Evaluation of Surface Roughness, Tool Wear and Chip Morphology during Machining of Nickel-Based Alloy under Sustainable Hybrid Nanofluid-MQL Strategy


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Hybrid Nano-Green Lubricant
2.2. Machining Experiments
2.3. Measuring Equipment and Procedure
3. Results and Discussion
3.1. Surface Roughness
3.2. Tool Wear
3.3. Chip Morphology
3.4. Analysis of Hybrid Nanofliud-MQL Performance
4. Conclusions
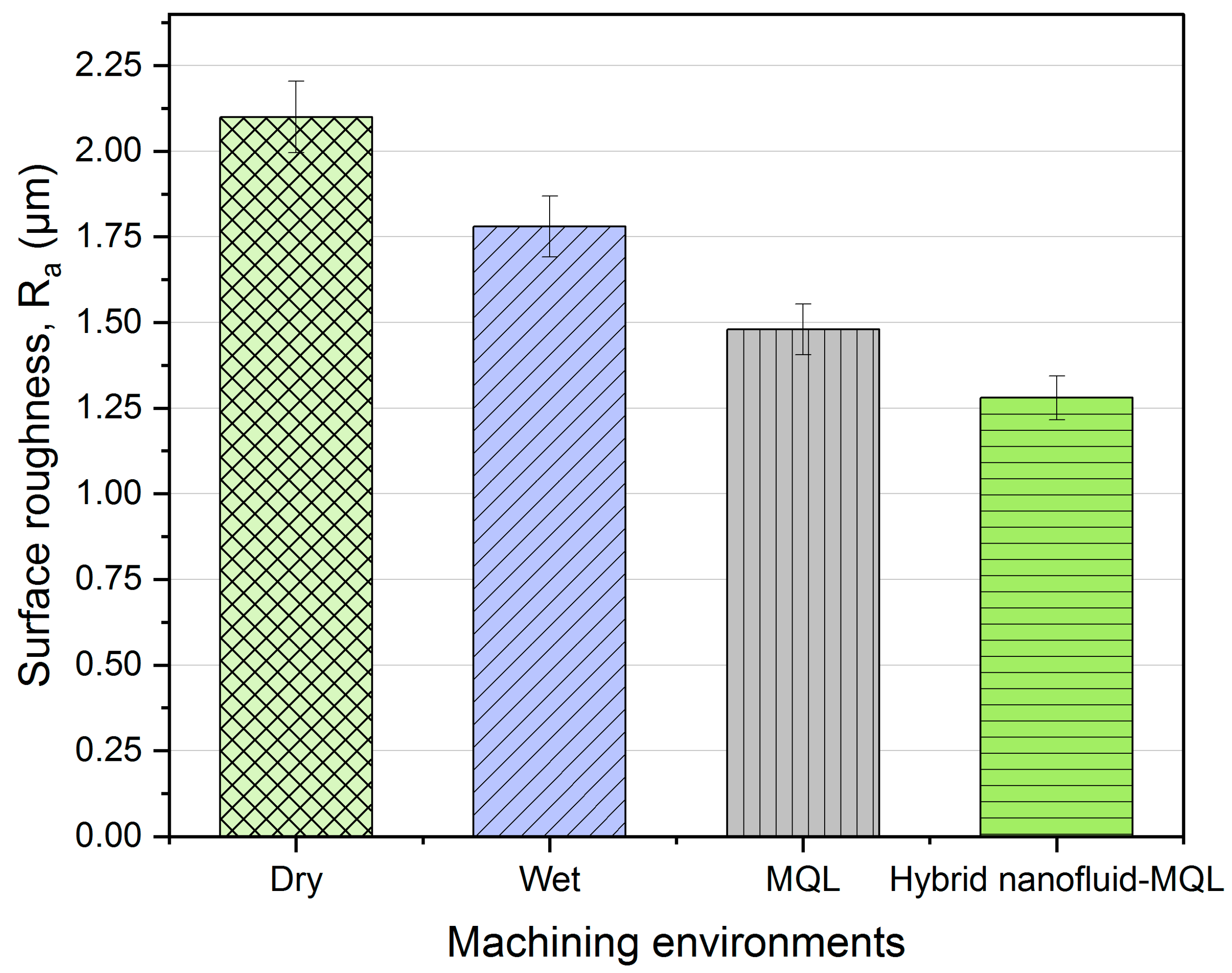
- Improved surface quality is achieved under hybrid nanofluid-MQL application while the highest surface roughness is observed under dry machining. Hybrid nanofluid-MQL resulted in a reduction in surface roughness by almost 40%, 28% and 14% compared to dry, wet, and MQL conditions, respectively. This is attributed to the retention of cutting fluid particles for a longer time, along with nanoparticles, and thus improved the lubrication and enhanced surface finish.
- The minimum flank wear is observed with hybrid nanofluid-MQL followed by MQL, wet, and dry machining. The hybrid nanofluid-MQL has reduced tool wear by almost 50%, 38% and 29% compared to dry, wet and MQL conditions, respectively. It is found that for tool wear, adhesion and abrasion is the dominant wear mechanism under all the machining environments.
- The chip morphology revealed that chips with large serrations are produced during dry and wet machining, while MQL and hybrid nanofluid-MQL resulted in small, serrated chips. Also, the chips with shorter lengths and a smaller curl radius produced under hybrid nanofluid-MQL showcased better lubrication and penetration of fluid in machining interfaces.
- The presence of graphene and hBN in the lubricant mixture led to the improvement in tribological conditions in machining interfaces, which led to a reduction in tool wear and improved surface quality and machining performance.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| MQL | Minimum quantity lubrication |
| NMQL | Nano-fluid Minimum quantity lubrication |
| Al2O3 | Aluminum oxide |
| hBN | Hexagonal boron nitride |
| CNT | Carbon nanotube |
| MWCNT | Multi-walled carbon nanotubes |
| MoS2 | Molybdenum disulphide |
| PVD | Physical vapor deposition |
| TiAlN | Titanium aluminium nitride |
| TiN | Titanium nitride |
| Ra | Average surface roughness |
| VBmax | Maximum flank wear |
| ISO | International Organization for Standardization |
| SEM | Scanning electron microscope |
| EDX | Energy dispersive X-Ray |
References
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Agrawal, C.; Pusavec, F.; Hegab, H. Inconel 718 machining performance evaluation using indigenously developed hybrid machining facilities: Experimental investigation and sustainability assessment. Int. J. Adv. Manuf. Technol. 2020, 106, 4987–4999. [Google Scholar] [CrossRef]
- Said, Z.; Gupta, M.; Hegab, H.; Arora, N.; Khan, A.M.; Jamil, M.; Bellos, E. A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int. J. Adv. Manuf. Technol. 2019, 105, 2057–2086. [Google Scholar] [CrossRef]
- Dureja, J.S.; Singh, R.; Singh, T.; Singh, P.; Dogra, M.; Bhatti, M.S. Performance evaluation of coated carbide tool in machining of stainless steel (AISI 202) under minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 123–129. [Google Scholar] [CrossRef]
- Agrawal, C.; Khanna, N.; Gupta, M.K.; Kaynak, Y. Sustainability assessment of in-house developed environment-friendly hybrid techniques for turning Ti-6Al-4V. Sustain. Mater. Technol. 2020, 26, e00220. [Google Scholar] [CrossRef]
- Das, P.K. A review based on the effect and mechanism of thermal conductivity of normal nanofluids and hybrid nanofluids. J. Mol. Liq. 2017, 240, 420–446. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Singh, R.; Sarikaya, M.; Khanna, N. Tribological behavior of textured tools in sustainable turning of nickel based super alloy. Tribol. Int. 2021, 155, 106775. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Şirin, Ş.; Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M. Performance of cryogenically treated carbide inserts under sustainable cryo-lubrication assisted milling of Inconel X750 alloy. Sustain. Mater. Technol. 2021, 29, e00314. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Sarikaya, M. Influence of graphene reinforced sunflower oil on thermo-physical, tribological and machining characteristics of inconel 718. J. Mater. Res. Technol. 2021, 15, 135–150. [Google Scholar] [CrossRef]
- Venkatesan, K.; Devendiran, S.; Nishanth Purusotham, K.; Praveen, V.S. Study of machinability performance of Hastelloy-X for nanofluids, dry with coated tools. Mater. Manuf. Process. 2020, 35, 751–761. [Google Scholar] [CrossRef]
- Babu, M.N.; Anandan, V.; Yıldırım, Ç.V.; Babu, M.D.; Sarıkaya, M. Investigation of the characteristic properties of graphene-based nanofluid and its effect on the turning performance of Hastelloy C276 nickel alloy. Wear 2022, 510, 204495. [Google Scholar] [CrossRef]
- Sarkar, S.; Datta, S. Machining performance of inconel 718 under dry, MQL, and nanofluid MQL conditions: Application of coconut oil (base fluid) and multi-walled carbon nanotubes as additives. Arab. J. Sci. Eng. 2021, 46, 2371–2395. [Google Scholar] [CrossRef]
- Şirin, Ş.; Kıvak, T. Performances of different eco-friendly nanofluid lubricants in the milling of Inconel X-750 superalloy. Tribol. Int. 2019, 137, 180–192. [Google Scholar] [CrossRef]
- ISO 4287; Geometrical Product Specifications (GPS)—Surface Roughness: Profile Method—Terms, Definitions and Parameters of Roughness. 1st ed. ISO: Geneva, Switzerland, 1997.
- ISO 3685; Tool Life Testing with Single-Point Turning Tools ISO Standard. 2nd ed. ISO: Geneva, Switzerland, 1993.
- Yücel, A.; Yıldırım, Ç.V.; Sarıkaya, M.; Şirin, Ş.; Kıvak, T.; Gupta, M.K.; Tomaz, Í.V. Influence of MoS2 based nanofluid-MQL on tribological and machining characteristics in turning of AA 2024 T3 aluminum alloy. J. Mater. Res. Technol. 2021, 15, 1688–1704. [Google Scholar] [CrossRef]
- Şirin, Ş.; Sarıkaya, M.; Yıldırım, Ç.V.; Kıvak, T. Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry, MQL and hBN mixed nanofluid-MQL. Tribol. Int. 2021, 153, 106673. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Mandal, U.K.; Mondal, S.P. Synergistic effect of silica and pure palm oil on the machining performances of Inconel 690: A study for promoting minimum quantity nano doped-green lubricants. J. Clean. Prod. 2020, 258, 120755. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Khanna, N. Analysis of vegetable oil-based nano-lubricant technique for improving machinability of Inconel 690. J. Manuf. Process. 2022, 77, 708–721. [Google Scholar] [CrossRef]
- Marques, A.; Suarez, M.P.; Sales, W.F.; Machado, Á.R. Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J. Mater. Process. Technol. 2019, 266, 530–543. [Google Scholar] [CrossRef]
- Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z. Tool wear mechanisms in the machining of Nickel based super-alloys: A review. Front. Mech. Eng. 2014, 9, 106–119. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Yılmaz, V.; Güllü, A. Analysis of cutting parameters and cooling/lubrication methods for sustainable machining in turning of Haynes 25 superalloy. J. Clean. Prod. 2016, 133, 172–181. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M. Machinability improvement in Inconel-718 by enhanced tribological and thermal environment using textured tool. J. Therm. Anal. Calorim. 2019, 138, 273–285. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Khanna, N.; Krolczyk, G.M. Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribol. Int. 2021, 153, 106582. [Google Scholar] [CrossRef]
- Kıvak, T.; Sarıkaya, M.; Yıldırım, Ç.V.; Şirin, Ş. Study on turning performance of PVD TiN coated Al2O3+ TiCN ceramic tool under cutting fluid reinforced by nano-sized solid particles. J. Manuf. Process. 2020, 56, 522–539. [Google Scholar] [CrossRef]
- Şirin, E.; Kıvak, T.; Yıldırım, Ç.V. Effects of mono/hybrid nanofluid strategies and surfactants on machining performance in the drilling of Hastelloy X. Tribol. Int. 2021, 157, 106894. [Google Scholar] [CrossRef]
- Hoghoughi, M.H.; Farahnakain, M.; Elhami, S. Environmental, economical, and machinability based sustainability assessment in hybrid machining process employing tool textures and solid lubricant. Sustain. Mater. Technol. 2022, 34, e00511. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Makhesana, M.A.; Patel, K.M.; Bagga, P.J. Evaluation of Surface Roughness, Tool Wear and Chip Morphology during Machining of Nickel-Based Alloy under Sustainable Hybrid Nanofluid-MQL Strategy. Lubricants 2022, 10, 315. https://doi.org/10.3390/lubricants10110315
Makhesana MA, Patel KM, Bagga PJ. Evaluation of Surface Roughness, Tool Wear and Chip Morphology during Machining of Nickel-Based Alloy under Sustainable Hybrid Nanofluid-MQL Strategy. Lubricants. 2022; 10(11):315. https://doi.org/10.3390/lubricants10110315
Chicago/Turabian StyleMakhesana, Mayur A., Kaushik M. Patel, and Prashant J. Bagga. 2022. "Evaluation of Surface Roughness, Tool Wear and Chip Morphology during Machining of Nickel-Based Alloy under Sustainable Hybrid Nanofluid-MQL Strategy" Lubricants 10, no. 11: 315. https://doi.org/10.3390/lubricants10110315
APA StyleMakhesana, M. A., Patel, K. M., & Bagga, P. J. (2022). Evaluation of Surface Roughness, Tool Wear and Chip Morphology during Machining of Nickel-Based Alloy under Sustainable Hybrid Nanofluid-MQL Strategy. Lubricants, 10(11), 315. https://doi.org/10.3390/lubricants10110315