
Research on Thermal Characteristics of Ball Screw Feed System Considering Nut Movement


Abstract
:1. Introduction
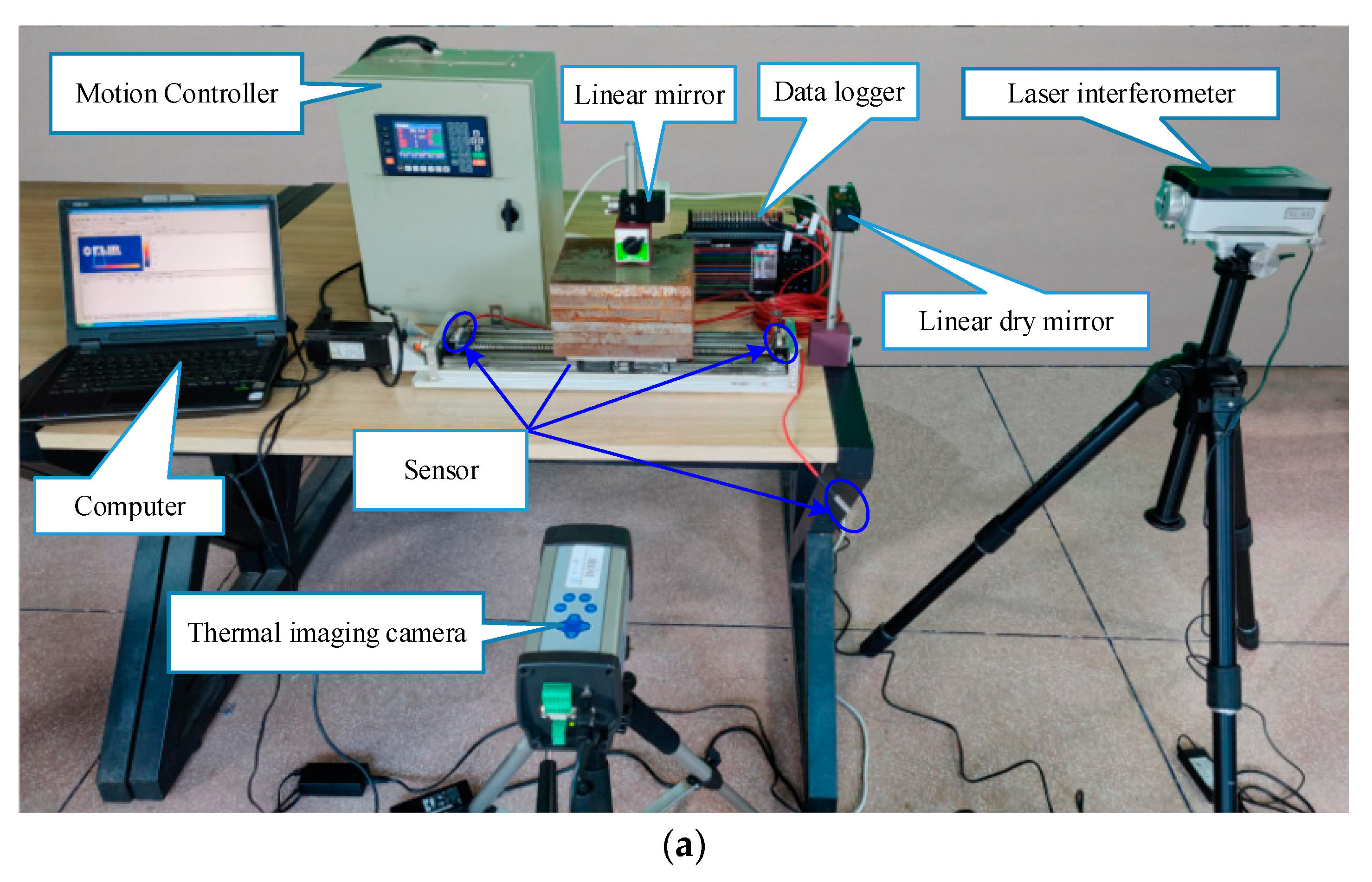
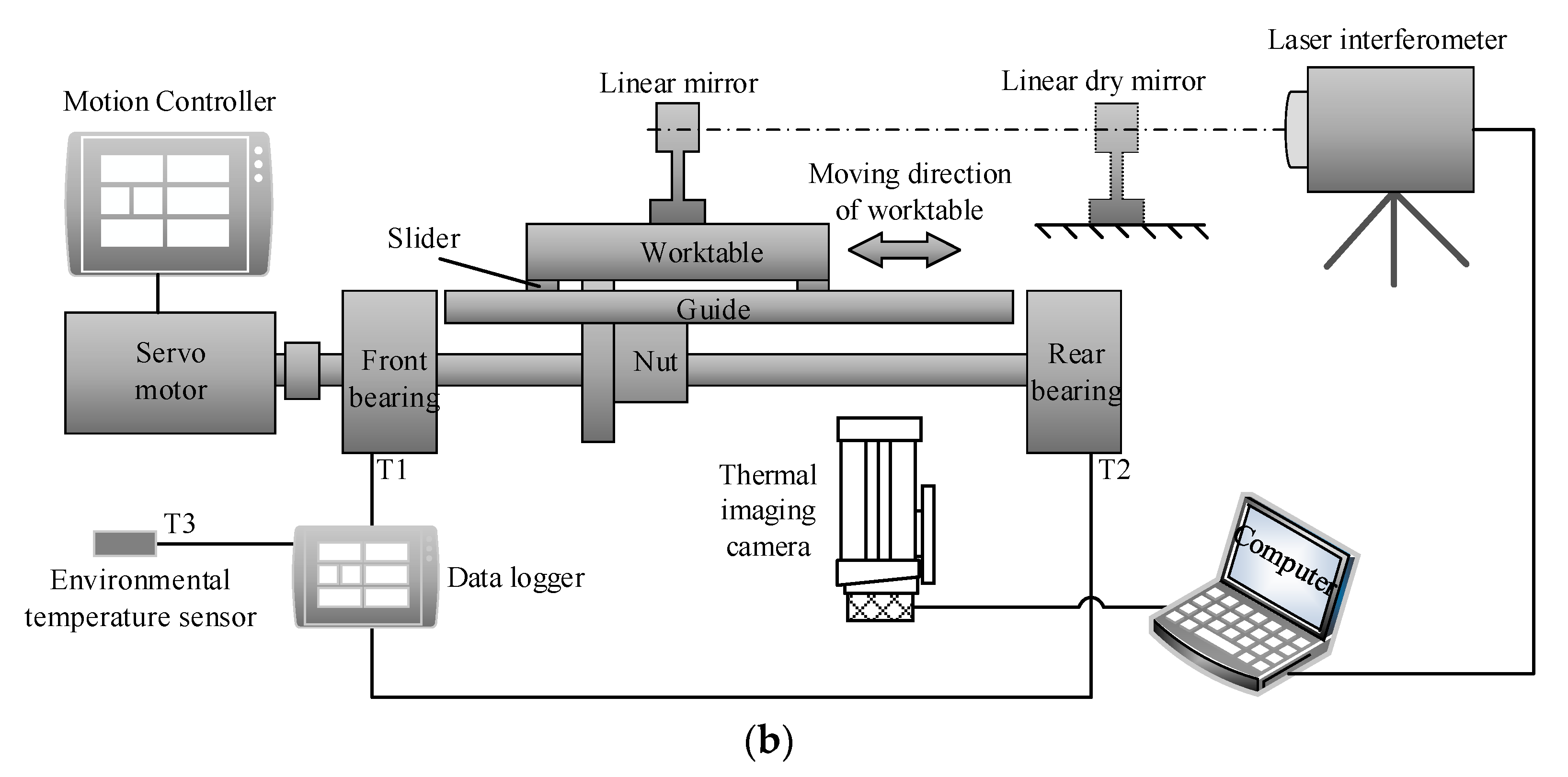
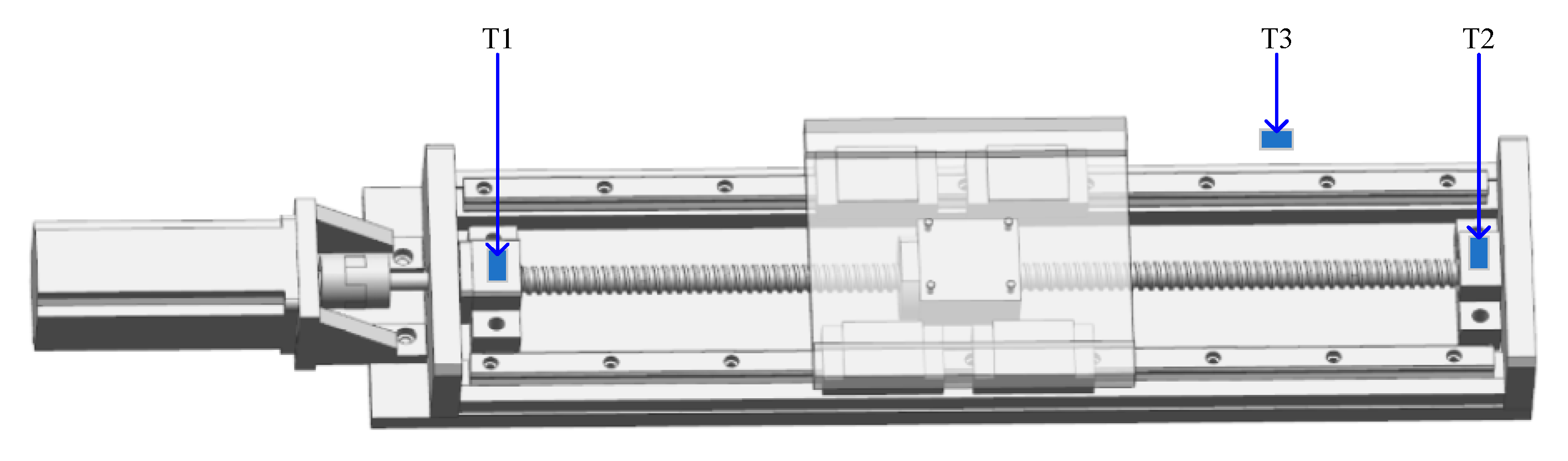
2. Experimental Process
3. Thermal Characteristic Modeling of Ball Screw Feed System
- The screw shaft is equivalent to a one-dimensional rod with the same length as the screw shaft;
- The friction heat generated by the reciprocating movement of the nut is uniform, and the heat generated is transferred to the screw shaft in a fixed ratio; the friction heat generated by the rotation of the front and rear bearings is uniform;
- At the same feed rate, the convective heat transfer coefficient is constant;
- When the temperature rise is low, the heat radiation can be ignored;
- The thermal expansion and contraction of the screw shaft are considered to be linear.
3.1. Analysis and Calculation of Boundary Conditions of Ball Screw Feed System
3.1.1. Heat Generation of Bearings
3.1.2. Heat Generation of Screw Nut Pair
3.1.3. Heat Dissipation
3.2. Construction and Discrete of Heat Conduction Differential Equation for Ball Screw Feeding System
3.3. Application of Nut Moving Heat Source
- The total length L of the screw shaft, the length of the nut Ln and the effective stroke of the screw shaft are determined. The length of the nut Ln is the length of the moving heat source, and the maximum operating interval of the nut moving heat source is the effective stroke range.
- The position of the nut heat source is determined by the position of the centerline Lncenter of the nut length. Establish the relationship between the nut edge, the centerline of the nut length, and the nut length as follows:
- 3.
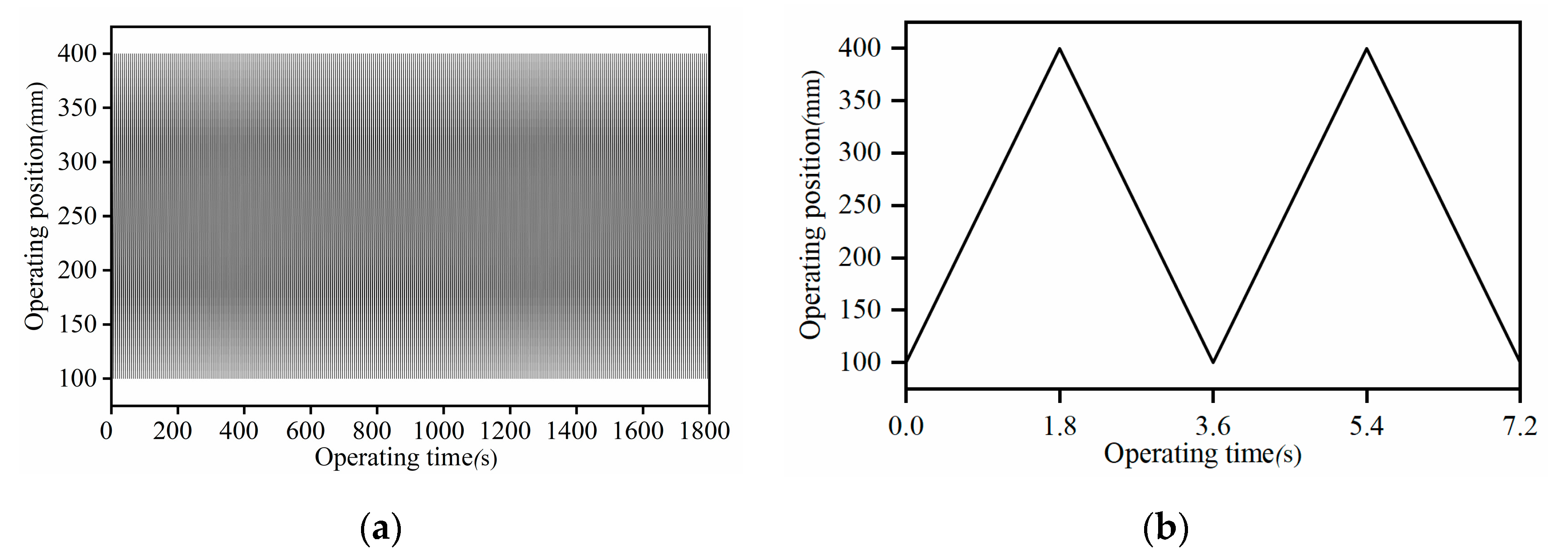
- The operating interval, operating time, and feed rate are determined to match the actual working conditions. The defined nut heat source operating time is the total time of the feed system, which is the same as the actual working process of the feed system. When the movement of the ball screw nut pair is stopped, the heat will no longer be generated by the feed system. For example, in the operating interval of 100~400 mm and operating at a feed rate of 10 m/min for the 1800 s, the function diagram between the nut heat source position and operating time during operating is shown in Figure 6a. Due to the fast operating speed and short operating interval, the function diagram is very dense. Figure 6b is an enlarged diagram of the function between the nut heat source position and the operating time. For different operating intervals and feed rates, the above parameters and diagrams must be recalculated and drawn.
- 4.
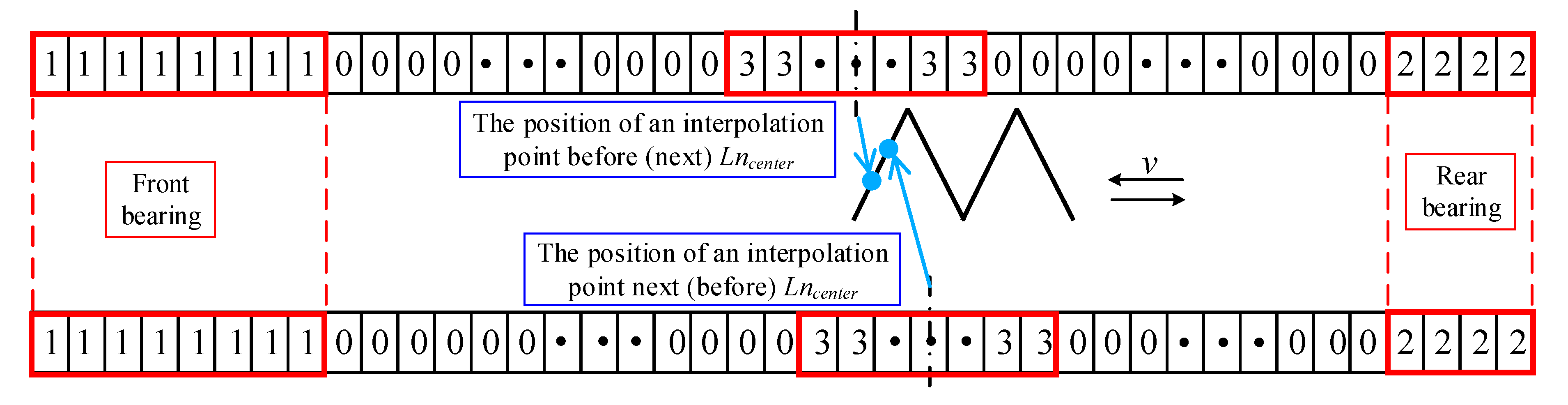
- The divided grid is parameterized, and the heat generation rate of the corresponding grid position is determined. The front bearing area is set to “1”, and the front bearing heat generation rate q1 is applied; the rear bearing area is set to “2”, and the heat generation rate q2 of the rear bearing is applied. The area is centered on the nut center Lncenter, the left boundary is Ln1, and the right boundary is Ln2, which is set to “3”, and the nut heat generation rate q3 is applied. The remaining positions are set to “0”, and convective heat source terms are applied. The movement of the nut heat source at different positions is realized by interpolation function interp1. According to the established functional relationship between the nut heat source position and the operating time, the different positions of the nut center Lncenter at different times are obtained by interpolation calculation. The positions “1” and “2” of the front and rear bearings remain unchanged, the new interpolation position of the nut heat source centered on Lncenter is set to “3”, and the remaining positions are set to “0”. The same method is used to reach each interpolation position so that the movement of the nut heat source at each position can be simulated. The schematic diagram of the nut moving heat source application is shown in Figure 7.
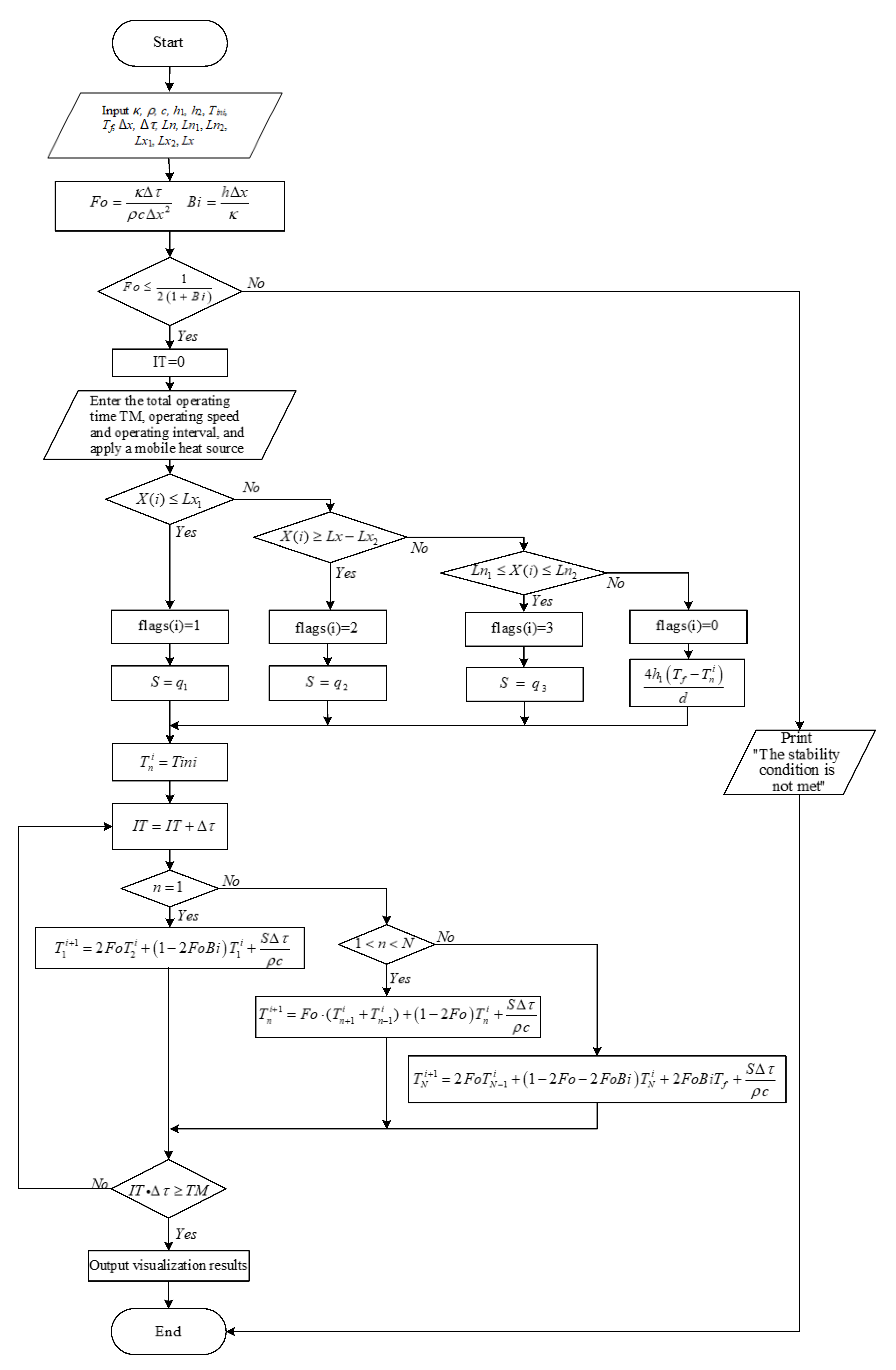
3.4. Solution Process
- Initialization. Material parameters, size parameters, and initial conditions are input. The ambient temperature Tf and the initial temperature Tini of the components are both 22 °C;
- Stability is determined according to the selected time step and space step;
- The total operating time TM, operating interval, and operating rate are determined. According to the application step of the mobile heat source, the mobile heat sources are applied;
- The loading type of S is determined by the location of x(i). The heat source is applied to the corresponding position, and the boundary values applied are shown in Table 4;
- According to the node’s location, the node type is determined as an internal node, adiabatic boundary node, or convective boundary node. Moreover, through the corresponding discrete equation, the temperature value of each space node is calculated.
- Judge whether the total operating time TM is reached. If the total time is reached, exit the loop, and the obtained temperature data as a visualization result are output. If the total time is not reached, return to step (5) to continue running until the total operating time is reached.
3.5. Establishment of Thermal Error Model of Ball Screw Feed System
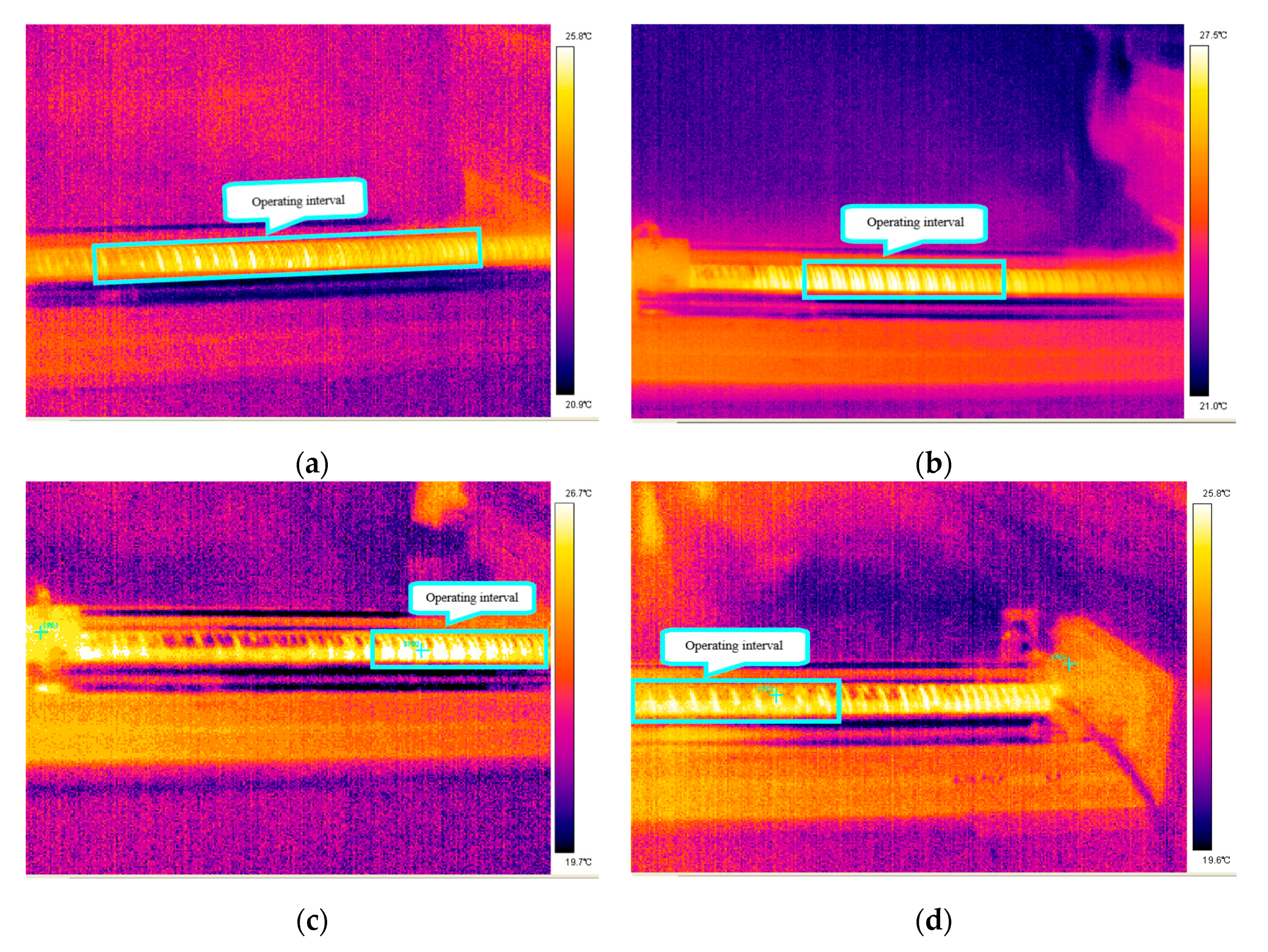
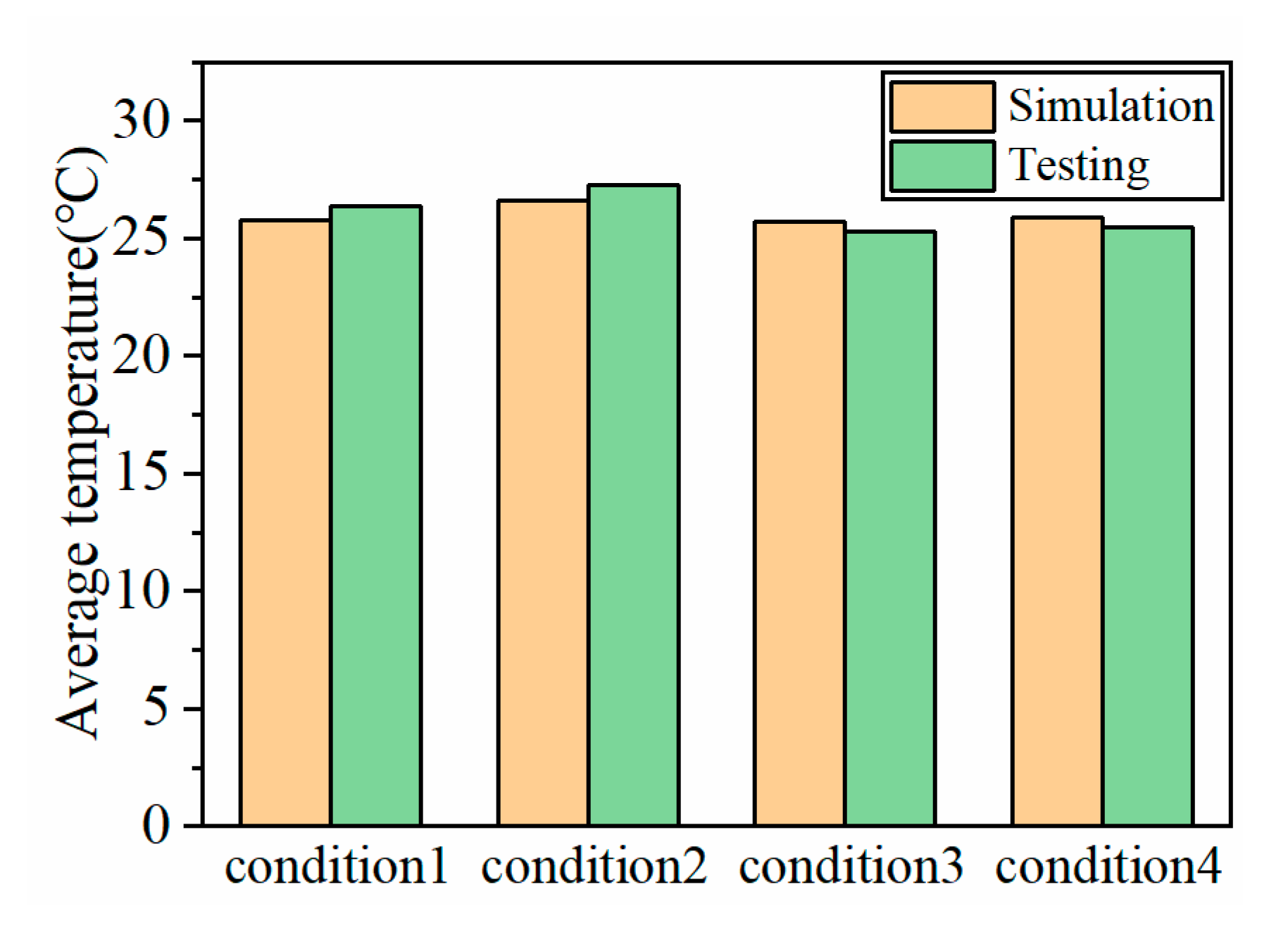
4. Simulation Results and Verification
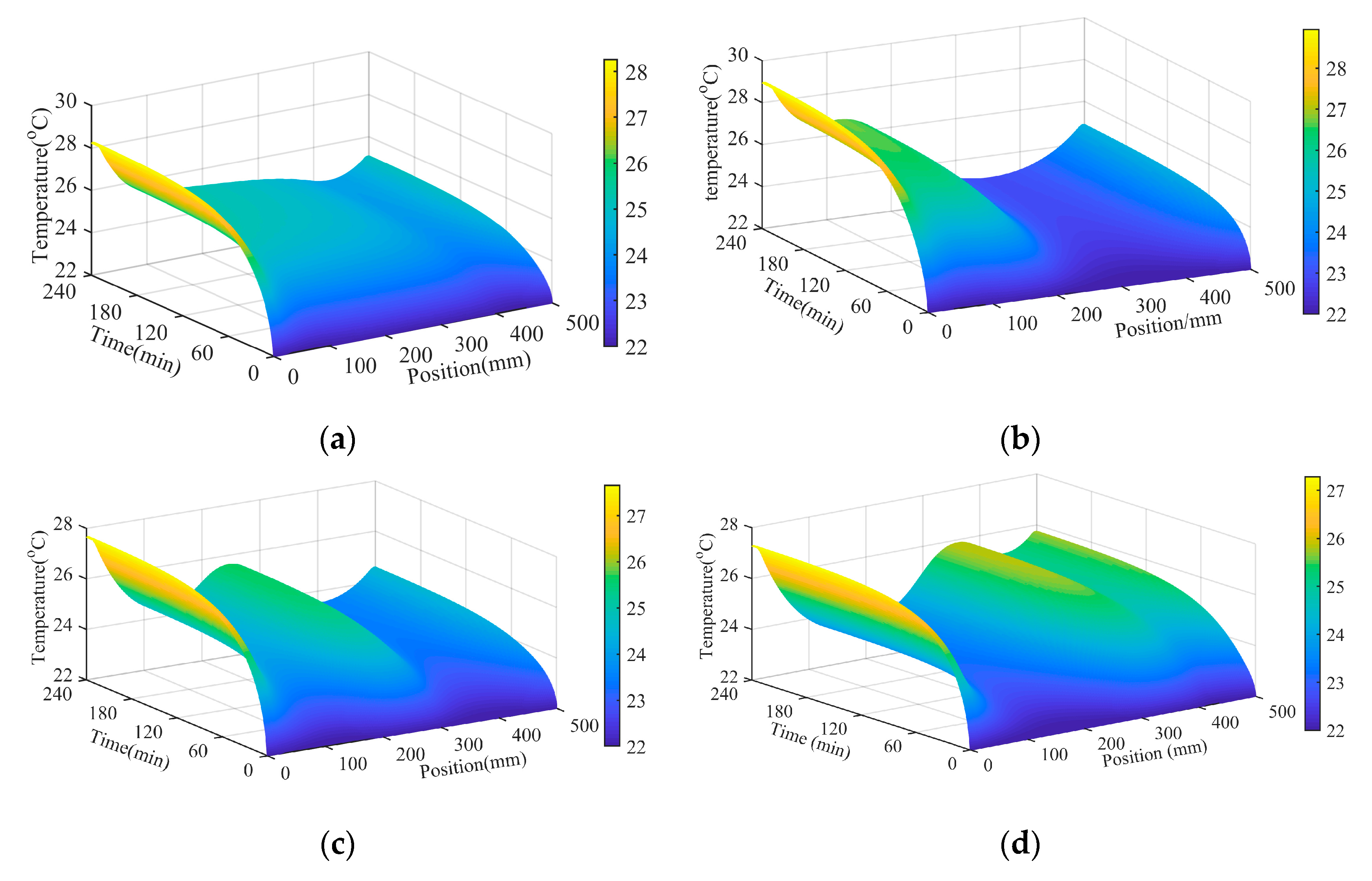
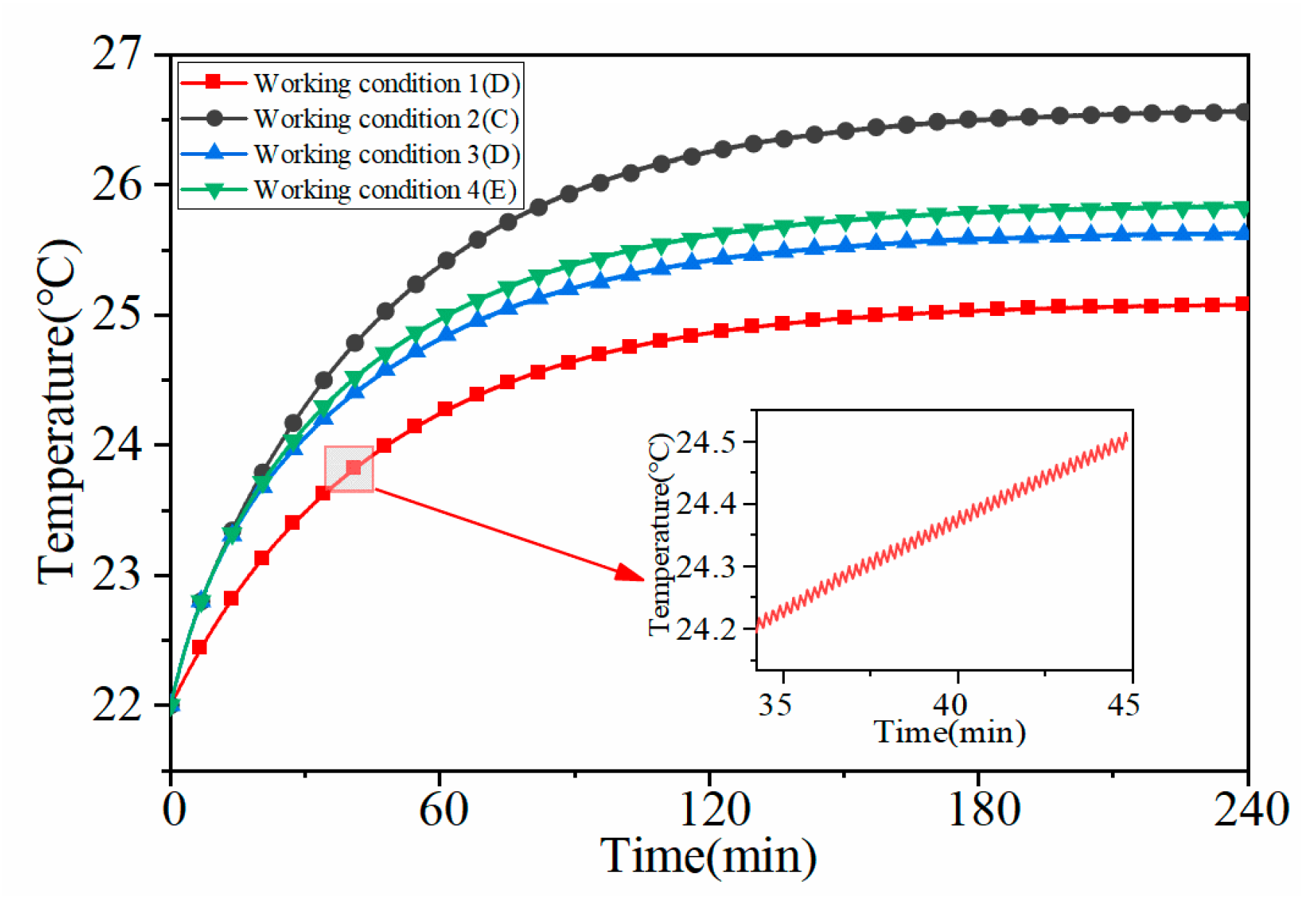
4.1. Analysis of Temperature Field in Different Working Conditions
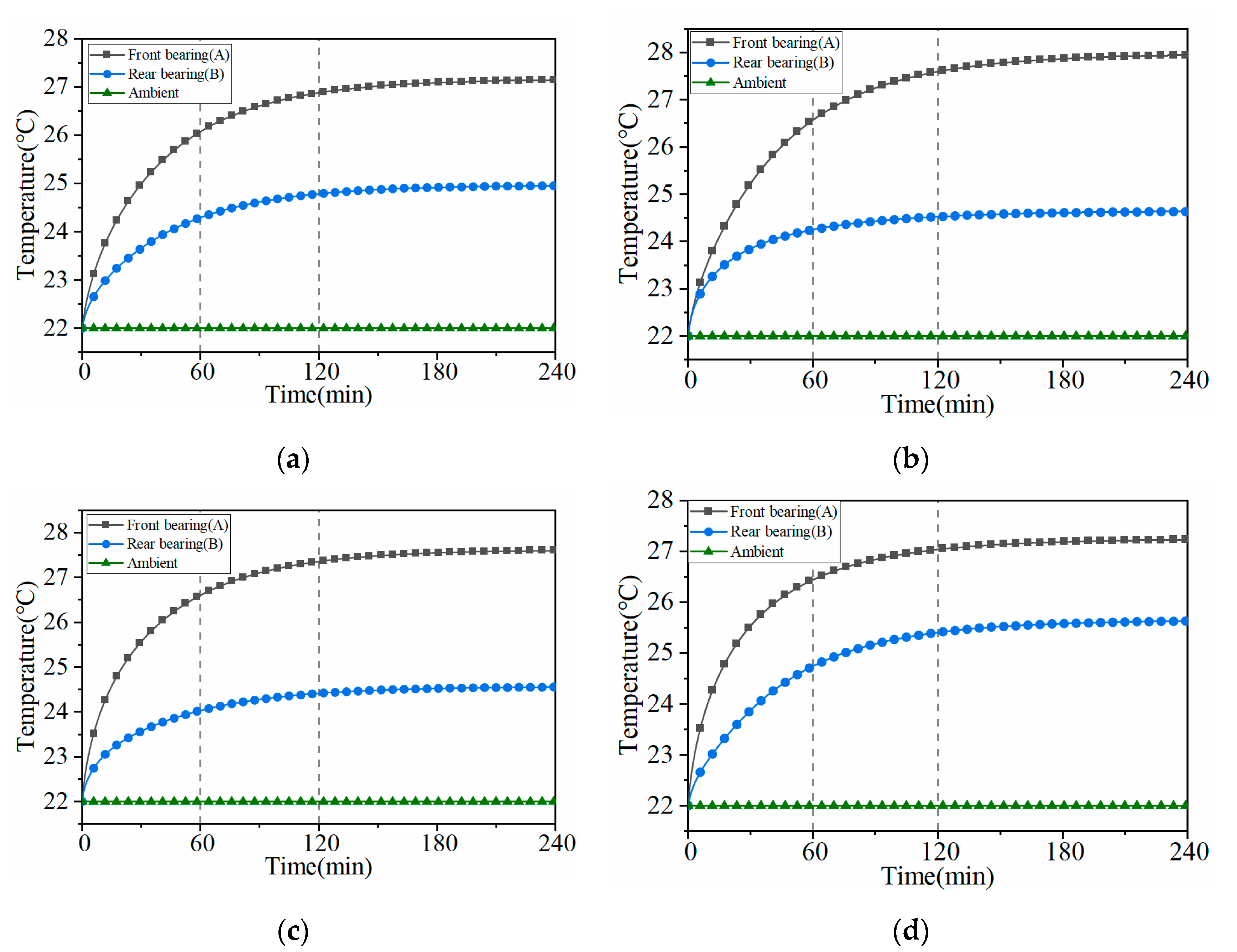
4.2. Temperature Analysis of Different Nodes in Different Working Conditions
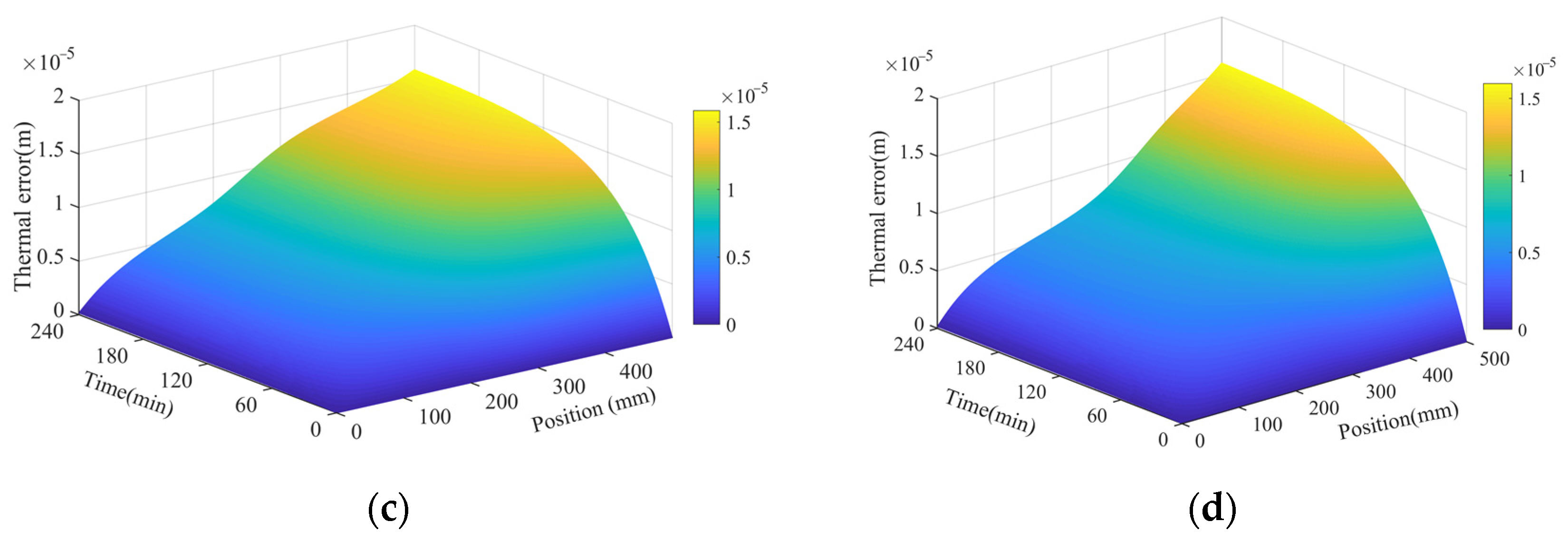
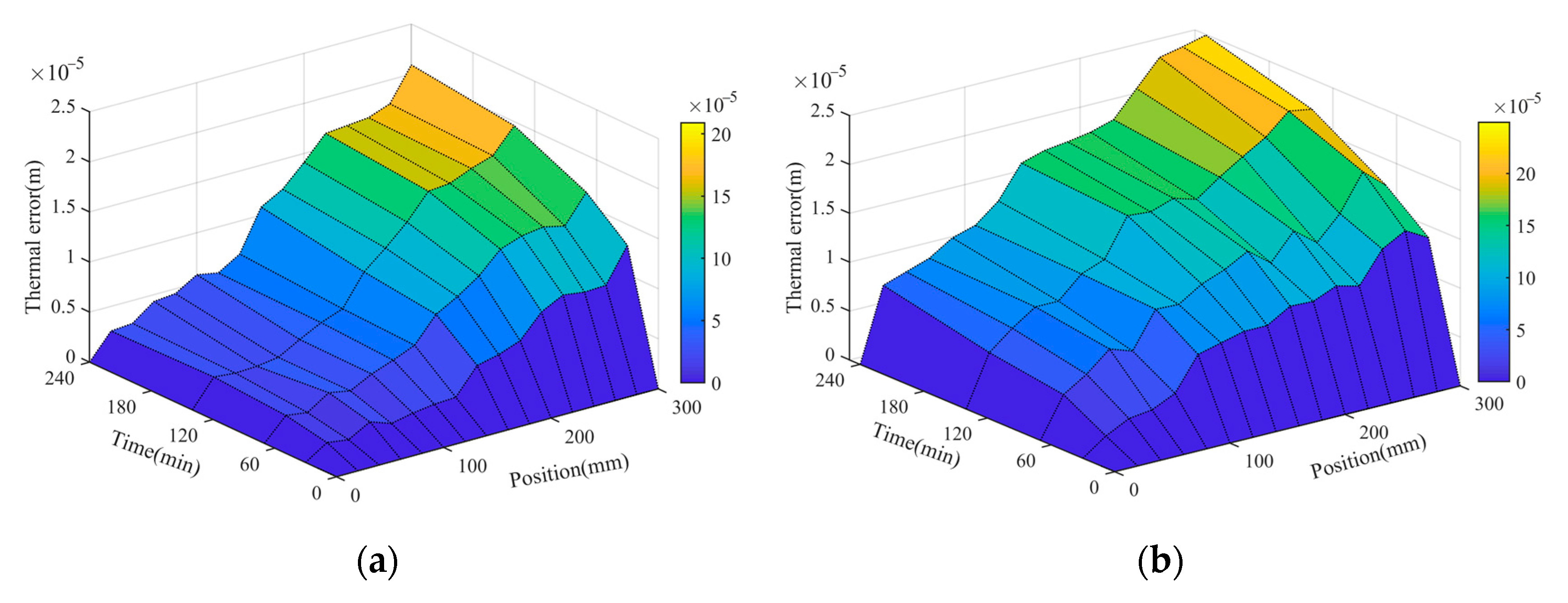
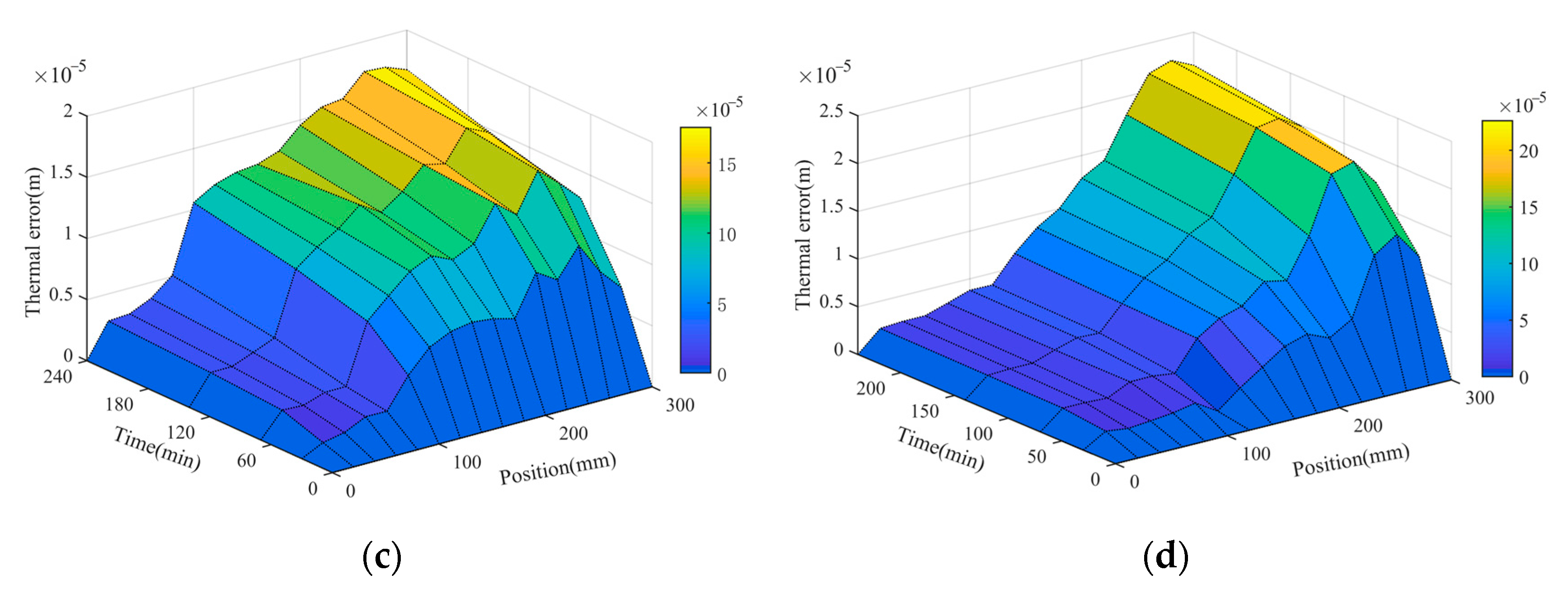
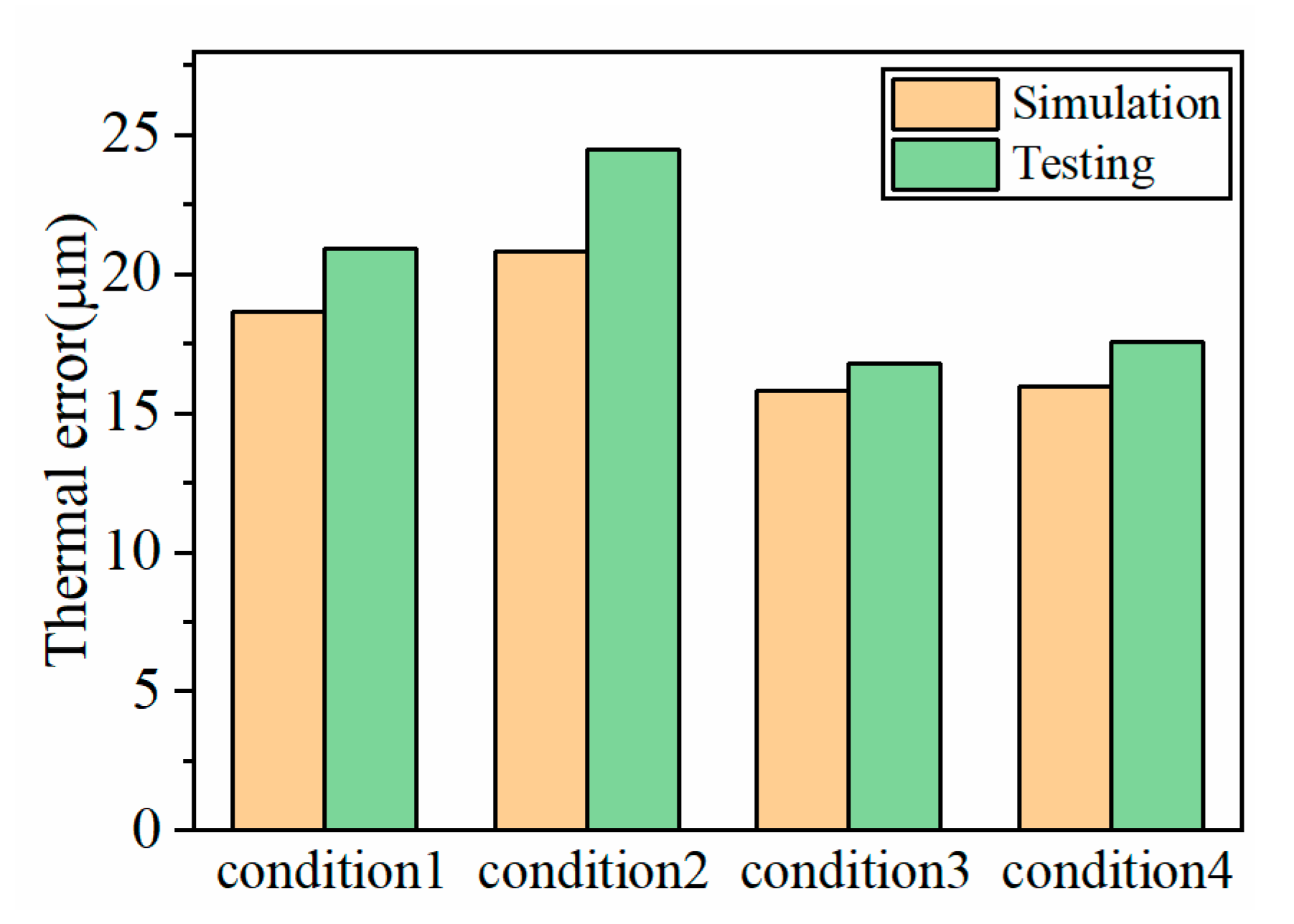
4.3. Analysis of Thermal Error in Different Working Conditions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mayr, J.; Jedrzejewski, J.; Uhlmann, E. Thermal issues in machine tools. Cirp. Ann. Manuf. Technol. 2012, 61, 771–791. [Google Scholar] [CrossRef] [Green Version]
- Bryan, J.B. International Status of Thermal Error Research. CIRP Ann. 1990, 39, 645–656. [Google Scholar]
- Liu, K.; Liu, Y.; Sun, M.; Wu, Y.; Zhu, T. Comprehensive thermal compensation of the servo axes of CNC machine tools. Int. J. Adv. Manuf. Technol. 2016, 85, 2715–2728. [Google Scholar] [CrossRef]
- Li, B.; Tian, X.; Zhang, M. Thermal error modeling of machine tool spindle based on the improved algorithm optimized BP neural network. Int. J. Adv. Manuf. Technol. 2019, 105, 1497–1505. [Google Scholar]
- Liu, D.S.; Lin, P.C.; Lin, J.J. Effect of environmental temperature on dynamic behavior of an adjustable preload double-nut ball screw. Int. J. Adv. Manuf. Technol. 2019, 101, 2761–2770. [Google Scholar]
- Heisel, U.; Koscsák, G.; Stehle, T. Thermography-Based Investigation into Thermally Induced Positioning Errors of Feed Drives by Example of a Ball Screw. CIRP Ann. 2006, 55, 423–426. [Google Scholar] [CrossRef]
- Jedrzejewski, J.; Kwasny, W. Knowledge base and assumptions for holistic modelling aimed at reducing axial errors of complex machine tools. J. Mach. Eng. 2013, 13, 7–25. [Google Scholar]
- Ahn, J.Y.; Chung, S.C. Real-time estimation of the temperature distribution and expansion of a ball screw system using an observer. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2004, 218, 1667–1681. [Google Scholar]
- Xiang, S.; Zhu, X.; Yang, J. Modeling for spindle thermal error in machine tools based on mechanism analysis and thermal basic characteristics tests. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2014, 228, 3381–3394. [Google Scholar] [CrossRef]
- Zivkovic, A.; Zeljkovic, M.; Tabakovic, S. Mathematical modeling and experimental testing of high-speed spindle behavior. Int. J. Adv. Manuf. Technol. 2015, 77, 1071–1086. [Google Scholar]
- Uhlmann, E.; Hu, J. Thermal modeling of an HSC machining centre to predict thermal error of the feed system. Prod. Eng. Res. Devel. 2012, 6, 603–610. [Google Scholar]
- Yang, J.; Zhang, D.; Mei, X. Thermal error simulation and compensation in a jig-boring machine equipped with a dual-drive servo feed system. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2015, 229, 43–63. [Google Scholar] [CrossRef]
- Mao, X.; Mao, K.; Du, Y. Analysis of the Thermal Characteristics of Machine Tool Feed System Based on Finite Element Method. Adv. Technol. Design. Mech. Aeronaut. Eng. 2017, 234, 012013. [Google Scholar]
- Horejš, O. Thermo-Mechanical Model of Ball Screw with Non-Steady Heat Sources. In Proceedings of the 2007 International Conference on Thermal Issues in Emerging Technologies: Theory and Application, Cairo, Egypt, 3–6 January 2007; pp. 133–137. [Google Scholar]
- Cao, J.; Li, L.; Liu, Y.; Sun, J. Research on Thermal Characteristics of High Speed Hollow Ball Screw in Different Working Conditions. Modular Mach. Tool Autom. Manuf. Tech. 2011, 3, 30–37. [Google Scholar]
- Liu, J.L.; Ma, C.; Wang, S.L. Thermal boundary condition optimization of ball screw feed drive system based on response surface analysis. Mech. Syst. Signal. Process. 2019, 121, 471–495. [Google Scholar] [CrossRef]
- Li, T.; Wang, M.; Zhang, Y. Real-time thermo-mechanical dynamics model of a ball screw system based on a dynamic thermal network. Int. J. Adv. Manuf. Technol. 2020, 108, 613–624. [Google Scholar] [CrossRef]
- Li, T.J.; Zhao, C.Y.; Zhang, Y.M. Adaptive real-time model on thermal error of ball screw feed drive systems of CNC machine tools. Int. J. Adv. Manuf. Technol. 2018, 94, 3853–3861. [Google Scholar]
- Xu, Z.Z.; Choi, C.; Liang, L.J. Study on a novel thermal error compensation system for high-precision ball screw feed drive (1st report: Model, calculation and simulation). Int. J. Precis. Eng. Manuf. 2015, 16, 2005–2011. [Google Scholar] [CrossRef]
- Li, Z.H.; Fan, K.G.; Yang, J.G. Time-varying positioning error modeling and compensation for ball screw systems based on simulation and experimental analysis. Int. J. Adv. Manuf. Technol. 2014, 73, 773–782. [Google Scholar] [CrossRef]
- Razak, I.H.A.; Muhamad, W.M.W.; Reshid, M.N. CNC Machine Capability Study based on Structural and Thermal Analysis of Ball Screw Using Finite Element Method. Int. J. Appl. Eng. Res. 2017, 12, 14664–14668. [Google Scholar]
- Oyanguren, A.; Larraaga, J.; Ulacia, I. Thermo-mechanical modeling of ball screw preload force variation in different working conditions. Int. J. Adv. Manuf. Technol. 2018, 97, 723–739. [Google Scholar] [CrossRef]
- Li, Z.; Lu, Z.; Zhao, C. Heat Source Forecast of Ball Screw Drive System Under Actual Working Conditions Based on On-Line Measurement of Temperature Sensors. Sensors 2019, 19, 4694. [Google Scholar]
- Shang, P.; Gao, C.; Han, Z. Simulation Study on Thermal Balance-Temperature Rise Characteristics of a Precision Ball Screw-Nut Pair. J. Tianjin Univ. Sci. Technol. 2019, 52, 725–732. [Google Scholar]
- Xia, J.; Hu, Y.; Wu, B.; Shi, T. Numerical solution, simulation and testing of the thermal dynamic characteristics of ball-screws. Front. Mech. Eng. China 2008, 3, 28–36. [Google Scholar] [CrossRef]
- Min, B.K.; Park, C.H.; Chung, S.C. Thermal analysis of a ball screw by ADI finite difference method. Trans. Korean Soc. Mech. Eng. A 2018, 42, 975–984. [Google Scholar]
- Min, B.K.; Park, C.H.; Chung, S.C. Thermal Analysis of Ball screw Systems by Explicit Finite Difference Method. Trans. Korean Soc. Mech. Eng. A 2016, 40, 41–51. [Google Scholar] [CrossRef]
- Li, Y.; Wei, W.; Su, D. Thermal characteristic analysis of ball screw feed drive system based on finite difference method considering the moving heat source. Int. J. Adv. Manuf. Technol. 2020, 106, 4533–4545. [Google Scholar]
- Horejs, O.; Barta, P.; Hornych, J. Determination of positioning error of feed axes due to thermal expansion by infrared thermography. In Proceedings of the International Conference on Advanced Technology in Experimental Mechanics: Asian Conference on Experimental Mechanics, Tokyo, Japan, 12–14 September 2007. [Google Scholar]
- Wang, H.T.; Li, F.H.; Cai, Y.L. Experimental and theoretical analysis of ball screw under thermal effect. Tribol. Int. 2020, 152, 1–10. [Google Scholar]
- Li, T.J.; Zhao, C.Y.; Zhang, Y.M. Adaptive Analytical Model of Thermal Error Prediction for the Ball Screw Feed Drive Systems in CNC Machine Tools. J. Northeast. Univ. 2018, 39, 834–838. [Google Scholar]
- Xia, J.; Hu, Y.; Wu, B. Research on thermal dynamics characteristics and modeling approach of ball screw. Int. J. Adv. Manuf. Technol. 2009, 43, 421–430. [Google Scholar]
- Wang, W.; Yang, J.; Yao, X.; Fan, K.; Li, Z. Synthesis Modeling and Real-time Compensation of Geometric Error and Thermal Error for CNC Machine Tools. J. Mech. Eng. 2012, 48, 165–179. [Google Scholar]
- Feng, W.; Nan, J.; Yang, J. Modeling and Compensation of Geometrical Error and Thermally Induced Positioning Error Based on Thermal Characteristic Analysis. Aerosp. Shanghai 2018, 35, 59–67. [Google Scholar]
- Harris, T. Rolling Bearing Analysis; John Wiley & Sons, Inc.: New York, NY, USA, 2007. [Google Scholar]
- Bosco, R. Solution for heating of ball screw and environmental engineering. World Manuf. Eng. Market. 2004, 3, 65–67. [Google Scholar]
- Verl, A.; Frey, S. Correlation between feed velocity and preloading in ball screw drives. Cirp. Ann. Manuf. Technol. 2010, 59, 429–432. [Google Scholar] [CrossRef]
- Gebhardt, M.; Mayr, J.; Furrer, N. High precision grey-box model for compensation of thermal errors on five-axis machines. Cirp. Ann. Manuf. Technol. 2014, 63, 509–512. [Google Scholar] [CrossRef]
- Li, H.; Shin, Y. Integrated Dynamic Thermo Mechanical Modeling of High Speed Spindles. J. Manuf. Sci. Eng. 2004, 126, 148–158. [Google Scholar]
- Mao, X.; Mao, K.; Wang, F. A convective heat transfer coefficient algorithm for thermal analysis of machine tools considering a temperature change. Int. J. Adv. Manuf. Technol. 2018, 99, 1877–1889. [Google Scholar] [CrossRef]
- Li, D.; Feng, P.; Zhang, J.; Wu, Z.; Yu, D. Method for modifying convective heat transfer coefficients used in the thermal simulation of a feed drive system based on the response surface methodology. Numer. Heat Transf. Part A Appl. 2016, 69, 51–66. [Google Scholar] [CrossRef]
- Ma, C.; Yang, J.; Zhao, L. Simulation and experimental study on the thermally induced deformations of high-speed spindle system. Appl. Therm. Eng. 2015, 86, 251–268. [Google Scholar] [CrossRef]
- Chi, M.; Mei, X.; Yang, J. Thermal characteristics analysis and experimental study on the high-speed spindle system. Int. J. Adv. Manuf. Technol. 2015, 79, 469–489. [Google Scholar]
- Su, H.; Lu, L.; Liang, Y. Finite element fractal method for thermal comprehensive analysis of machine tools. Int. J. Adv. Manuf. Technol. 2014, 75, 1517–1526. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Full Length (mm) | Nominal Diameter (mm) | Lead (mm) | Effective Operating Interval (mm) | Length of Nut (mm) |
|---|---|---|---|---|
| 500 | 16 | 10 | 300 | 40 |
| Part | Density (kg/m3) | Poisson’s Ratio | Heat Capacity J/(kg·°C) | Thermal Conductivity W/(m·°C) | Elastic Modulus (Gpa) |
|---|---|---|---|---|---|
| Screw | 7830 | 0.3 | 460 | 40 | 208 |
| bearing | 7830 | 0.3 | 450 | 40 | 220 |
| Ball | 3200 | 0.26 | 800 | 11.6 | 320 |
| Nut | 8149 | 0.28 | 481 | 42 | 219 |
| Housing | 7350 | 0.27 | 470 | 60.5 | 200 |
| Working Conditions | Operating Interval (mm) | Operating Time (min) | Feed Rate (m/min) |
|---|---|---|---|
| 1 | 100~400 | 240 | 10 |
| 2 | 100~200 | 240 | 10 |
| 3 | 200~300 | 240 | 10 |
| 4 | 300~400 | 240 | 10 |
| Parameters | Load Values |
|---|---|
| Heat generation rate of angular contact ball bearings (W/m3) | 132,629 |
| Heat generation rate of deep groove ball bearings (W/m3) | 132,629 |
| Heat generation rate of nut pair (W/m3) | 87,038 |
| Forced convection heat transfer coefficient (W/(m2·°C)) | 24.07 |
| Natural convection heat transfer coefficient (W/(m2·°C)) | 9.7 |
| Ambient temperature and initial temperature (°C) | 22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Rao, Z.; Pang, R.; Zhang, Y. Research on Thermal Characteristics of Ball Screw Feed System Considering Nut Movement. Machines 2021, 9, 249. https://doi.org/10.3390/machines9110249
Liu H, Rao Z, Pang R, Zhang Y. Research on Thermal Characteristics of Ball Screw Feed System Considering Nut Movement. Machines. 2021; 9(11):249. https://doi.org/10.3390/machines9110249
Chicago/Turabian StyleLiu, Hongliang, Zhaofeng Rao, Ruda Pang, and Yaoman Zhang. 2021. "Research on Thermal Characteristics of Ball Screw Feed System Considering Nut Movement" Machines 9, no. 11: 249. https://doi.org/10.3390/machines9110249
APA StyleLiu, H., Rao, Z., Pang, R., & Zhang, Y. (2021). Research on Thermal Characteristics of Ball Screw Feed System Considering Nut Movement. Machines, 9(11), 249. https://doi.org/10.3390/machines9110249