
Investigation on the Surface Quality Obtained during Trochoidal Milling of 6082 Aluminum Alloy


 ,
,  , and
, and 
Abstract
1. Introduction
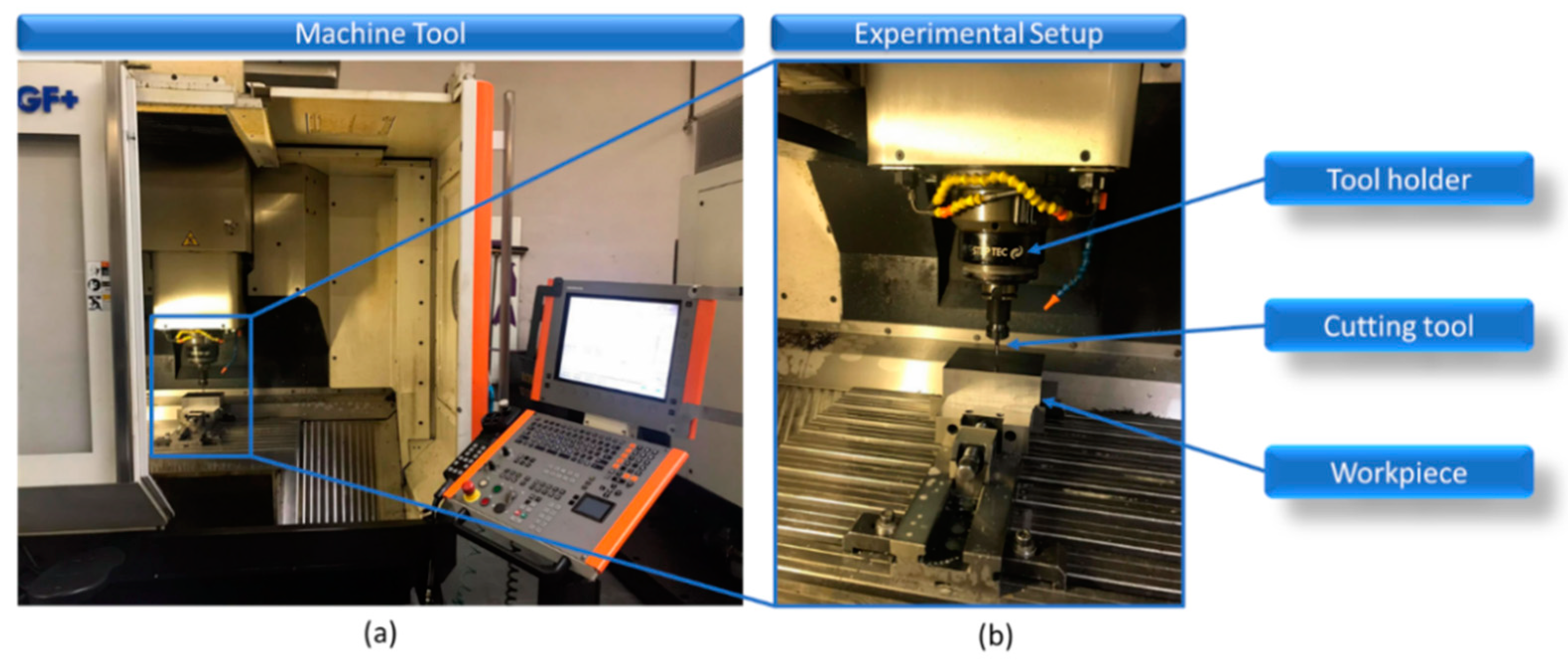
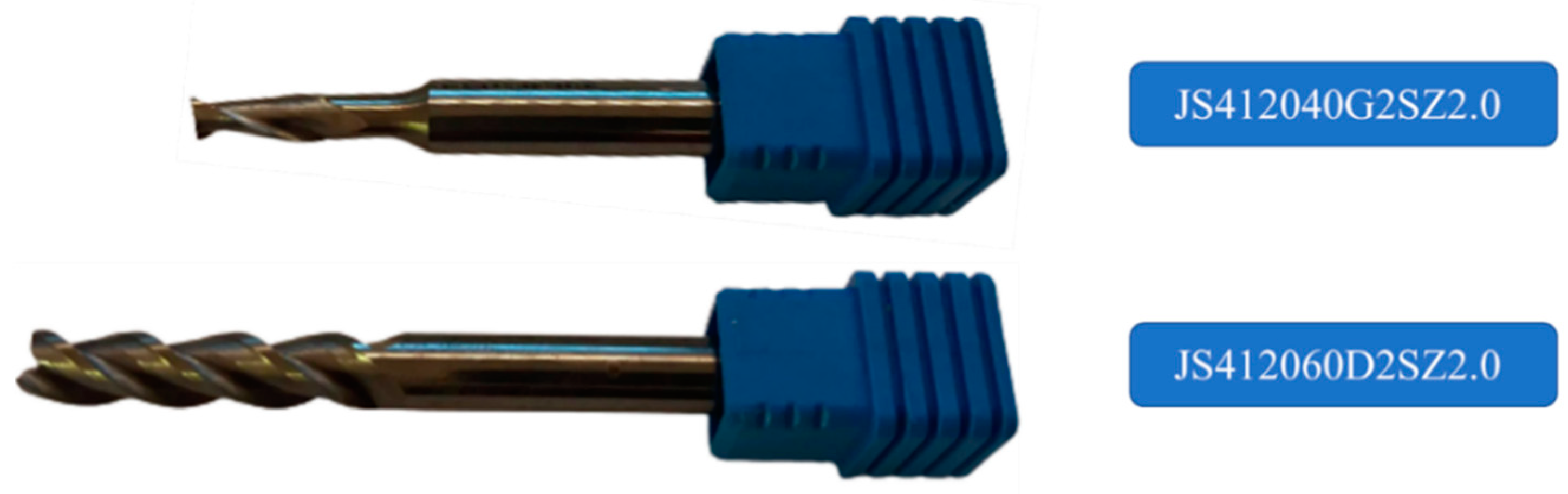
2. Materials and Methods
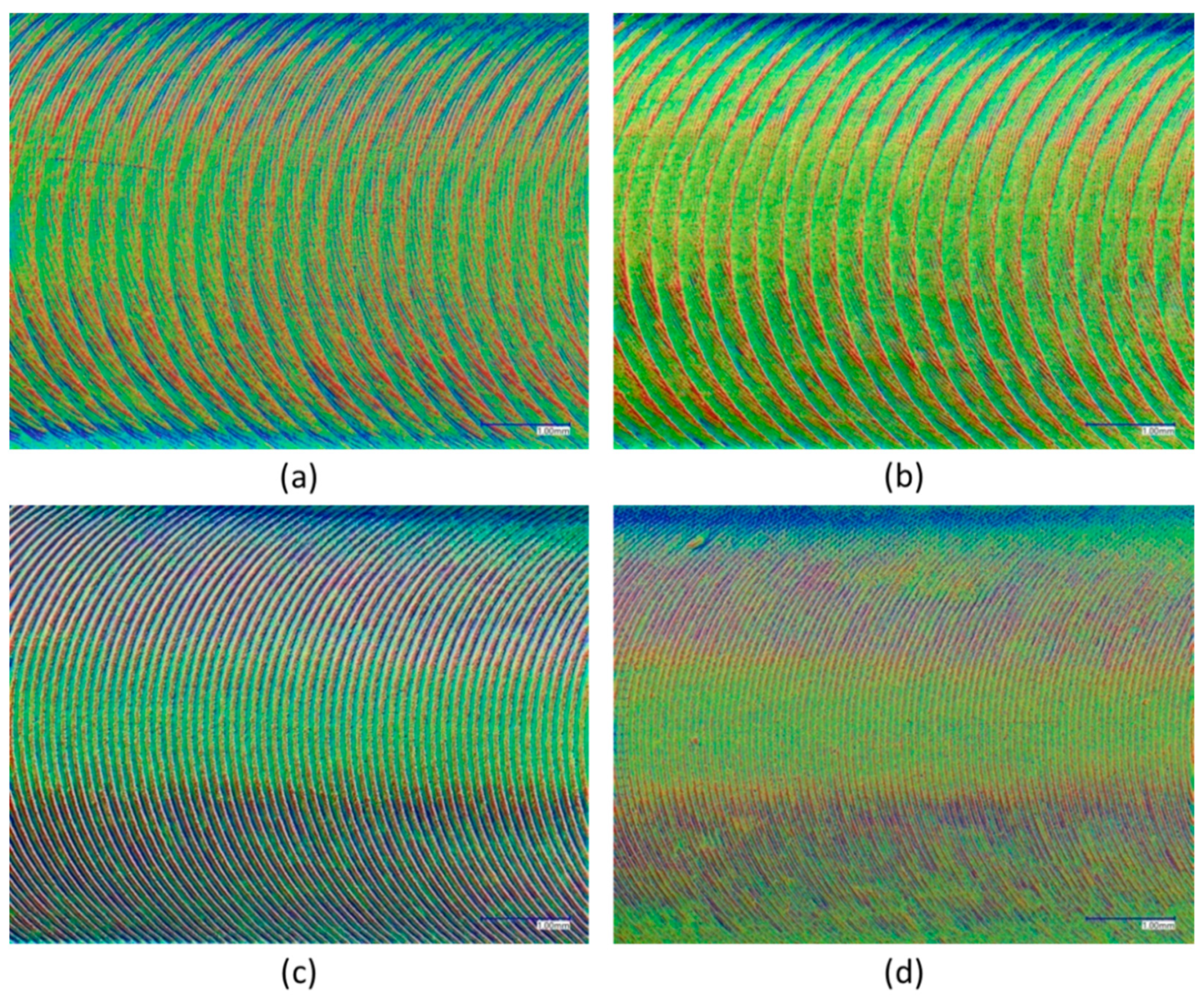
3. Results and Discussion
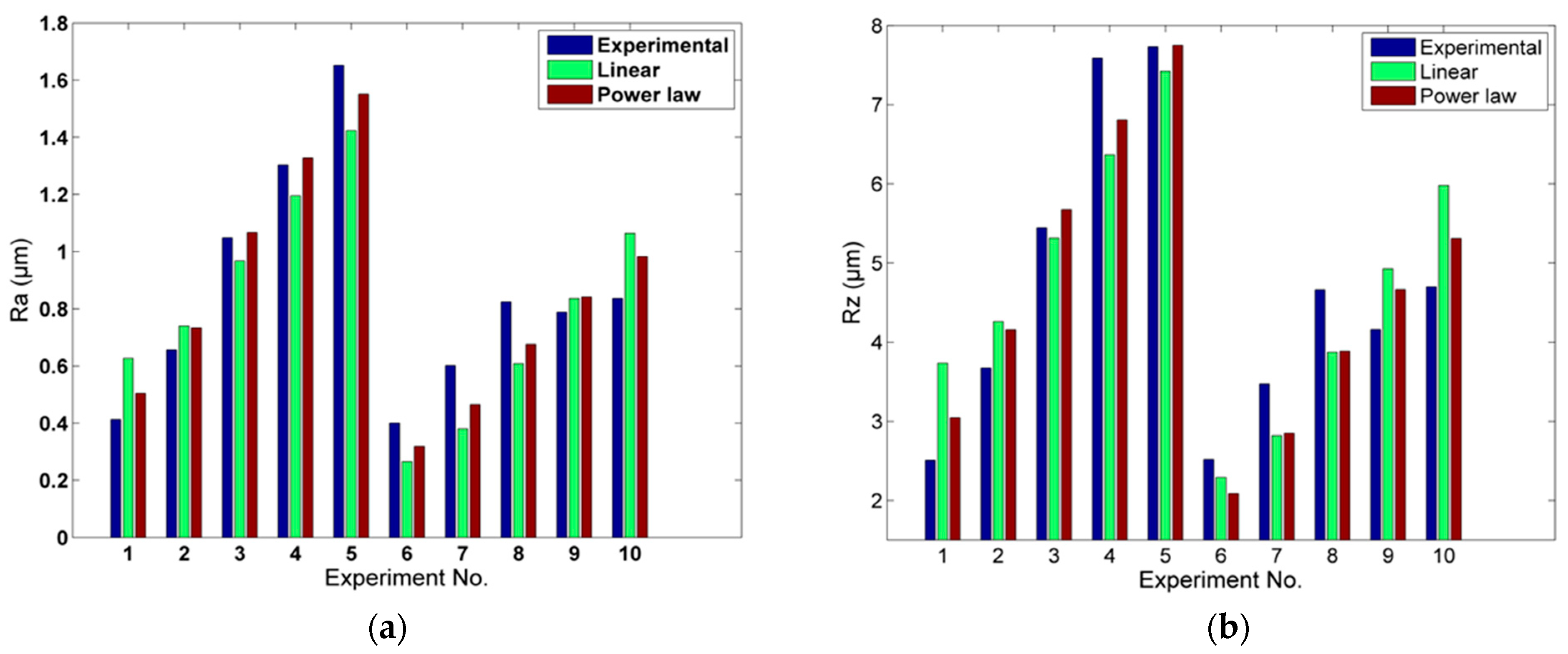
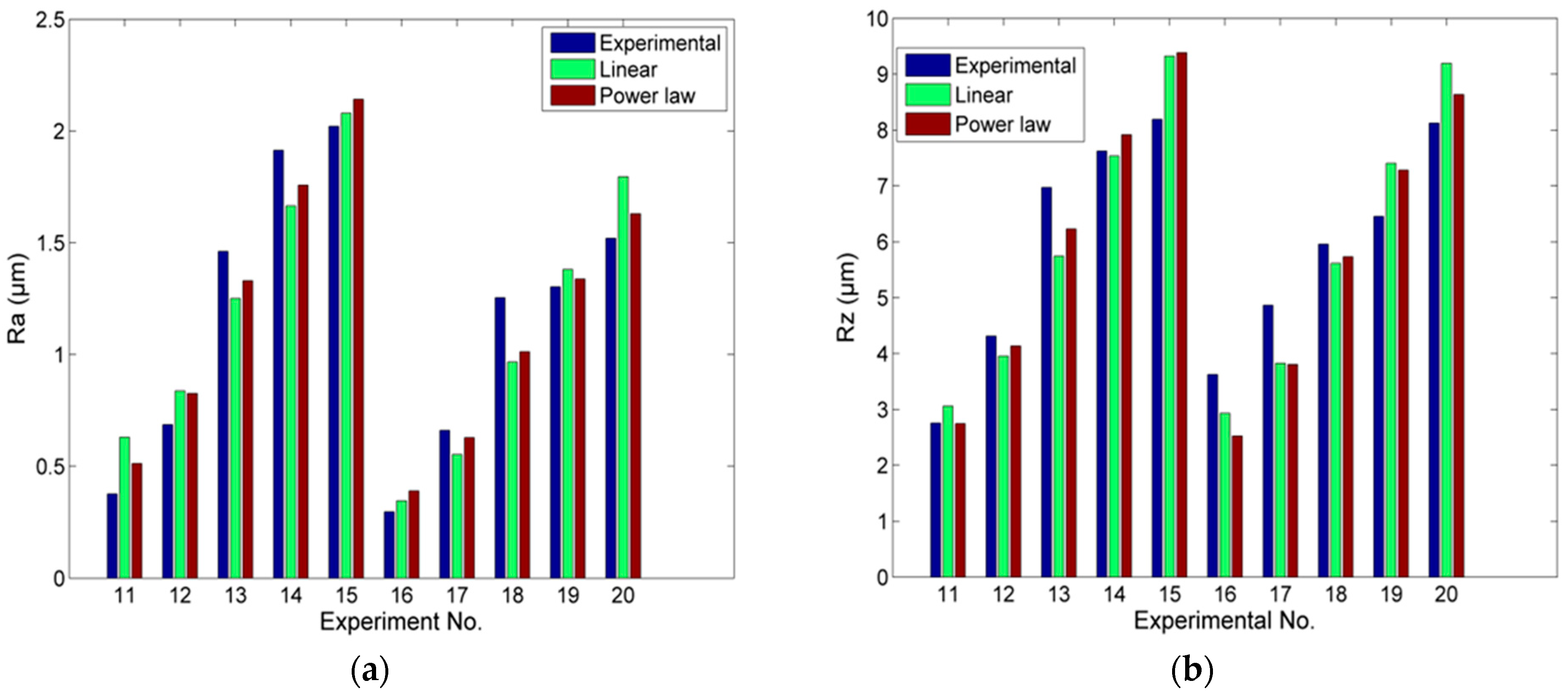
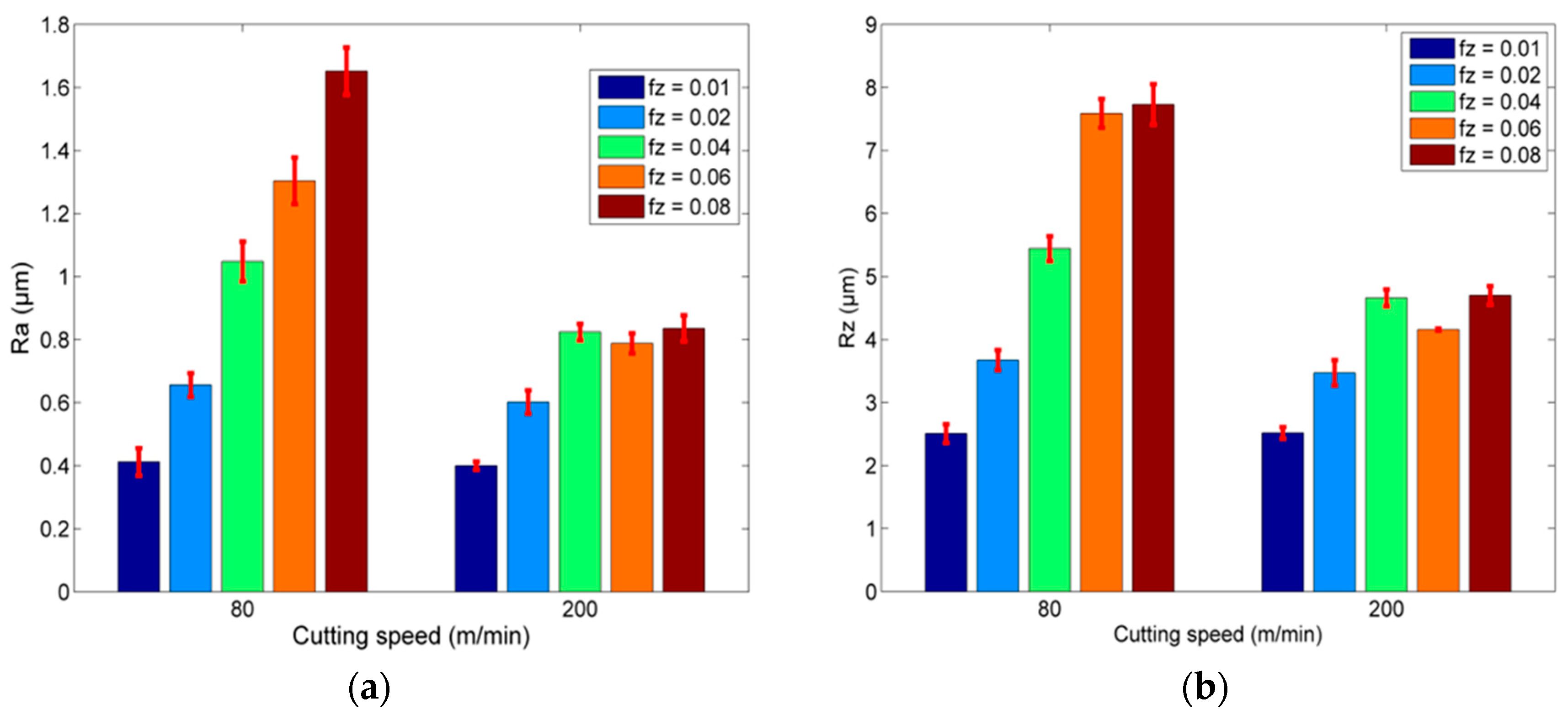
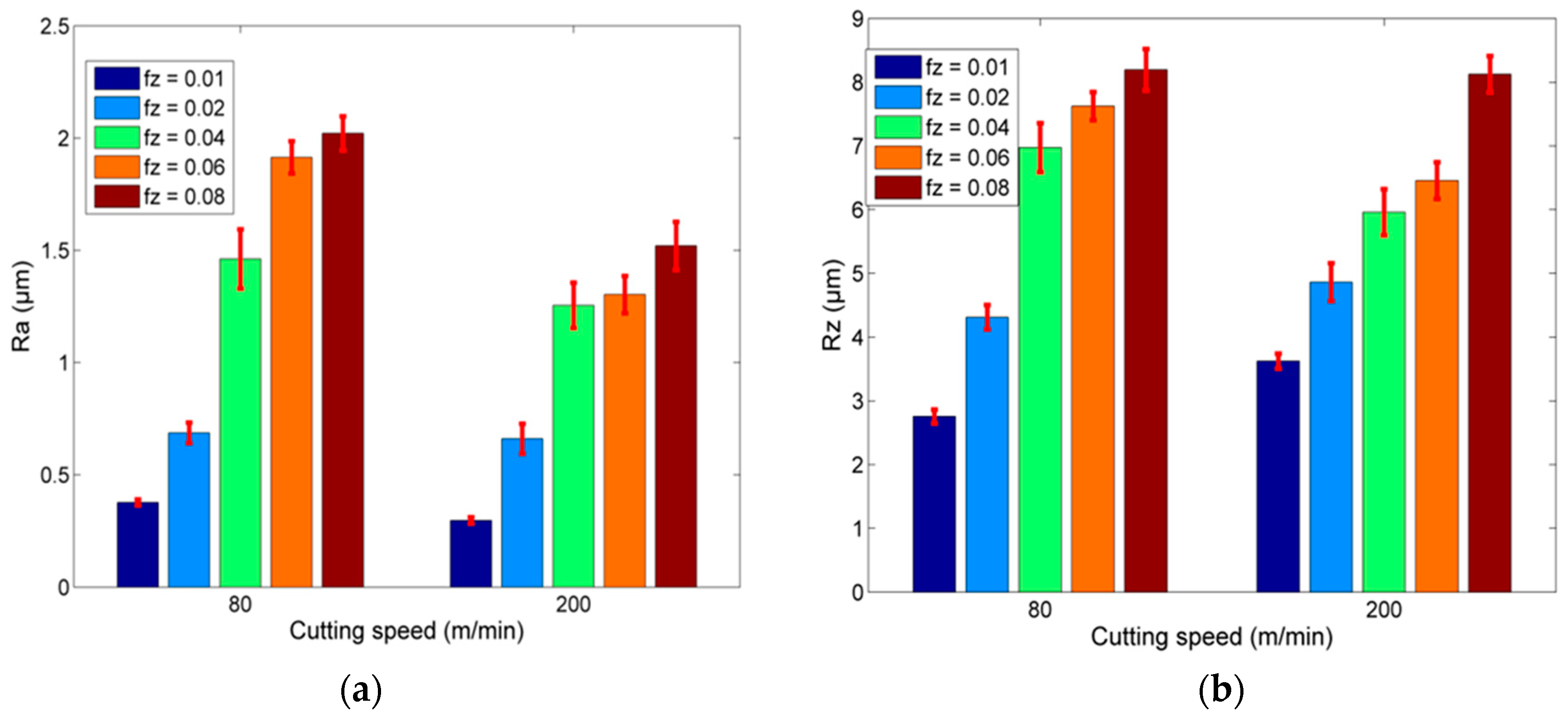
3.1. Experimental Results Regarding Ra and Rz
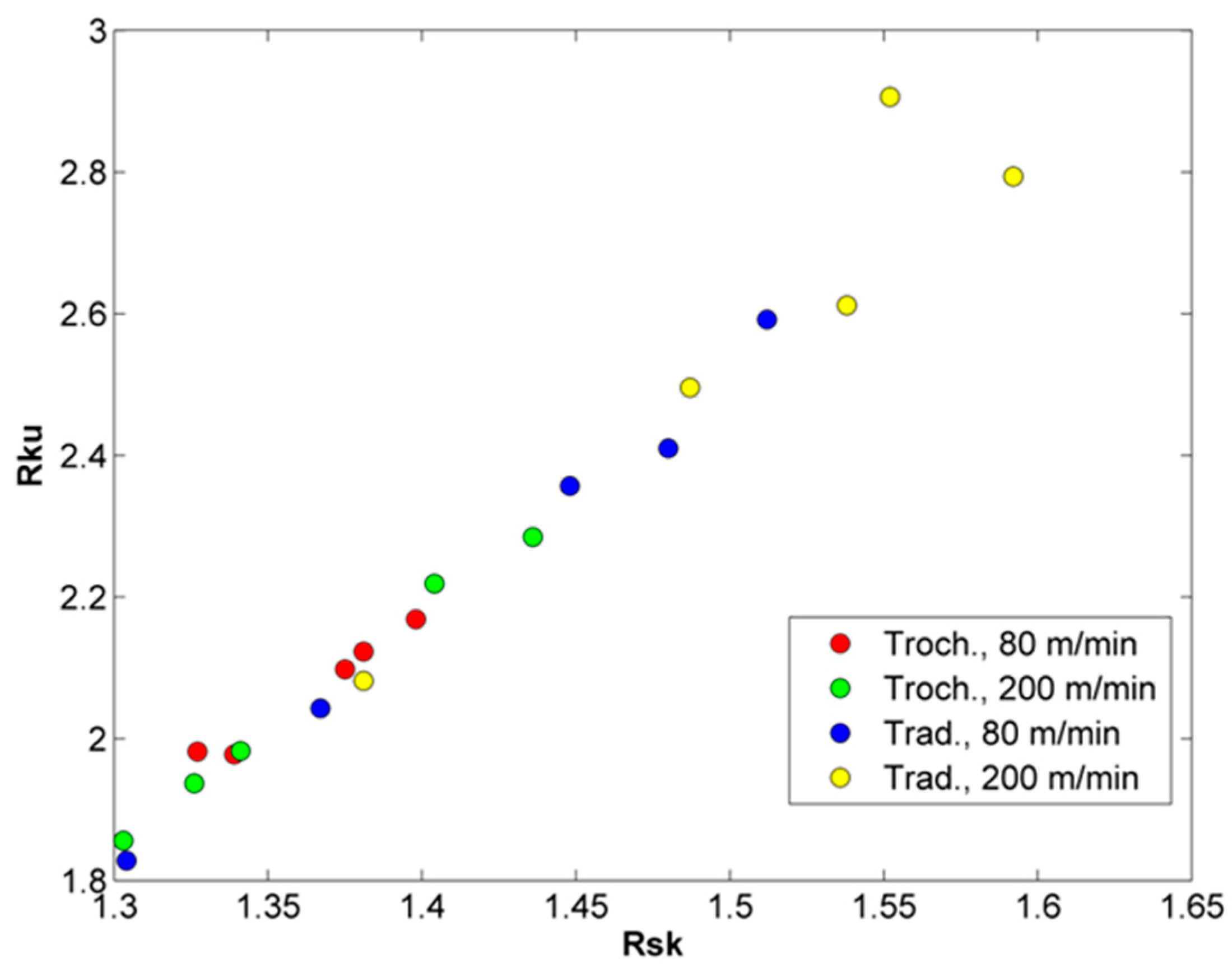
3.2. Experimental Results Regarding Skewness and Kurtosis of Surface Roughness Profile
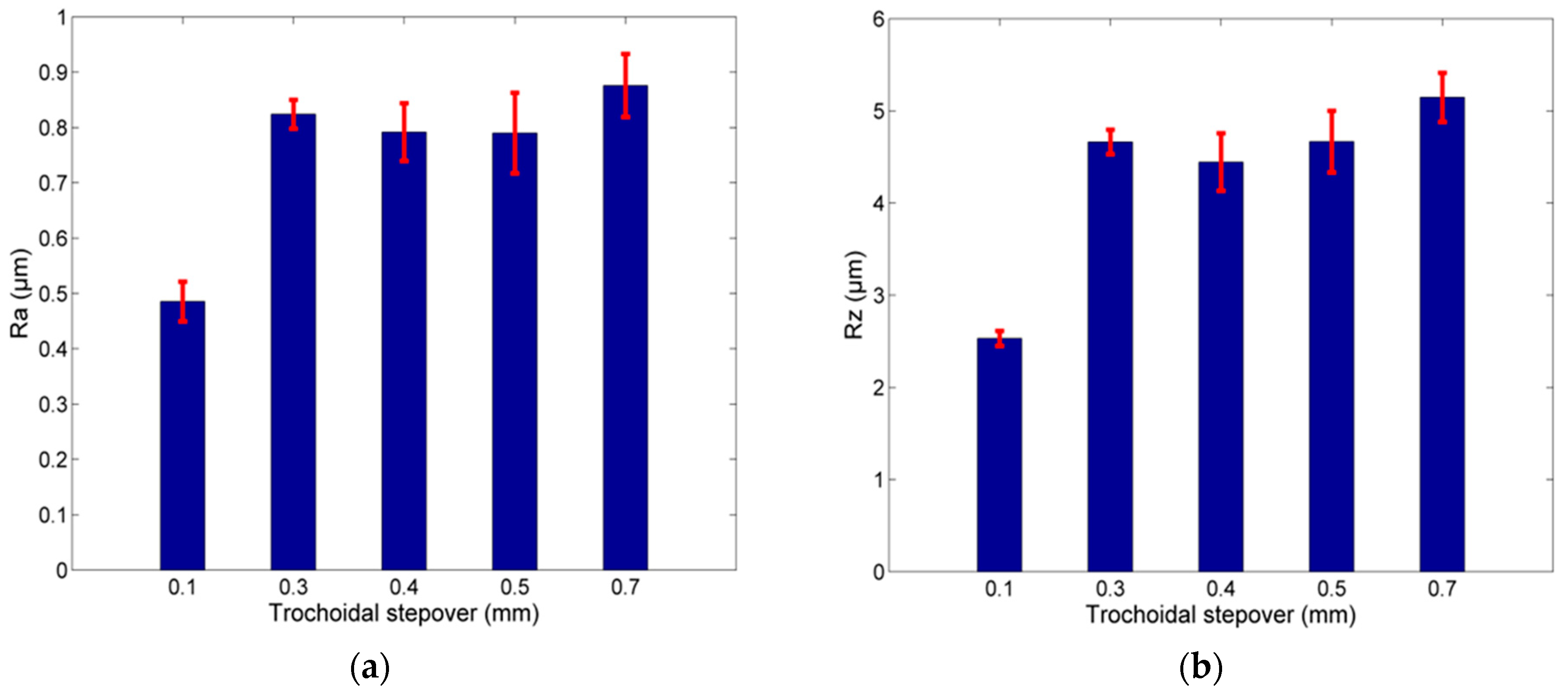
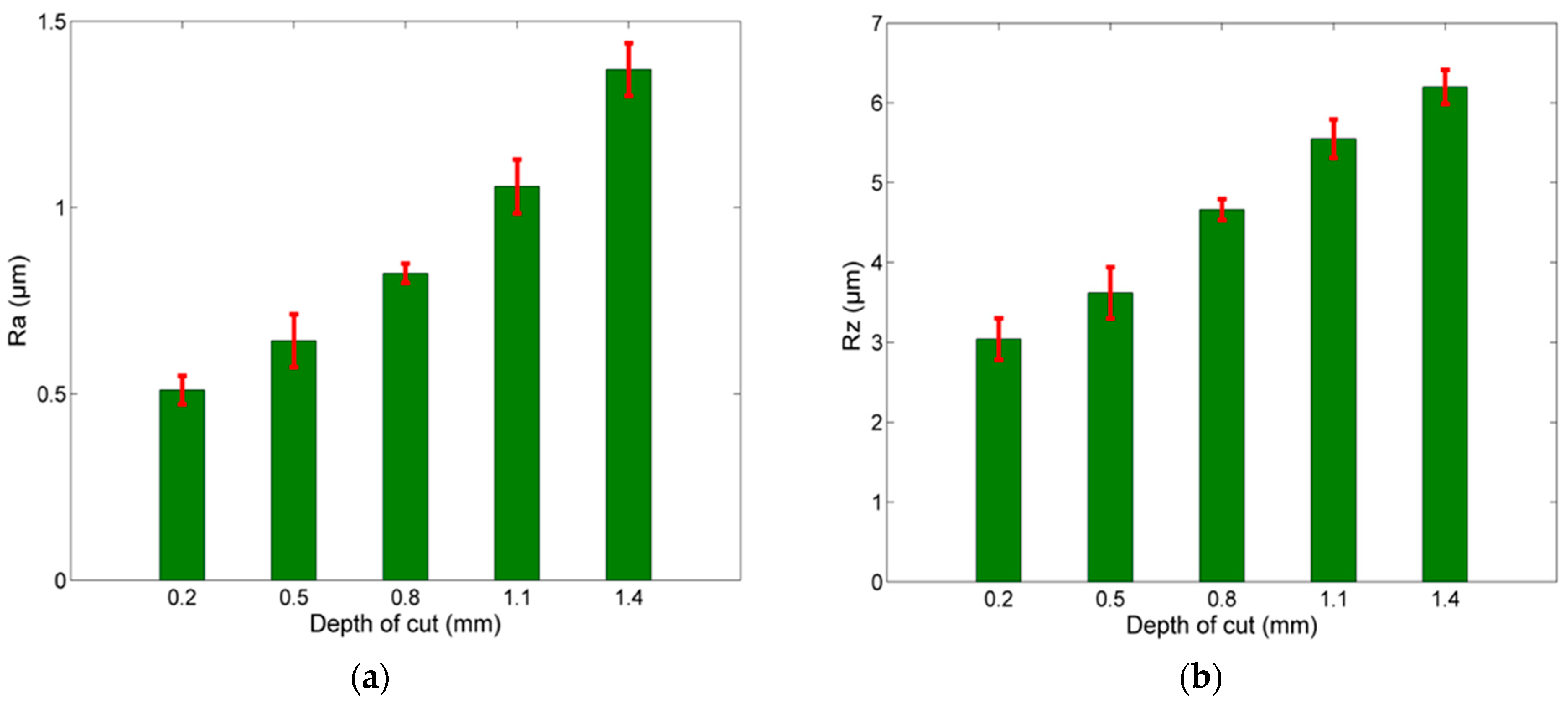
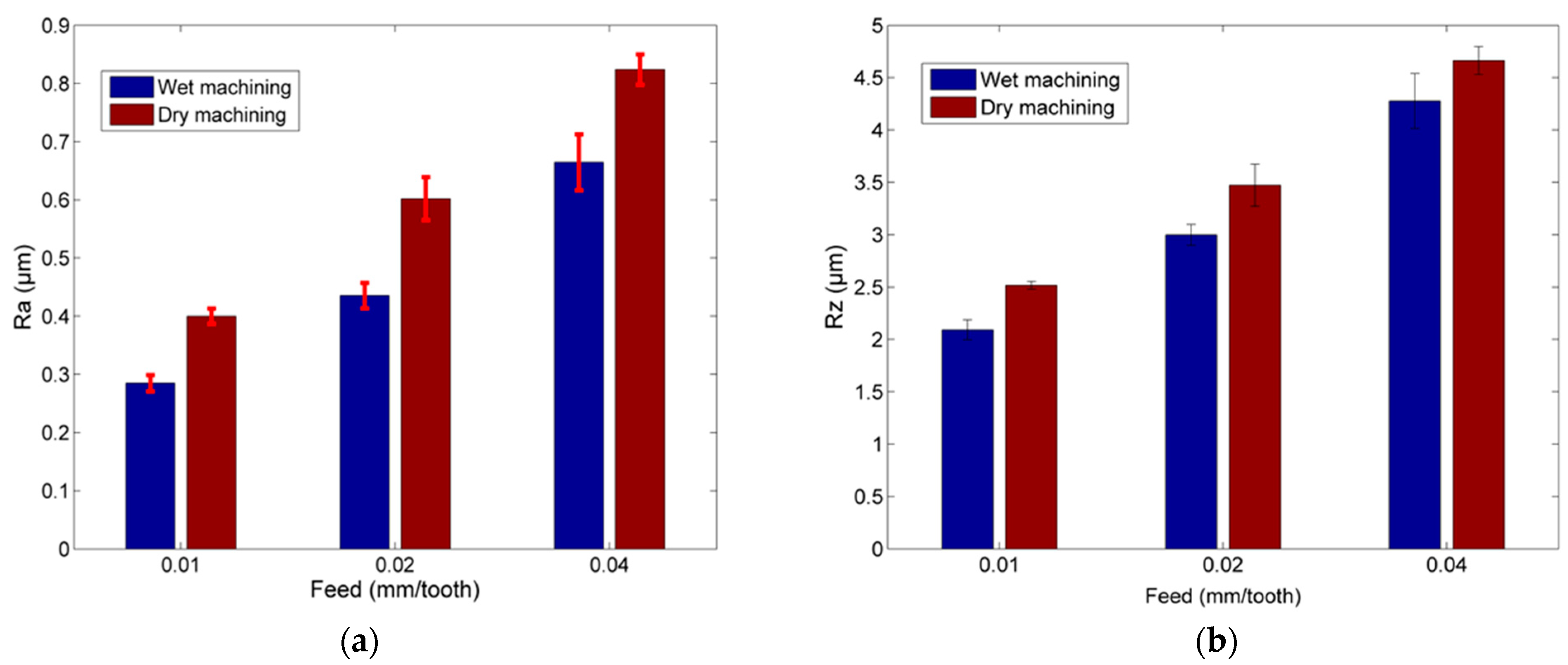
3.3. Effect of Depth of Cut, Coolant and Trochoidal Stepover on Surface Roughness
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Li, Z.; Li, S.; Zhou, M. Study on Dynamic Simulation and Cutting Parameters Optimization on Complex Cutting Conditions Milling Process. In Proceedings of the 2010 International Conference on Intelligent Computation Technology and Automation, Changsha, China, 11–12 May 2010. [Google Scholar]
- Grechishnikov, V.A.; Petukhov, Y.E.; Pivkin, P.M.; Romanov, V.B.; Ryabov, E.A.; Yurasov, S.Y.; Yurasova, O.I. Trochoidal slot milling. Russ. Eng. Res. 2017, 37, 821–823. [Google Scholar] [CrossRef]
- Toh, C.K. Tool life and tool wear during high-speed rough milling using alternative cutter path strategies. Proc. Inst. Mech. Eng. B 2003, 217, 517–527. [Google Scholar] [CrossRef]
- Rodríguez-Barrero, S.; Fernández-Larrinoa, J.; Azkona, I.; López de Lacaille, L.N.; Polvorosa, R. Enhanced performance of nanostructured coatings for drilling by droplet elimination. Mat. Manuf. Process. 2014, 31, 593–602. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A.; Salgado, M.A.; Herranz, S.; Rivero, A. Process planning for reliable high-speed machining of moulds. Int. J. Prod. Res. 2002, 40, 2789–2809. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; Polvorosa, R.; Artaza, T.; Holmberg, J.; López de Lacalle, L.N.; Wretland, A. Surface integrity and fatigue of non-conventional machined Alloy 718. J. Manuf. Process. 2019, 48, 44–50. [Google Scholar] [CrossRef]
- Otkur, M.; Lazoglu, I. Trochoidal milling. Int. J. Mach. Tool. Manuf. 2007, 47, 1324–1332. [Google Scholar] [CrossRef]
- Rauch, M.; Duc, E.; Hascoet, J.-Y. Improving trochoidal tool paths generation and implementation using process constraints modelling. Int. J. Mach. Tool. Manuf. 2008, 49, 375–383. [Google Scholar] [CrossRef]
- Ibaraki, S.; Yamaji, I.; Matsubara, A. On the removal of critical cutting regions by trochoidal grooving. Precis. Eng. 2010, 34, 467–473. [Google Scholar] [CrossRef]
- Ferreira, J.C.; Ochoa, D.M. A method for generating trochoidal tool paths for 2½D pocket milling process planning with multiple tools. Proc. Inst. Mech. Eng. B 2013, 227, 1287–1298. [Google Scholar] [CrossRef]
- Zhang, X.H.; Peng, F.Y.; Qiu, F.; Yan, R.; Li, B. Prediction of cutting force in trochoidal milling based on radial depth of cut. Adv. Mater. Res. 2014, 852, 457–462. [Google Scholar] [CrossRef]
- Shixiong, W.; Wei, M.; Bin, L.; Chengyong, W. Trochoidal machining for the high-speed milling of pockets. J. Mater. Process. Technol. 2016, 233, 29–43. [Google Scholar] [CrossRef]
- Pleta, A.; Ulutan, D.; Mears, L. An Investigation of Alternative Path Planning Strategies for Machining of Nickel-Based Superalloys. Procedia Manuf. 2015, 1, 556–566. [Google Scholar] [CrossRef][Green Version]
- Pleta, A.; Niaki, F.A.; Mears, L. A comparative study on the cutting force coefficient identification between trochoidal and slot milling. Procedia Manuf. 2018, 26, 570–579. [Google Scholar] [CrossRef]
- Li, Z.; Xu, K.; Tang, K. A new trochoidal pattern for slotting operation. Int. J. Adv. Manuf. Technol. 2019, 102, 1153–1163. [Google Scholar] [CrossRef]
- Oh, N.-S.; Woo, W.-S.; Lee, C.-M. A study on the machining characteristics and energy efficiency of Ti-6Al-4V in laser-assisted trochoidal milling. Int. J. Precis. Eng. Manuf. 2018, 5, 37–45. [Google Scholar] [CrossRef]
- Zagórski, I.; Kulisz, M.; Kłonica, M.; Matuszak, J. Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys. Materials 2019, 12, 2070. [Google Scholar] [CrossRef]
- Santhakumar, J.; Mohammed Iqbal, U. Parametric optimization of trochoidal step on surface roughness and dish angle in end milling of AISI D3 steel using precise measurements. Materials 2019, 12, 1335. [Google Scholar] [CrossRef]
- Volosova, M.A.; Fyodorov, S.V.; Opleshin, S.; Mosyanov, M. Wear resistance and titanium adhesion of cathodic arc deposited multi-component coatings for carbide end mills at the trochoidal milling of titanium alloy. Technologies 2020, 8, 38. [Google Scholar] [CrossRef]
- Šajgalík, M.; Kušnerová, M.; Harničárová, M.; Valíček, J.; Czán, A.; Czánova, T.; Drbúl, M.; Borzan, M.; Kmec, J. Analysis and prediction of the machining force depending on the parameters of trochoidal milling of hardened steel. Appl. Sci. 2020, 10, 1788. [Google Scholar] [CrossRef]
- Deng, Q.; Mo, R.; Chen, Z.C.; Chang, Z. An Analytical Approach to Cutter Edge Temperature Prediction in Milling and Its Application to Trochoidal Milling. Appl. Sci. 2020, 10, 1746. [Google Scholar] [CrossRef]
- Huang, X.; Wu, S.; Liang, L.; Li, X.; Huang, N. Efficient trochoidal milling based on medial axis transformation and inscribed ellipse. Int. J. Adv. Manuf. Technol. 2020, 111, 1069–1076. [Google Scholar] [CrossRef]
- Gross, D.; Friedl, F.; Meier, T.; Hanenkamp, N. Comparison of linear and trochoidal milling for wear and vibration reduced machining. Procedia CIRP 2020, 90, 563–567. [Google Scholar] [CrossRef]
- Svensson, L.-E.; Karlsson, L.; Larsson, H.; Karlsson, B.; Fazzini, M.J.; Karlsson, J. Microstructure and mechanical properties of friction stir welded aluminium alloys with special reference to AA 5083 and AA 6082. Sci. Technol. Weld. Join. 2020, 5, 285–296. [Google Scholar] [CrossRef]
- Liu, D.; Zhang, Y.; Luo, M.; Zhang, D. Investigation of Tool Wear and Chip Morphology in Dry Trochoidal Milling of Titanium Alloy Ti-6Al-4V. Materials 2019, 12, 1937. [Google Scholar] [CrossRef] [PubMed]
- Ducroux, E.; Prat, D.; Viprey, F.; Fromentin, G.; d’Acunto, A. Analysis and modeling of trochoidal milling in Inconel 718. Procedia CIRP 2019, 82, 473–478. [Google Scholar] [CrossRef]
- Pleta, A.; Niaki, F.A.; Mears, L. Investigation of chip thickness and force modeling of trochoidal milling. Procedia Manuf. 2017, 10, 612–621. [Google Scholar] [CrossRef]
- Pleta, A.; Nithyanand, G.; Niaki, F.A.; Mears, L. Identification of optimal machining parameters in trochoidal milling of Inconel 718 for minimal force and tool wear and investigation of corresponding effects on machining affected zone depth. J. Manuf. Process. 2019, 43, 54–62. [Google Scholar] [CrossRef]
- Sedlaček, M.; Silva Vilhena, L.M.; Podgornik, B.; Vižintin, J. Surface topography modeling for reduced friction. Strojniškivestnik 2011, 57, 674–680. [Google Scholar]
- Tseng, T.-L.; Konada, U.; Kwon, Y. A novel approach to predict surface roughness in machining operations using fuzzy set theory. J. Comput. Des. Eng. 2016, 3, 1–13. [Google Scholar] [CrossRef]
- Zagórski, I.; Koprysa, J. Surface quality in milling of AZ91D magnesium alloy. Adv. Sci. Technol. Res. J. 2019, 13, 119–129. [Google Scholar] [CrossRef]
- Tufescu, A.; Cretu, S. Simulation of the non-gaussian roughness with specified values for the high order moments. J. Balk. Tribol. Assoc. 2003, 19, 391–400. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
| depth of cut (ap) | 0.2, 0.5, 0.8, 1.1, 1.4 mm |
| slot width (w) | 6 mm |
| cutting tool diameter (d) | 6 mm (traditional milling) 4 mm (trochoidal milling) |
| cutting speed (vc) | 80 m/min, 200 m/min |
| feed (fz) | 0.01, 0.02, 0.04, 0.06, 0.08 mm/tooth |
| trochoidal step (Ptroch) | 0.1, 0.3, 0.4, 0.5, 0.7 mm |
| cutting length (L) | 60 mm |
| Al (%) | Si (%) | Fe (%) | Cu (%) | Mn (%) | Mg (%) | Cr (%) | Zn (%) | Ti (%) |
|---|---|---|---|---|---|---|---|---|
| Bal. | 0.7–1.3 | 0.45–0.55 | 0.08–0.12 | 0.4–1.0 | 0.6–1.2 | 0.23–0.27 | 0.18–0.22 | 0.08–0.12 |
| No | Milling Strategy | vc (m/min) | fz (mm/tooth) | Ra (μm) | Rz (μm) |
|---|---|---|---|---|---|
| 1 | Trochoidal | 80 | 0.01 | 0.412 | 2.508 |
| 2 | Trochoidal | 80 | 0.02 | 0.656 | 3.673 |
| 3 | Trochoidal | 80 | 0.04 | 1.048 | 5.443 |
| 4 | Trochoidal | 80 | 0.06 | 1.304 | 7.589 |
| 5 | Trochoidal | 80 | 0.08 | 1.652 | 7.732 |
| 6 | Trochoidal | 200 | 0.01 | 0.4 | 2.517 |
| 7 | Trochoidal | 200 | 0.02 | 0.602 | 3.472 |
| 8 | Trochoidal | 200 | 0.04 | 0.824 | 4.662 |
| 9 | Trochoidal | 200 | 0.06 | 0.788 | 4.159 |
| 10 | Trochoidal | 200 | 0.08 | 0.836 | 4.701 |
| 11 | Traditional | 80 | 0.01 | 0.377 | 2.757 |
| 12 | Traditional | 80 | 0.02 | 0.687 | 4.313 |
| 13 | Traditional | 80 | 0.04 | 1.462 | 6.975 |
| 14 | Traditional | 80 | 0.06 | 1.914 | 7.625 |
| 15 | Traditional | 80 | 0.08 | 2.021 | 8.194 |
| 16 | Traditional | 200 | 0.01 | 0.297 | 3.624 |
| 17 | Traditional | 200 | 0.02 | 0.661 | 4.864 |
| 18 | Traditional | 200 | 0.04 | 1.255 | 5.96 |
| 19 | Traditional | 200 | 0.06 | 1.303 | 6.457 |
| 20 | Traditional | 200 | 0.08 | 1.52 | 8.124 |
| No | Trochoidal Stepover (mm) | Coolant | Depth of Cut (mm) | vc (m/min) | fz (mm/tooth) | Ra (μm) | Rz (μm) |
|---|---|---|---|---|---|---|---|
| 21 | 0.1 | No | 0.8 | 200 | 0.04 | 0.485 | 2.531 |
| 22 | 0.4 | No | 0.8 | 200 | 0.04 | 0.792 | 4.444 |
| 23 | 0.5 | No | 0.8 | 200 | 0.04 | 0.79 | 4.666 |
| 24 | 0.7 | No | 0.8 | 200 | 0.04 | 0.876 | 5.146 |
| 25 | 0.3 | No | 0.2 | 200 | 0.04 | 0.511 | 3.04 |
| 26 | 0.3 | No | 0.5 | 200 | 0.04 | 0.643 | 3.62 |
| 27 | 0.3 | No | 1.1 | 200 | 0.04 | 1.057 | 5.55 |
| 28 | 0.3 | No | 1.4 | 200 | 0.04 | 1.37 | 6.199 |
| 29 | 0.3 | Yes | 0.8 | 200 | 0.01 | 0.285 | 2.091 |
| 30 | 0.3 | Yes | 0.8 | 200 | 0.02 | 0.435 | 2.998 |
| 31 | 0.3 | Yes | 0.8 | 200 | 0.04 | 0.665 | 4.277 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karkalos, N.E.; Karmiris-Obratański, P.; Kurpiel, S.; Zagórski, K.; Markopoulos, A.P. Investigation on the Surface Quality Obtained during Trochoidal Milling of 6082 Aluminum Alloy. Machines 2021, 9, 75. https://doi.org/10.3390/machines9040075
Karkalos NE, Karmiris-Obratański P, Kurpiel S, Zagórski K, Markopoulos AP. Investigation on the Surface Quality Obtained during Trochoidal Milling of 6082 Aluminum Alloy. Machines. 2021; 9(4):75. https://doi.org/10.3390/machines9040075
Chicago/Turabian StyleKarkalos, Nikolaos E., Panagiotis Karmiris-Obratański, Szymon Kurpiel, Krzysztof Zagórski, and Angelos P. Markopoulos. 2021. "Investigation on the Surface Quality Obtained during Trochoidal Milling of 6082 Aluminum Alloy" Machines 9, no. 4: 75. https://doi.org/10.3390/machines9040075
APA StyleKarkalos, N. E., Karmiris-Obratański, P., Kurpiel, S., Zagórski, K., & Markopoulos, A. P. (2021). Investigation on the Surface Quality Obtained during Trochoidal Milling of 6082 Aluminum Alloy. Machines, 9(4), 75. https://doi.org/10.3390/machines9040075