Influence of the Nitrided Layer Structure on the Micro-Pitting and Wear Behavior of Slow-Running Nitrided External Gears

 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Heat Treatment
2.2. Test Gears
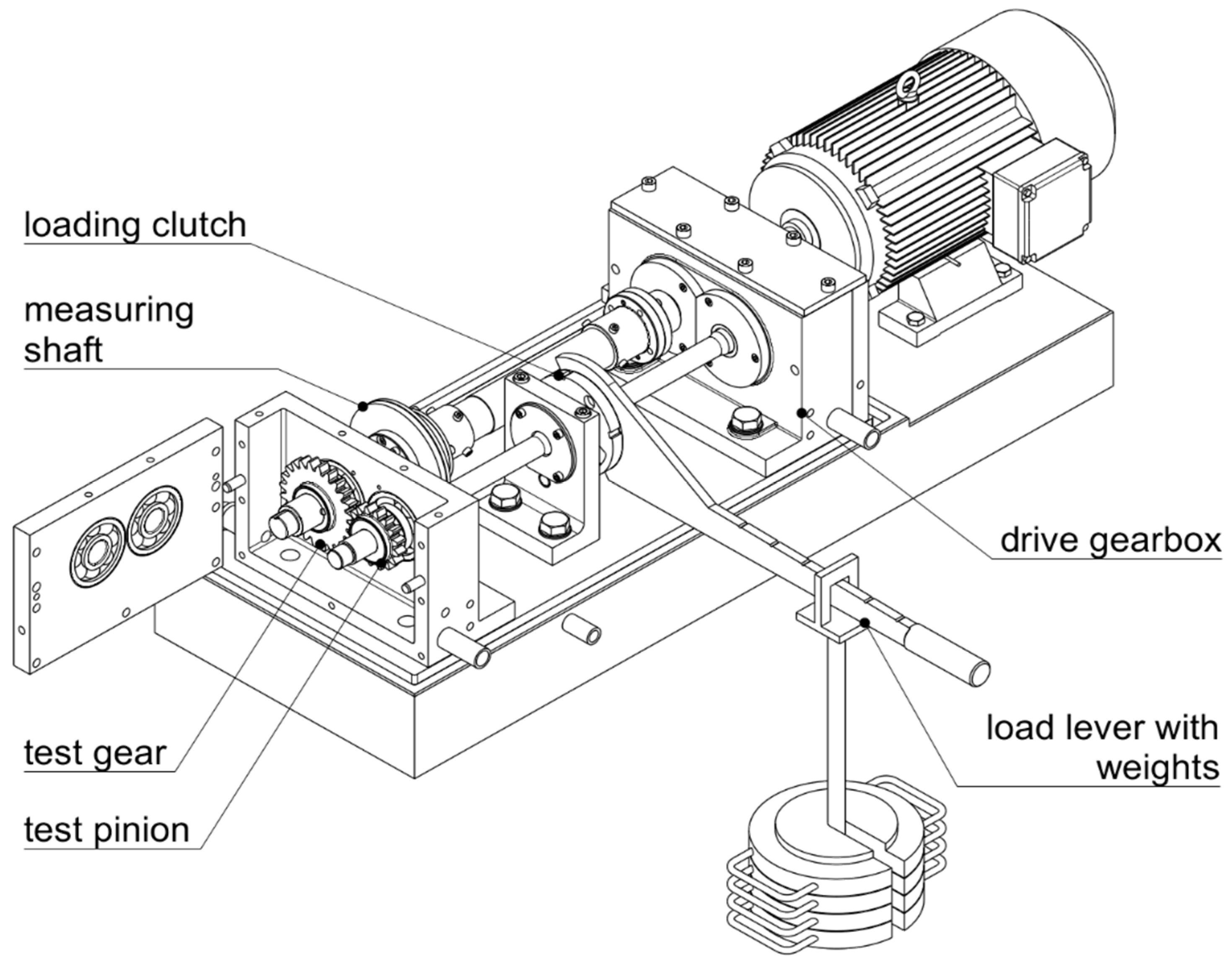
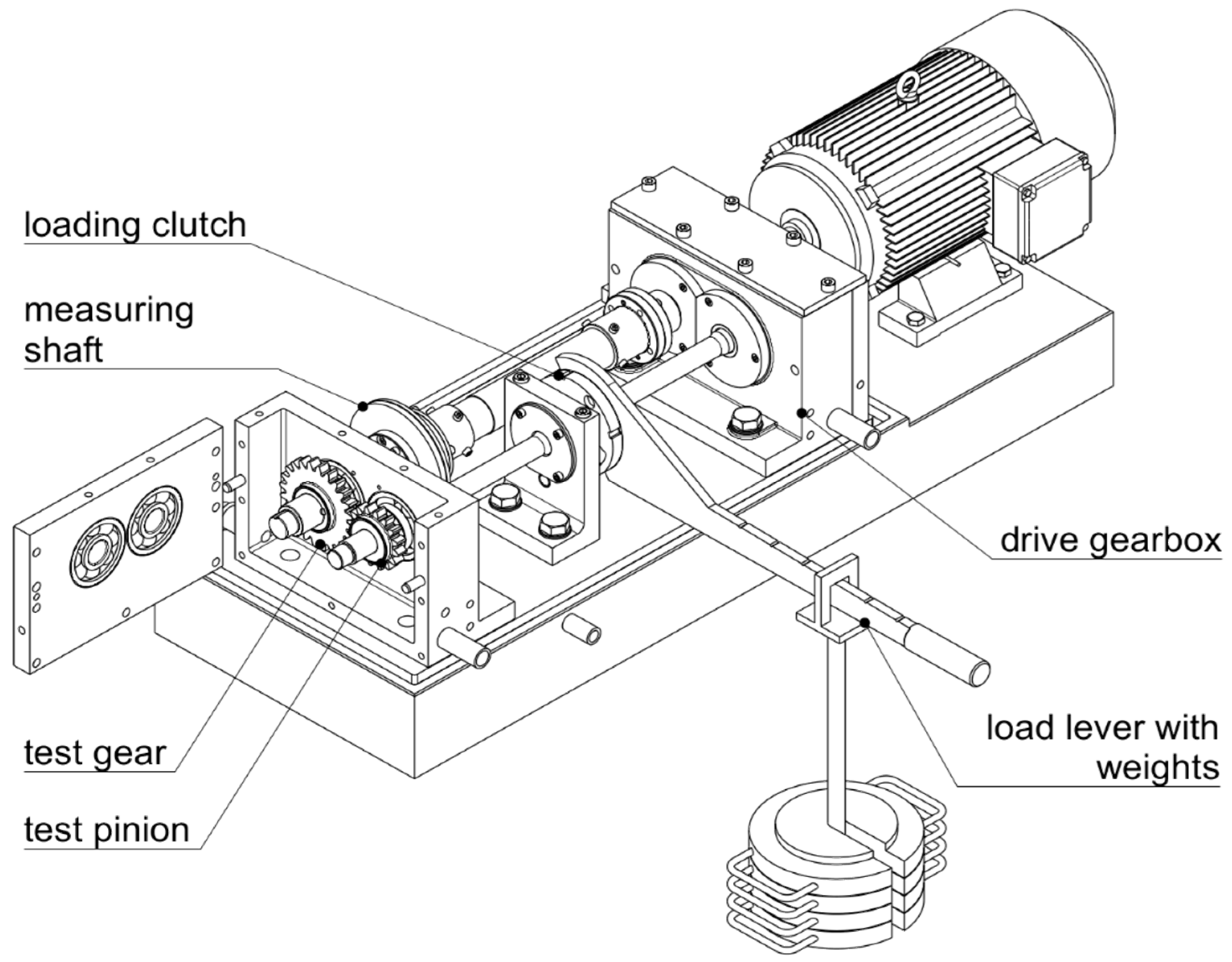
2.3. Gear Testing
2.4. Determination of the Wear Behavior
- : Minimum lubricant film thickness in C
- : Radius of relative curvature in C
- : Pressure-viscosity coefficient
- : Relative modulus of elasticity
- : Dynamic viscosity at bulk temperature
- : Kinematic viscosity
- : Working pressure angle
- : Applied torque
- : Base diameter
- : Gear face width
- : Linear wear coefficient
- : Mass loss
- : Gear face width
- : Normal module
- : Number of teeth
- : Density
- : Applied load cycles
- : Linear wear coefficient, revaluated regarding the test conditions acc. to Plewe
- : Mass loss
- : Gear face width
- : Normal module
- : Number of teeth
- : Density
- : Applied load cycles
- : Nominal contact stress referring to the test conditions acc. to Plewe
- : Nominal contact stress referring to the carried out tests
- : Radius of relative curvature referring to the test conditions acc. to Plewe
- : Radius of relative curvature referring to the carried out tests
- : Wear-effective specific sliding referring to the test conditions acc. to Plewe
- : Wear-effective specific sliding referring to the carried out tests
3. Results
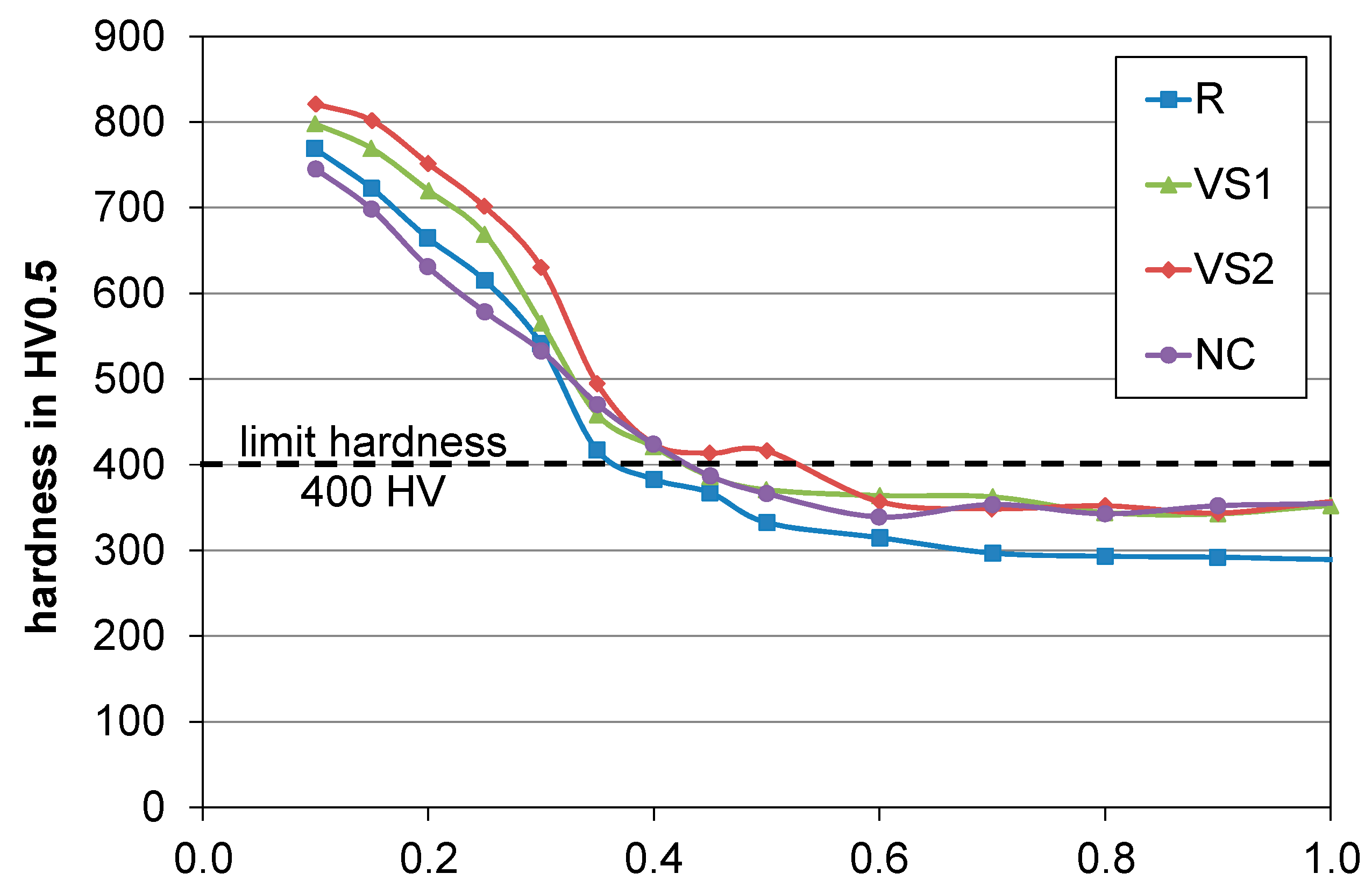
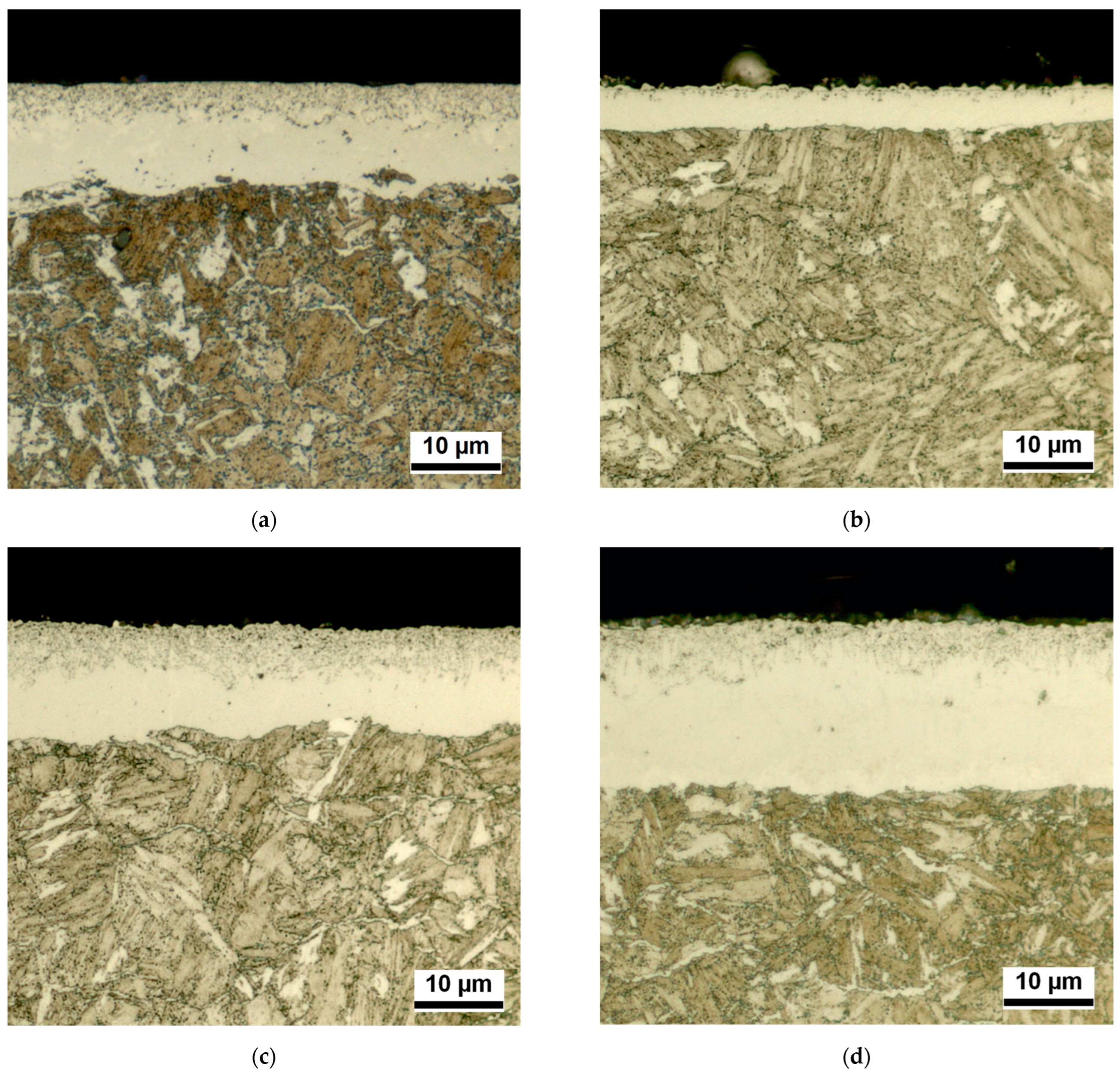
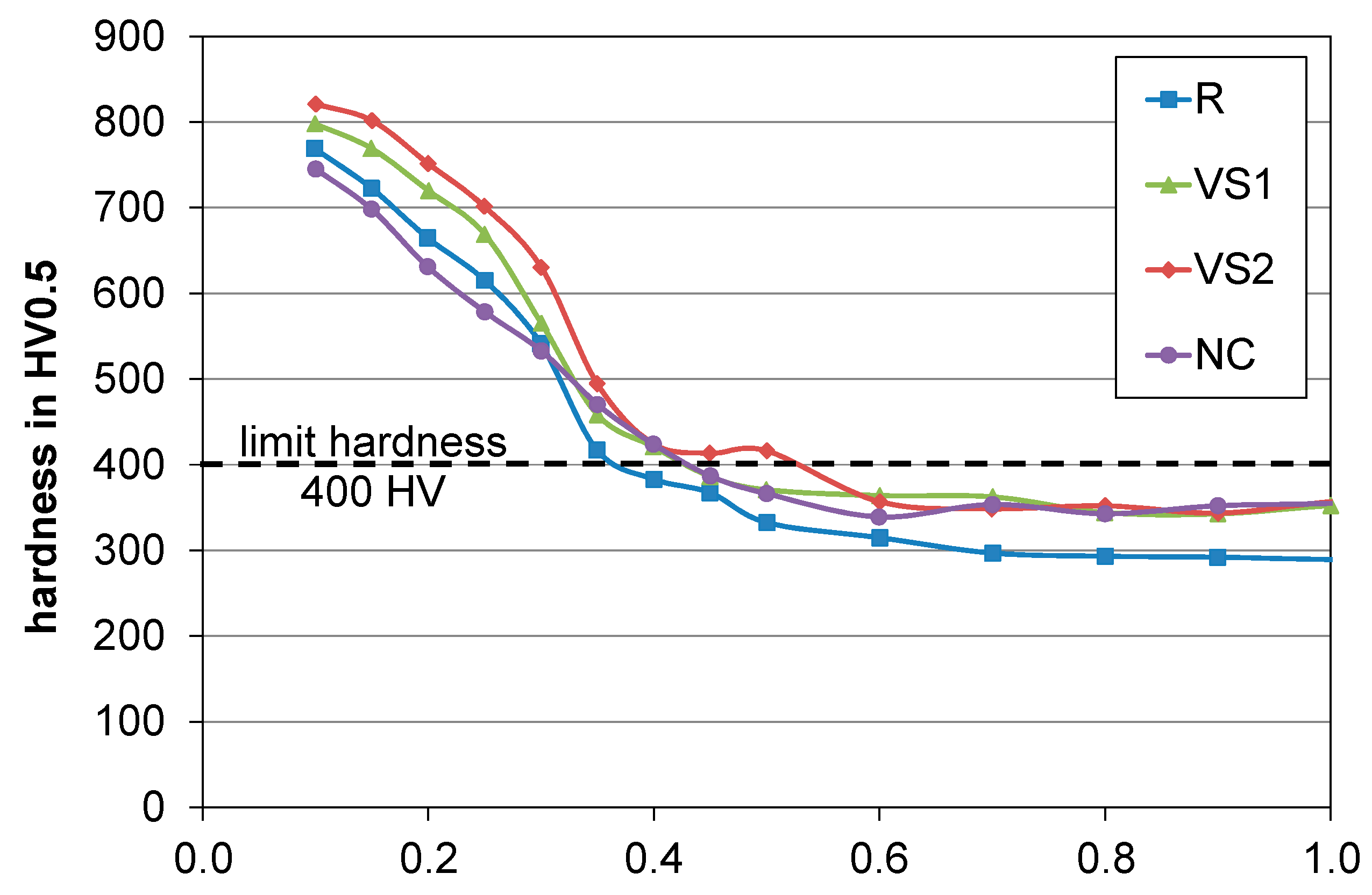
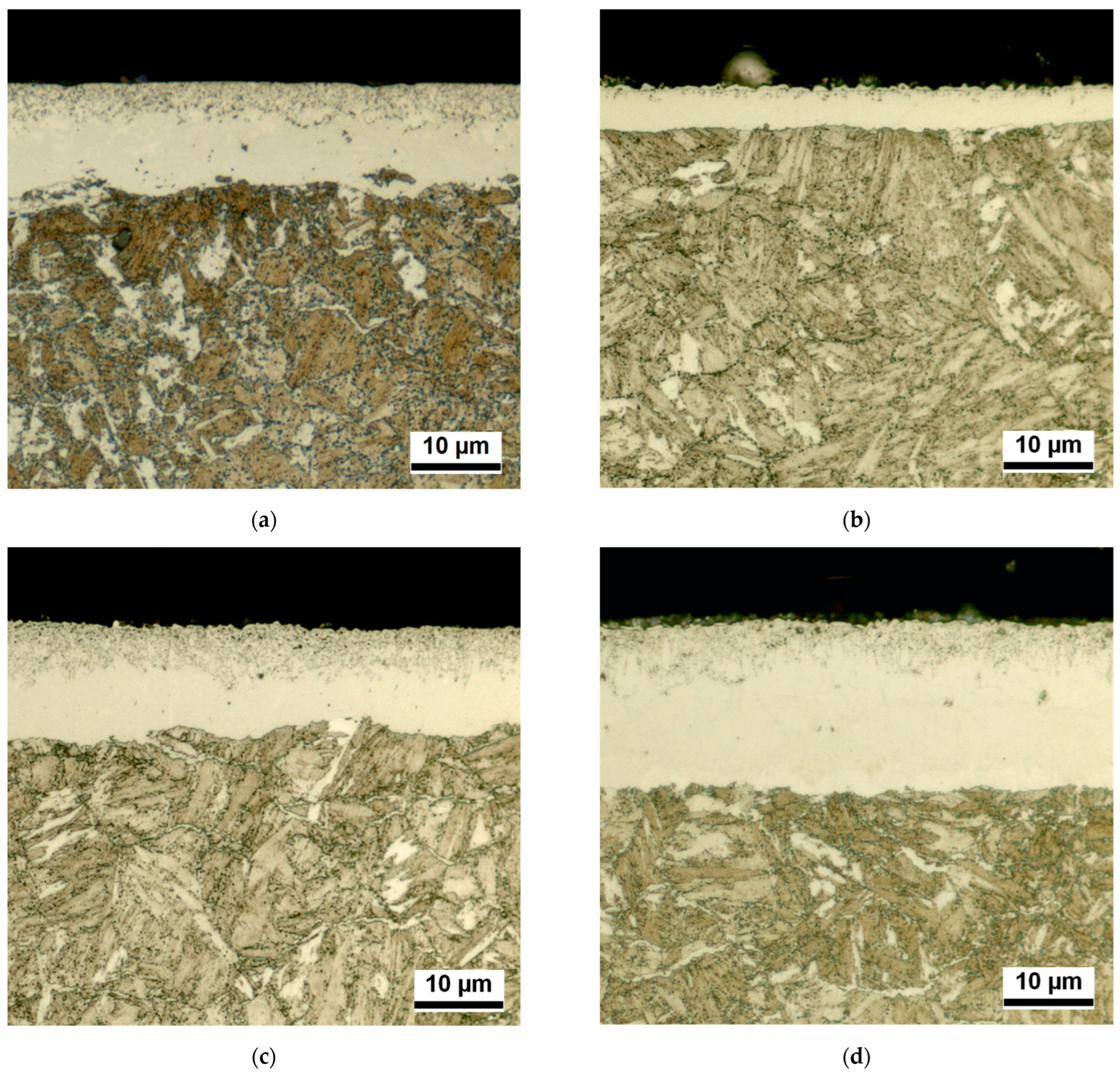
3.1. Results of the Nitriding Treatments
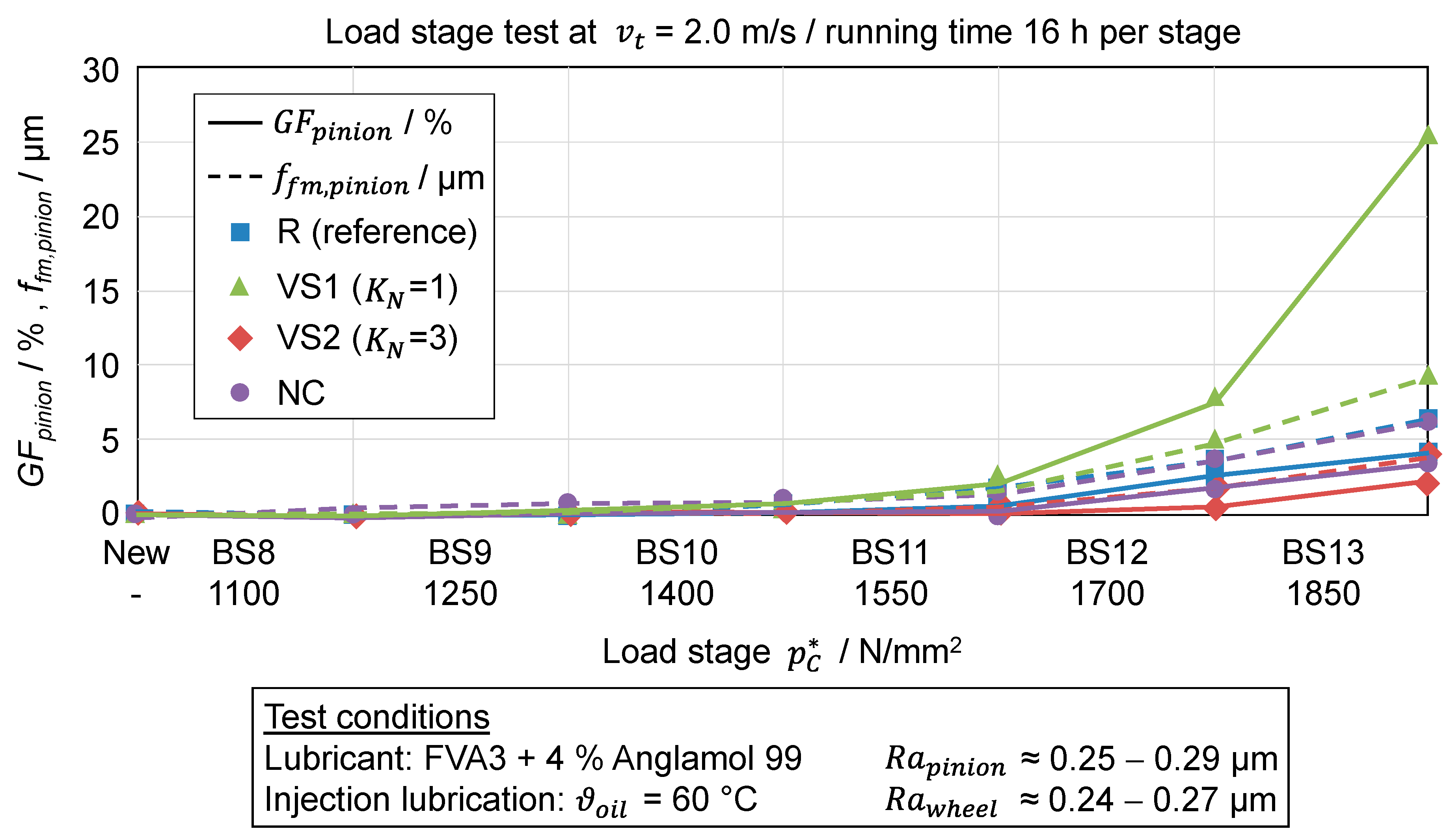
3.2. Results within the Load Stage Tests
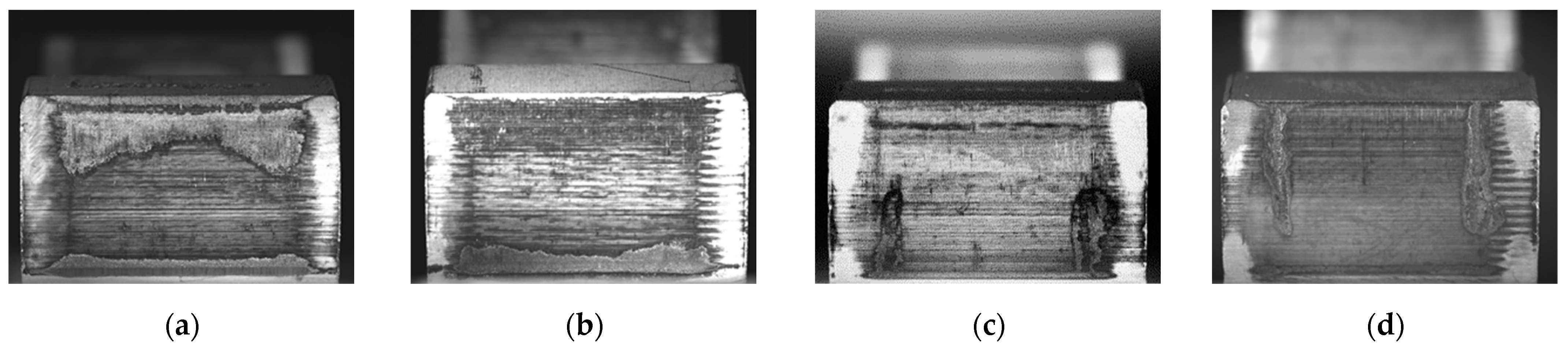
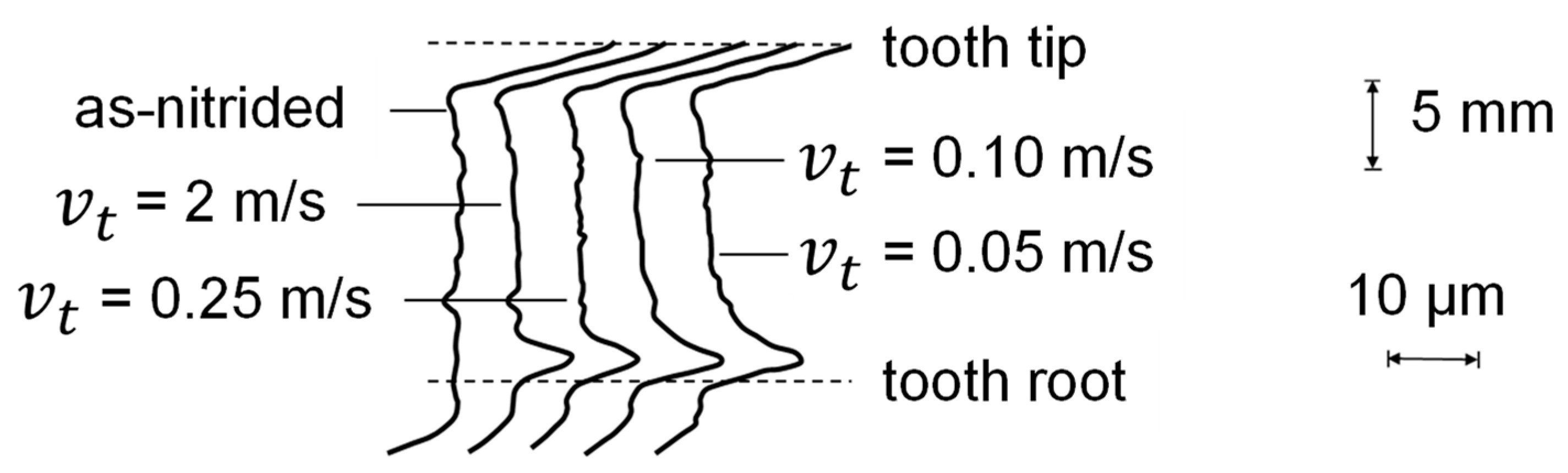
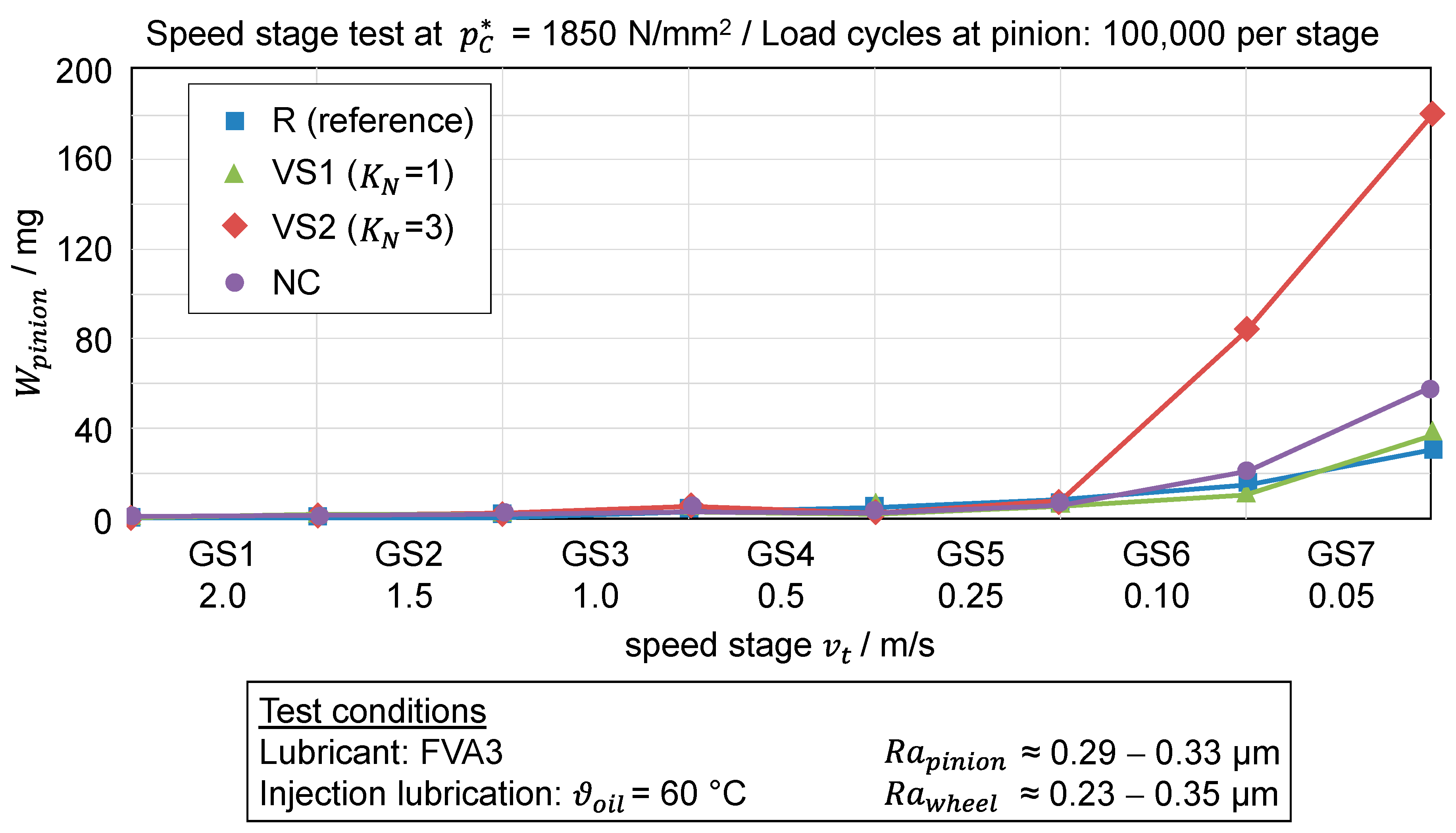
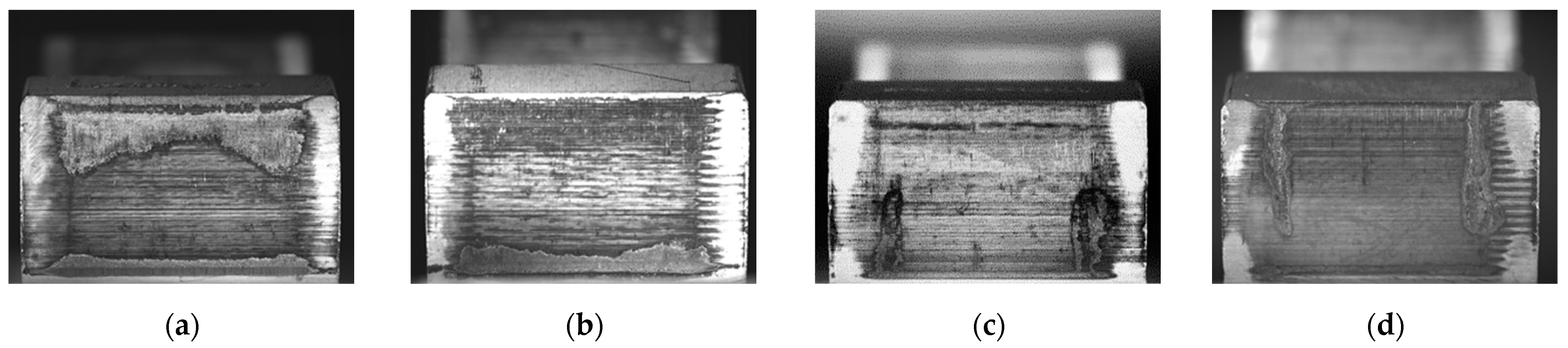
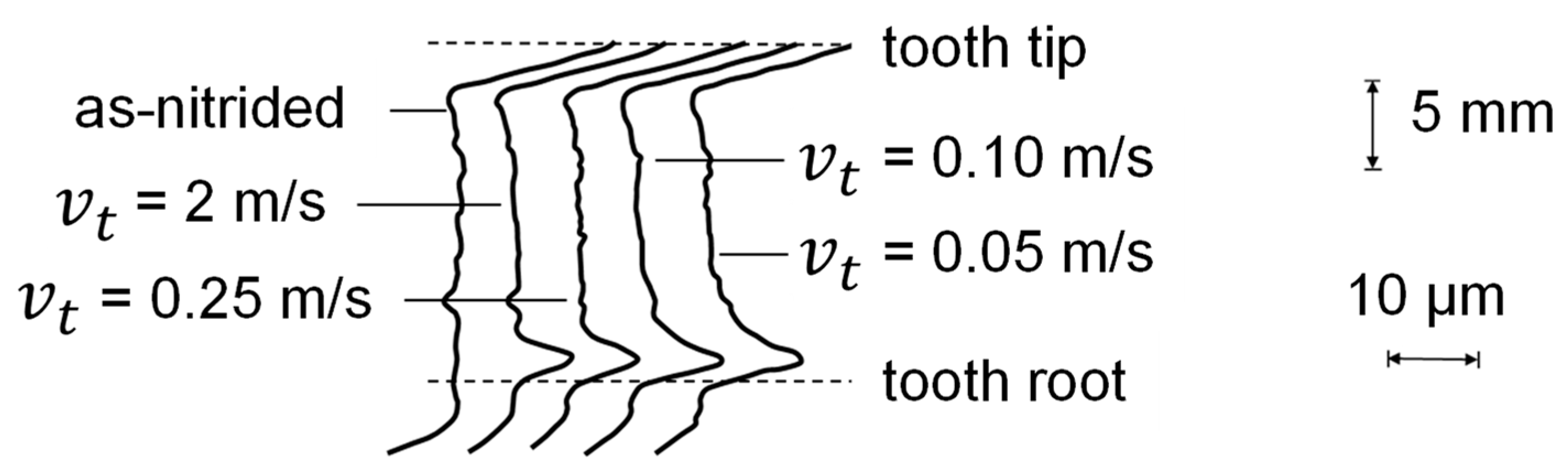
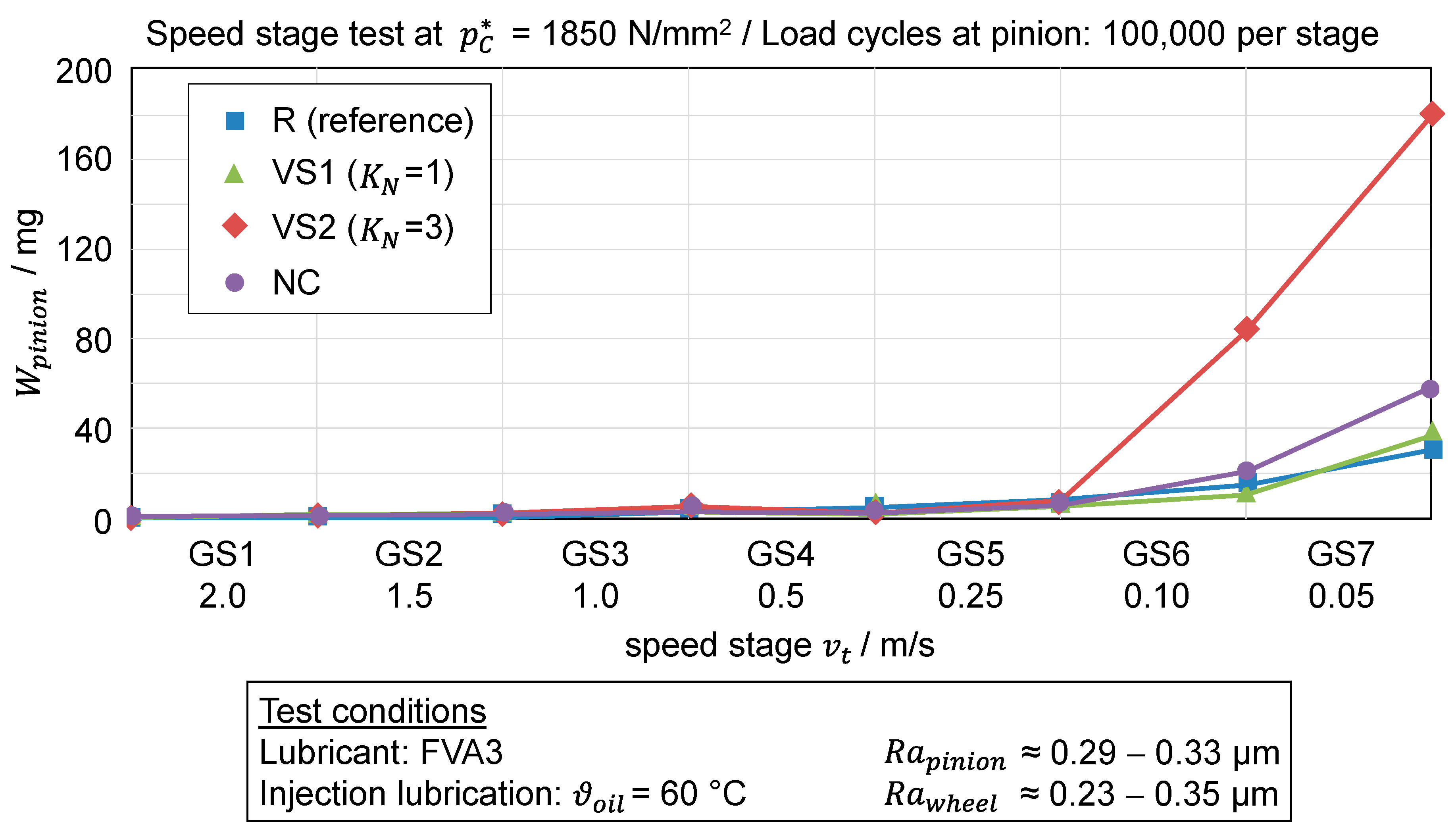
3.3. Results from the Speed Stage Test
4. Discussion
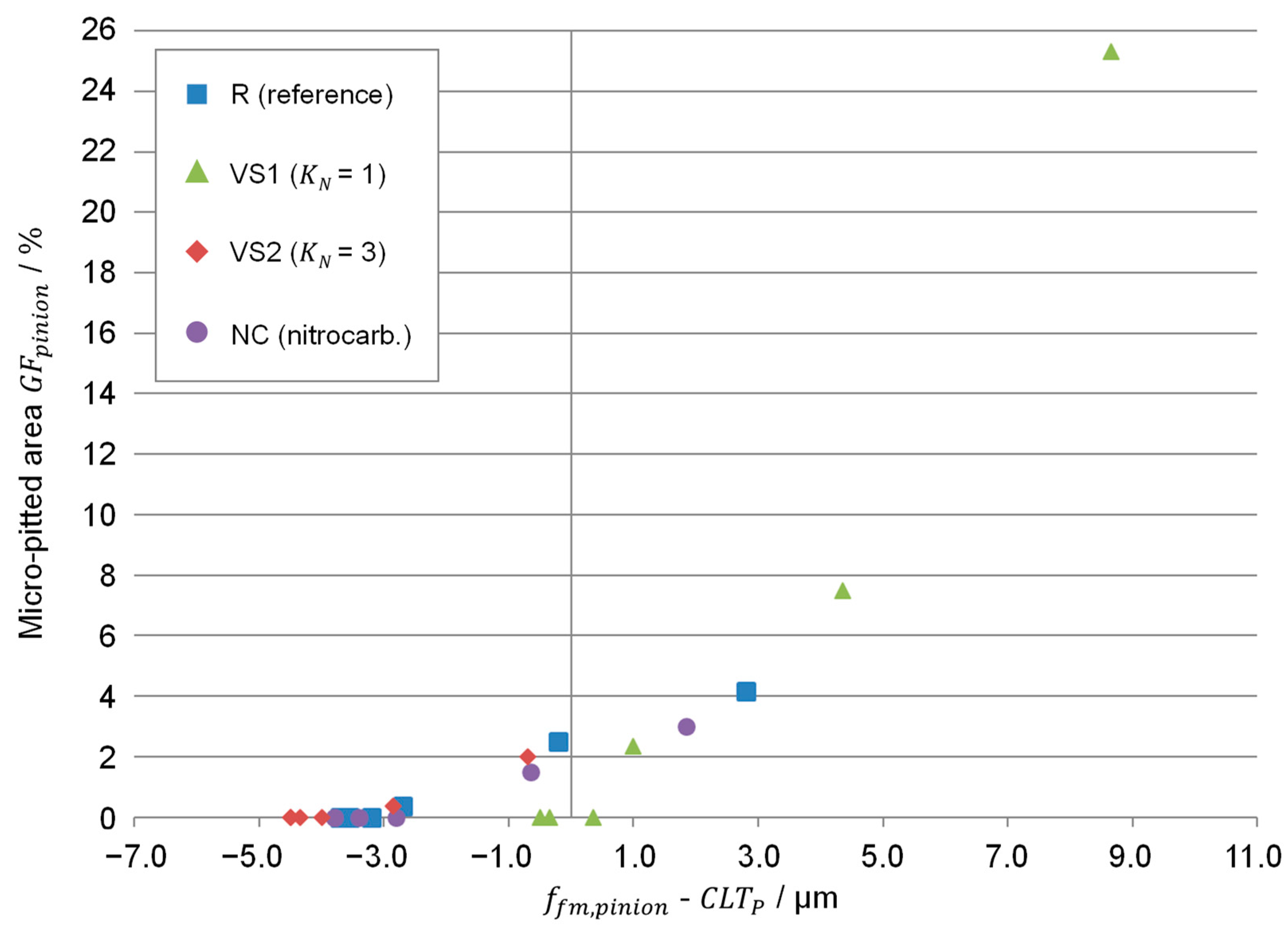
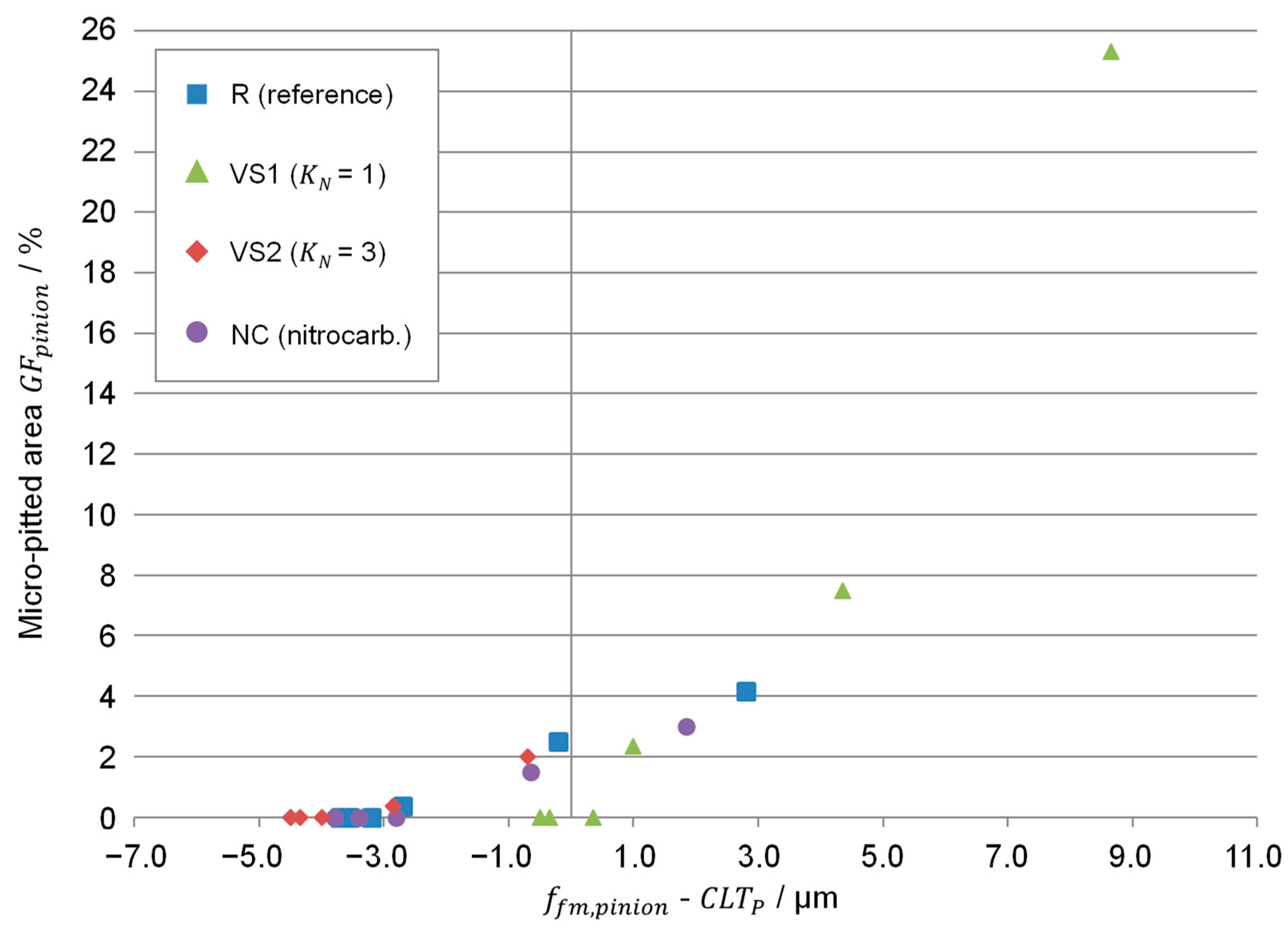
4.1. Micro-Pitting Behavior
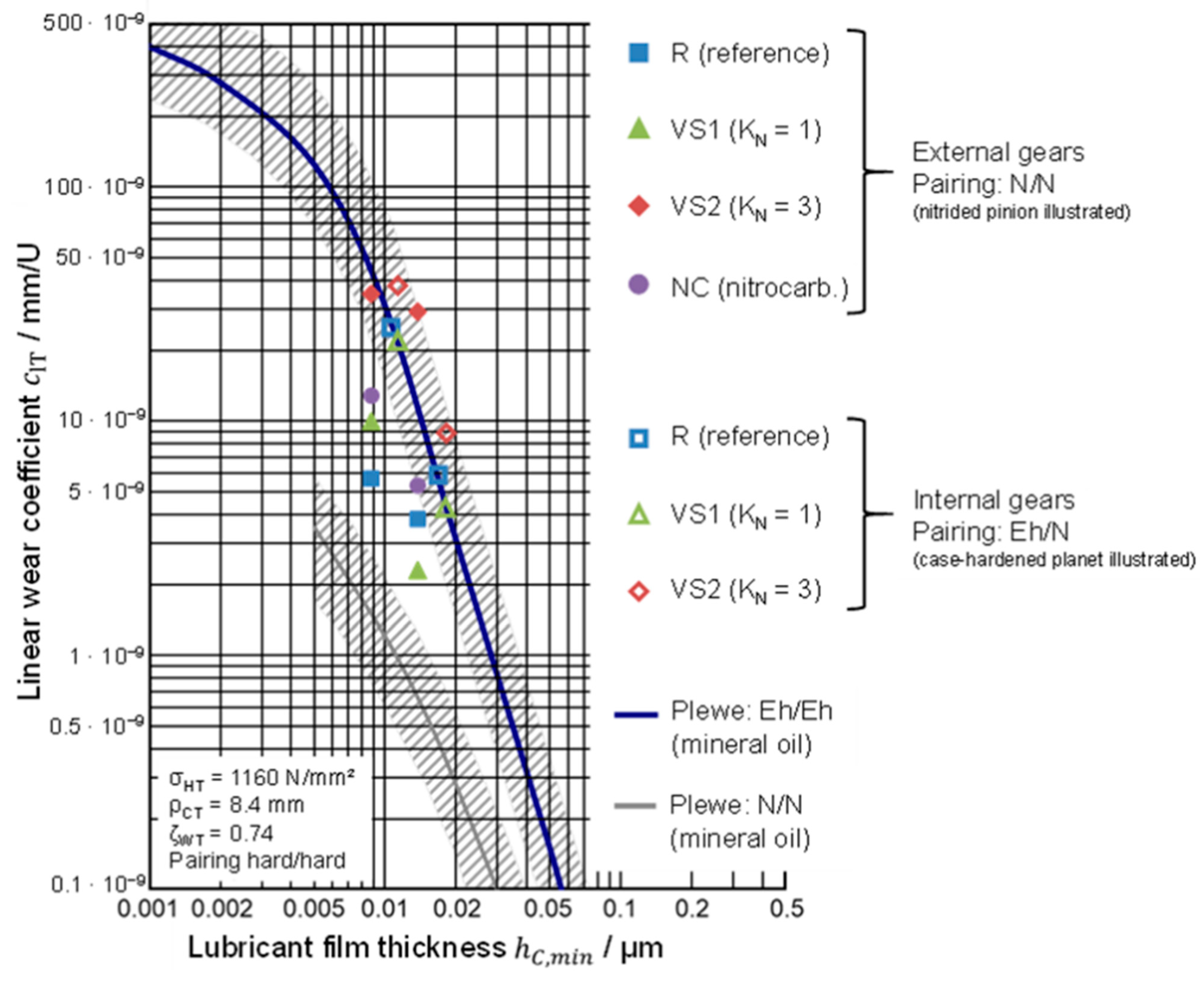
4.2. Wear Behavior
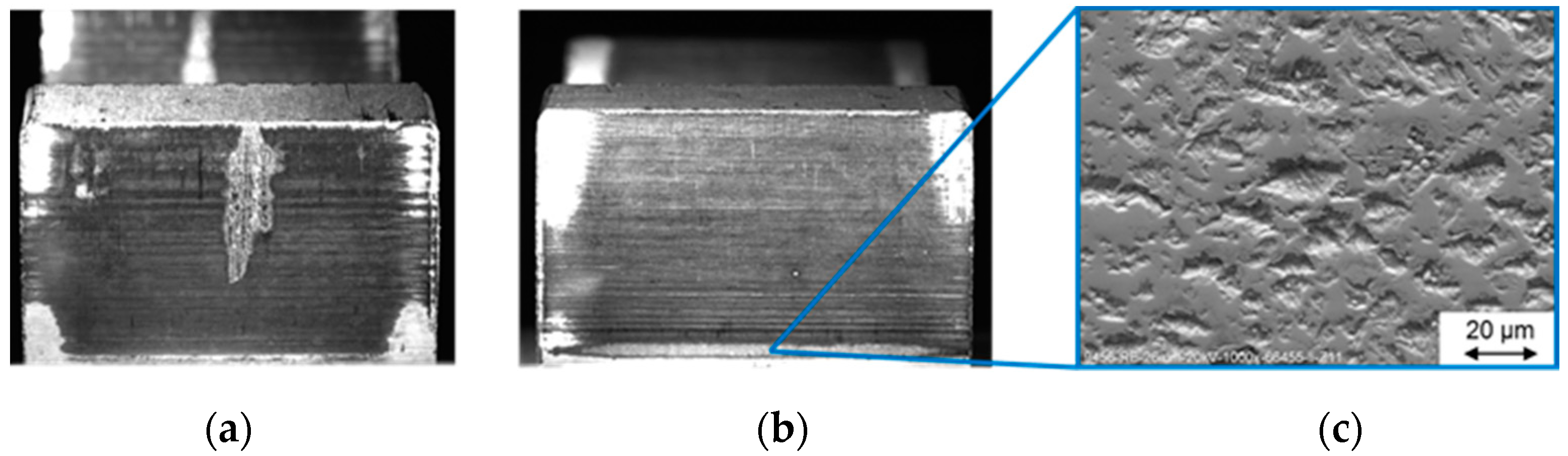
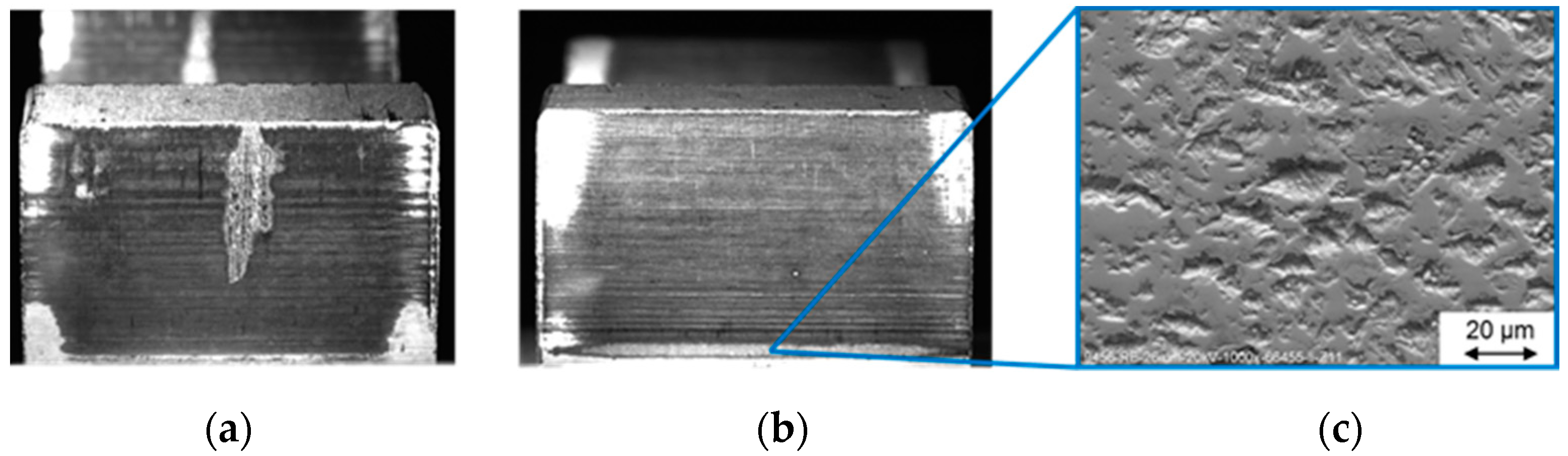
4.3. Model of the Damage Mechanism and Damage Development
5. Conclusions
- The compound layer is decisive for the tribological behavior of nitrided gears.
- No micro-pitting could be observed as long as the porous zone was present.
- The wear behavior was not influenced by compound layer or porous zone thickness.
- Compound layers with either 100% γ’-nitride or with a high percentage of ε-nitride (>50%) showed an increased wear resistance, while only low contents of ε-nitride have a negative effect on the wear behavior.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Spies, H.J. Fatigue behavior of nitrided steels. Steel Res. 1993, 64, 441–448. [Google Scholar] [CrossRef]
- Ebersbach, U. Nitrided/nitrocarburized and oxidized steel: Corrosion data in dependence on the N- and C- content of the E-phase under the oxide layer. In Passivation of Metals and Semiconductors, and Properties of Thin Oxide Layers, Proceedings of the 9th International Symposium, Paris, France, 27 June–1 July 2005; Elsevier Science: Amsterdam, The Netherlands, 2006; pp. 715–720. [Google Scholar]
- D’Errico, F. Micro-pitting damage mechanism on hardened and tempered, nitrided, and car-burizing steels. Mater. Manuf. Processes 2011, 26, 7–13. [Google Scholar] [CrossRef]
- Karamis, M. Experimental study of the abrasive wear behavior of plasma-nitrided gearing steel. Wear 1993, 161, 199–206. [Google Scholar] [CrossRef]
- Spies, H.-J. Controlled gas-nitriding of ferrous materials (German: Kontrolliertes Gasnitrieren von Eisenwerkstoffen). Stahl 1992, 2, 77. [Google Scholar]
- Liedtke, D.; Baudis, U.; Boßlet, J.; Huchel, U.; Lerche, W.; Spies, H.J.; Klümper-Westkamp, H. Heat Treatment of Ferrous Materials II: Nitriding and Nitrocarburizing (German: Wärmebehandlung von Eisenwerkstoffen II: Nitrieren und Nitrocarburieren); Expert Verlag: Renningen, Germany, 2014. [Google Scholar]
- Schlötermann, K. Design of Nitrided Gears—Investigations on the Effects of Different Nitriding Parameters on the Material Structure of Gears (German: Auslegung Nitrierter Zahnradgetriebe—Untersuchungen zu den Auswirkungen Unterschiedlicher Nitrierparameter auf den Werkstoffzustand von Zahnrädern). Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 1988. [Google Scholar]
- Günther, D.; Pouteau, P.; Bruckmeier, S.; Hoffmann, F.; Oster, P. Product Safety of Nitrided Gears (German: Nitrierte Zahnräder: Produksicherheit nitrierter Zahnräder); Final report 386 I; Forschungsvereinigung Antriebstechnik e.V.: Frankfurt, Germany, 2005; Volume 777. [Google Scholar]
- Schönnenbeck, G. Influence of Lubricants on the Gear Flank Fatigue (Micro-Pitting and Pitting), Mainly for Circumferential Speeds 1...9 m/s (German: Einfluß der Schmierstoffe auf die Zahnflankenermüdung (Graufleckigkeit und Grübchenbildung) hauptsächlich im Umfangsgeschwindigkeitsbereich 1...9 m/s). Ph.D. Thesis, TU München, München, Germany, 1984. [Google Scholar]
- Emmert, S. Investigations on the Gear Flank Fatigue (Micro-Pitting, Pitting) of High Speed Gear Transmissions (German: Untersuchungen zur Zahnflankenermüdung (Graufleckigkeit, Grübchenbildung) Schnellaufender Stirnradgetriebe). Ph.D. Thesis, TU München, München, Germany, 1994. [Google Scholar]
- Bull, S.; Evans, J.; Shaw, B.; Hoffmann, D. The effect of the white layer on micro-pitting and surface contact fatigue failure of nitrided gears. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 1999, 213, 305–313. [Google Scholar] [CrossRef]
- Goman, A.; Kukareko, V. Contact endurance of gearing teeth subjected to ion-beam nitriding. J. Mach. Manuf. Reliab. 2014, 43, 69–74. [Google Scholar] [CrossRef]
- Le, M.; Ville, F.; Kleber, X.; Cavoret, J.; Sainte-Catherine, M.C.; Briancon, L. Influence of grain boundary cementite induced by gas nitriding on the rolling contact fatigue of alloyed steels for gears. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 229, 917–928. [Google Scholar] [CrossRef]
- Sitzmann, A.; Tobie, T.; Stahl, K.; Schurer, S. Influence of the Case Properties after Nitriding on the Load Carrying Capacity of Highly Loaded Gears. In Proceedings of the ASME Proceedings, IDETC2019-97405. Anaheim, CA, USA, 18–21 August 2019. [Google Scholar]
- Sitzmann, A.; Hoja, S.; Schurer, S.; Tobie, T.; Stahl, K. Deep nitriding—Contact and bending strength of gears with increased. Forschung im Ingenieurswesen 2021. [Google Scholar] [CrossRef]
- Xu, H.; Li, H.; Hu, J.; Wang, S. A study on contact fatigue performance of nitrided and tin coated gears. Adv. Mater. Sci. Eng. 2013, 2013, 580470. [Google Scholar] [CrossRef] [Green Version]
- DIN 3990-5; Calculation of Load Capacity of Cylindrical Gears—Part 5: Endurance Limits and Material Qualities (German: Tragfähigkeitsberechnung von Stirnrädern—Teil 5: Dauerfestigkeitswerte und Werkstoffqualitäten). Beuth-Verlag: Berlin, Germany, 1987.
- ISO 6336-5; Calculation of Load Capacity of Spur and Helical Gears—Part 5: Strength and Quality of Materials. Beuth-Verlag: Berlin, Germany, 2003.
- ISO 6336-5; Calculation of Load Capacity of Spur and Helical Gears—Part 5: Strength and Quality of Materials. Beuth-Verlag: Berlin, Germany, 2016.
- DIN 30902:2016-12; Heat Treatment of Ferrous Materials—Light-Microscopical Determination of the Depth and Porosity of the Compound Layer of Nitrided and Nitro-Carburized Ferrous parts. (German: Wärmebehandlung von Eisenwerkstoffen—Lichtmikroskopische Bestimmung der Dicke und Porosität der Verbindungsschichten Nitrierter und Nitrocarburierter Werkstücke). Beuth-Verlag: Berlin, Germany, 2016.
- ISO 18265; Metallic Materials—Conversion of Hardness Values. Beuth-Verlag: Berlin, Germany, 2013.
- Epp, J. XRD Methods for Materials Characterization in Material Characterization Using Nondestructive Evaluation (NDE) Methods; Woodhead Publishing: Cambridge, UK, 2016; pp. 81–124. [Google Scholar]
- ISO 6336-1; Calculation of Load Capacity of Spur and Helical Gears—Part 1: Basic Principles, Introduction and General Influence Factors. Beuth-Verlag: Berlin, Germany, 2019.
- Zornek, B. Investigations on the Flank Load Carrying Capacity of Through-Hardened and Nitrided Internal and External Gears (German: Untersuchungen zur Flankentragfähigkeit vergüteter und nitrierter Innen- und Außenverzahnungen). Ph.D. Thesis, TU München, München, Germany, 2018. [Google Scholar]
- DIN 3963; Tolerances for Cylindrical Gear Teeth; Tolerances for Working Deviations (German: Toleranzen für Stirnradverzahnungen: Toleranzen für Wälzabweichungen). Beuth-Verlag: Berlin, Germany, 1978.
- DIN ISO 14635-1; Gears-FZG Test Procedures—Part 1: FZG Test Method A/8,3/90 for Relative Scuffing Load-Carrying Capacity of Oils (German: Zahnräder—FZG-Prüfverfahren—Teil 1: FZG-Prüfverfahren A/8,3/90 zur Bestimmung der Relativen Fresstragfähigkeit von Schmierölen). Beuth-Verlag: Berlin, Germany, 2006.
- Schudy, J.; Tobie, T.; Höhn, B.-R. Flank Load Carrying Capacity of Internal and External Cylindrical Gears at Low Circumferential Speeds (German: Flankentragfähigkeit von Innen- und Außenverzahnten Stirnrädern bei Geringen Umfangsgeschwindigkeiten); Final report FVA 482/I; Forschungsvereinigung Antriebstechnik e.V.: Frankfurt, Germany, 2008; Volume 867. [Google Scholar]
- Emmert, S.; Schönnenbeck, G.; Oster, P.; Rettig, H. FVA-Informationsblatt Nr. 54/7: Micro-Pitting Test (German: Graufleckentest) C/8,3/90; Forschungsvereinigung Antriebstechnik e.V.: Frankfurt, Germany, 1993. [Google Scholar]
- Plewe, H.-J. Investigations on the Wear of Lucricated Slow-Speed Running Gears (German: Untersuchungen über den Abriebverschleiß von Geschmierten, Langsam Laufenden Zahnrädern). Ph.D. Thesis, TU München, München, Germany, 1980. [Google Scholar]
- Dowson, D.; Higginson, G.R. Elasto-Hydrodynamic Lubrication—The Fundamentals of Roller Gear Lubrication; Pergamon Press Oxford: Oxford, UK, 1966. [Google Scholar]
- ISO/TR 10825-2 (DRAFT); Gears: Wear and Damage to Gear Teeth—Part 2: Supplementary Information. Beuth-Verlag: Berlin, Germany, 2021.
- Oettel, H.; Ehrentraut, B. Makroscopic resiual stresses in the compound layer of gas-nitrided steels (German: Makroskopische Eigenspannungen in der Verbindungsschicht gasnitrierter Stähle). HTM J. Heat Treat. Mater. 1985, 40, 183–187. [Google Scholar] [CrossRef]
- Trubitz, P.; Spies, H.-J. Fatigue behavior of nitrided steels (German: Ermüdungsverhalten nitrierter Stähle). HTM J. Heat Treat. Mater. 1996, 51, 378–384. [Google Scholar]
- Geitner, M.; Zornek, B.; Hoja, S.; Tobie, T.; Stahl, K. Investigations on the Micro-Pitting and Wear Behavior of Nitrided Internal Gears. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1097, 012005. [Google Scholar] [CrossRef]
- Zoch, H.-W.; Spur, G. Handbook Heat Treatment and Couting (German: Handbuch Wärmebehandeln und Beschichten); Carl Hanser Verlag: München, Germany, 2015. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|
| ISO 683-5 | 0.27–0.34 | max. 0.40 | 0.40–0.70 | max. 0.025 | max. 0.035 | 2.30–2.70 | 0.15–0.25 | 0.10–0.20 |
| OES | 0.31 | 0.24 | 0.67 | 0.010 | 0.014 | 2.48 | 0.22 | 0.16 |
| Parameter | Unit | Type C (External Gears) | ||
|---|---|---|---|---|
| Pinion | Wheel | |||
| Normal module | mm | 4.5 | ||
| Number of teeth | - | 16 | 24 | |
| Face width | mm | 14.0 | ||
| Normal pressure angle | ° | 20.0 | ||
| Working pressure angle | ° | 22.44 | ||
| Helix angle | ° | 0 | ||
| Transverse contact ratio | - | 1.436 | ||
| Addendum modification coefficient | - | 0.1817 | 0.1715 | |
| Reference diameter | mm | 72.0 | 108.0 | |
| Tip circle diameter | mm | 82.5 | 118.4 | |
| Center distance | mm | 91.5 | ||
| Variant | Core Hardness | Core Strength * | Phases in the Compound Layer | |||
|---|---|---|---|---|---|---|
| in mm | in µm | in µm | in HV10 | in N/mm2 | ||
| R (reference) 510 °C 30 h | 0.38 | 11.4 | 3.7 | 276 | 861 | 56% ε-nitride 35% γ’-nitride 9% cementite |
| VS1 520 °C 42 h = 1 | 0.43 | 4.1 | 0.5 | 326 | 1020 | 100% γ’-nitride |
| VS2 520 °C 42 h = 3 | 0.53 | 12.6 | 4.5 | 327 | 1020 | 15% ε-nitride 85% γ’-nitride |
| NC 550 °C 21 h = 1 = 0.1 | 0.43 | 17.6 | 4.3 | 321 | 1003 | 47% ε-nitride 53% γ’-nitride |
| Variant | Location | Hardness | Standard Deviation |
|---|---|---|---|
| HV | |||
| R (reference) 510 °C 30 h | Compact compound layer | 1049 | 53.4 |
| VS1 520 °C 42 h = 1 | Compact compound layer | 1094 | 90.4 |
| VS2 520 °C 42 h = 3 | Compact compound layer | 1158 | 79.8 |
| NC 550 °C 21 h = 1 = 0.1 | Compact compound layer | 1032 | 24.7 |
| Porous zone | 914 | 39.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoja, S.; Geitner, M.; Zornek, B.; Hoffmann, F.; Tobie, T.; Stahl, K.; Fechte-Heinen, R. Influence of the Nitrided Layer Structure on the Micro-Pitting and Wear Behavior of Slow-Running Nitrided External Gears. Lubricants 2022, 10, 88. https://doi.org/10.3390/lubricants10050088
Hoja S, Geitner M, Zornek B, Hoffmann F, Tobie T, Stahl K, Fechte-Heinen R. Influence of the Nitrided Layer Structure on the Micro-Pitting and Wear Behavior of Slow-Running Nitrided External Gears. Lubricants. 2022; 10(5):88. https://doi.org/10.3390/lubricants10050088
Chicago/Turabian StyleHoja, Stefanie, Michael Geitner, Bernd Zornek, Franz Hoffmann, Thomas Tobie, Karsten Stahl, and Rainer Fechte-Heinen. 2022. "Influence of the Nitrided Layer Structure on the Micro-Pitting and Wear Behavior of Slow-Running Nitrided External Gears" Lubricants 10, no. 5: 88. https://doi.org/10.3390/lubricants10050088
APA StyleHoja, S., Geitner, M., Zornek, B., Hoffmann, F., Tobie, T., Stahl, K., & Fechte-Heinen, R. (2022). Influence of the Nitrided Layer Structure on the Micro-Pitting and Wear Behavior of Slow-Running Nitrided External Gears. Lubricants, 10(5), 88. https://doi.org/10.3390/lubricants10050088