
Numerical Simulation and Experimental Validation of Surface Roughness by the Smoothing Small Ball-Burnishing Process


Abstract
1. Introduction
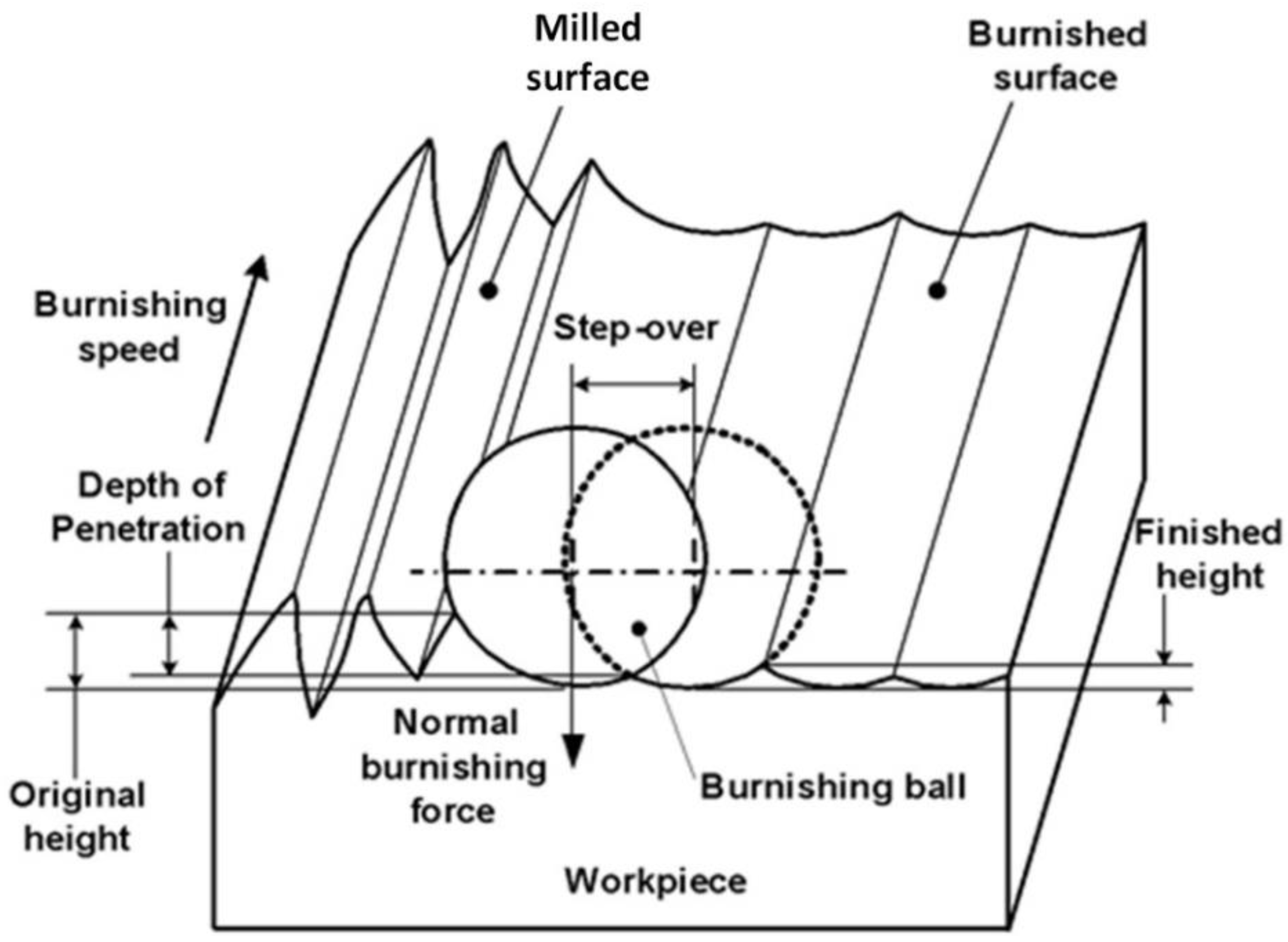
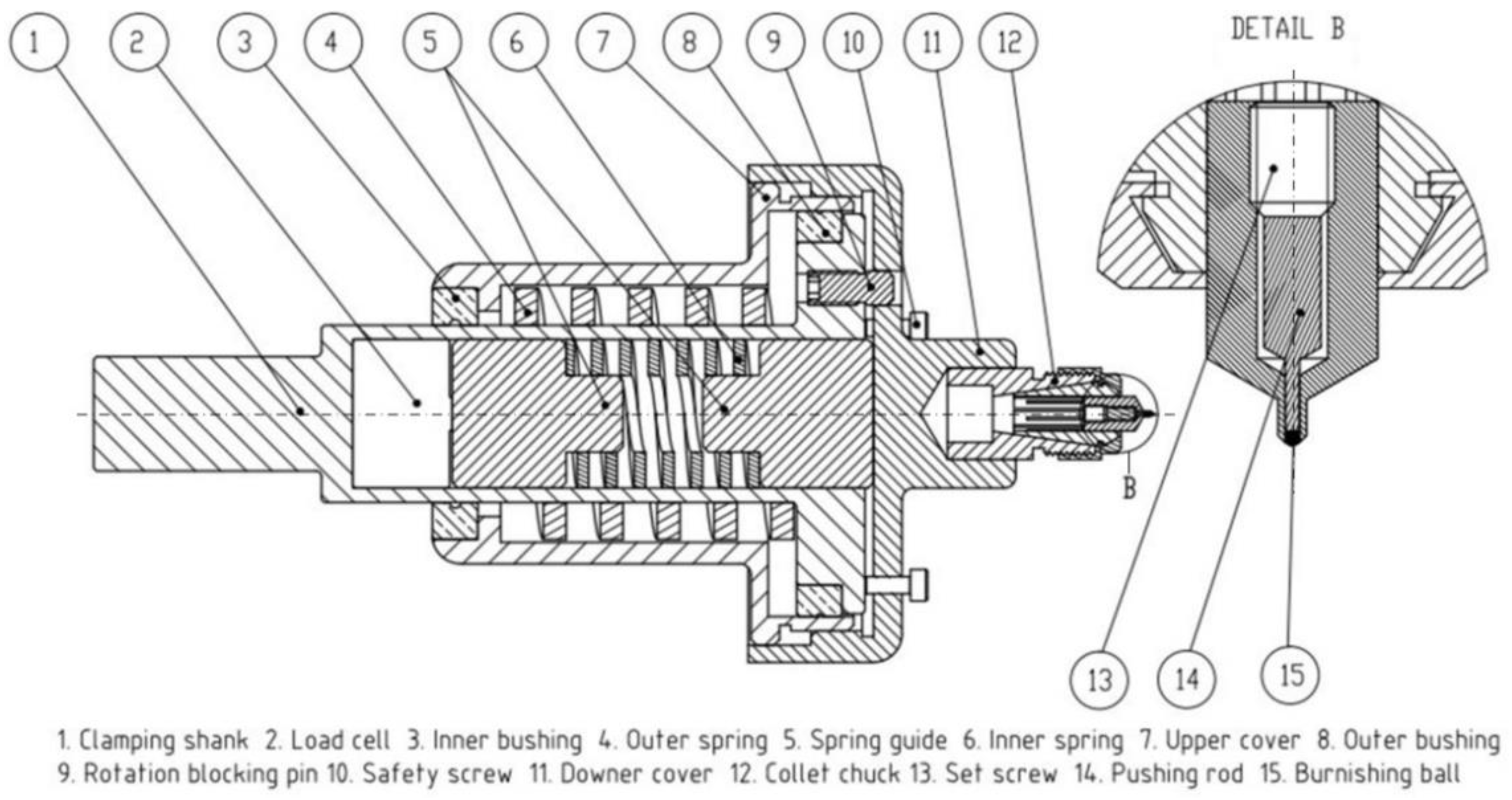
2. Small Ball-Burnishing Process
3. Simulation Process
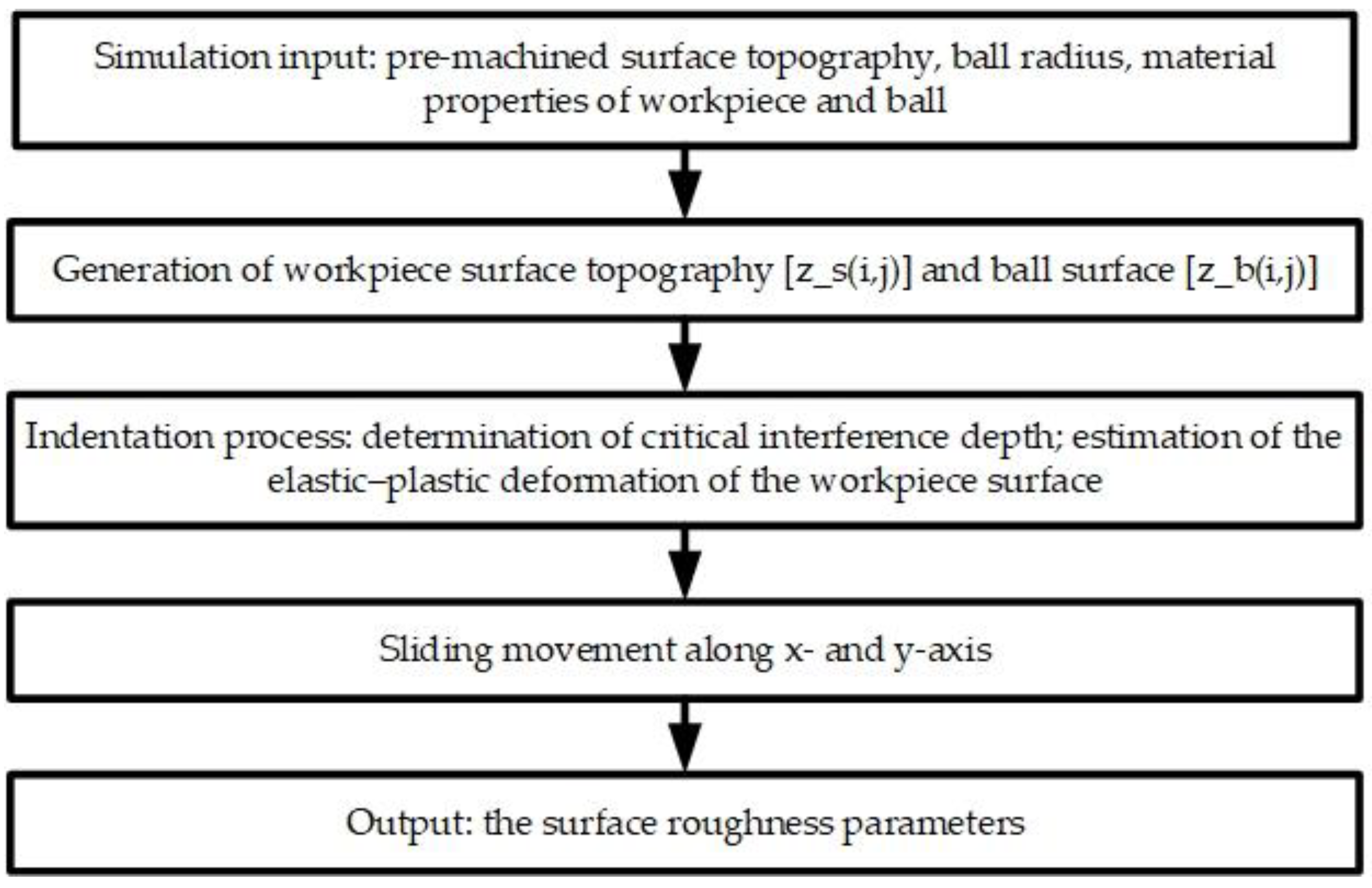
3.1. Simulation Procedure
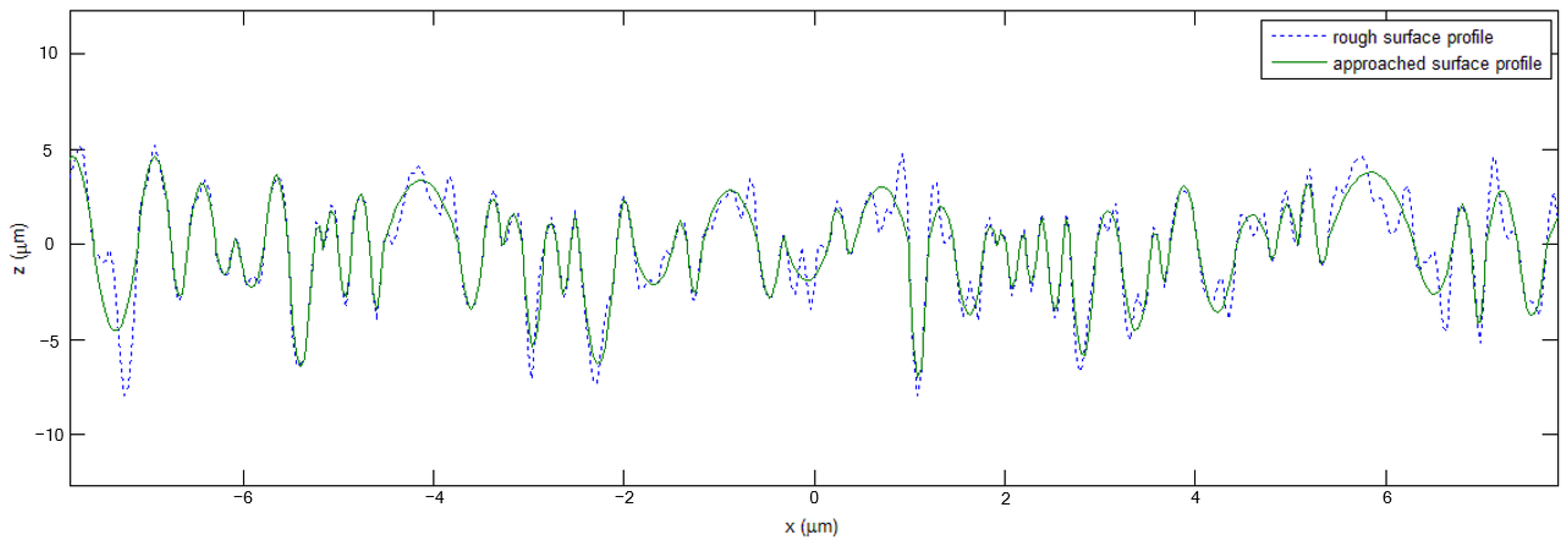
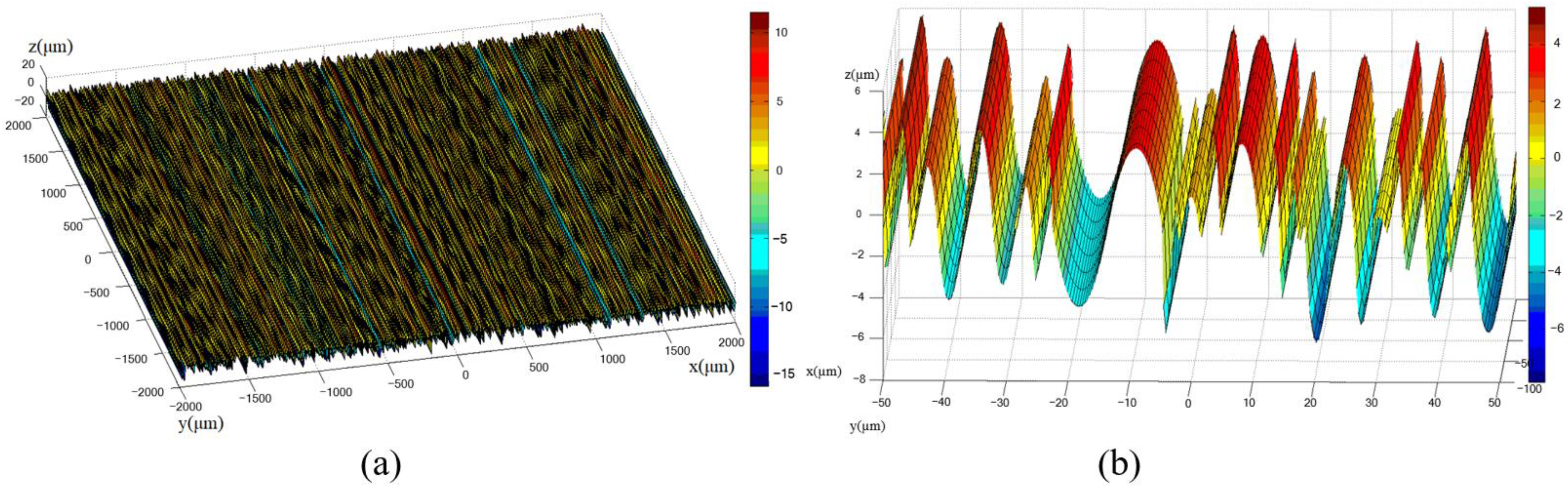
3.2. Surface Generation
3.3. Indentation Process
3.3.1. Elastic Analysis
3.3.2. Plastic Analysis
4. Experimental Verification
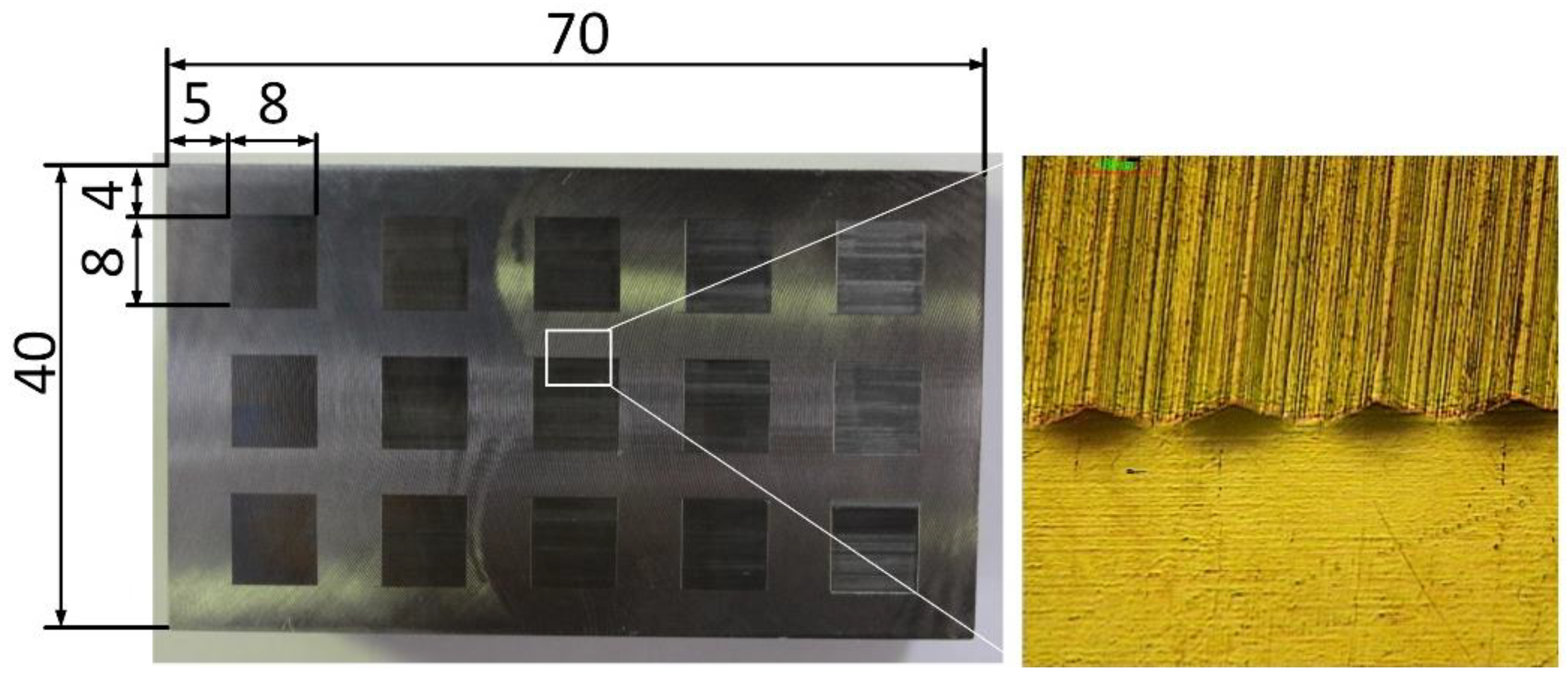
4.1. Experimental Materials
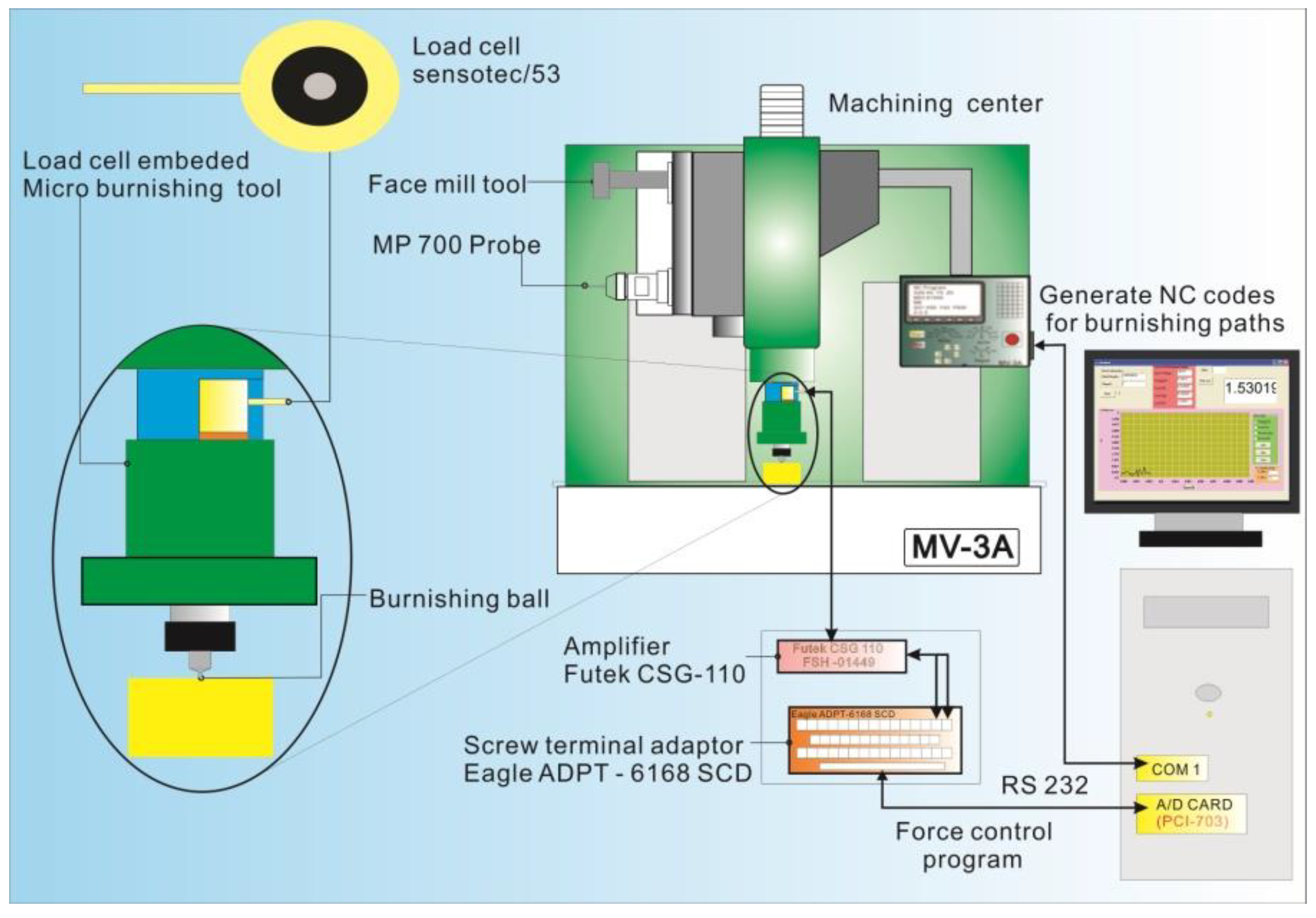
4.2. Small Ball-Burnishing Process
4.3. Process Parameters
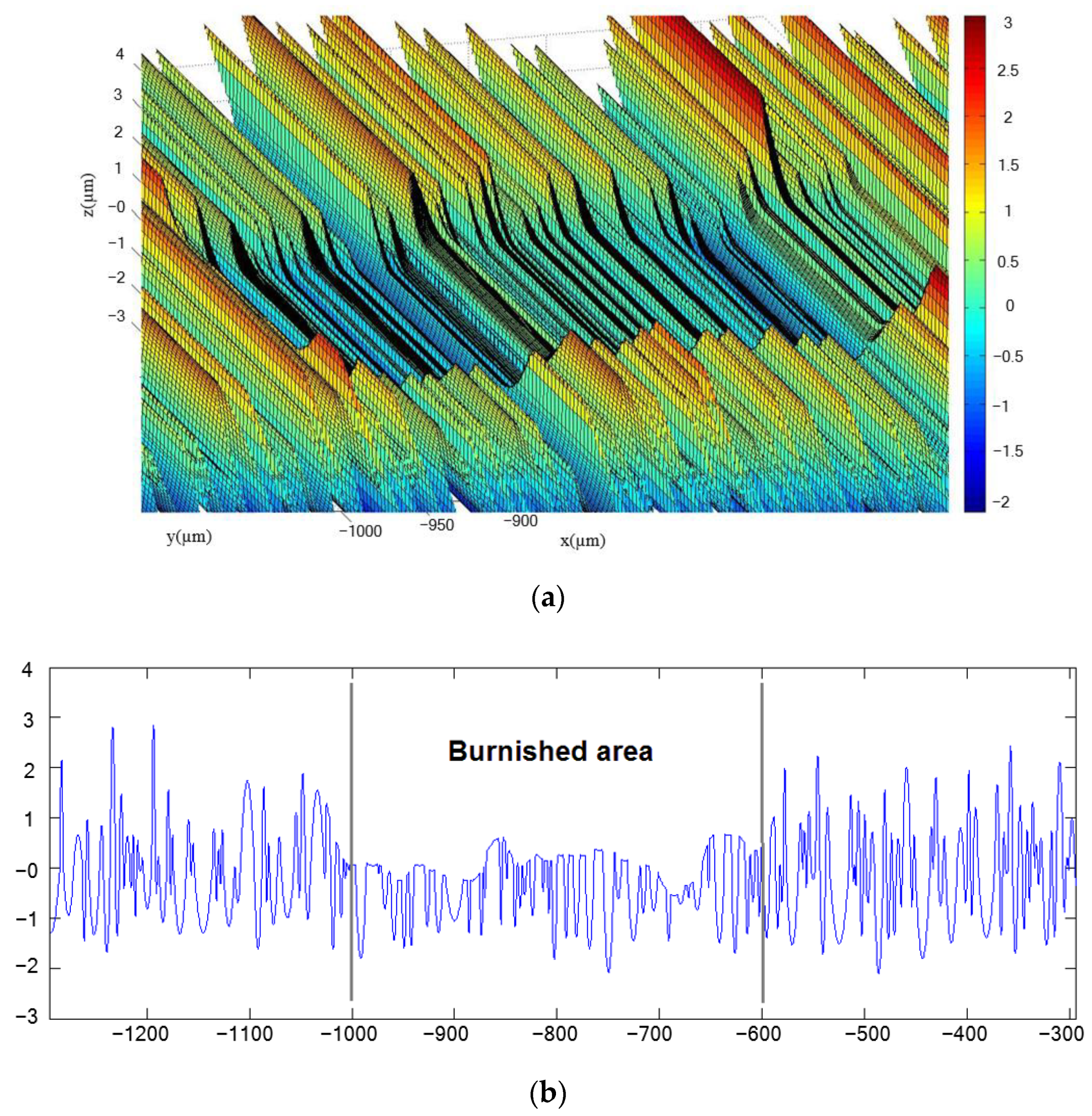
5. Results and Discussions
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Korzynski, M. Modeling and experimental validation of the force–surface roughness relation for smoothing burnishing with a spherical tool. Int. J. Mach. Tools Manuf. 2007, 47, 1956–1964. [Google Scholar] [CrossRef]
- Dzionk, S.; Przybylski, W.; Ścibiorski, B. The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process. Machines 2020, 8, 63. [Google Scholar] [CrossRef]
- Dzierwa, A.; Markopoulos, A.P. Influence of Ball-Burnishing Process on Surface Topography Parameters and Tribological Properties of Hardened Steel. Machines 2019, 7, 11. [Google Scholar] [CrossRef]
- Yuan, X.; Sun, Y.W.; Li, C.Y.; Liu, W.R. Experimental investigation into the effect of low plasticity burnishing parameters on the surface integrity of TA2. Int. J. Adv. Manuf. Technol. 2017, 88, 1089–1099. [Google Scholar] [CrossRef]
- Shiou, F.J.; Chen, C.H. Freeform surface finish of plastic injection mold by using ball-burnishing process. J. Mater. Process. Technol. 2003, 140, 248–254. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A.; Sánchez, J.A.; Arana, J.L. The effect of ball burnishing on heat-treated steel and Inconel 718 milled surfaces. Int. J. Adv. Manuf. Technol. 2007, 32, 958–968. [Google Scholar] [CrossRef]
- Sai, W.B.; Sai, K. Finite element modeling of burnishing of AISI 1042 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 460–465. [Google Scholar] [CrossRef]
- Bougharriou, A.; Sai, W.B.; Sai, K. Prediction of surface characteristics obtained by burnishing. Int. J. Adv. Manuf. Technol. 2010, 51, 205–215. [Google Scholar] [CrossRef]
- Luo, H.Y.; Liu, J.Y.; Wang, L.J.; Zhong, Q.P. Study of the mechanism of the burnishing process with cylindrical polycrystalline diamond tools. J. Mater. Process. Technol. 2006, 180, 9–16. [Google Scholar] [CrossRef]
- Jeng, Y.R. Characterization of surface height distributions. J. Chin. Soc. Mech. Eng. 1998, 19, 7. [Google Scholar]
- Aramaki, H.; Cheng, H.S.; Chung, Y.-W. The Contact Between Rough Surfaces With Longitudinal Texture—Part I: Average Contact Pressure and Real Contact Area. J. Tribol. 1993, 115, 419–424. [Google Scholar] [CrossRef]
- Chang, W.R. An elastic-plastic contact model for a rough surface with an ion-plated soft metallic coating. Wear 1997, 212, 229–237. [Google Scholar] [CrossRef]
- Abdo, J.; Farhang, K. Elastic–plastic contact model for rough surfaces based on plastic asperity concept. Int. J. Nonlin. Mech. 2005, 40, 495–506. [Google Scholar] [CrossRef]
- Bhushan, B. Principles and Applications to Tribology; John Willey & Sons Ltd.: West Sussex, UK, 2013. [Google Scholar]
- Liu, C.S.; Zhang, K.; Yang, R. The FEM analysis and approximate model for cylindrical joints with clearances. Mech. Mach. Theory 2007, 42, 183–197. [Google Scholar] [CrossRef]
- Tabor, D. The Hardness of Metals; Illustrated, Ed.; Oxford Classics Series 2000; Oxford University Press Inc.: New York, NY, USA, 2000. [Google Scholar]
- Shiou, F.J.; Banh, Q.N. Development of an innovative small ball-burnishing tool embedded with a load cell. Int. J. Adv. Manuf. Technol. 2016, 87, 31–41. [Google Scholar] [CrossRef]
- Banh, Q.N.; Shiou, F.J. Determination of Optimal Small Ball-Burnishing Parameters for Both Surface Roughness and Superficial Hardness Improvement of STAVAX. Arab. J. Sci. Eng. 2016, 41, 639–652. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
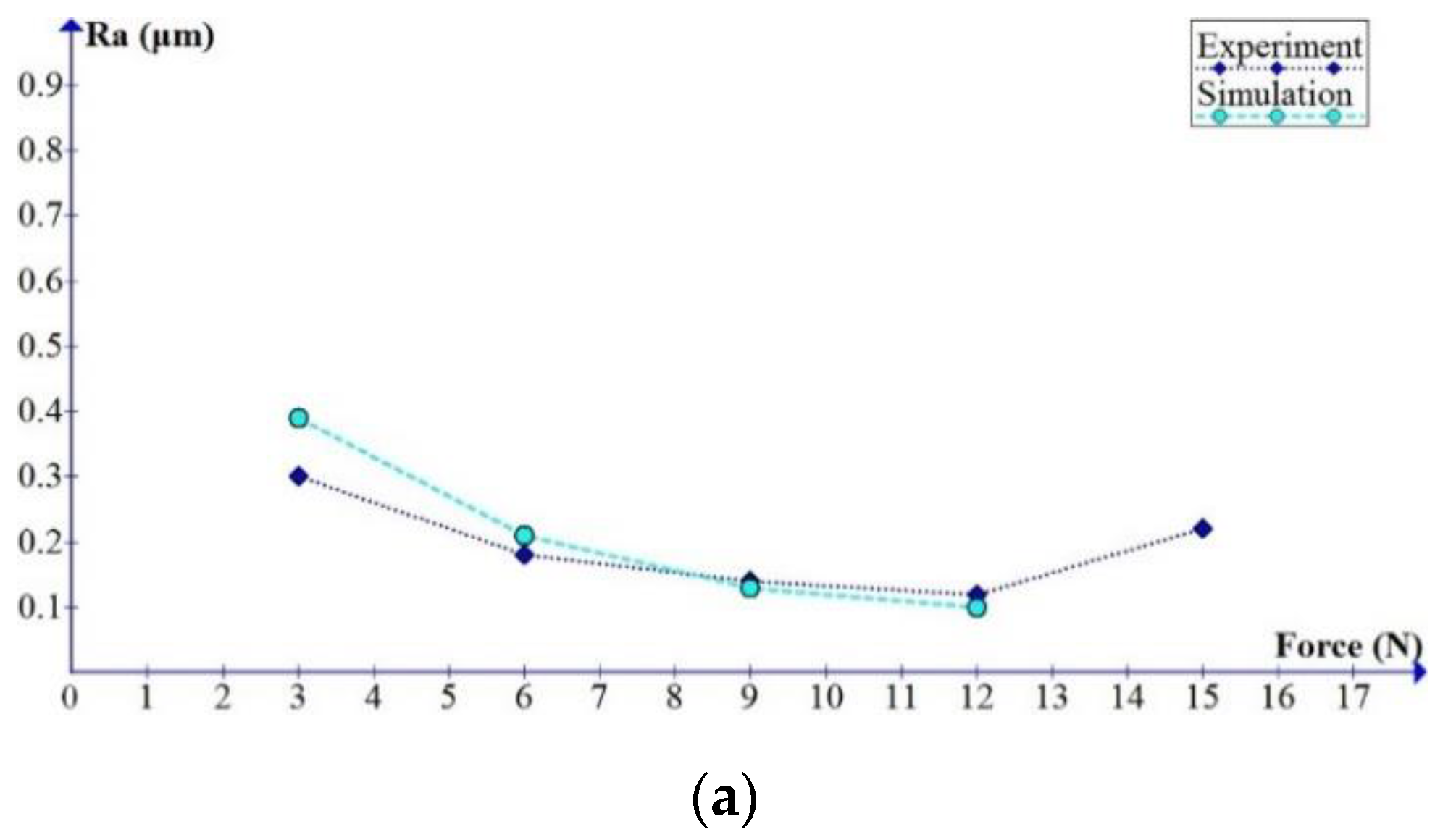
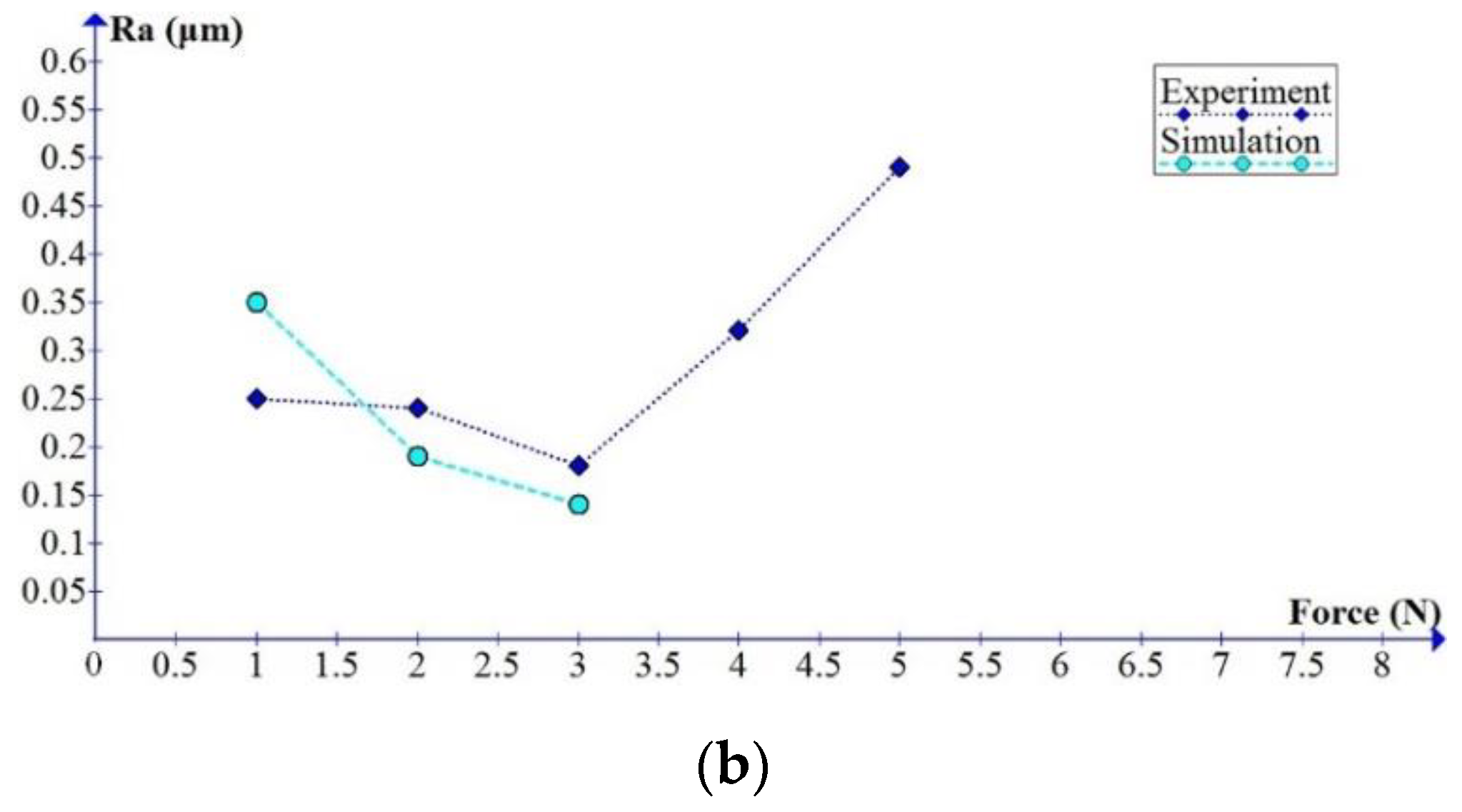
| Workpiece | Force (N) | Rmax(μm) | Ra (μm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Experiment | Simulation | Experiment | Simulation | ||||||||
| 1 | 2 | 3 | Mean | 1 | 2 | 3 | Mean | ||||
| Polmax | Milled | 6.22 | 6.05 | 6.11 | 6.13 | 5.71 | 0.77 | 0.75 | 0.76 | 0.76 | 0.76 |
| 3 | 1.6 | 1.52 | 1.54 | 1.40 | 1.71 | 0.32 | 0.28 | 0.30 | 0.30 | 0.39 | |
| 6 | 1.37 | 1.4 | 1.42 | 1.12 | 1.33 | 0.17 | 0.19 | 0.19 | 0.18 | 0.21 | |
| 9 | 1.09 | 1.13 | 1.15 | 1.22 | 0.83 | 0.13 | 0.14 | 0.15 | 0.14 | 0.13 | |
| 12 | 1.25 | 1.2 | 1.2 | 1.22 | 0.64 | 0.12 | 0.12 | 0.13 | 0.12 | 0.10 | |
| 15 | 2.18 | 2.2 | 2.27 | 2.73 | N/A | 0.21 | 0.22 | 0.22 | 0.22 | N/A | |
| OFC | Milled | 7.07 | 6.86 | 6.82 | 6.98 | 6.21 | 0.90 | 0.88 | 0.88 | 0.89 | 0.89 |
| 1 | 2.1 | 1.92 | 1.98 | 2.00 | 2.22 | 0.25 | 0.23 | 0.27 | 0.25 | 0.35 | |
| 2 | 1.89 | 2.08 | 2.21 | 2.06 | 2.01 | 0.23 | 0.23 | 0.25 | 0.24 | 0.19 | |
| 3 | 1.44 | 1.37 | 1.42 | 1.41 | 1.61 | 0.19 | 0.17 | 0.19 | 0.18 | 0.14 | |
| 4 | 2.56 | 2.49 | 2.68 | 2.58 | N/A | 0.32 | 0.32 | 0.33 | 0.32 | N/A | |
| 5 | 3.85 | 3.66 | 3.75 | 3.76 | N/A | 0.51 | 0.49 | 0.47 | 0.49 | N/A | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banh, Q.-N.; Nguyen, H.-D.; Tran, A.S. Numerical Simulation and Experimental Validation of Surface Roughness by the Smoothing Small Ball-Burnishing Process. Machines 2021, 9, 48. https://doi.org/10.3390/machines9030048
Banh Q-N, Nguyen H-D, Tran AS. Numerical Simulation and Experimental Validation of Surface Roughness by the Smoothing Small Ball-Burnishing Process. Machines. 2021; 9(3):48. https://doi.org/10.3390/machines9030048
Chicago/Turabian StyleBanh, Quoc-Nguyen, Hai-Dang Nguyen, and Anh Son Tran. 2021. "Numerical Simulation and Experimental Validation of Surface Roughness by the Smoothing Small Ball-Burnishing Process" Machines 9, no. 3: 48. https://doi.org/10.3390/machines9030048
APA StyleBanh, Q.-N., Nguyen, H.-D., & Tran, A. S. (2021). Numerical Simulation and Experimental Validation of Surface Roughness by the Smoothing Small Ball-Burnishing Process. Machines, 9(3), 48. https://doi.org/10.3390/machines9030048