
Development and Research of Crosshead-Free Piston Hybrid Power Machine

 ,
,
Abstract
1. Introduction
- -
- Poor cooling of the cylinder–piston group and the compressed gas;
- -
- Many moving parts with reciprocating movement;
- -
- Specific weight and size indicators have low values.
- -
- Working chamber volume and boundaries change, the computational grid is to be rebuilt constantly, and it complicates the implementation of existing software for non-steady flow of viscous compressible liquid as for laminar and turbulent flows;
- -
- Linear dimensions of positive displacement machines are rather small, so there is no need to use models with distributed parameters, as when there are small linear dimensions, uneven distribution of thermodynamic parameters is very small in the working chamber. This is true for displacement pumps, as the speed of sound (speed of propagation of simple waves of compression and expansion) is greater than in gas;
- -
- The existing patterns of distribution of thermodynamic parameters in the working chambers of compressors and displacement pumps according to the angle of rotation are well-known, and researchers are often interested in averaged parameters at each point of the process under study. Therefore, when using models with distributed parameters, averaging at each angle of rotation is to be carried out, and the results of averaged thermodynamic parameters will be close to the thermodynamic parameters obtained when using models with lumped parameters;
- -
- Costs of material and physical resources necessary for the development and implementation of models with distributed parameters are higher than for models with lumped parameters;
- -
2. Mathematical Simulating of Work Processes of the Machine
2.1. Mathematical Simulation of Work Processes of Compressor Section
- -
- Simulated processes are reversible and equilibrium.
- -
- Working liquid is continuous.
- -
- Liquid entering the working chamber is localized as liquid layer on the piston surface.
- -
- Compressible gas is clean air.
- -
- Changing in gas potential and kinetic energy is negligible.
- -
- Working liquid is perfect gas.
- -
- Heat exchange of the working liquid with the walls of the working chambers of the compressor section is carried out only by convection and is described by the Newton–Richmann hypothesis.
- -
- PHPM operating mode with priority liquid flow from the pump section to the compressor (discharge pressure in the pump section is equal or higher than the discharge pressure in the compressor section);
- -
- PHPM operating mode with priority gas flow from the compressor section to the pump section (discharge pressure in the compressor section exceeds the discharge pressure in the pump section);
- -
- PHPM operating mode with equality of liquid mass per cycle from the pump section to the compressor section and back (the discharge pressure in the compressor section and the pump section are comparable).
- -
- Energy conservation equation as the first law of thermodynamics of a variable mass body;
- -
- Mass conservation equation;
- -
- Equation of motion;
- -
- Equation of state.
2.2. Mathematical Model of the Work Processes of the Pump Section
- -
- The working liquid of the pump section is viscous compressible dropping liquid that follows the laws of Newton and Hooke.
- -
- Mass transfer processes at the gas–liquid interface can be neglected.
- -
- The interface between liquid and gas is a plane parallel to the earth.
- -
- Coefficients of local resistances and the coefficient of friction along the length obtained in stationary modes of liquid flow can be used in unsteady flow.
2.3. Mathematical Model of Liquid Flow in a Groove Seal
- (1)
- When the piston moves at an angle of rotation from , compression processes are in the pump and compressor cavities. Initially, as the pressure in the pump cavity increases much faster than in the compressor, liquid from the pump section flows through the groove seal into the compressor and forms a liquid layer above the piston.
- (2)
- If the pressure is equal to pdp = pc, liquid movement into the compressor cavity ceases and then, when the pressure in the compressor cavity pc exceeds discharge pressure pdp in the pump, liquid flows from the compressor cavity to the pump.
- (3)
- When the piston moves from 0 < φ < π, there is suction in the compressor and pump cavities. If suction pressure in the compressor and pump section is equal, then there is no liquid movement in the groove seal. There is liquid movement from the compressor cavity to the pump as the pressure loss in the pump section during suction is more than that in the compressor.
3. Experimental Study
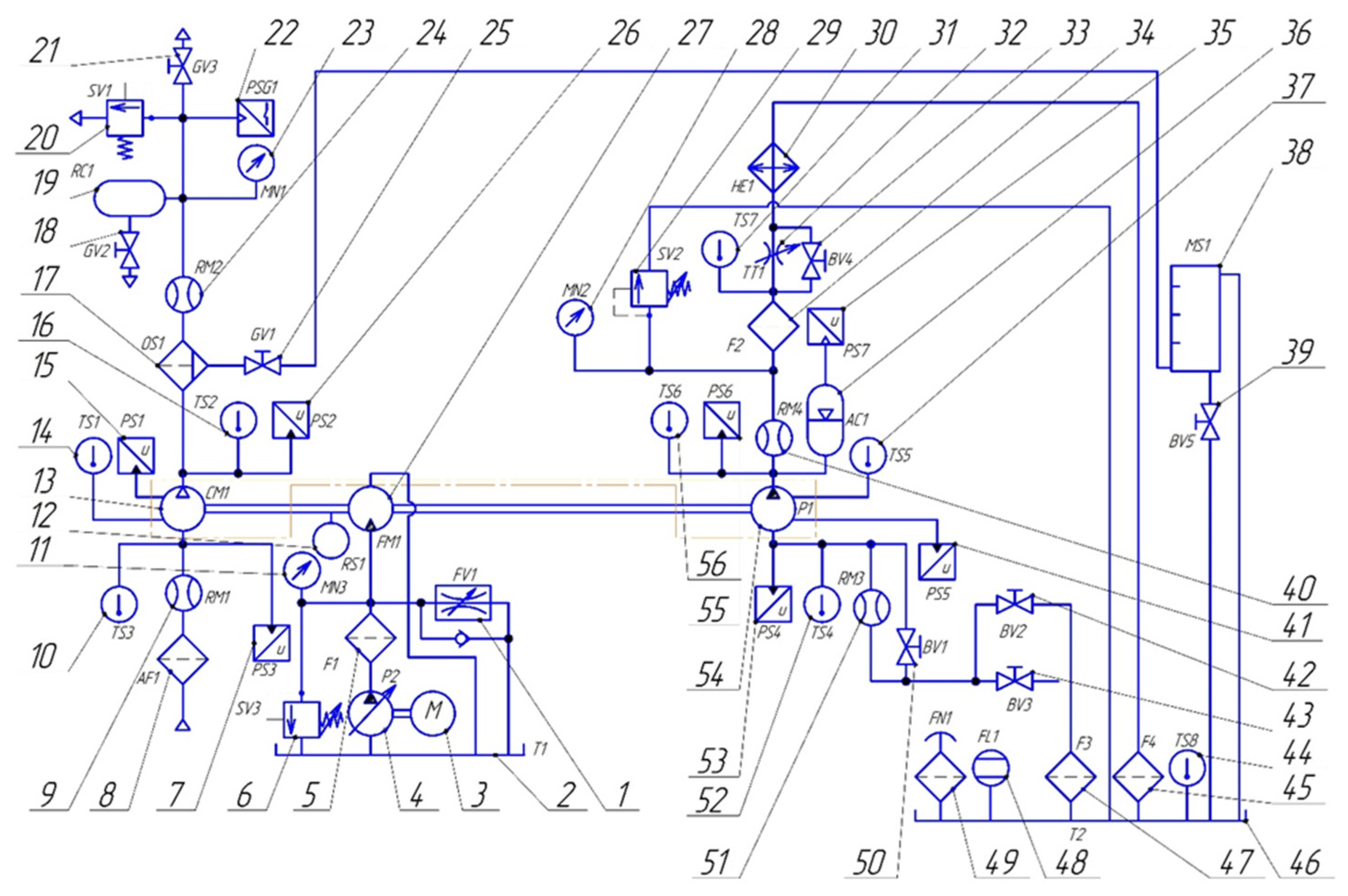
3.1. Object, Stand for Its Research, Measuring Equipment
- -
- Inner diameter of the piston is 55 mm;
- -
- The outer diameter of the piston is 65 mm;
- -
- Connecting rod length is 81 mm;
- -
- Piston stroke is 47 mm;
- -
- Total piston length is 119 mm;
- -
- Discharge pressure in the compressor section is up to 10 bar;
- -
- Discharge pressure in the pump section is up to 20 bar;
- -
- Crank angular velocity is from 250 to 750 min−1;
- -
- Suction pressure in the pump section is 1 bar;
- -
- Suction pressure in the compressor section is 1 bar.
- -
- To change smoothly the speed of the drive shaft while fixing the frequency of the piston reciprocating movement;
- -
- Measurement and maintenance of stationary parameters on the lines of liquid and gas suction and discharge;
- -
- Measurement of instantaneous values of pressures in working chambers with their indicator diagrams in digital and graphic forms;
- -
- Measuring the productivity of gas and liquid working chambers;
- -
- Measurement of leaks of working liquid;
- -
- High ergonomics to influence the main initial parameters;
- -
- Measuring the temperature of gas and liquid at suction and discharge, the temperature of the inner surface of the valve plate of the compressor section.
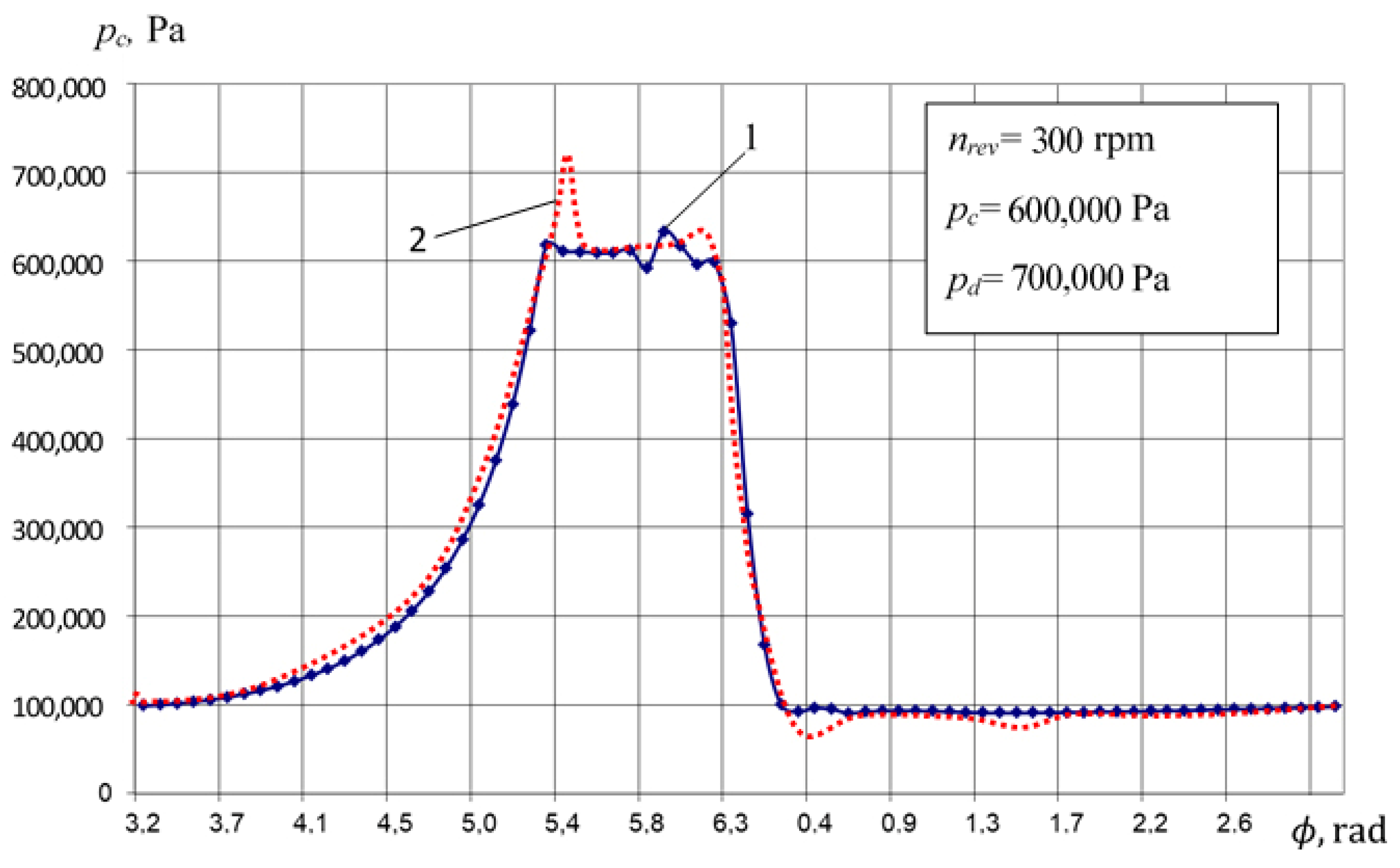
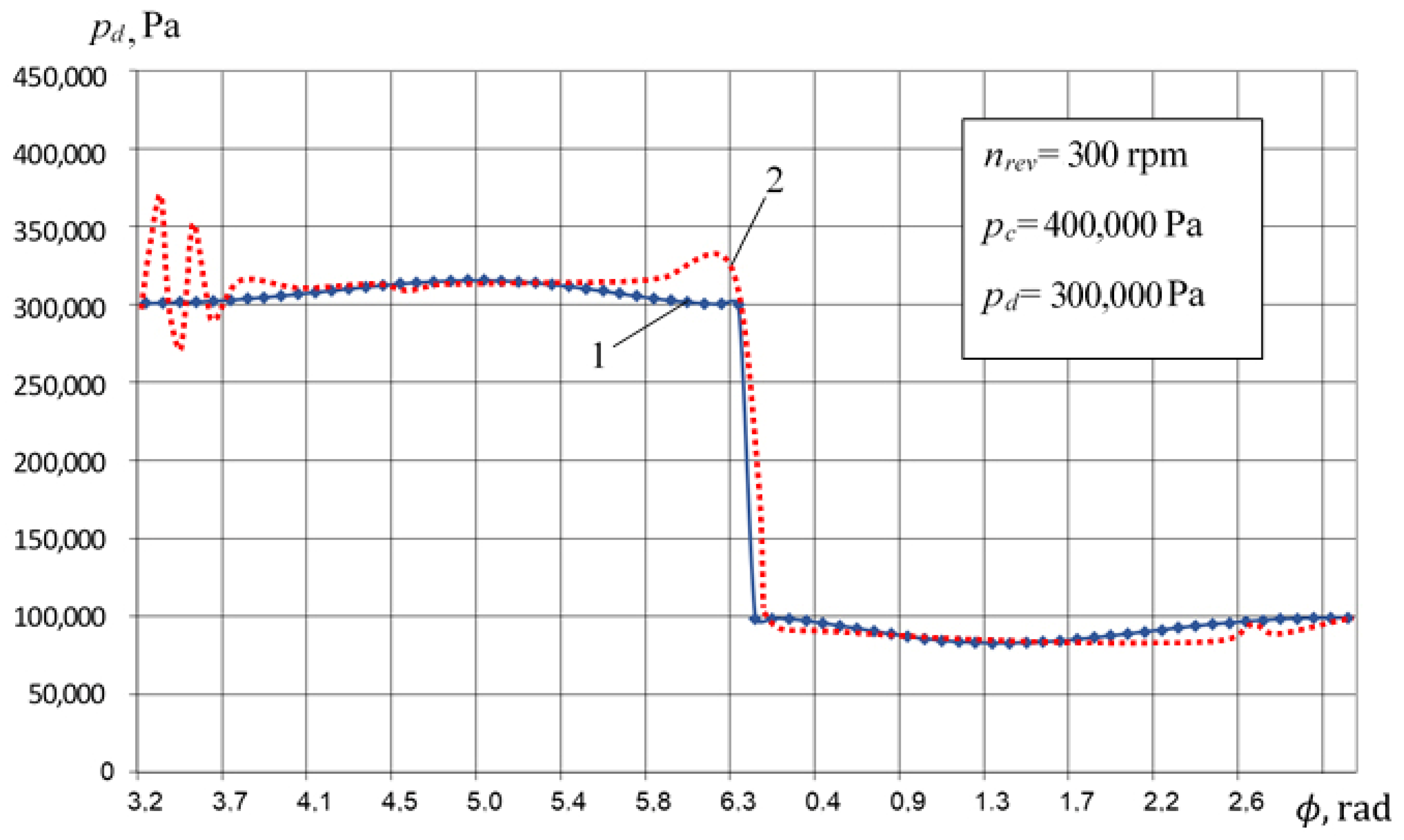
3.2. Verification of the Mathematical Model of Work Processes of Crosshead-Free PHPM
- -
- Discrepancy in determining instant pressure is insignificant in compression, expansion, and suction, and it is less than 5%.
- -
- Maximum discrepancy from 10% to 15% is observed during discharge, due to significant inertial forces acting on the liquid when the valve is opened, leading to a significant pressure jump in the experimental data.
- -
- Compression and suction are described with an error 5% max.
4. The Results of Numerical and Experimental Studies
- -
- Pressure in the compressor discharge line (receiver) pdc (from 3 to 7 bar);
- -
- Pump discharge pressure pdp (from 2 up to 10 bar);
- -
- Crankshaft speed nrev (from 250 up to 600 rpm).
- -
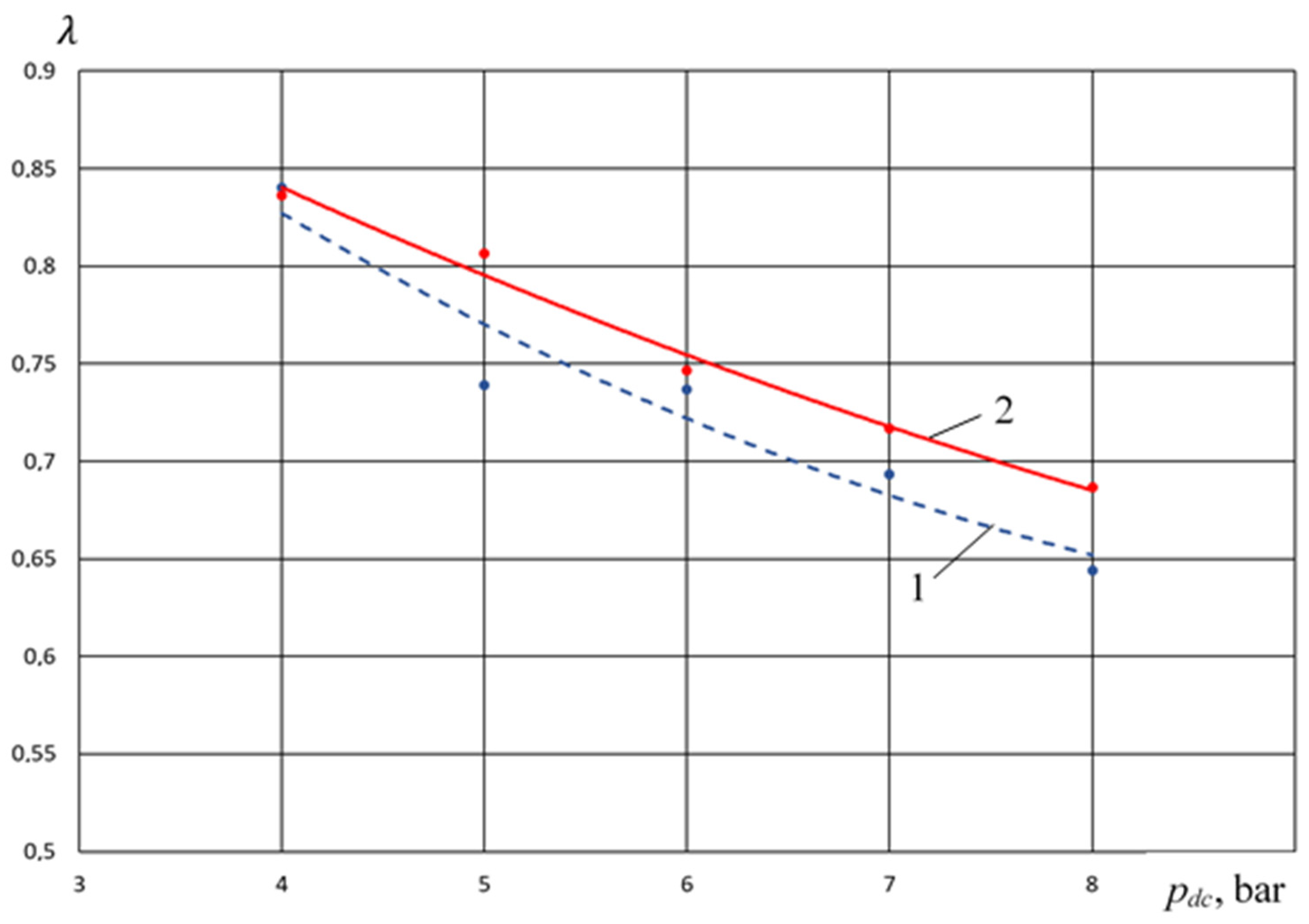
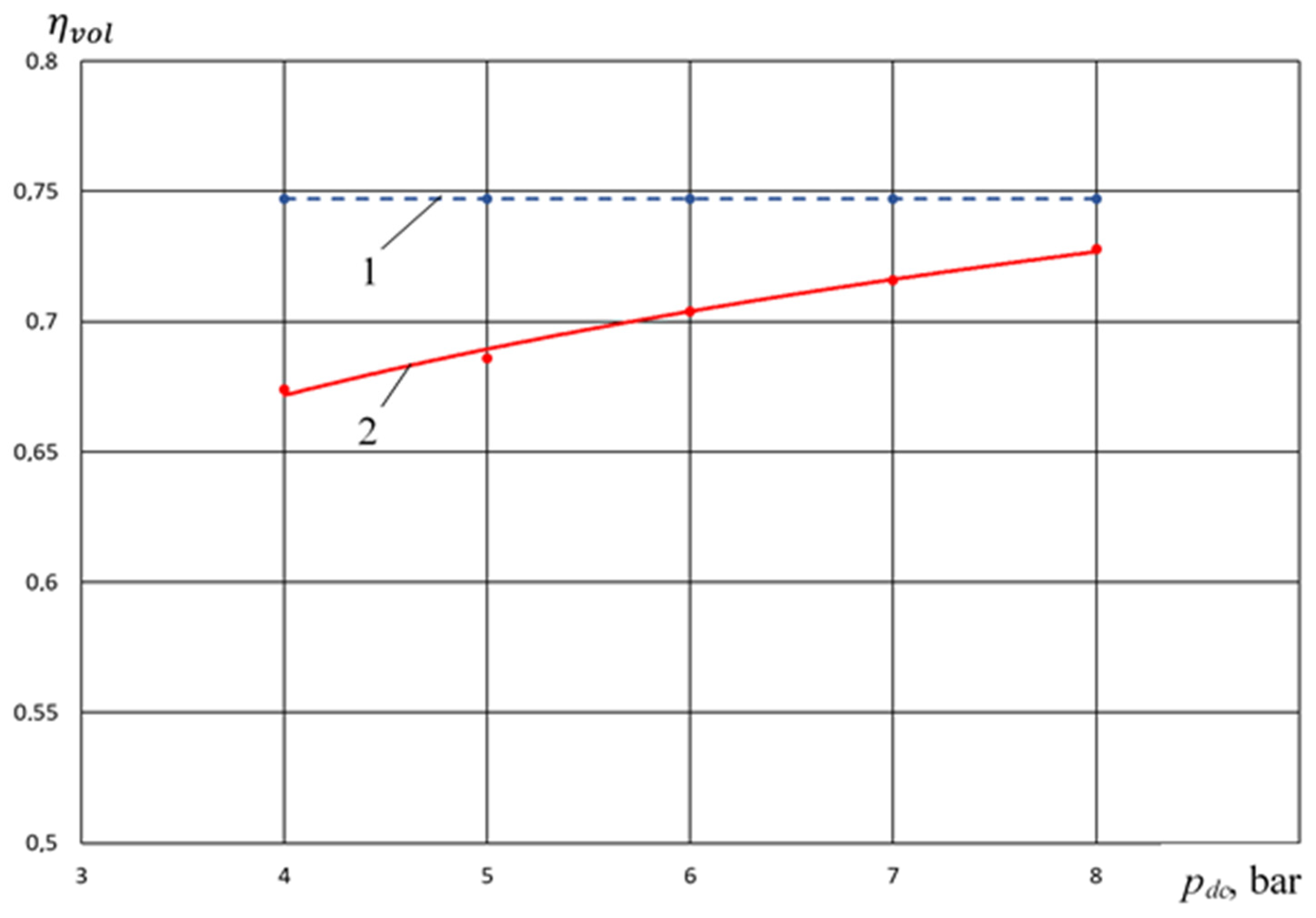
- At pdp = 3 bar and nrev = 250 rpm, discharge pressure of the compressor section varied in the range 3 bar ≤ pdc ≤ 7 bar.
- -
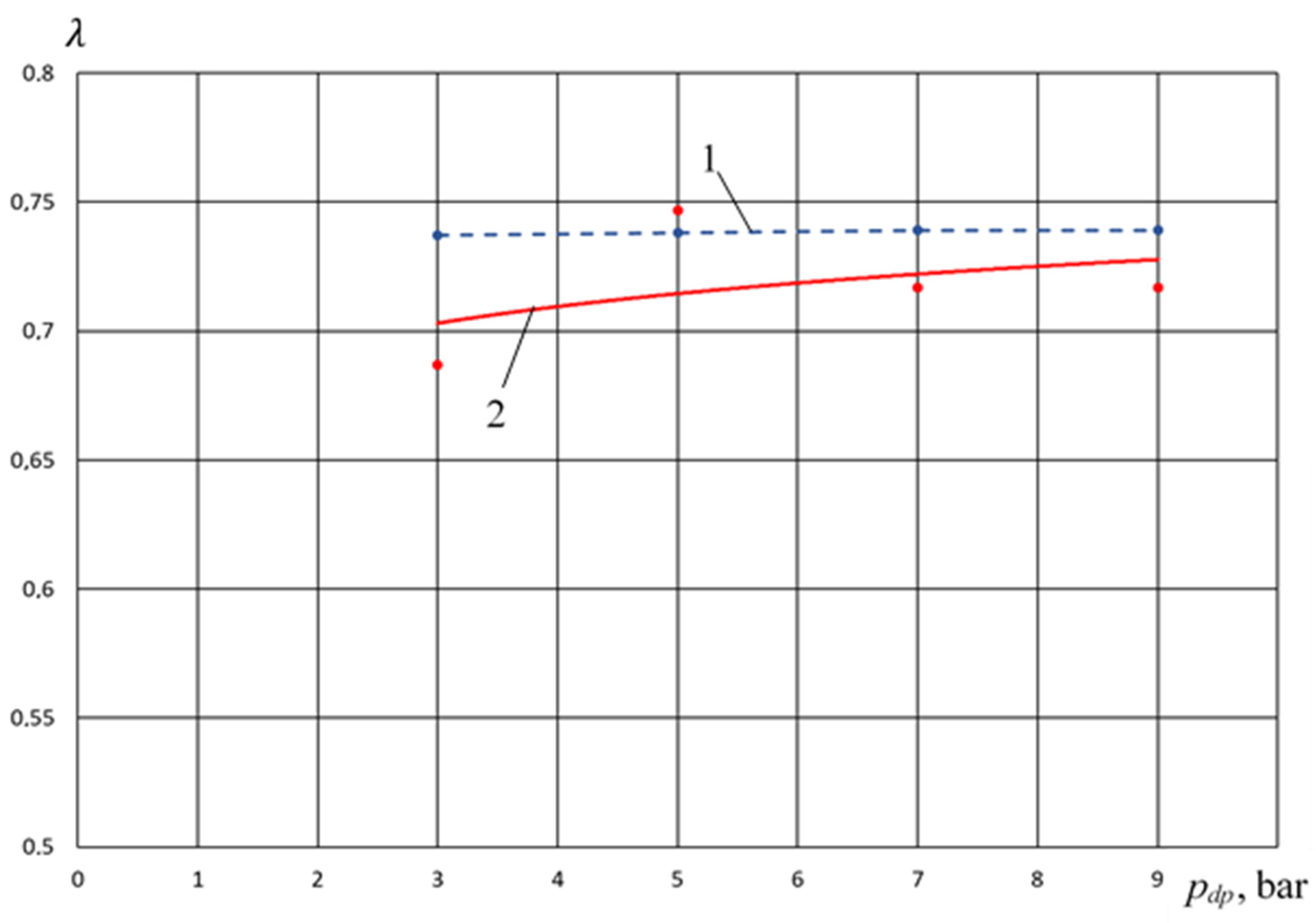
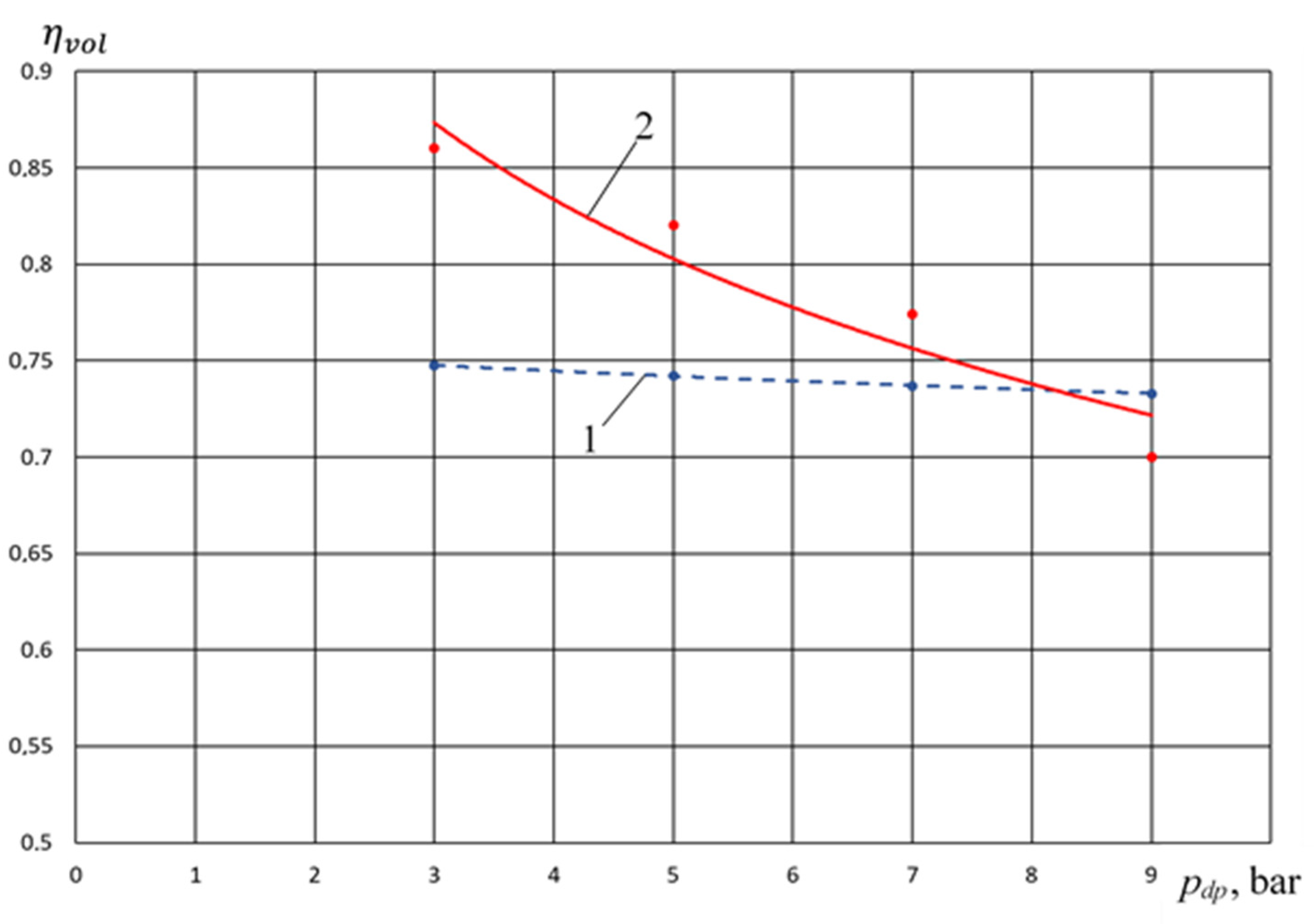
- At pdc = 5 bar and nrev = 250 rpm, the pump section discharge pressure varied in the range 2 bar ≤ pdp ≤ 10 bar.
- -
- At constant discharge pressures in the compressor and pump sections: pdp = 2 bar; pdc = 4 bar angular speed of the crankshaft varied from 250 to 450 rpm.
- -
- Relative dead space value (ad).
- -
- Radial clearance in the piston seal (δ1).
- -
- Initial groove seal length (lu0).
4.1. Physical Picture of Ongoing Work Processes (Based on the Results of Numerical Analysis)
4.2. Analysis of the Influence of the Main Operational Parameters on the Work Processes of Crosshead-Free PHPM (Based on the Results of Experimental Studies)
- -
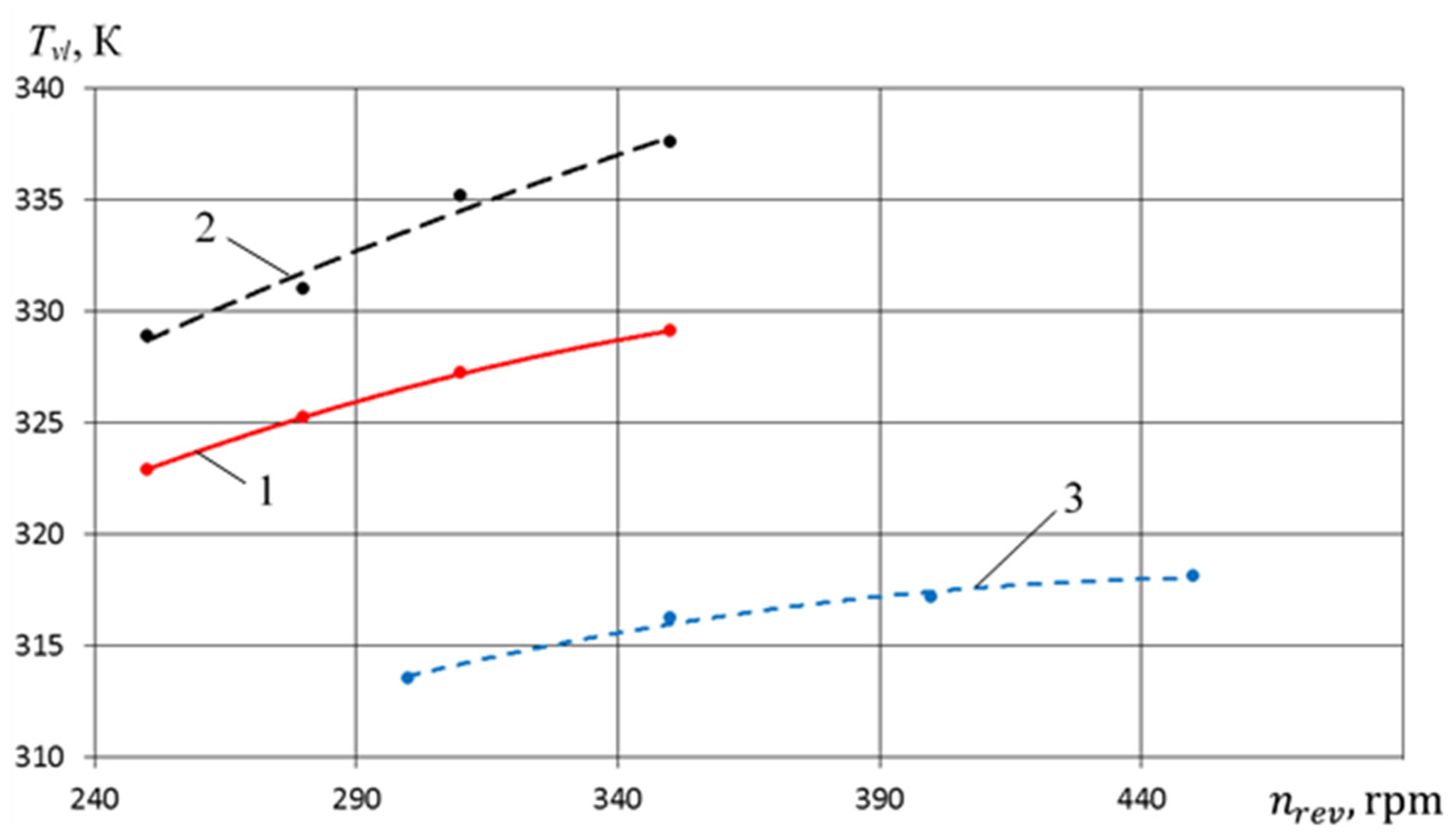
- Valve plate temperature has a maximum at pdp = 5 bar–314 K. If pdp increases, Tvl decreases.
- -
- Decreasing Tvl causes an increase in the discharge pressure of the pump section, which is also typical for earlier studies (curves 1 and 2). The most significant decrease Tvl is observed for a PHPM with a stepped groove seal, which is due to a more intensive liquid flow from the pump section to the compressor section.
- -
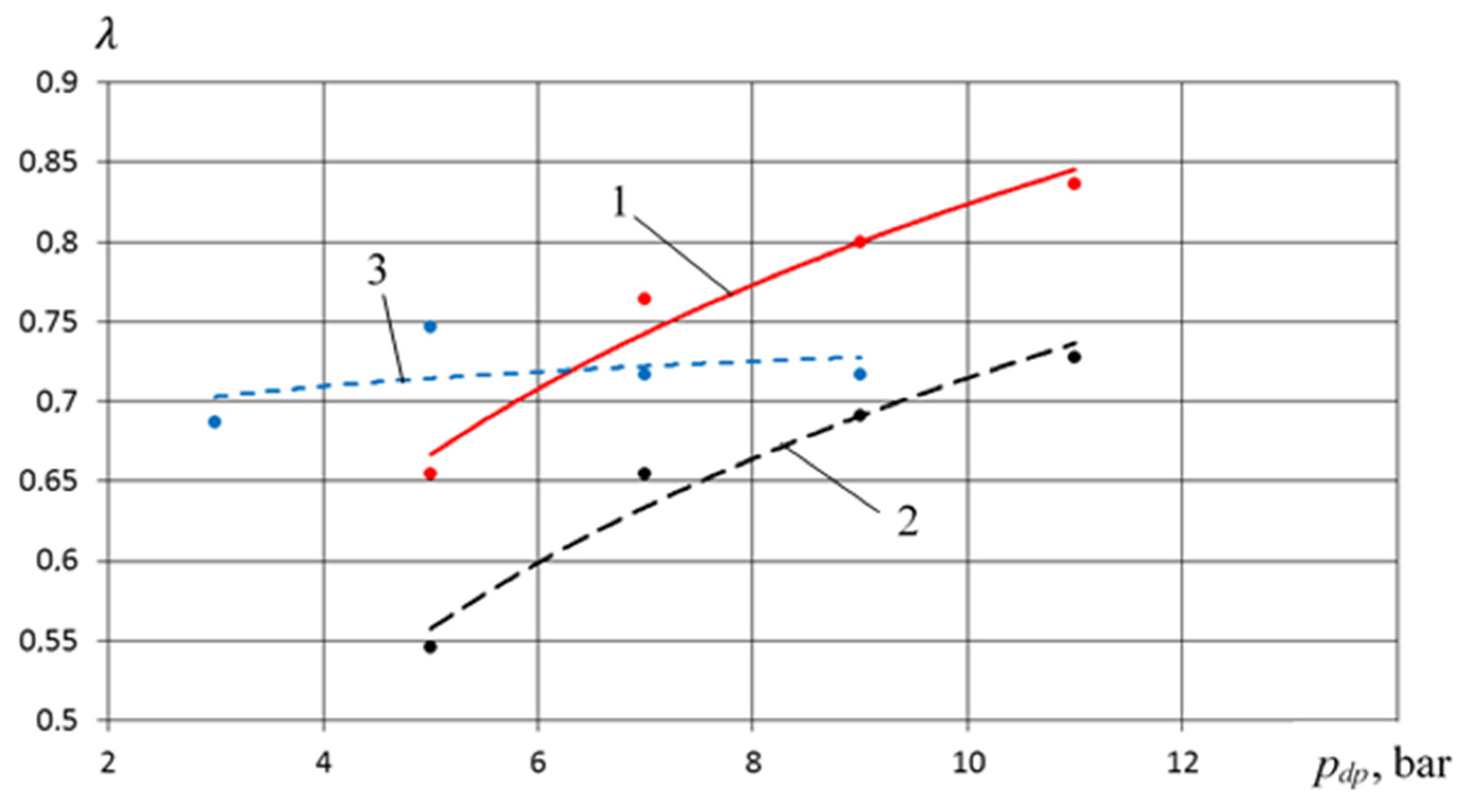
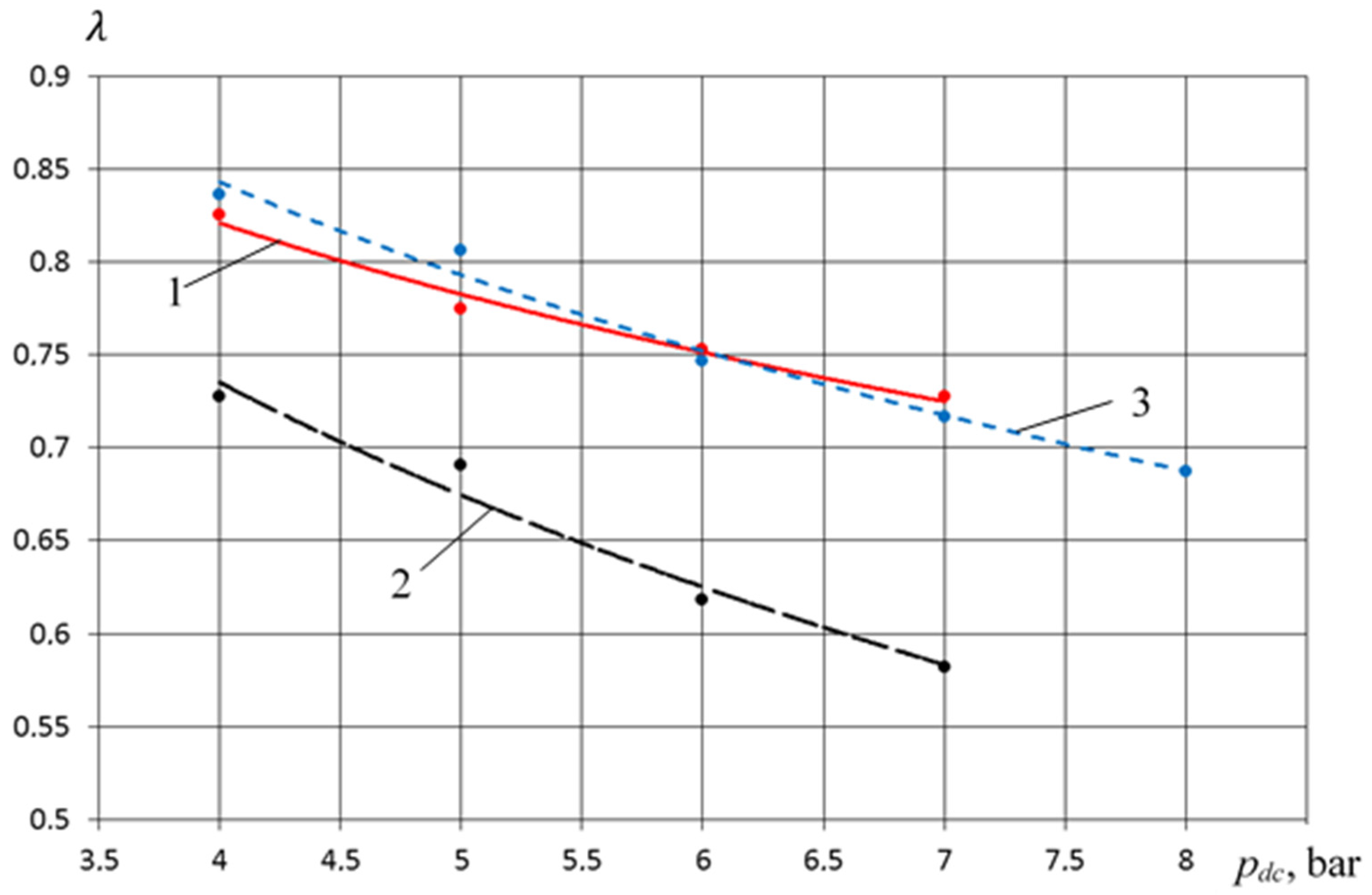
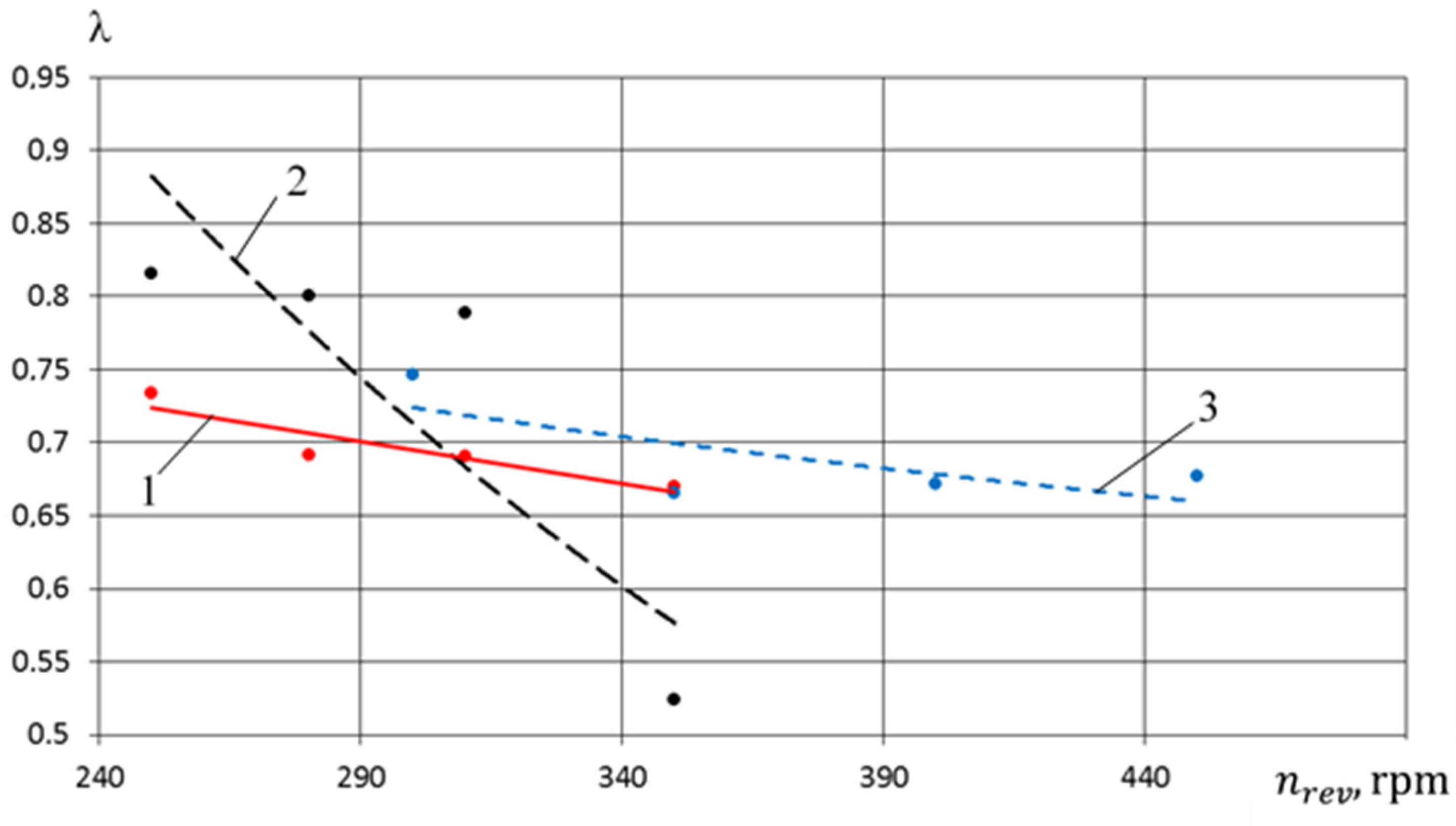
- In the range of pressure change 0.3 MPa ≤ pdp ≤ 0.6 MPa, the feed coefficient of the compressor section for the crosshead-free PHPM exceeds the values of the feed coefficients for the PHPM with smooth and stepped groove seals. So, at pdp = 0.5 MPa, the excess feed rate is 0.2 and 0.1 compared with smooth and stepped groove seals, which is, respectively, 27% and 13.5%. Such increase is due to , which is a high-temperature coefficient.
- -
- In the range 0.6 MPa ≤ pdp ≤ 0.9 MPa, the feed coefficient for the crosshead-free PHPM exceeds the values of the feed coefficients for the PHPM with smooth groove seals, but is lower for the PHPM with stepped groove seals. This is due to the fact that in the PHPM with a stepped groove seal, the amount of incoming liquid from the pump section to the compressor is the maximum among the options considered. This leads to a decrease in dead space and an increase in volumetric coefficient and .
- -
- The temperature of the valve plate for the crosshead-free PHPM is 10 K and 15 K, respectively; it is lower than that of the PHPM with a stepped and smooth groove seal.
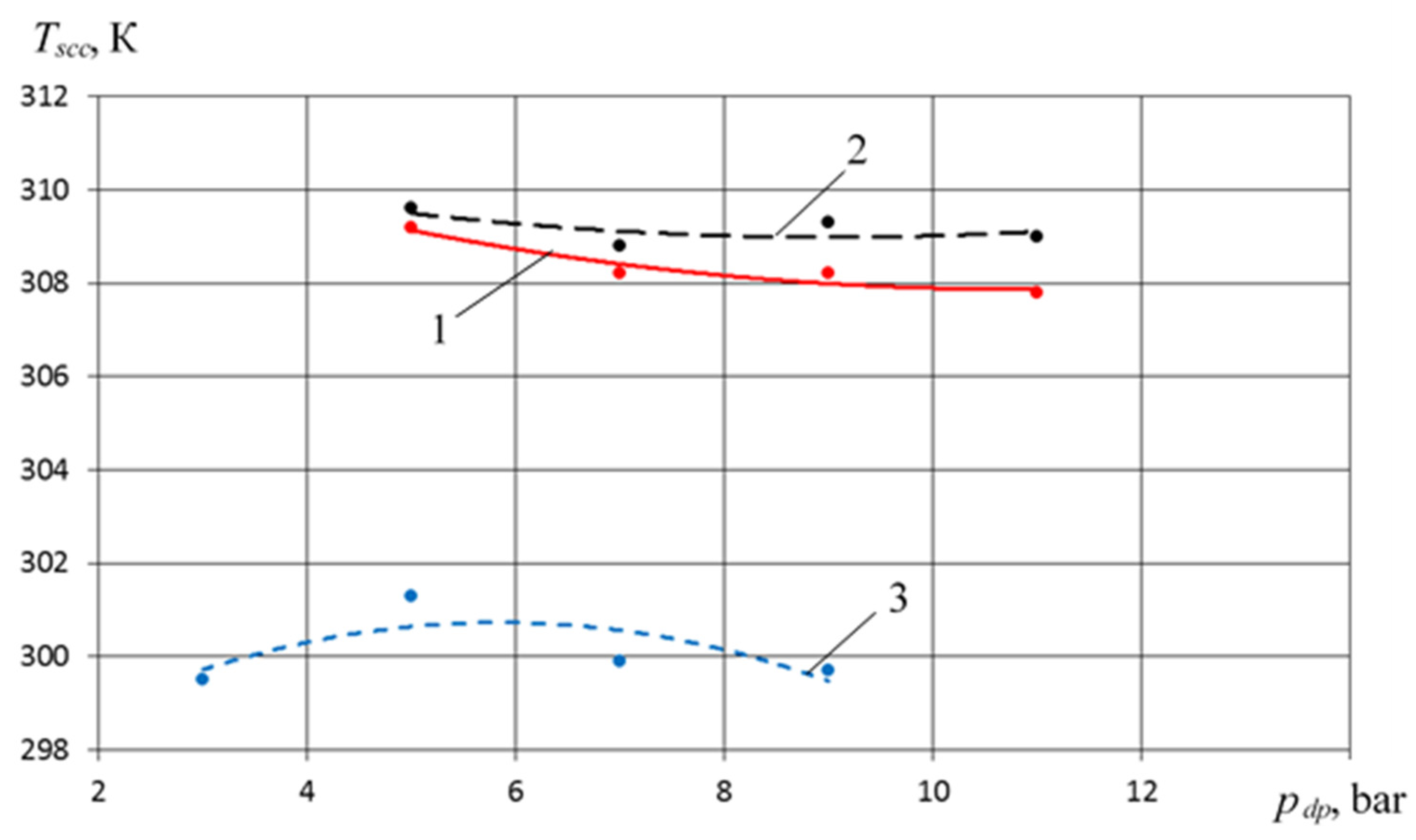
- -
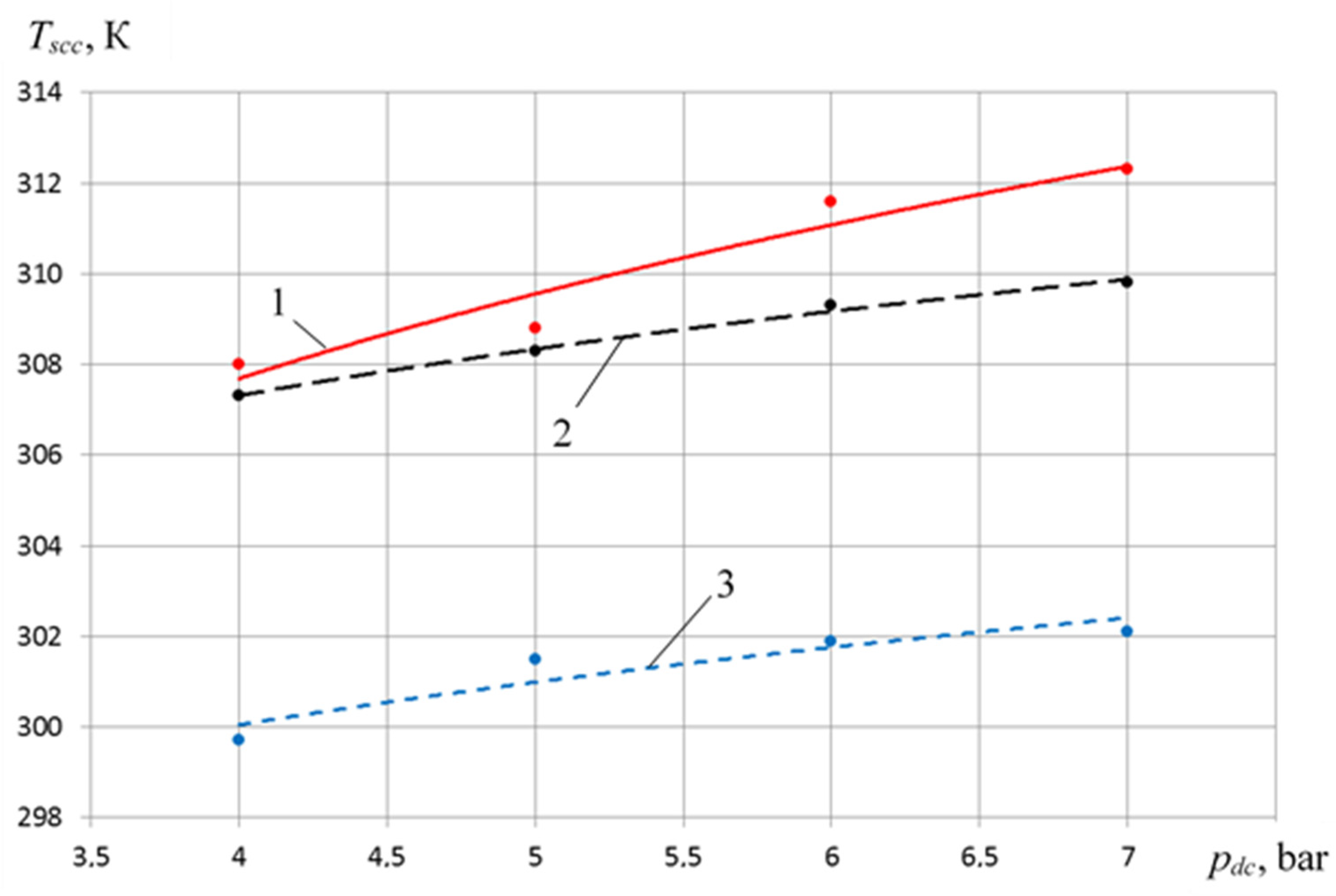
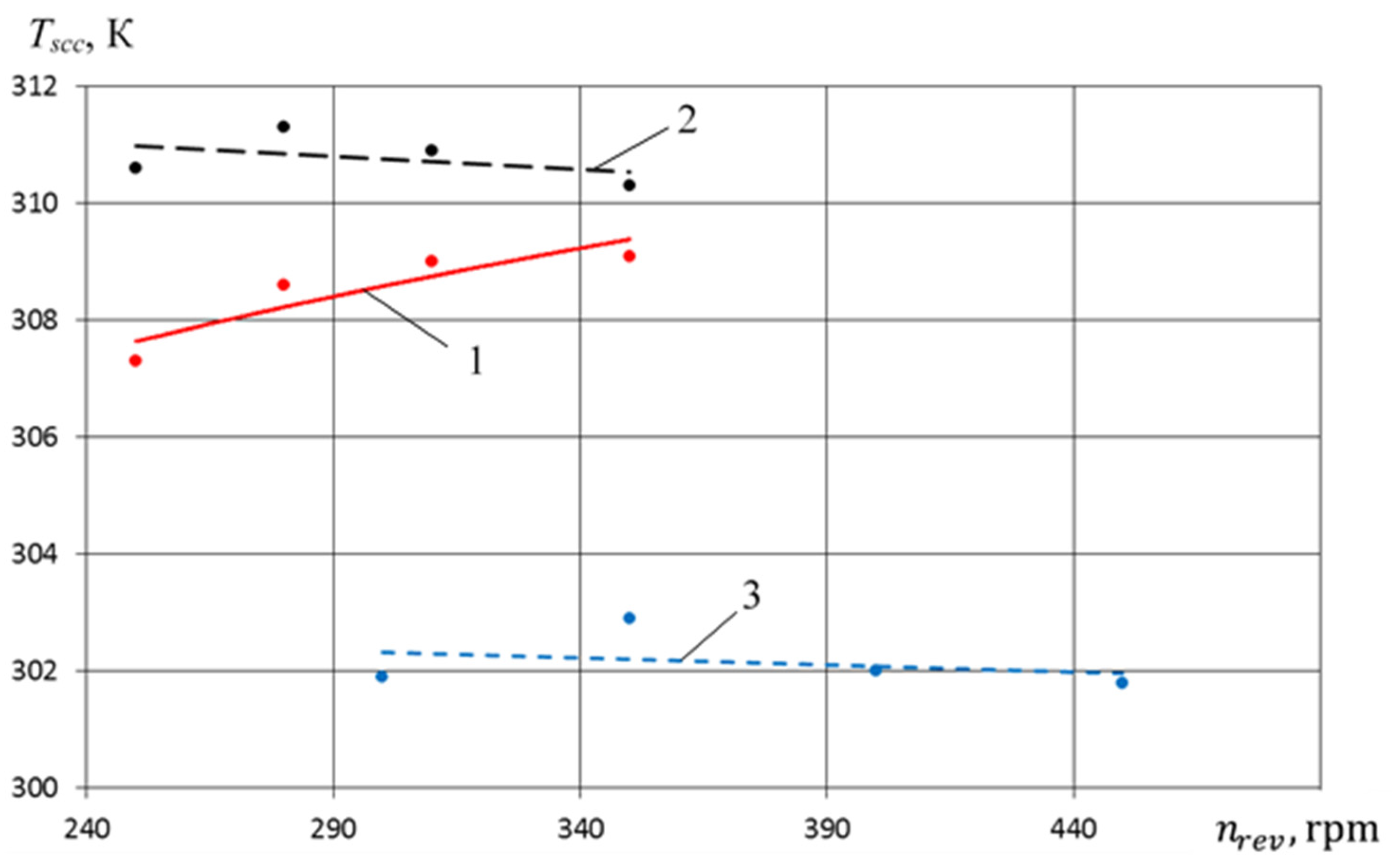
- Intake gas temperature Tscc of the crosshead-free PHPM is lower by 6 K and 8 K, respectively, than PHPM with a stepped and smooth groove seal.
5. Conclusions
- (1)
- Analysis of the advantages and disadvantages of existing PHPM constructions helped to develop a new design of crosshead-free PHPM, which is protected by a Patent for Invention of the Russian Federation.
- (2)
- Based on the fundamental laws of energy, mass, and motion conservation, after verification and adoption of a system of simplifying assumptions, a mathematical model of a crosshead-free PHPM with the primary liquid flow from the pump section to the compressor section has been developed, which includes a mathematical model of the compressor section, operating both in compressor mode and in pump mode, a mathematical model of the pump section, and a mathematical model of groove seals. The mathematical model determines the main integral characteristics of the compressor and pump sections: compressor delivery ratio, indicator efficiency, volumetric efficiency, mass of liquid removed from the compressor section per cycle, etc.
- (3)
- The developed mathematical model considers the physical picture of the ongoing work processes in the compressor and pump sections, as well as in the groove seals of the crosshead-free PHPM, which include:
- -
- Changes in thermodynamic parameters in the compressor and pump sections in terms of crankshaft angle;
- -
- Changes in the mass of liquid in the compressor section by the crankshaft angle;
- -
- The current height of the liquid layer above the piston in the compressor section according to the crankshaft angle;
- -
- Implementation of the “pumping stroke” in the compressor section determiming the pressure and flow rate of the liquid in the compressor discharge line.
- (4)
- Based on the proposed new design of the crosshead-free PHPM, a prototype was developed, and an experimental stand equipped with modern measuring equipment was created. Experimental studies proved the operability of the created prototype in the range of operational parameters; they confirmed the operability of the developed mathematical model with primary liquid flow from the pump section to the compressor section. The verification of the mathematical model was carried out at different discharge pressures of the compressor and pump sections. The comparison was completed using indicator diagrams, feed rate, volumetric efficiency and the volume of liquid removed to the compressor discharge line per cycle. The maximum discrepancy in the instantaneous pressure was observed in the process of injection both in the pump section and in the compressor section, and it was from 10 to 15%. The discrepancy in integral characteristics was within 5–10%. The developed mathematical model qualitatively and quantitatively describes real physical processes and is true to life.
- (5)
- As a result of the experimental and theoretical studies, it was established:
- -
- Temperature of the valve plate of the crosshead-free PHPM is from 10 to 15 K less than that of the crosshead PHPM with smooth and step-like groove;
- -
- Due to more intensive cooling of the cylinder–piston group in the crosshead-free PHPM, a decrease in the temperature of the suction gas by 6–8 K is observed in the entire range of the studied parameters as compared to the crosshead PHPM with smooth and step-like groove;
- -
- Due to more intensive cooling of the suction gas, there is an increase in the feed coefficient and indicator efficiency of the compressor section by 3–5% on average, and in some cases, it is higher if compared with analogs;
- -
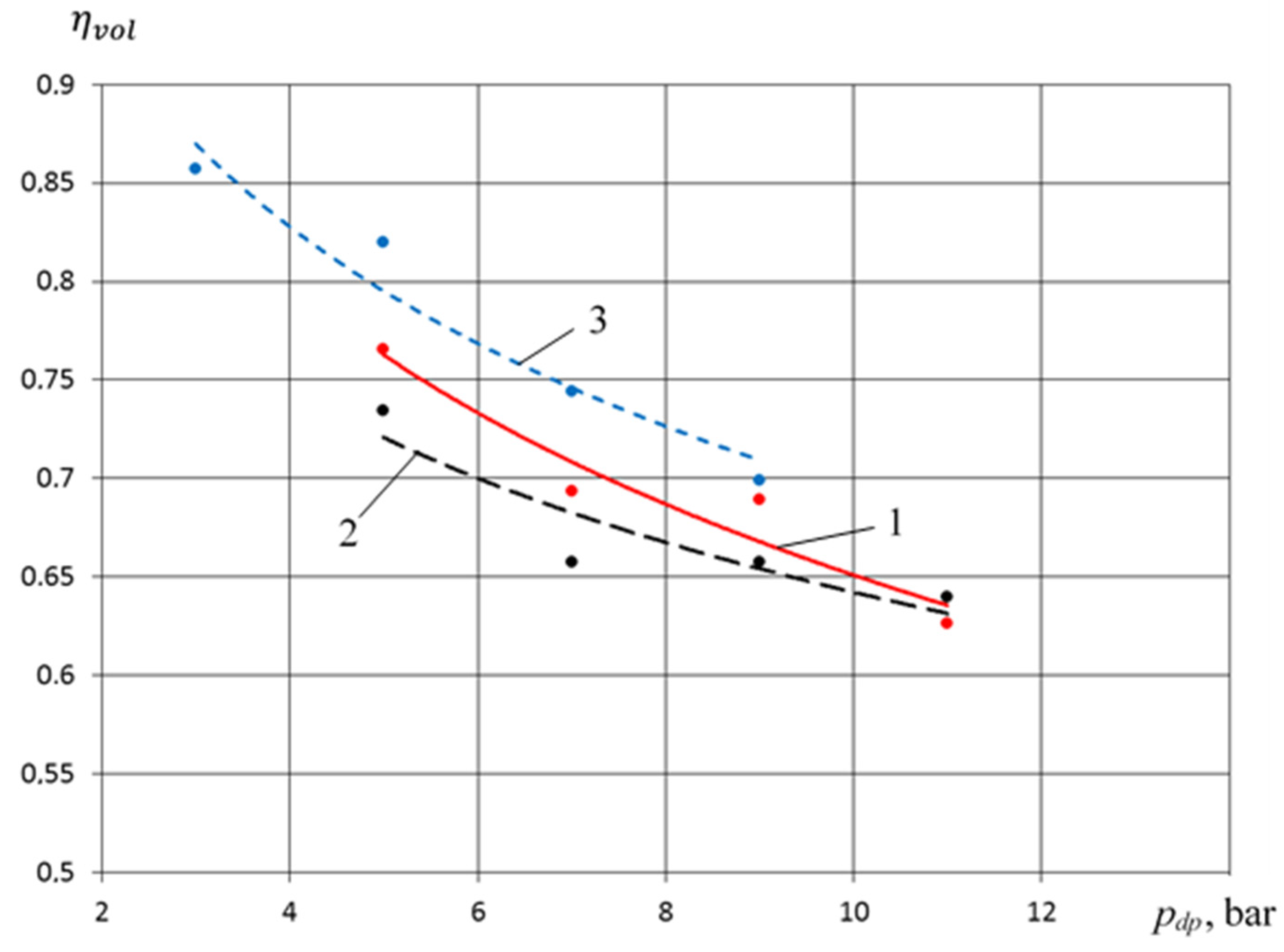
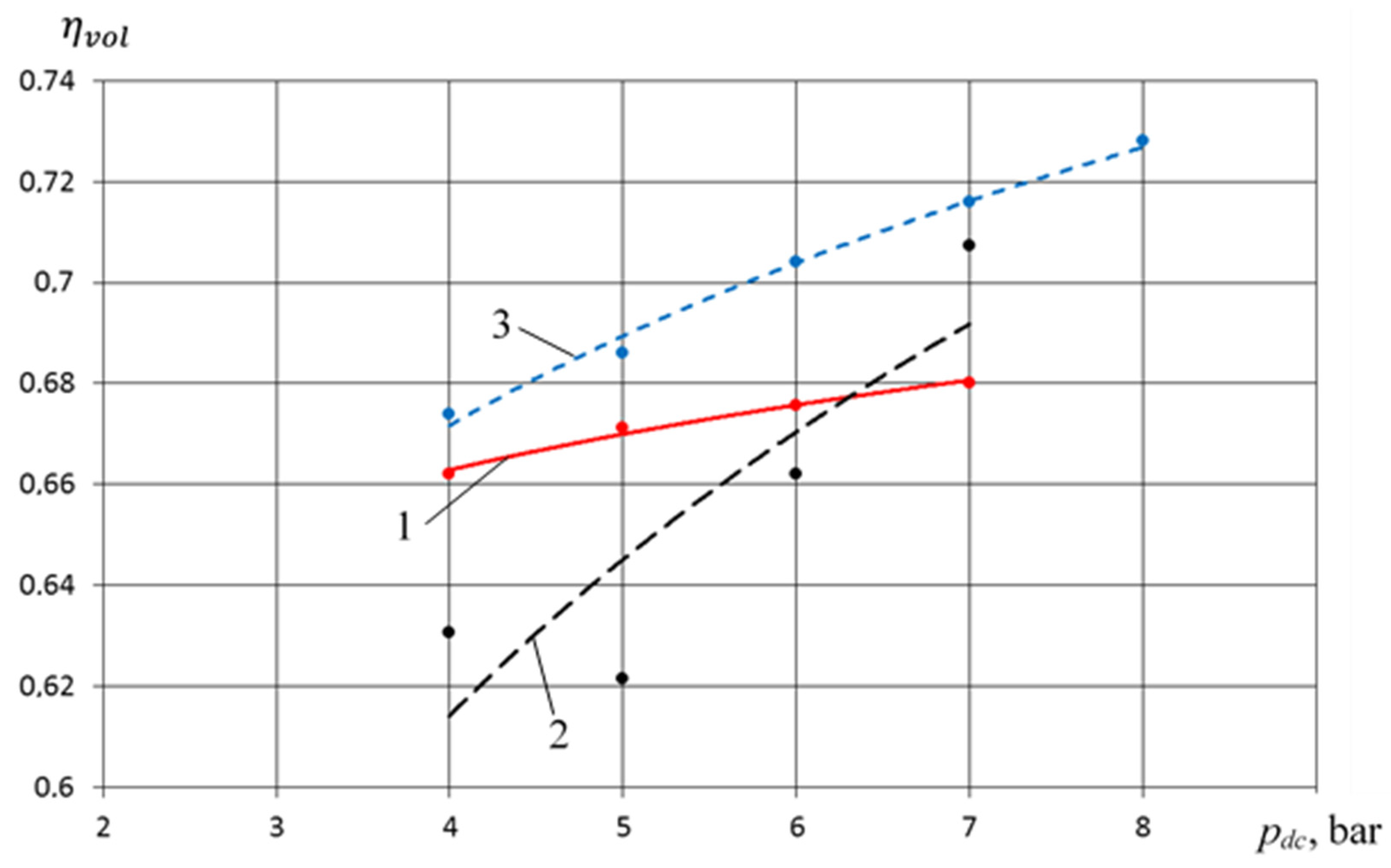
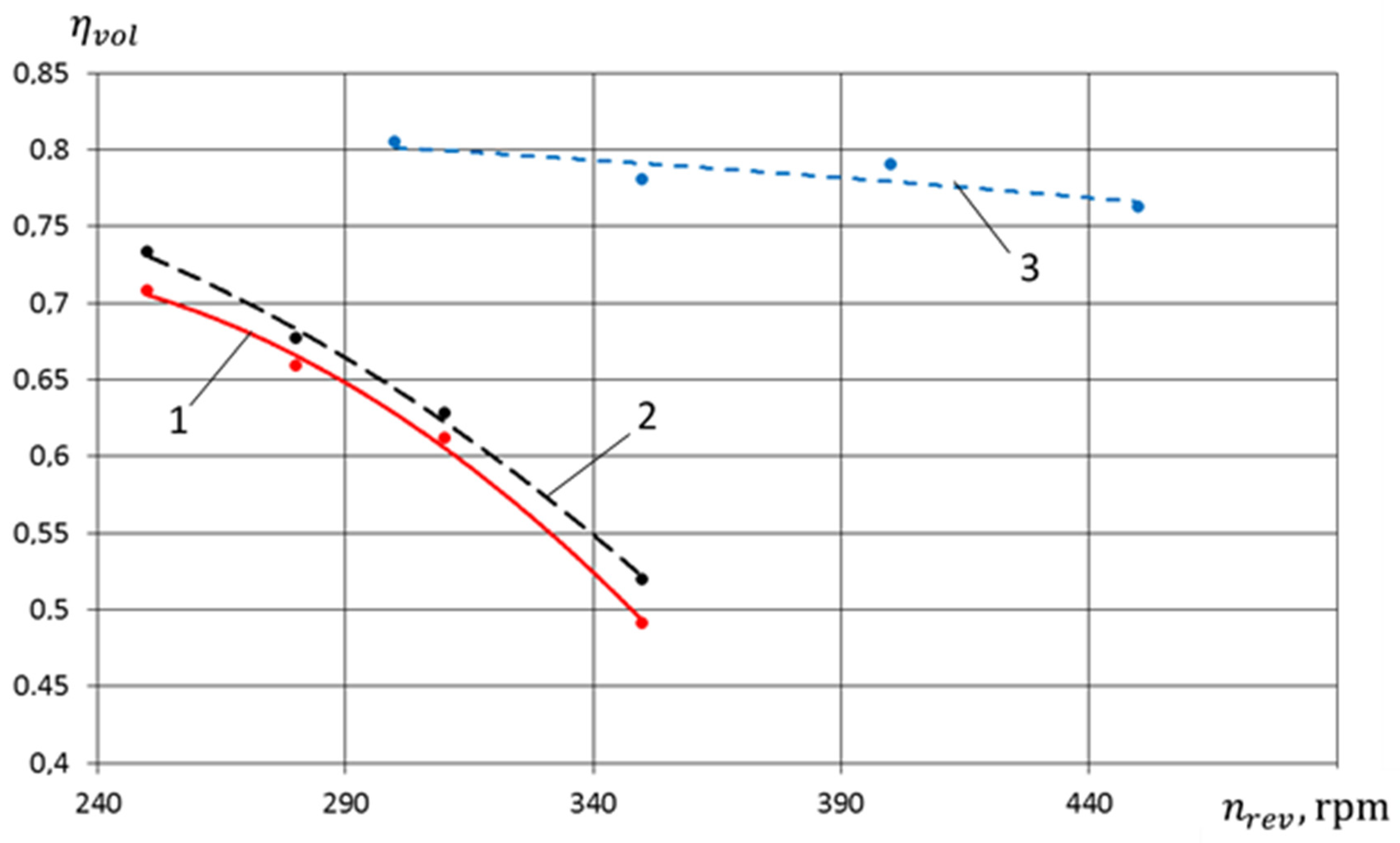
- Due to the design features of the crosshead-free PHPM, there is an increase in volumetric efficiency of the pump section by 5–10% compared to the studied analogs;
- -
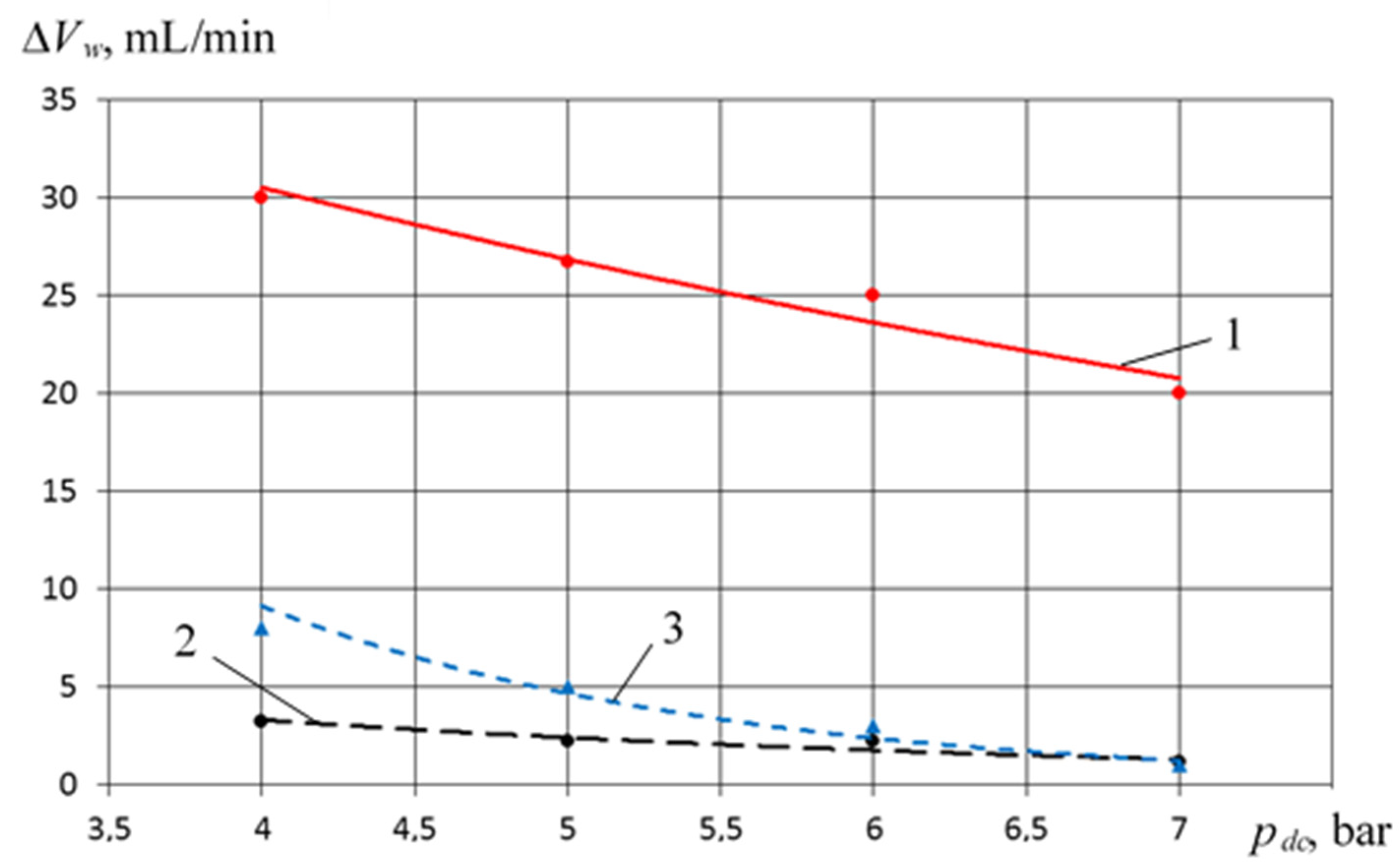
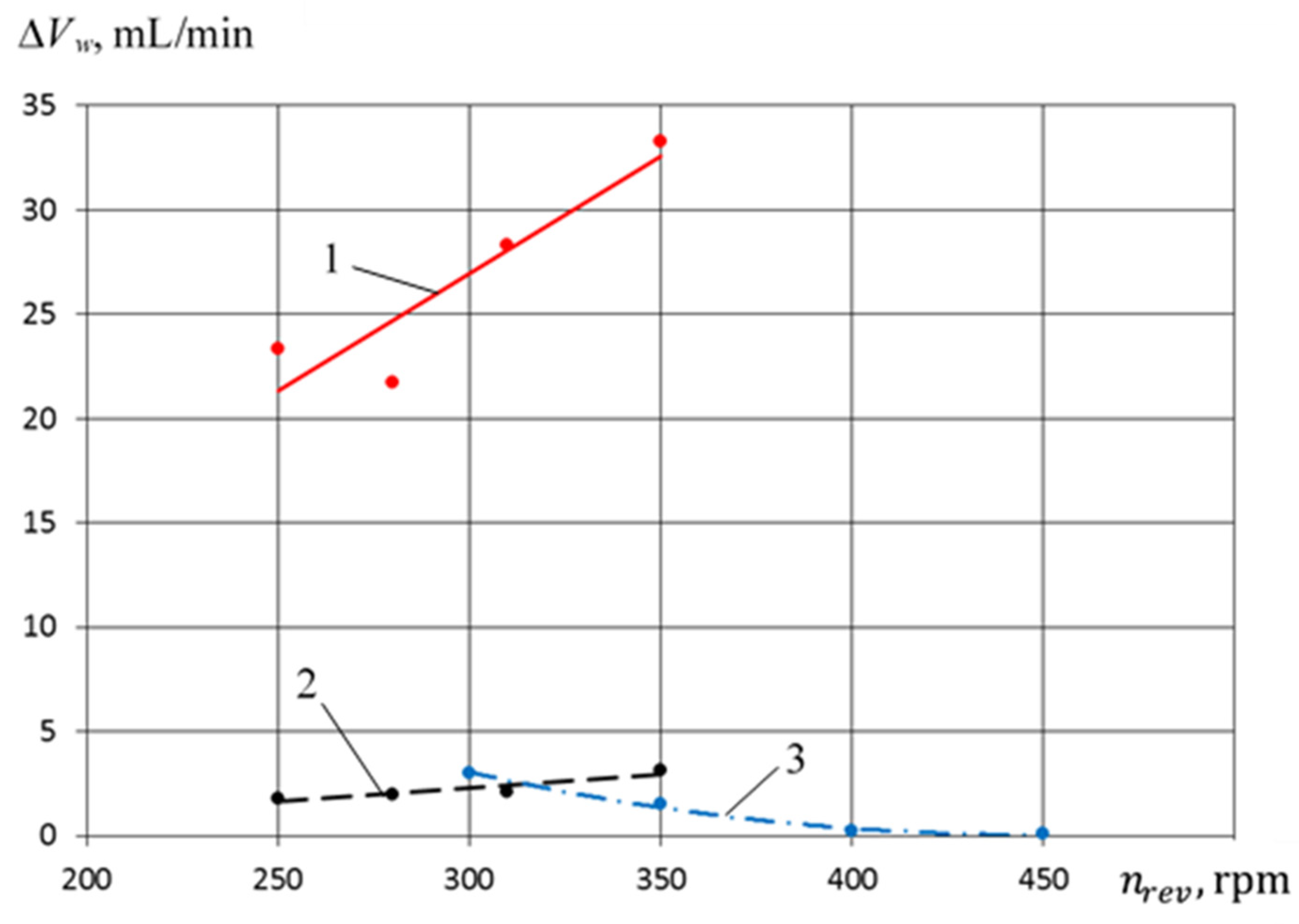
- The liquid carryover in the crosshead-free PHPM from the compressor section into the discharge line is at the level of the liquid carryover in the crosshead PHPM with a smooth groove and significantly less than liquid carryover in the crosshead PHPM with a step-like groove. So, it is possible to reduce energy costs for separating liquid from the compressed gas.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| pc | gas pressure in the compressor section; |
| Tc | gas temperature in the compressor section; |
| Vc | gas volume in the compressor section; |
| Mc | mass of gas in the compressor section; |
| pw | liquid pressure in the pump section; |
| pscw | liquid pressure in the beginning of suction into the pump section; |
| Tw | liquid temperature in the pump section; |
| averaged integral temperature of the working chamber surface in the compressor section; | |
| Vw | liquid volume in the pump section; |
| working volume of the compressor section; | |
| p, V, T, M | actual thermodynamic parameters in the working chamber of the compressor section-pressure, volume, temperature, and mass, respectively; |
| Mw | liquid mass in the pump section; |
| R | gas constant; |
| Ew | liquid elastic modulus; |
| k | adiabatic index of the compressible gas; |
| U | internal energy of the compressible gas; |
| Uc | total internal energy of the compressible gas; |
| dQc | elementary amount of heat supplied to the gas; |
| dMni | elementary attachable gas mass; |
| dMoi | elementary detachable gas mass; |
| instantaneous speed of piston; | |
| λt | ratio of the piston stroke to twice the length of the rod; |
| crank angular velocity; | |
| φ | crank angle; |
| τ | process life; |
| Cv | specific isochoric heat capacity; |
| piston area in the compressor section; | |
| specific enthalpy of the attached gas mass; | |
| temperature of the attached gas; | |
| specific isochoric heat capacity of the attached gas; | |
| N1, N2 | number of attached and detachable gas mass; |
| specific enthalpy of the detached gas; | |
| liquid density; | |
| N4, N5 | number of attached and detachable liquid mass; |
| mspr | reduced valve closure mass in the compressor section; |
| hc | degree of valve closure in the compressor section; |
| sum of effective forces to valve closure in the compressor section; | |
| Fg | gas force; |
| Fsprc | elastic force of the valve spring in the compressor section; |
| Ffr | friction force of the valve in the compressor section; |
| Fcl | current side surface of the cylinder in the compressor section; |
| g | gravitational acceleration; |
| Sh | full piston stroke; |
| dVkin | elementary change of compressor section volume during dτ time derived from kinematics of drive mechanism; |
| heat-transfer area between gas and fluid liner; | |
| pcd | discharge pressure in the compressor section; |
| current piston stroke; | |
| liquid layer thickness over the piston; | |
| Fvl | valve body area; |
| averaged heat-transfer coefficient in the working chamber of the compressor section; | |
| averaged liquid temperature over the piston; | |
| , | thermal fields along valve body cover and fluid liner; |
| , | mass and volume of liquid in the beginning of liquid discharge process; |
| pwd | pressure of liquid in the beginning of discharge process; |
| , | current volume and mass of liquid in the working chamber; |
| dMwni, dMw0i | elementary masses of attached and detached liquid; |
| dMw | elementary change of liquid mass; |
| Vdc | dead volume in the working chamber of the compressor section; |
| , | flow coefficient during liquid flow and valve cross-sectional area; |
| pi | pressure in the control volume where liquid flows; |
| Tw | current temperature of the working liquid; |
| Vdw | dead volume in the pump section; |
| d2, d1 | inner and outer diameter of the piston; |
| liquid volume in the beginning of compression process; | |
| actuation liquid mass in the beginning of compression process; | |
| dMniw | i-th liquid leakage; |
| dM0iw | i-th liquid leak; |
| w1 | liquid velocity in I–I cross-section matching with piston head; |
| w2 | liquid velocity in II–II cross-section located behind the discharge valve; |
| friction losses derived by performing technical work between the selected sections; | |
| friction losses (along the length and local losses); | |
| friction losses; | |
| friction losses for local losses; | |
| angle between the cylinder vertical and axis; | |
| derived mass of the valve closure of the self-acting valve of the pump section; | |
| hw | current degree of the valve closure of the self-acting valve of the pump section; |
| sum of forces acting on closures of self-acting valves during “pump stroke” into the compressor section; | |
| sum of forces acting on valve closure of the self-acting valve; | |
| friction coefficient along the length; | |
| λ | actual volumetric efficiency; |
| linear dead space in the compressor section; | |
| linear dead space in the pump section; | |
| current piston stroke in the pump section; | |
| discharge pipe area; | |
| current discharge valve gap area; | |
| dp | diameter of the discharge valve; |
| dvl | diameter of the valve closure; |
| density of the suction gas; | |
| piston displacement volume in the compressor section; | |
| current pump section volume without considering dead volume; | |
| piston displacement volume in the pump section; | |
| ΔVw | volume of liquid from the compressor section to the discharge line; |
| excentricity of the piston placement in the cylinder; | |
| pdp | rated delivery pressure in the pump section; |
| pdc | rated delivery pressure in the compressor section; |
| ad | relative dead space; |
| δ1 | radial clearance in piston seal; |
| μ | coefficient of shear viscosity; |
| lu0 | initial length of the groove seal; |
| lu | current piston seal length |
| nrev | rpm per minute; |
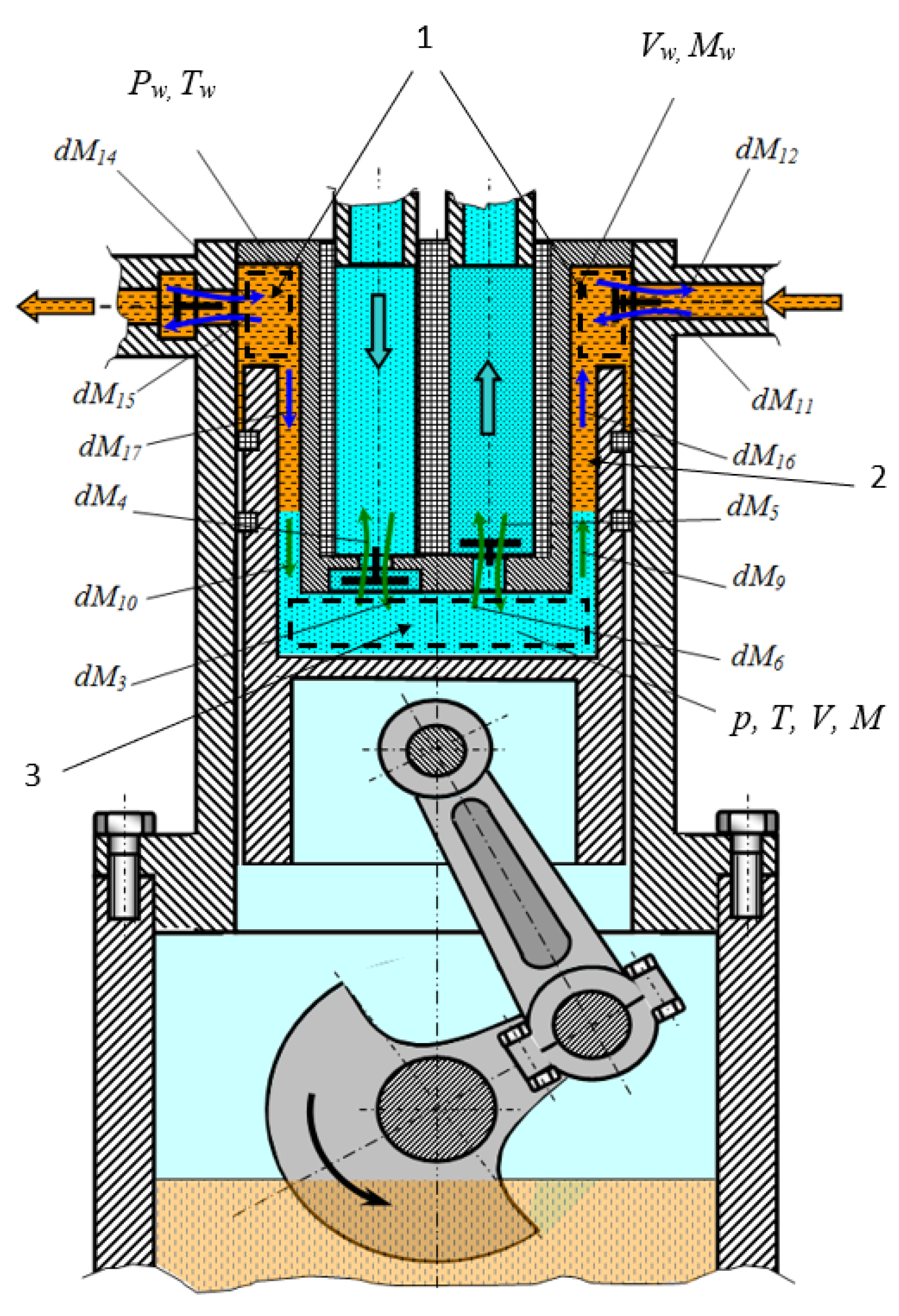
| dM3 | elementary gas mass supplied from the suction line through suction valve into working chamber 3 of the compressor section during dτ time; |
| dM4 | elementary gas mass supplied from the working chamber 3 into suction line of the compressor section during dτ time (gas leaks through suction valve leakages); |
| dM4w | elementary liquid capacity supplied through the discharge valve during “pump stroke” into the compressor section; |
| dM6 | elementary gas mass supplied from the working chamber 3 of the compressor section into the discharge line through the discharge valve during dτ time; |
| dM5 | elementary gas mass supplied from the discharge line of the compressor section into working chamber 3 during dτ time (gas overflows through discharge valve leakages); |
| dM6w | elementary liquid capacity supplied through suction valve gaps during “pump stroke” into the compressor section per time; |
| dM9 | elementary gas mass supplied from the working chamber 3 into the groove seal gap during dτ time; |
| dM10 | elementary gas mass supplied from the groove seal gap into working chamber 3 during dτ time; |
| dM14 | elementary liquid capacity supplied through the discharge pump gaps into the pump section working chamber; |
| dM17 | elementary liquid mass supplied from the pump section into the groove seal gap during dτ time; |
| dM16 | elementary liquid mass supplied from the compressor section through groove seal gap into pump section during dτ time; |
| dM11 | elementary liquid mass supplied from the suction line into working chamber 1 of the pump section through the suction valve during dτ time; |
| dM12 | elementary liquid mass supplied from the working chamber 1 of the pump section in to suction line during dτ time (liquid overflows through suction valve leakages of the pump section); |
| dM15 | elementary mass of liquid supplied from working chamber 1 of the pump section into discharge line during dτ time; |
| λT | temperature coefficient of actual volumetric efficiency of the compressor section; |
| λ0 | clearance volumetric efficiency; |
| λp | throttling coefficient into compressor section; |
| ηvol | pump section volumetric efficiency; |
| Tscc | temperature of the suction gas in the compressor section; |
| ΔVw | volume of liquid supplied into discharge line of the compressor section. |
References
- Barbosa, T.P.; Da Silva, L.A.R.; Pujatti, F.J.P.; Gutiérrez, J.C.H. Hydraulic hybrid passenger vehicle: Fuel savings possibilities. Mech. Based Des. Struct. Mach. 2020, 1–19. [Google Scholar] [CrossRef]
- Song, Q.; Zhang, G.; Qiu, Z. Improvements in Microflow Feeding Pump and Measurement Software of the Optoelectronic Liquid Signature Analyzer #. Mech. Based Des. Struct. Mach. 2007, 35, 245–266. [Google Scholar] [CrossRef]
- Kleinmann, S.; Dąbrowska, A.; Koller-Hodac, A.; Leonardo, D.; Stetter, R. Model of a Combined Pump and Drive System for Advanced Control and Diagnosis. Arch. Mech. Eng. 2010, 57, 405–414. [Google Scholar] [CrossRef][Green Version]
- Shcherba, V.E. Pump-Compressors. Work Processes and Design Fundamentals; Mashinostrojenii: Moscow, Russia, 2013; p. 368. [Google Scholar]
- Shcherba, V.E.; Tegzhanov, A.S.; Bolshtyansky, A.P.; Nosov, E.Y. A Hybrid Displacement Machine with a Trunk Piston. RUS Patent Application No. 2,686,536, 29 April 2019. [Google Scholar]
- Plastinin, P.I. Reciprocating Compressors; Kolos: Moscow, Russia, 2006; p. 456. [Google Scholar]
- Corvaglia, A.; Rundo, M. Comparison of 0D and 3D Hydraulic Models for Axial Piston Pumps. Energy Procedia 2018, 148, 114–121. [Google Scholar] [CrossRef]
- Rundo, M.; Corvaglia, A. Lumped Parameters Model of a Crescent Pump. Energies 2016, 9, 876. [Google Scholar] [CrossRef]
- Zharkovskiy, A.; Borshchev, I.; Ivanov, E.; Donskoy, A.; Klyuyev, A. Assessment of acoustic and pulsation characteristics of centrifugal pumps. E3S Web Conf. 2019, 91, 07006. [Google Scholar] [CrossRef]
- Svoboda, D.; Zharkovskii, A.A.; Ivanov, E. Influence of the Geometric Parameters of the Impeller of a Free-Vortex Pump on the Energy and Cavitation Characteristics of the Pump. Chem. Pet. Eng. 2019, 54, 673–680. [Google Scholar] [CrossRef]
- Roskosch, D.; Venzik, V.; Atakan, B. Thermodynamic model for reciprocating compressors with the focus on fluid dependent efficiencies. Int. J. Refrig. 2017, 84, 104–116. [Google Scholar] [CrossRef]
- Busarov, I.S.; Yusha, V.L.; Kobyl’Skii, R.E. Comparative Evaluation of Methods for Calculating the Dynamics of Self-Acting Valves in Reciprocating Compressor Units. Chem. Pet. Eng. 2020, 56, 664–672. [Google Scholar] [CrossRef]
- Shcherba, V.E. Theory, Calculation and Design of Positive Displacement Piston Compressors: Study Guide for Bachelor’s and Master’s Degrees, 2nd ed.; Yurayt Publishing House: Moscow, Russia, 2019; p. 323. [Google Scholar]
- Tuhovcak, J.; Hejcik, J.; Jicha, M. Comparison of heat transfer models for reciprocating compressor. Appl. Therm. Eng. 2016, 103, 607–615. [Google Scholar] [CrossRef]
- Fotin, B.S.; Pirumov, I.B.; Prilutsky, I.K.; Plastinin, P.I. Reciprocating Compressors. Textbook. Manual for University Students; Mechanical Engineering: Leningrad, Russia, 1987. [Google Scholar]
- Tuhovcak, J.; Hejcik, J.; Jicha, M. Modelling of fluid flow and heat transfer in a reciprocating compressor. IOP Conf. Ser. Mater. Sci. Eng. 2015, 90, 012018. [Google Scholar] [CrossRef]
- Matos, F.F.S.; Prata, A.T.; Deschamps, C.J. Numerical simulation of the dynamics of reed type valves. In Proceedings of the International Compressor Engineering Conference at Purdue, West Lafayette, IN, USA, 16–19 July 2002. [Google Scholar]
- Evgen’Yevich, S.V.; Shalai, V.V.; Kondyurin, A.Y.; Ovsyannikov, A.Y.; Dorofeev, E.A.; Kryukov, K.S. Influence of Deformation, Mass Transfer, and Heating on Pump Compression. Russ. Eng. Res. 2019, 39, 1–5. [Google Scholar] [CrossRef]
- Shcherba, V.E.; Shalai, V.V.; Pavlyuchenko, E.A.; Khodareva, E.V.; Grigoriev, A.V. Thermodynamic foundations for the analysis of processes compression and expansion in a positive-displacement pump. Chem. Pet. Eng. 2015, 51, 183–187. [Google Scholar] [CrossRef]
- Shcherba, V.E.; Shalai, V.V.; Grigoriev, A.V.; Khodoreva, E.V.; Pavlyuchenko, E.A. A generalized thermodynamic approach to the calculation of processes of suction and discharge in positive-displacement pumps and compressors. Chem. Pet. Eng. 2015, 51, 408–413. [Google Scholar] [CrossRef]
- Chen, S. Computer Simulation for Movement Law of a 4L-20/8 Piston Compressor Valve. Appl. Mech. Mater. 2011, 52–54, 1021–1025. [Google Scholar] [CrossRef]
- Idelchik, I.E. Hydraulic Resistance Guide; YOYO Media: Moscow, Russia, 2012; p. 466. [Google Scholar]
- Kundu, P.K.; Cohen, I.M.; Dowling, D.R. Fluid Mechanics; Academic Press: London, UK, 2012. [Google Scholar]
- Bashta, T.M. Positive Displacement Pumps and Hydraulic Motors for Hydraulic Systems; Mashinostrojenii: Moscow, Russia, 1979; p. 606. [Google Scholar]
- Loitsyanskii, L.G. Mechanics of Liquids and Gases: International Series of Monographs in Aeronautics and Astronautics: Division II: Aerodynamics; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Fisher, R.A. Statistical Methods, Experimental Design, and Scientific Inference; Oxford University Press: Oxford, UK; New York, NY, USA, 1990. [Google Scholar]








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indicator | GOST Standart (TU) |
|---|---|
| Kinematic viscosity, mm2/s: | |
| at 100 °C, not less than | 6.0 |
| at 50 °C | - |
| at 40 °C | 41.4–50.6 |
| at 0 °C, not more than | 1000 |
| Viscosity index, not less | 90 |
| Temperature, °C: | |
| flashes in an open crucible, not lower | 190 |
| solidification, not more | −32 |
| Acid number, mg KOH/g | 0.7–1.5 |
| Mass fraction: | |
| mechanical impurities, no more | absence |
| water | absence |
| Metal Corrosion Test | pass |
| density at 20 °C, kg/m3, no more | 890 |
| Oxidation stability: | |
| sediment, %, no more | 0.05 |
| change in acid number, mg KOH/g oil, not more than | 0.15 |
| Tribological characteristics at FBM: | |
| wear indicator at axial load 196 N, mm, no more | 0.45 |
| № | pdc, bar | pdp, bar | nrev, rpm | λ num. | λ exp. | ηvol num. | ηvol exp. | ΔVw mL/min num. | ΔVw mL/min exp. | |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 6 | 3 | 300 | 0.737 | 0.687 | 0.7475 | 0.86 | 320 | 0 | 0.7 |
| 2 | 6 | 5 | 300 | 0.738 | 0.7467 | 0.742 | 0.82 | 320 | 0 | 11 |
| 3 | 6 | 7 | 300 | 0.739 | 0.7168 | 0.737 | 0.774 | 320 | 0 | 14 |
| 4 | 6 | 9 | 300 | 0.739 | 0.7168 | 0.733 | 0.7 | 320 | 0 | 20 |
| 5 | 4 | 3 | 300 | 0.84 | 0.836 | 0.747 | 0.674 | 310 | 0 | 8 |
| 6 | 5 | 3 | 300 | 0.739 | 0.8064 | 0.747 | 0.686 | 310 | 0 | 5 |
| 7 | 6 | 3 | 300 | 0.737 | 0.7467 | 0.747 | 0.704 | 320 | 0 | 3 |
| 8 | 7 | 3 | 300 | 0.6934 | 0.7168 | 0.747 | 0.716 | 320 | 0 | 1 |
| 9 | 8 | 3 | 300 | 0.644 | 0.6868 | 0.747 | 0.728 | 325 | 0 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shcherba, V.; Shalay, V.; Nosov, E.; Pavlyuchenko, E.; Tegzhanov, A.-K. Development and Research of Crosshead-Free Piston Hybrid Power Machine. Machines 2021, 9, 32. https://doi.org/10.3390/machines9020032
Shcherba V, Shalay V, Nosov E, Pavlyuchenko E, Tegzhanov A-K. Development and Research of Crosshead-Free Piston Hybrid Power Machine. Machines. 2021; 9(2):32. https://doi.org/10.3390/machines9020032
Chicago/Turabian StyleShcherba, Viktor, Viktor Shalay, Evgeniy Nosov, Evgeniy Pavlyuchenko, and Ablai-Khan Tegzhanov. 2021. "Development and Research of Crosshead-Free Piston Hybrid Power Machine" Machines 9, no. 2: 32. https://doi.org/10.3390/machines9020032
APA StyleShcherba, V., Shalay, V., Nosov, E., Pavlyuchenko, E., & Tegzhanov, A.-K. (2021). Development and Research of Crosshead-Free Piston Hybrid Power Machine. Machines, 9(2), 32. https://doi.org/10.3390/machines9020032