Thermodynamic Analysis Based on the ZL205A Alloy Milling Force Model Study


Abstract
:1. Introduction
2. Experimental Woke
2.1. Workpiece Materials
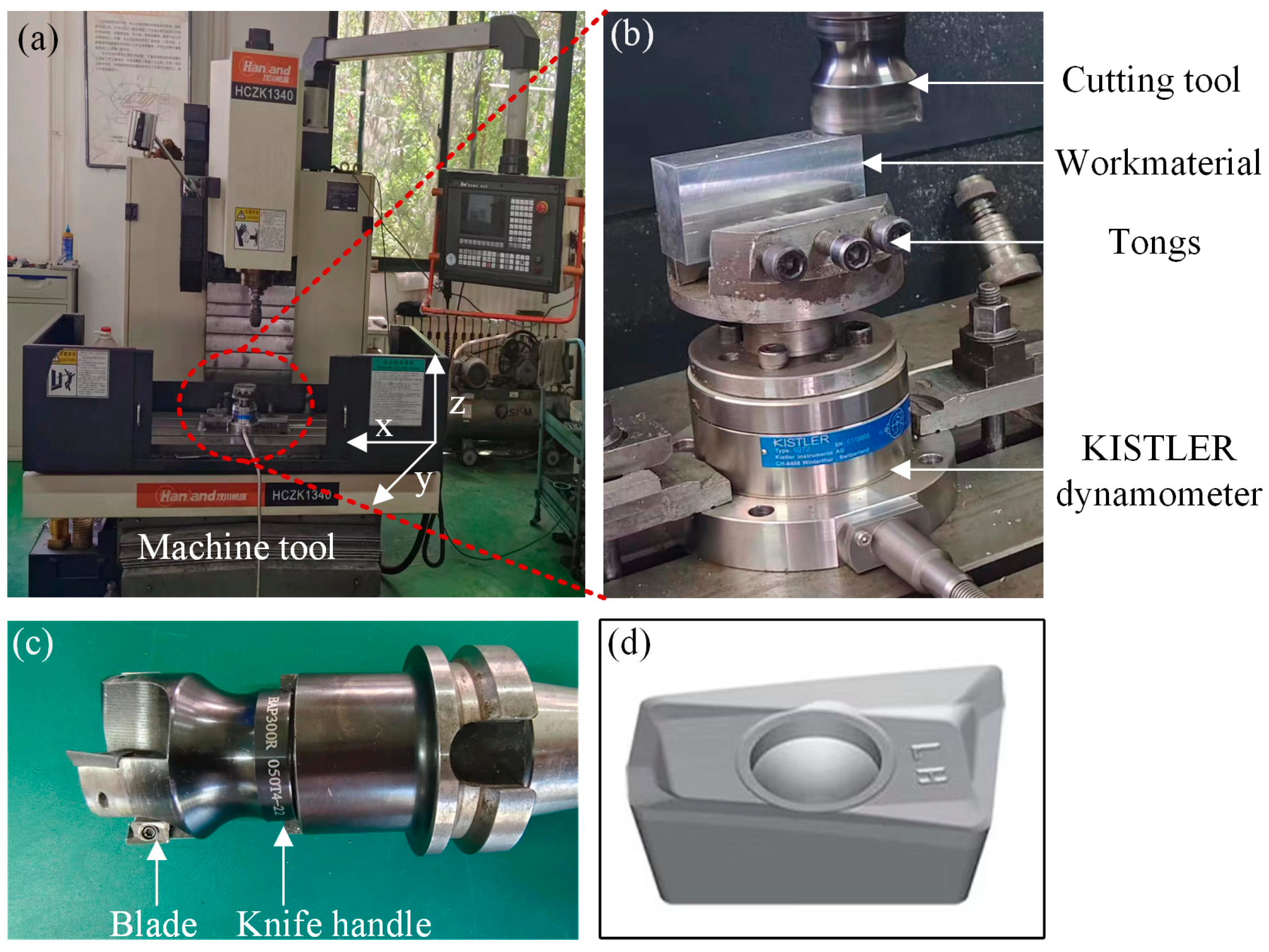
2.2. Milling Test
2.3. Measure the Axial Force
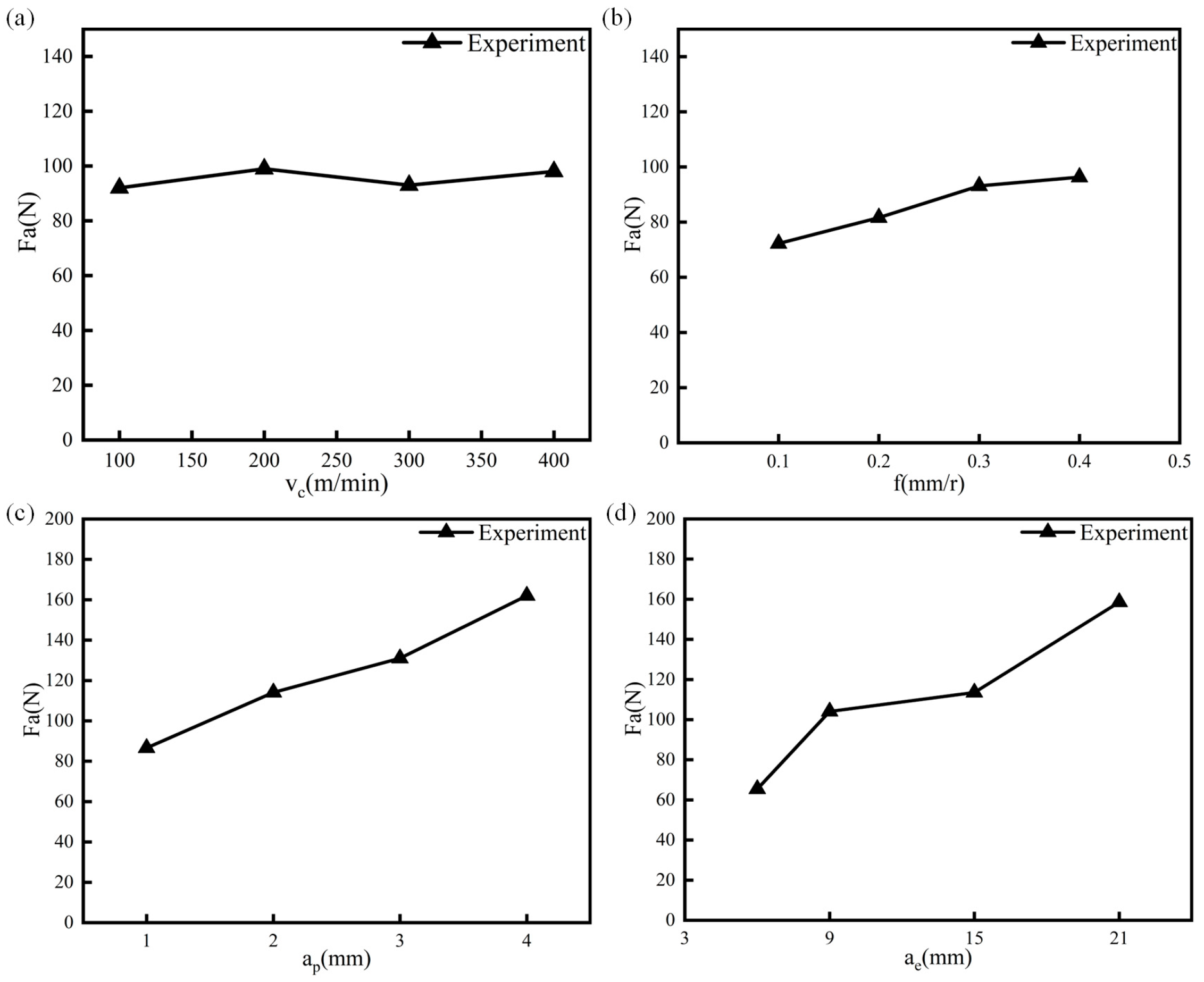
2.4. Cutting Performance
3. Thermoviscoelastic Model for Predicting Milling Forces
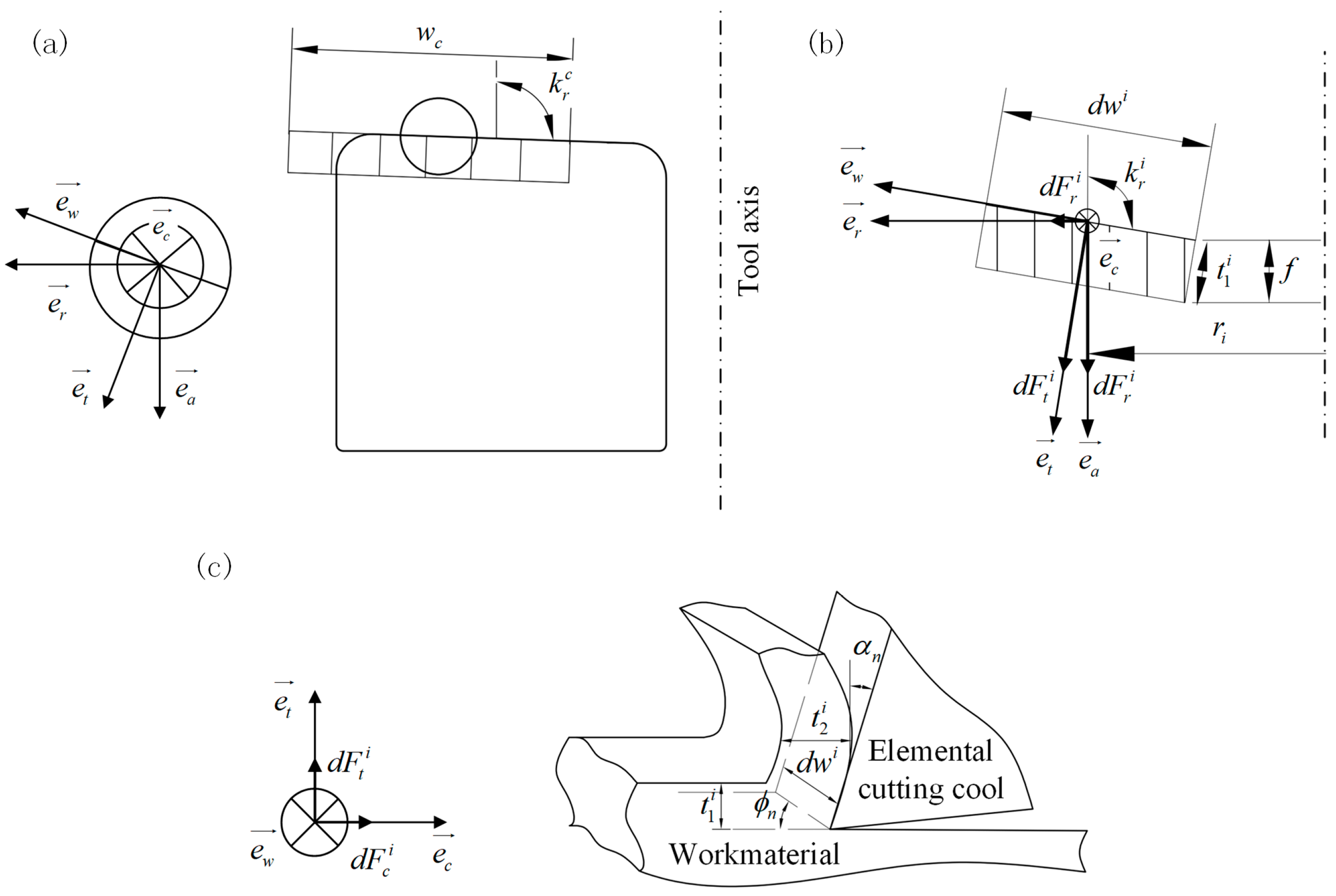
3.1. Modeling of Cutting Forces
3.2. Elemental Cutting Force Modeling
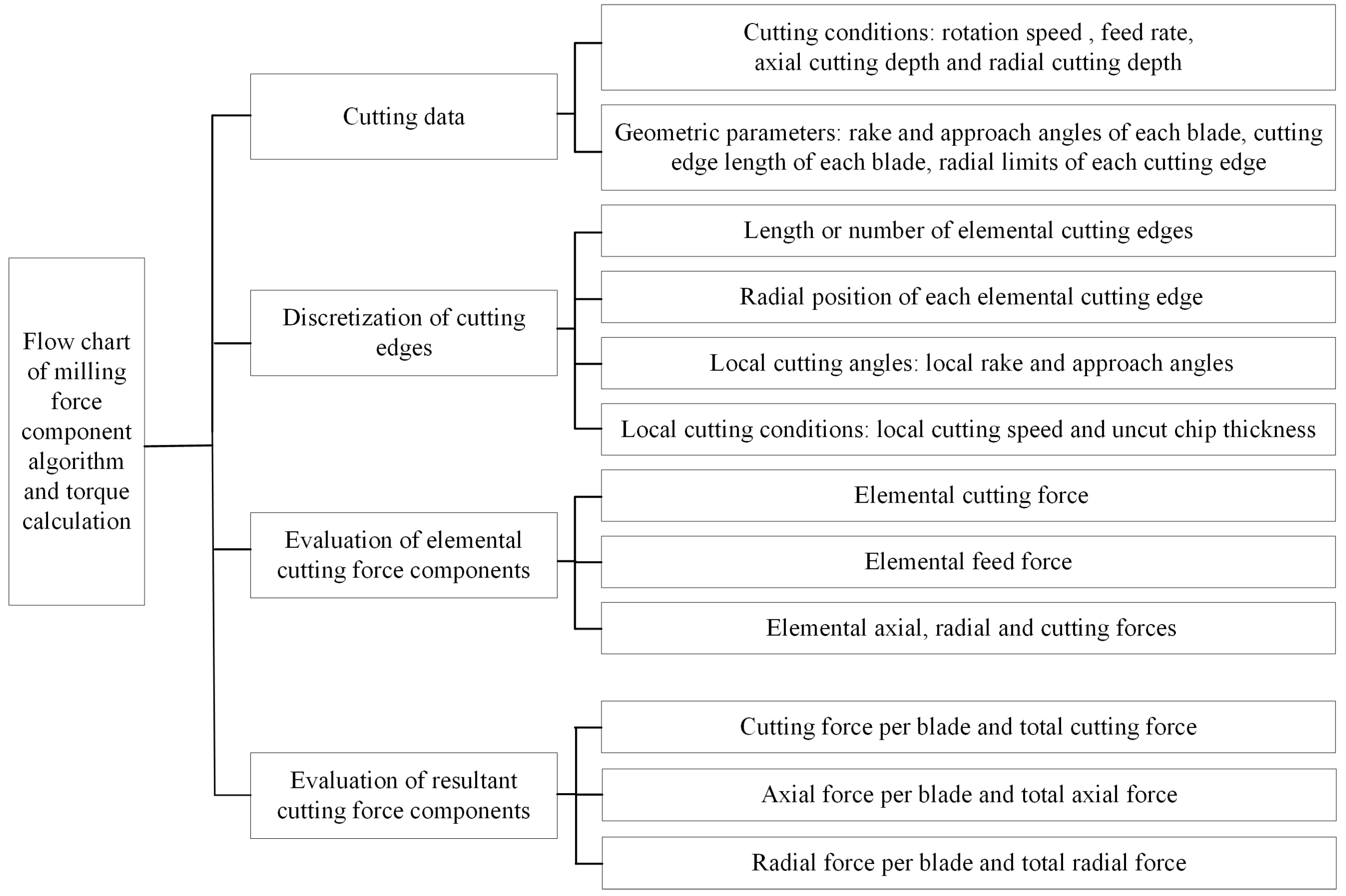
3.3. Thermodynamic Analysis Process
4. Results and Discussion
4.1. Milling Parameter Fitting
4.2. Milling Model Verification
5. Conclusions
- (1)
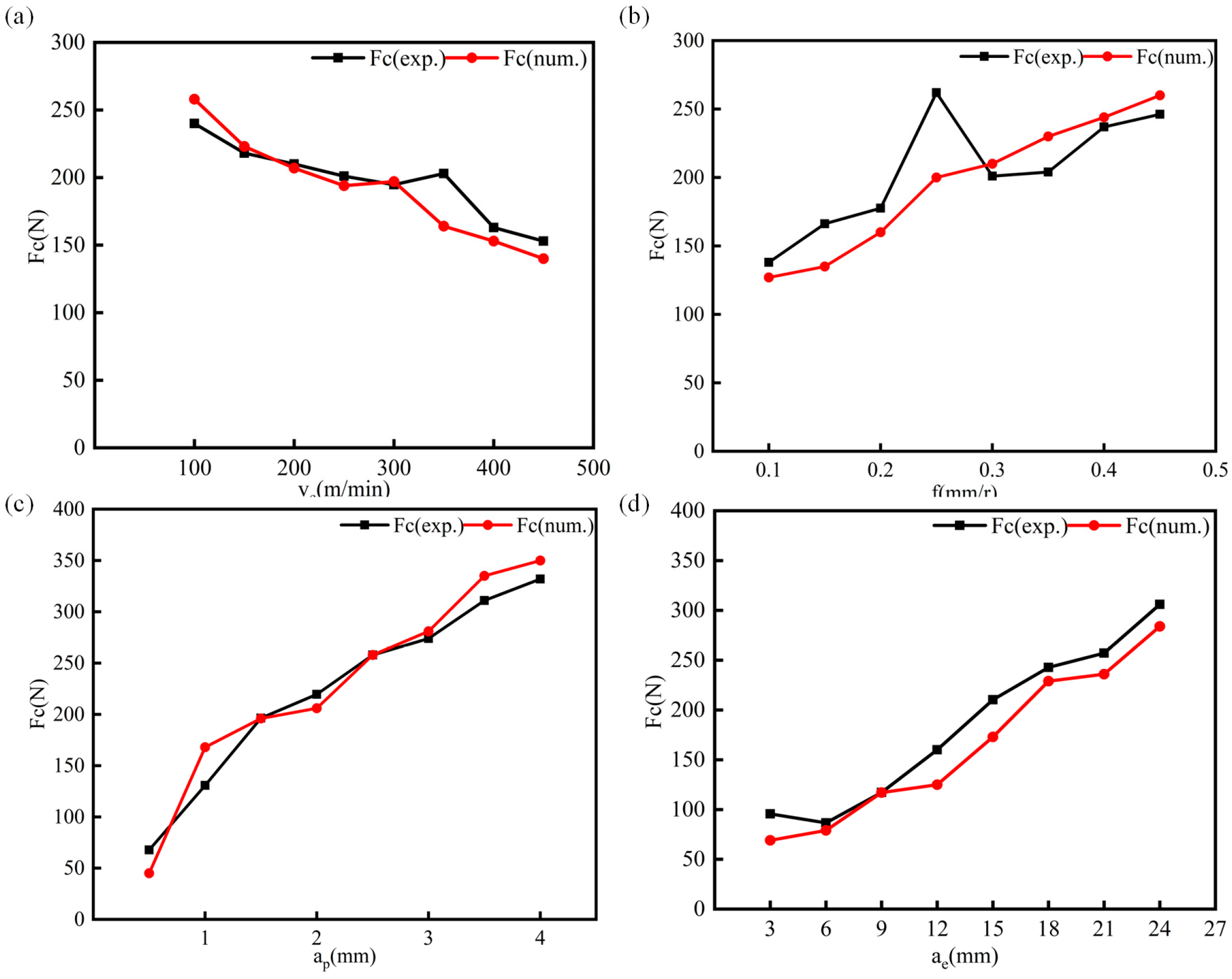
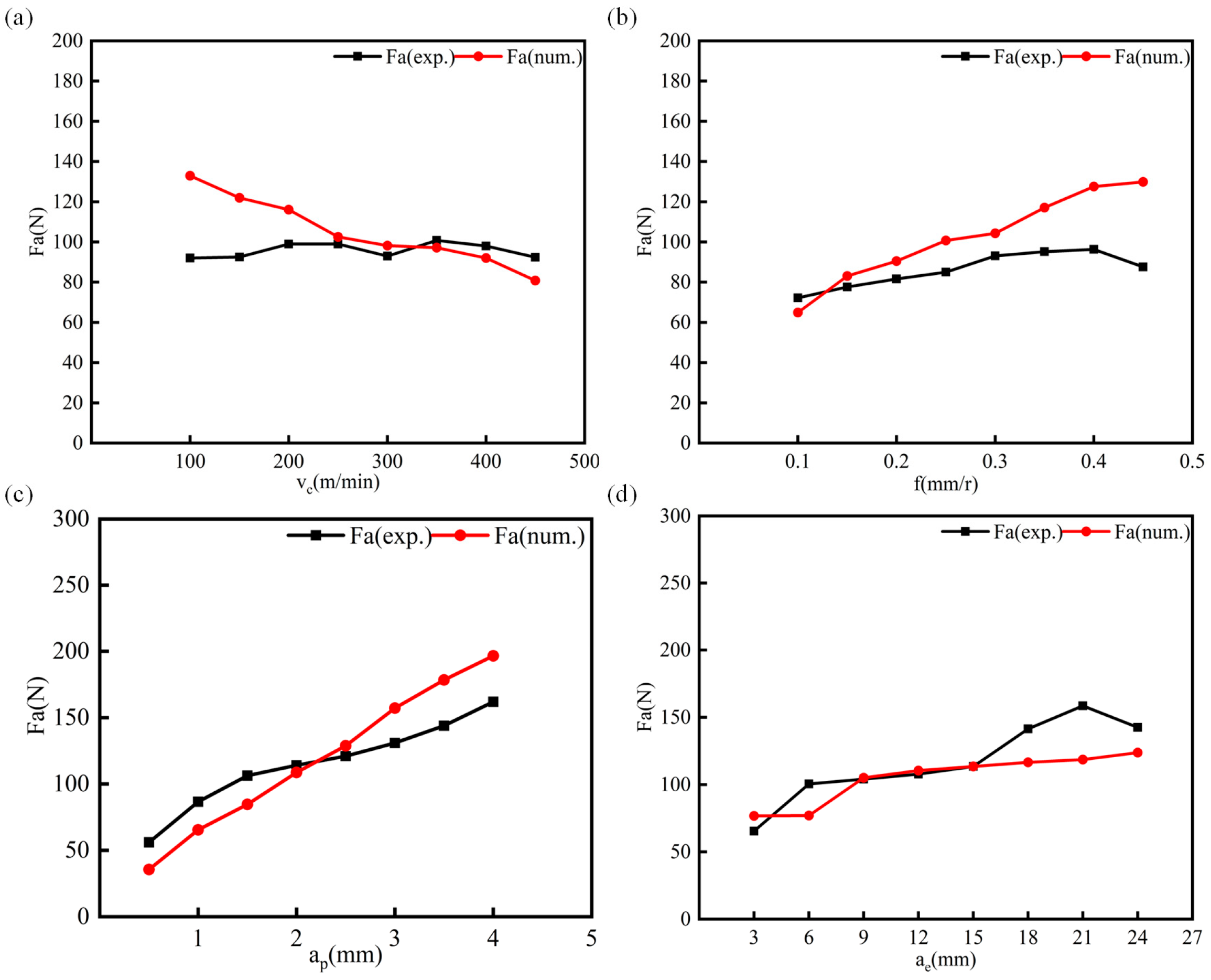
- According to the test results, the influence of the axial cutting depth, radial cutting depth, feed, and cutting speed on the milling force is successively reduced. Based on the comprehensive analysis of roughness and milling force, the better milling parameters are 350 m/min cutting speed, 3.5 mm axial cutting depth, 15 mm radial cutting depth, and 0.15 mm/r feed.
- (2)
- By improving the thermodynamic analysis model, the ZL205A aluminum alloy milling force prediction model based on thermodynamic analysis is established. The model predicts that the radial force and tangents are more sensitive, with an average error of 4.5% and a tangent force error of 9.92%. However, the sensitivity of axial force to cutting speed is relatively low, with an average error of 17%. The experimental results show that the milling force can be predicted by adjusting the friction coefficient.
- (3)
- Based on the optimal cutting angle and cutting conditions, the milling model is used to predict the blade load, and the smaller load is used for cutting to improve the tool life, which can also be used to optimize the milling cutter structure. It provides a theoretical basis for the preparation of mechanical components with the ZL205A aluminum alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, H.M.; Yi, Y.P.; Huang, S.Q. Investigation of quench sensitivity of high strength 2219 aluminum alloy by TTP and TTT diagrams. J. Alloys Compd. 2017, 690, 446–452. [Google Scholar] [CrossRef]
- Wang, R.J.; Wu, S.P.; Chen, W. Mechanism of burst feeding in ZL205A casting under mechanical vibration and low pressure. Trans. Nonferrous Met. Soc. China 2018, 28, 1514–1520. [Google Scholar] [CrossRef]
- Ren, L.; Wang, Z.; Wang, S.; Li, C.; Wang, W.; Ming, Z.; Zhai, Y. The Effect of Cu Content on the Microstructure and Properties of the Wire Arc Additive Manufacturing Al-Cu Alloy. Materials 2023, 16, 2694. [Google Scholar] [CrossRef] [PubMed]
- Jiang, H.; Zhang, L.; Zhao, B.; Sun, M.; He, M. Microstructure and Mechanical Properties of ZL205A Aluminum Alloy Produced by Squeeze Casting after Heat Treatment. Metals 2022, 12, 2037. [Google Scholar] [CrossRef]
- Shaga, A.; Shen, P.; Xiao, L.G.; Guo, R.F.; Liu, Y.B.; Jiang, Q.C. High dam-age-tolerance bio-inspired ZL205A/SiC composites with a lamellar-interpenetrated structure. Mater. Sci. Eng. A 2017, 708, 199–207. [Google Scholar] [CrossRef]
- Guo, T.B.; Sun, Q.Z.; Li, K.Z.; Huang, D.W.; Wang, J.J.; Tai, X.Y. Effect of Temperature Gradient and Cooling Rate on Solidification Structure and Properties of ZL205A Alloy. Rare Metal Mater. Eng. 2022, 51, 2400–2408. [Google Scholar]
- Luo, L.; Luo, L.S.; Su, Y.Q.; Su, L.; Wang, L.; Guo, J.J.; Fu, H.Z. Optimizing microstructure, shrinkage defects and mechanical performance of ZL205A alloys via coupling travel-ling magnetic fields with unidirectional solidification. J. Mater. Sci. Technol. 2021, 74, 246–258. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Liu, J.H.; Chen, J.M.; Wen, F.L.; Jia, R.; Ma, Q.X. Optimization of residual stress in low-pressure casting of ZL205A alloys. J. Manuf. Process. 2023, 99, 338–350. [Google Scholar] [CrossRef]
- Luo, L.; Xia, H.Y.; Luo, L.S.; Su, Y.Q.; Cai, C.J.; Wang, L.; Guo, J.J.; Fu, H.Z. Eliminating shrinkage defects and improving mechanical performance of large thin-walled ZL205A alloy castings by coupling travelling magnetic fields with sequential solidification. Trans. Nonferrous Met. Soc. China 2021, 31, 865–877. [Google Scholar] [CrossRef]
- Xu, H.Y.; Gong, Q.M.; Zhou, X.X.; Yang, F.W.; Han, B. Influence of the assisted kerf depth on cracks pattern and cutting performance of TBM cutter. Int. J. Rock Mech. Min. Sci. 2023, 170, 105516. [Google Scholar] [CrossRef]
- Prajapati, P.K.; Biswas, P.; Singh, B.K.; Bapanapalle, C.O.; Ghosh, R.; Mandal, N. Rein-forcing potential of MWCNTs on mechanical and machining performance of hot-pressed ZTA-MgO ceramic cutting inserts. Diam. Relat. Mater. 2023, 138, 110202. [Google Scholar] [CrossRef]
- Yuan, X.; Wang, S.T.; Mao, X.Y. Forced vibration mechanism and suppression method for thin-walled workpiece milling. Int. J. Mech. Sci. 2022, 230, 107553. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Wang, W. Micro-Milling Tool Wear Monitoring via Nonlinear Cutting Force Model. Micromachines 2022, 13, 943. [Google Scholar] [CrossRef]
- Duan, Z.; Li, C.; Ding, W. Milling Force Model for Aviation Aluminum Alloy: Academic Insight and Perspective Analysis. Chin. J. Mech. Eng. 2021, 34, 18. [Google Scholar] [CrossRef]
- Zang, P.; Yue, X.J.; Han, S.F. Experiment and simulation on the high-speed milling mechanism of aluminum alloy 7050-T7451. Vacuum 2020, 182, 109778. [Google Scholar]
- Sun, Y.; Sun, J.; Wang, G. A modified analytical cutting force prediction model under the tool crater wear effect in end milling Ti6Al4V with solid carbide tool. Int. J. Adv. Manuf. Technol. 2020, 108, 3475–3490. [Google Scholar] [CrossRef]
- Merchant, E. Basic mechanics of the metal cutting process. Appl. Mech. Trans. ASME 1944, 66, 160–168. [Google Scholar] [CrossRef]
- Lee, E.H.; Shaffer, B.W. The theory of plasticity applied to a problem of machining. Int. J. Appl. Mech. 1951, 18, 405–413. [Google Scholar] [CrossRef]
- Oxley, P.L.B.; Humphreys, A.G.; Larizadeh, A. The influence of rate of strain-hardening in machining. Proc. Inst. Mech. Eng. 1961, 175, 881–891. [Google Scholar]
- Doyle, E.D.; Horne, J.G.; Tabor, D. Frictional interactions between chip and rake face in continuous chip formation. Proceedings of the Royal Society of London. Ser. A Math. Phys. Sci. 1979, 366, 173–183. [Google Scholar]
- Zhang, X.; Zhang, J.; Zhou, H.; Ren, Y.; Xu, M. A novel milling force model based on the influence of tool geometric parameters in end milling. Adv. Mech. Eng. 2018, 10, 9. [Google Scholar] [CrossRef]
- Zhu, S.; Zhao, M.; Mao, J.; Liang, S.Y. A Ti-6Al-4V Milling Force Prediction Model Based on the Taylor Factor Model and Microstructure Evolution of the Milling Surface. Micromachines 2022, 13, 1618. [Google Scholar] [CrossRef]
- Chen, Y.H.; Lu, J.; Deng, Q.L. Modeling study of milling force considering tool runout at different types of radial cutting depth. J. Manuf. Process. 2022, 76, 486–503. [Google Scholar] [CrossRef]
- Su, X.; Wang, G.; Yu, J. Predictive model of milling force for complex profile milling. Int. J. Adv. Manuf. Technol. 2016, 87, 1653–1662. [Google Scholar] [CrossRef]
- Zhou, Q.; Luo, D.W.; Ye, W.T.; Li, S.; Zou, Q.G.; Chen, Z.Q.; Wang, H.F. Design and characterization of metallic glass/graphene multilayer with excellent nanowear prop-erties. Friction 2022, 10, 1913–1921. [Google Scholar] [CrossRef]
- Ren, Y.; Huang, Z.B.; Wang, Y.C.; Zhou, Q.; Yang, T.; Li, Q.K.; Jia, Q.; Wang, H.F. Fric-tion-induced rapid amorphization in a wear-resistant (CoCrNi)88Mo12 dual-phase medium-entropy alloy at cryogenic temperature. Compos. Part B-Eng. 2023, 263, 110833. [Google Scholar] [CrossRef]
- Ye, W.T.; Xie, M.D.; Huang, Z.B.; Wang, H.M.; Zhou, Q.; Wang, L.; Chen, B.; Wang, H.F.; Liu, W.M. Microstructure and tribological properties of in-situ carbide/CoCrFeNiMn high entropy alloy composites synthesized by flake powder metallurgy. Tribol. Int. 2023, 181, 108295. [Google Scholar] [CrossRef]
- Emine, S. Evaluation of tribological performance of MQL technique combined with LN2, CO2, N2 ecological cooling/lubrication techniques when turning of Hastelloy C22 superalloy. Tribol. Int. 2023, 188, 108786. [Google Scholar]
- Haddag, B.; Nouari, M.; Moufki, A. Experimental analysis of the BTA deep drilling and a new analytical thermomechanical model for assessment of cutting forces and BTA drill design. Int. J. Adv. Manuf. Technol. 2020, 106, 455–469. [Google Scholar] [CrossRef]
- Moufki, A.; Dudzinski, D.; Molinari, A.; Rausch, M. Thermoviscoelastic modelling of oblique cutting: Forces and chip flow predictions. Int. J. Mech. Sci. 2000, 42, 1205–1232. [Google Scholar] [CrossRef]
- Moufki, A.; Devillez, A.; Dudzinski, D.; Molinari, A. Thermomechanical modelling of oblique cutting and experimental validation. Int. J. Mach. Tool. Manu. 2004, 44, 971–989. [Google Scholar] [CrossRef]
- Chen, Z.J.; Qian, L.Y.; Ji, B.P. Investigation into thermodynamic behavior of LA103Z MgLi alloy during turning based on modified Johnson—Cook model. J. Manuf. Process. 2023, 87, 260–272. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (g/cm3) | H (HRC) | Rp0.2 (T°: Ambient) (MPa) | Rp0.2 (T°: 623 K) (MPa) | Rpm (T°: Ambient) (MPa) |
|---|---|---|---|---|
| 2.8 | 55 | 297.94 | 111.38 | 417.76 |
| Element | Cu | Mn | Ti | Zr | Cd | B | V | Al |
|---|---|---|---|---|---|---|---|---|
| Cont. | 4.95 | 0.4 | 0.25 | 0.125 | 0.2 | 0.035 | 0.175 | Bal. |
| Test No. | Cutting Speed (m/min) | Feed Rate (mm/r) | Axial Depth of Cut (mm) | Radial Depth of Cut (mm) | |
|---|---|---|---|---|---|
| 1st Phase | 1 | 100 | 0.3 | 2 | 15 |
| 2 | 200 | 0.3 | 2 | 15 | |
| 3 | 300 | 0.3 | 2 | 15 | |
| 4 | 400 | 0.3 | 2 | 15 | |
| 2nd Phase | 5 | 200 | 0.1 | 2 | 15 |
| 6 | 200 | 0.2 | 2 | 15 | |
| 7 | 200 | 0.3 | 2 | 15 | |
| 8 | 200 | 0.4 | 2 | 15 | |
| 3rd Phase | 9 | 200 | 0.2 | 1 | 15 |
| 10 | 200 | 0.2 | 2 | 15 | |
| 11 | 200 | 0.2 | 3 | 15 | |
| 12 | 200 | 0.2 | 4 | 15 | |
| 4th Phase | 13 | 200 | 0.2 | 2 | 3 |
| 14 | 200 | 0.2 | 2 | 9 | |
| 15 | 200 | 0.2 | 2 | 15 | |
| 16 | 200 | 0.2 | 2 | 21 |
| A (MPa) | B (MPa) | n | C | m | Tr (K) | Tm (K) | |
|---|---|---|---|---|---|---|---|
| 297.94 | 735.56 | 0.66 | 0.00672 | 1.30282 | 293 | 862 | 10−3 |
| a1 | a2 | a3 | a4 | |
|---|---|---|---|---|
| Set 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, J.; Shen, X.; Xin, Z.; Lu, H.; Shi, Y.; Huang, X.; Sun, B. Thermodynamic Analysis Based on the ZL205A Alloy Milling Force Model Study. Lubricants 2023, 11, 390. https://doi.org/10.3390/lubricants11090390
Cui J, Shen X, Xin Z, Lu H, Shi Y, Huang X, Sun B. Thermodynamic Analysis Based on the ZL205A Alloy Milling Force Model Study. Lubricants. 2023; 11(9):390. https://doi.org/10.3390/lubricants11090390
Chicago/Turabian StyleCui, Jing, Xingquan Shen, Zhijie Xin, Huihu Lu, Yanhao Shi, Xiaobin Huang, and Baoyu Sun. 2023. "Thermodynamic Analysis Based on the ZL205A Alloy Milling Force Model Study" Lubricants 11, no. 9: 390. https://doi.org/10.3390/lubricants11090390
APA StyleCui, J., Shen, X., Xin, Z., Lu, H., Shi, Y., Huang, X., & Sun, B. (2023). Thermodynamic Analysis Based on the ZL205A Alloy Milling Force Model Study. Lubricants, 11(9), 390. https://doi.org/10.3390/lubricants11090390