
Generic Design Methodology for Smart Manufacturing Systems from a Practical Perspective. Part II—Systematic Designs of Smart Manufacturing Systems






Abstract
1. Introduction
2. Design of Smart Manufacturing Systems
2.1. Digital Technologies for Smart Materials and Processes
2.2. Digital Twins (DT-I)
2.3. Cyber-Physical Systems (CPS)
2.4. Human Cyber-Physical Systems (HCPS)
2.5. Internet of Things (IoT)
2.6. Cloud Computing (CC)
2.7. Artificial Intelligence (AI)
2.8. Virtual Manufacturing (VM)
2.9. Big Data Analytics (BDA)
2.10. Blockchain Theologies (BCT)
3. Performance Metrics (PMs) for System Smartness
3.1. Visibility, Diagnosability, and Predictivity
3.2. Upgradability
3.3. Adaptability
3.4. Resilience
3.5. Flexibility
3.6. Sustainability
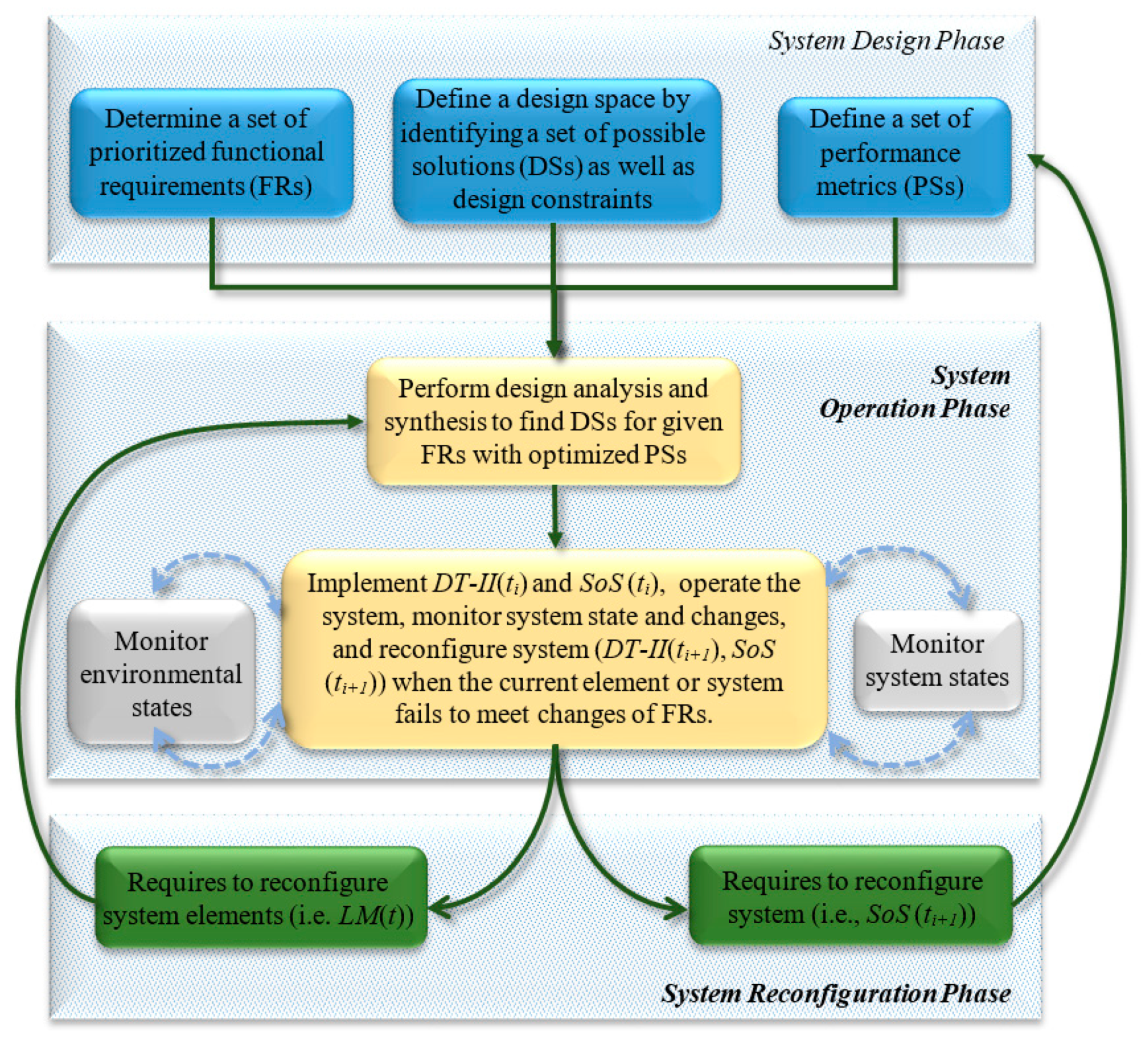
4. Systematic Methodology for Design of Smart Manufacturing Systems
5. Case Studies
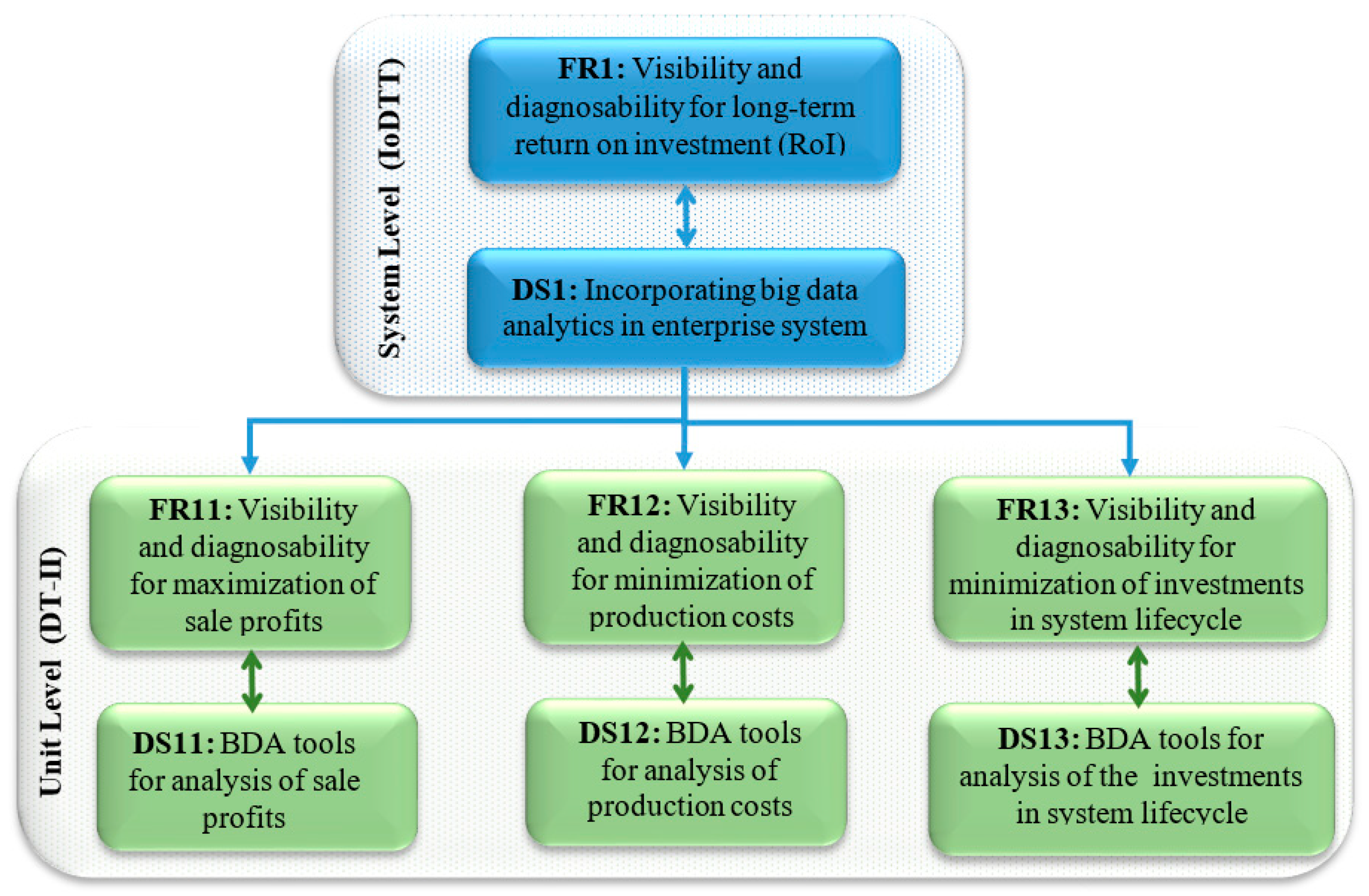
5.1. Case Study 1: BDA for Visibility and Diagnosability in Continuous Improvement (CI)
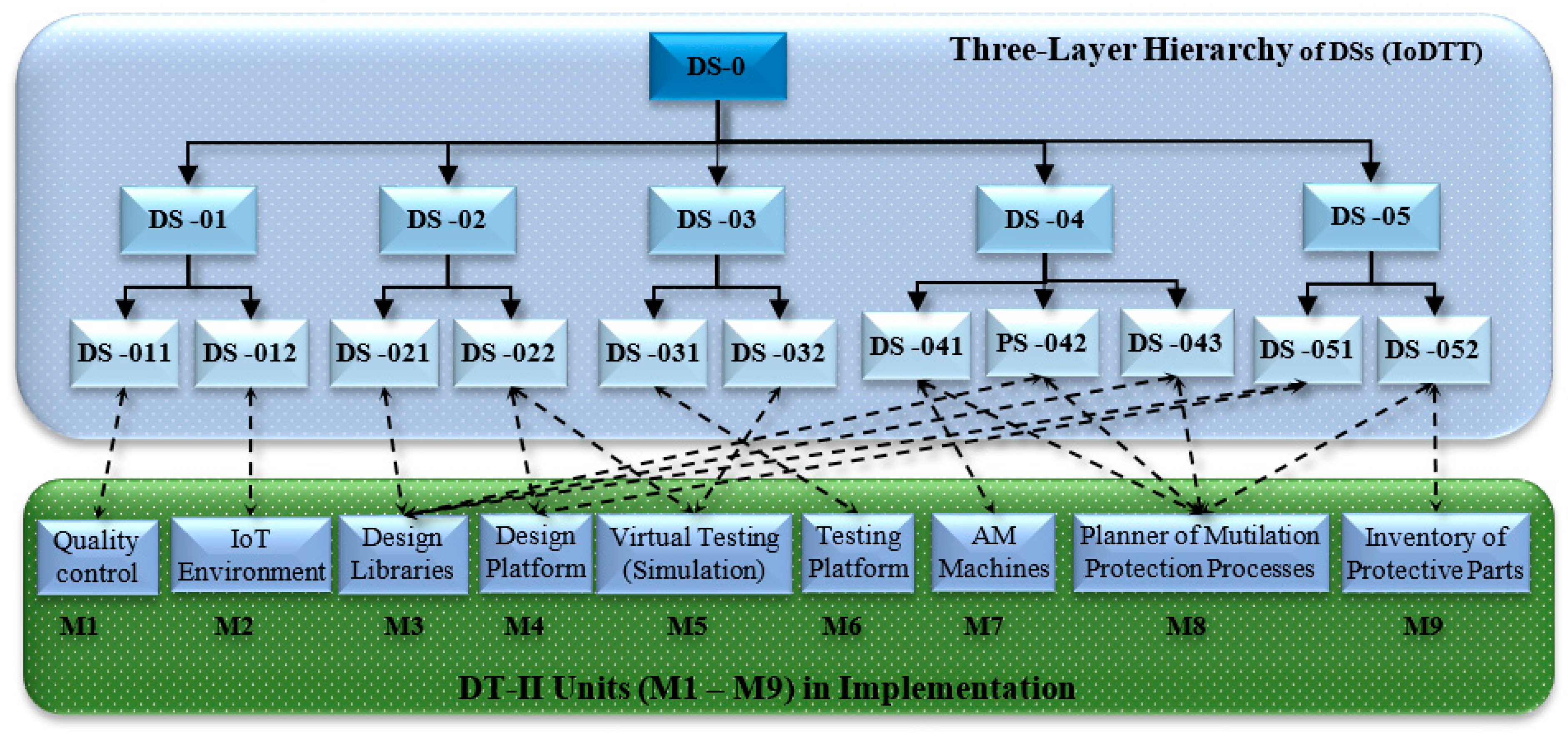
5.2. Case Study 2: Incorporating Additive Manufacturing for Flexibility and Adaptability
5.3. Case Study 3: Using IoT for Automation
6. Conclusions and Future Directions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ADT: | Axiomatic Design Theory |
| AI: | Artificial Intelligence |
| AM: | Additive Manufacturing |
| AR: | Augmented Reality |
| BCT: | Blockchain Technology |
| BDA: | Big Data Analytics |
| BPM: | Business Process Management |
| CC: | Cloud Computing |
| CI: | Continuous Improvement |
| DM: | Digital Manufacturing |
| DSs: | Design Solutions |
| DT-I: | Digital Twins |
| DT-II: | Digital Traid |
| ERP: | Enterprise Resource Planning |
| FRs: | Functional Requirements |
| HCPS: | Human-Cyber Physical Systems |
| HRI: | Human-Robot Interactions |
| IoDTT: | Internet of Digital Triad Things |
| IoT: | Internet of Things |
| IIoT: | Industrial Internet of Things |
| IT: | Information Technologies |
| KPIs: | Key Performance Indicators |
| MaaS: | Manufacturing as a service |
| ML: | Machine Learning |
| MOO: | Multi-Objective Optimizations |
| PLC: | Programmable Logic Controller |
| PMs: | Performance Metrics |
| SM: | Smart Manufacturing |
| SME: | Small to Midsize Enterprises |
| SoA: | Service-oriented Architecture |
| SoS: | System of Systems |
| VSM: | Value stream mapping |
| SaaS: | Any decision making as a service |
References
- Bi, Z.M.; Zhang, C.W.J.; Wu, C.; Luo, C.; Xu, L. Generic design methodology for smart manufacturing systems from practical perspective, part I—digital triad concept and its application as new definition of system reference model. Mach. Simultaneously. under review.
- Unglert, J.; Jauregui-Becker, J.; Hoekstra, S. Computational design synthesis of reconfigurable cellular manufacturing systems: A design engineering model. Procedia CIRP 2016, 57, 374–379. [Google Scholar] [CrossRef]
- Kurgan, A.; Maggiore, P.; Golkar, A. Integrated design methodology for improved system manufacturability. In Proceedings of the 2020 IEEE International Symposium on Systems Engineering (ISSE), Vienna, Austria, 12 October–12 November 2020. [Google Scholar] [CrossRef]
- Bi, Z.M.; Miao, Z.H.; Zhang, B.; Zhang, W.J. The state of the art of testing standards for integrated robotic systems. Robot. Comput. Integr. Manuf. 2020, 63, 101893. [Google Scholar] [CrossRef]
- Bi, Z.M.; Luo, C.; Miao, Z.; Zhang, B.; Zhang, C.W.J. Automatic robotic recharging systems –development and challenges. Ind. Robot 2021, 48, 95–109. [Google Scholar] [CrossRef]
- Bi, Z.M.; Miao, Z.H.; Zhang, B.; Zhang, W.J. A framework for performance assessment of heterogeneous robotic systems. IEEE Syst. J. 2021, 15, 1191–1201. [Google Scholar] [CrossRef]
- Bi, Z.M.; Wang, G.; Thompson, J.; Ruiz, D.; Rosswurm, J.; Roof, S.; Guandique, C. System framework of adopting additive manufacturing in mass production line. Enterp. Inf. Syst. 2021. [Google Scholar] [CrossRef]
- Morgan, J.; Halton, M.; Qiao, Y.; Breslin, J.G. Industry 4.0 smart reconfigurable machines. J. Manuf. Syst. 2021, 59, 481–506. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Building blocks for adopting smart manufacturing. Procedia Manuf. 2019, 34, 978–985. [Google Scholar] [CrossRef]
- Akrivos, V.; Haines-Gadd, M.; Mativenga, P.; Charnlet, F. Improved metrics for assessment of immortal materials and products. Procedia CIRP 2019, 80, 596–601. [Google Scholar] [CrossRef]
- ASML. EUV Lithography Systems Twinscan Nxe: 3400 B. 2021. Available online: https://www.asml.com/en/products/euv-lithography-systems/twinscan-nxe3400b (accessed on 7 September 2021).
- Haleem, A.; Javaid, M.; Singh, R.P.; Suman, R. Significant roles of 4D printing using smart materials in the field of manufacturing. Adv. Ind. Eng. Polym. Res. 2021. [Google Scholar] [CrossRef]
- Barbosa, C.; Azevedo, A. Towards a hybrid multi-dimensional simulation approach for performance assessment of MTO and ETO manufacturing environments. Procedia Manuf. 2018, 17, 852–859. [Google Scholar] [CrossRef]
- Zhang, Y.; Kwok, T.-H. Design and interaction interface using augmented reality for smart manufacturing. Procedia Manuf. 2018, 26, 1278–1286. [Google Scholar] [CrossRef]
- Zhang, C.; Xu, W.; Liu, J.; Liu, Z.; Zhou, Z.; Pham, D.T. A reconfigurable model approach for digital twin-based manufacturing system. Procedia CIRP 2019, 83, 118–125. [Google Scholar] [CrossRef]
- Semeraro, C.; Lezoche, M.; Panetto, H.; Dassisti, M. Digital twin paradigm: A systematic literature review. Comput. Ind. 2021, 130, 103469. [Google Scholar] [CrossRef]
- Leng, J.; Wang, D.; Shen, W.; Li, X.; Liu, Q.; Chen, X. Digital twins-based smart manufacturing system design in Industry 4.0: A review. J. Manuf. Syst. 2021, 60, 119–137. [Google Scholar] [CrossRef]
- Liu, Q.; Leng, J.; Yan, D.; Zhang, D.; Wei, L.; Yu, A.; Zhao, R.; Zhang, H.; Chen, X. Digital twin-based designing of the configuration, motion, control and optimization model of a flow-type smart manufacturing system. J. Manuf. Syst. 2021, 58, 52–64. [Google Scholar] [CrossRef]
- Singh, H. Big data, industry 4.0 and cyber-physical systems integration: A smart industry context. Mater. Today Proc. 2021, 46, 157–162. [Google Scholar] [CrossRef]
- Singh, S.; Olugu, E.U.; Musa, S.N. Development of sustainable manufacturing performance evaluation expert system for small and medium enterprises. Procedia CIRP 2016, 40, 608–613. [Google Scholar] [CrossRef]
- Wang, X.; Wang, Y.; Tao, F.; Liu, A. New paradigm of data-driven smart customization through digital twin. J. Manuf. Syst. 2021, 58, 270–280. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Bracco, F.; Bettoni, A.; Nishino, N.; Carpanzano, E.; Bruzzone, A.A. Adaptive automation and human factors in manufacturing: An experimental assessment for a cognitive approach. CIRP Ann. Manuf. Technol. 2018, 67, 455–458. [Google Scholar] [CrossRef]
- Baroroh, D.K.; Chu, C.H.; Wang, L. Systematic literature review on augmented reality in smart manufacturing: Collaboration between human and computational intelligence. J. Manuf. Syst. 2020. [Google Scholar] [CrossRef]
- Bi, Z.M.; Wang, G.; Xu, L. A visualization platform for internet of things in manufacturing applications. Internet Res. 2016, 26, 377–401. [Google Scholar] [CrossRef]
- Bi, Z.M.; Wang, G.; Xu, L.; Thompson, M.; Mir, R.; Nyikos, J.; Mane, A.; Witte, C.; Sidwell, C. IoT-based system for communication and coordination of football robot team. Internet Res. 2017, 27, 162–181. [Google Scholar] [CrossRef]
- Bi, Z.M.; Liu, Y.F.; Krider, J.; Buckland, J.; Whiteman, A.; Beachy, D.; Smitch, J. Real-time force monitoring of smart grippers for Internet of things (IoT) applications. J. Ind. Inf. Integr. 2018, 11, 19–28. [Google Scholar] [CrossRef]
- Dey, B.K.; Pareek, S.; Tayyab, M.; Sarkar, B. Autonomation policy to control work-in-process inventory in a smart production system. Int. J. Prod. Res. 2020, 59, 1258–1280. [Google Scholar] [CrossRef]
- Ullah, M.; Sarkar, B. Recovery-channel selection in a hybrid manufacturing-remanufacturing production model with RFID and production quality. Int. J. Prod. Econ. 2020, 219, 360–374. [Google Scholar] [CrossRef]
- Henzel, R.; Herzwurm, G. Cloud manufacturing: A state-of-the-art survey of current issues. Procedia CIRP 2018, 72, 947–952. [Google Scholar] [CrossRef]
- Huang, L.; Wu, C. Selection approach of cloud manufacturing resource for manufacturing enterprises based on trust evaluation. In Proceedings of the 2020 Prognostics and Health Management Conference (PHM-Besançon), Besancon, France, 4–7 May 2020; pp. 309–313. [Google Scholar]
- Lee, J.; Davari, H.; Singh, J.; Pandhare, V. Industrial artificial intelligence for industry 4.0-based manufacturing systems. Manuf. Lett. 2018, 18, 20–23. [Google Scholar] [CrossRef]
- Shihundla, T.B.; Mpofu, K.; Adenuga, O.T. Integrating product-service systems into the manufacturing industry: Industry 4.0 perspectives. Procedia CIRP 2019, 83, 8–13. [Google Scholar] [CrossRef]
- Adamczyk, B.S.; Szejka, A.L.; Junior, O.C. Knowledge-based expert system to support the semantic interoperability in smart manufacturing. Comput. Ind. 2020, 115, 103161. [Google Scholar] [CrossRef]
- Landolfi, G.; Barni, A.; Izzo, G.; Fontana, A.; Bettoni, A. A MaaS platform architecture support data sovereignty in sustainability assessment of manufacturing systems. Procedia Manuf. 2019, 38, 548–555. [Google Scholar] [CrossRef]
- Bi, Z.M.; Cochran, D. Big data analytics with applications. J. Manag. Anal. 2015, 1, 249–265. [Google Scholar] [CrossRef]
- Ren, S.; Zhang, Y.; Liu, Y.; Sakao, T.; Huisingh, D.; Almeida, C.M.V.B. A comprehensive review of big data analytics throughout product lifecycle to support sustainale smart manufacturing: A framework, challenges and future research directions. J. Clean. Prod. 2019, 210, 1343–1365. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Wu, D. Deep learning for smart manufacturing: Methods and applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Wang, P.; Luo, M. A digital twin based big data virtual and real fusion learning reference framework supported by industrial internet towards smart manufacturing. J. Manuf. Syst. 2021, 58, 16–32. [Google Scholar] [CrossRef]
- Tuptuk, N.; Hailes, S. Security of smart manufacturing systems. J. Manuf. Syst. 2018, 47, 93–106. [Google Scholar] [CrossRef]
- Viriyasitava, W.; Xu, L.; Bi, Z.M.; Hoonsopon, D. Blockchain technology for applications in Internet of Things-mapping from system design perspective. IEEE Internet Things J. 2019, 6, 8155–8168. [Google Scholar] [CrossRef]
- Viriyasitava, W.; Xu, L.; Bi, Z.M. Blockchain and Internet of Things for modern business process in digital economy-the state of the art. IEEE Trans. Comput. Soc. Syst. 2019, 6, 1420–1432. [Google Scholar] [CrossRef]
- Viriyasitava, W.; Xu, L.; Bi, Z.M.; Hoonsopon, D.; Charoenruk, N. Managing QoS of Internet-ofThing services using blockchain. IEEE Trans. Comput. Soc. Syst. 2019, 6, 1357–1368. [Google Scholar] [CrossRef]
- Jiang, S.; Ong, Y.S.; Zhang, J.; Feng, L. Consistencies and contradictions of performance metrics in multi-objective optimization. IEEE Trans. Cybern. 2014, 44, 2391–2404. [Google Scholar] [CrossRef] [PubMed]
- Moldavska, A.; Welo, T. A holistic approach to corporate sustainability assessment: Incorporating sustainable development goals into sustainable manufacturing performance evaluation. J. Manuf. Syst. 2019, 50, 53–68. [Google Scholar] [CrossRef]
- Auer, J.; Bey, N.; Schafer, J.M. Combined lie cycle assessment and life cycle costing in the eco-care-matrix: A case study on the performance of a modernized manufacturing system for glass containers. J. Clean. Prod. 2017, 141, 99–109. [Google Scholar] [CrossRef]
- Jung, K.; Morris, K.C.; Lyons, K.W.; Leong, S.; Cho, H. Mapping strategic goals and operational performance metrics for smart manufacturing systems. Procedia Comput. Sci. 2015, 44, 184–193. [Google Scholar] [CrossRef]
- Kiesel, R.; van Roessel, J.; Schmitt, R.H. Quantification of economic potential of 5G for latency critical applications in production. Procedia Manuf. 2020, 52, 113–120. [Google Scholar] [CrossRef]
- Barletta, I.; Despeisse, M.; Hoffenson, S.; Johansson, B. Organisational sustainability readiness: A model and assessment tool for manufacturing companies. J. Clean. Prod. 2021, 284, 125404. [Google Scholar] [CrossRef]
- Ante, G.; Facchini, F.; Mossa, G.; Digiesi, S. Developing a key performance indicators tree for lean and smart production systems. IFAC PapersOnLine 2018, 51, 13–18. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, H.; Du, Y. End of life vehicle disassembly plant layout evaluation integrating gray correlation and decision making trial and evaluation laboratory. IEEE Access 2020, 8, 141446–141455. [Google Scholar] [CrossRef]
- Moutzis, D.; Doukas, M.; Psarommatis, F. A multi-criteria evaluation of centralized and decentralized production networks in a highly customer-driven environment. CIRP Ann. Manuf. Technol. 2012, 61, 427–430. [Google Scholar] [CrossRef]
- Martin, N.L.; Der, A.; Herrmann, C.; Thiede, S. Assessment of smart manufacturing solutions based on extended value stream mapping. Procedia CIRP 2020, 93, 371–376. [Google Scholar] [CrossRef]
- Georgoulias, K.; Papakostas, N.; Makris, S.; Chryssolouris, G. A toolbox approach for flexibility measurements in diverse environments. Ann. CIRP 2007, 56, 423–426. [Google Scholar] [CrossRef]
- Georgoulias, K.; Papakostas, N.; Chryssolouris, G.; Stanev, S.; Krappe, H.; Ovtcharova, J. Evaluation of flexibility for the effective change management of manufacturing organizations. Robot. Comput. Integr. Manuf. 2009, 25, 888–893. [Google Scholar] [CrossRef]
- Youssef, A.M.A.; Mohib, A.; ElMaraghy, H.A. Availability assessment of multi-state manufacturing systems using universal generating function. CIRP Ann. 2006, 55, 445–448. [Google Scholar] [CrossRef]
- Cagno, E.; Neri, A.; Howard, M.; Brenna, G.; Trianni, A. Industrial sustainability performance measurement systems: A novel framework. J. Clean. Prod. 2019, 230, 1354–1375. [Google Scholar] [CrossRef]
- Farias, L.M.S.; Santos, L.C.; Gohr, C.F.; de Oliveira, L.C.; da Silva, A.M.H. Criteria and practices for lean and green performance assessment: Systematic review and conceptual framework. J. Clean. Prod. 2019, 218, 746–762. [Google Scholar] [CrossRef]
- Junior, A.N.; de Oliveira, M.C.; Helleno, A.L. Sustainability evaluation model for manufacturing systems based on the correction between triple bottom line dimensions and balanced scorecard perspectives. J. Clean. Prod. 2018, 190, 84–93. [Google Scholar] [CrossRef]
- Cai, W.; Lai, K.H. Sustainability assessment of mechanical manufacturing systems in the industrial sector. Renew. Sustain. Energy Rev. 2021, 146, 110169. [Google Scholar] [CrossRef]
- Brennan, R.W. Towards the assessment of holonic manufacturing systems. IFAC Proc. 2006, 35, 399–404. [Google Scholar] [CrossRef]
- Mahmood, K.; Otto, T.; Golova, J.; Kangru, T.; Kuts, V. An approach to analyze the performance of advanced manufacturing environment. Procedia CIRP 2020, 93, 628–633. [Google Scholar] [CrossRef]
- Burggra, P.; Wagner, J.; Koke, B.; Bamberg, M. Performance assessment methodology for AI-supported decision-making in production management. Procedia CIRP 2020, 93, 891–896. [Google Scholar] [CrossRef]
- Ottesjo, B.; Nystrom, S.; Nafors, D.; Berglund, J.; Johansson, B.; Gullander, P. A tool for holistic assessment of digitalization capabilities in manufacturing SMEs. Procedia CIRP 2020, 93, 676–681. [Google Scholar] [CrossRef]
- Bi, Z.M.; Zhang, W.J. Modularity technology in manufacturing: Taxonomy and issues. Int. J. Adv. Manuf. Technol. 2001, 18, 381–390. [Google Scholar] [CrossRef]
- Bi, Z.M. On Adaptive Robot System for Manufacturing Applications. Ph.D. Thesis, Department of Mechanical Engineering, University of Saskatchewan, Saskatoon, SK, Canada, 2002. [Google Scholar]
- Goncalves, G.; Reis, J.; Pinto, R.; Peschl, M. Adaptability in smart manufacturing systems. In Proceedings of the INTELLI 2018, the Seventh International Conference on Intelligent Systems and Applications, Venice, Italy, 24–28 July 2018; pp. 36–42. [Google Scholar]
- Bi, Z.M.; Wang, L.; Lan, S.Y.T. Current status of reconfigurable assembly systems. Int. J. Manuf. Res. 2007, 2, 303–327. [Google Scholar] [CrossRef]
- Bi, Z.M.; Zhang, W.J.; Chen, I.M.; Lang, S.Y.T. Automated generation of the D-H parameters for configuration design of modular manipulators. Robot. Comput. Integr. Manuf. 2007, 23, 553–562. [Google Scholar] [CrossRef]
- Bortolini, M.; Ferrari, E.; Galizia, F.G.; Mora, C. Implementation of reconfigurable manufacturing in the Italian context: State-of-the-art and trends. Procedia Manuf. 2018, 39, 591–598. [Google Scholar] [CrossRef]
- Viriyasitava, W.; Xu, L.; Bi, Z.M. Specification patterns of service-based applications using blockchain technology. IEEE Trans. Comput. Soc. Syst. 2020, 7, 886–896. [Google Scholar] [CrossRef]
- Viriyasitava, W.; Xu, L.; Bi, Z.M.; Sapsomboon, A. Blockchain-based business process management (BPM) framework for service composition in Industry 4.0. J. Intell. Manuf. 2020, 31, 1737–1748. [Google Scholar] [CrossRef]
- O’Connell, D.; Walker, B.; Abel, N.; Grigg, N. The Resilience, Adaptation, and Transformation Assessment Framework: From Theory to Application. 2015. Available online: https://www.stapgef.org/sites/default/files/documents/CSIRO-STAP-Resilience-Adaptation-Transformation-Assessment-Framework-Report.pdf (accessed on 7 September 2021).
- Zhang, W.J.; Lin, Y. Principles of design of resilient systems and its application to enterprise information systems. Enterp. Inf. Syst. 2010, 4, 99–110. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, W.J.; Gupta, M.M. Resilient robots: Concept, review and future directions. Robotics 2017, 6, 22. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, W.J.; Gupta, M.M. An under-actuated self-reconfigurable robot and the reconfiguration evolution. Mech. Mach. Theory 2018, 124, 248–258. [Google Scholar] [CrossRef]
- Zhang, W.J.; van Luttervel, C.A. Towards a resilient manufacturing system. Ann. CIRP 2011, 60, 469–472. [Google Scholar] [CrossRef]
- Zhang, D.; Xie, M.; Yan, H.; Liu, Q. Resilience dynamic modeling and control for a reconfigurable electronic assembly line under spatio-temporal disruptions. J. Manuf. Syst. 2021, 60, 852–863. [Google Scholar] [CrossRef]
- Lafou, M.; Mathieu, L.; Pois, S.; Alocket, M. Manufacturing system flexibility: Product flexibility assessment. Procedia CIRP 2016, 41, 99–104. [Google Scholar] [CrossRef]
- Keddis, N.; Burdalo, J.; Kainz, G.; Ziid, A. Increasing the adaptability of manufacturing systems by using data-centric communication. In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), Barcelona, Spain, 16–19 September 2014. [Google Scholar]
- Lufi, N.; Besenfelder, C. Flexibility based assessment of production system robustness. Procedia CIRP 2014, 19, 81–86. [Google Scholar]
- Qin, Z.; Lu, Y. Self-organizing manufacturing network: A paradigm towards smart manufacturing in mass personalization. J. Manuf. Syst. 2021, 60, 35–47. [Google Scholar] [CrossRef]
- Hoang, A.; Do, P.; Lung, B. Energy efficiency performance-based prognostics for aided maintenance decision-making: Application to manufacturing platform. J. Clean. Prod. 2017, 142, 2838–3857. [Google Scholar] [CrossRef]
- Huang, A.; Badurdeen, F. Sustainable manufacturing performance evaluation: Integrating product and process metrics for systems level assessment. Procedia Manuf. 2016, 8, 563–570. [Google Scholar] [CrossRef]
- Jiang, Q.; Liu, Z.; Liu, W.; Li, T.; Cong, W.; Zhang, H.; Shi, J. A principal component analysis based three-dimensional sustainability assessment model to evaluate corporate sustainable performance. J. Clean. Prod. 2018, 187, 625–637. [Google Scholar] [CrossRef]
- Ghobakhloo, M. Industry 4.0, digitization, and opportunities for sustainability. J. Clean. Prod. 2020, 252, 119869. [Google Scholar] [CrossRef]
- Zhang, H.; Veltri, A.; Calvo-Amodio, J.; Haapala, K.R. Making the business case for sustainable manufacturing in small and medium-sized manufacturing enterprise: A systems decision making approach. J. Clean. Prod. 2021, 287, 125038. [Google Scholar] [CrossRef]
- Cochran, D.; Jafri, M.U.; Chu, A.K.; Bi, Z.M. Incorporating design improvement with effective evaluation using manufacturing system design decomposition (MSDD). J. Ind. Inf. Integr. 2016, 2, 65–74. [Google Scholar] [CrossRef]
- Cochran, D.; Kim, Y.S.; Foley, J.; Bi, Z.M. Use of the manufacturing system design decomposition for comparative analysis and effective design of production systems. Int. J. Prod. Res. 2017, 55, 870–890. [Google Scholar] [CrossRef]
- Cochran, D.; Kinard, D.; Bi, Z.M. Manufacturing system design meets big data analytics for continuous improvement. Procedia CIRP 2016, 50, 647–652. [Google Scholar] [CrossRef][Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FRs | Description | |
|---|---|---|
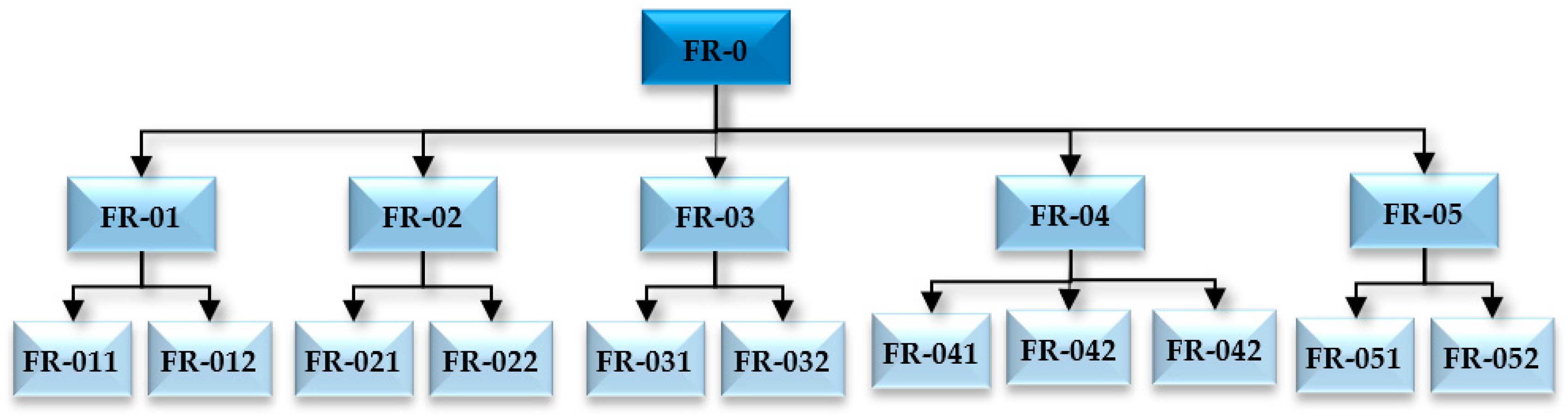
| FR-0: | Develop the solution to improve DRR of truck assembly line by integrating AM processes | |
| FR-01: | Utilize the data of truck quality inspection for surface defects, identify the sources (workstations and assistive tools) of defects. | |
| FR-011: | Detect surface defects. | |
| FR-012: | Identify problematic assembling processes and assistive tools. | |
| FR-02: | Develop and model parts as the protective solutions to identified defects. | |
| FR-021: | Utilize information of assistive tools. | |
| FR-022: | Optimize design for strength, fabrication time, and cost. | |
| FR-03: | Provide the tested physical solutions to assembly workstations in less than 24 h. | |
| FR-031: | Perform tests on physical parts for material strength. | |
| FR-032: | Perform simulation for functional validation and process optimization. | |
| FR-04: | Standardize the procedure and practice of AM processes. | |
| FR-041: | Maintain normal operations of AM machines. | |
| FR-042: | Provide guides and training manuals for operators and procedure. | |
| FR-043: | Standardize the interactions of functional modules. | |
| FR-05: | Routinize the operations of AM machines with the aid of inventory, design library, planning and scheduling of printing jobs for cost reduction. | |
| FR-051: | Build and maintain design libraries for knowledge-based engineering | |
| FR-052: | Manage the inventory of protective parts. | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bi, Z.; Zhang, W.-J.; Wu, C.; Luo, C.; Xu, L. Generic Design Methodology for Smart Manufacturing Systems from a Practical Perspective. Part II—Systematic Designs of Smart Manufacturing Systems. Machines 2021, 9, 208. https://doi.org/10.3390/machines9100208
Bi Z, Zhang W-J, Wu C, Luo C, Xu L. Generic Design Methodology for Smart Manufacturing Systems from a Practical Perspective. Part II—Systematic Designs of Smart Manufacturing Systems. Machines. 2021; 9(10):208. https://doi.org/10.3390/machines9100208
Chicago/Turabian StyleBi, Zhuming, Wen-Jun Zhang, Chong Wu, Chaomin Luo, and Lida Xu. 2021. "Generic Design Methodology for Smart Manufacturing Systems from a Practical Perspective. Part II—Systematic Designs of Smart Manufacturing Systems" Machines 9, no. 10: 208. https://doi.org/10.3390/machines9100208
APA StyleBi, Z., Zhang, W.-J., Wu, C., Luo, C., & Xu, L. (2021). Generic Design Methodology for Smart Manufacturing Systems from a Practical Perspective. Part II—Systematic Designs of Smart Manufacturing Systems. Machines, 9(10), 208. https://doi.org/10.3390/machines9100208