Utilization of Metallurgical Slags in Cu-free Friction Material Formulations

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
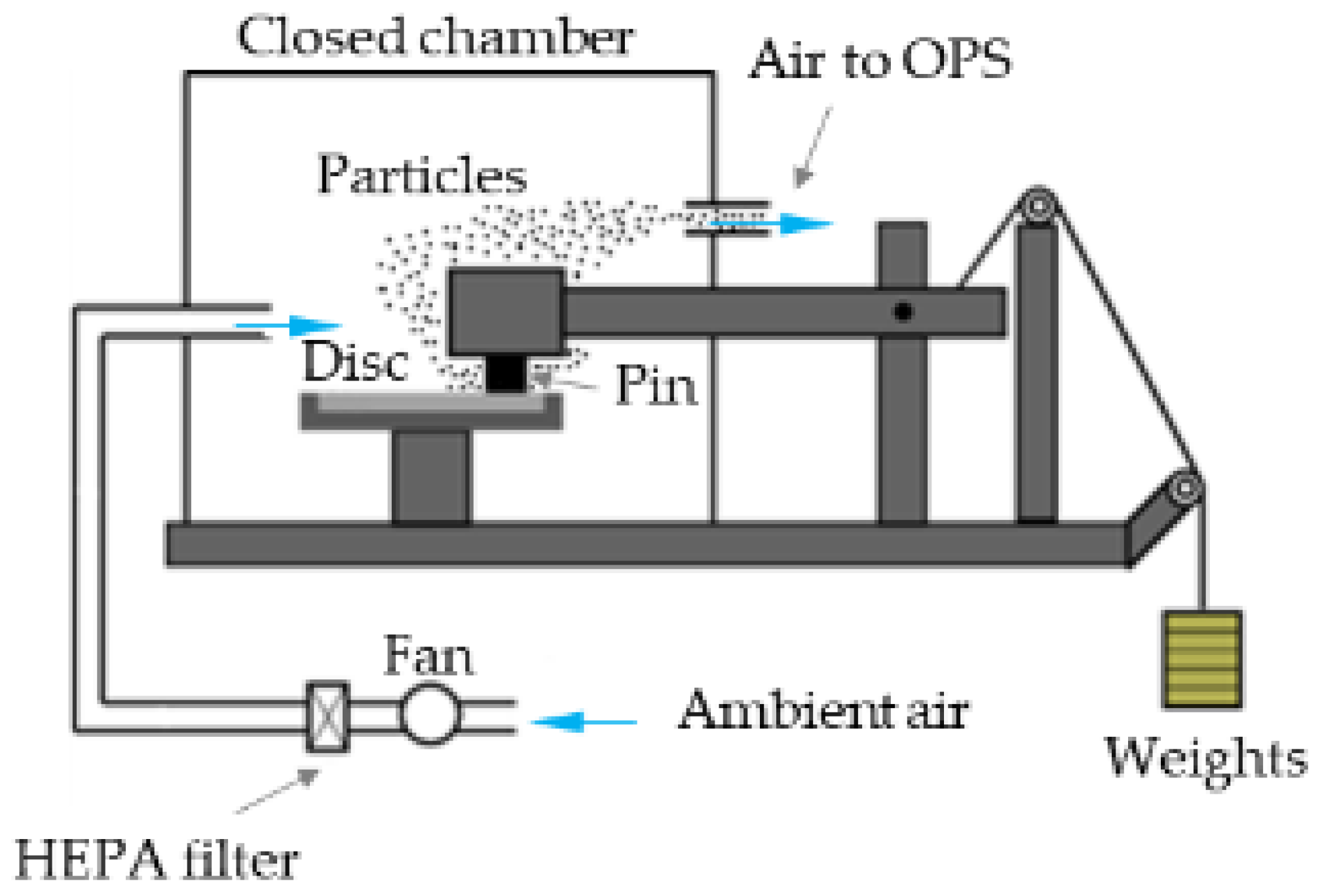
2.2. Pin-on-Disc Testing and Emission Analysis
2.3. Characterization of the Slags, Materials, and Worn Surfaces
3. Results and Discussions
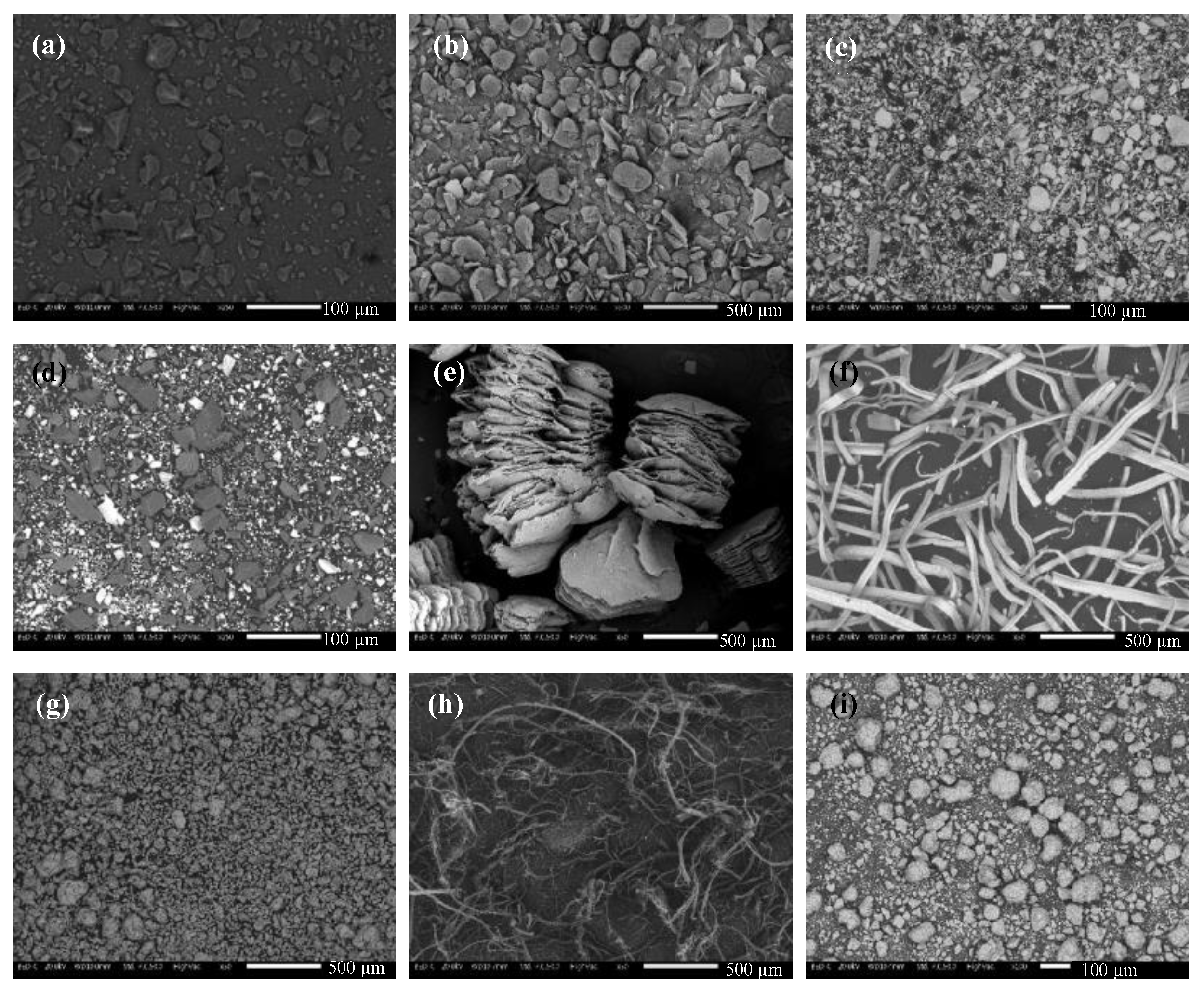
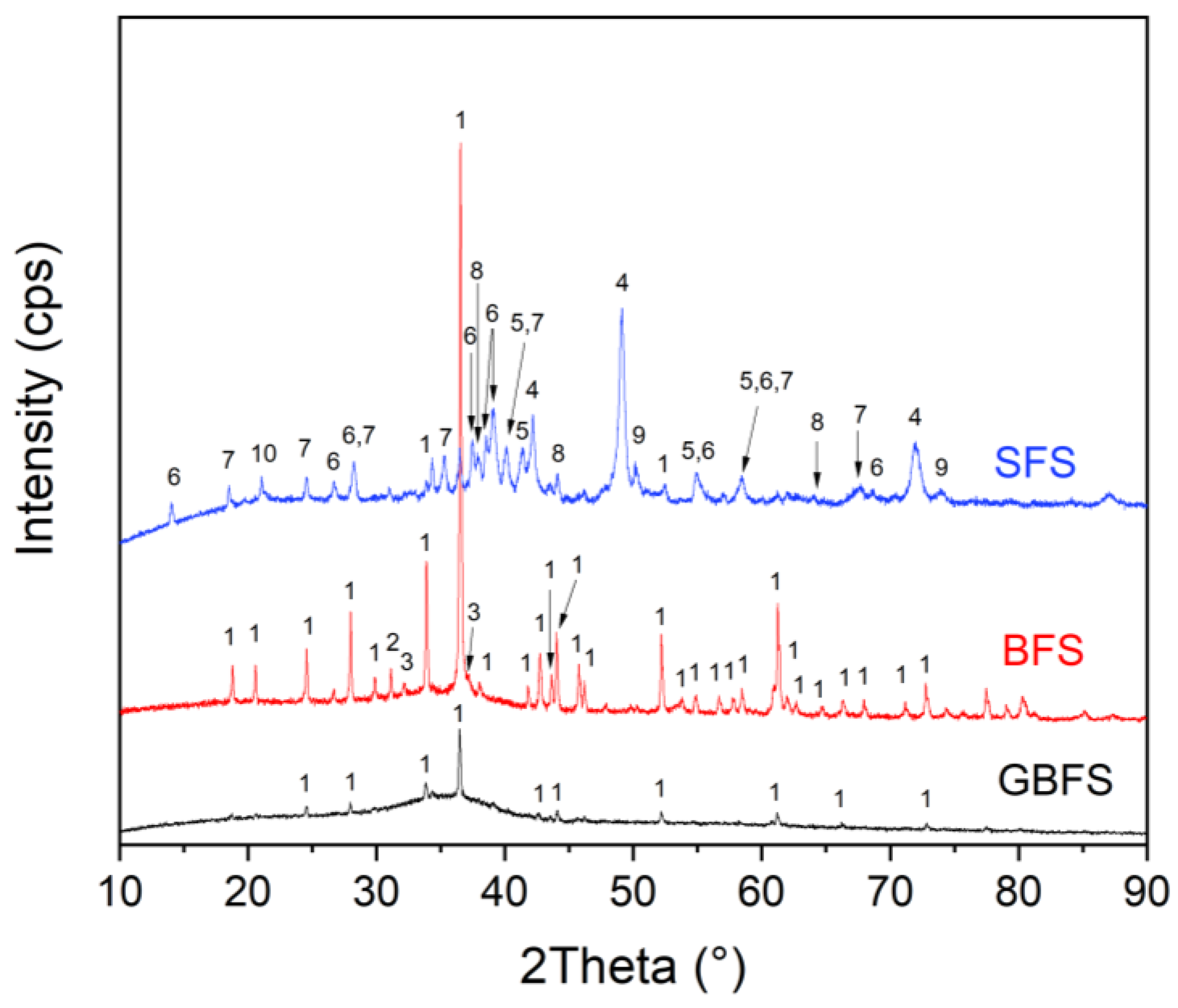
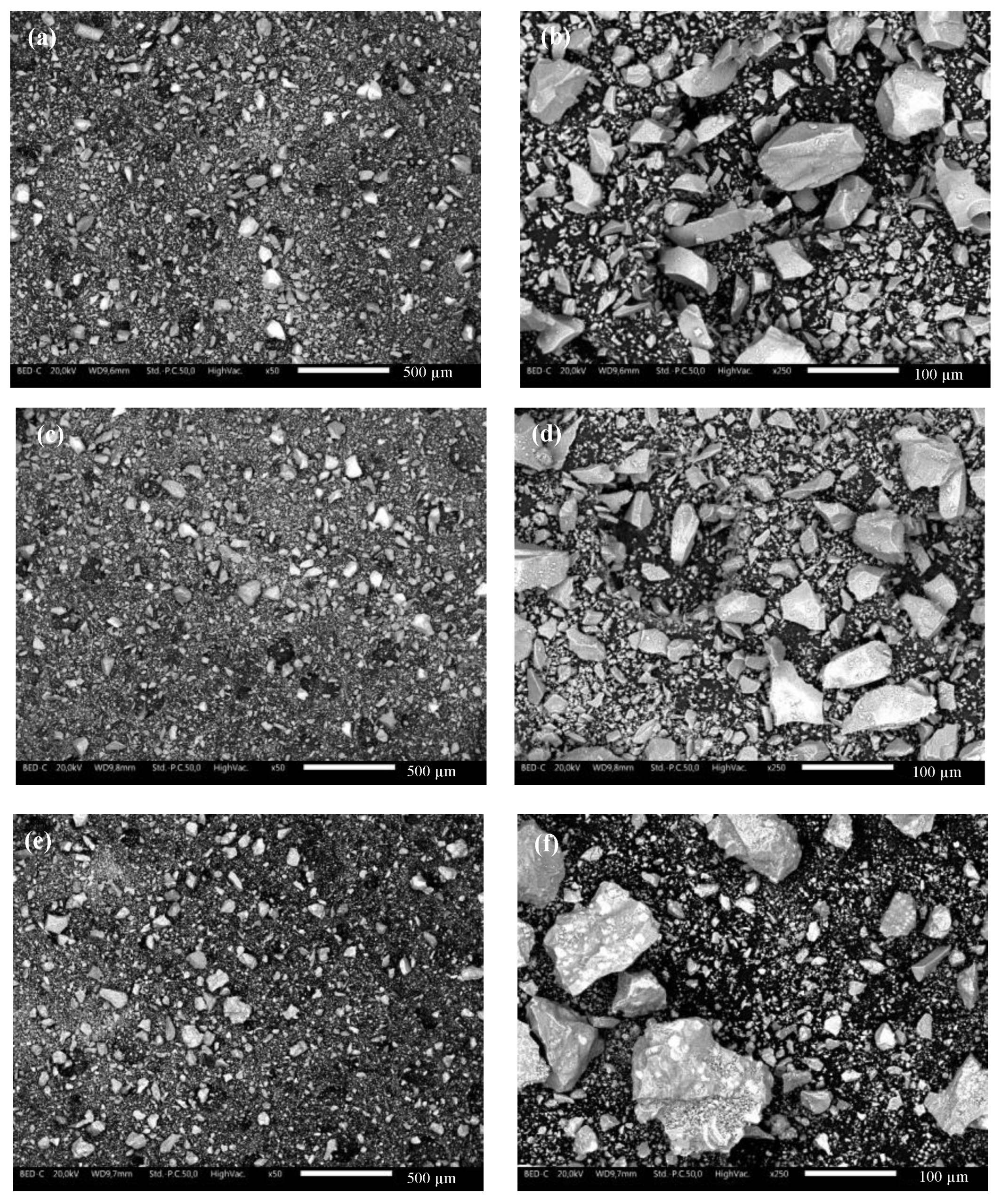
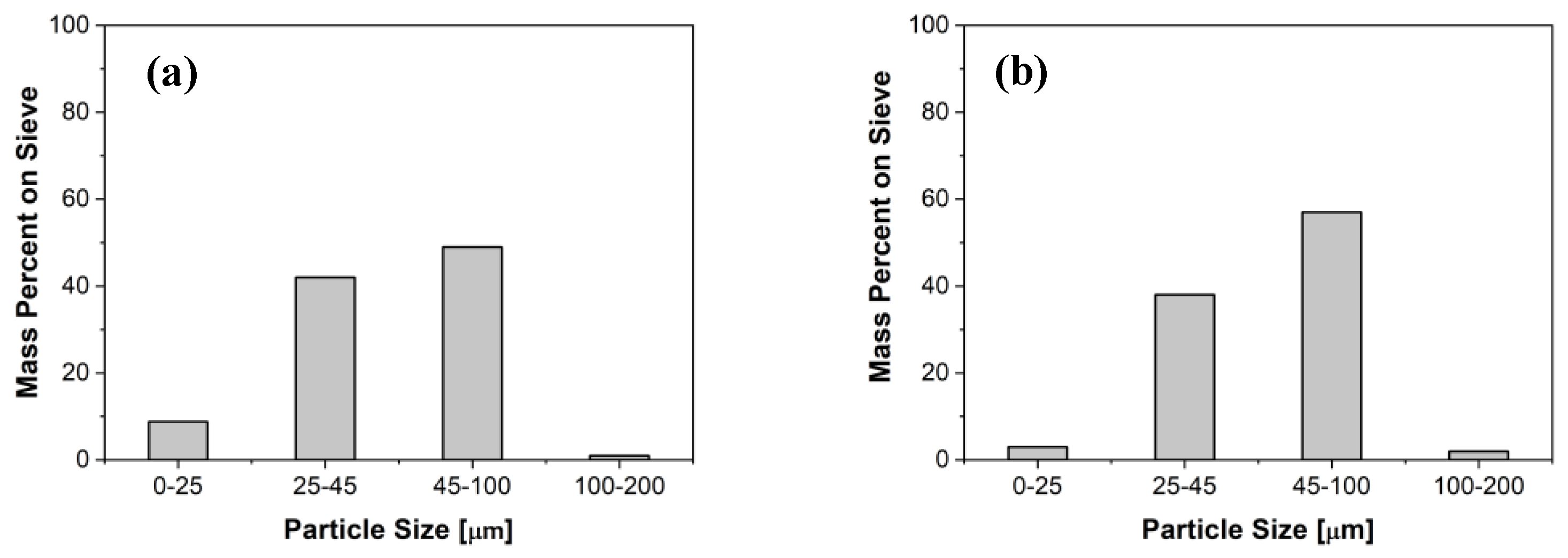
3.1. Characterization of the Metallurgical Slags
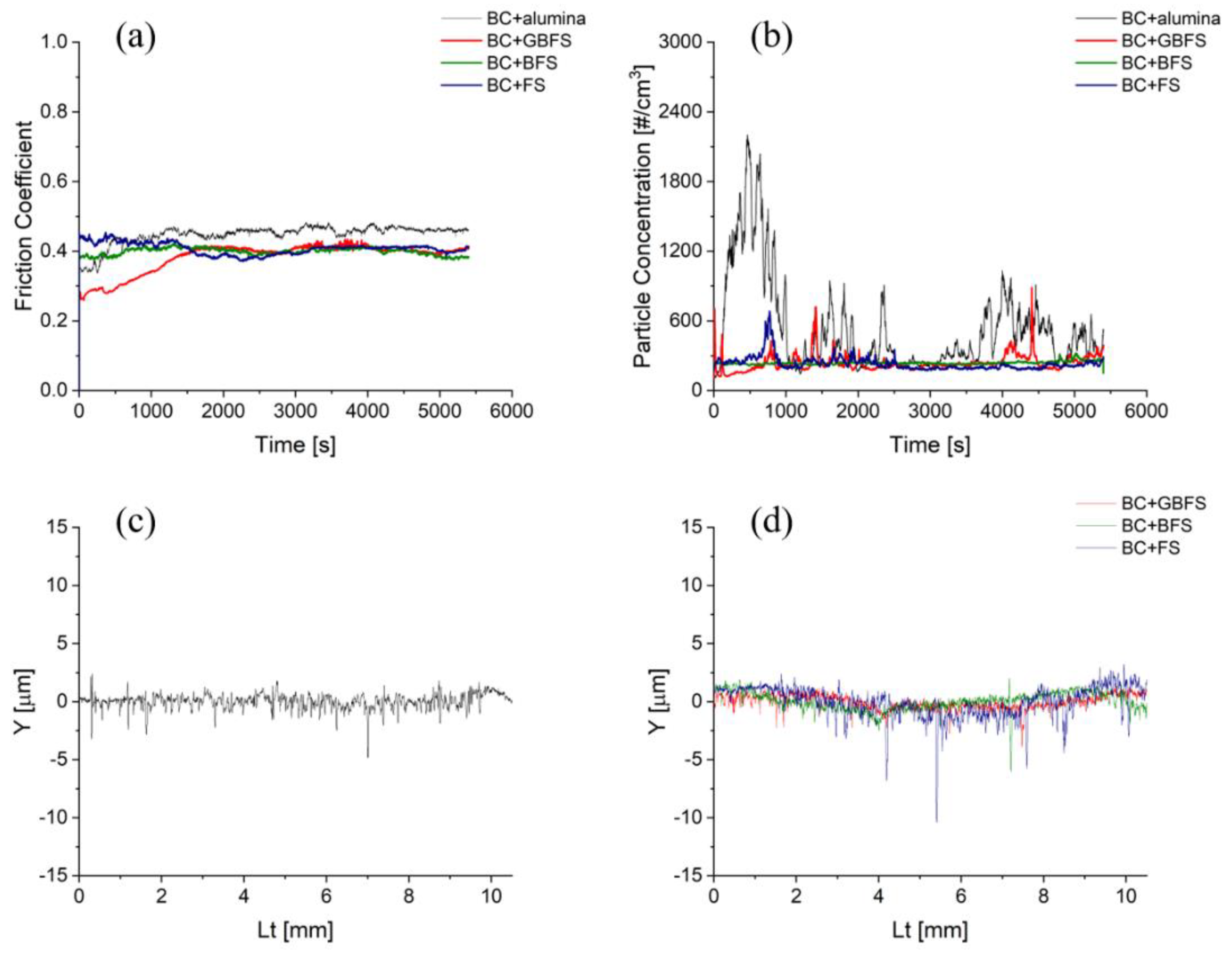
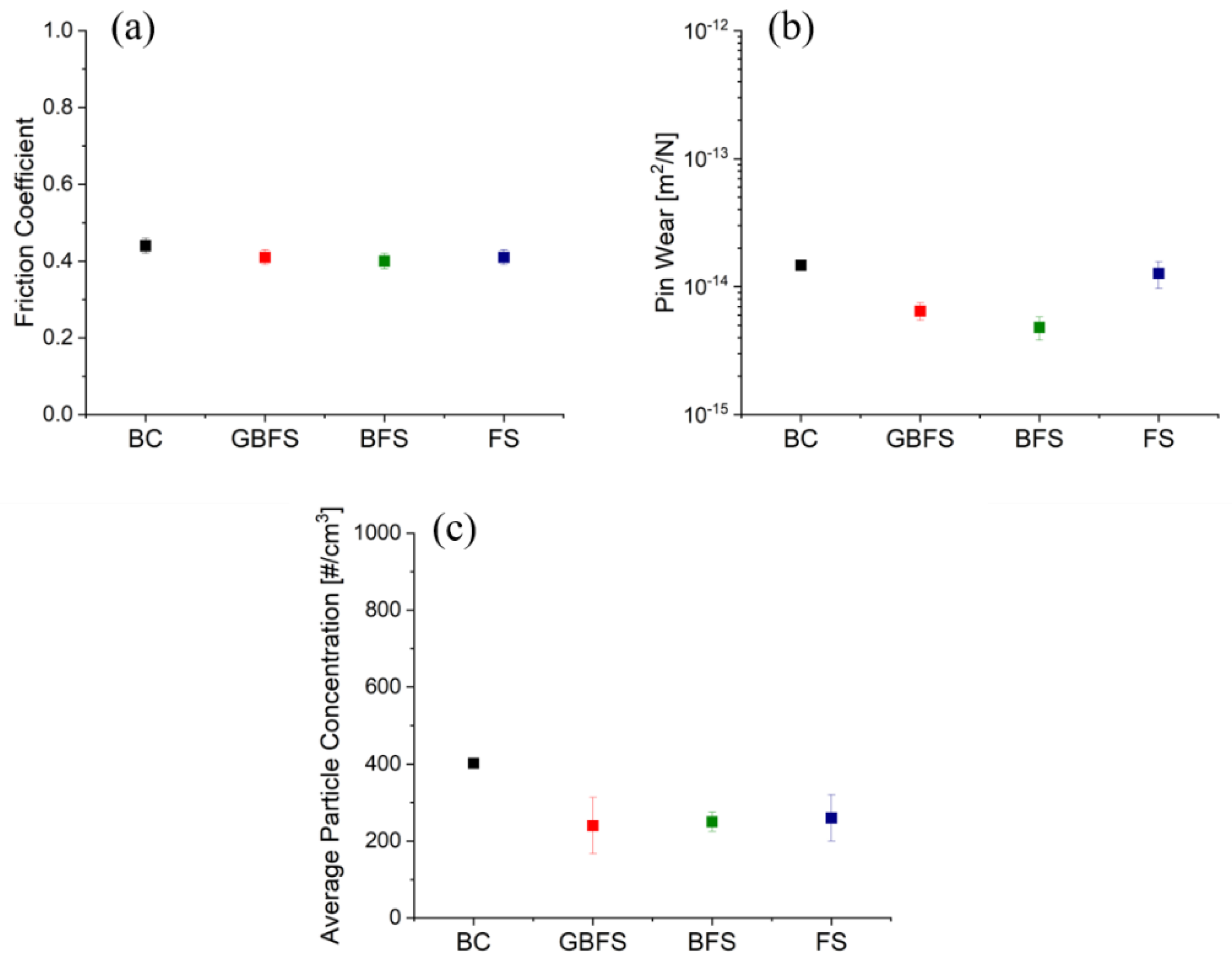
3.2. Friction, Wear, and Emissions Behavior of Friction Composites
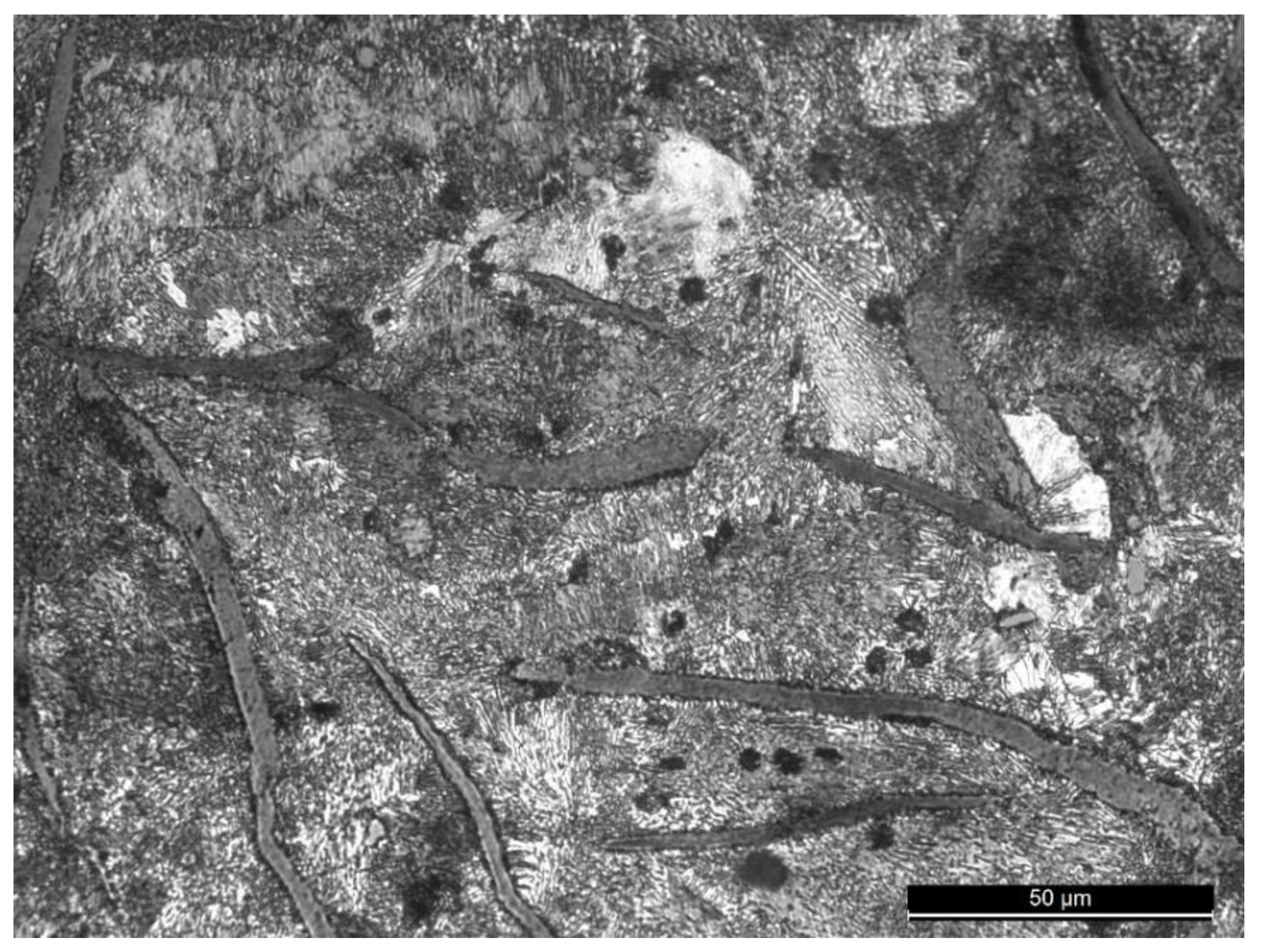
3.3. Analysis of BC Worn Pin Surfaces
3.4. Analysis of Worn Disc Surfaces
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nai, C.; Tang, M.; Liu, Y.; Xu, Y.; Dong, L.; Liu, J.; Huang, Q. Potentially contamination and health risk to shallow groundwater caused by closed industrial solid waste landfills: Site reclamation evaluation strategies. J. Clean. Prod. 2021, 286, 125402. [Google Scholar] [CrossRef]
- Šajn, R.; Ristović, I.; Čeplak, B. Mining and Metallurgical Waste as Potential Secondary Sources of Metals—A Case Study for the West Balkan Region. Minerals 2022, 12, 547. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 2003, 23, 933–949. [Google Scholar] [CrossRef]
- Piatak, N.M. Chapter 19—Environmental Characteristics and Utilization Potential of Metallurgical Slag. In Environmental Geochemistry, 2nd ed.; De Vivo, B., Belkin, H.E., Lima, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 487–519. [Google Scholar] [CrossRef]
- Das, P.; Upadhyay, S.; Dubey, S.; Singh, K.K. Waste to wealth: Recovery of value-added products from steel slag. J. Environ. Chem. Eng. 2021, 9, 105640. [Google Scholar] [CrossRef]
- Giergiczny, Z. Fly ash and slag. Cem. Concr. Res. 2019, 124, 105826. [Google Scholar] [CrossRef]
- Naidu, T.S.; Sheridan, C.M.; van Dyk, L.D. Basic oxygen furnace slag: Review of current and potential uses. Miner. Eng. 2020, 149, 106234. [Google Scholar] [CrossRef]
- Díaz-Piloneta, M.; Terrados-Cristos, M.; Álvarez-Cabal, J.V.; Vergara-González, E. Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment. Materials 2021, 14, 3587. [Google Scholar] [CrossRef]
- Loureiro, C.D.A.; Moura, C.F.N.; Rodrigues, M.; Martinho, F.C.G.; Silva, H.M.R.D.; Oliveira, J.R.M. Steel Slag and Recycled Concrete Aggregates: Replacing Quarries to Supply Sustainable Materials for the Asphalt Paving Industry. Sustainability 2022, 14, 5022. [Google Scholar] [CrossRef]
- Irawan, A.P.; Fitriyana, D.F.; Tezara, C.; Siregar, J.P.; Laksmidewi, D.; Baskara, G.D.; Abdullah, M.Z.; Junid, R.; Hadi, A.E.; Hamdan, M.H.M.; et al. Overview of the Important Factors Influencing the Performance of Eco-Friendly Brake Pads. Polymers 2022, 14, 1180. [Google Scholar] [CrossRef]
- Leonardi, M.; Menapace, C.; Matějka, V.; Gialanella, S.; Straffelini, G. Pin-on-disc investigation on copper-free friction materials dry sliding against cast iron. Tribol. Int. 2018, 119, 73–81. [Google Scholar] [CrossRef]
- Grigoratos, T.; Martini, G. Brake wear particle emissions: A review. Environ. Sci. Pollut. Res. 2015, 22, 2491–2504. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Yin, H.; Yang, Z.; Su, S.; Hao, L.; Tan, J.; Wang, X.; Niu, Z.; Ge, Y. Assessing the brake particle emissions for sustainable transport: A review. Renew. Sustain. Energy Rev. 2022, 167, 112737. [Google Scholar] [CrossRef]
- Kukutschová, J.; Roubíček, V.; Malachová, K.; Pavlíčková, Z.; Holuša, R.; Kubačková, J.; Mička, V.; MacCrimmon, D.; Filip, P. Wear mechanism in automotive brake materials, wear debris and its potential environmental impact. Wear 2009, 267, 807–817. [Google Scholar] [CrossRef]
- Österle, W.; Kloß, H.; Urban, I.; Dmitriev, A.I. Towards a better understanding of brake friction materials. Wear 2007, 263, 1189–1201. [Google Scholar] [CrossRef]
- Filip, P.; Weiss, Z.; Rafaja, D. On friction layer formation in polymer matrix composite materials for brake applications. Wear 2002, 252, 189–198. [Google Scholar] [CrossRef]
- Günen, A.; Bölükbaşı, Ö.S.; Özgürlük, Y.; Özkan, D.; Odabaş, O.; Somunkıran, İ. Effect of Cr Addition on Properties and Tribological Behavior at Elevated Temperature of Boride Layers Grown on Borosintered Powder Metallurgy Alloys. Met. Mater. Int. 2022, 1–19. [Google Scholar] [CrossRef]
- Chan, D.; Stachowiak, G.W. Review of automotive brake friction materials. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2004, 218, 953–966. [Google Scholar] [CrossRef]
- Kim, S.J.; Jang, H. Friction and wear of friction materials containing two different phenolic resins reinforced with aramid pulp. Tribol. Int. 2000, 33, 477–484. [Google Scholar] [CrossRef]
- Lee, J.-J.; Lee, J.-A.; Kwon, S.; Kim, J.-J. Effect of different reinforcement materials on the formation of secondary plateaus and friction properties in friction materials for automobiles. Tribol. Int. 2018, 120, 70–79. [Google Scholar] [CrossRef]
- Straffelini, G.; Ciudin, R.; Ciotti, A.; Gialanella, S. Present knowledge and perspectives on the role of copper in brake materials and related environmental issues: A critical assessment. Environ. Pollut. 2015, 207, 211–219. [Google Scholar] [CrossRef]
- Baskara Sethupathi, P.; Chandradass, J. Comparative study of different solid lubricants towards friction stability in a non-asbestos disc brake pad. Ind. Lubr. Tribol. 2021, 73, 897–903. [Google Scholar]
- Cho, M.H.; Ju, J.; Kim, S.J.; Jang, H. Tribological properties of solid lubricants (graphite, Sb2S3, MoS2) for automotive brake friction materials. Wear 2006, 260, 855–860. [Google Scholar] [CrossRef]
- Fan, Y.; Matějka, V.; Kratošová, G.; Lu, Y. Role of Al2O3 in Semi-Metallic Friction Materials and its Effects on Friction and Wear Performance. Tribol. Trans. 2008, 51, 771–778. [Google Scholar] [CrossRef]
- Park, J.; Gweon, J.; Seo, H.; Song, W.; Lee, D.; Choi, J.; Kim, Y.C.; Jang, H. Effect of space fillers in brake friction composites on airborne particle emission: A case study with BaSO4, Ca(OH)2, and CaCO3. Tribol. Int. 2022, 165, 107334. [Google Scholar] [CrossRef]
- Wahlström, J.; Lyu, Y.; Matjeka, V.; Söderberg, A. A pin-on-disc tribometer study of disc brake contact pairs with respect to wear and airborne particle emissions. Wear 2017, 384–385, 124–130. [Google Scholar] [CrossRef]
- Matějka, V.; Perricone, G.; Vlček, J.; Olofsson, U.; Wahlström, J. Airborne Wear Particle Emissions Produced during the Dyno Bench Tests with a Slag Containing Semi-Metallic Brake Pads. Atmosphere 2020, 11, 1220. [Google Scholar] [CrossRef]
- Erdoğan, A.; Gök, M.S.; Koç, V.; Günen, A. Friction and wear behavior of epoxy composite filled with industrial wastes. J. Clean. Prod. 2019, 237, 117588. [Google Scholar] [CrossRef]
- Wang, Z.; Hou, G.; Yang, Z.; Jiang, Q.; Zhang, F.; Xie, M.; Yao, Z. Influence of slag weight fraction on mechanical, thermal and tribological properties of polymer based friction materials. Mater. Des. 2016, 90, 76–83. [Google Scholar] [CrossRef]
- Sathyamoorthy, G.; Vijay, R.; Singaravelu, D.L. A comparative study on tribological characterisations of different abrasives based non-asbestos brake friction composites. Mater. Today Proc. 2022, 56, 661–668. [Google Scholar] [CrossRef]
- Rajan, R.; Tyagi, Y.K.; Pruncu, C.I.; Kulshreshtha, S.; Ranakoti, L.; Singh, T. Tribological performance evaluation of slag waste filled phenolic composites for automotive braking applications. Polym. Compos. 2022, in press. [Google Scholar] [CrossRef]
- Menapace, C.; Leonardi, M.; Matějka, V.; Gialanella, S.; Straffelini, G. Dry sliding behavior and friction layer formation in copper-free barite containing friction materials. Wear 2018, 398–399, 191–200. [Google Scholar] [CrossRef]
- Jayashree, P.; Matějka, V.; Foniok, K.; Straffelini, G. Comparative Studies on the Dry Sliding Behavior of a Low-Metallic Friction Material with the Addition of Graphite and Exfoliated g-C3N4. Lubricants 2022, 10, 27. [Google Scholar] [CrossRef]
- Jayashree, P.; Sinha, A.; Gialanella, S.; Straffelini, G. Dry Sliding Behavior and Particulate Emissions of a SiC-graphite Composite Friction Material Paired with HVOF-Coated Counterface. Atmosphere 2022, 13, 296. [Google Scholar] [CrossRef]
- Tripathy, S.K.; Dasu, J.; Murthy, Y.R.; Kapure, G.; Pal, A.R.; Filippov, L.O. Utilisation perspective on water quenched and air-cooled blast furnace slags. J. Clean. Prod. 2020, 262, 121354. [Google Scholar] [CrossRef]
- Kang, Y.; Liu, C.; Zhang, Y.; Xing, H.; Jiang, M. Crystallization behavior of amorphous slag beads prepared by gas quenching of blast furnace slag. J. Non-Cryst. Solids 2018, 500, 453–459. [Google Scholar] [CrossRef]
- Österle, W.; Deutsch, C.; Gradt, T.; Orts-Gil, G.; Schneider, T.; Dmitriev, A.I. Tribological screening tests for the selection of raw materials for automotive brake pad formulations. Tribol. Int. 2014, 73, 148–155. [Google Scholar] [CrossRef]
- Kim, S.S.; Hwang, H.J.; Shin, M.W.; Jang, H. Friction and vibration of automotive brake pads containing different abrasive particles. Wear 2011, 271, 1194–1202. [Google Scholar] [CrossRef]
- Matějka, V.; Lu, Y.; Fan, Y.; Kratošová, G.; Lešková, J. Effects of silicon carbide in semi-metallic brake materials on friction performance and friction layer formation. Wear 2008, 265, 1121–1128. [Google Scholar] [CrossRef]
- Baskara Sethupathi, P.; Chandradass, J. Effect of zirconium silicate and mullite with three different particle sizes on tribo performance in a non-asbestos brake pad. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 236, 314–325. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slag | CaO | SiO2 | Al2O3 | MgO | MnO | Fe2O3 | P2O5 | SO3 | LOI |
|---|---|---|---|---|---|---|---|---|---|
| GBFS | 46.7 | 34.8 | 6.54 | 8.38 | 0.893 | 0.206 | - | 1.21 | 0.29 |
| BFS | 42.9 | 36.6 | 8.79 | 7.22 | 0.838 | 0.357 | - | 1.48 | −0.58 |
| SFS | 33.1 | 7.09 | 1.72 | 2.84 | 7.19 | 45.39 | 1.69 | 0.24 | −0.48 |
| Component | Specimen Code Name | |||
|---|---|---|---|---|
| BC + Alumina | BC + GBFS | BC + BFS | BC + SFS | |
| Phenolic Binder | 8 | 8 | 8 | 8 |
| Graphite | 10 | 10 | 10 | 10 |
| Tin Sulfide | 10 | 10 | 10 | 10 |
| Barite and Calcite | 25 | 25 | 25 | 25 |
| Vermiculite | 10 | 10 | 10 | 10 |
| Steel Wool | 5 | 5 | 5 | 5 |
| Iron Powder | 5 | 5 | 5 | 5 |
| Aramid Fibers | 7 | 7 | 7 | 7 |
| Alumina | 20 | 0 | 0 | 0 |
| GBFS | 0 | 20 | 0 | 0 |
| BFS | 0 | 0 | 20 | 0 |
| SFS | 0 | 0 | 0 | 20 |
| Disc | Chemical Composition, wt.% | Hardness [HV 30] | Thermal Conductivity (W/mK) | Specific Heat (J/gK) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Sn | P | S | Fe | ||||
| Pearlitic Grey Cast Iron | 3.40 | 0.50 | 2.00 | 0.11 | 0.15 | 0.05 | Rest | 245 ± 6 | 52 | 0.447 |
| Element | BC + Alumina Wt. % | BC + GBFS Wt. % | BC + BFS Wt. % | BC + SFS Wt. % |
|---|---|---|---|---|
| Iron | 43.2 ± 5.3 | 41.4 ± 4.2 | 38.1 ± 2.5 | 47.4 ± 6.7 |
| Oxygen | 33.7 ± 1.8 | 34.3 ± 2.5 | 35.3 ± 2.4 | 33.9 ± 4.1 |
| Silicon | 0.9 ± 0.4 | 2.8 ± 0.3 | 2.05 ± 0.8 | 1.7 ± 0.1 |
| Tin | 4.1 ± 1.1 | 4.1 ± 0.6 | 5.1 ± 0.4 | 3.5 ± 0.1 |
| Barium | 5.0 ± 1.5 | 4.3 ± 0.4 | 4.8 ± 0.04 | 4.1 ± 0.4 |
| Magnesium | 1.8 ± 0.8 | 1.5 ± 0.2 | 1.7 ± 0.6 | 1.4 ± 0.3 |
| Calcium | 3.3 ± 1.6 | 8.3 ± 0.8 | 8.4 ± 0.4 | 4.8 ± 1.2 |
| Aluminum | 5.9 ± 1.5 | 0.7 ± 0.09 | 1.6 ± 0.3 | 0.37 ± 0.04 |
| Sulfur | 2.1 ± 0.8 | 2.3 ± 0.2 | 2.8 ± 0.1 | 2.0 ± 0.06 |
| Manganese | 0 ± 0 | 0.33 ± 0.03 | 0.17 ± 0.02 | 0.92 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matějka, V.; Jayashree, P.; Leonardi, M.; Vlček, J.; Sabovčík, T.; Straffelini, G. Utilization of Metallurgical Slags in Cu-free Friction Material Formulations. Lubricants 2022, 10, 219. https://doi.org/10.3390/lubricants10090219
Matějka V, Jayashree P, Leonardi M, Vlček J, Sabovčík T, Straffelini G. Utilization of Metallurgical Slags in Cu-free Friction Material Formulations. Lubricants. 2022; 10(9):219. https://doi.org/10.3390/lubricants10090219
Chicago/Turabian StyleMatějka, Vlastimil, Priyadarshini Jayashree, Mara Leonardi, Jozef Vlček, Tomáš Sabovčík, and Giovanni Straffelini. 2022. "Utilization of Metallurgical Slags in Cu-free Friction Material Formulations" Lubricants 10, no. 9: 219. https://doi.org/10.3390/lubricants10090219
APA StyleMatějka, V., Jayashree, P., Leonardi, M., Vlček, J., Sabovčík, T., & Straffelini, G. (2022). Utilization of Metallurgical Slags in Cu-free Friction Material Formulations. Lubricants, 10(9), 219. https://doi.org/10.3390/lubricants10090219