Overcoming the Challenges for a Mass Manufacturing Machine for the Assembly of PEMFC Stacks

Abstract
:1. Introduction
- At least a 40% cut in greenhouse gas emissions (compared to 1990 levels),
- At least a 32% share for renewable energy,
- At least a 32.5% improvement in energy efficiency.
- Repeating accuracy,
- Precision,
- Automated handling of fragile components (sensitive regarding their robustness),
- Automation-oriented provision of the individual components,
- High-level technological flexibility to be able to handle different materials and component designs, while fulfilling requirements which come from scalability demands, etc.,
- Possibility of tracking of products and batches (traceability).
2. Approach and Methodology
- Fuel cell manufacturers—taking into account a customer’s demand analysis,
- Experts in component manufacturing,
- Special mechanical engineering companies,
- Experts in quality assurance and analysis.
- Required and foreseeable changes in the fuel cell product,
- Stacking size, form, and outline of the active area,
- Various/different component suppliers,
- Quality fluctuations of components,
- Tolerance specifications—alignment feature—with the sum-up of tolerances from the stack components on the required stacking height.
- Elaboration of a “development concept” for the technology and machine system design for an automated assembly system for PEMFC stacks, including the underlying processing steps and their requirement specifications;
- Redesigning the product to be suitable for automated manufacturing, assembly, handling, transportation, image processing, and inspection;
- Development of the production processes for manufacturing PEMFC components and the production processes required for this machine system, including storage, handling, and supply systems for the components;
- Manufacturing, assembly, and commissioning of a prototype machine system;
- Testing, validation, and qualification of products, technology, and test equipment by manufacturing PEMFC stacks;
- Sampling or functional verification of the automatically assembled PEMFC stacks.
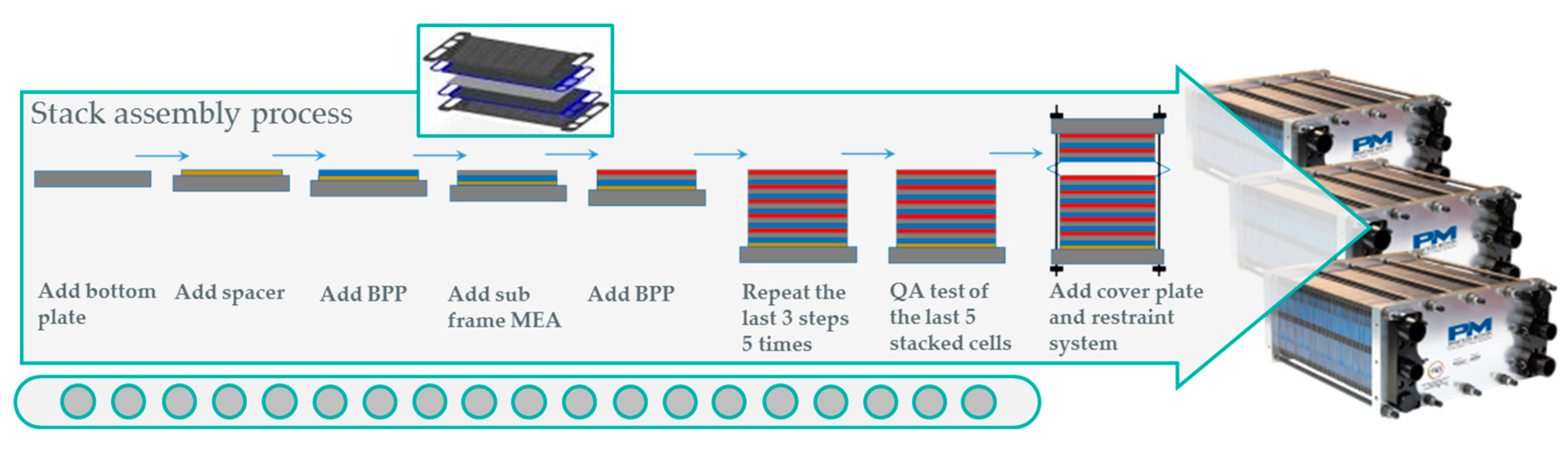
- GDL with a molded seal + die cut,
- MEA consisting of a CCM with sub gasket and laminated GDL (+ possibly sealing).
- Use of a restraint system which can easily be implemented in an automated process;
- Use of the same design principles, manufacturing technologies, and assembly sequence for different types, with preference for the application of modular and scalable technologies;
- Use of part identification with a data matrix code (DMC) or barcode for automated tracking of parts and batches (traceability);
- Use of separate GDL bottoms and tops instead of a foldable combination;
- Use of a CCM supply from the roll, with cutting of the membrane in the assembly system to reduce CCM handling effort and avoid complex separation of CCM stacks;
- Provision of metallic or graphitic BPP of stacks without intermediate layer;
- Development of stacking supply boxes and intermediate layers (specially coated intermediate layers for separation in single items) for flexible and highly adhesive sealing on GDLs;
- Redesign of the components to have a uniform thickness over the entire surface, in order to obtain straight supply stacks without sagging;
- Assembly of the membrane electrode assembly (MEA consists usually of CMM+GDLs, sub gasket and sealing) in an air-conditioned environment to protect the CCM.
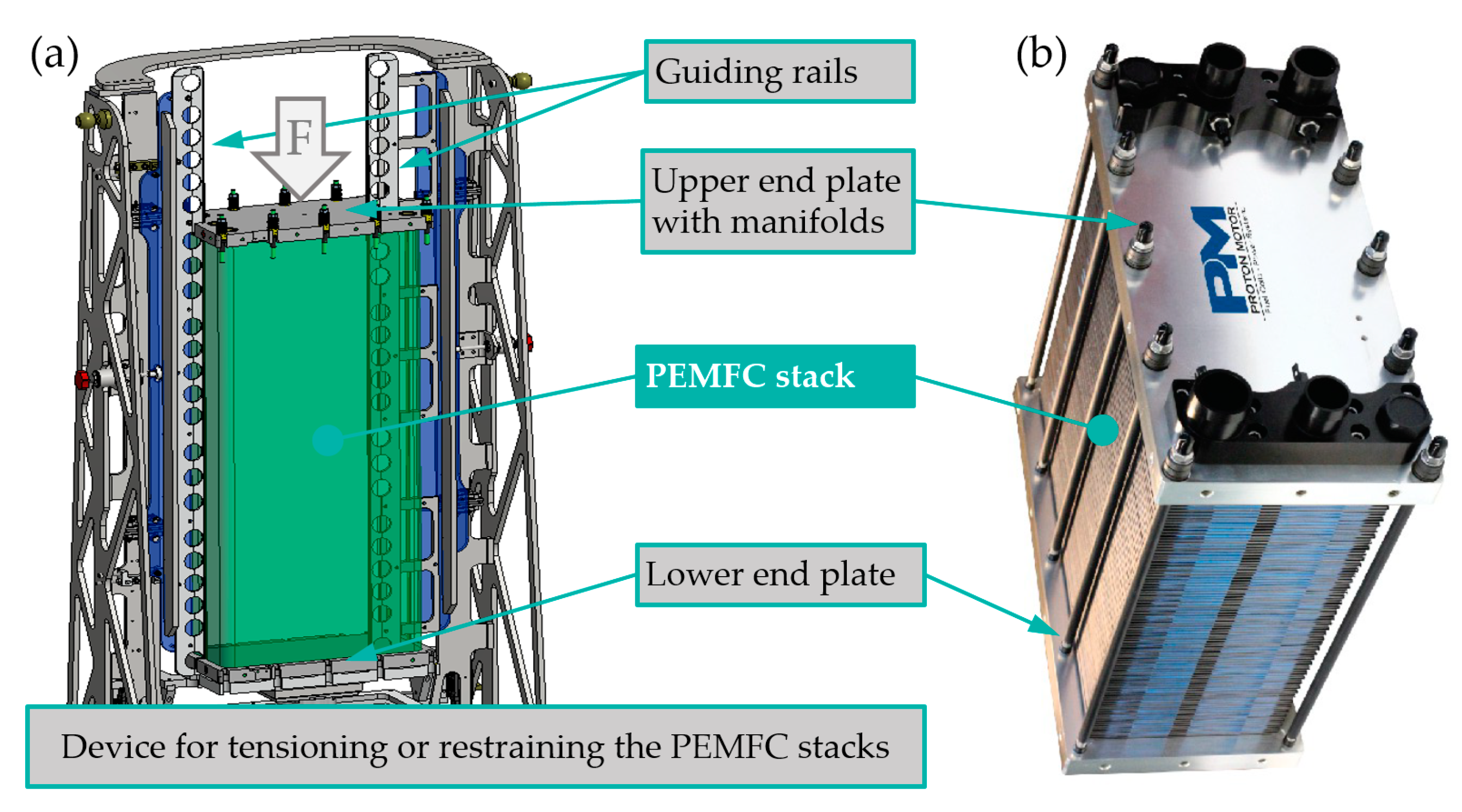
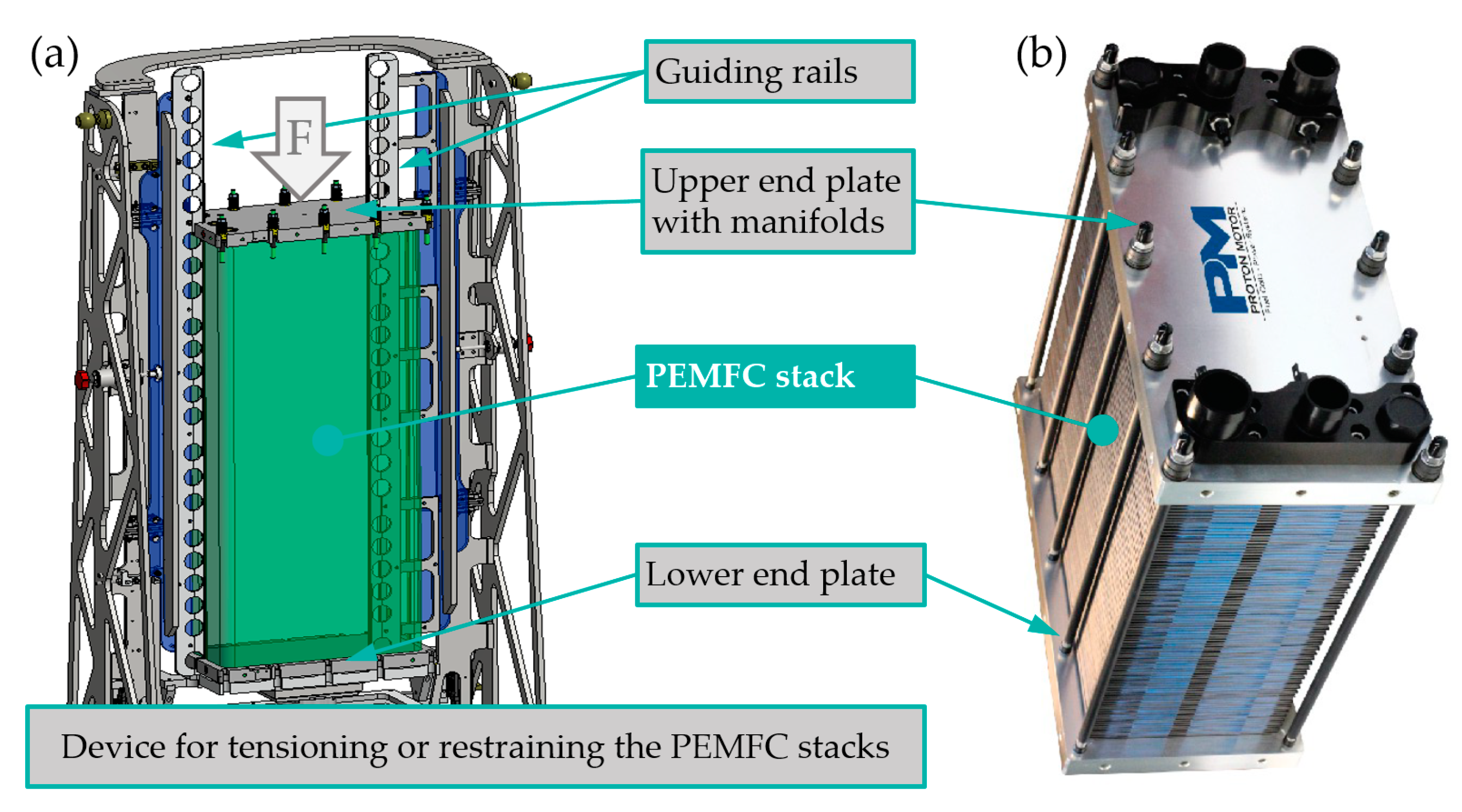
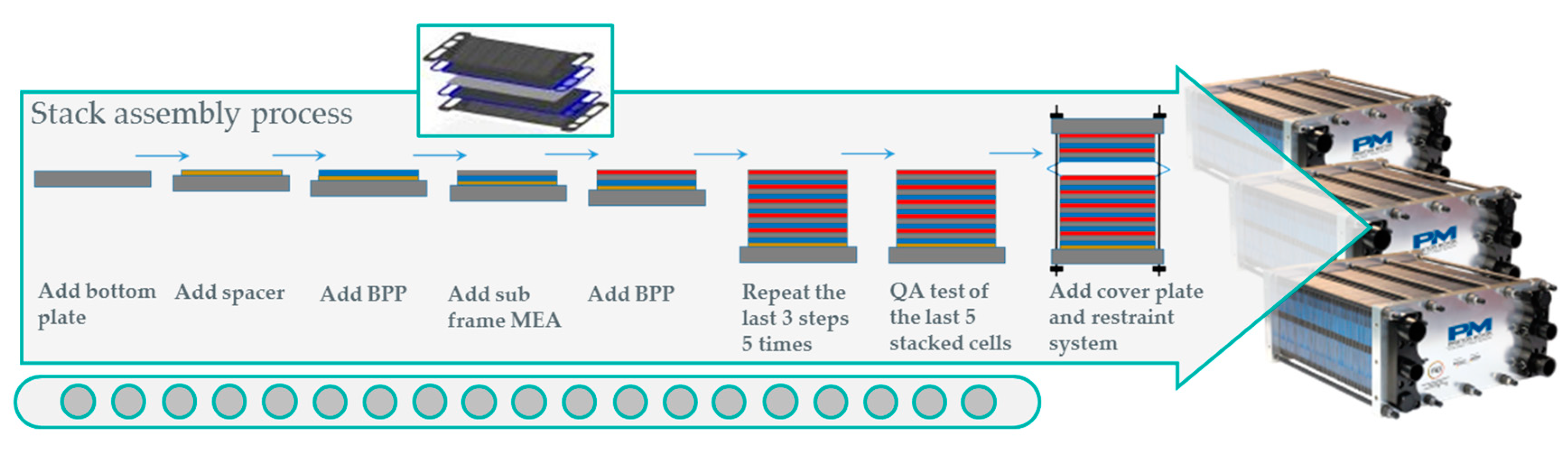
- The integration of alignment contours for all stack components for alignment on the guide rails, as shown in Figure 5, of the stacking unit over the entire stack height, including end plates and seals;
- The coordination of the alignment contours to define the position of all components, from the lower end plate via BPP and MEAs to the upper end plate;
- Design of alignment contours on the end plates which set the initial positioning in addition to the guide rails;
- The upper end plate must be fixable to the upper adapter plate of the device for restraining.
- For restraint systems with a tie-rod design, sufficient space is required for the electric screwdriver and nut as well as the plug-in attachment for torque transmission;
- Monitoring the accessibility of the automatic tools to the product (e.g., straight or offset screwdrivers);
- The clamping system can be mounted from the outside—no run-in of tie rods necessary;
- The force transmission points when pressing the stack should be close to the force transmission points of the clamping system (bending line);
- To measure the height of the clamped stack by means of a sensor, detectable outline elements must be provided at the edges;
- For picking up a load-carrying device, torque profiles are required.
3. Results
3.1. Overview of the Key Performance Indicators (KPIs) for PEMFC Stacks
3.2. Requirements for Mass Manufacturing
- Identification of bottlenecks in the stack components and assembly, which can be evaluated by cycle time, throughput time, and efficient testing efforts such as burn-in-time (the process during which the stack reaches the nominal specifications);
- Redesign (adaptation) of current MEA and stack to optimize for manufacturability;
- Analysis and evaluation of the most suitable bipolar plate material with regard to the performance and service life requirements as well as the expected quantities: graphitic vs. metallic concept.
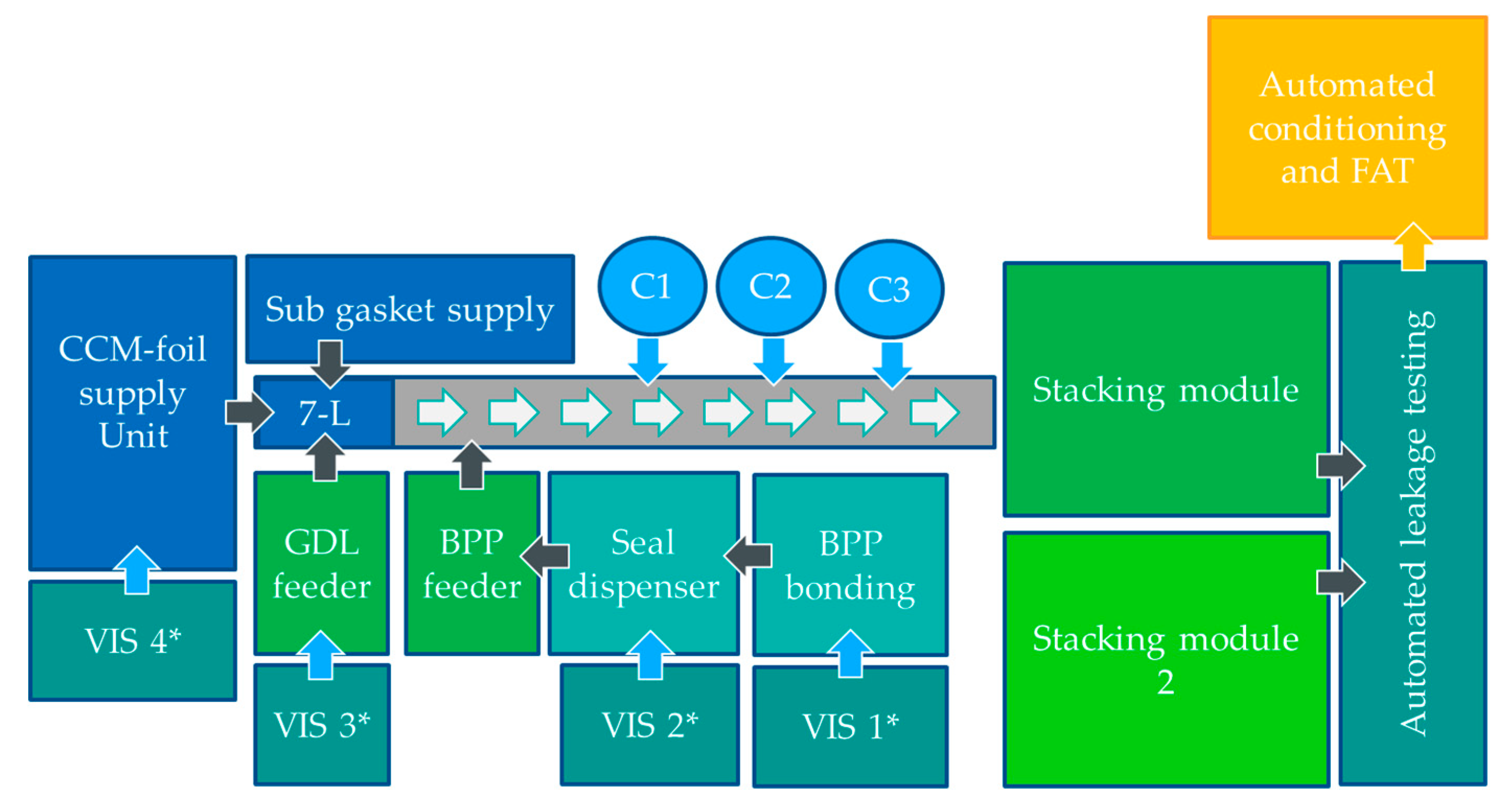
3.3. Development of Technolgy Concept and Machine System Design
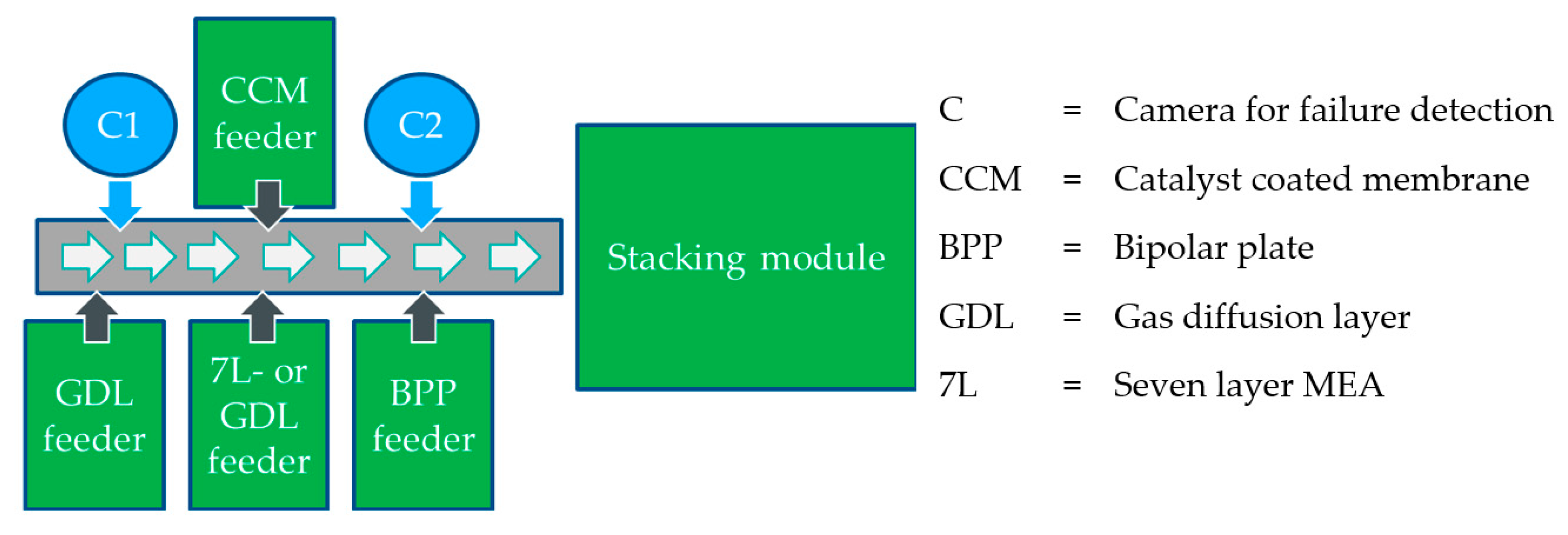
- Handling of either seven-layer MEA or seal-on GDL/CCM was possible without changing the configuration;
- Graphite–polymer composite or metallic bipolar plates stacking;
- At least two stack formats with different cell numbers (with minor adaptions) were producible.
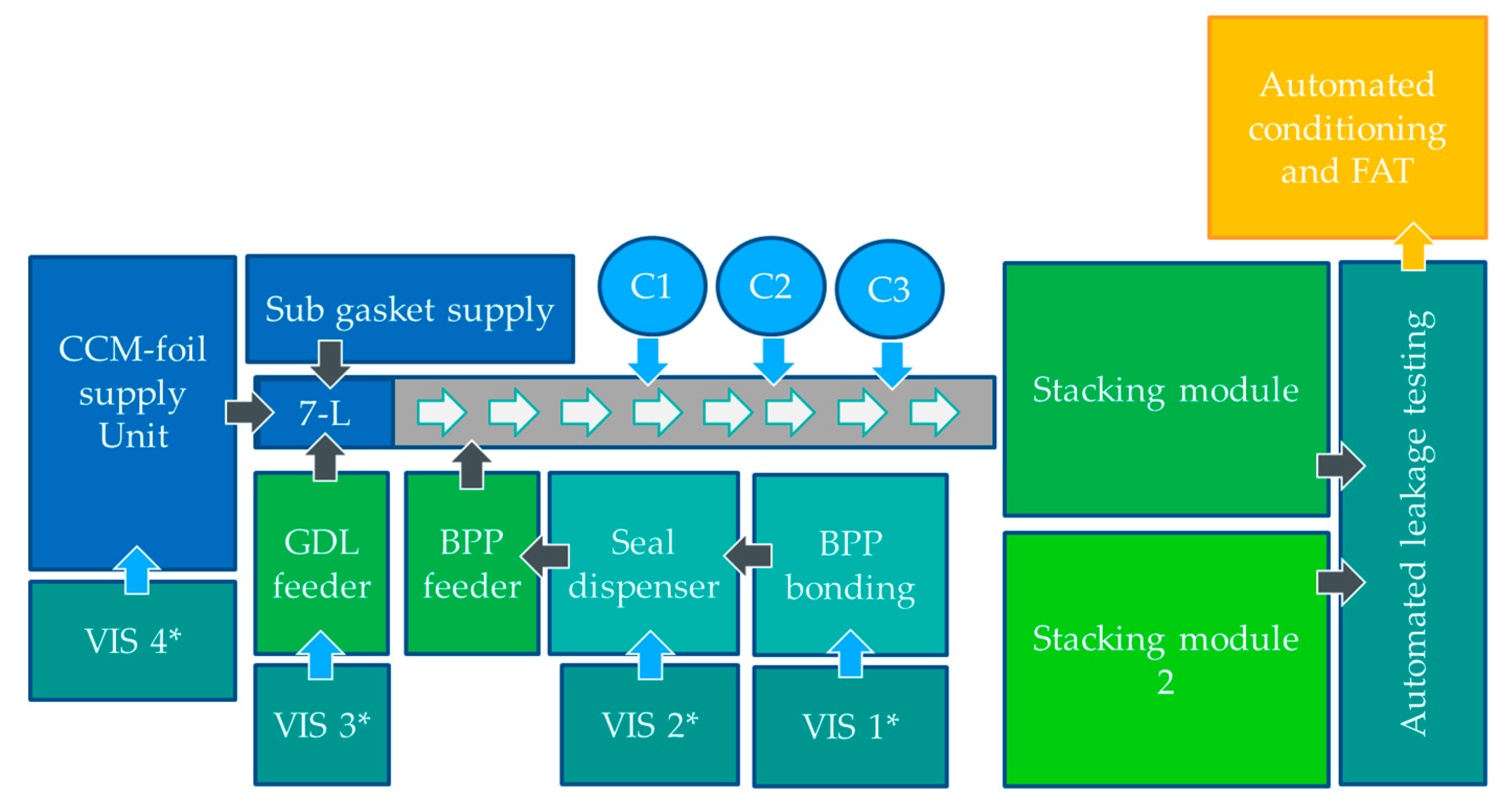
- Fixed on one MEA architecture (seven-layer MEA),
- Enhanced in-line test methods for failure detection,
- Parallelization of multiple production lines possible,
- Additional units, e.g., second stacking module, automated conditioning, and factory acceptance test (FAT).
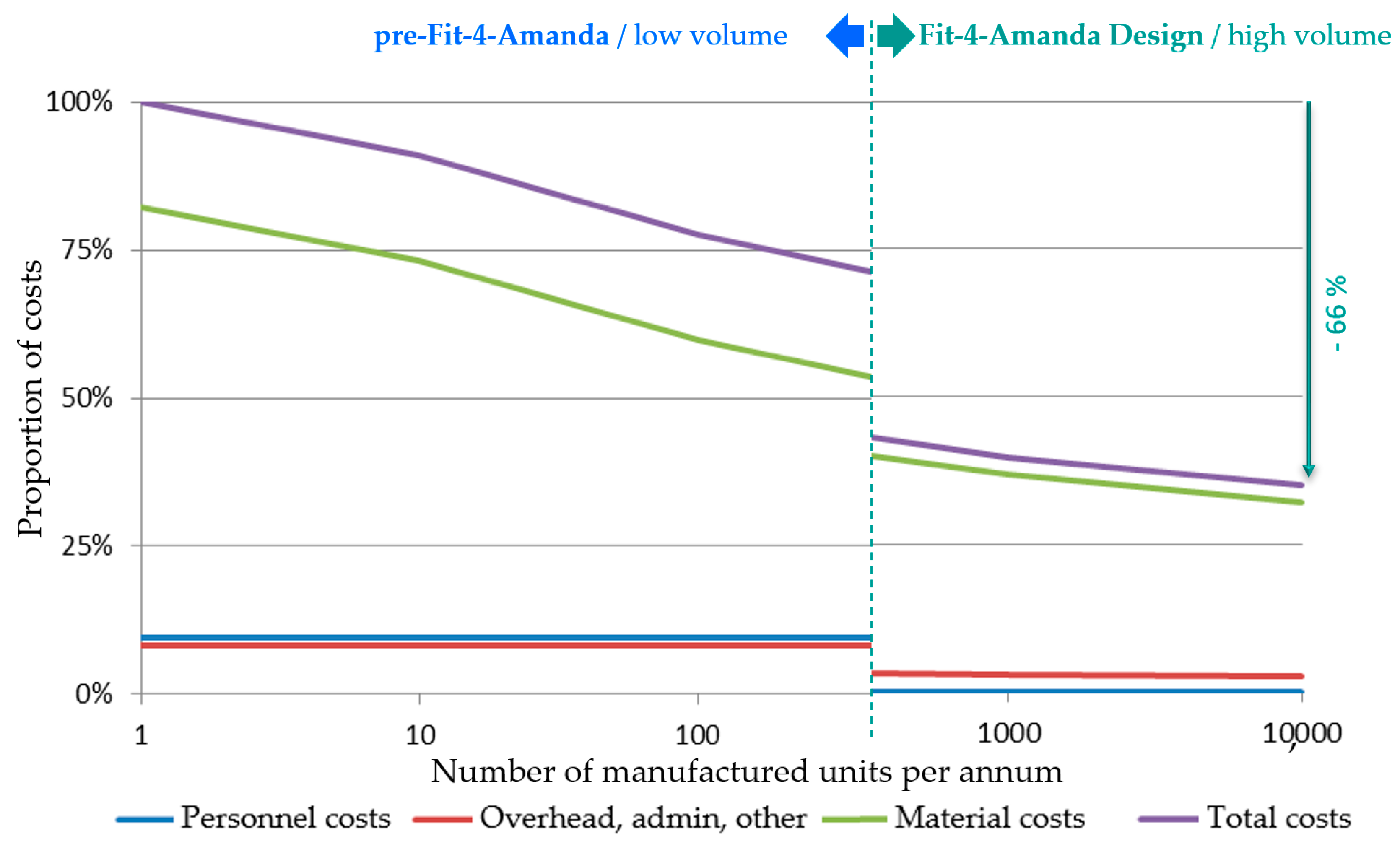
3.4. Balance between Manufacturability and Stack Performance
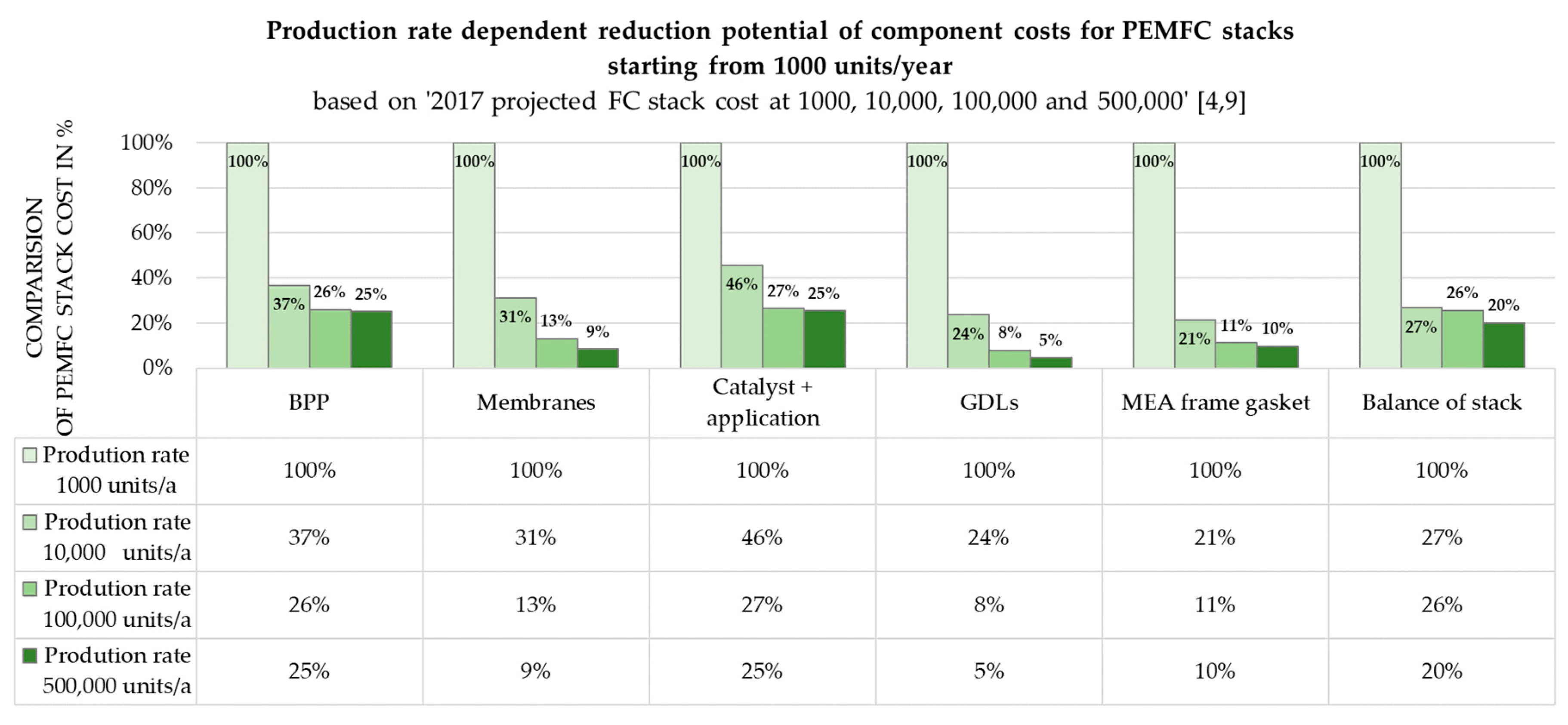
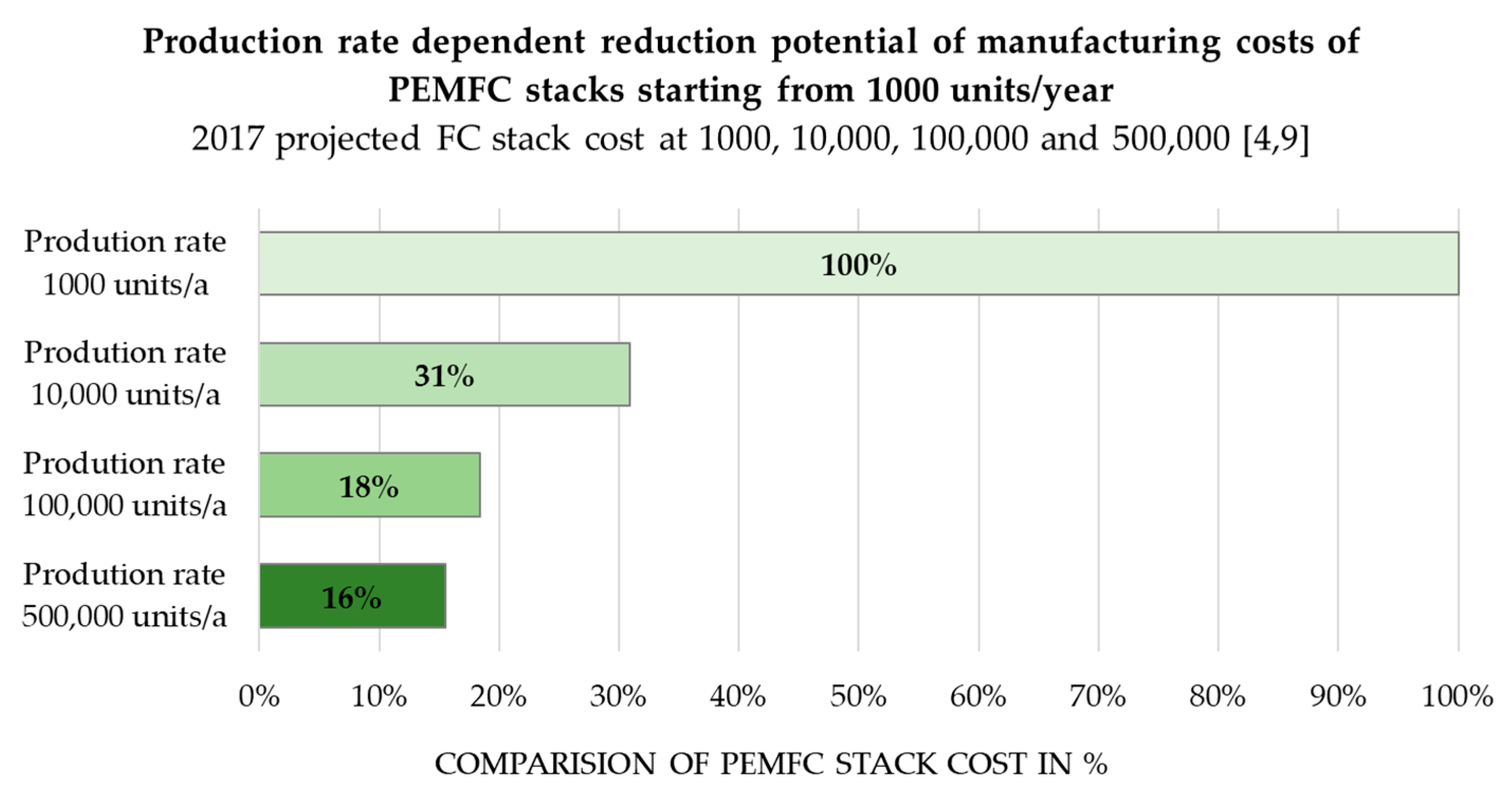
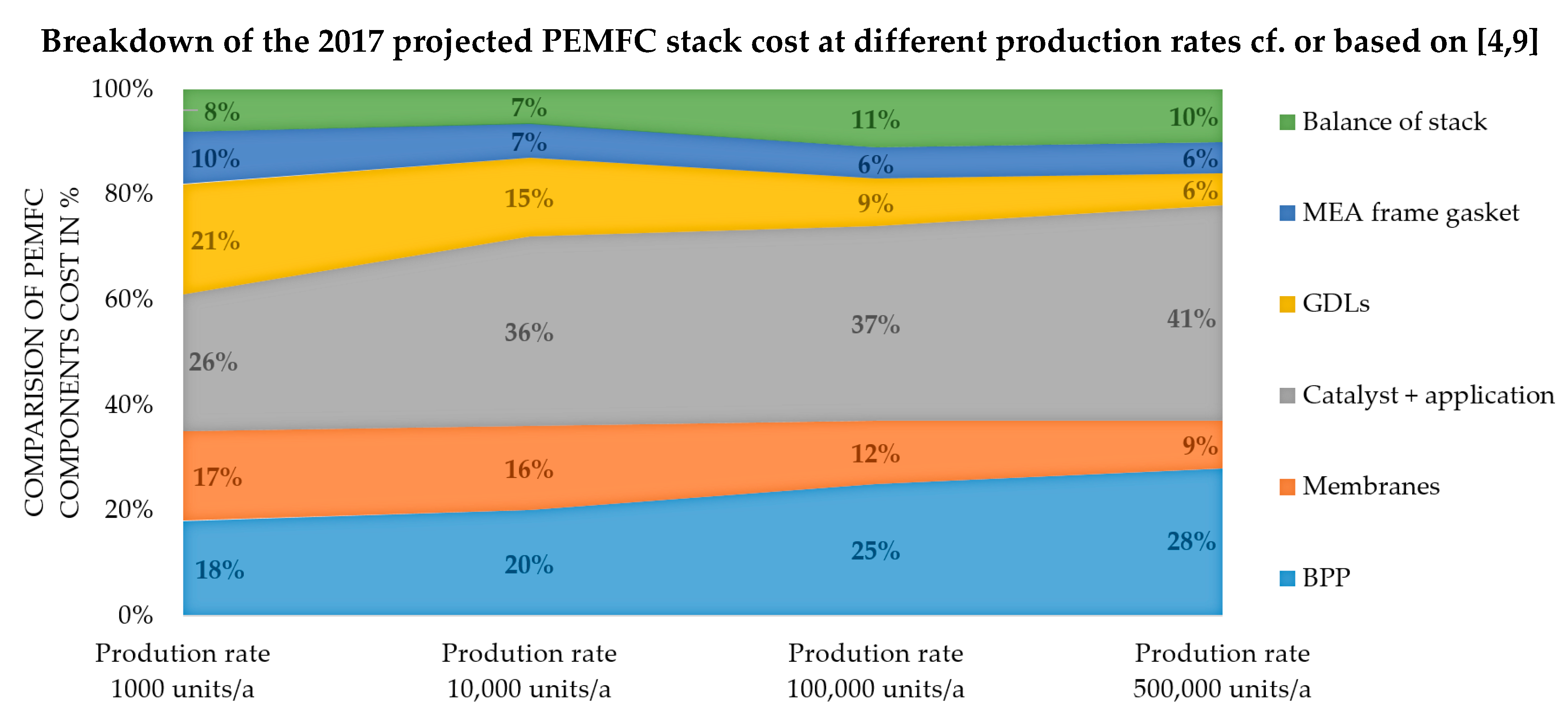
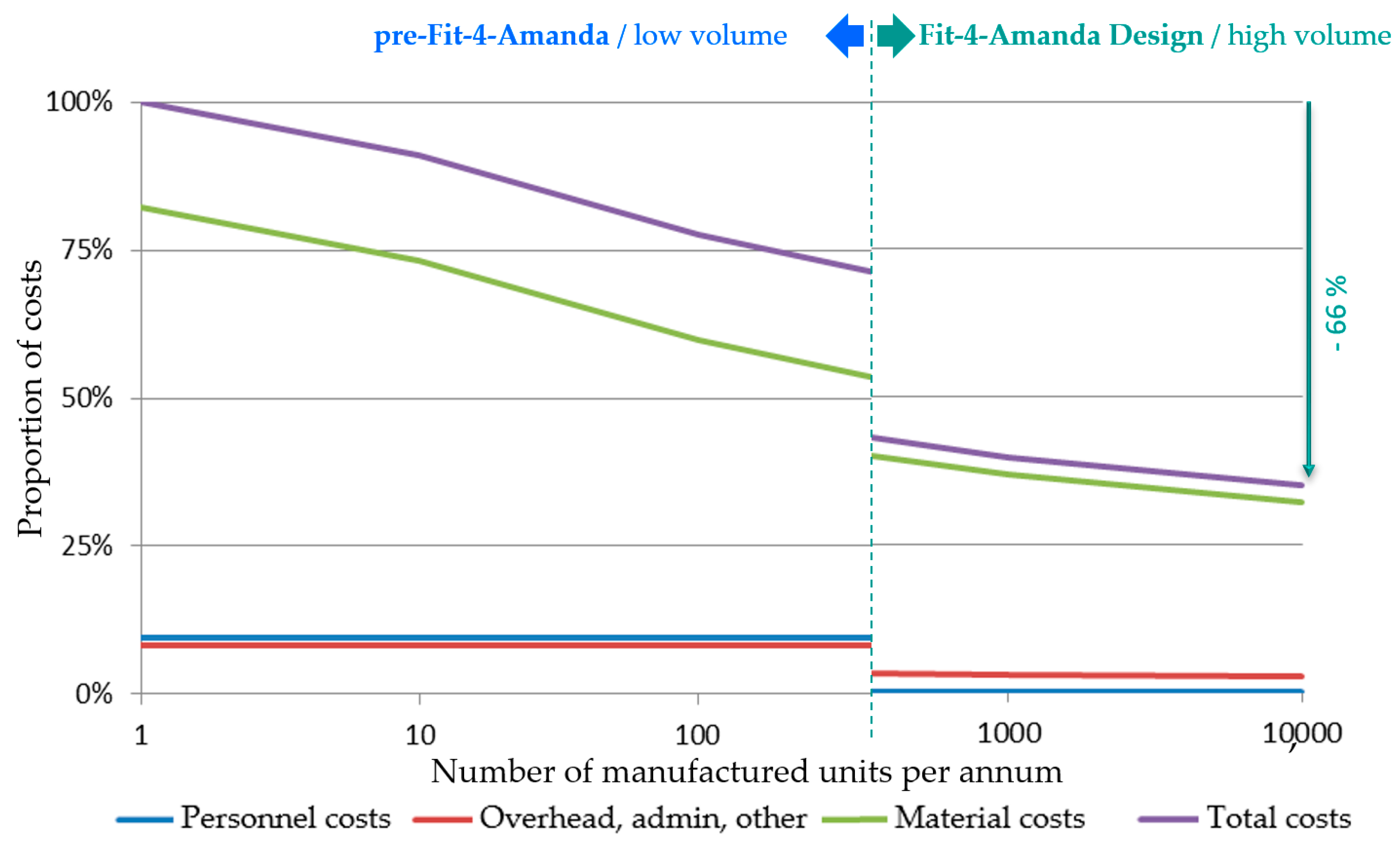
3.5. Transparency Concerning Economic and Technical Objectives
4. Discussion
5. Conclusions
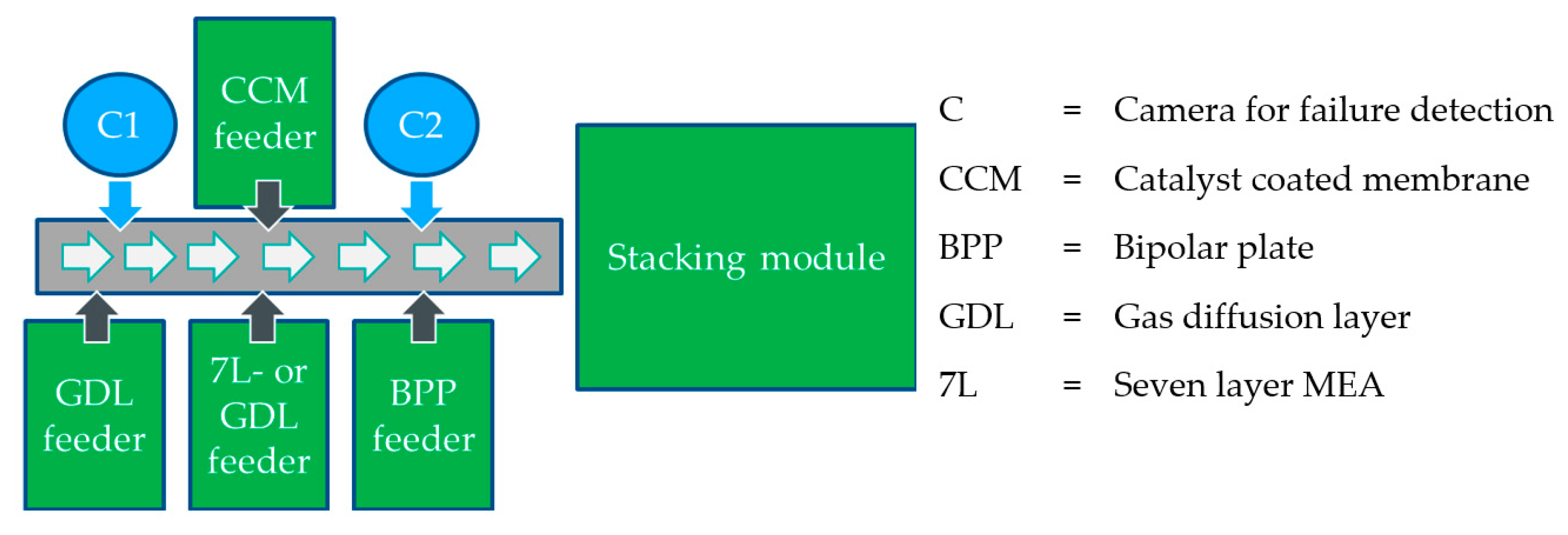
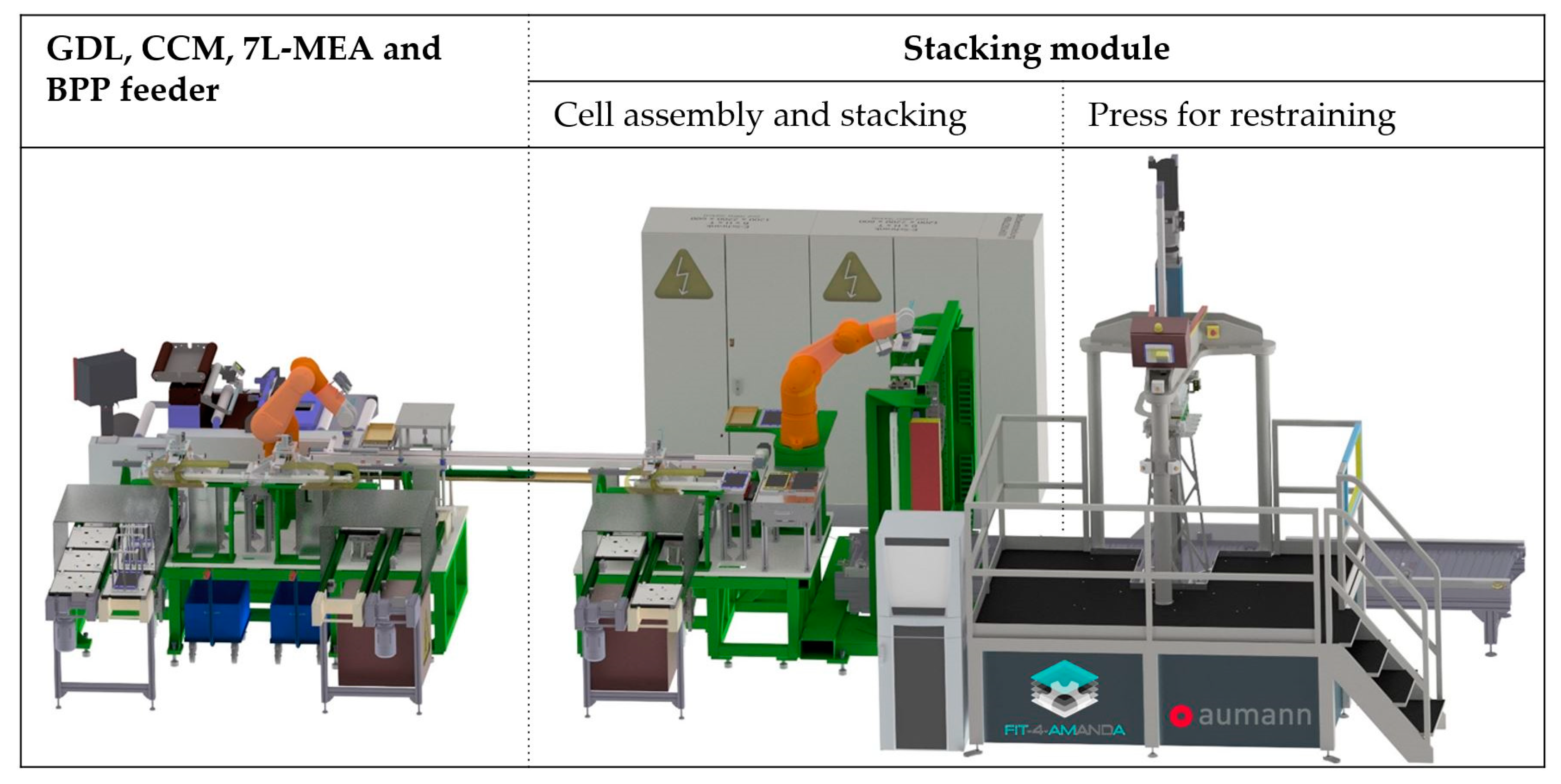
- The development of process and functional units for component supply with the modules for GDL bottom, GDL top, CCM, the handling of the seal, and the MEA, as well as the finished MEA–seal assembly into the stacking boxes;
- The development of process and functional units for MEA assembly, including the handling system, and grippers for the bipolar plates, the to-a-degree flexible porous GDL, and the ultra-thin CCM, followed by the vision system for component position detection for a precise position-corrected arrangement of the components one on top the other;
- The development of process units and functional units for stack assembly with handling and grippers for the flexible MEA and surface-structured BPP, the stacking station, and the clamping station, with a suitable press for applying the appropriate stack compression;
- The development of a process connection and testing machine system with the transfer system, which connects the modules from the loading point via the stacking station to the clamping station via a carrier suitable for stacking and transporting the unrestrained and strained stack.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| a | Annum, year |
| BPP | Bipolar plate |
| BOP | Balance of plant |
| CCM | Catalyst coated membrane |
| CO2 | Carbon Dioxide |
| EV | Electric Vehicle(s), this means all vehicles that contain an electric traction motor such as EV, HEV, PHEV, BEV, FCEV, etc. |
| FC | Fuel cell |
| FCV | fuel cell vehicles and cars |
| FCEV | Fuel Cell Electric Vehicle |
| FC REEV | Fuel Cell Range Extended Electric Vehicle |
| Fit-4-AMandA | Acronym of the EU funded project: “Fit for Automatic Manufacturing and Assembly” |
| GDL | Gas Diffusion Layer |
| GmbH | Gesellschaft mit beschränkter Haftung (it is similar to the English Limited Company (Ltd.)) |
| h | Hour |
| H2 | Chemical formula of molecular hydrogen |
| KPI | Key Performance Indicator |
| MEA | Membrane Electrode Assembly possibly consisting of 3, 5 or 7 layers |
| MMM | Mass Manufacturing Machine |
| MU | Monetary Unit |
| OEM | (Automotive) Original Equipment Manufacturer |
| Pt | Platinum |
| PEM | Proton Exchange Membrane |
| PEMFC | Proton Exchange Membrane or Polymer Electrolyte Membrane Fuel Cells |
| Proton Motor | Proton Motor Fuel Cell GmbH, Germany Fuel Cell manufacturer |
| SME | Small and medium sized enterprise |
References
- EU Targets 2030 Climate & Energy Framework. (Folder Path: European Commission → Energy, Climate Change, Environment → Climate Action → EU Action → Climate Strategies & Targets). Available online: https://ec.europa.eu/clima/policies/strategies/2030_en (accessed on 30 August 2019).
- Wannemacher, T.; (Proton Motor Fuel Cell GmbH). FCREEV—Fuel Cell Range Extended Vehicle. -e-Monday-. 20 December 2017, p. 31. Available online: http://docplayer.org/74266249-Fcreev-fuel-cell-range-extended-vehicle.html (accessed on 30 September 2019).
- Porstmann, S.; Scheffler, S.; Mainka, C.; (Fraunhofer Institute for Machine Tools and Forming Technology IWU). Analysis on the Supportive Technology for Optimized Manufacturability vs. Stack Performance. Deliverable 1.2 of the EU Project Fit-4-AMandA (EU Project, Duration 1 March 2017–28 February 2020, 36 Months). Funding Programme H2020-JTI-FCH-2016-1|Manufacturing Technologies for PEMFC Stack Components and Stacks, GA No 735606. Germany. 26 February 2018, pp. 1–19. Available online: https://fit-4-amanda.eu/downloads/ (accessed on 30 September 2019).
- James, B.D.; Huya-Kouadio, J.M.; Houchins, C.; (Strategic Analysis Inc.). Bipolar Plate Cost and Issues at High Production Rate (DOE Workshop on Research and Development Needs for Bipolar Plates for PEM Fuel Cell Technologies); Southfield, Michigan, USA. 14 February 2017. Available online: https://www.energy.gov/sites/prod/files/2017/05/f34/fcto_biploar_plates_wkshp_james.pdf (accessed on 10 September 2019).
- Elcore GmbH. How It’s Made Hydrogen Fuel Cells. Available online: https://www.youtube.com/watch?v=LDwS31OE7ak (accessed on 21 September 2019).
- TF Automation. Robotic Stack Assembly, A Final Assembly & Inspection Machine. Available online: https://www.youtube.com/watch?v=kIjsnGubDW8; https://tfautomation.co.uk/case-studies/robotic-stack/ (accessed on 21 September 2019).
- Gueble, J. Fuel Cell Assembly. Available online: https://www.youtube.com/watch?v=lLQAQEF36-U; https://www.jgueble.com/videos (accessed on 21 September 2019).
- James, B.D.; Huya-Kouadio, J.M.; Houchins, H.; DeSantis, D.A.; (Strategic Analysis Inc.). Mass Production Cost Estimation of Direct H2 PEM Fuel Cell Systems for Transportation Applications: 2017 Update, December 2017. Washington, DC, USA. Washington, DC, USA, December 2017; pp. 1–282. Available online: http://www.sainc.com/assets/site_18/files/publications/sa%202017%20transportation%20fuel%20cell%20cost%20analysis.pdf (accessed on 30 September 2019).
- Wilson, A.; Kleen, G.; Papageorgopoulos, D. DOE Hydrogen and Fuel Cells Program Record. Fuel Cell System Cost—2017. September 2017. Available online: https://www.hydrogen.energy.gov/pdfs/17007_fuel_cell_system_cost_2017.pdf (accessed on 10 September 2019).
- Thompson, S.T.; James, B.D.; Huya-Kouadio, J.M.; Houchins, C.; DeSantis, D.A.; Ahluwalia, R.; Wilson, A.R.; Kleen, G.; Papageorgopoulos, D. Direct Hydrogen Fuel Cell Electric Vehicle Cost Analysis: System and High-Volume Manufacturing Description, Validation, and Outlook. J. Power Sources 2018, 399, 301–313. Available online: https://doi.org/10.1016/j.jpowsour.2018.07.100 (accessed on 10 September 2019).
- James, B.D.; (Strategic Analysis Inc.). 2018 Cost Projections of PEM Fuel Cell Systems for Automobiles and Medium-Duty Vehicles. Fuel Cell Technologies Office Webinar on 25 April 2018. Available online: https://www.energy.gov/sites/prod/files/2018/04/f51/fcto_webinarslides_2018_costs_pem_fc_autos_trucks_042518.pdf (accessed on 10 September 2019).
- DigiMan (EU Project, Duration 1 January 2017–31 December 2019, 36 Months). Funded by FCH2 JU, DIGItal MAterials CharacterizatioN Proof-of-Process Auto Assembly, GA No 736290. Available online: https://cordis.europa.eu/project/rcn/207241/factsheet/en (accessed on 5 September 2019).
- PROFACTOR: Inline (EU Project, Duration 1 February 2017–31 January 2020, 36 Months). Funding Programme H2020-JTI-FCH-2016-1|An Innovative Design of a Flexible, Scalable, High Quality Production Line for PEMFC Manufacturing, GA No 735367. Available online: https://cordis.europa.eu/project/rcn/207238/reporting/en (accessed on 5 September 2019).
- Haberl, F.; (PowerCell Sweden, AB). Public Results of the Architecture and System Level Optimization, Deliverable 1.4 of the EU Project INN-BALANCE (Duration 1 January 2017–31 December 2019, 36 Months). Funding Programme H2020-JTI-FCH-2016-1|Development of Industrialization-Ready PEMFC Systems and System Components, GA No 735969. Sweden. 31 December 2017, pp. 1–11. Available online: https://www.innbalance-fch-project.eu/fileadmin/user_upload/downloads/D1.4_submitted.pdf (accessed on 5 September 2019).
- MAMA-MEA (EU Project, Duration 01 January 2018–31 December 2020, 36 Months). Funding Programme H2020-JTI-FCH-2017-1|Mass Manufacture of MEAs Using High Speed Deposition Processes, GA No 779591. Available online: https://www.mama-mea.eu/ (accessed on 5 September 2019).
- VolumetriQ (EU Project, Duration 01 September 2015–28 February 2019, 36 Months). Funding Programme H2020-JTI-FCH-2014-1|Volume Manufacturing of PEM FC Stacks for Transportation and In-line Quality Assurance, GA No 671465. Available online: http://www.volumetriq.eu/ (accessed on 5 September 2019). [CrossRef]
- AutoStack CORE (EU Project, Duration 1 May 2013–31 July 2017, 36 Months). Funding Programme H2020-JTI-FCH-2016-1|Automotive Fuel Cell Stack Cluster Initiative for Europe II, GA No 325335. Available online: https://www.zsw-bw.de/fileadmin/user_upload/PDFs/Forschung/ASC-Project_04.2016_screen.pdf (accessed on 5 September 2019).
- Autostack Industrie (NOW GmbH Project, Duration 1 June 2017–30 September 2019, 48 Months). Entwicklung von Montagetechnologie und Automatisierungskonzepten für Die Fertigung von Brennstoffzellen. Funding under the NIP Programme Supported by Participating Federal Ministries e.g. BMVI. (In Proceedings of the Supplier Workshop, Frankfurt, Germany, 26 July 2018). Available online: https://www.now-gmbh.de/content/1-aktuelles/1-presse/20180626-deutsche-automobil-und-zulieferindustrie-im-dialog-fuer-die-skalierung-von-automobilen-brennstoffzellen/asi-workshop_entwicklung-fertigung-stack_martin.pdf (accessed on 5 September 2019).
- MontaBS (NOW GmbH Project, Duration 1 January 2015–31 December 2016, 24 Months). Entwicklung von Montagetechnologie und Automatisierungskonzepten für Die Fertigung von Brennstoffzellenstacks. Funding Programme Funding under the NIP Programme Supported by Participating Federal Ministries e.g. BMVI. Available online: https://www.now-gmbh.de/en/national-innovation-programme/projektfinder/verkehr/montabs (accessed on 5 September 2019).
- Kraft, J.; Elring Klinger. PEMFC Technology; Stack Manufacturing Processes and Quality Techniques; PEMFC Stack and MEA Manufacturing Workshop. Workshop on 11 October 2018 in Brussels. Available online: https://www.fch.europa.eu/sites/default/files/PEMFC%20Technology%3B%20Stack%20manufacturing%20processes%20and%20quality%20techniques%20-%20Kraft%20%28ID%204826307%29.pdf (accessed on 5 September 2019).
- Baraldi, E.C.; Kaminski, P.C. Reference Model for the Implementation of New Assembly Processes in the Automotive Sector. Cogent Eng. 2018, 1–27. [Google Scholar] [CrossRef]
- Shaik, A.M.; Rao, V.V.S.K.; Rao, C.S. Development of Modular Manufacturing Systems—A Review; Springer: London, UK, 2014; pp. 789–802. Available online: https://link.springer.com/content/pdf/10.1007%2Fs00170-014-6289-2.pdf (accessed on 5 September 2019).
- Shahi, V.J.; Masoumi, A.; Franciosa, P.; Ceglarek, D. A Quality-Driven Assembly Sequence Planning and Line Configuration Selection for Non-Ideal Compliant Structures Assemblie; Springer London Ltd.: London, UK, 2019; Available online: https://doi.org/10.1007/s00170-019-04294-w (accessed on 5 September 2019).
- Richter, T.; Aumann Limbach-Oberfrohna GmbH. Aiming for Scalability and Efficiency, Automated Production and Assembly of Fuel Cells, Autoland Saxony. 2018, pp. 18–19. Available online: https://docplayer.org/112058005-Autoland-sachsen-autoland-saxony.html; https://www.autoland-sachsen.com/skalierbarkeit-und-effizienz-im-visier/ (accessed on 5 September 2019).
- Wittstock, R.; Pehlken, P.; Wark, M. Challenges in Automotive Fuel Cells Recycling. Article in MDPI Journal Recycling. 1 December 2016. Available online: https://www.mdpi.com/2313-4321/1/3/343/htm (accessed on 22 September 2019).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Key Performance Indicators (KPIs) | Baseline | Targets |
|---|---|---|
| Single stack production time (throughput time) | 40 h | <0.5 h |
| Automated production process steps | 10% automation grade per stack | 90% automation grade per stack |
| Testing time (automated and manually) | 24 h | 1 h |
| Costs per stack | 100% | <50% |
| Reduction of scrap (e.g., broken bipolar plates per stack during production) | 10 per stack | 0 |
| Unaccepted tests: rework and unbundling of stack | Every 10th stack needs to be reworked | 0 |
| Tightness and leakage of the stack (reworking frequency due to failed tightness or sealing tests) | Every 10th stack needs to be reworked | 0 |
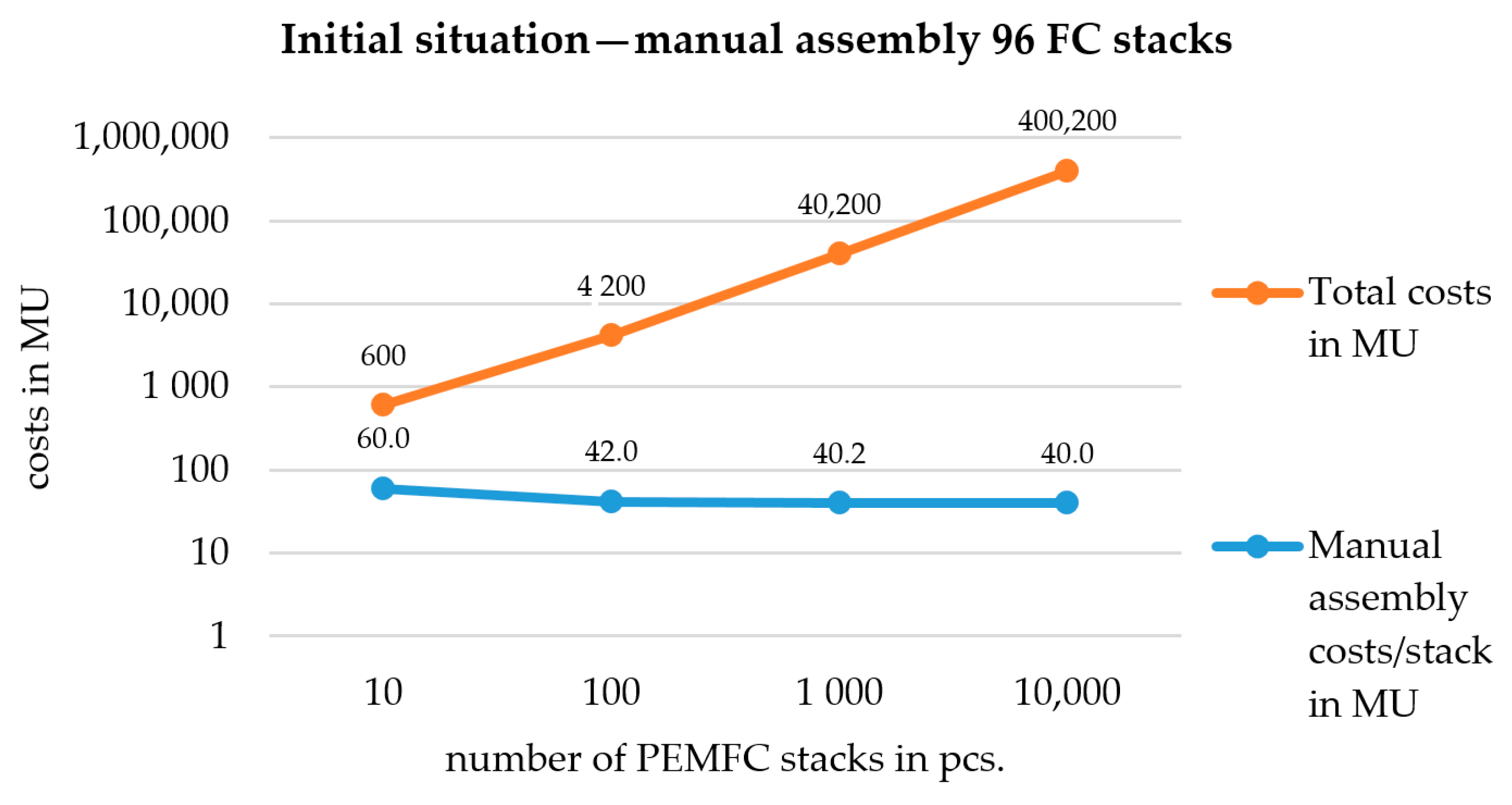
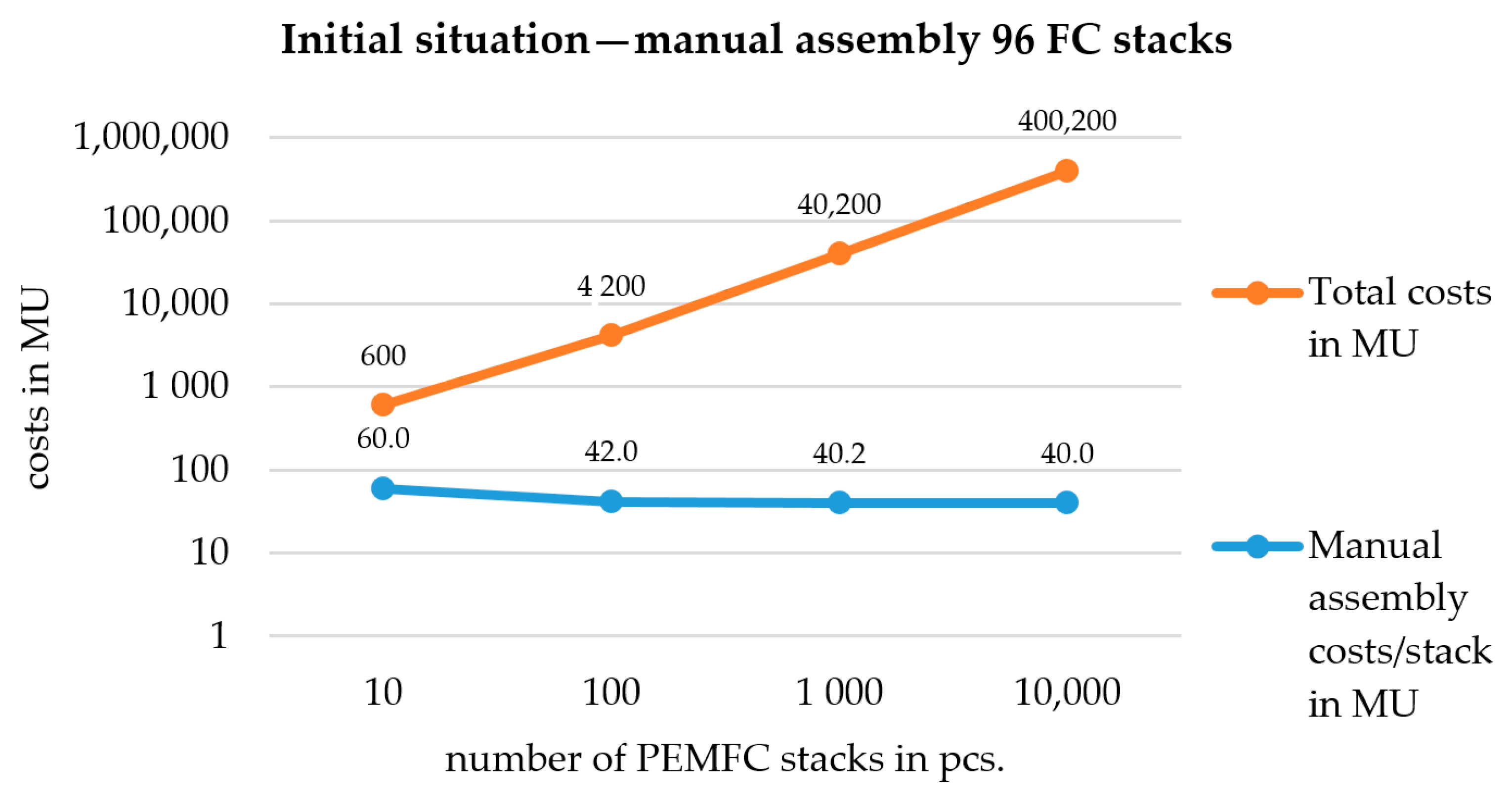
| Initial Situation–Manual Assembly 96 FC Stacks | |||||
|---|---|---|---|---|---|
| Number of Stacks in pcs. | |||||
| Input | 10 | 100 | 1000 | 10,000 | 100,000 |
| Investment for equipment in MU | |||||
| 200 | 200 | 200 | 200 | 200 | |
| Labor costs in sum in MU | |||||
| 400 | 4000 | 40,000 | 400,000 | 4,000,000 | |
| Total costs in MU | |||||
| 600 | 4200 | 40,200 | 400,200 | 4,000,200 | |
| Output | Manual assembly costs/stack in MU | ||||
| 60.0 | 42.0 | 40.2 | 40.0 | 40.0 | |
| 100.0% | 70.0% | 67.0% | 66.7% | 66.7% | |
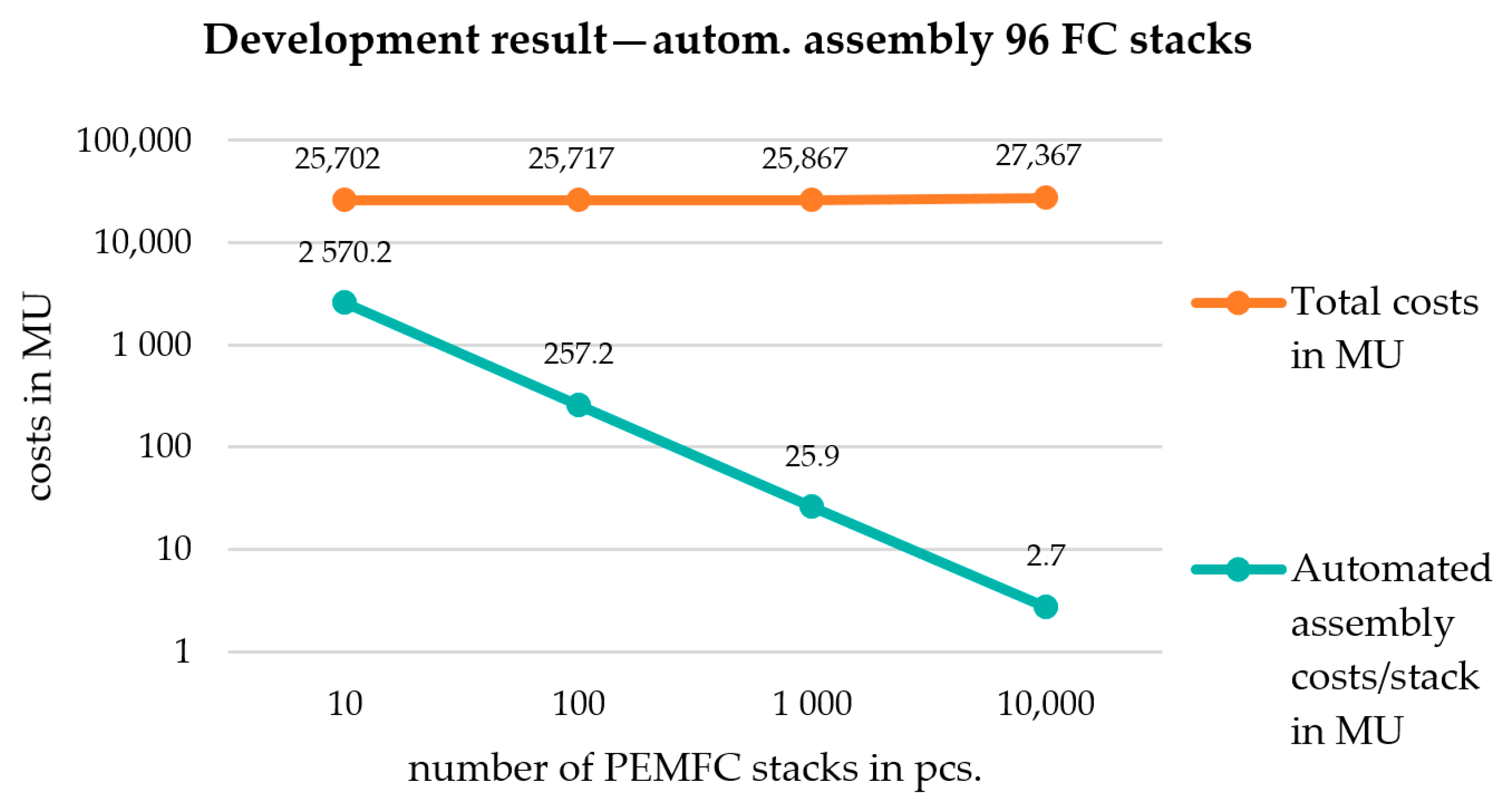
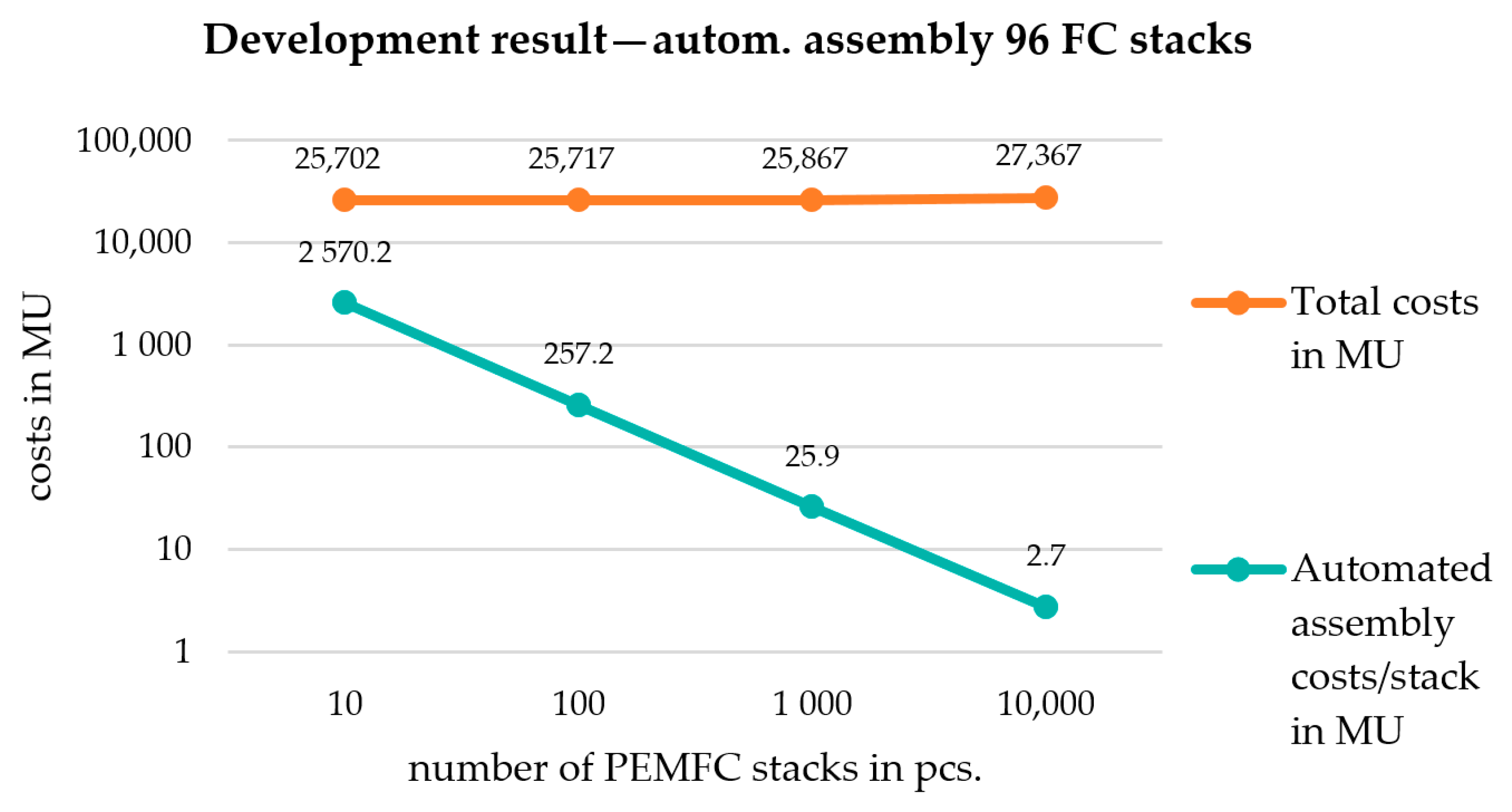
| Development Result–Autom. Assembly 96 FC Stacks | |||||
|---|---|---|---|---|---|
| Number of Stacks in pcs. | |||||
| Input | 10 | 100 | 1000 | 10,000 | 100,000 |
| Investment for equipment in MU | |||||
| 25,700 | 25,700 | 25,700 | 25,700 | 25,700 | |
| Labor costs in sum in MU | |||||
| 1.7 | 16.7 | 166.7 | 1666.7 | 16,666,7 | |
| Total costs in MU | |||||
| 25,702 | 25,717 | 25,867 | 27,367 | 42,367 | |
| Output | Automated assembly costs/stack in MU | ||||
| 2570.2 | 257.2 | 25.9 | 2.7 | 0.4 | |
| 100.00% | 10.01% | 1.01% | 0.11% | 0.02% | |
| Ratio ‘autom. assembly/manual assembly 40 MU’ (costs/stack) | |||||
| 6422.21% | 642.60% | 64.63% | 6.84% | 1.06% | |
| Key Performance Indicators (KPIs) | Baseline | Target | Modular System Seal on MEA | Modular System Seven-Layer-MEA |
|---|---|---|---|---|
| Cycle time for 96 cells | 40 h | 0.5 h | ~0.15 h | ~0.15 h |
| Degree of automation | 0.10% | 90% | ~95% | ~95% |
| Reduction of scrap | 10% | <0.5% | Proof pending | Proof pending |
| First pass yield | 90% | 99% | Proof pending | Proof pending |
| Assembly costs of 10,000 stacks | 100% | <50% | ~12% | ~7% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Porstmann, S.; Wannemacher, T.; Richter, T. Overcoming the Challenges for a Mass Manufacturing Machine for the Assembly of PEMFC Stacks. Machines 2019, 7, 66. https://doi.org/10.3390/machines7040066
Porstmann S, Wannemacher T, Richter T. Overcoming the Challenges for a Mass Manufacturing Machine for the Assembly of PEMFC Stacks. Machines. 2019; 7(4):66. https://doi.org/10.3390/machines7040066
Chicago/Turabian StylePorstmann, Sebastian, Thomas Wannemacher, and Thilo Richter. 2019. "Overcoming the Challenges for a Mass Manufacturing Machine for the Assembly of PEMFC Stacks" Machines 7, no. 4: 66. https://doi.org/10.3390/machines7040066
APA StylePorstmann, S., Wannemacher, T., & Richter, T. (2019). Overcoming the Challenges for a Mass Manufacturing Machine for the Assembly of PEMFC Stacks. Machines, 7(4), 66. https://doi.org/10.3390/machines7040066