Effect of Acoustic Emission Sensor Location on the Detection of Grinding Wheel Deterioration in Cylindrical Grinding

 ,
,
Abstract
1. Introduction
2. Grinding Experiments
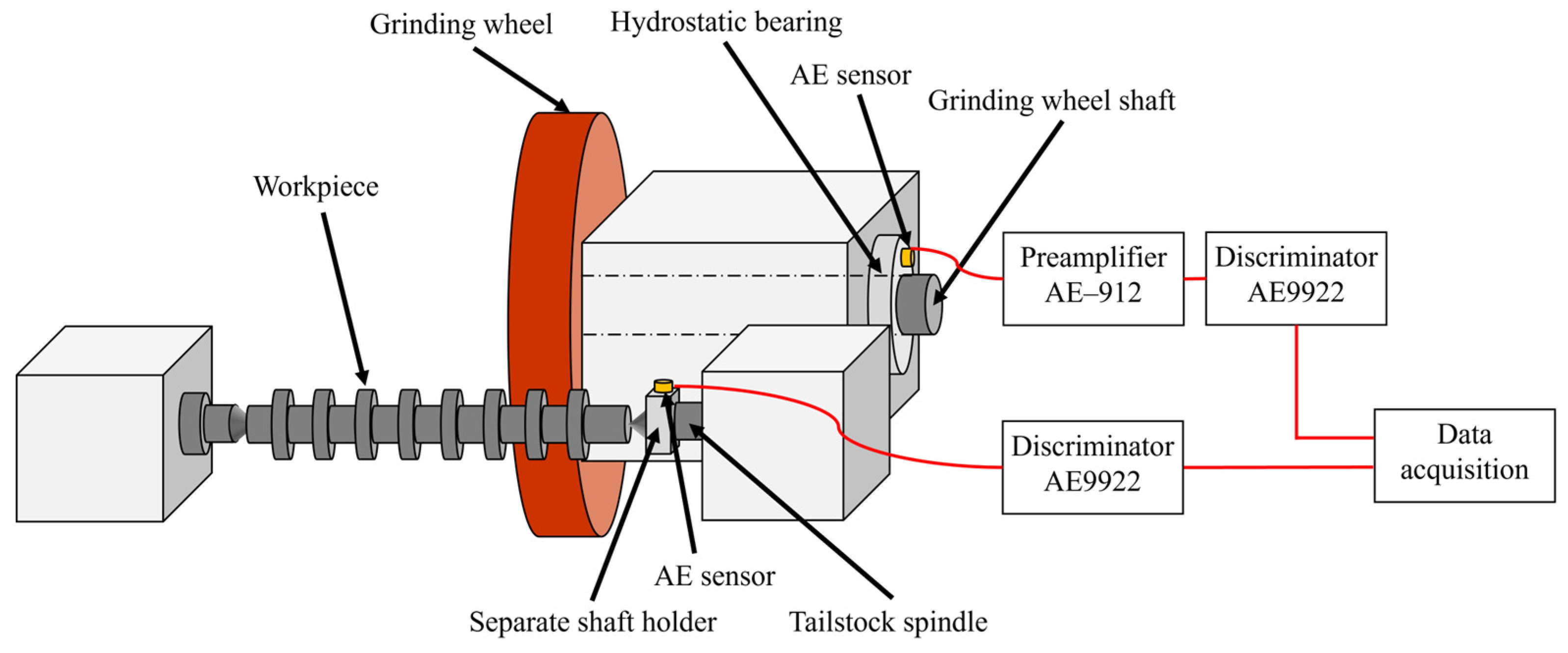
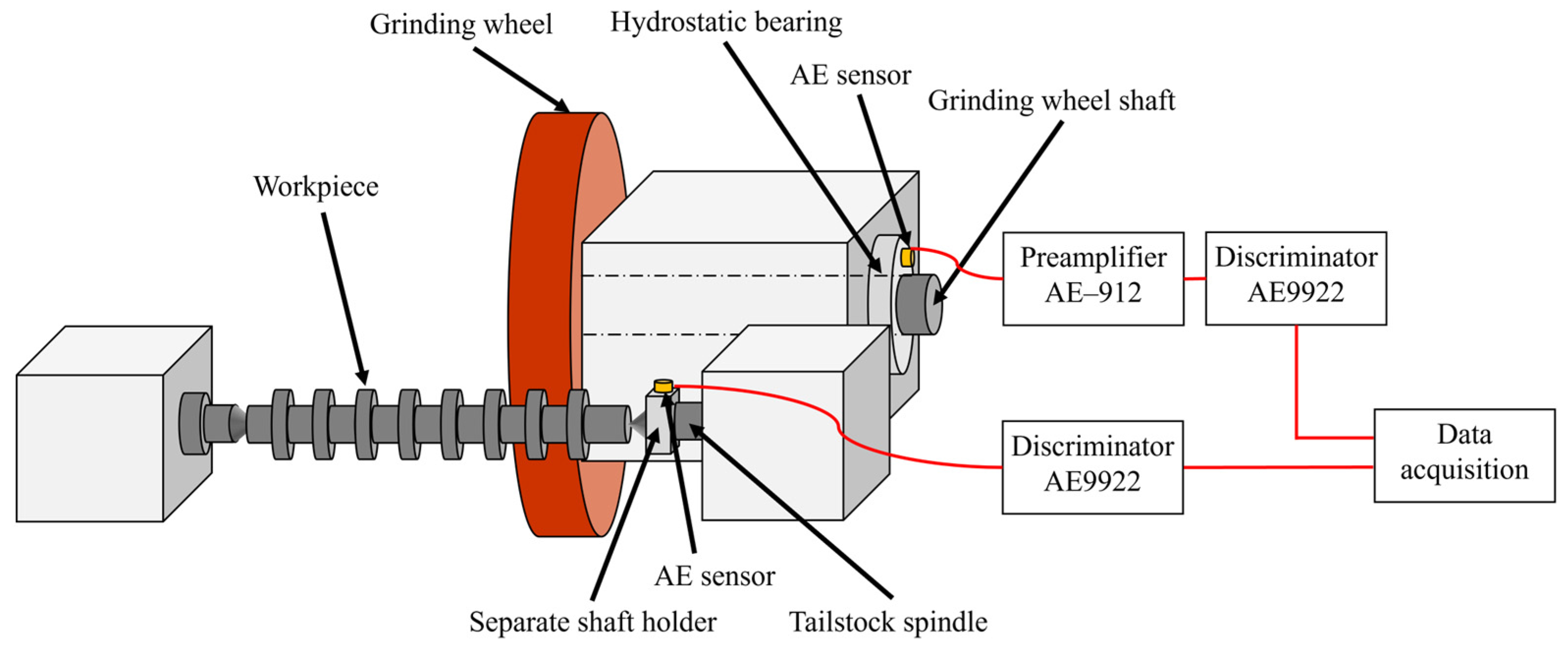
2.1. Experimental Setup
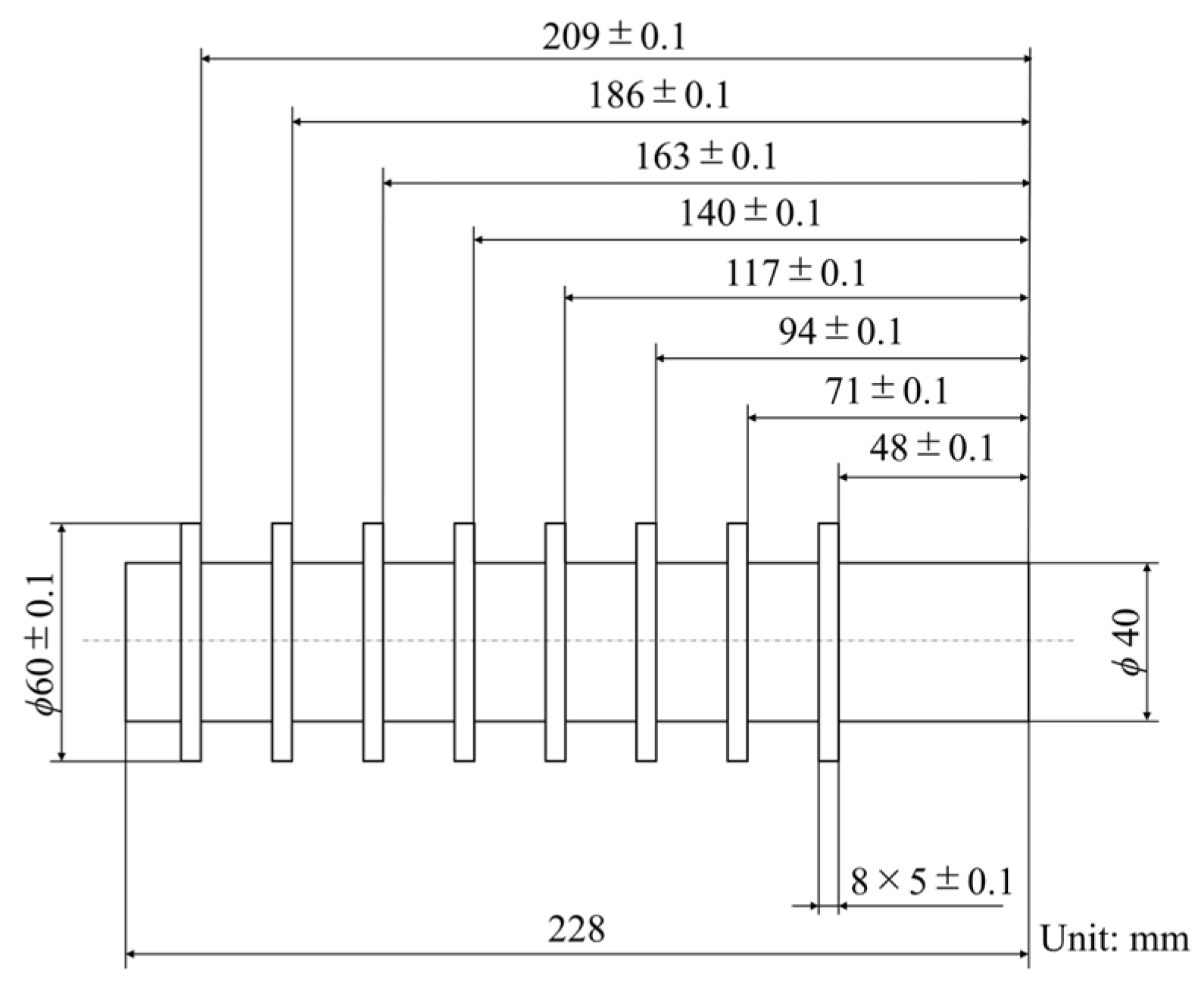
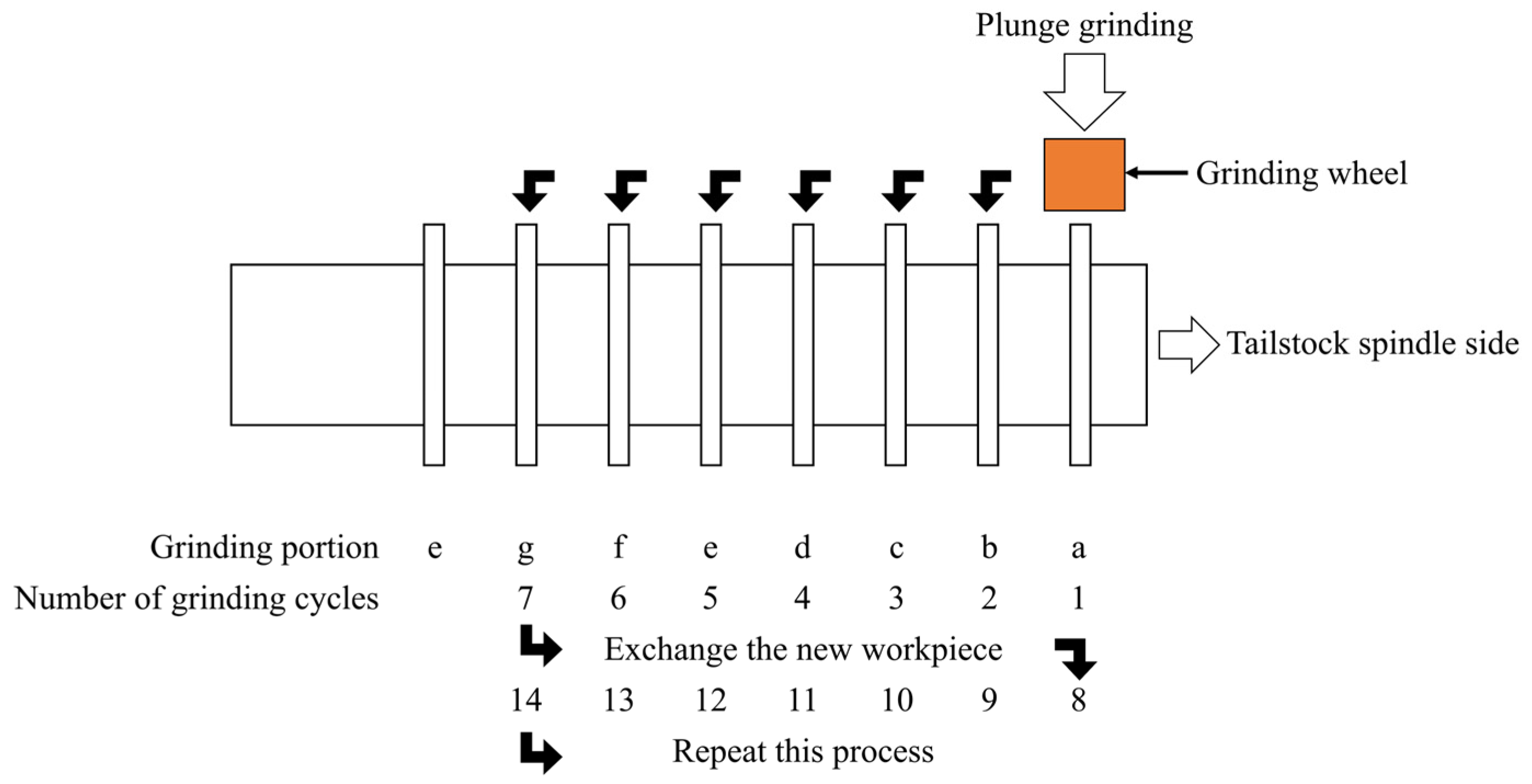
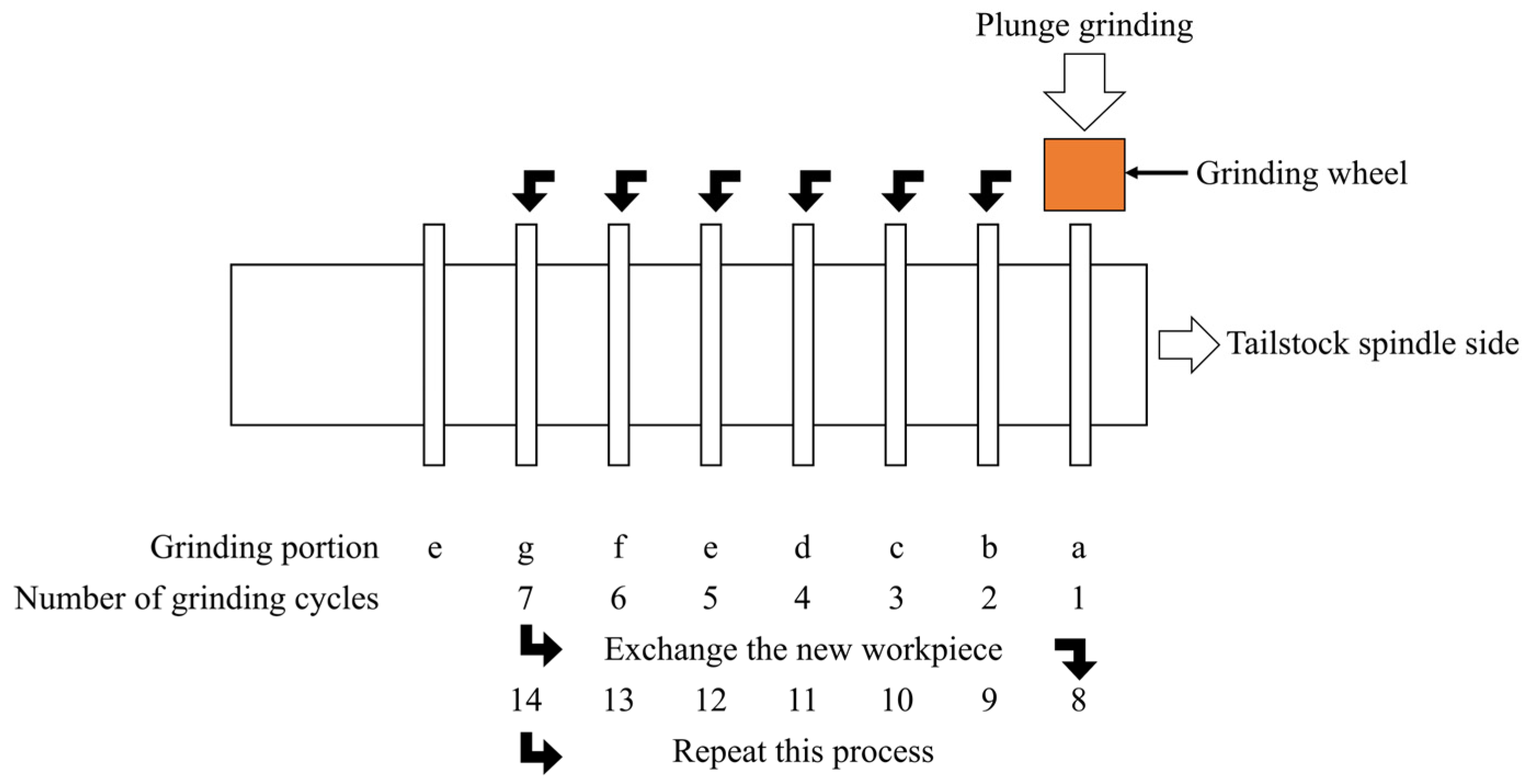
2.2. Experimental Procedure
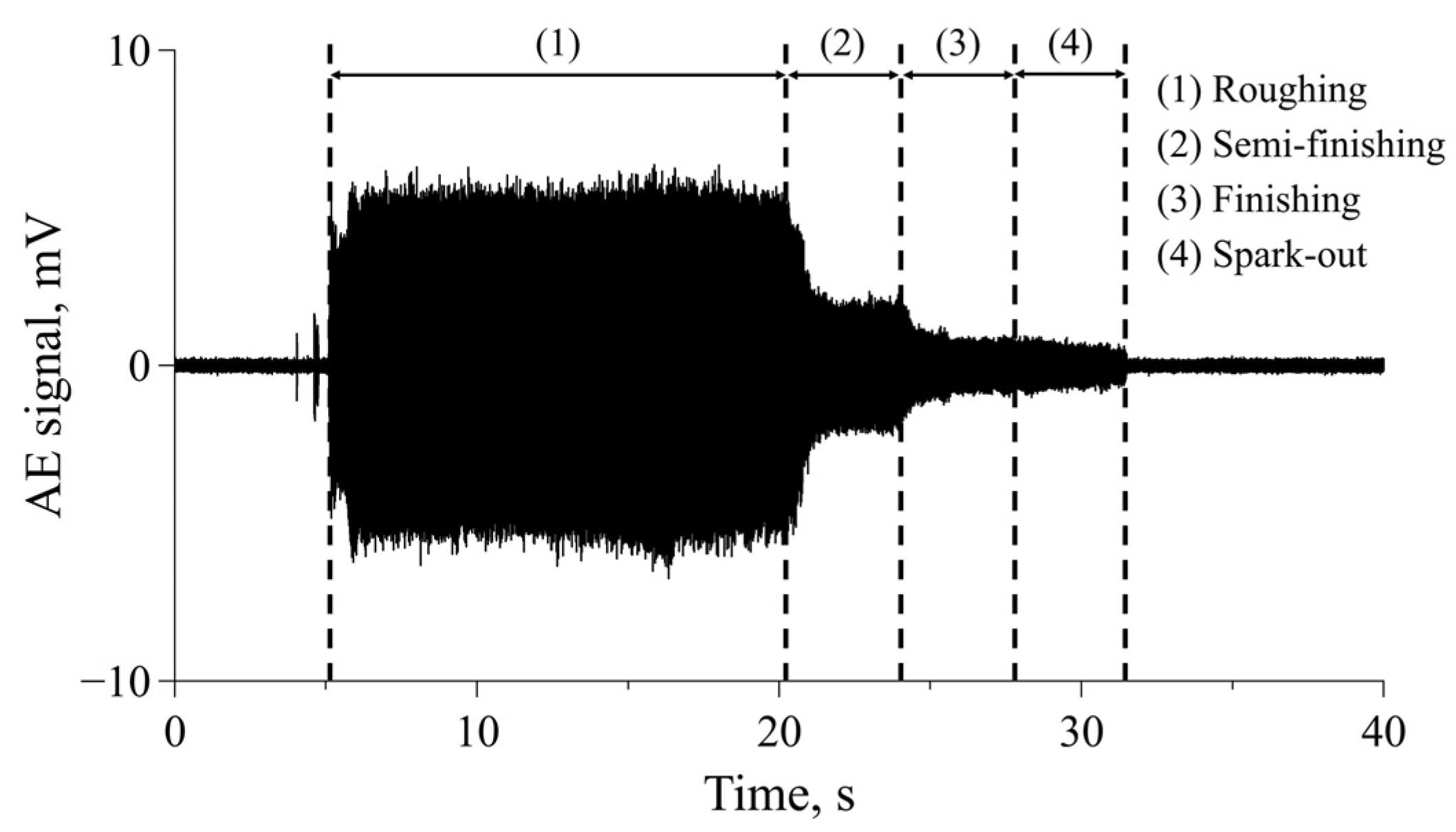
2.3. Signal Analysis for AE Waves
3. Experimental Results
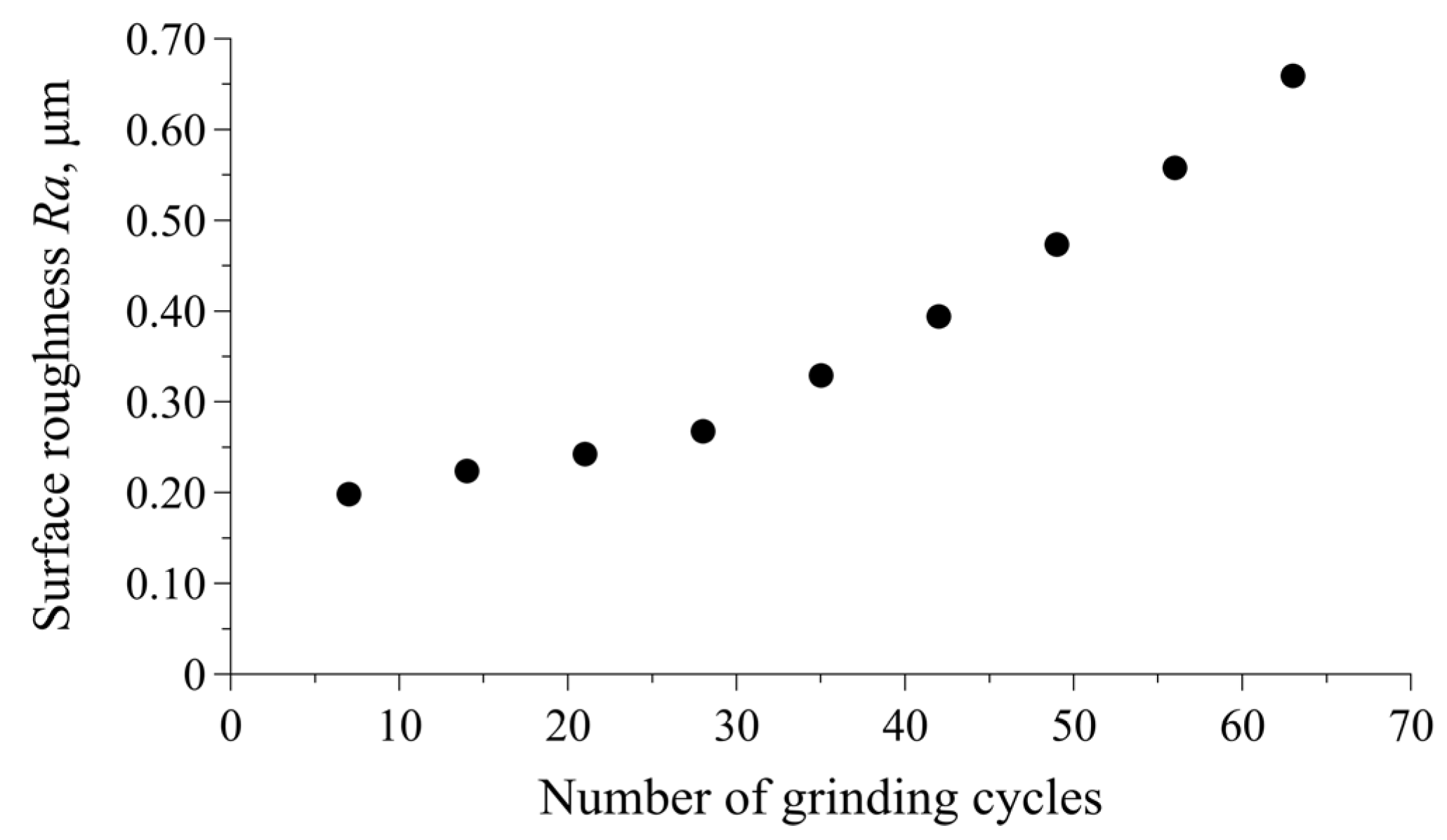
3.1. Surface Roughness Deterioration with an Increasing Number of Grinding Cycles
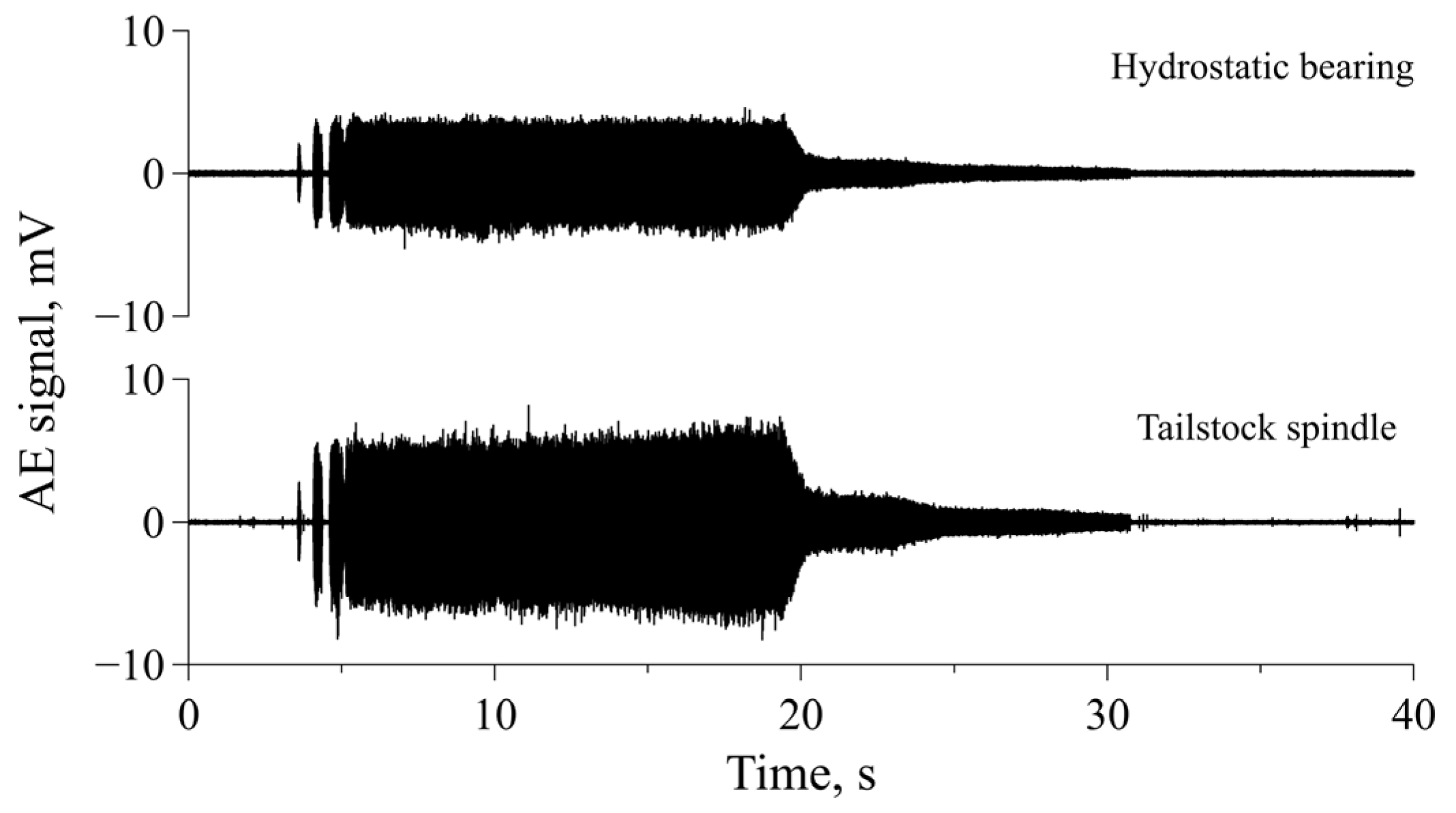
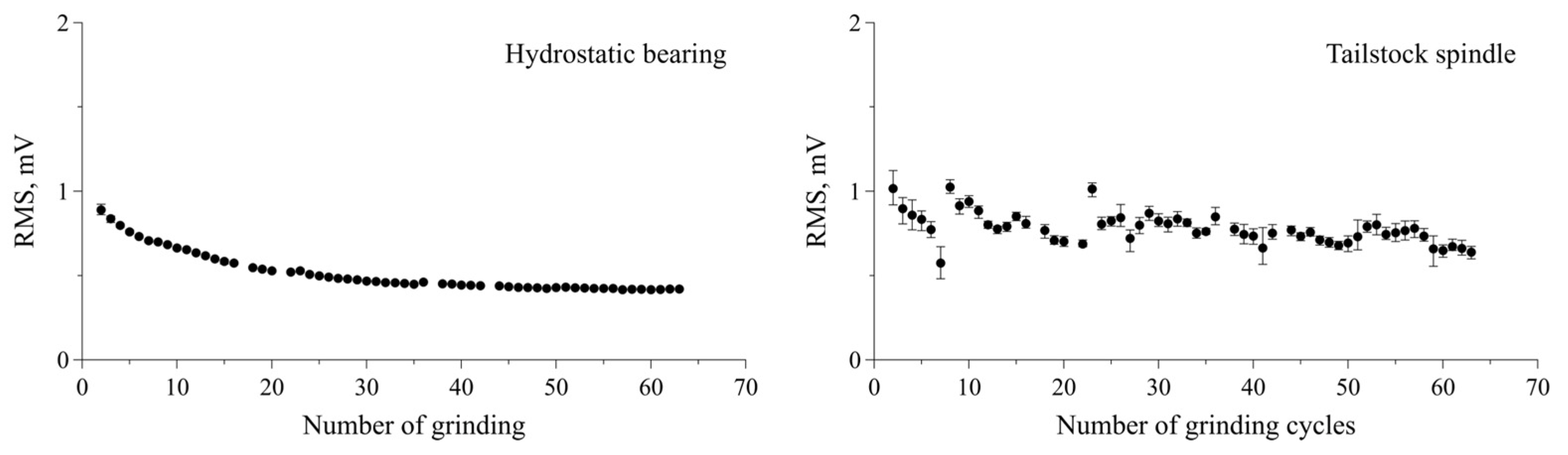
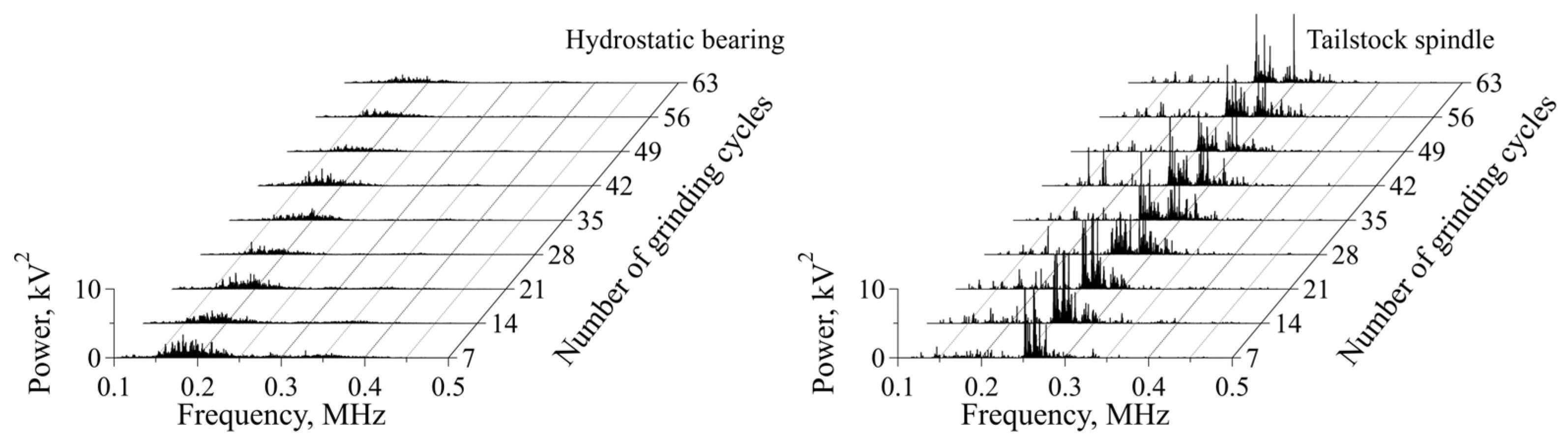
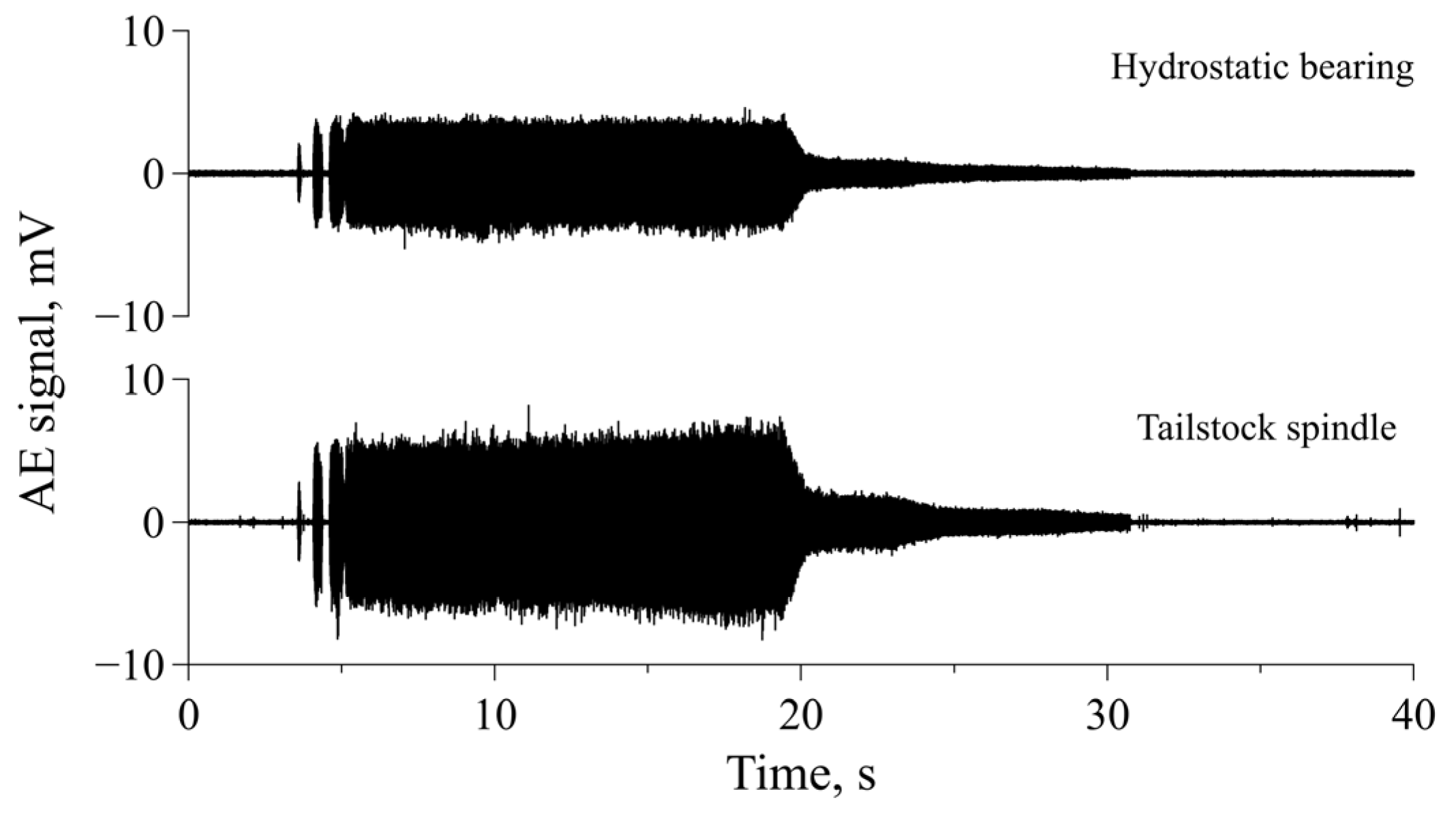
3.2. Analysis of AE Signals Acquired from AE Sensors at Different Locations
4. Discussion
5. Conclusions
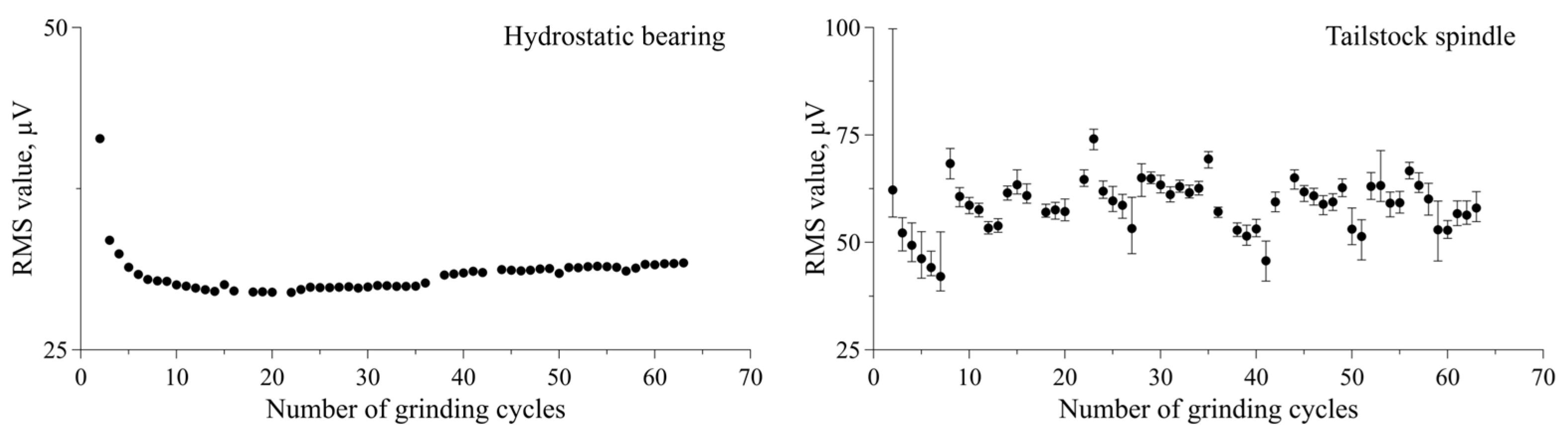
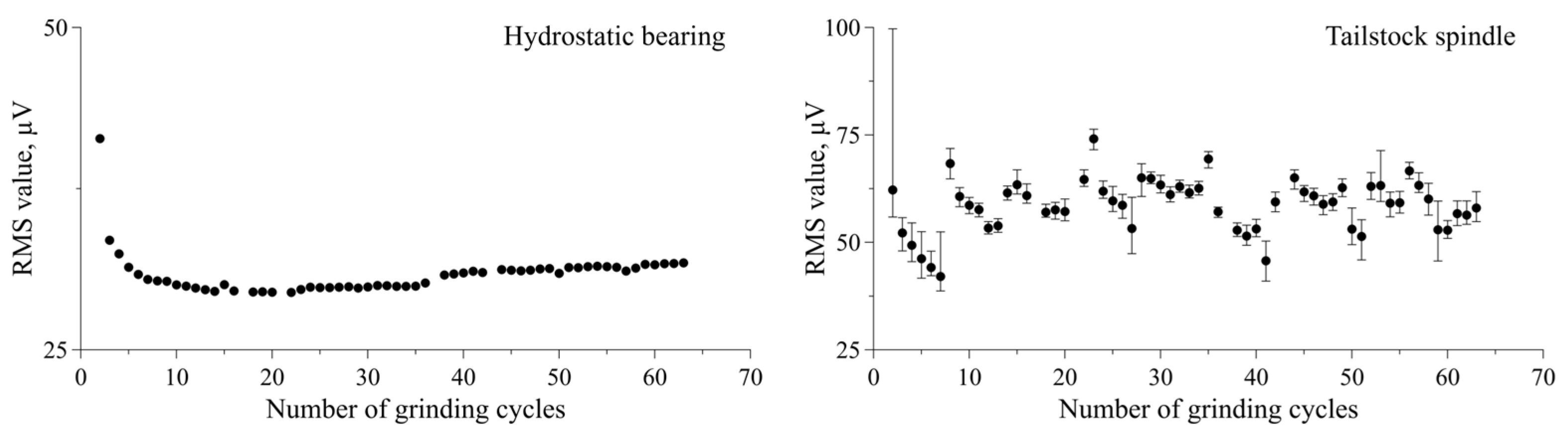
- The RMS values derived from the AE signals acquired from the AE sensor placed on the hydrostatic bearing decreased with the increase in the number of grinding cycles. Furthermore, they exhibited a small variation for each cycle and were less affected by the grinding position than those for the AE sensor placed on the tailstock spindle.
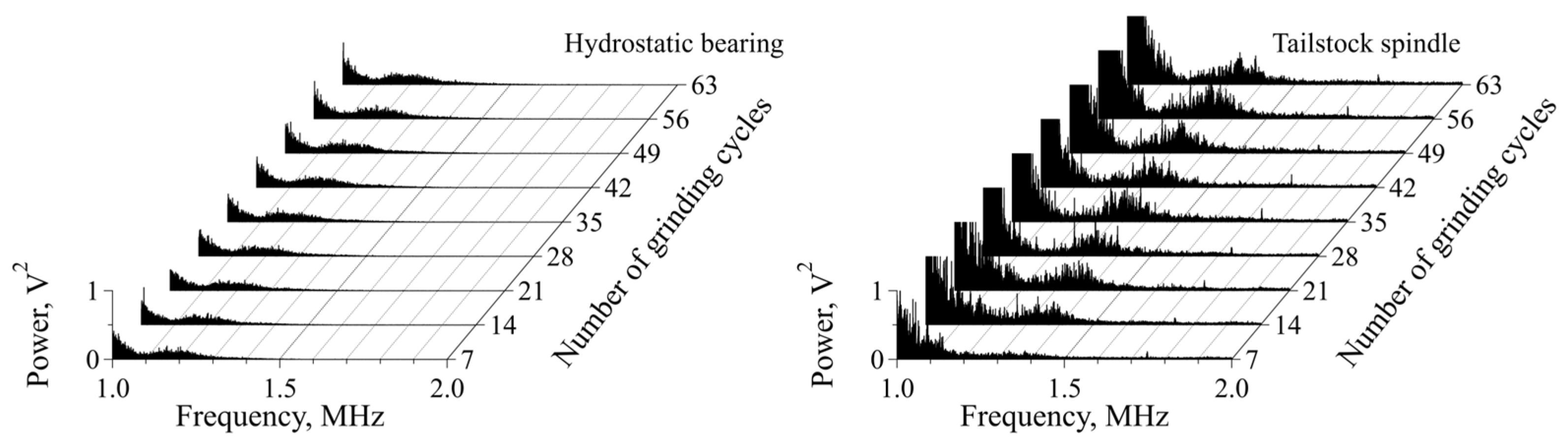
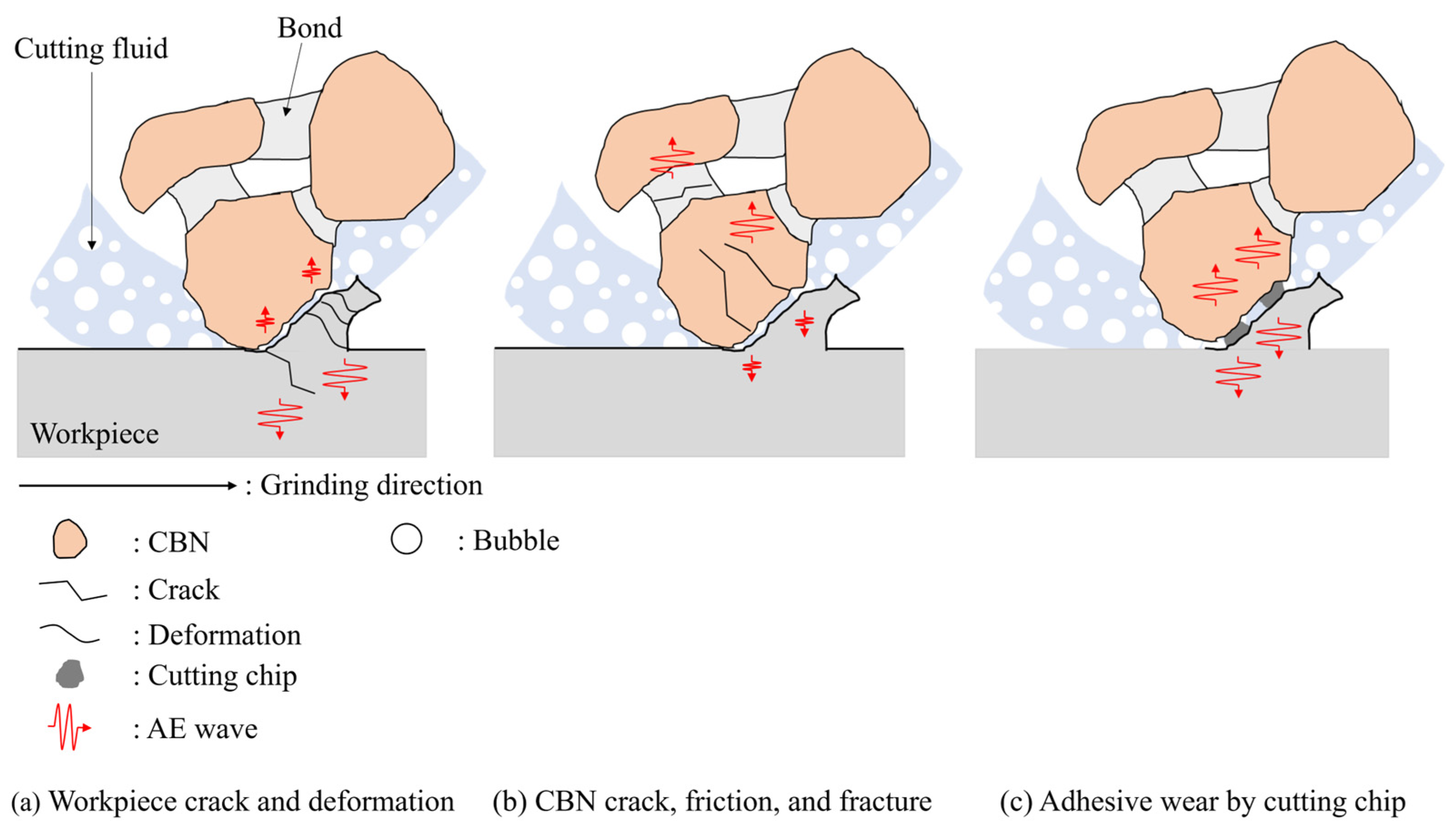
- A comparison between the AE sensors located on the hydrostatic bearing and the tailstock spindle, respectively, facilitated by a frequency domain analysis showed differences at frequencies below 0.3 MHz and above 1 MHz. It can be concluded that the difference in frequency response below 0.3 MHz is due to the AE sensor located on the tailstock spindle detecting AE signals caused by crack propagation, breakage, and the deformation of the workpiece, whereas the AE sensor on the hydrostatic bearing detected AE signals generated by cracks, friction, and the fractures of bonds and the cBN on the grinding wheel surface.
- To realize an effective method for monitoring grinding wheel deterioration using AE, the location of the AE sensor is an important factor. Acquiring an AE signal by positioning a sensor on the hydrostatic bearing is effective because it can extract information on grinding wheel deterioration despite the reduced signal intensity.
6. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuhang, P.; Ping, Z.; Ying, Y.; Anupam, A.; Yonghao, W.; Dongming, G.; Saurav, G. New insights into the methods for predicting ground surface roughness in the age of digitalization. Precis. Eng. 2021, 67, 393–418. [Google Scholar]
- Supriyo, M.; Piyush, S.; Nramesh, B. A robust condition monitoring methodology for grinding wheel wear identification using Hilbert Hung transform. Precis. Eng. 2021, 70, 77–91. [Google Scholar]
- Changsheng, L.; Lin, S.; Shuming, Y.; Liangchi, Z.; Chuhan, W.; Zhuangde, J. Three–dimensional characterization and modeling of diamond electroplated grinding wheels. Int. J. Mech. Sci. 2018, 44, 553–563. [Google Scholar]
- Wojciech, K.; Dariusz, L.; Filip, S.; Anna, Z.T.; Katarzyna, T.; Grzegorz, K. Metrological basis for assessing the state of the active surface of abrasive tools based on parameters characterizing their machining potential. Measurement 2020, 165, 108068. [Google Scholar]
- Wojciech, K.; Krzysztof, N. Assessment of the grinding wheel active surface condition using SEM and image analysis techniques. J. Braz. Soc. Mech. Sci. Eng. 2013, 35, 207–215. [Google Scholar]
- Zhongde, S.; Malkin, S. Wear of Electroplated CBN Grinding Wheel. J. Manuf. Sci. Eng. 2006, 128, 110–118. [Google Scholar]
- Eddie, T.L.; Zhaoyan, F.; Burak, S. Real–time Grinding Wheel Condition Monitoring Using Linear Imaging Sensor. Procedia Manuf. 2020, 49, 139–143. [Google Scholar]
- Eddie, T.L.; Zhaoyan, F.; Burak, S. Estimation of cBN grinding wheel condition using image sensor. Procedia Manuf. 2021, 53, 286–292. [Google Scholar]
- Hundt, W.; Leuenberger, D.; Rehsteiner, F.; Gygax, P. An Approach to Monitoring of the Grinding Process Using Acoustic Emission (AE) Technique. CIRP Ann. 1994, 43, 295–298. [Google Scholar] [CrossRef]
- Hassui, A.; Diniz, A.E.; Oliveira, J.F.G.; Felipe, J.; Gomes, J.J.F. Experimental evaluation on grinding wheel wear through vibration and acoustic emission. Wear 1998, 217, 7–14. [Google Scholar] [CrossRef]
- Liao, T.W.; Ting, C.F.; Qu, J.; Blau, P.J. A wavelet–based methodology for grinding wheel condition monitoring. Int. J. Mach. Tools Manuf. 2007, 47, 580–592. [Google Scholar] [CrossRef]
- Liao, T.W. Feature extraction and selection from acoustic emission signals with an application in grinding wheel condition monitoring. Eng. Appl. Artif. Intell. 2010, 23, 74–84. [Google Scholar] [CrossRef]
- Yang, Z.; Yu, Z. Grinding wheel wear monitoring based on wavelet analysis and support vector machine. Int. J. Adv. Manuf. Technol. 2012, 62, 107–121. [Google Scholar] [CrossRef]
- Arun, A.; Rameshkumar, K.; Unnikrishnan, D.; Sumesh, A. Tool Condition Monitoring of Cylindrical Grinding Process Using Acoustic Emission Sensor. Mater. Today Proc. 2018, 5, 11888–11899. [Google Scholar] [CrossRef]
- Krishnan, P.S.; Rameshkumar, K. Grinding wheel condition prediction with discrete hidden Markov model using acoustic emission signature. Mater. Today Proc. 2021, 46, 9168–9175. [Google Scholar] [CrossRef]
- Shen, C.H. Acoustic emission based grinding wheel wear monitoring: Signal processing and feature extraction. Appl. Acoust. 2022, 196, 108863. [Google Scholar] [CrossRef]
- Webster, J.; Marinescu, I.; Bennett, R. Acoustic Emission for Process Control and Monitoring of Surface Integrity during Grinding. CIRP Ann. 1994, 43, 229–304. [Google Scholar] [CrossRef]
- Mokbel, A.A.; Maksoud, T.M.A. Monitoring of the condition of diamond grinding wheels using acoustic emission technique. J. Mater. Process. Technol. 2000, 101, 292–297. [Google Scholar] [CrossRef]
- Lee, D.E.; Hwang, I.; Valente, C.M.O.; Oliveira, J.F.G.; Dornfeld, D.A. Precision manufacturing process monitoring with acoustic emission. Int. J. Mach. Tools Manuf. 2006, 46, 176–188. [Google Scholar] [CrossRef]
- Hase, A.; Sato, Y.; Shinohara, K.; Arai, K. Identification of the Wear Process of a Silver–Plating Layer by Dual Acoustic Emission Sensing. Coatings 2021, 11, 737. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, H.; Li, X.; Jianhua, Y.; Xu, R. Surface Integrity of Powder Metal lurgy Superalloy FGH96 Affected by Grinding with Electroplated CBN Wheel. Procedia CIRP 2020, 87, 204–209. [Google Scholar]
- Zhenzhen, G.; Huan, Q.; Yi, Z.; Liwu, S.; Hao, N.L.; Wenfeng, D. On the tribology and grinding performance of graphene–modified porous composite–bonded CBN wheel. Ceram. Int. 2021, 47, 3259–3266. [Google Scholar]
- Michal, K.; Fredy, K.; Konrad, W. Comparison of lubrication conditions for grinding of mild steel with electroplated cBN wheel. CIRP J. Manuf. Sci. Technol. 2017, 18, 53–59. [Google Scholar]
- Adriano, B.; Walter, L.W. Dynamic in–process characterization method based on acoustic emission for topographic assessment of conventional grinding wheels. Wear 2018, 406–407, 218–229. [Google Scholar]
- Imai, K.; Hase, A. Identification of Tribological Phenomena in Glass Grinding by Acoustic Emission Sensing. Tribol. Online 2022, 17, 86–96. [Google Scholar] [CrossRef]
- Racindra, H.V.; Srinivasa, Y.G.; Krishnamurthy, R. Acoustic emission for tool condition monitoring in metal cutting. Wear 1997, 212, 78–84. [Google Scholar] [CrossRef]
- Hase, A.; Wada, M.; Mishima, H. Scanning electron microscope observation study for identification of wear mechanism using acoustic emission technique. Tribol. Int. 2014, 72, 51–57. [Google Scholar] [CrossRef]
- Hase, A.; Wasa, M.; Koga, T.; Mishima, H. The relationship between acoustic emission signals and cutting phenomena in turning process. Int. J. Adv. Manuf. Technol. 2014, 70, 947–955. [Google Scholar] [CrossRef]
- Ramadan, S.; Gaillet, L.; Tessier, C.; Idrissi, H. Detection of stress corrosion cracking of high–strength steel used in prestressed concrete structures by acoustic emission technique. Appl. Surf. Sci. 2008, 254, 2255–2261. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Correlation between features of acoustic emission signals and mechanical wear mechanisms. Wear 2012, 292–293, 144–150. [Google Scholar] [CrossRef]
- Kon, T.; Mano, H.; Iwai, H.; Korenaga, A.; Ohana, T.; Ashida, K.; Sato, H.; Wakazono, Y. Propagation characteristics of acoustic emission waves in liquid media in near–field. Precis. Eng. 2022, 77, 220–226. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter of grinding wheel, mm | 350 |
| Width of grinding wheel, mm | 20 |
| Abrasive grain | cBN |
| Bond material | Vitrified |
| Grain size | #120 |
| Concentration | 150 |
| Wheel peripheral speed, m/s | 45 |
| Work rotational speed, min−1 | 100 |
| Grinding stock removal rate Z’, mm3/(mm·s) | 10 |
| Stock removal in one plunge grinding, mm3 | 722.4 |
| Roughing feed, mm/min | 3.23 |
| Semi–finishing feed, mm/min | 0.170 |
| Finishing feed, mm/min | 0.0213 |
| AE Sensor Location | ||
|---|---|---|
| Tailstock Spindle | Hydrostatic Bearing | |
| Number of interfaces | 6 | 7 |
| Details of interface | Workpiece ↓ Lubricating grease ↓ Tailstock spindle ↓ Vacuum grease ↓ Separate shaft holder ↓ Thermoplastic adhesive ↓ AE sensor | cBN ↓ Vitrified ↓ Base metal ↓ Grinding wheel shaft ↓ Lubricating oil (Mobil Velocite 3) ↓ Hydrostatic bearing ↓ Instant adhesive ↓ AE sensor |
| AE Signal Characteristic | AE Sensor Location | |
|---|---|---|
| Tailstock Spindle | Hydrostatic Bearing Supporting Grinding Wheel Spindle | |
| Intensity | Large | Medium |
| Variation in amplitude at same grinding position | Large | Very small |
| Effect of grinding position on skewer-like workpiece | Large | Very small |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kon, T.; Mano, H.; Iwai, H.; Ando, Y.; Korenaga, A.; Ohana, T.; Ashida, K.; Wakazono, Y. Effect of Acoustic Emission Sensor Location on the Detection of Grinding Wheel Deterioration in Cylindrical Grinding. Lubricants 2024, 12, 100. https://doi.org/10.3390/lubricants12030100
Kon T, Mano H, Iwai H, Ando Y, Korenaga A, Ohana T, Ashida K, Wakazono Y. Effect of Acoustic Emission Sensor Location on the Detection of Grinding Wheel Deterioration in Cylindrical Grinding. Lubricants. 2024; 12(3):100. https://doi.org/10.3390/lubricants12030100
Chicago/Turabian StyleKon, Tomohiko, Hiroki Mano, Hideki Iwai, Yoshiaki Ando, Atsushi Korenaga, Tsuguyori Ohana, Kiwamu Ashida, and Yoshio Wakazono. 2024. "Effect of Acoustic Emission Sensor Location on the Detection of Grinding Wheel Deterioration in Cylindrical Grinding" Lubricants 12, no. 3: 100. https://doi.org/10.3390/lubricants12030100
APA StyleKon, T., Mano, H., Iwai, H., Ando, Y., Korenaga, A., Ohana, T., Ashida, K., & Wakazono, Y. (2024). Effect of Acoustic Emission Sensor Location on the Detection of Grinding Wheel Deterioration in Cylindrical Grinding. Lubricants, 12(3), 100. https://doi.org/10.3390/lubricants12030100