Tribological Synergism of Anodic Aluminum Oxide Surface Containing Micro-Holes and Nanopores under Lubricated Reciprocation


Abstract
:
1. Introduction
2. Materials and Methods
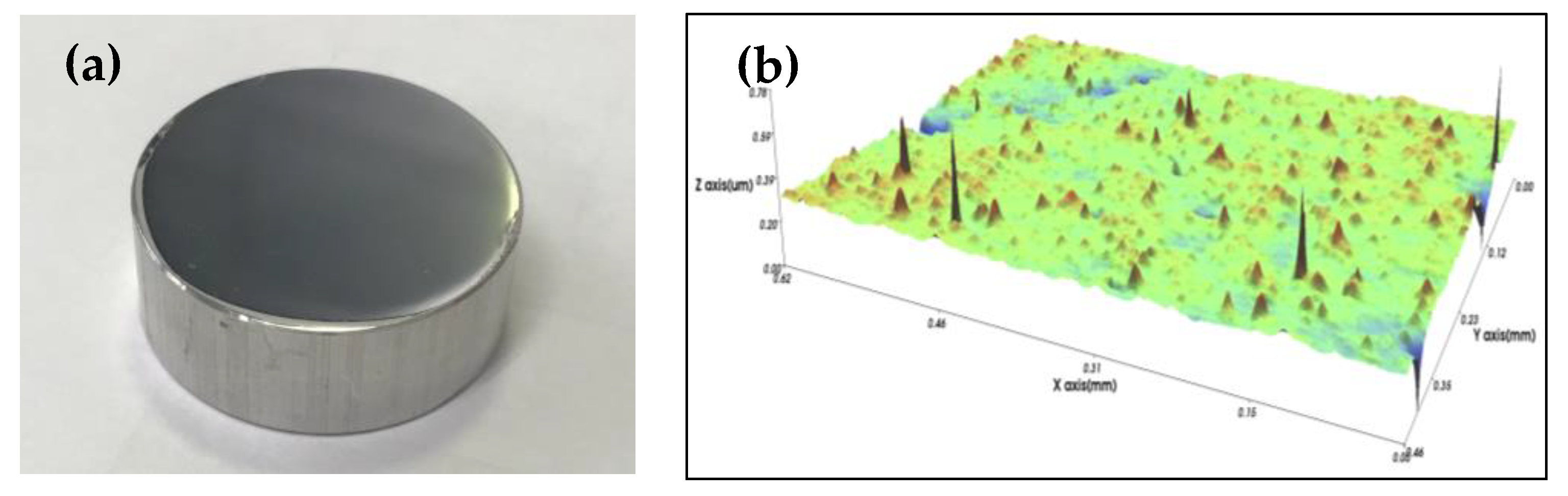
2.1. Sample Preparation
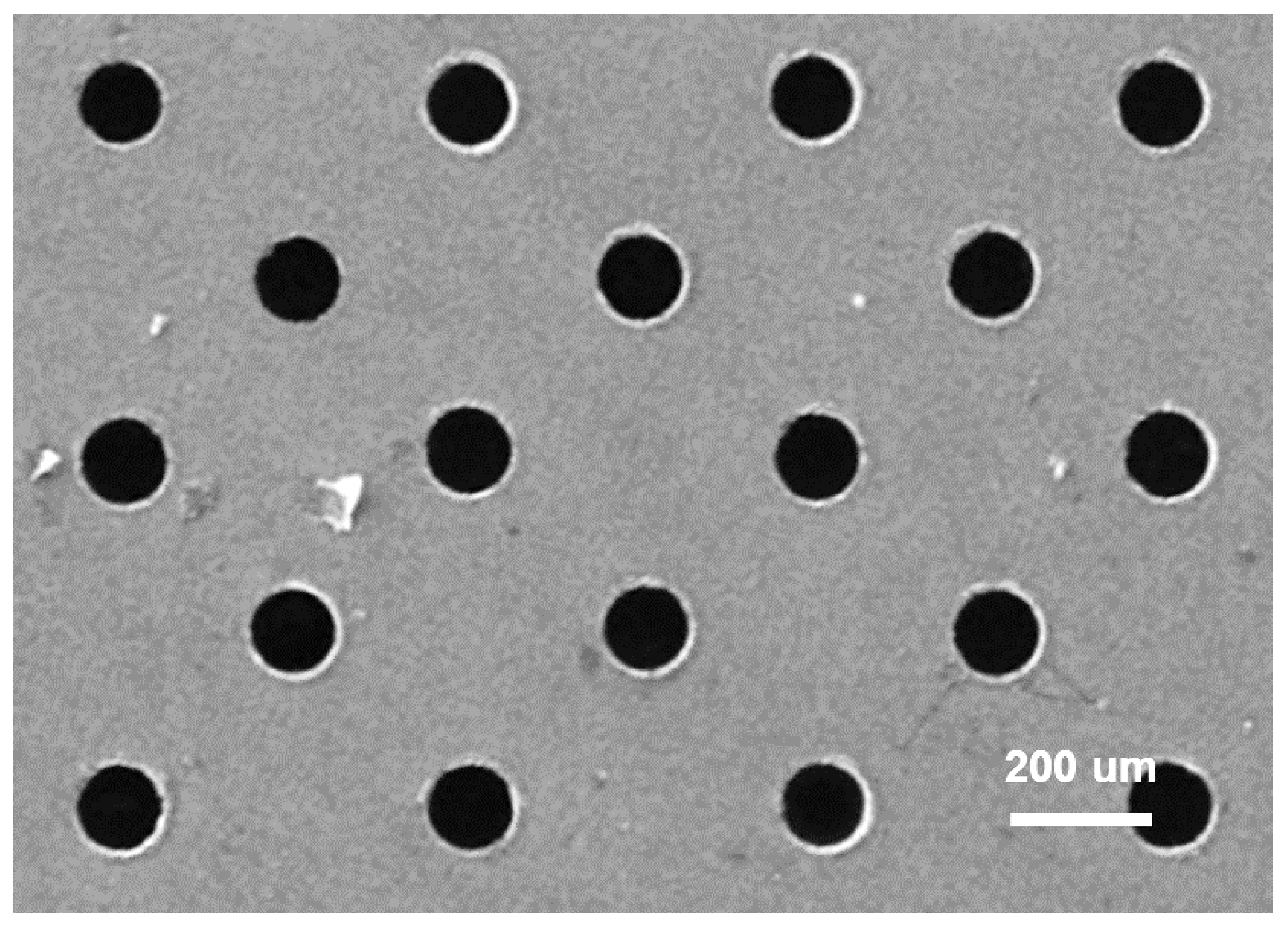
2.2. Micro-Machining
2.3. Anodization of the Al Surface
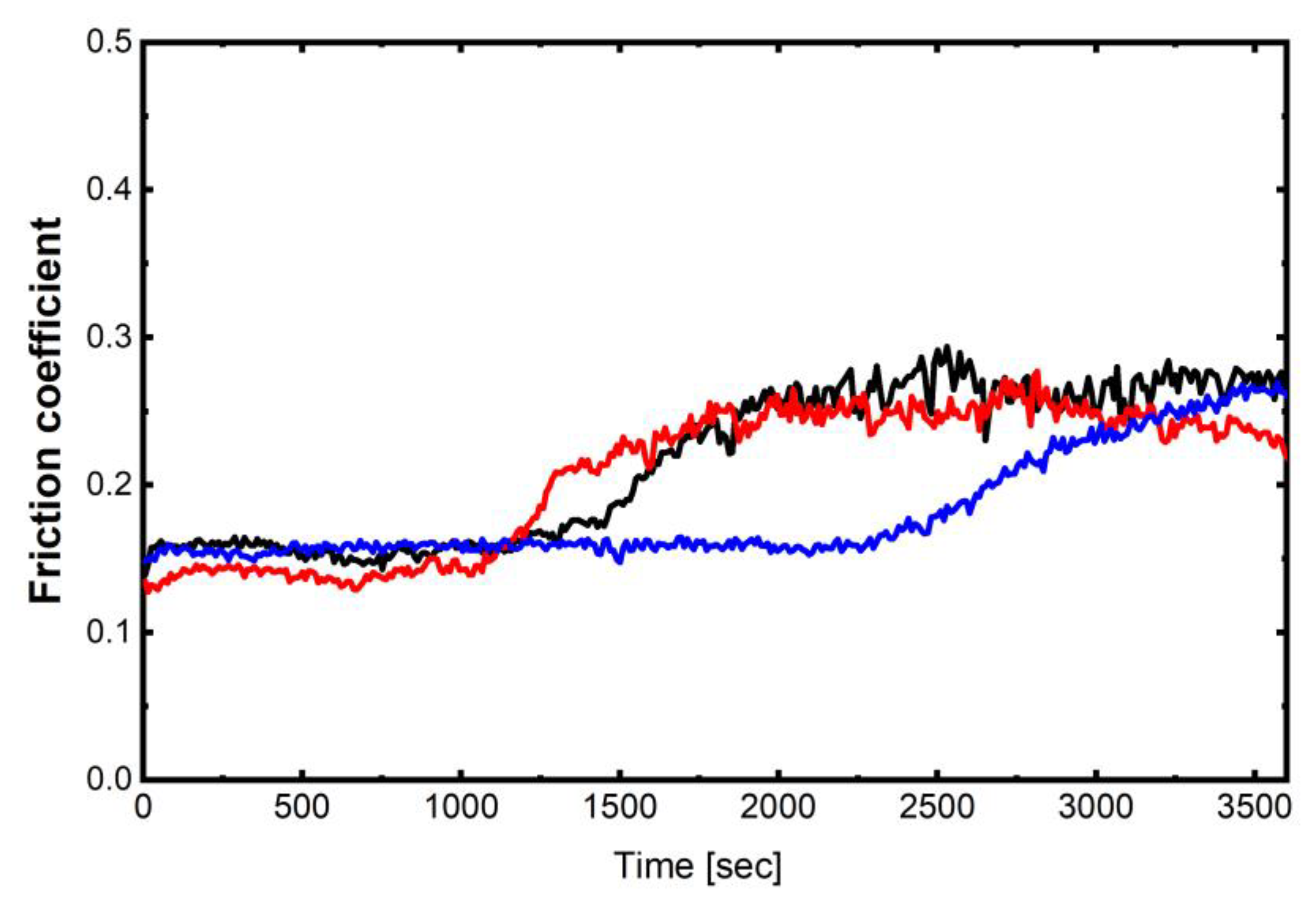
2.4. Reciprocating Friction Test
3. Results
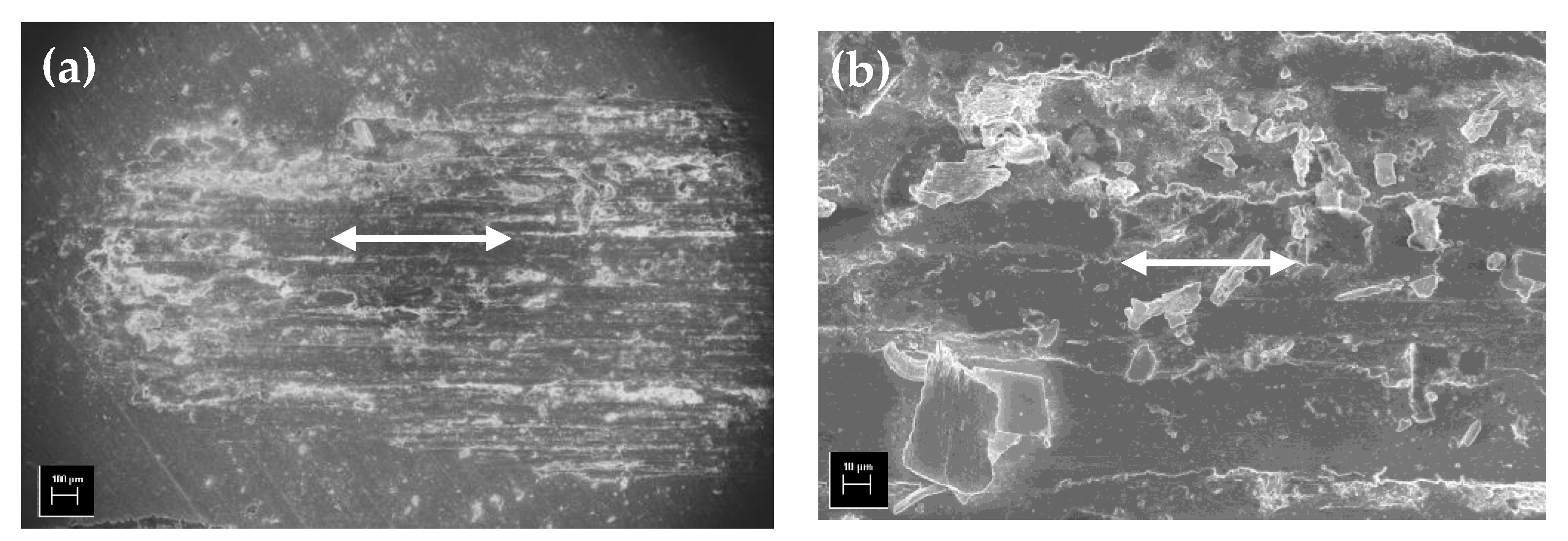
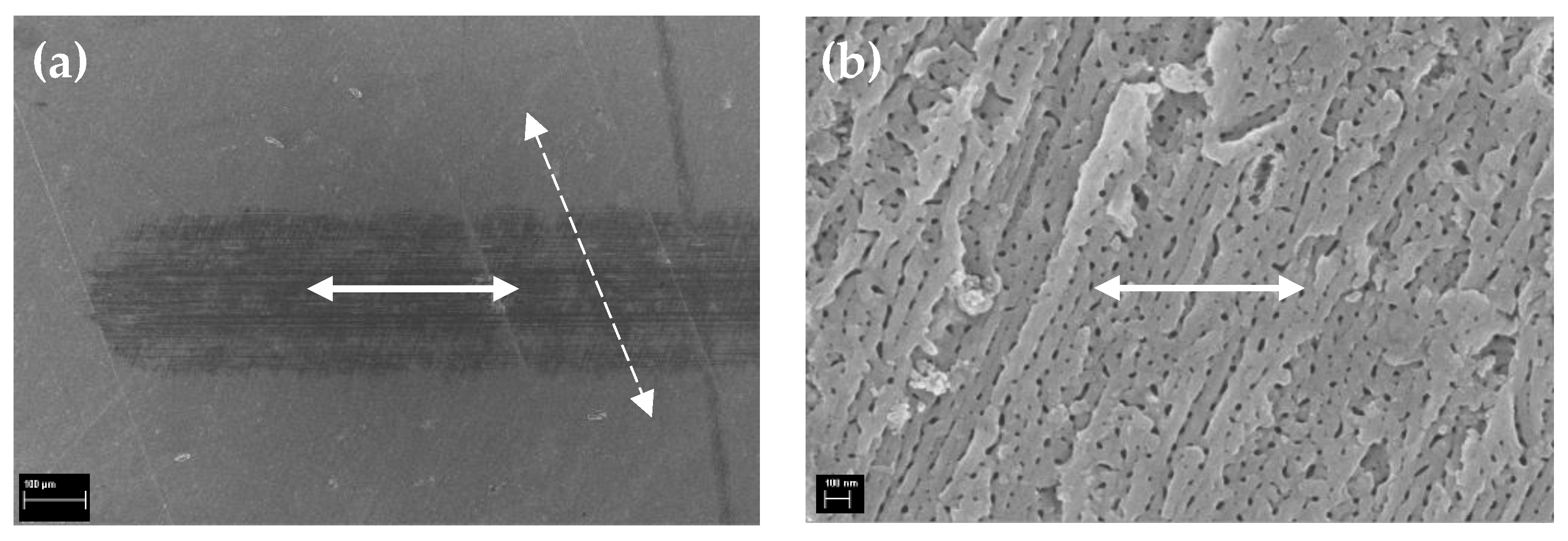
3.1. Friction and Wear of the Pristine Al Surface
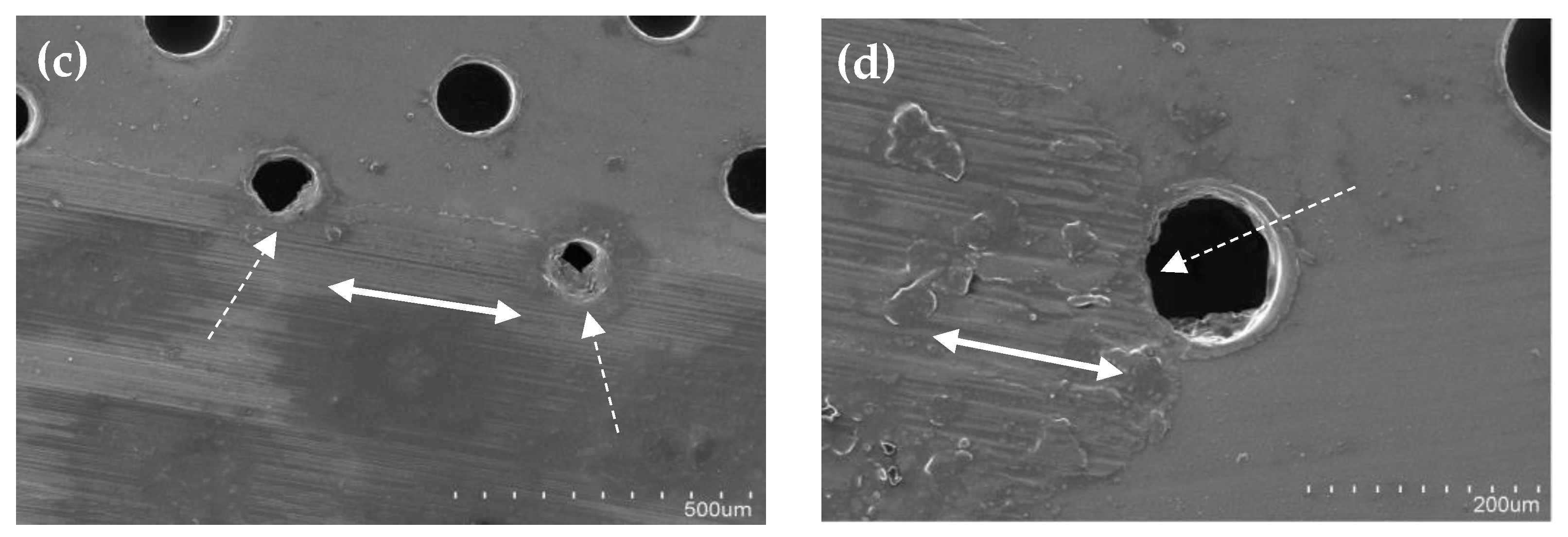
3.2. Friction and Wear of the Micro-Drilled Surface
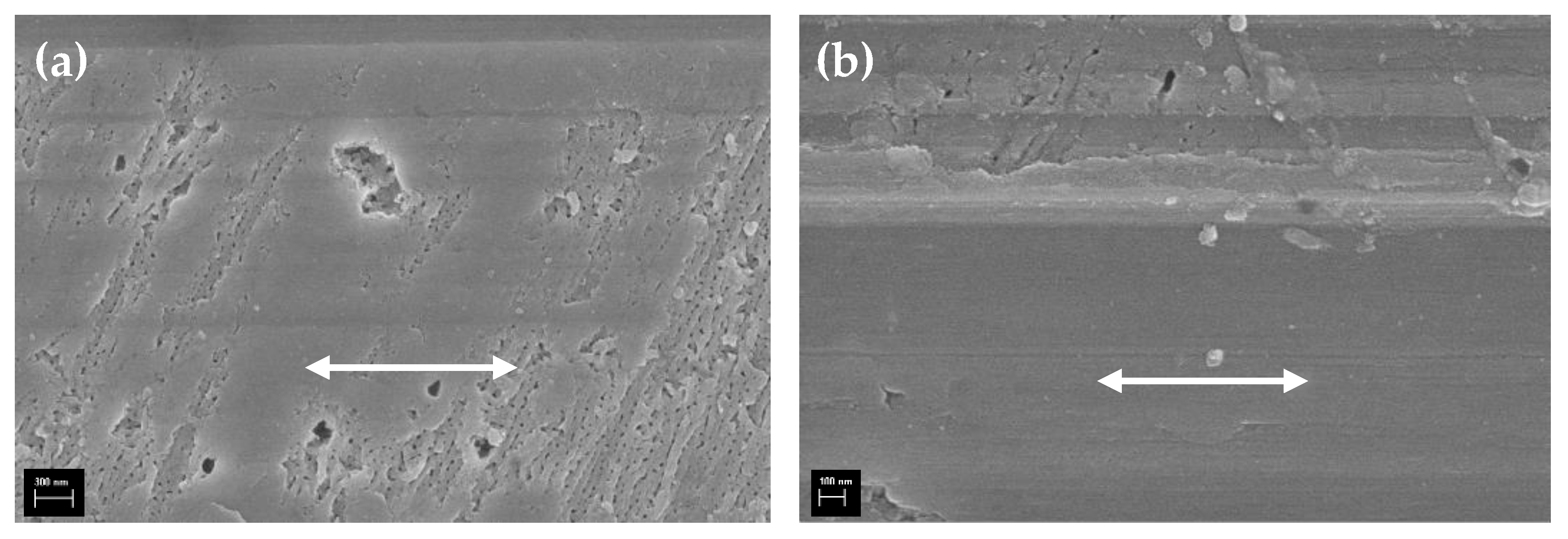
3.3. Friction and Wear of Anodized Surface
3.4. Friction and Wear of Hybrid Surface
3.5. Hardness Measurement Results
4. Discussion
5. Conclusions
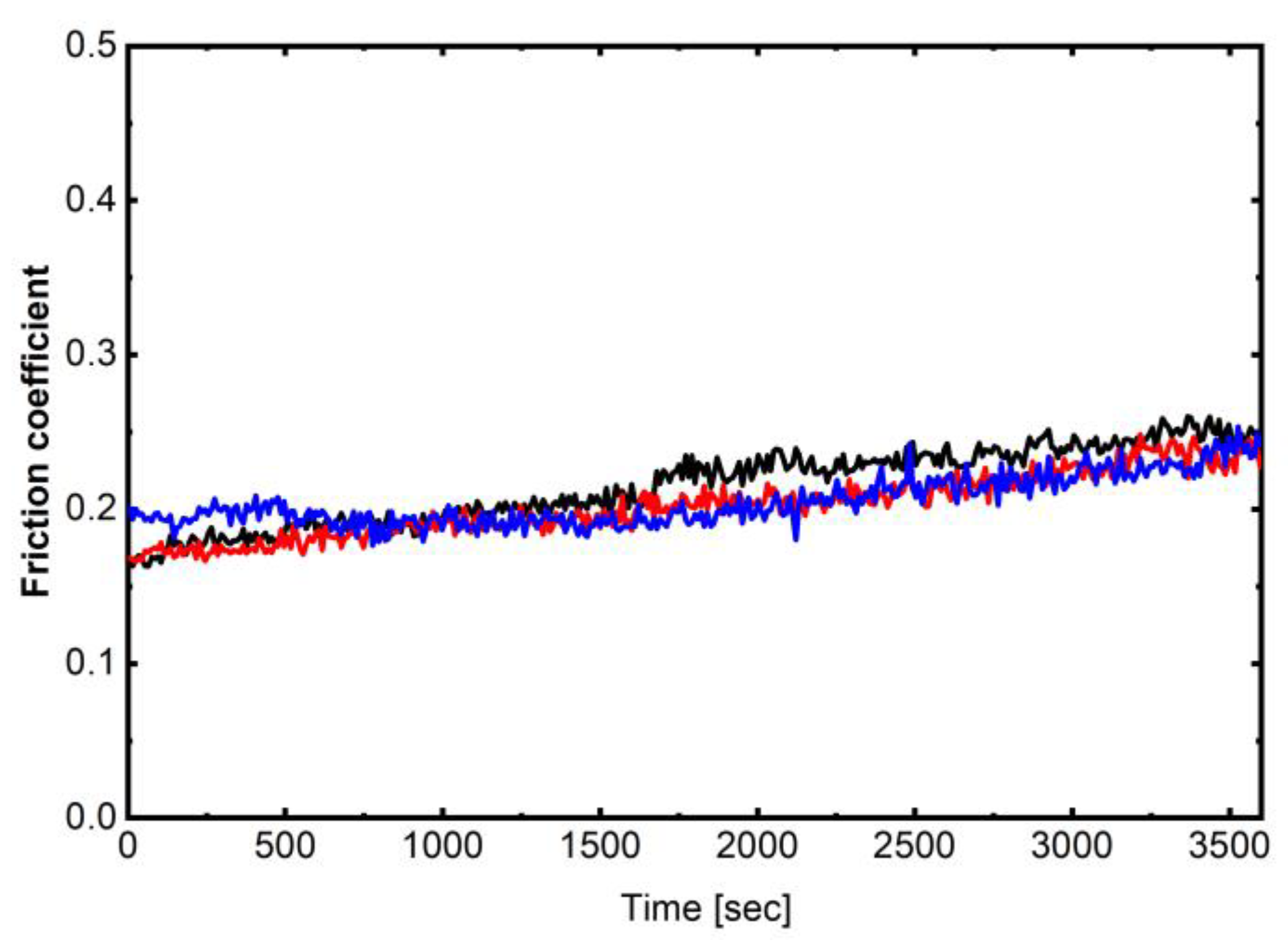
- The pristine Al 6061 alloy alone was highly vulnerable when exposed to light contact load conditions. The wear was very high, and a typical abrasive wear phenomenon was observed despite the lubricated oscillating environment. The coefficient of friction was significantly unstable throughout oscillating motion.
- Micro-holes as a means of micro-texturing showed a substantial reduction in friction compared with that of the bare specimen. In addition, the friction behavior of the textured surface became stable. However, one of major drawbacks is the collapse of the micro-holes during oscillating, leading to the loss of lubricant retention capability. Thus, it is concluded that the increase in friction is closely related to the collapse of the micro-holes. If an area contact instead of a ball contact is introduced, the textured holes would be highly efficient in reducing friction and wear of the Al alloy.
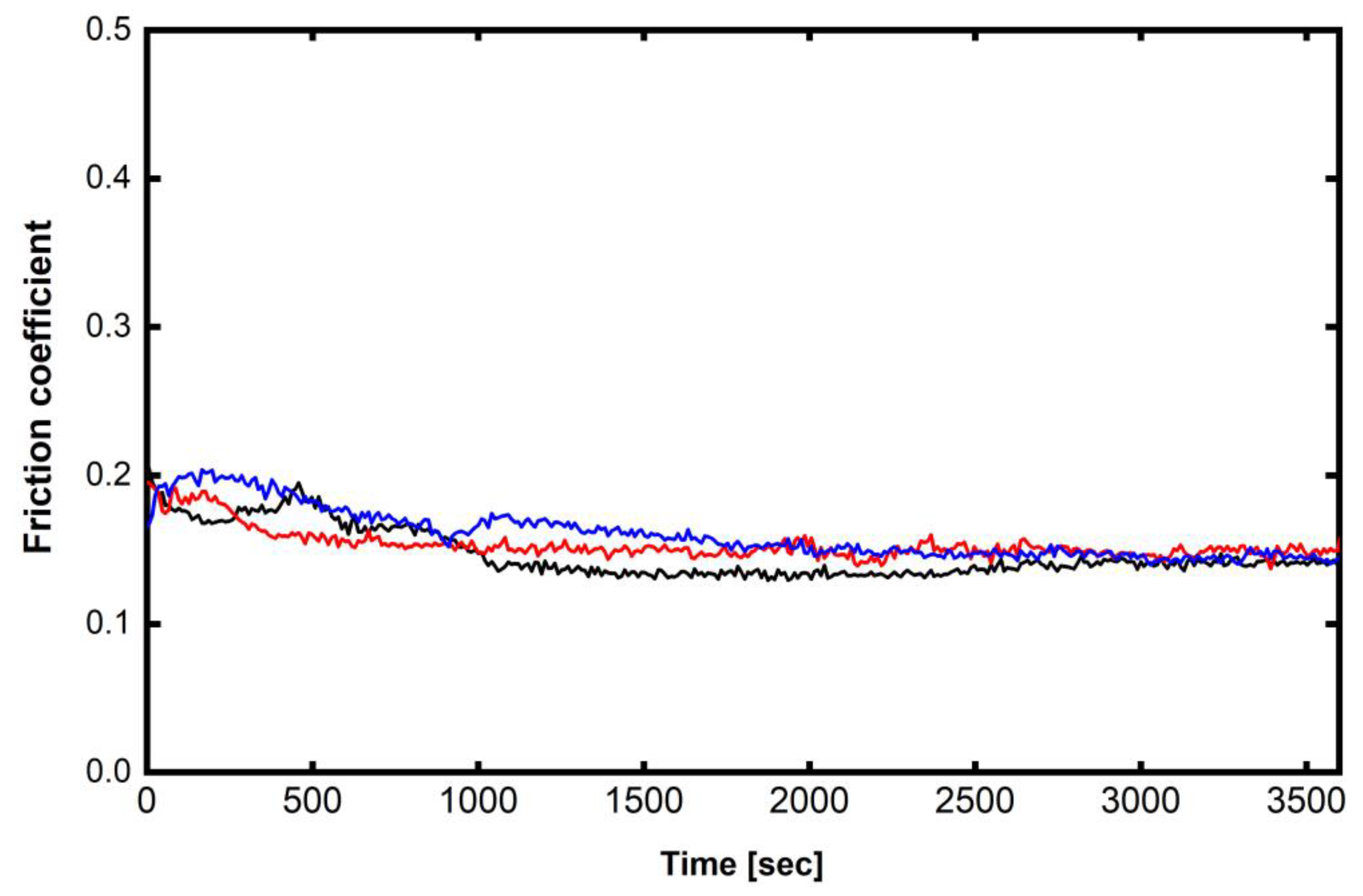
- Anodization of Al was found to be significantly effective in reducing friction and wear by forming a hard and strong alumina layer on its surface. These results were consistent with those of other relevant studies. The friction decreased and maintained stability throughout the entire oscillation duration.
- Furthermore, the best enhancement of tribological performance was achieved by combining both nanopores and micro-holes. The surface hardness was effectively increased by anodization, and, consequently, the wear significantly decreased. Based on the hardened surface, the micro-holes can contain more lubricant and effectively supply it to the interface. In conclusion, a synergistic advantage in terms of tribology is possible only when the wear-resistive surface prepared by anodization is well lubricated with the help of nano- and micro-surface structures.
- Although tribological characteristics of the hybrid surface were considerably improved, the results shown in this work are based on a limited sliding condition and texturing fraction. To broaden its applicability, additional experimental work is currently underway, in particular exploring a wider range of texturing fractions, loads, and oscillating frequencies.
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Masuda, H.; Fukuda, K. Ordered metal nanohole arrays made by a two-step replication of honeycomb structures of anodic alumina. Science 1995, 268, 1466–1468. [Google Scholar] [CrossRef] [PubMed]
- Takaya, M.; Hashimoto, K.; Toda, Y.; Maejima, M. Novel tribological properties of anodic oxide coating of aluminum impregnated with iodine compound. Surf. Coat. Technol. 2003, 169–170, 160–162. [Google Scholar] [CrossRef]
- Lee, G.S.; Choi, J.H.; Choi, Y.C.; Bu, S.D.; Lee, Y.Z. Tribological effects of pores on an anodized Al alloy surface as lubricant reservoir. Curr. Appl. Phys. 2011, 11, S182–S186. [Google Scholar] [CrossRef]
- Tu, J.P.; Jiang, C.X.; Guo, S.Y.; Fu, M.F.; Zhao, X.B. Friction and wear properties of aligned film of amorphous carbon nanorods on anodic aluminum oxide template in vacuum. Surf. Coat. Technol. 2005, 198, 464–468. [Google Scholar] [CrossRef]
- Tu, J.P.; Jiang, C.X.; Guo, S.Y.; Zhao, X.B.; Fu, M.F. Tribological properties of aligned film of amorphous carbon nanorods on AAO membrane in different environments. Wear 2005, 259, 759–764. [Google Scholar] [CrossRef]
- Poznyak, A.; Knornschild, G.; Karoza, A.; Norek, M.; Pligovka, A. Peculiar Porous Aluminum Oxide Films Produced via Electrochemical Anodizing in Malonic Acid Solution with Arsenazo-I Additive. Materials 2021, 14, 5118. [Google Scholar] [CrossRef] [PubMed]
- Rawian, N.A.M.; Akasaka, H.; Liza, S.; Fukuda, K.; Zulkifli, N.A.; Tahir, N.A.M.; Yaakob, Y. Surface and tribological characterization of anodic aluminum oxide coating containing diamond-like carbon flakes. Diam. Relat. Mater. 2023, 132, 109674. [Google Scholar] [CrossRef]
- Sundararajan, M.; Devarajan, M.; Jaafar, M. A novel sealing and high scratch resistant nanorod Ni-P coating on anodic aluminum oxide. Mater. Lett. 2021, 289, 129425. [Google Scholar] [CrossRef]
- Kim, Y.J.; Kim, H.J. Study on tribological behavior of porous anodic aluminum oxide with respect to surface coating. J. Korean Soc. Tribol. Lubr. Eng. 2017, 33, 275–281. [Google Scholar]
- Zhou, Y.; Zhu, H.; Tang, W.; Ma, C.; Zhang, W. Development of the theoretical model for the optimal design of surface texturing on cylinder liner. Tribol. Int. 2012, 52, 1–6. [Google Scholar] [CrossRef]
- Wang, X.; Kato, K.; Adachi, K.; Aizawa, K. Loads carrying capacity map for the surface texturing design of SiC thrust bearing sliding in water. Tribol. Int. 2003, 36, 189–197. [Google Scholar] [CrossRef]
- Ryk, G.; Etsion, I. Testing piston rings with partial laser surface texturing for friction reduction. Wear 2006, 261, 792–796. [Google Scholar] [CrossRef]
- Li, J.; Xiong, D.; Dai, J.; Huang, Z.; Tyagi, R. Effect of surface laser texture on friction properties of nickel-based composite. Tribol. Int. 2010, 43, 1193–1199. [Google Scholar] [CrossRef]
- Petterson, U.; Jacobson, S. Influence of surface texture on boundary lubricated sliding contacts. Tribol. Int. 2003, 36, 857–864. [Google Scholar] [CrossRef]
- Anderson, P.; Koskinen, J.; Varjus, S.; Gerbig, Y.; Haefke, H.; Georgiou, S.; Zhmud, B.; Buss, W. Microlubrication effect by laser-textured steel surfaces. Wear 2007, 262, 369–379. [Google Scholar] [CrossRef]
- Cho, M.H. Friction and wear of a hybrid surface texturing of polyphenylene sulfide-filled micropores. Wear 2016, 346–347, 158–167. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Hydrodynamic lubrication of textured steel surfaces under reciprocating sliding conditions. Tribol. Int. 2007, 40, 1227–1238. [Google Scholar] [CrossRef]
- Wang, X.; Kato, K.; Adachi, K.; Aizawa, K. The effect of laser texturing of SiC surface on the critical load for the transition of water lubrication mode from hydrodynamic to mixed. Tribol. Int. 2001, 34, 703–711. [Google Scholar] [CrossRef]
- Mourier, L.; Mazuyer, D.; Lubrecht, A.A.; Donnet, C. Transient increase of film thickness in micro-textured EHL contacts. Tribol. Int. 2006, 39, 1745–1756. [Google Scholar] [CrossRef]
- Moshkovith, A.; Perfiliev, V.; Gindin, D.; Parkansky, N.; Boxman, R.; Rapport, L. Surface texturing using pulsed air arc treatment. Wear 2007, 263, 1467–1469. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Borghi, A.; Gualtieri, E.; Marchetto, D.; Moretti, L.; Valeri, S. Tribological effect of surface texturing on nitriding steel for high-performance engine applications. Wear 2008, 265, 1046–1051. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Sedlacek, M.; Podgornik, B.; Vizintin, J.; Babnik, A.; Mozina, J. Surface texturing by pulsed Nd:YAG laser. Tribol. Int. 2009, 42, 1496–1504. [Google Scholar] [CrossRef]
- Rumiche, F.; Wang, H.H.; Hu, W.S.; Indacochea, J.E.; Wang, M.L. Anodized aluminum oxide (AAO) nanowell sensors for hydrogen detection. Sens. Actuators B Chem. 2008, 134, 869–877. [Google Scholar] [CrossRef]
- Preston, C.K.; Moskovits, M. Optical characterization of anodic aluminum oxide films containing electrochemically deposited metal particles. 1. Gold in phosphoric acid anodic aluminum oxide films. J. Phys. Chem. 1993, 97, 8495–8503. [Google Scholar] [CrossRef]
- Brevnov, D.A.; Barela, M.J.; Brooks, M.J.; Lopez, G.P.; Atanassov, P.B. Fabrication of anisotropic super hydrophobic/hydrophilic nanoporous membranes by plasma polymerization of C4F8 on anodic aluminum oxide. J. Electrochem. Soc. 2004, 151, B484–B489. [Google Scholar] [CrossRef]
- Li, F.; Zhang, L.; Metzger, R.B. On the growth of highly ordered pores in anodized aluminum oxide. Chem. Mater. 1998, 10, 2470–2480. [Google Scholar] [CrossRef]
- Jeong, J.H.; Cho, M.H. Tribological characteristics of anodized Al 6061 under deionized water lubricated reciprocating condition. J. Korean Soc. Tribol. Lubr. Eng. 2017, 33, 59–64. [Google Scholar]
- Cho, M.H.; Park, S.I. Micro CNC surface texturing on polyoxymethylene (POM) and its tribological performance in lubricated sliding. Tribol. Int. 2011, 44, 859–867. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition, wt.% |
|---|---|
| Silicone | 04–0.8 |
| Iron | ~0.7 |
| Copper | 0.15–0.4 |
| Manganese | ~0.15 |
| Magnesium | 0.8–1.2 |
| Chromium | ~0.25 |
| Zinc | 0.04–0.35 |
| Titanium | ~0.15 |
| Aluminum | Remainder |
| Type | Bare Surface | Anodized Surface |
|---|---|---|
| 1st | 107.7 | 199.3 |
| 2nd | 108.9 | 189.2 |
| 3rd | 121.2 | 189 |
| Avg. | 112.6 | 192.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, M. Tribological Synergism of Anodic Aluminum Oxide Surface Containing Micro-Holes and Nanopores under Lubricated Reciprocation. Lubricants 2023, 11, 533. https://doi.org/10.3390/lubricants11120533
Cho M. Tribological Synergism of Anodic Aluminum Oxide Surface Containing Micro-Holes and Nanopores under Lubricated Reciprocation. Lubricants. 2023; 11(12):533. https://doi.org/10.3390/lubricants11120533
Chicago/Turabian StyleCho, Minhaeng. 2023. "Tribological Synergism of Anodic Aluminum Oxide Surface Containing Micro-Holes and Nanopores under Lubricated Reciprocation" Lubricants 11, no. 12: 533. https://doi.org/10.3390/lubricants11120533
APA StyleCho, M. (2023). Tribological Synergism of Anodic Aluminum Oxide Surface Containing Micro-Holes and Nanopores under Lubricated Reciprocation. Lubricants, 11(12), 533. https://doi.org/10.3390/lubricants11120533