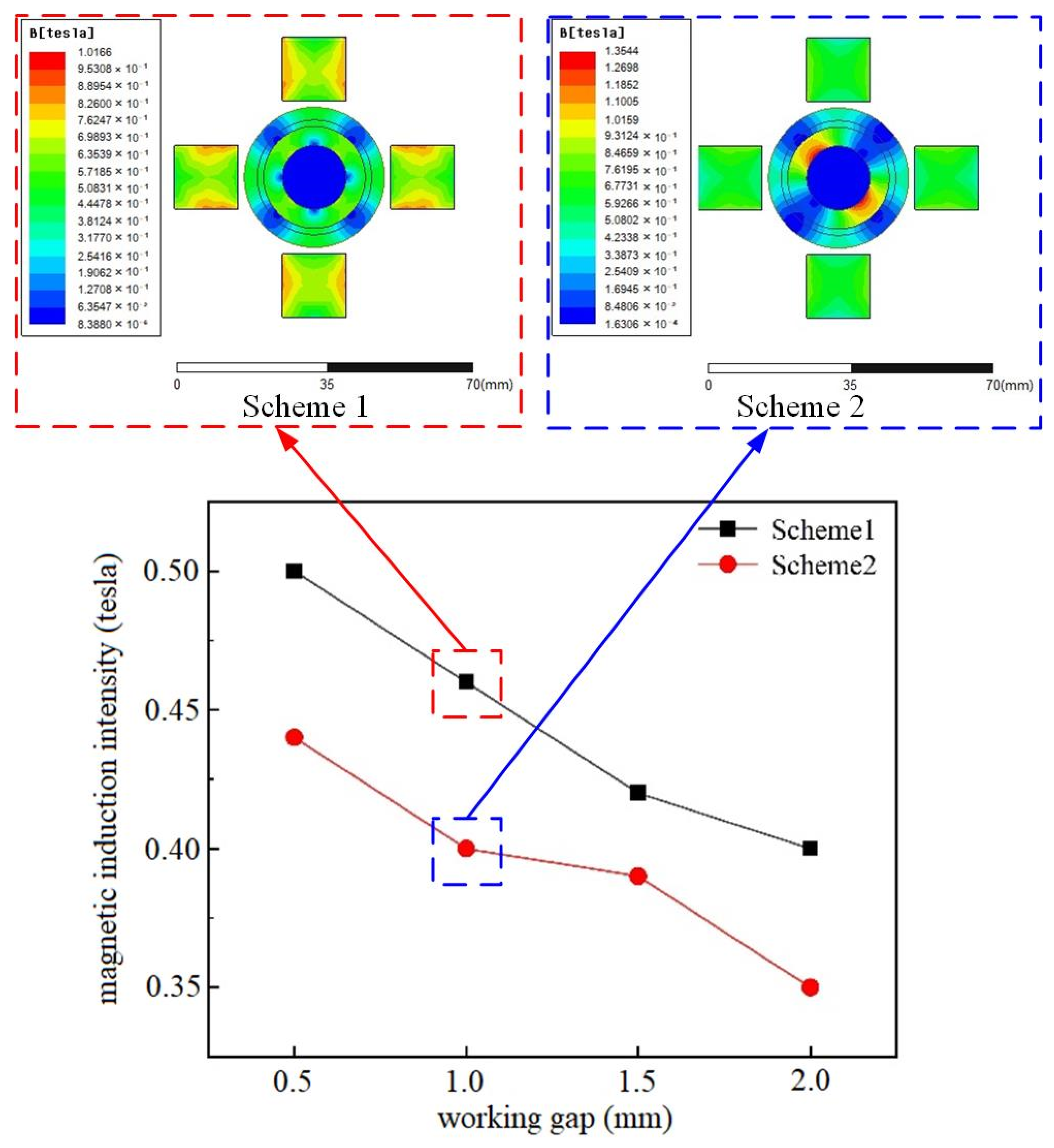
2.3. Design and Simulation of the Magnetic Field
3. Experimental Methods
3.1. MR Polishing Fluid
3.2. Polishing Conditions
3.3. Experimental Design of the VMRP Process
3.4. Measurement of Surface Roughness and Removal Mass
4. Results and Discussion
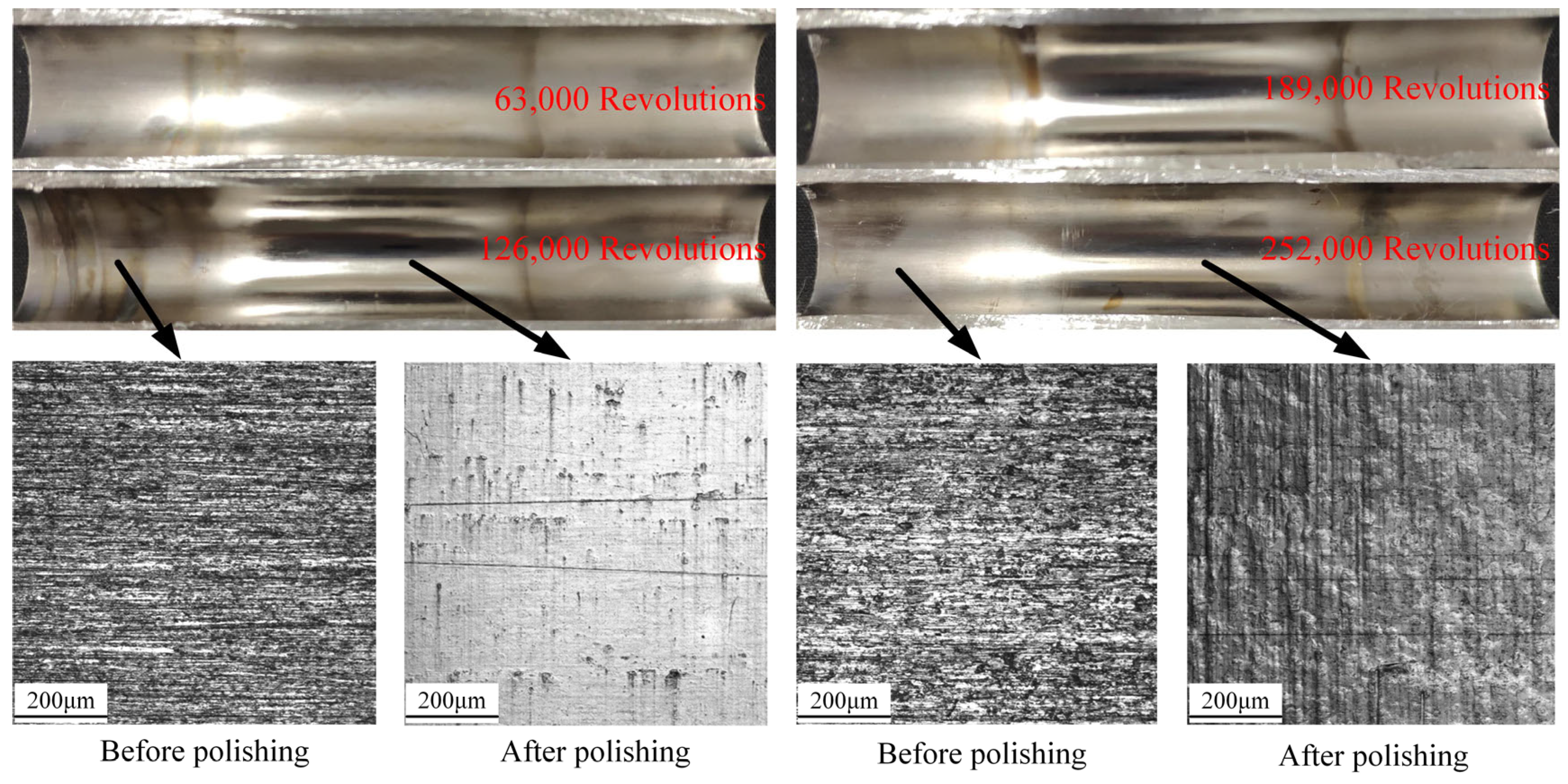
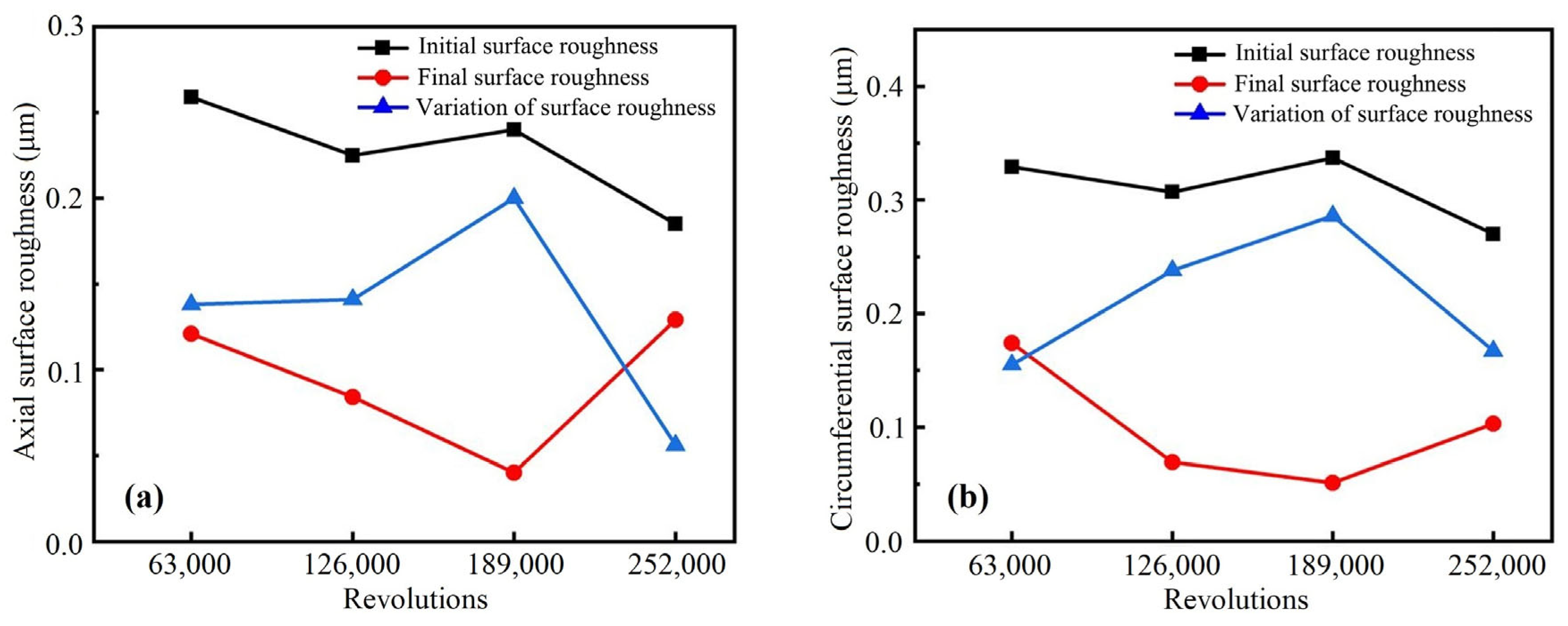
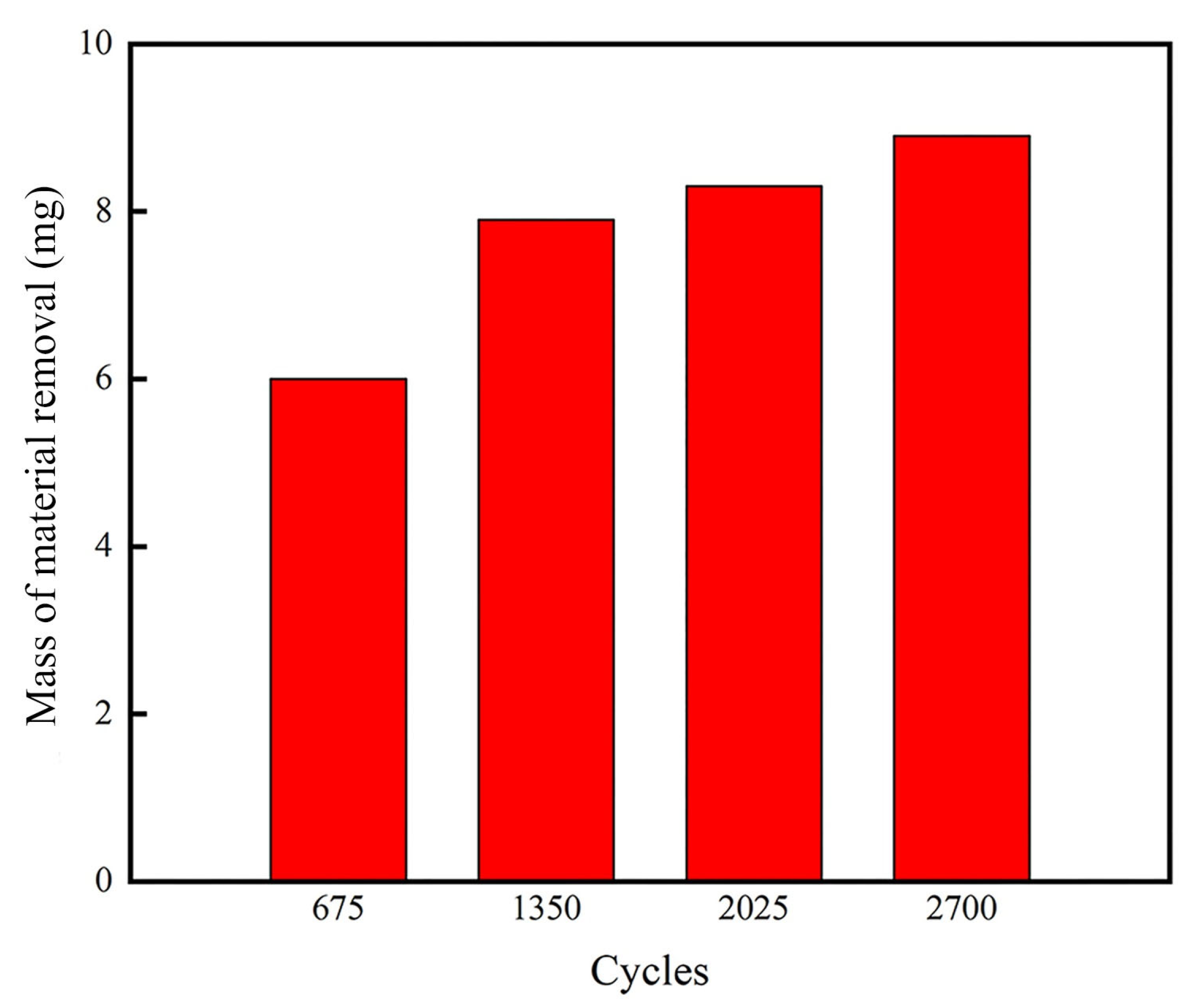
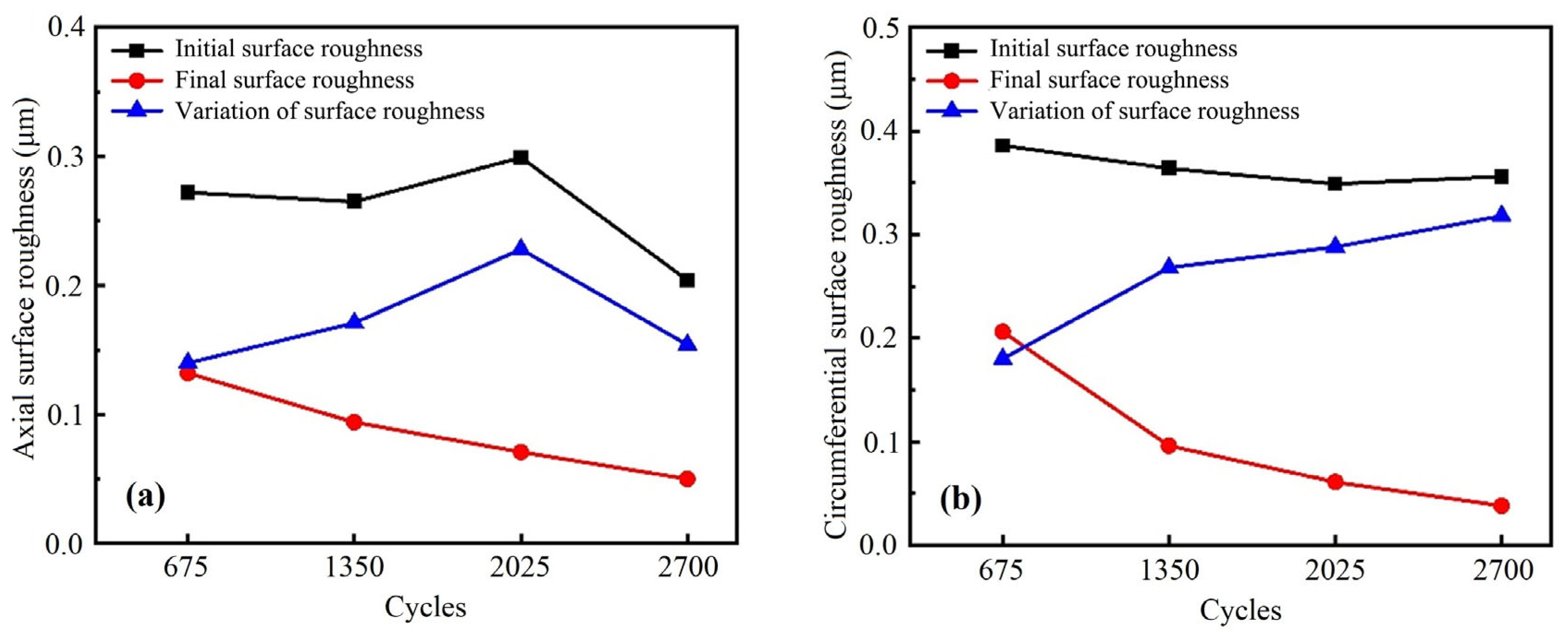
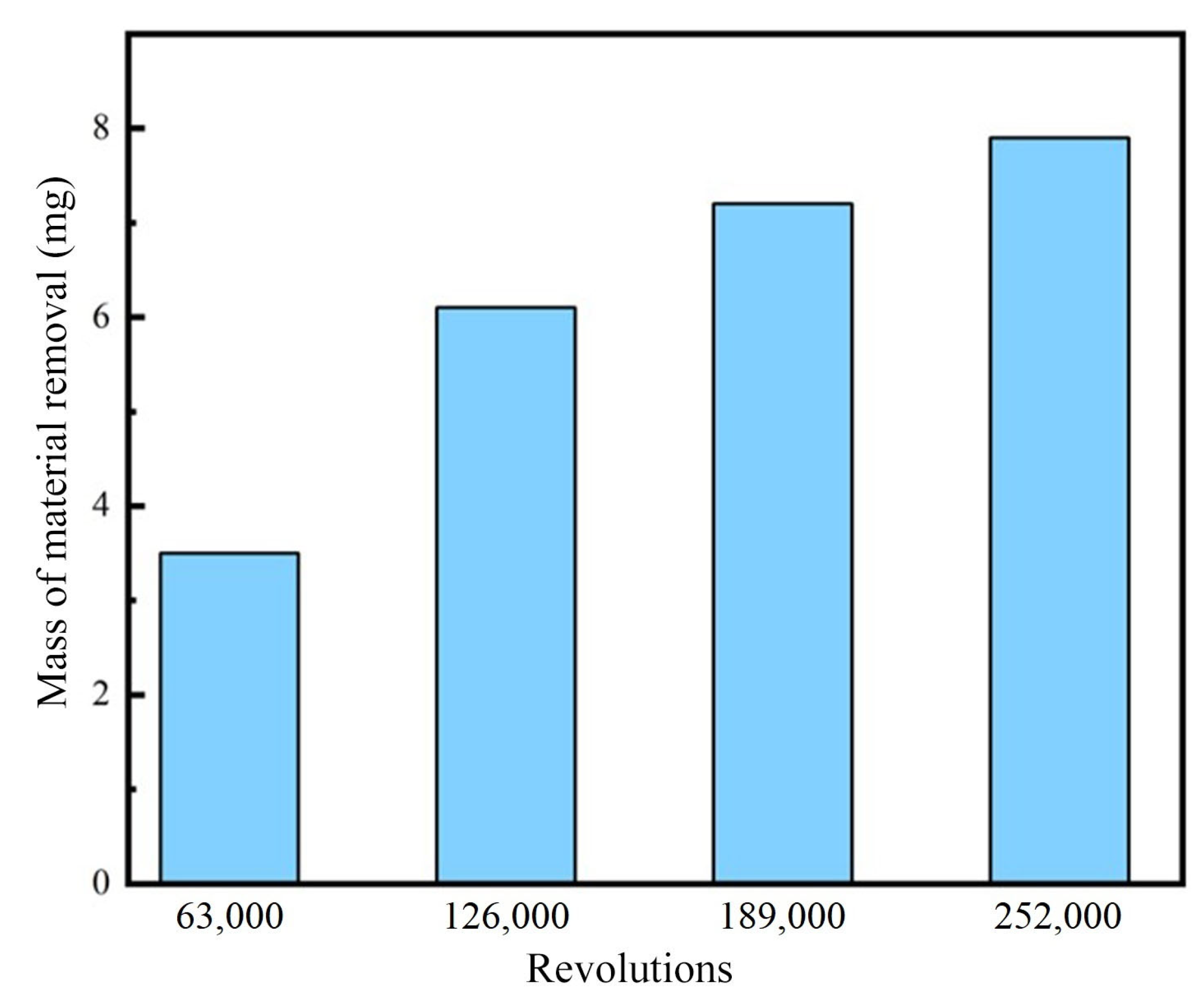
4.1. Test 1: Effect of the Polishing Time on the Polishing Performance
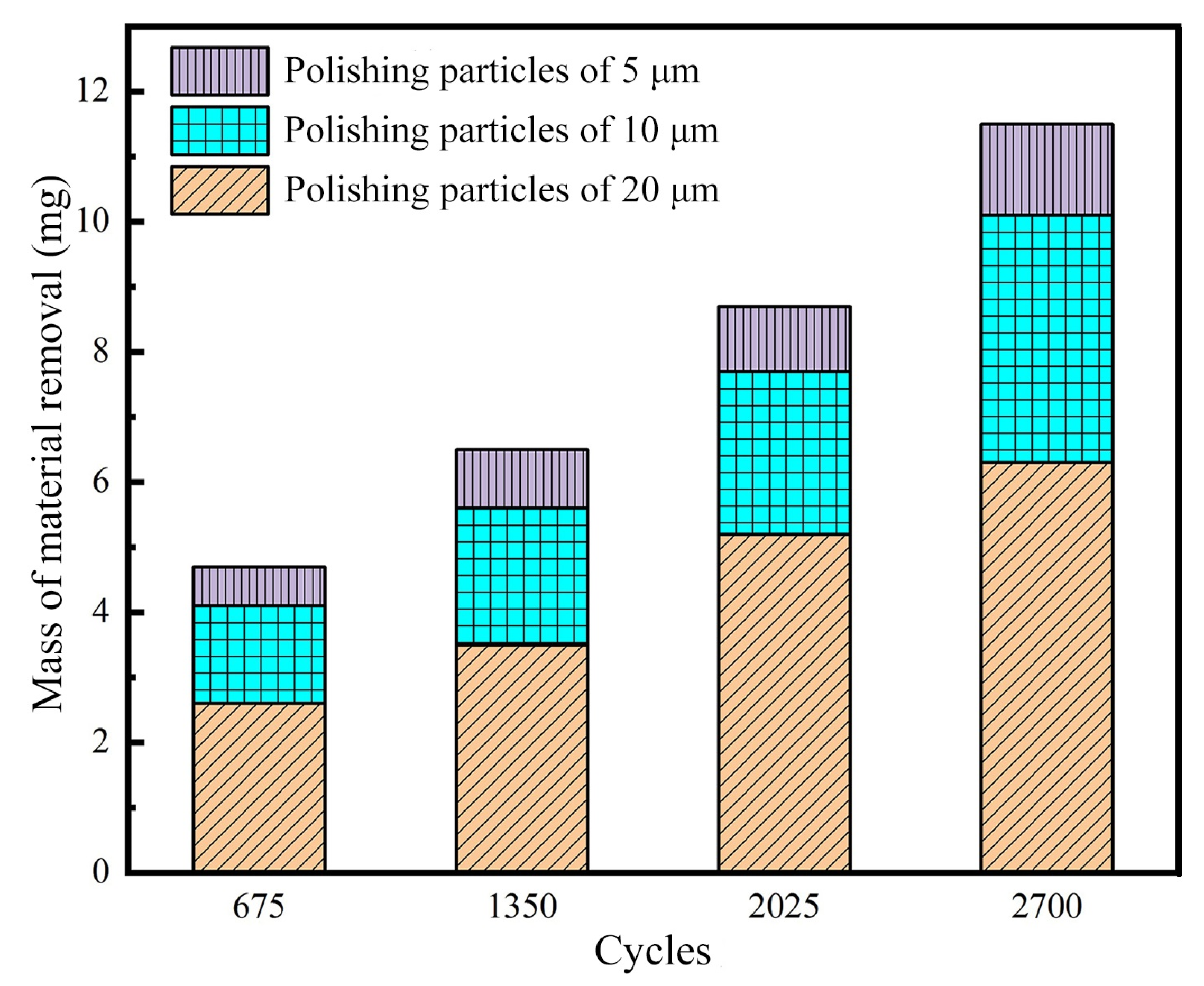
4.2. Test 2: Effect of the Particle Size on the Polishing Performance
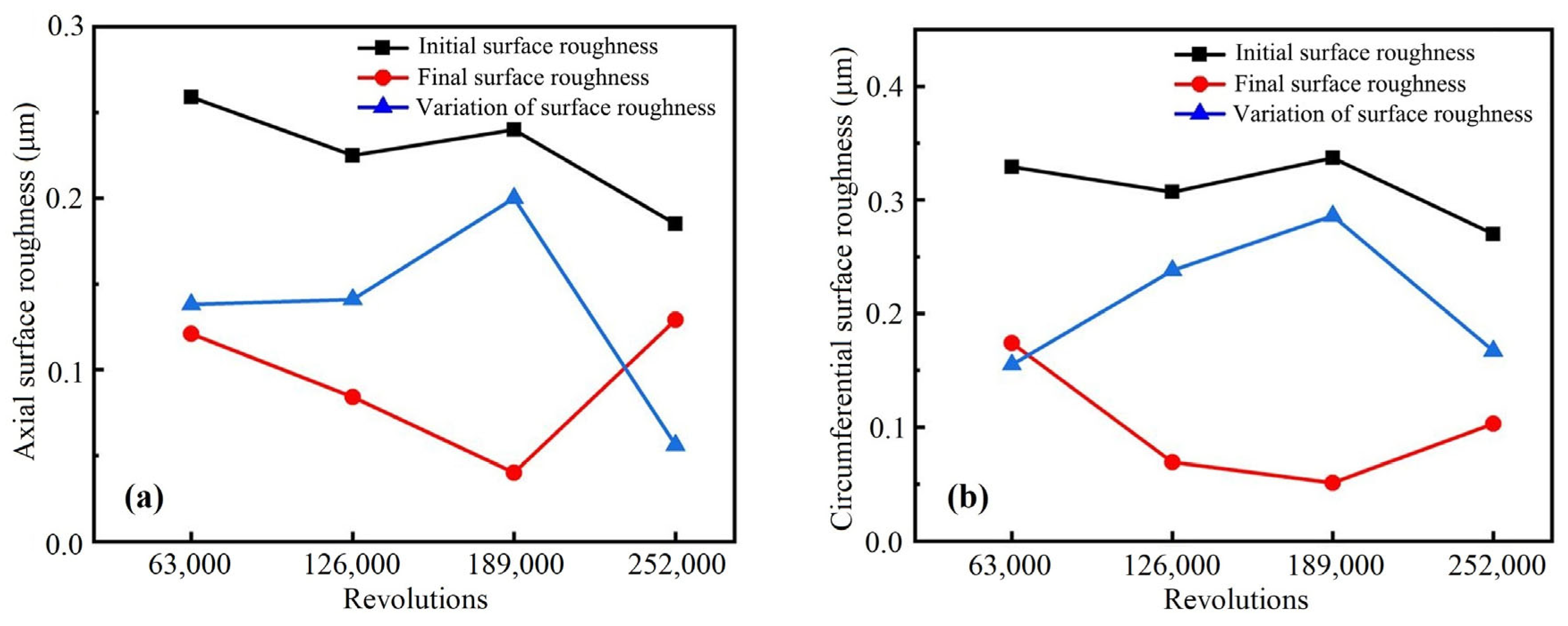
4.3. Test 3: Effect of the Rotation Speed on the Polishing Performance
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cui, C.X.; Hu, B.M.; Zhao, L.C.; Liu, S.J. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Jain, V.K. Abrasive-based nano-finishing techniques: An overview. Mach. Sci. Technol. 2008, 12, 257–294. [Google Scholar] [CrossRef]
- Sidpara, A.; Jain, V.K. Analysis of forces on the freeform surface in magnetorheological fluid based finishing process. Int. J. Mach. Tools Manuf. 2013, 69, 1–10. [Google Scholar] [CrossRef]
- Nie, M.; Cao, J.G.; Li, J.Y.; Fu, M.H. Magnet arrangements in a magnetic field generator for magnetorheological finishing. Int. J. Mech. Sci. 2019, 161, 105018. [Google Scholar] [CrossRef]
- Grover, V.; Singh, A.K. Modelling of surface roughness in a new magnetorheological honing process for internal finishing of cylindrical workpieces. Int. J. Mech. Sci. 2018, 144, 679–695. [Google Scholar] [CrossRef]
- Singh, A.K.; Jha, S.; Pandey, P.M. Design and development of nanofinishing process for 3D surfaces using ball end MR finishing tool. Int. J. Mach. Tools Manuf. 2011, 51, 142–151. [Google Scholar] [CrossRef]
- Singh, A.K.; Jha, S.; Pandey, P.M. Nanofinishing of a typical 3D ferromagnetic workpiece using ball end magnetorheological finishing process. Int. J. Mach. Tools Manuf. 2012, 63, 21–31. [Google Scholar] [CrossRef]
- Jung, B.; Jang, K.I.; Min, B.K.; Lee, S.J.; Seok, J. Magnetorheological finishing process for hard materials using sintered iron-CNT compound abrasives. Int. J. Mach. Tools Manuf. 2009, 49, 407–418. [Google Scholar] [CrossRef]
- Barman, A.; Das, M. Nano-finishing of bio-titanium alloy to generate different surface morphologies by changing magnetorheological polishing fluid compositions. Precis. Eng.-J. Int.Soc. Precis. Eng. Nanotechnol. 2018, 51, 145–152. [Google Scholar] [CrossRef]
- Luo, B.; Yan, Q.S.; Huang, Z.L.; Pan, J.S.; Fu, Y.Z. Machining method for controlling the behaviours of bingham fluids in cluster magnetorheological polishing pads. Smart. Mater. Struct. 2021, 30, 025002. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, D.J.; Deng, Q.L. Study on internal magnetic abrasive finishing of thin and long austenitic stainless steel tube. Key Eng. Mater. 2004, 259–252, 620–625. [Google Scholar] [CrossRef]
- Zou, Y.H.; Shinmura, A.T. A New internal magnetic field assisted machining process using a magnetic machining jig-machining characteristics of inside finishing of a SUS304 stainless steel tube. Ultra-Precis. Mach. Technol. 2009, 69–70, 143–147. [Google Scholar] [CrossRef]
- Kang, J.M.; George, A.; Yamaguchi, H. High-speed internal finishing of capillary tubes by magnetic abrasive finishing. In Proceedings of the Fifth CIRP Conference on high Performance Cutting 2012, Zurich, Switzerland, 4–7 June 2012; Volume 1, pp. 414–418. [Google Scholar]
- Sadiq, A.; Shunmugam, M.S. A novel method to improve finish on non-magnetic surfaces in magneto-rheological abrasive honing process. Tribol. Int. 2010, 43, 1122–1126. [Google Scholar] [CrossRef]
- Grover, V.; Singh, A.K. A novel magnetorheological honing process for nano-finishing of variable cylindrical internal surfaces. Mater. Manuf. Process. 2017, 32, 573–580. [Google Scholar] [CrossRef]
- Song, W.L.; Peng, Z.; Li, P.F.; Shi, P.; Choi, S.B. Annular surface micromachining of titanium tubes using a magnetorheological polishing technique. Micromachines 2020, 11, 314. [Google Scholar] [CrossRef] [PubMed]
- Peng, Z.; Song, W.L.; Ye, C.L.; Shi, P.; Choi, S.B. Model establishment of surface roughness and experimental investigation on magnetorheological finishing for polishing the internal surface of titanium alloy tubes. J. Intell. Mater. Syst. Struct. 2021, 32, 1278–1289. [Google Scholar] [CrossRef]
- Song, W.L.; Peng, Z.; Pang, S.; Shan, K.; Gao, J.W.; Choi, S.B. Particle-chain evolution and constitutive model of magnetorheological polishing fluids based on hexagonal close-packed structure. Smart. Mater. Struct. 2020, 29, 045012. [Google Scholar] [CrossRef]
- Shorey, A.B.; Jacobs, S.D.; Kordonski, W.I.; Gans, R.F. Experiments and observations regarding the mechanisms of glass removal in magnetorheological finishing. Appl. Opt. 2001, 40, 20–33. [Google Scholar] [CrossRef]
- Yang, J.; Yan, H.; Wang, X.M.; Hu, Z.D. Enhanced yield stress of magnetorheological fluids with dimer acid. Mater. Lett. 2016, 167, 27–29. [Google Scholar] [CrossRef]
- Saraswathamma, K.; Jha, S.; Rao, P.V. Rheological behaviour of magnetorheological polishing fluid for Si polishing. Mater. Today-Proc. 2017, 4, 1478–1491. [Google Scholar] [CrossRef]
- Mutalib, N.A.; Ismail, I.; Soffie, S.M.; Aqida, S.N. Magnetorheological finishing on metal surface: A review. IOP Conf. Ser. Mater. Sci. Eng. 2019, 469, 012092. [Google Scholar] [CrossRef]
- Rahim, M.S.A.; Ismail, I. Review of magnetorheological fluids and nanofluids thermal behaviour. IOP Conf. Ser. Mater. Sci. Eng. 2015, 100, 012040. [Google Scholar] [CrossRef]
- Sidpara, A.; Jain, V.K. Effect of fluid composition on nanofinishing of single-crystal silicon by magnetic field-assisted finishing process. Int. J. Adv. Manuf. Technol. 2011, 55, 243–252. [Google Scholar] [CrossRef]
- Elizabeth Premalatha, S.; Chokkalingam, R.; Mahendran, M. Magneto Mechanical Properties of Iron Based MR Fluids. Am. J. Polym. Sci. 2012, 2, 50–55. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents of MR Polishing Fluid | Concentration (%) |
|---|---|
| Carbonyl iron powder | 30 |
| Diamond powder | 10 |
| Glycerol | 8 |
| Deionized water | 52 |
| Parameter | Values |
|---|---|
| Polishing gap | 1 mm |
| Reciprocating stroke | 10 mm |
| Reciprocating linear speed | 7.5 cycles per minutes |
| Feeding speed | 2.5 mm/s |
| Rotation Speed (rpm) | Size of CIP and Polishing Particles (μm) | Polishing Time (Cycles) | Revolutions (r) |
|---|---|---|---|
| 700 | 18 and 20 | 675 | 63,000 |
| 1350 | 126,000 | ||
| 2025 | 189,000 | ||
| 2700 | 252,000 |
| Rotation Speed (rpm) | The Polishing Time under Different Sizes of Particles (Cycles) | Revolutions (r) | ||
|---|---|---|---|---|
| 18 μm and 20 μm | 10 μm and 10 μm | 5 μm and 5 μm | ||
| 700 | 225 | 225 | 225 | 63,000 |
| 450 | 450 | 450 | 126,000 | |
| 675 | 675 | 675 | 189,000 | |
| 900 | 900 | 900 | 252,000 | |
| CIP and Polishing Particles (μm) | The Polishing Time under Different Rotation Speeds (Cycles) | Revolutions (r) | |||
|---|---|---|---|---|---|
| 1120 rpm | 980 rpm | 840 rpm | 700 rpm | ||
| 18 and 20 | 105 | 120 | 140 | 169 | 63,000 |
| 210 | 240 | 280 | 338 | 126,000 | |
| 315 | 360 | 420 | 507 | 189,000 | |
| 420 | 480 | 560 | 676 | 252,000 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, W.; Yang, Z.; Meng, D.; Wang, N.; Choi, S.-B. Magnetorheological Polishing Based on Honing Vertical Mechanism for Inner Surface of Titanium Alloy Pipes. Lubricants 2024, 12, 86. https://doi.org/10.3390/lubricants12030086
Song W, Yang Z, Meng D, Wang N, Choi S-B. Magnetorheological Polishing Based on Honing Vertical Mechanism for Inner Surface of Titanium Alloy Pipes. Lubricants. 2024; 12(3):86. https://doi.org/10.3390/lubricants12030086
Chicago/Turabian StyleSong, Wanli, Zhen Yang, Dezhi Meng, Na Wang, and Seung-Bok Choi. 2024. "Magnetorheological Polishing Based on Honing Vertical Mechanism for Inner Surface of Titanium Alloy Pipes" Lubricants 12, no. 3: 86. https://doi.org/10.3390/lubricants12030086
APA StyleSong, W., Yang, Z., Meng, D., Wang, N., & Choi, S.-B. (2024). Magnetorheological Polishing Based on Honing Vertical Mechanism for Inner Surface of Titanium Alloy Pipes. Lubricants, 12(3), 86. https://doi.org/10.3390/lubricants12030086