Tribological Properties of Cu-Based Self-Lubricating Materials Composed with Cu- or Ni-Plated Graphite



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Wear Test
3. Results
3.1. Microstructure and Mechanical Properties
3.2. Tribological Properties
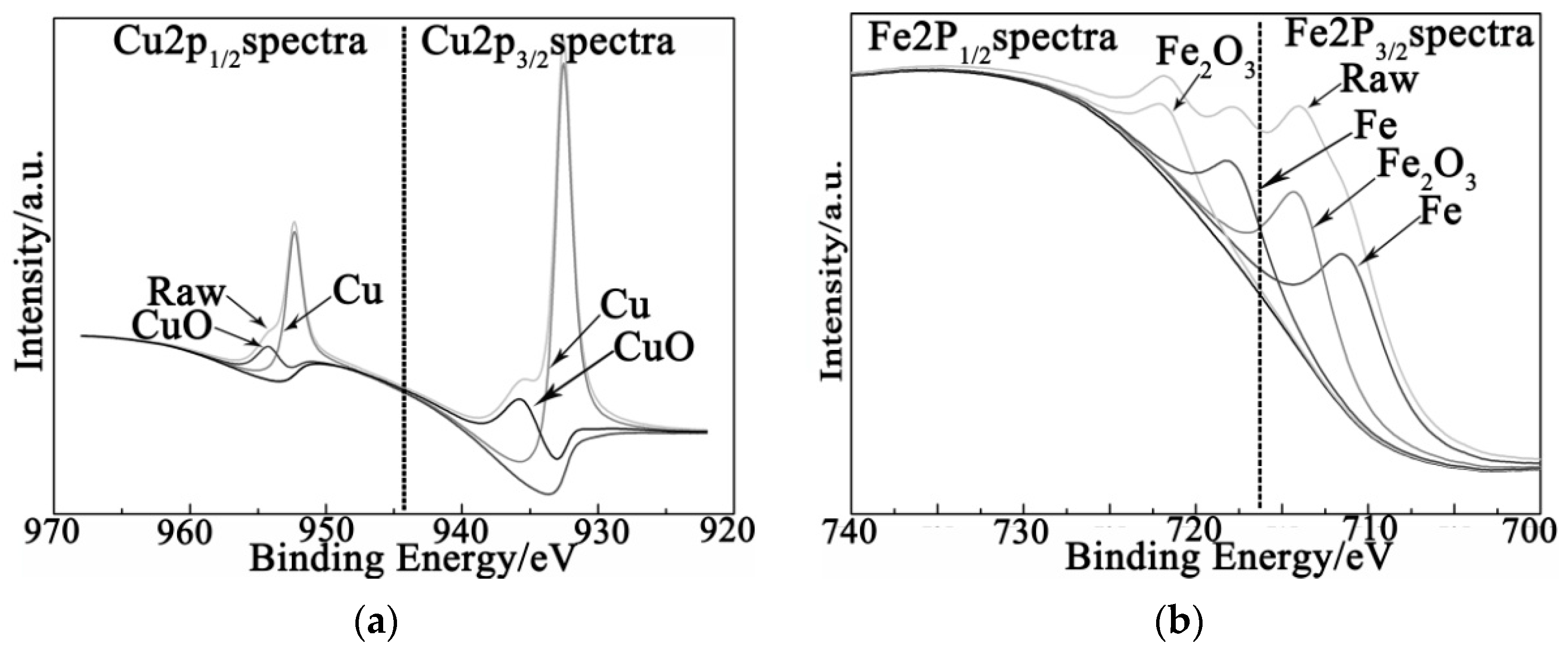
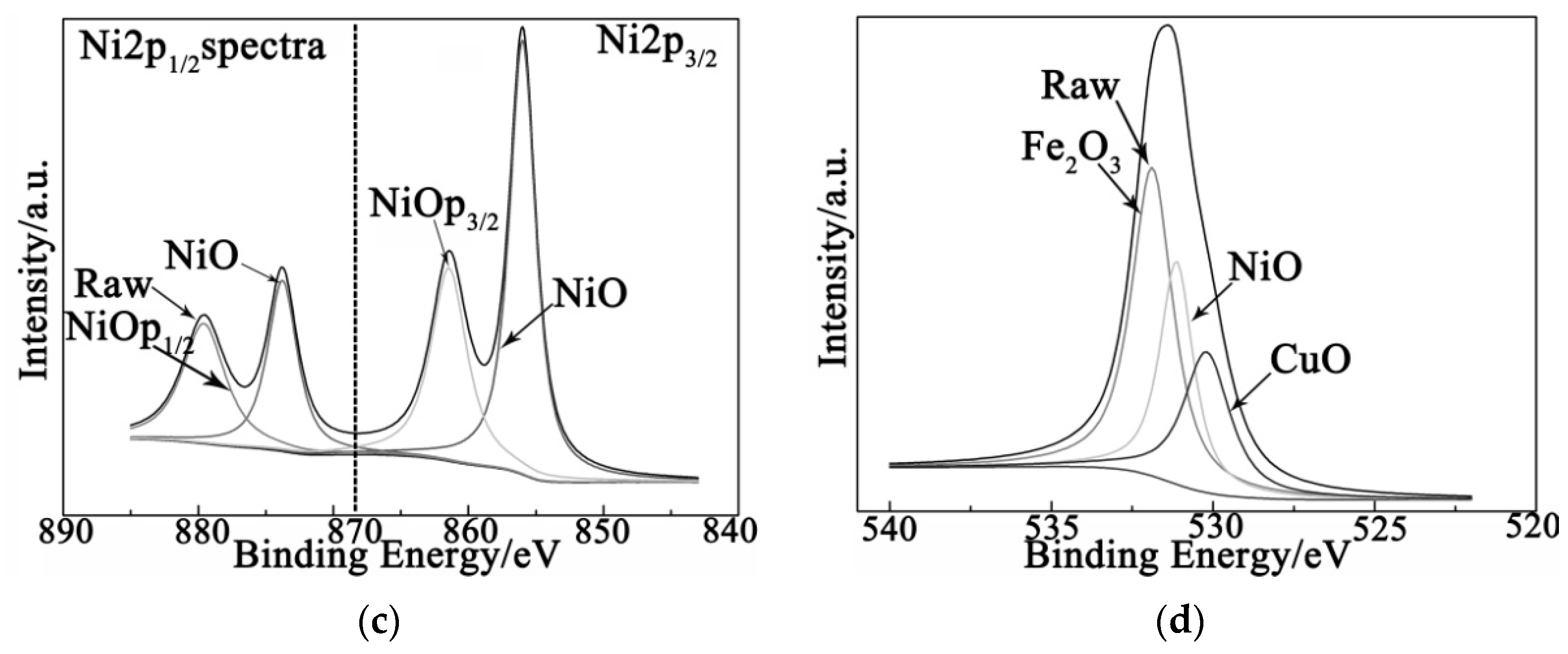
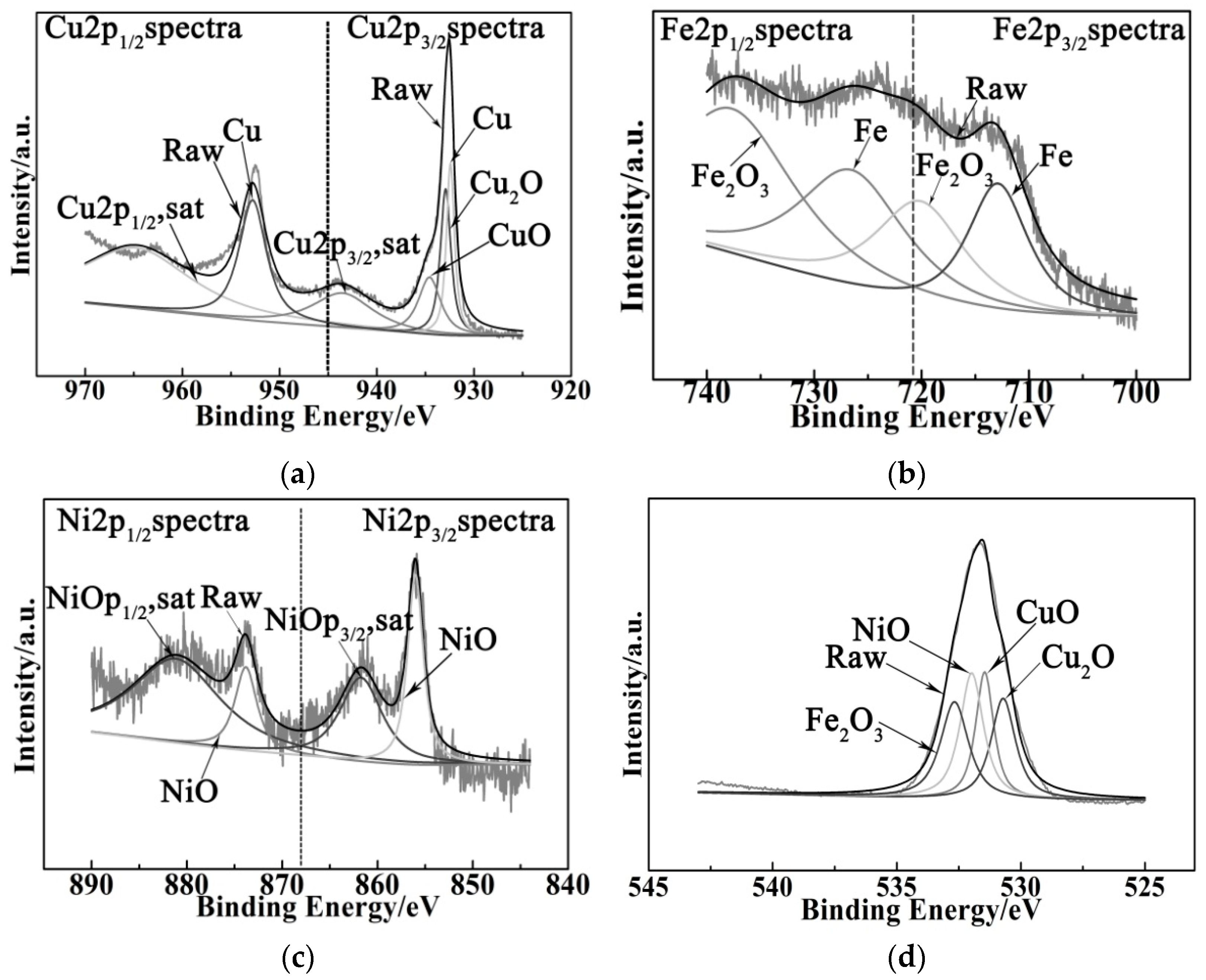
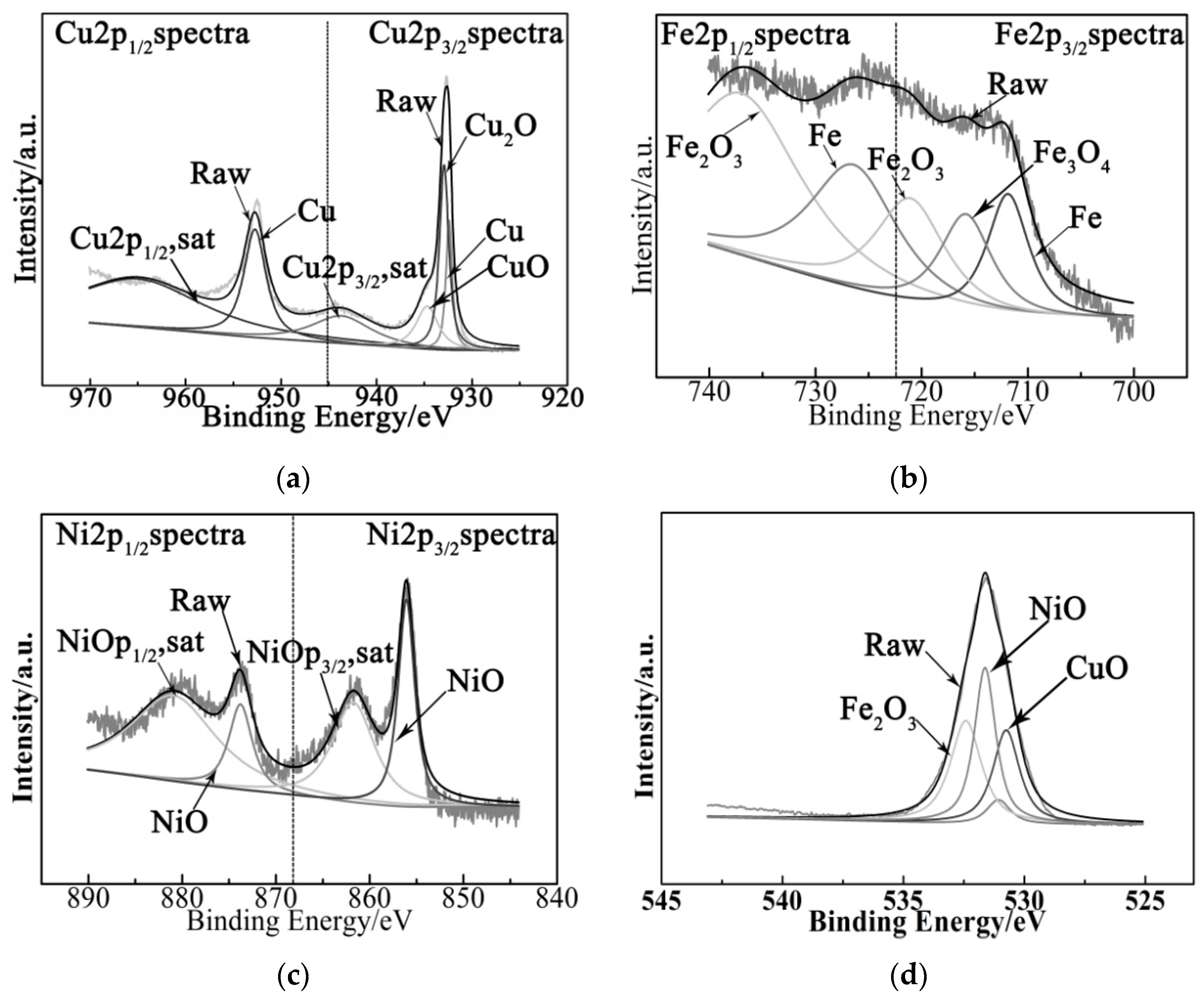
3.3. XPS Results of Worn Surfaces
4. Discussion
5. Conclusions
- (1)
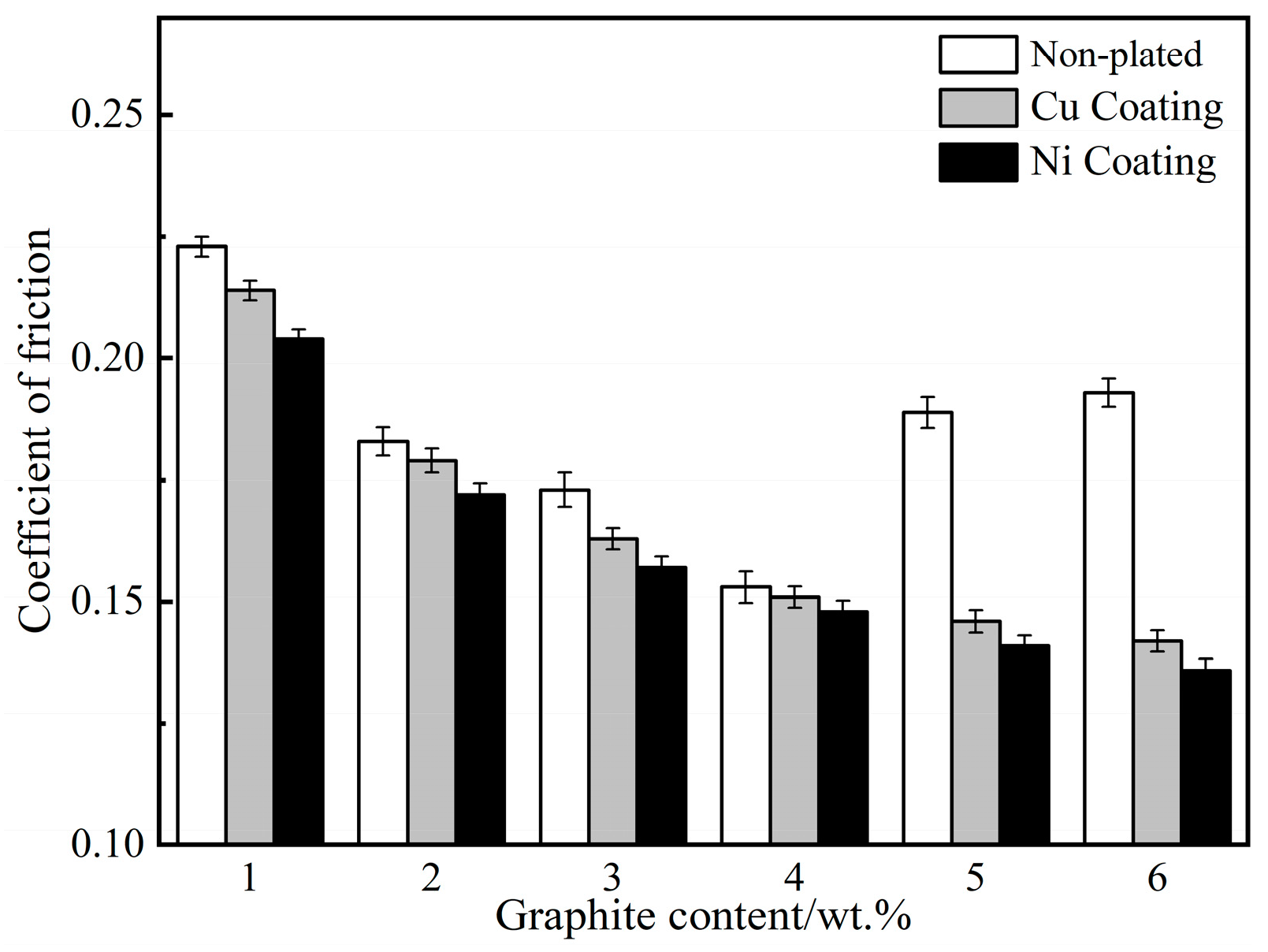
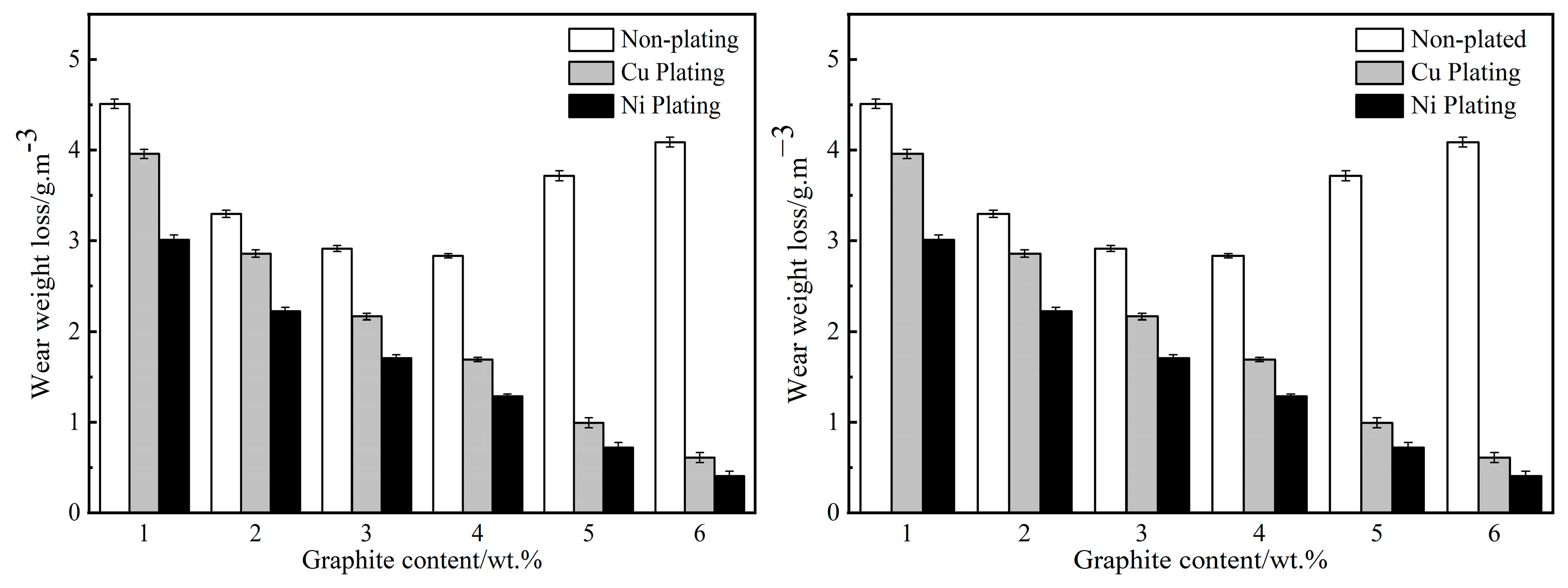
- The coefficient of friction and wear weight loss of Cu-based self-lubricating materials decreased with an increase in graphite content after Cu and Ni plating on the graphite surface, reaching a minimum value at a graphite content of 6 wt.%. The coefficient of friction and wear weight loss of the Ni-plated material were reduced 11.1% and 85.6%, respectively, whereas the coefficient of friction and wear weight loss of the Cu-plated materials were reduced 7.2% and 78.4%, respectively. The coefficient of friction and wear weight loss of the Ni-plated materials were lower than those of the Cu-plated materials. When the graphite content of the non-plated material was 4 wt.%, the minimum coefficient of friction and the minimum wear weight loss were 0.153 and 2.832 g·m−3, respectively, which are much higher than the minimum coefficient of friction and wear weight loss after Cu and Ni plating. Ni plating displayed superior improvement in friction and wear performance of Cu-based self-lubricating materials as compared to Cu plating.
- (2)
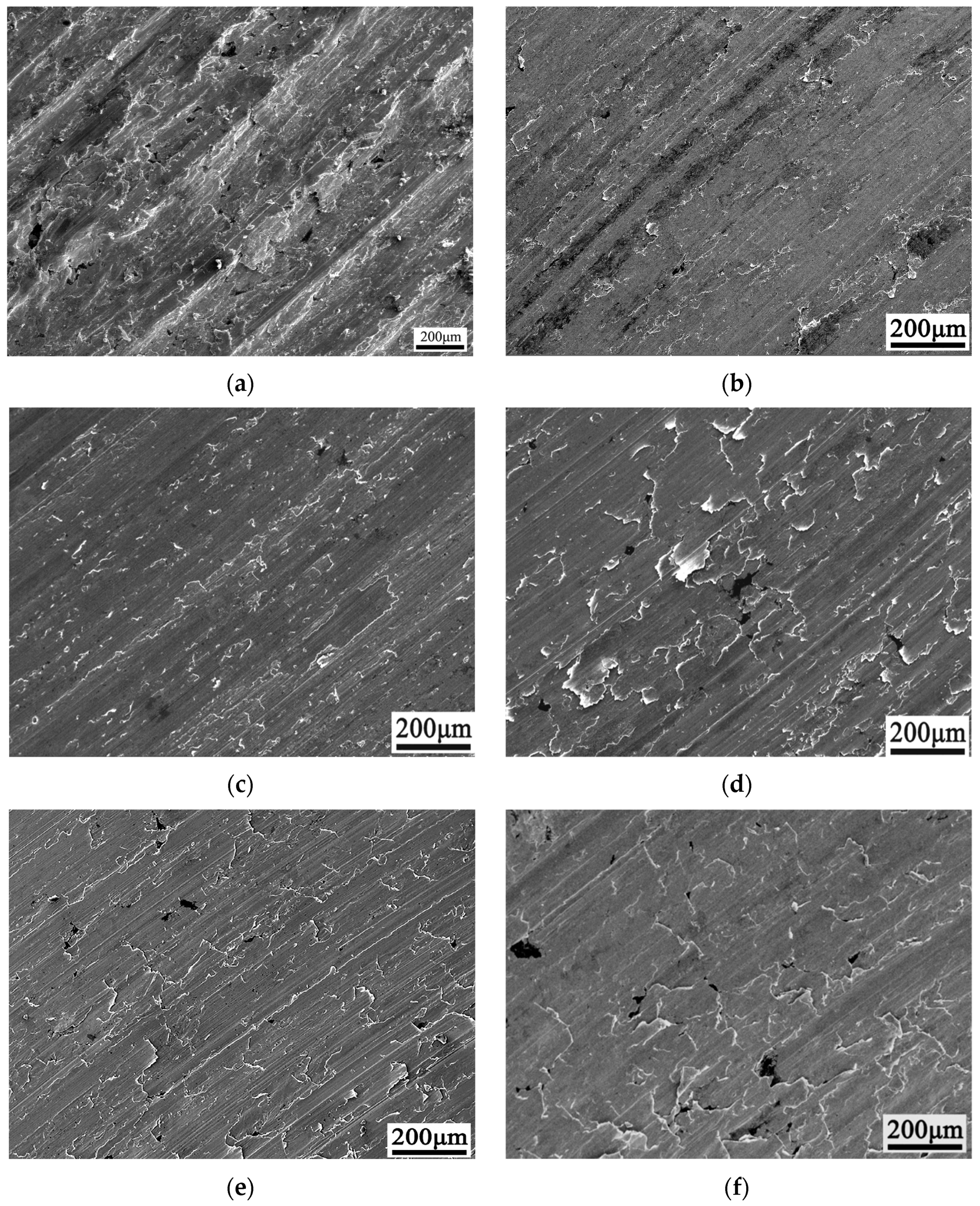
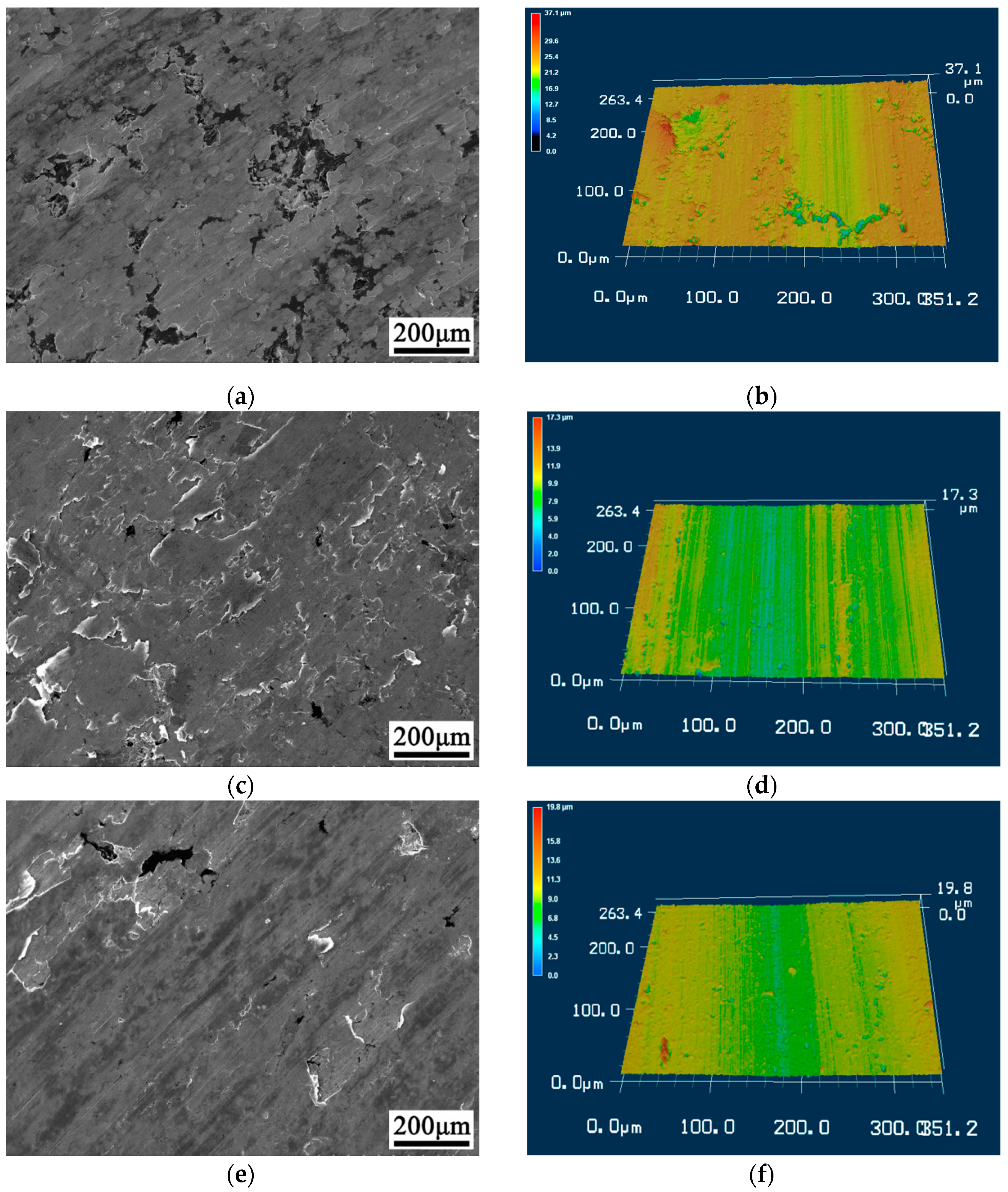
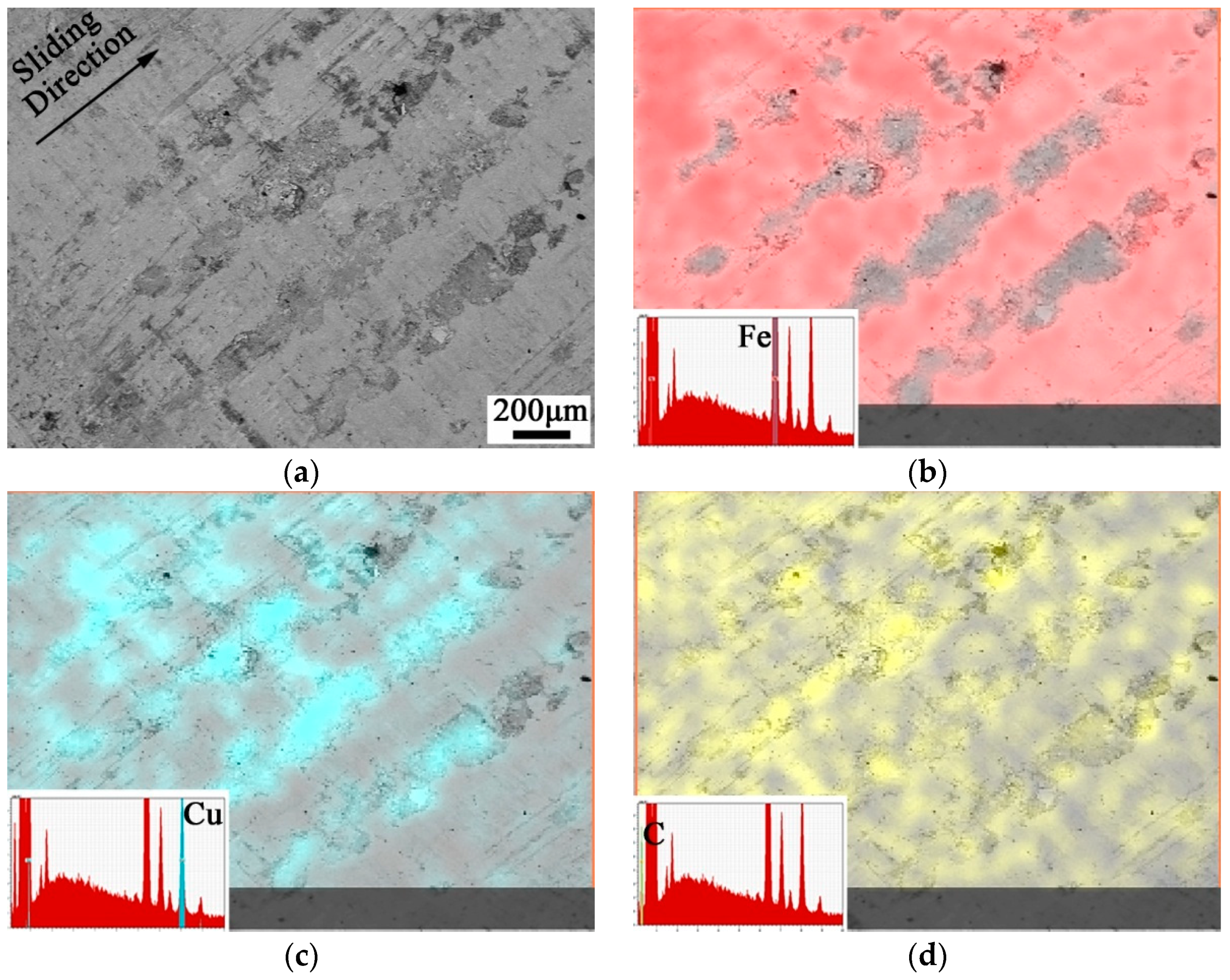
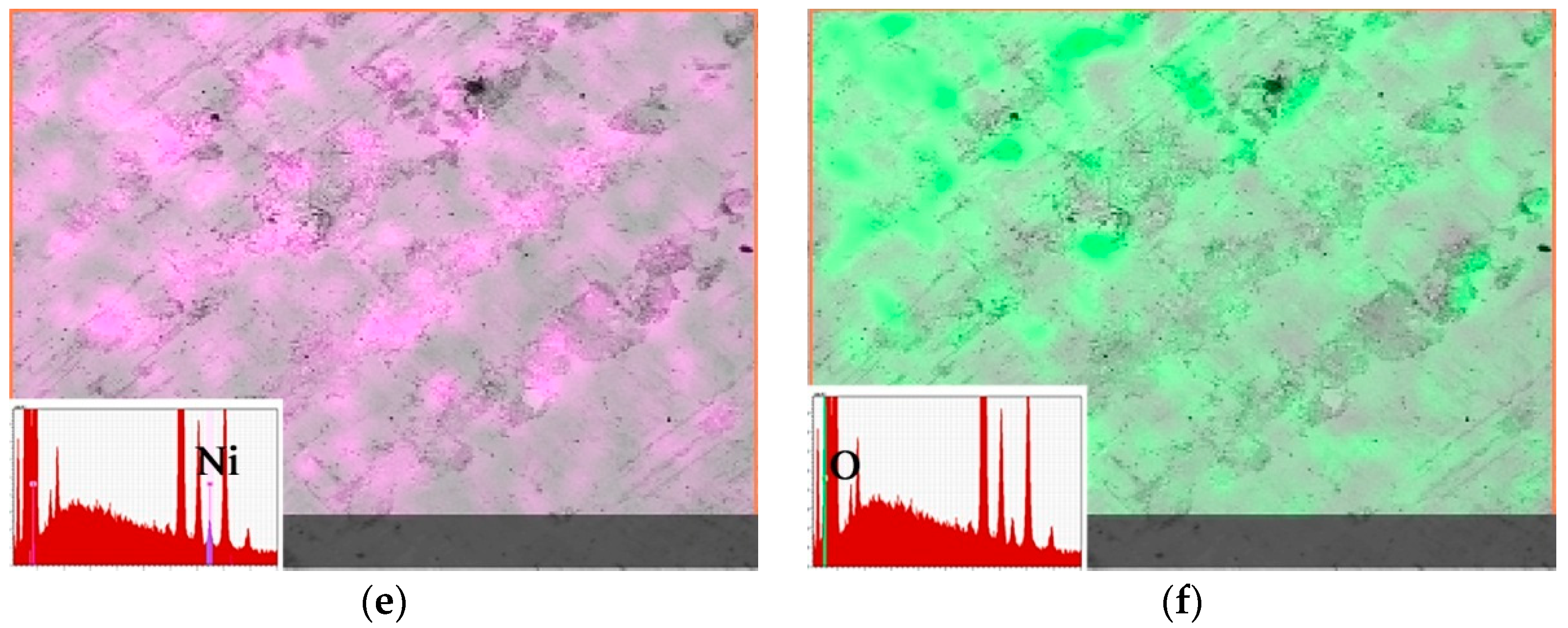
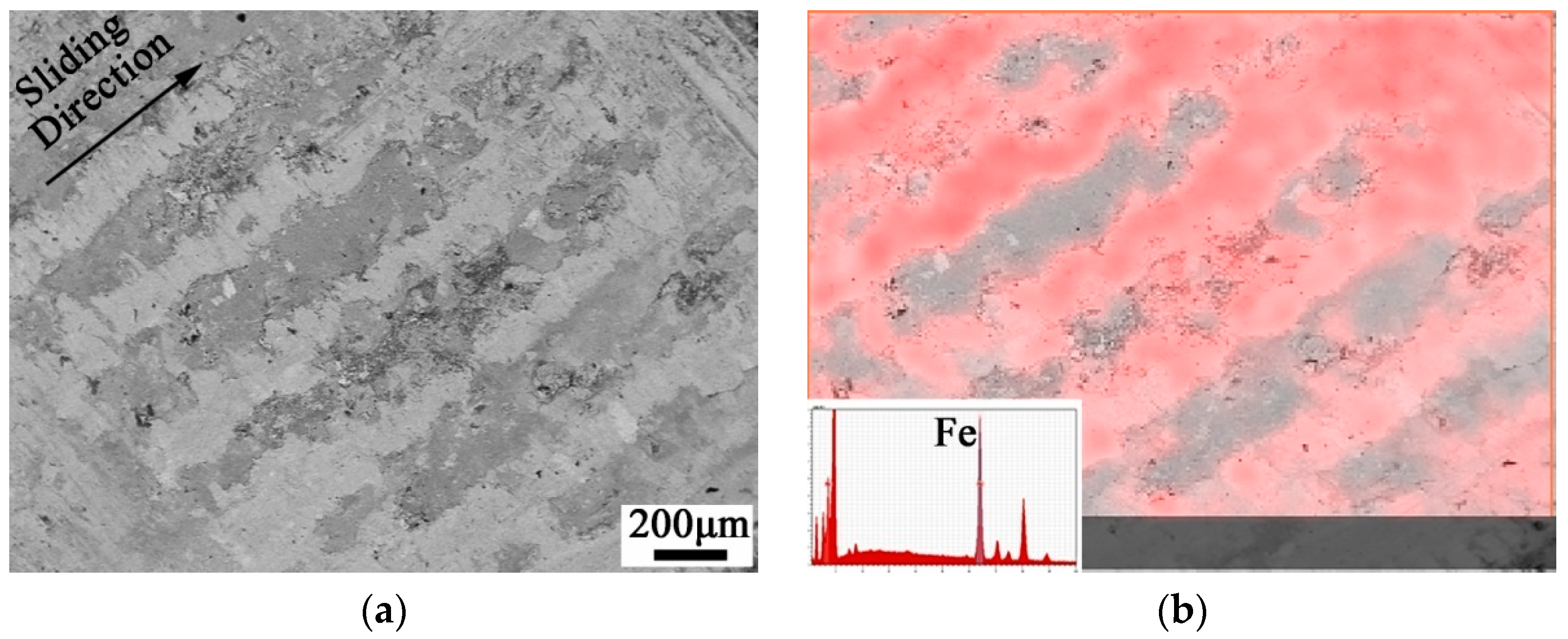
- In the wear process of the non-plated Cu-based self-lubricating materials, graphite spalled from the matrix. Due to the weak bonding strength with the graphite interface, the wear surface undergoes a large amount of spalling, increasing roughness and raising both coefficient of friction and wear rate. Cu plating on the graphite surface improves the bonding strength between the matrix and graphite, which slightly reduces subsurface spalling. However, Ni plating enhances the bonding strength such that the subsurface of the matrix does not spall during the wear process. Therefore, compared to Cu plating, Ni plating substantially enhances the friction and wear performance of Cu-based self-lubricating materials.
- (3)
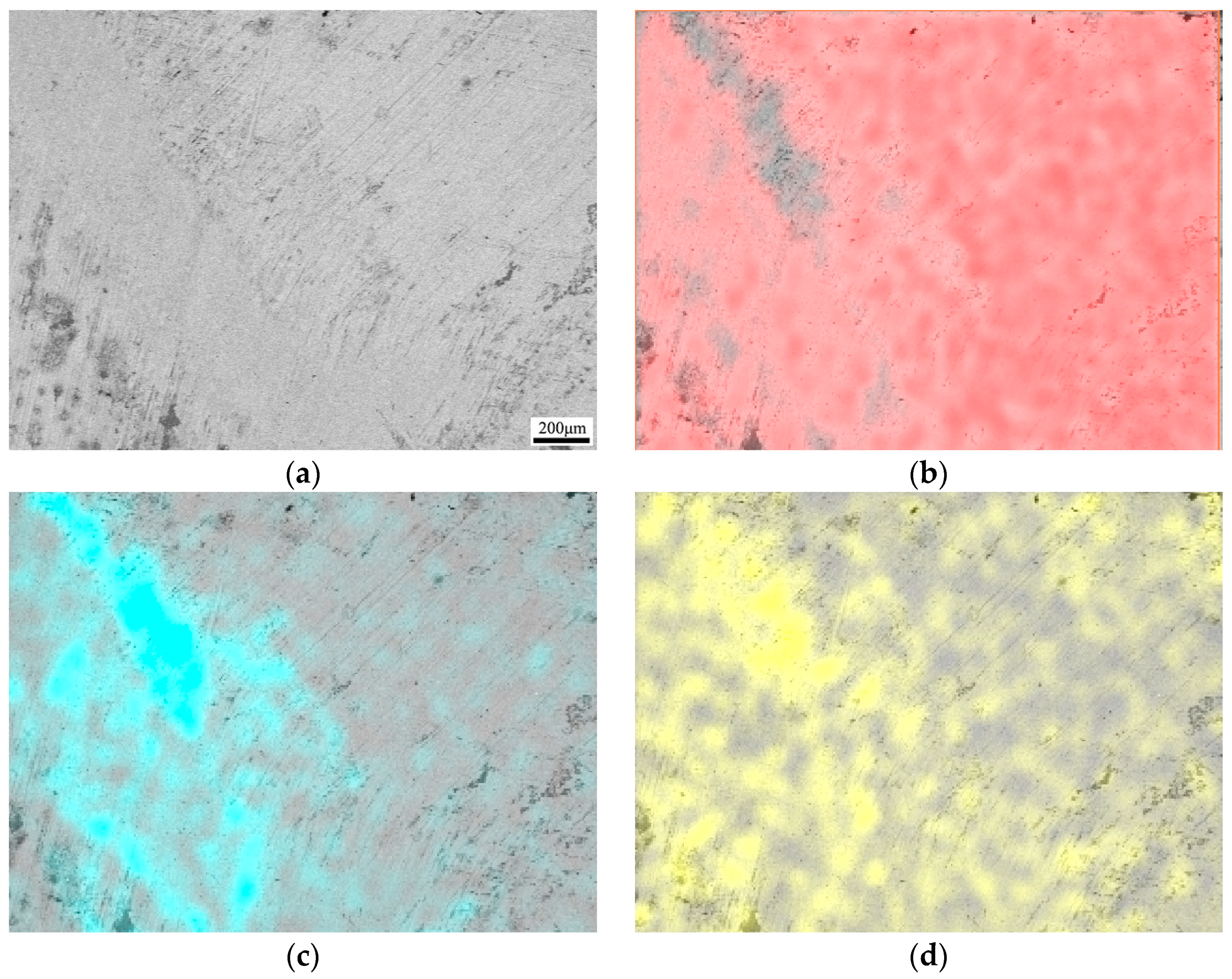
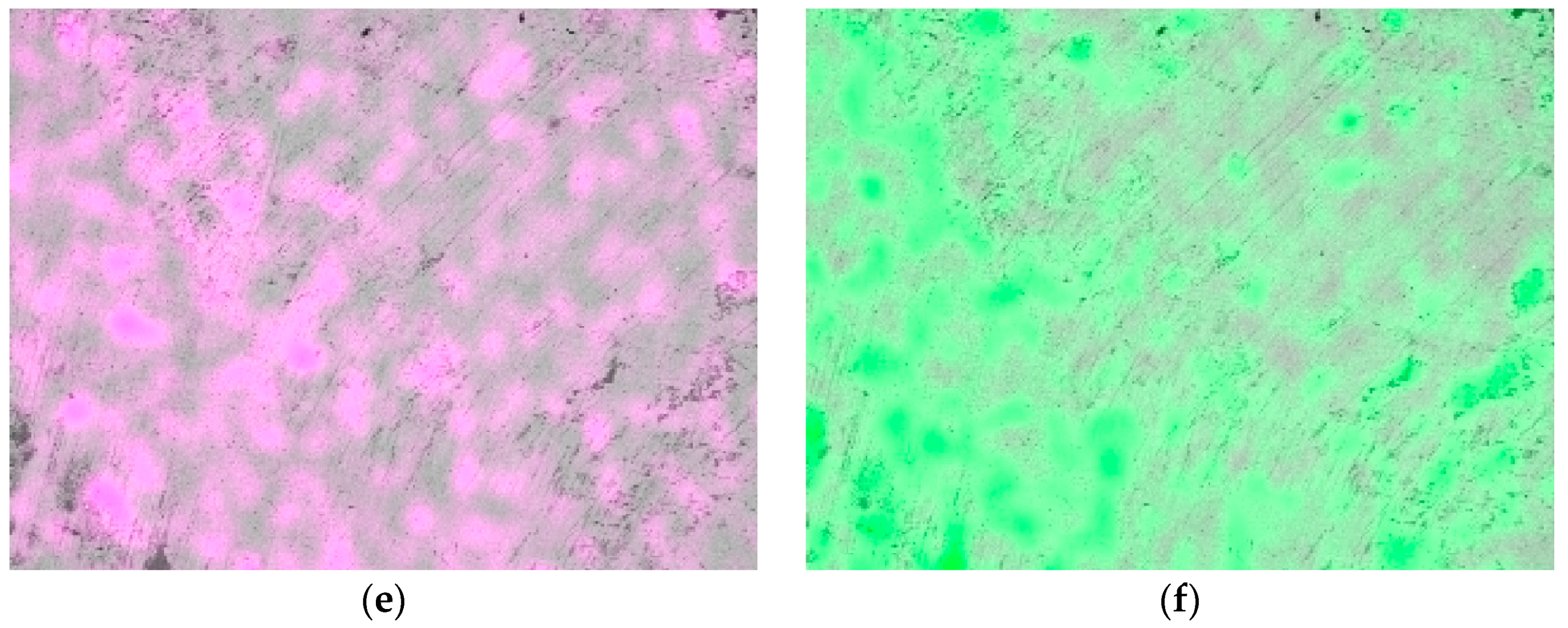
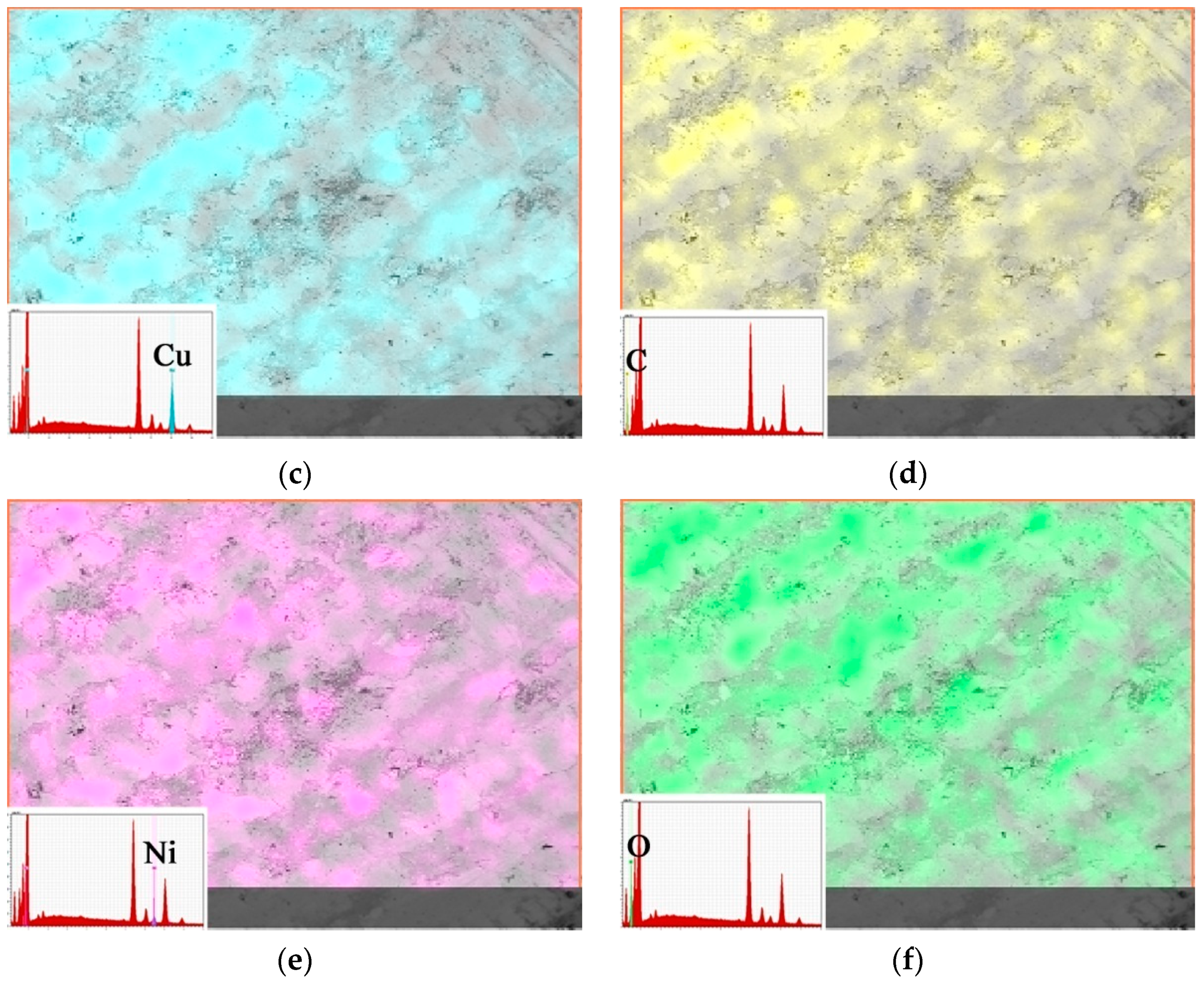
- Cu and Ni plating increases the adhesion of materials on the pin surface, and the adhesive materials’ composition is consistent with the lubricating film, which changes the grinding mechanism between the pin and the disk. The pin’s surface has less adhesive material when the graphite is not plated; however, the pair still retains an anti-grinding lubrication film. When the graphite is Cu-plated, the pair changes to form a lubrication film. Conversely, when the graphite is Ni-plated, the grinding pair moves from lubricating film to grinding lubrication film, resulting in the Ni-plated disk sample’s wear surface rarely displaying fatigue failure. Thus, Ni plating has a stronger effect on the tribological performance of Cu-based self-lubricating materials than Cu plating.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luo, Y. Research on the switch slide baseplates under the conditions of dry friction. J. Shanghai Tiedao Univ. 1998, 19, 37–42. [Google Scholar]
- Bishop, D.M.; Chambers, J. Plastic dry bearings in switch slide baseplates. J. Rep. Proc. Perm. Way Inst. 1990, 108, 155–173. [Google Scholar]
- Li, X.; Gao, Y.; Xing, J.; Wang, Y.; Fang, L. Wear reduction mechanism of graphite and MoS2 in epoxy composites. Wear 2004, 257, 279–283. [Google Scholar] [CrossRef]
- Kováčik, J.; Emmer, Š.; Bielek, J.; Keleši, L. Effect of composition on friction coefficient of Cu–graphite composites. Wear 2008, 265, 417–421. [Google Scholar] [CrossRef]
- Manory, R. A novel electrical contact material with improved self-lubrication for railway current collectors. Wear 2001, 249, 626–636. [Google Scholar]
- Shen, W.; Cui, D.; Shi, Y. Research and manufacture of self-lubricating switch glide. China Railw. Sci. 1998, 19, 103–110. [Google Scholar]
- Dong, R.; Cui, Z.; Zhu, S.; Xu, X.; Yang, X. Preparation, Characterization and Mechanical Properties of Cu-Sn Alloy/Graphite Composites. Metall. Mater. Trans. A 2014, 45, 5194–5200. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, Y.; Li, Y.; Li, M.; Sun, L.; Zhai, W.; Li, K. Research on synergistic lubrication effect of silver modified Cu–Ni-graphite composite. Wear 2020, 444–445, 203140. [Google Scholar] [CrossRef]
- Cao, J.; Li, F.; Yang, Q.; Zhan, K.; Yang, Z.; Wang, Z.; Zhao, B. A review on interfacial structure optimization and its mechanism on the properties of carbon reinforced metal-matrix composites. Compos. Interfaces 2023, 30, 543–583. [Google Scholar] [CrossRef]
- Miranda-López, A.; León-Patiño, C.A.; Aguilar-Reyes, E.A.; Bedolla-Becerril, E.; Rodriguez-Ortiz, G. Effect of graphite addition on wear behaviour of hybrid Cu/TiC-Gr infiltrated composites. Wear 2021, 484–485, 203793. [Google Scholar] [CrossRef]
- Kato, H.; Takama, M.; Iwai, Y.; Washida, K.; Sasaki, Y. Wear and mechanical properties of sintered copper–tin composites containing graphite or molybdenum disulfide. Wear 2003, 255, 573–578. [Google Scholar] [CrossRef]
- Wang, X.; Su, Y.; Wang, X.; Liu, K.; Zhang, L.; Ouyang, Q.; Zhang, D. Fabrication, mechanical and thermal properties of tungsten-copper coated graphite flakes reinforced copper matrix composites. Mater. Des. 2022, 216, 110526. [Google Scholar] [CrossRef]
- Kestursatya, M.; Kim, J.K.; Rohatgi, P.K. Friction and wear behavior of a centrifugally cast lead-free copper alloy containing graphite particles. Metall. Mater. Trans. A 2001, 32, 2115–2125. [Google Scholar] [CrossRef]
- Kumar, P.S.; Manisekar, K.; Narayanasamy, R. Experimental and Prediction of Abrasive Wear Behavior of Sintered Cu-SiC Composites Containing Graphite by Using Artificial Neural Networks. Tribol. Lett. 2014, 57, 455–471. [Google Scholar]
- Moustafa, S.F.; El-Badry, S.A.; Sanad, A.M.; Kieback, B. Friction and wear of copper–graphite composites made with Cu-coated and uncoated graphite powders. Wear 2002, 253, 699–710. [Google Scholar] [CrossRef]
- Zhu, J.M.; Li, J.W.; Liu, T.; Chen, Z.; Fang, H.C.; Xiao, P.; Kong, F. Differences in mechanical behaviors and characteristics between natural graphite/copper composites and carbon-coated graphite/copper composites. Mater. Charact. 2020, 162, 110195. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, Y.; Li, Y.; Zhang, C.; Sun, L.; Zhai, W. Research on nickel modified graphite/Cu composites interface. Surf. Coat. Technol. 2017, 328, 70–79. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, Y.; Takahashi, J.; Wan, Y.; He, X.; Zhang, Y.; Xiao, B.; Zhang, C. The study of microstructure characterization: Cu modified Cu-Ni-graphite composite. Compos. Interfaces 2019, 26, 249–262. [Google Scholar] [CrossRef]
- Wu, L.; Yang, H.; Cheng, J.; Hu, C.; Wu, Z.; Feng, Y. Review in preparation and application of nickel-coated graphite composite powder. J. Alloys Compd. 2021, 862, 158014. [Google Scholar] [CrossRef]
- Yuan, Y.; Gan, X.; Lai, Y.; Zhao, Q.; Zhou, K. Microstructure and properties of graphite/copper composites fabricated with Cu-Ni double-layer coated graphite powders. Compos. Interfaces 2020, 27, 449–463. [Google Scholar] [CrossRef]
- Chen, S.; Gan, X.; Zhao, Q.; Cheng, J.; Zhou, K. Properties and microstructure of nickel/graphite composites fabricated by electroless nickel plating and spark plasma sintering. Compos. Interfaces 2020, 27, 419–433. [Google Scholar] [CrossRef]
- Tang, Y.; Yang, X.; Wang, R.; Li, M. Enhancement of the mechanical properties of graphene–copper composites with graphene-nickel hybrids. Mater. Sci. Eng. A 2014, 599, 247–254. [Google Scholar] [CrossRef]
- Markandan, K.; Nagarajan, T.; Walvekar, R.; Chaudhary, V.; Khalid, M. Enhanced Tribological behaviour of hybrid MoS2@Ti3C2 MXene as an effective anti-friction additive in gasoline engine oil. Lubricants 2023, 11, 47. [Google Scholar] [CrossRef]
- Prabhu, T.R.; Varma, V.; Vedantam, S. Tribological and mechanical behavior of multilayer Cu/SiC+Gr hybrid composites for brake friction material applications. Wear 2014, 317, 201–212. [Google Scholar] [CrossRef]
- Chu, H.; Lin, J. Experimental analysis of the tribological behavior of electroless nickel-coated graphite particles in aluminum matrix composites under reciprocating motion. Wear 2000, 239, 126–142. [Google Scholar] [CrossRef]
- Zhan, Y.; Zhang, G.; Wu, Y. Effect of surface metallization of graphite on the tribological properties of copper hybrid composites. Scand. J. Metall. 2004, 33, 80–84. [Google Scholar] [CrossRef]
- Guo, M.; Tsao, C. Tribological behavior of aluminum/SiC/nickel-coated graphite hybrid composites. Mater. Sci. Eng. A 2002, 333, 134–145. [Google Scholar]
- Yin, Y.; Du, C.; Zheng, Z.; Xie, T.; Liu, K.; Wu, Y. Effect of graphite coated with nickel on mechanical properties of copper-matrix/graphite composite materials. Chin. J. Nonferr. Met. 2006, 16, 1895. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Non-Plating | Cu Plating | Ni Plating | Graphite/wt.% | Ni/wt.% | Cu/wt.% |
|---|---|---|---|---|---|
| O1 | C1 | N1 | 1 | 8 | Bal. |
| O2 | C2 | N2 | 2 | ||
| O3 | C3 | N3 | 3 | ||
| O4 | C4 | N4 | 4 | ||
| O5 | C5 | N5 | 5 | ||
| O6 | C6 | N6 | 6 |
| Mechanical Properties | Parameters |
|---|---|
| Yield Strength | ≥860 Mpa |
| Tensile Strength | ≥980 Mpa |
| Tensile Elongation | ≥9% |
| Hardness | 320 HV |
| O1 | O2 | O3 | O4 | O5 | O6 | C1 | C2 | C3 | C4 | C5 | C6 | N1 | N2 | N3 | N4 | N5 | N6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hardness/HV | 55.9 | 52.6 | 44.4 | 43.4 | 41.7 | 38.9 | 60.6 | 56.6 | 51.7 | 48.3 | 45.3 | 41.9 | 63.3 | 60.0 | 55.3 | 50.0 | 48.9 | 45.3 |
| Flexural Strength/MPa | / | / | 153.2 | 139.6 | 107.5 | 95.3 | / | / | 200.8 | 182.3 | 145.6 | 125.4 | - | - | 251.0 | 220.2 | 160.5 | 137.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Xu, L.; Li, X. Tribological Properties of Cu-Based Self-Lubricating Materials Composed with Cu- or Ni-Plated Graphite. Lubricants 2023, 11, 271. https://doi.org/10.3390/lubricants11070271
Wang Y, Xu L, Li X. Tribological Properties of Cu-Based Self-Lubricating Materials Composed with Cu- or Ni-Plated Graphite. Lubricants. 2023; 11(7):271. https://doi.org/10.3390/lubricants11070271
Chicago/Turabian StyleWang, Yiran, Liujie Xu, and Xiuqing Li. 2023. "Tribological Properties of Cu-Based Self-Lubricating Materials Composed with Cu- or Ni-Plated Graphite" Lubricants 11, no. 7: 271. https://doi.org/10.3390/lubricants11070271
APA StyleWang, Y., Xu, L., & Li, X. (2023). Tribological Properties of Cu-Based Self-Lubricating Materials Composed with Cu- or Ni-Plated Graphite. Lubricants, 11(7), 271. https://doi.org/10.3390/lubricants11070271