Dynamometer Testing of Energy Efficient Hydraulic Fluids and Fuel Savings Analysis for US Army Construction and Material Handling Equipment

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Test Fluids
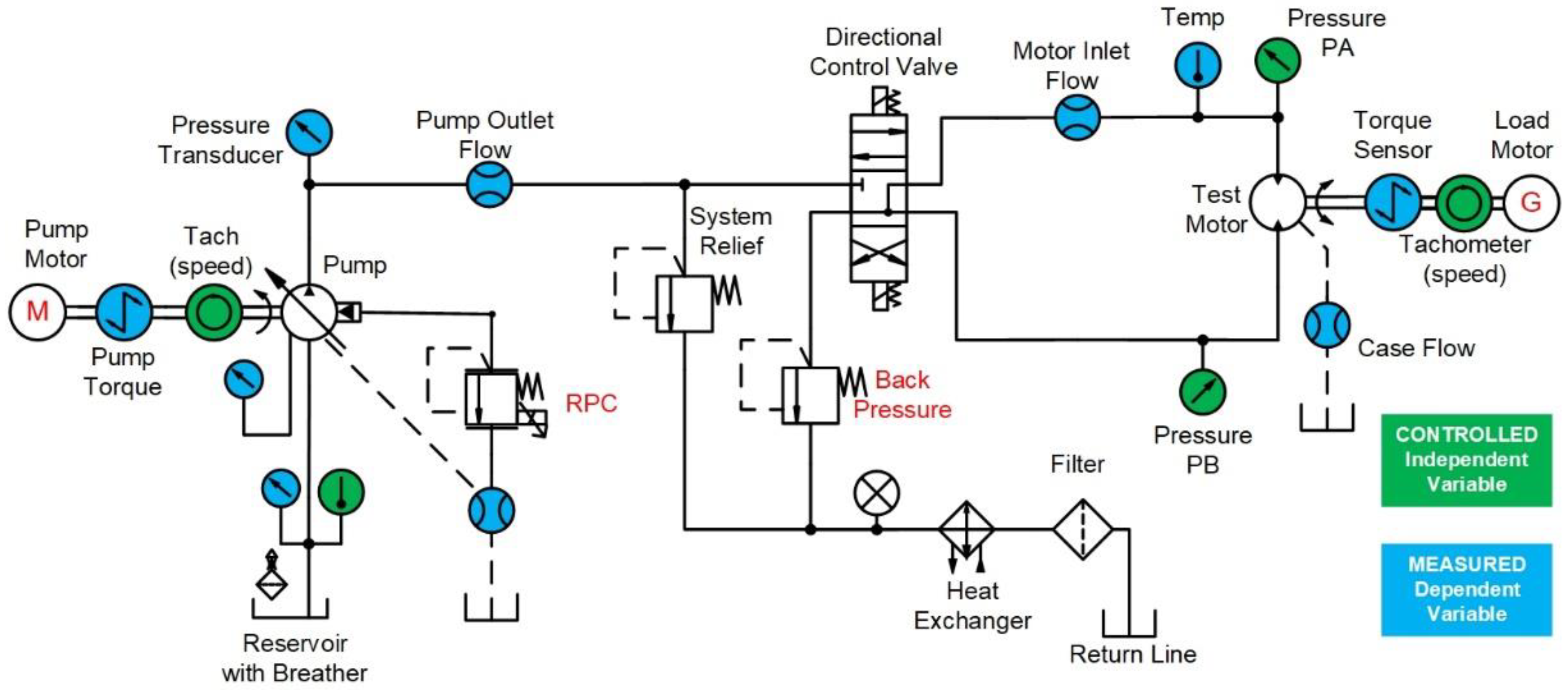
2.2. Hydraulic Dynamometer
3. Results
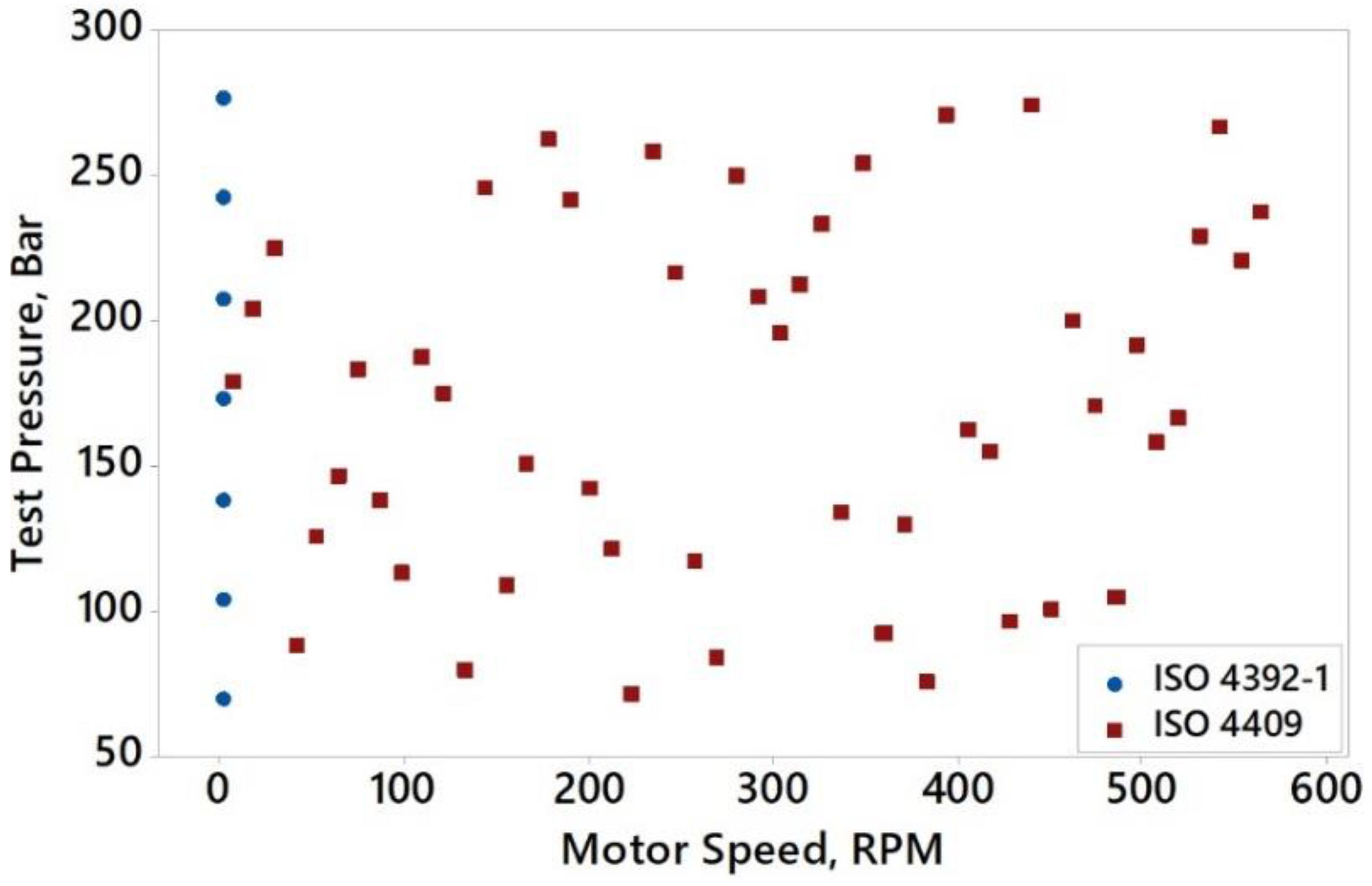
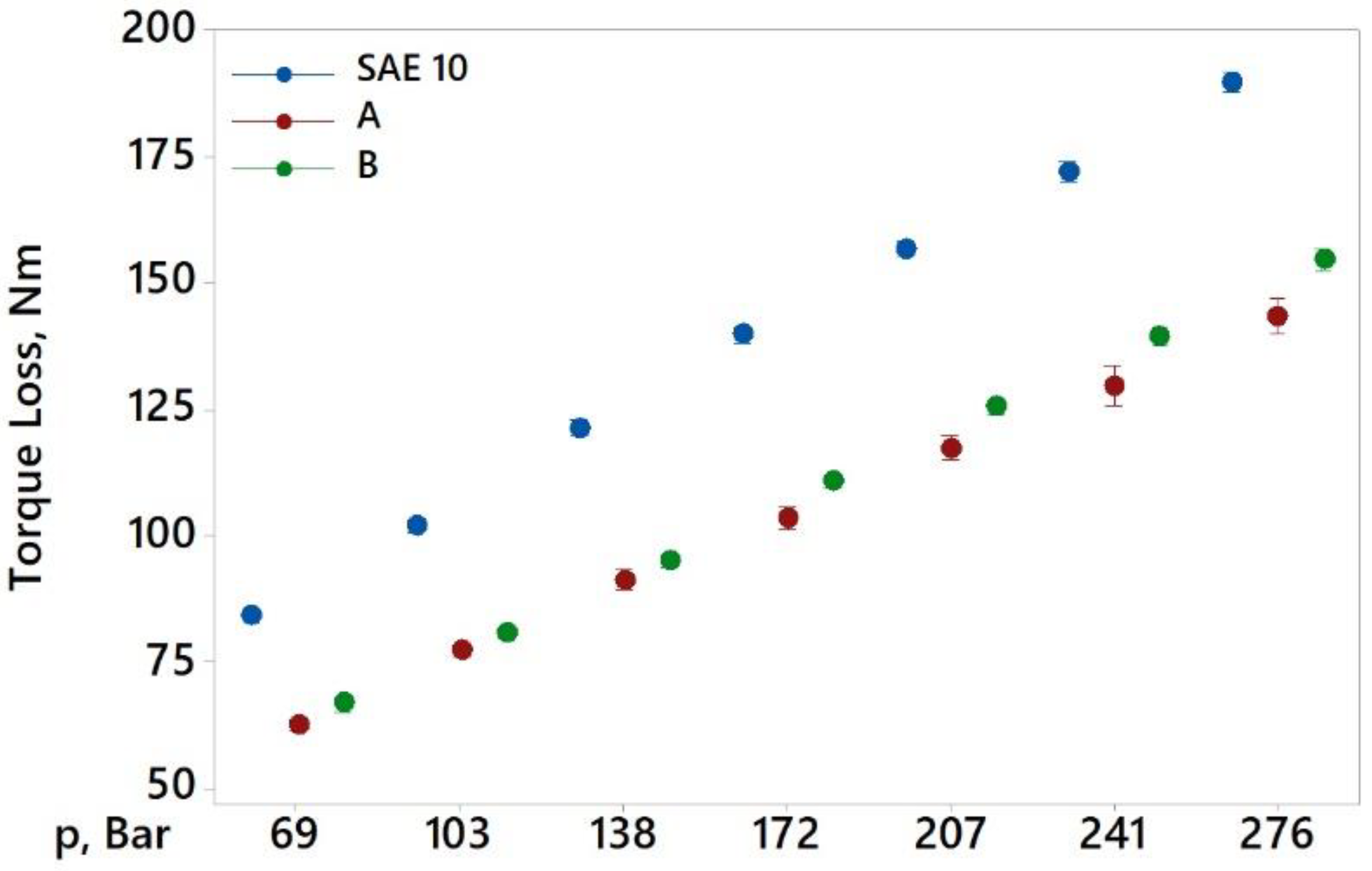
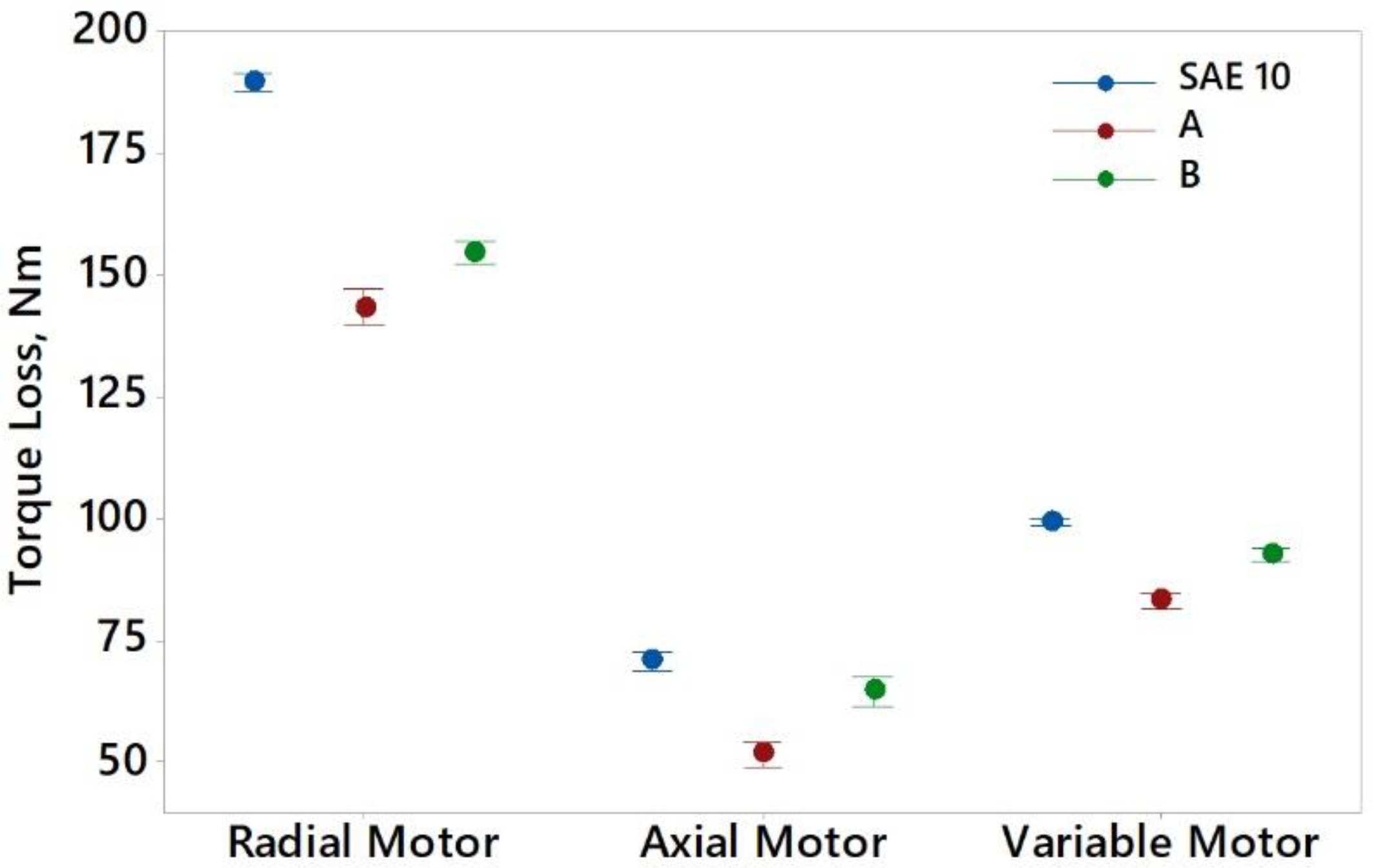
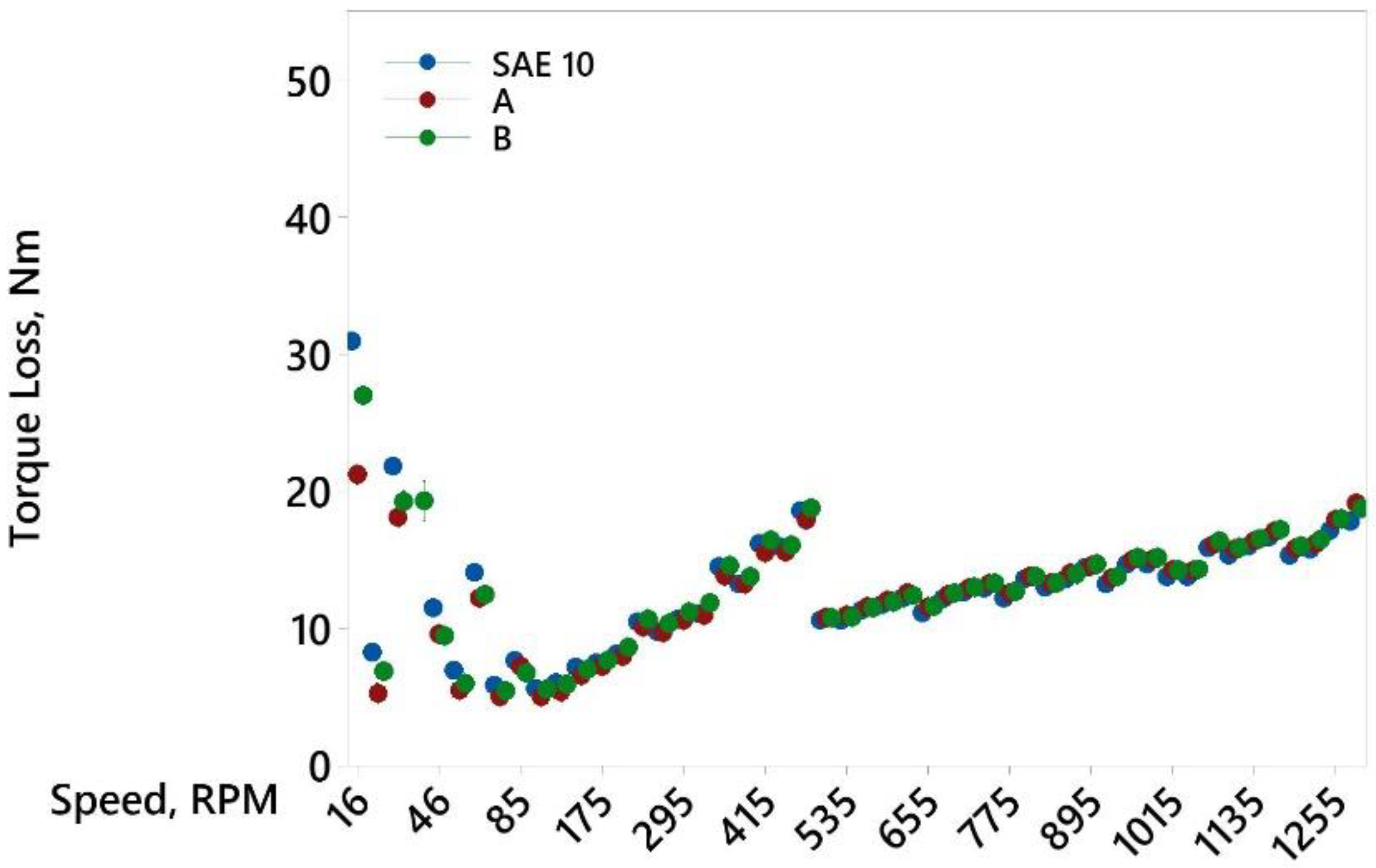
3.1. Hydraulic Motor Torque Losses
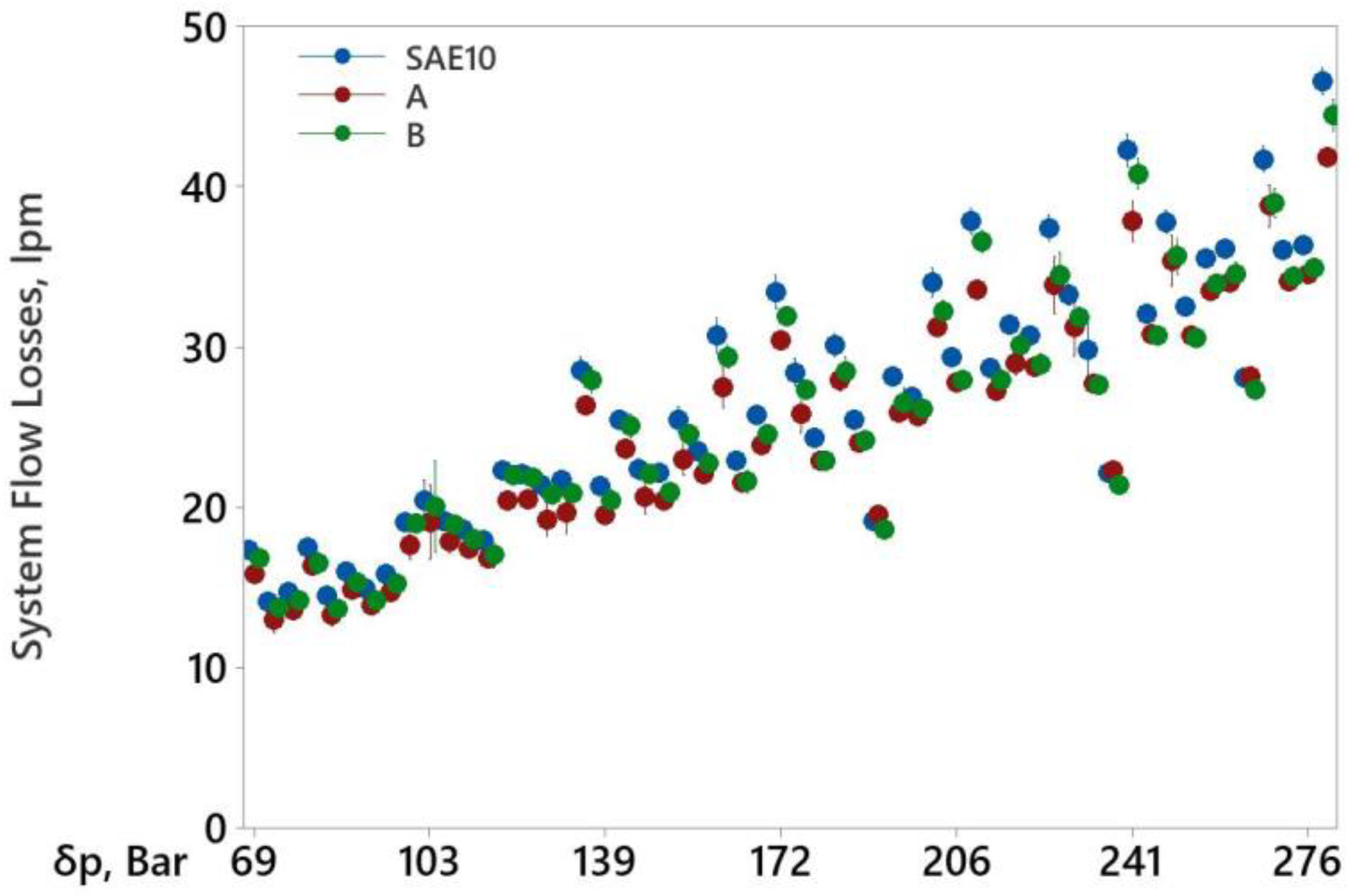
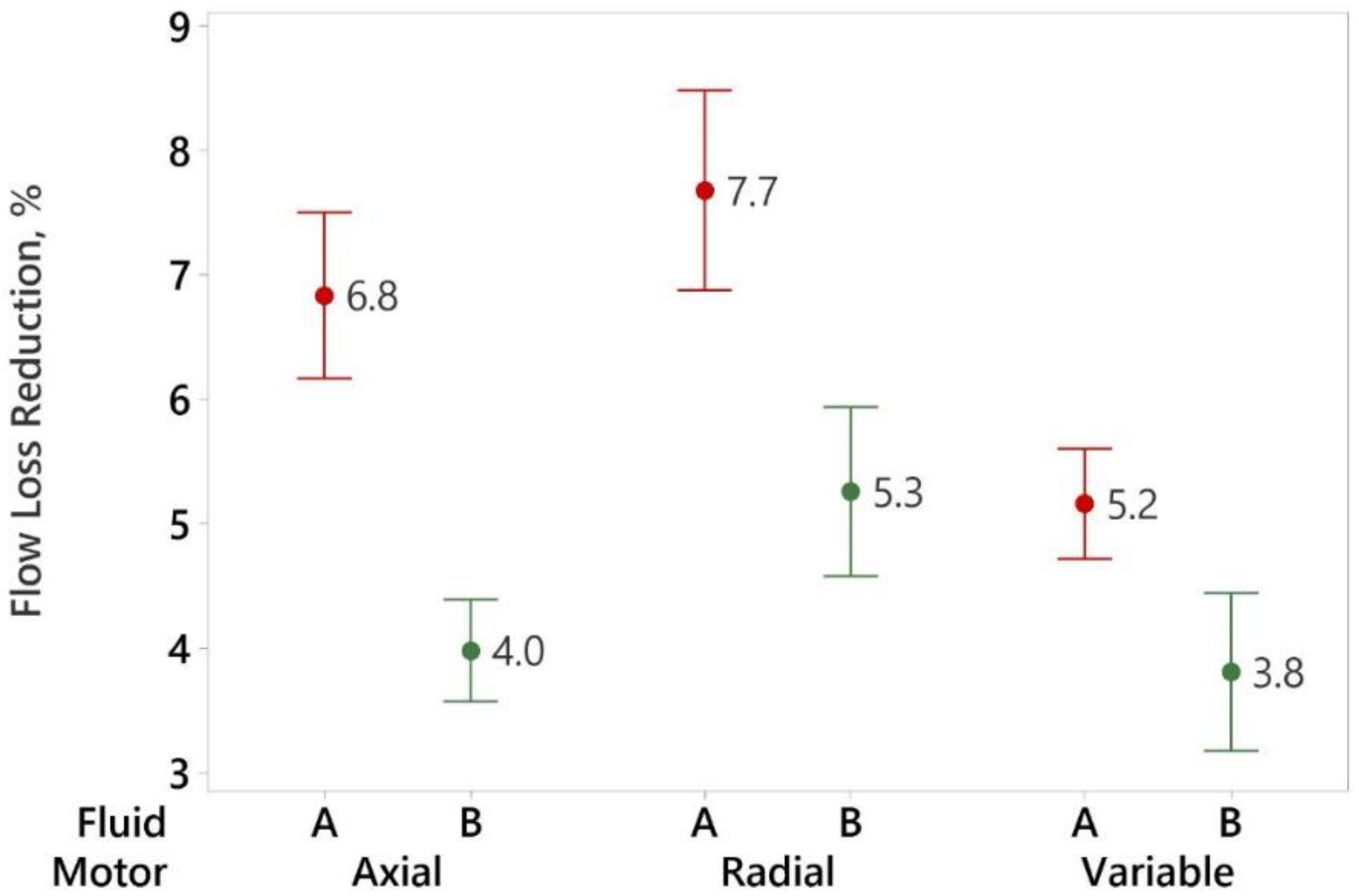
3.2. Hydraulic System Flow Losses
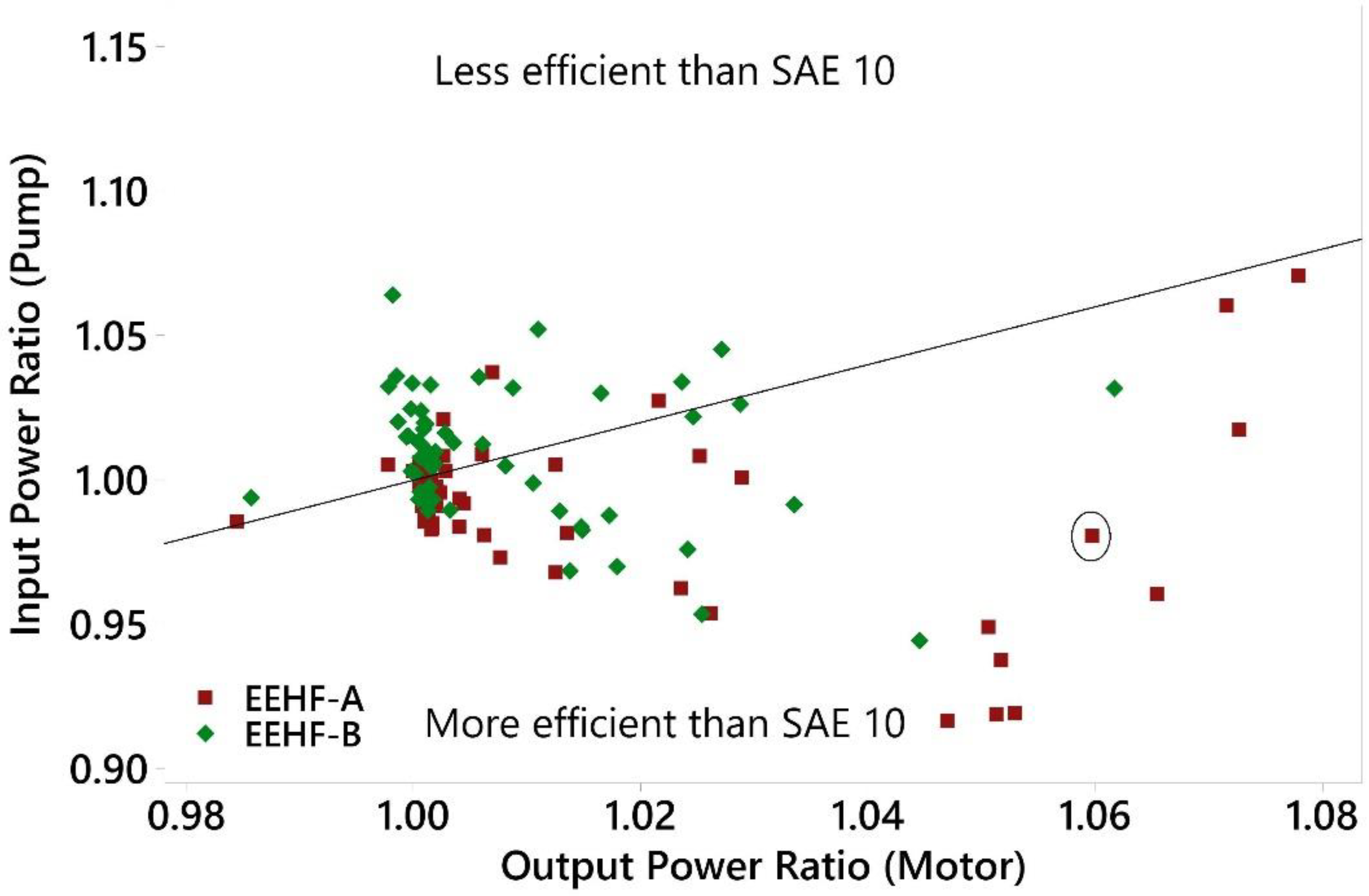
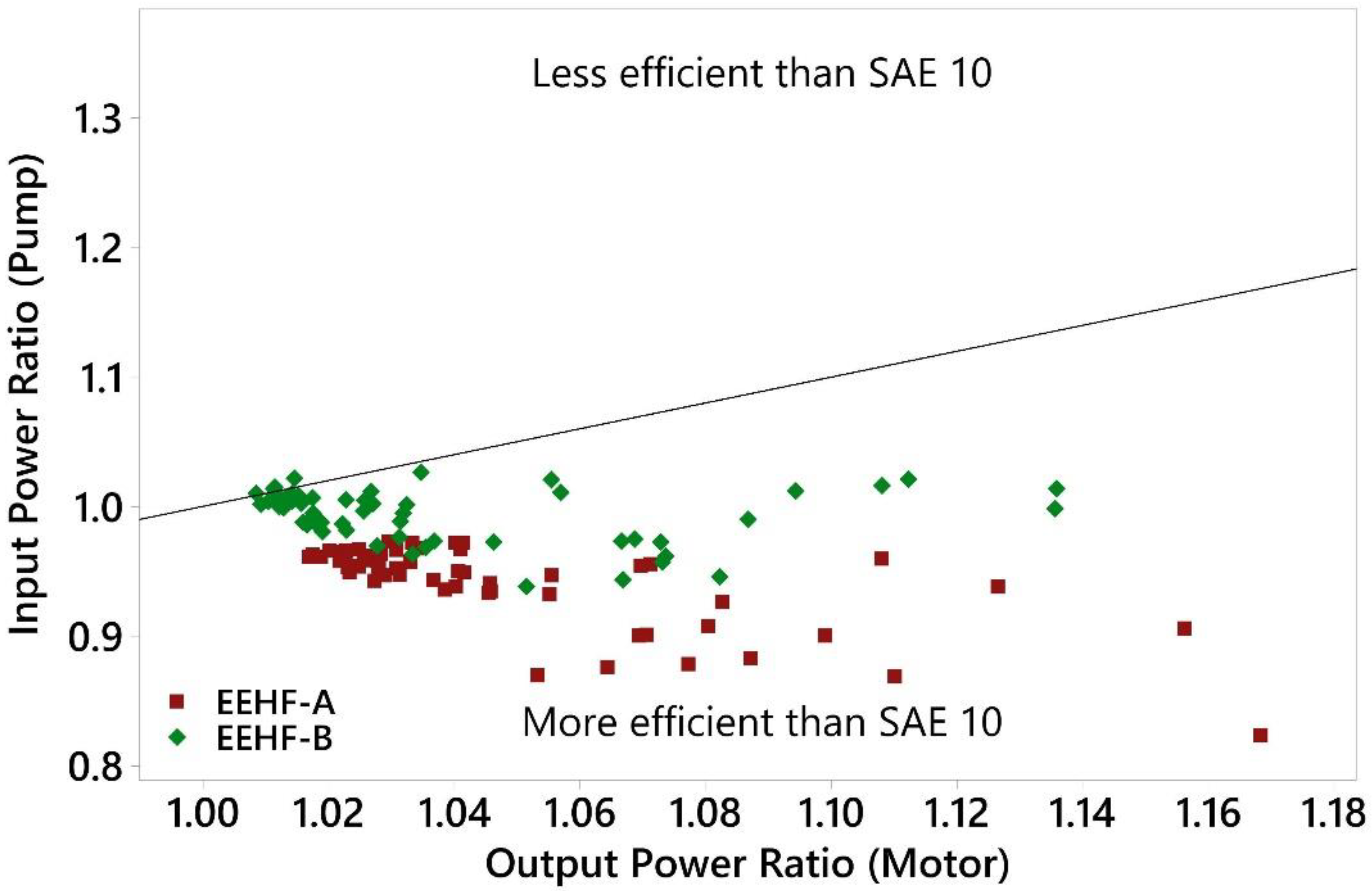
3.3. Pump Input and Motor Output Power
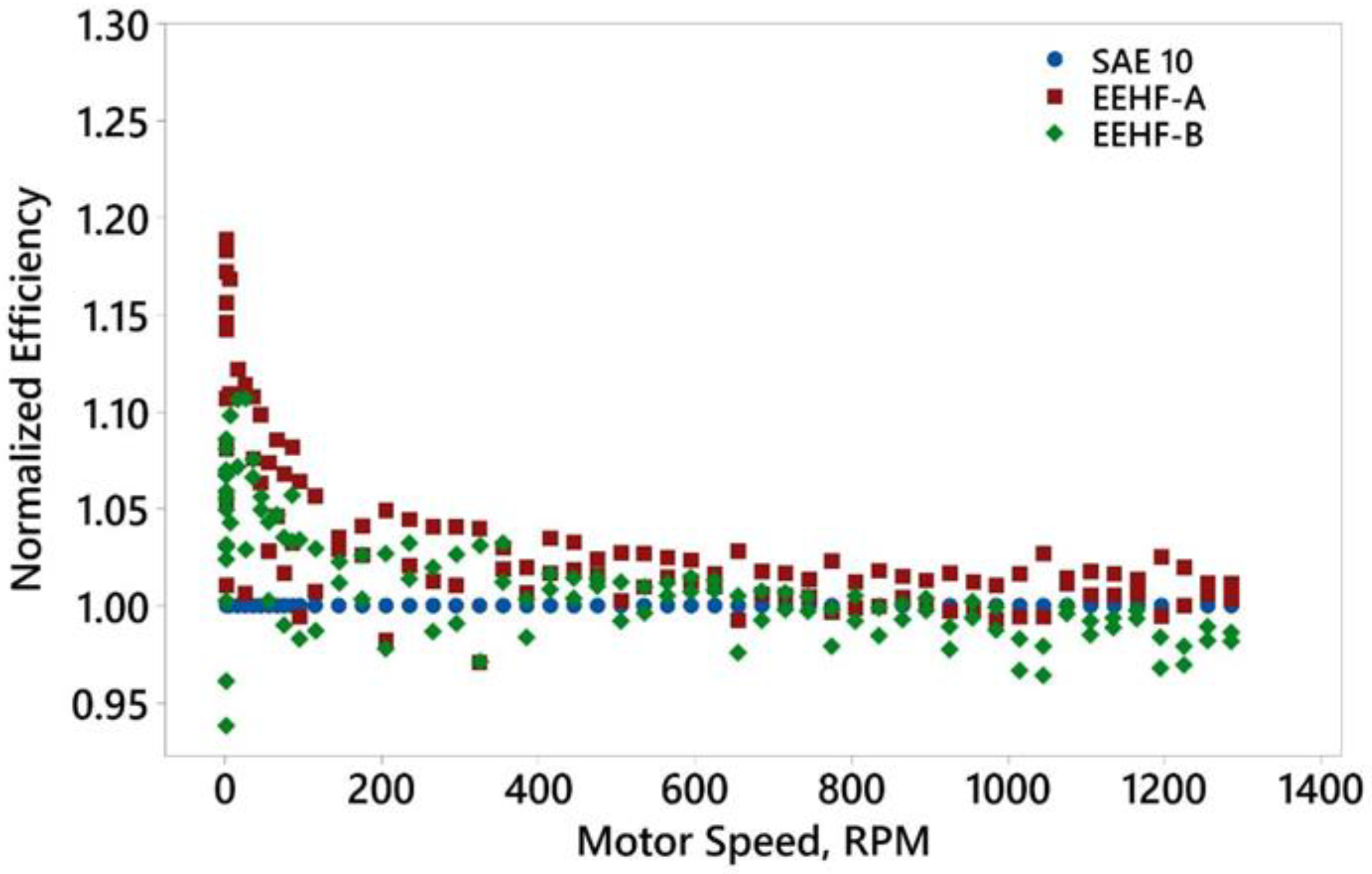
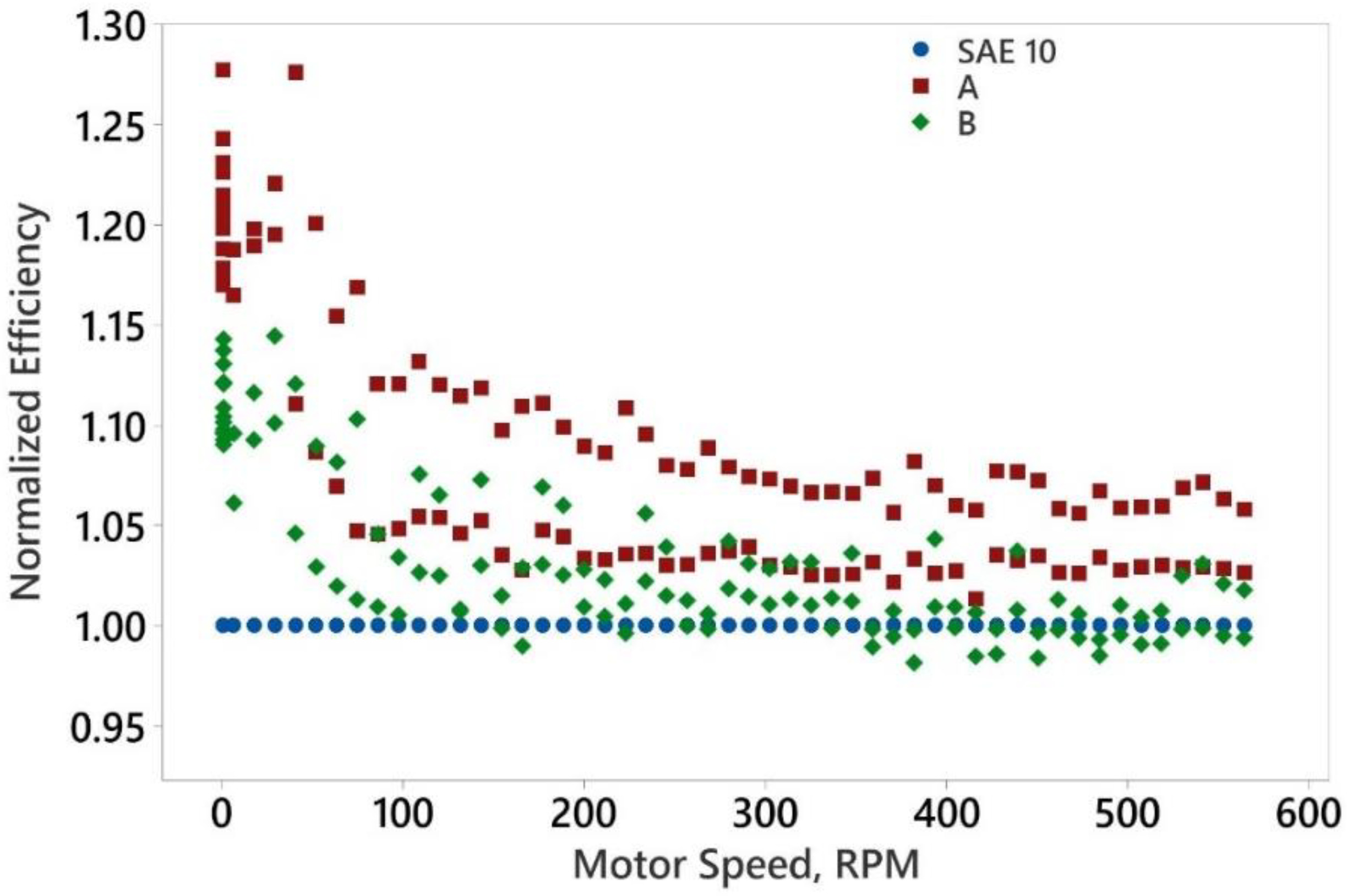
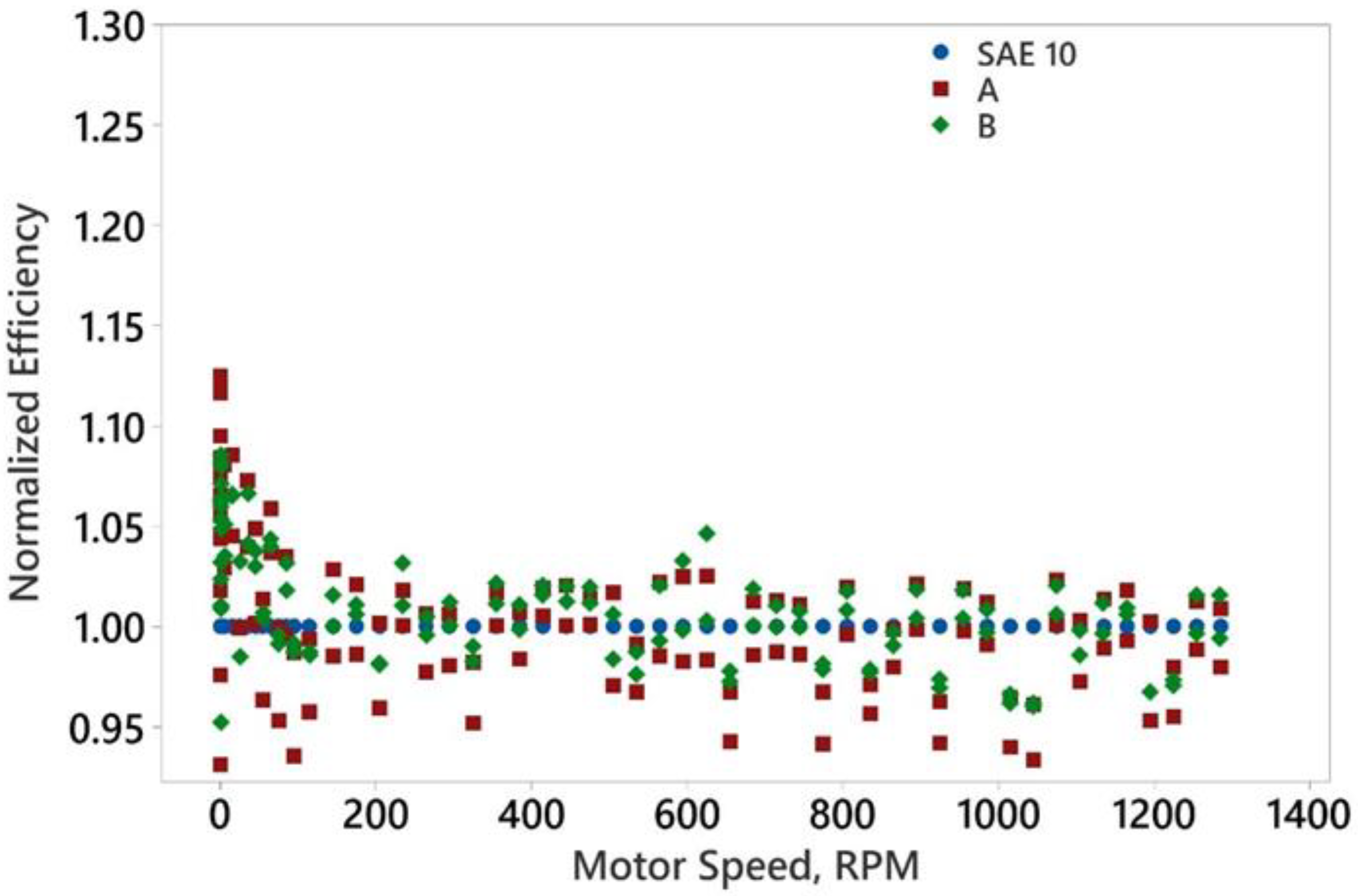
3.4. Normalized Work-Specific Efficency
3.5. Fuel Consumption Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations/Nomenclature
| ASABE | American Society of Agricultural and Biological Engineers | |
| BHL | Backhoe Loader | |
| BMEP | Brake Mean Effective Pressure | MPa |
| CE/MHE | Combat Engineering/Material Handling Equipment | |
| CI | Confidence Interval | |
| DEVCOM | U.S. Army Combat Capabilities Development Command | |
| DL | Deployment Level | |
| DLA | Defense Logistics Agency | |
| DOD | Department of Defense | |
| EEHF | Energy Efficient Hydraulic Fluid | |
| EPA | Environmental Protection Agency | |
| FMEP | Friction Mean Effective Pressure | MPa |
| FR | Fuel Rate | Liters per hour |
| FY | Fiscal Year | |
| HD | Heavy Duty (work intensity) | |
| HYEX | Hydraulic Excavator | |
| ISO | International Organization for Standardization | |
| LD | Light Duty (work intensity) | |
| LHV | Lower Heating Value | kj/kg |
| LHS | Latin Hyperspace | |
| LPM | Liters per Minute | |
| MOVES | MOtor Vehicle Emission Simulator | |
| OEM | Original Equipment Manufacturer | |
| OE/HDO | Lubricating Oil, Internal Combustion Engine, Tactical | |
| OMS/MP | Operational Mission Statement/Mission Profile | |
| OPSEC | Operations Security | |
| PTO | Power Take Off | |
| QPLRPM | Military Qualified Product ListRevolutions Per Minute | |
| RTCH | Rough Terrain Cargo Handler | |
| SSL | Skid-steer Loader | |
| VG | Viscosity Grade | |
| α | ||
| Engine Power | kW | |
| Hydraulic Power | kW | |
| N | Engine Speed | RPM |
| Δp | Differential Pressure | Bar |
| V | Engine Displacement | Liter per revolution |
| η | Efficiency |
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Holmberg, K.; Kivikytö-Reponen, P.; Härkisaari, P.; Valtonen, K.; Erdemir, A. Global energy consumption due to friction and wear in the mining industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Holmberg, K.; Andersson, P.; Erdemir, A. Global energy consumption due to friction in passenger cars. Tribol. Int. 2012, 47, 221–234. [Google Scholar] [CrossRef]
- Holmberg, K.; Siilasto, R.; Laitinen, T.; Andersson, P.; Jäsberg, A. Global energy consumption due to friction in paper machines. Tribol. Int. 2013, 62, 58–77. [Google Scholar] [CrossRef]
- Love, L.; Lanke, E.; Alles, P. Estimating the Impact (Energy, Emissions and Economics) of the U.S. Fluid Power Industry; Report No.:ORNL/TM-2011/14; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2012.
- Lanke, E. Technology Roadmap—Improving the Design, Manufacture and Function of Fluid Power Components and Systems; National Fluid Power Association: Milwaukee, WI, USA, 2019; p. 29. [Google Scholar]
- Greeley, H. Department of Defense Energy Management: Background and Issues for Congress; Report R45832; Congressional Research Service: Washington, DC, USA, 2019.
- Department of Defense. Fiscal Year 2019 Operational Energy Annual Report; Office of the Under Secretary of Defense for Acquisition and Sustainment: Washington, DC, USA, 2020; p. 19.
- Beal, C.M.; Cuellar, A.D.; Wagner, T.J. Sustainability assessment of alternative jet fuel for the U.S. Department of Defense. Biomass Bioenergy 2021, 144, 105881. [Google Scholar] [CrossRef]
- Available online: https://www.usarmygvsc.com/ (accessed on 13 February 2021).
- Stumm, T.A. The US Army Commercial Construction Equipment Systems Plans; SAE Paper 710506; SAE: Peoria, IL, USA, 1971. [Google Scholar]
- Manring, N.D. Fluid Power Pumps and Motors; McGraw-Hill: New York, NY, USA, 2013; p. 107. [Google Scholar]
- ISO 4391:1983; Hydraulic Fluid Power—Pumps, Motors and Integral Transmissions—Parameter Definitions and Letter Symbols. International Organization for Standardization: Geneva, Switzerland, 1983.
- Michael, P.; Cheekolu, M.; Panwar, P.; Devlin, M.; Davidson, R.; Johnson, D.; Martini, A. Temporary and Permanent Viscosity Loss Correlated to Hydraulic System Performance. Tribol. Trans. 2018, 61, 901–910. [Google Scholar] [CrossRef]
- Michael, P.; Mettakadapa, S. Bulk Modulus and Traction Effects in an Axial Piston Pump and a Radial Piston Motor. In Proceedings of the 10th International Fluid Power Conference, Dresden, Germany, 8–10 March 2016; Volume 2, pp. 301–312. [Google Scholar]
- Michael, P.; Mettakadapa, S.; Shahahmadi, S. An Adsorption Model for Hydraulic Motor Lubrication. J. Tribol. 2016, 138, 14503. [Google Scholar] [CrossRef]
- ISO 4392-1:2002; Hydraulic Fluid power—Determination of Characteristics of Motors—Part 1: At Constant Low Speed and Constant Pressure. International Organization for Standardization: Geneva, Switzerland, 2002.
- ISO 4409:2019; Hydraulic Fluid Power—Positive-Displacement Pumps, Motors and Integral Transmissions—Methods of Testing and Presenting Basic Steady State Performance. International Organization for Standardization: Geneva, Switzerland, 2019.
- Panwar, P.; Michael, P. Empirical Modelling of Hydraulic Pumps and Motors based upon the Latin Hypercube Sampling Method. Int. J. Hydromechatronics 2018, 1, 272–292. [Google Scholar] [CrossRef]
- Robert, G.; Michael, D.; Kocher, F.; David, H. Vaughan. Predicting Tractor Fuel Consumption; Paper 164, Biological Systems Engineering: Papers and Publications, 2004. Available online: http://digitalcommons.unl.edu/biosysengfacpub/164 (accessed on 1 July 2021).
- Giannelli, R.A.; Fulper, C.; Hart, C.; Hawkins, D.; Hu, J.; Warila, J.; Kishan, S.; Sabisch, M.A.; Clark, P.W.; Darby, C.L.; et al. In-Use Emissions from Non-road Equipment for EPA Emissions Inventory Modeling (MOVES). SAE Int. J. Commer. Veh. 2010, 3, 181–194. [Google Scholar] [CrossRef]
- Caterpillar Performance Handbook 42; Caterpillar Inc.: Peoria, IL, USA, 2012.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Year | Civilian Specification | Viscosity Range |
|---|---|---|---|
| Army 2-104 | 1941 | Monograde heavy-duty engine oil | |
| MIL-L-2104 | 1950 | Monograde heavy-duty engine oil | |
| MIL-L-2104A | 1954 | Monograde heavy-duty engine oil | |
| MIL-L-2104B | 1964 | Monograde heavy-duty engine oil | |
| MIL-L-2104C | 1970 | Monograde heavy-duty engine oil | |
| MIL-L-2104D | 1983 | API CD, SE. DD Allison C-3 | SAE 10, 30, 40, and 15W/40 |
| MIL-L-2104E | 1988 | API CD, CF-2, DDA C-3, Cat TO-2 | SAE 10, 30, 40, and 15W/40 |
| MIL-L-2104F | 1992 | API CD-II, ATD C-4, Cat TO-4 | SAE 10, 30, 40, and 15W/40 |
| MIL-PRF-2104G | 1997 | API CF-4/CG, ATD C-4, Cat TO-4 | SAE 10, 30, 40, and 15W/40 |
| MIL-PRF-2104H | 2004 | API CI-4, ATD C-4, CAT TO-4 | SAE 40, 15W/40, 5W/40 |
| MIL-PRF-2104J | 2014 | API CH-4/CI-4, ATD C-4, CAT TO-4 | SAE 10, 30, 40, and 15W/40 |
| MIL-PRF-2104K | 2016 | API CH-4/CI-4, ATD C-4, CAT TO-4 | SAE 40, 15W/40 and SCPL |
| MIL-PRF-2104L | 2017 | API CH-4/CI-4, ATD C-4, CAT TO-4 | SAE 10, 30, 40, 15W/40 and SCPL |
| MIL-PRF-2104M | 2017 | API CH-4/CI-4, ATD C-4, CAT TO-4 | SAE 10, 30, 40, 15W/40 and SCPL |
| MIL-PRF-32626 | 2019 | Establish MIL spec for SMPL | SAE 0W/20 |
| MIL-PRF-2104N | 2021 | API CH-4/CI-4, ATD C-4, CAT TO-4 | SAE 10, 30, 40, and 15W/40 |
| Fluid | Test | SAE 10 | EEHF-A | EEHF-B |
|---|---|---|---|---|
| Viscosity at 40 °C, cSt | ASTM D445 | 45.47 | 46.52 | 45.83 |
| Viscosity at 100 °C, cSt | ASTM D445 | 7.64 | 8.58 | 8.36 |
| Viscosity Index | ASTM D2270 | 136 | 164 | 160 |
| Shear Stability, % vis loss at 40 °C | ASTM D5621 | 3.6 | 3.2 | 3.7 |
| Density at 15 °C, g/mL | ASTM D4052 | 0.8623 | 0.8327 | 0.8516 |
| Motor Type | Radial Piston | Axial Piston | Variable Axial Piston |
|---|---|---|---|
| Displacement, cc/rev | 213 | 100 | 45.2/135.6 |
| Rated speed, RPM max | 570 | 3300 | 3200 |
| Rated pressure, Bar max | 400 | 420 | 450 |
| Mass, kg | 26 | 34 | 56 |
| Displacement/weight ratio, cc/kg | 8.2 | 2.9 | 2.4 |
| Machine | Engine | Size (L) | Speed (RPM) | Engine Power (kw) | Hydraulic Power (kw) | Hydraulic/Engine Power Ratio |
|---|---|---|---|---|---|---|
| 120M Grader | C6.6 ACERT | 6.6 | 2150 | 103 | 103 | 1.00 |
| 400 SSL | IVECO F5C | 3.2 | 2500 | 69 | 69 | 1.00 |
| 580M BHL | CASE 445T/M2 | 4.5 | 2200 | 67 | 67 | 1.00 |
| 621B Scraper | C15 ACERT | 15.2 | 1800 | 272 | 183 | 0.67 |
| 924H Loader | C6.6 ACERT | 6.6 | 2300 | 96 | 96 | 1.00 |
| 966H Loader | C11 ACERT | 11.1 | 1800 | 195 | 195 | 1.00 |
| Atlas II 10K | Deere | 4.5 | 2400 | 129 | 127 | 0.98 |
| D6K Dozer | C6.6 ACERT | 6.6 | 2100 | 93 | 93 | 1.00 |
| D7R-II Dozer | CAT 3176C | 10.3 | 2100 | 179 | 179 | 1.00 |
| JD240 HYEX | PowerTech 6.8 | 6.8 | 2000 | 132 | 132 | 1.00 |
| RTCH | Cummins QSM 11 | 10.8 | 2100 | 298 | 217 | 0.73 |
| Machine | Engine | Caterpillar Fuel Rate (Liters/h) | ASABE Fuel Rate (Liters/h) | EPA Fuel Rate (Liters/h) | Estimated Fuel Rate (Liters/h) |
|---|---|---|---|---|---|
| 120M Grader | C6.6 ACERT | 22.3 | 32.5 | 14.0 | 22.3 |
| 400 SSL | IVECO F5C | 21.8 | 7.9 | 14.9 | |
| 580M BHL | CASE 445T/M2 | 21.2 | 9.8 | 15.5 | |
| 621B Scraper | C15 ACERT | 44.7 | 27.1 | 35.9 | |
| 924H Loader | C6.6 ACERT | 15.0 | 30.3 | 15.0 | 15.0 |
| 966H Loader | C11 ACERT | 20.5 | 61.6 | 19.8 | 20.5 |
| Atlas II 10K | Deere | 39.7 | 10.7 | 25.2 | |
| D6K Dozer | C6.6 ACERT | 26.4 | 29.2 | 13.7 | 26.4 |
| D7R-II Dozer | CAT 3176C | 39.0 | 56.6 | 21.4 | 39.0 |
| JD240 HYEX | PowerTech 6.8 | 41.7 | 13.5 | 27.6 | |
| RTCH | Cummins QSM 11 | 55.6 | 22.4 | 39.0 |
| Task Element | Work Intensity | Daily Shift (h) | 30 Day Total (h) |
|---|---|---|---|
| Start-up procedures | LD | 0.3 | 9 |
| Movement within site | HD | 3 | 90 |
| Load, stuff, move, unload, and unstuff | HD | 7 | 210 |
| Movement between sites | LD | 2.75 | 82.5 |
| End of shift procedures | LD | 0.75 | 22.5 |
| TOTALS | 13.8 | 414 |
| Machine | Fleet Size | Deployment Level, % | Estimated Fuel Rate (Liters/h) | Lite Duty (h/year) | Heavy Duty (h/year) | Fuel Consumption (Liters/year) |
|---|---|---|---|---|---|---|
| 120M Grader | 750 | 50 | 22.3 | 720 | 5040 | 44,555,400 |
| 400 SSL | 2020 | 50 | 14.9 | 325 | 2640 | 41,685,730 |
| 580M BHL | 645 | 50 | 15.5 | 325 | 2640 | 13,846,538 |
| 621B Scraper | 575 | 50 | 35.9 | 720 | 5040 | 54,991,620 |
| 924H Loader | 320 | 50 | 15.0 | 720 | 5040 | 12,787,200 |
| 966H Loader | 260 | 50 | 20.5 | 720 | 5040 | 14,199,120 |
| Atlas II 10K | 4546 | 50 | 25.2 | 378 | 4590 | 271,574,040 |
| D6K Dozer | 175 | 50 | 26.4 | 720 | 2880 | 7,318,080 |
| D7R-II Dozer | 1295 | 50 | 39.0 | 720 | 2880 | 79,999,920 |
| JD240 HYEX | 265 | 50 | 27.6 | 720 | 2042 | 8,520,810 |
| RTCH | 878 | 50 | 39.0 | 378 | 3222 | 57,752,557 |
| Total | 11,729 | Liters/year | 607,231,014 |
| Machine | Function | Pump/Motor Type | Hydraulic (HP) | Hydraulic Energy | Efficiency Gain | |
|---|---|---|---|---|---|---|
| 120M Grader | 1 | Implement/Steer | Piston pump | 111.82 | 50% | 2.0% |
| 2 | Fan/Brake | Piston pump | 26.94 | 8% | 2.0% | |
| 3 | Front wheel drive | Hydrostatic (2) | 104.46 | 40% | 3.0% | |
| 4 | Charge pump L/R | Fixed displ (2) | 2.27 | 2% | 0.0% | |
| 400 Skid Steer | 1 | Propulsion | Hydrostatic (2) | 78.76 | 70% | 3.0% |
| Loader | 2 | Implement | Gear pump | 40.26 | 25% | 1.5% |
| 3 | Charge pump | Gear pump | 0.00 | 5% | 1.5% | |
| 580M Backhoe | 1 | Loader | Tandem gear | 50.71 | 50% | 1.5% |
| Loader | 2 | Backhoe & Steering | Tandem gear | 67.62 | 50% | 1.5% |
| 621G Scraper C9 | 1 | Steering | Vane pump | 80.08 | 50% | 3.0% |
| 2 | Implement | Vane pump | 103.29 | 50% | 3.0% | |
| 924H Wheel | 1 | Implement | Piston Pump | 86.78 | 60% | 2.0% |
| Loader | 2 | Steering | Piston Pump | 48.48 | 30% | 2.0% |
| 3 | Fan & Brake | 288–4162 | 8.46 | 5% | 1.5% | |
| 4 | Fan drive | Piston motor | --- | 5% | 3.0% | |
| 966H Wheel | 1 | Steering | Piston pump | 94.78 | 60% | 2.0% |
| Loader | 2 | Implement | Piston pump | 221.25 | 30% | 2.0% |
| 3 | Fan & Brake | Piston pump | 32.55 | 5% | 2.0% | |
| 4 | Fan drive | Piston motor | 0.00 | 5% | 3.0% | |
| Altas II 10K | 1 | Steering & brake | Tandem gear | 96.27 | 65% | 3.0% |
| Fork Lift | 2 | Boom | Tandem gear | 14.70 | 5% | 3.0% |
| 3 | Fork cylinders | Piston Pump | 55.15 | 30% | 2.0% | |
| D6K Dozer | 1 | Implement | Piston pump | 69.73 | 20% | 2.0% |
| 2 | Propel L/R | Hydrostatic (2) | 92.64 | 70% | 3.0% | |
| 4 | Winch | Piston pump | 99.40 | 3% | 2.0% | |
| 5 | Winch drive | Piston motor | 1.74 | 1% | 3.0% | |
| 6 | Fan | Gear pump | 27.54 | 3% | 1.5% | |
| 7 | Fan drive | Gear motor | --- | 1% | 3.0% | |
| 8 | Charge pumps | Gear pumps (3) | 0.30 | 5% | 1.5% | |
| D7R-II Dozer | 1 | Blade and steering | Piston pump | 250.47 | 100% | 2.0% |
| JD240 | 1 | Main power | Bent axis pumps (2) | 172.00 | 35% | 0.0% |
| Excavator | 2 | Track drive L/R | Piston motors (2) | --- | 35% | 3.0% |
| 3 | Swing | Piston motor | 3.01 | 20% | 3.0% | |
| 4 | Control system | Gear pump | 172.00 | 10% | 1.5% | |
| Rough Terrain | 1 | Steering | Tandem Piston | 76.04 | 35% | 2.0% |
| Cargo Handler | 2 | Steering | Tandem Piston | 76.04 | 35% | 2.0% |
| 3 | Top handler | Piston Pump | 54.90 | 20% | 2.0% | |
| 4 | Boom/brake | Vane pump | 7.00 | 5% | 3.0% | |
| 5 | Auxiliary systems | Fixed displacement | 2.02 | 3% | 0.0% | |
| 6 | Cooling fan | Fixed displacement | 1.28 | 2% | 0.0% |
| Vehicle Platform | Hydraulic Efficiency Improvement | Vehicle Efficiency Improvement | DLA-Energy LOW $0.61/Liter | DLA-Energy HIGH $1.04/Liter | In-Theatre LOW $3.73/Liter | In-Theatre HIGH $4.61/Liter |
|---|---|---|---|---|---|---|
| 120M Grader | 2.40% | 2.40% | $649,998 | $1,097,218 | $3,924,985 | $4,844,426 |
| 400 SSL | 2.60% | 2.60% | $655,313 | $1,106,191 | $3,957,083 | $4,884,043 |
| 580M BHL | 1.50% | 1.50% | $128,254 | $216,498 | $774,458 | $955,877 |
| 621G Scraper | 3.00% | 2.00% | $685,401 | $1,156,981 | $4,138,769 | $5,108,290 |
| 924H Loader | 2.00% | 2.00% | $160,067 | $270,198 | $966,554 | $1,192,973 |
| 966H Loader | 2.10% | 2.10% | $179,935 | $303,736 | $1,086,528 | $1,341,051 |
| 10K Forklift | 2.70% | 2.70% | $4,460,990 | $7,530,304 | $26,937,516 | $33,247,719 |
| D6K Dozer | 2.70% | 2.70% | $122,629 | $207,002 | $740,489 | $913,952 |
| D7R-II Dozer | 2.00% | 2.00% | $988,607 | $1,668,802 | $5,969,663 | $7,368,076 |
| JD240 HYEX | 1.80% | 1.80% | $94,755 | $159,949 | $572,173 | $706,206 |
| RTCH | 2.00% | 1.40% | $507,162 | $856,106 | $3,062,475 | $3,779,869 |
| Total | $8,633,108 | $14,572,981 | $52,130,690 | $64,342,480 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bramer, J.; Sattler, E.; Michael, P. Dynamometer Testing of Energy Efficient Hydraulic Fluids and Fuel Savings Analysis for US Army Construction and Material Handling Equipment. Lubricants 2022, 10, 216. https://doi.org/10.3390/lubricants10090216
Bramer J, Sattler E, Michael P. Dynamometer Testing of Energy Efficient Hydraulic Fluids and Fuel Savings Analysis for US Army Construction and Material Handling Equipment. Lubricants. 2022; 10(9):216. https://doi.org/10.3390/lubricants10090216
Chicago/Turabian StyleBramer, Jill, Eric Sattler, and Paul Michael. 2022. "Dynamometer Testing of Energy Efficient Hydraulic Fluids and Fuel Savings Analysis for US Army Construction and Material Handling Equipment" Lubricants 10, no. 9: 216. https://doi.org/10.3390/lubricants10090216
APA StyleBramer, J., Sattler, E., & Michael, P. (2022). Dynamometer Testing of Energy Efficient Hydraulic Fluids and Fuel Savings Analysis for US Army Construction and Material Handling Equipment. Lubricants, 10(9), 216. https://doi.org/10.3390/lubricants10090216