Abstract
Current industrial robotics technology is often not well integrated with the enterprise’s on-site environment and actual working conditions and small and medium-sized enterprises are unable to achieve product automation due to production cost constraints. In order to meet the medium and small scale production of the slide valve body of OCV (Oil Control Valve) of a certain enterprise and its special process requirements, the automatic test system and sorting system based on the production environment of the enterprise are studied and designed. Firstly, according to the production conditions and process requirements of the enterprise, the overall design scheme of the automatic production line is put forward based on the existing automatic assembly system. Secondly, the test description is further improved by analysing and interpreting the test requirements of the products in detail and the automatic test system and test process are designed. Finally, according to the sorting process requirements, a Cartesian coordinate robot sorting system with two-terminal manipulators parallel operation is designed and its sorting motion scheme is optimized. The automatic test system and sorting system are seamlessly connected with the automatic assembly system, which can efficiently complete the automatic test and sorting of products and meet the production cycle time.
1. Introduction
The production and testing of OCV valve are very difficult owing to its complexity and high precision. Although some international manufacturers have relatively complete production and testing systems but the technology is closed. The OCV valve test system produced by Schaeffer Group in Germany has powerful functions. It can simulate the control of the OCV valve by ECU (Electronic Control Unit), adjust the oil temperature and pressure in a wide range and monitor the parameters of the OCV valve. The system has high test accuracy and repeatability. The production of OCV valves and actuators in most countries is still in the exploratory stage and few enterprises have a complete production and testing system. An OCV valve performance test bench with higher automation and better test accuracy was studied and designed by Tang and Deng [1]. An OCV valve flow experimental platform was built by Xie to test the dynamic response characteristics of the OCV valve and verify the reliability of the experiment [2]. An OCV displacement test bench was designed and developed by Yao, Li and a Ningbo company [3,4]. The above research only provides guidance for OCV valve testing but fails to provide specific test methods and reference test indicators, which cannot meet the production needs.
Automatic production lines are usually composed of the assembly system, the test system and the sorting system, which can automatically complete all or part of the manufacturing process of the product. Adopting automation line in mass production can improve labour productivity, improve and stabilize product quality, improve labour conditions, shorten production cycle and have remarkable economic benefits [5,6,7]. Cartesian coordinate robots have been widely used in automatic production lines of various products because of their advantages such as strong load capacity, easy combination and expansion, low cost and so on [8]. They are usually used for handling and sorting. However, the mature, stable and reliable industrial robot technology on the market is often unable to combine well with the on-site environment and the actual working conditions of enterprises; in addition, many enterprises have realized automatic assembly of small and medium-sized products but the testing and sorting of products are still manual operation due to the limitation of production cost, which is not conducive to the improvement of product quality and stability. Moreover, poorly designed production lines will not only reduce the efficiency of equipment but also may make the production lines too complex. Therefore, according to the product type, production scale and actual working conditions of the enterprise, it is of practical significance to study and design the industrial robot production line suitable for the enterprise.
Because the production of OCV valve is not common, this paper takes the production of OCV slide valve body as the background, aiming at efficient testing and sorting. The main purpose of the study is to provide the actual test indicators as reference for test analysis and test description and to propose a design scheme. At the same time, the design of a new sorting system and sorting movement is emphasized and a novel application case of rectangular coordinate robot in a specific production line is provided. According to the actual situation of small and medium-sized enterprises, the sorting system of production line is reasonably designed, the cycle time is allocated and the sorting movement is optimized, so as to reduce the cost and improve the sorting efficiency.
2. Design of the Automatic Production Line
2.1. Presentation of Problems
OCV is an important part of the traditional VVT (Variable Valve Timing) system and it is the oil control valve that controls the timing of the engine intake valve. Most automotive engines use the structure of extrapolated OCV to achieve the best performance [9,10,11]. OCV is essentially an electromagnetic sliding valve which controls the direction and flow of engine oil [12], including the magnet part and the slide valve body part. The slide valve body is also an important part of a new type of intermediate VVT system.
The structure of the slide valve body of OCV is mainly composed of a centre bolt, a valve sleeve, a valve core, a reset spring and a one-way valve ball and so forth, as shown in Figure 1. The oil inlet and the oil outlet are arranged at both ends of the centre bolt and the oil inlet end is screwed into the intermediate locking phase device through the thread to connect with the oil circuit of the intake camshaft; the valve core of the oil outlet end is connected with the magnet part of OCV; four pairs of holes are evenly opened on the circumferential surface of the centre bolt and the four holes A and four holes B are respectively connected with the A cavity and the B cavity of the intermediate locking phase device [13].
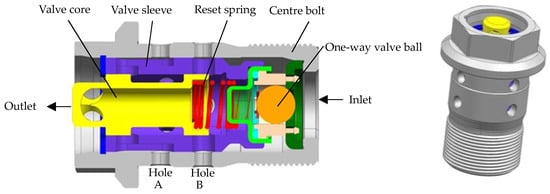
Figure 1.
Structure of the slide valve body of OCV.
The automatic production line of the slide valve body of OCV should consist of an automatic assembly system, a test system and a sorting system. The automatic assembly system mainly completes the automatic assembly of the product parts; the test system is responsible for the automatic test of the basic indicators of the product; the sorting system, also known as the loading and unloading robot, on the one hand completes the automatic loading of the test products: loading the assembled products to the test system; on the one hand, completes the automatic unloading and sorting of the tested products: unloading the qualified products to the qualified storehouse and the unqualified products to the unqualified storehouse after testing.
The automatic assembly system of the slide valve body of OCV already exists in the enterprise, as shown in Figure 2. The assembly system consists of five single-row assembly stations and a multi-station rotary automatic feeding system is set beside each station. The rotary automatic feeding system is assisted by manual feeding and the manipulators automatically feed products to the assembly line and perform the assembly work. The products are conveyed in sequence by the clamping conveying system in the direction of the arrow shown in the diagram and the products are gradually assembled from station 1 to station 5.
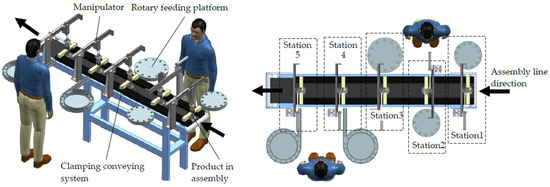
Figure 2.
The automatic assembly system.
The automatic test system and sorting system matching with the existing assembly system of the enterprise are designed according to the production cycle time, test requirements, sorting process requirements and so on. Detailed test requirements and process requirements are shown in Section 2.3 of this article.
2.2. General Design of the Automatic Production Line
The whole production line designed in this paper based on the production scale, production environment and process requirements of the slide valve body of OCV is shown in Figure 3. It is composed of an automatic assembly system, a test system and a sorting system. It is 1.2 m wide and 1.5 m high. The automatic test system and sorting system are arranged at the exit of the assembly line; the test system is located on the ground and the sorting system is arranged above the test system and supported by it. The overall workflow of the automatic production line is as follows:
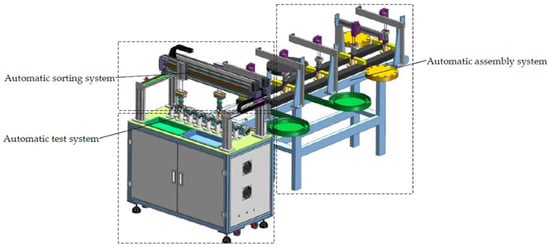
Figure 3.
General structure of the automatic production line.
- (1)
- The products are automatically assembled and sent to the waiting test station of the automatic test system.
- (2)
- The product to be tested at the waiting test station is loaded to the test station of the test system and is tightened by the sorting system.
- (3)
- The automatic test system starts testing products and reads data;
- (4)
- The tested products are unscrewed and unloaded by the sorting system.
- (5)
- The qualified products are unloaded to the qualified storehouse and the unqualified products to the unqualified storehouse by the sorting system.
2.3. Design of the Automatic Test System
2.3.1. Test Requirements Analysis
The automatic test system tests the force, flow, displacement and other parameters of the slide valve body of OCV delivered by the sorting system. The main test requirements are shown in Table 1.

Table 1.
Test requirements.
In addition, in order to design the test system, the relevant data in Figure 4 and Figure 5 and Table 2 is added in this paper to further improve the test description by analysing and interpreting the test requirements.
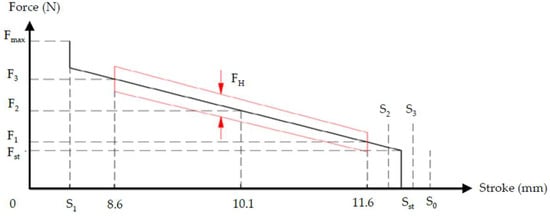
Figure 4.
Stroke and force Curve.
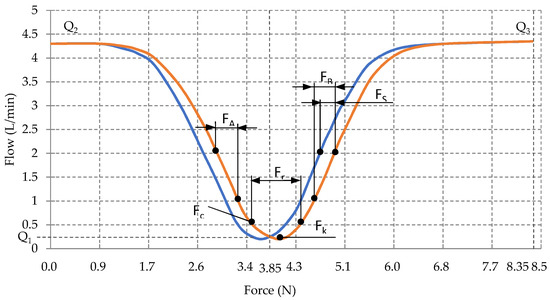
Figure 5.
Force and flow characteristic curve.
Table 2.
Test description and test parameters.
2.3.2. Scheme Design of the Automatic Test System
According to the test requirements and description of the slide valve body of OCV, the test scheme of the test system is presented, as shown in Figure 6. And the automatic test system of the slide valve body of OCV is designed based on this scheme.
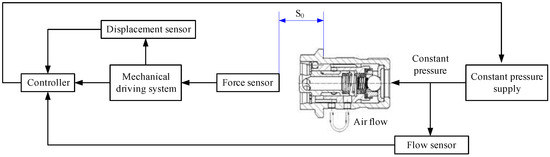
Figure 6.
Testing scheme for the test system.
The inlet of the slide valve body of OCV is connected with a constant pressure source to provide a constant pressure air input; the flow sensor and controller are connected with the inlet to detect the input air flow and read data; and the valve core at the outlet is connected with a force sensor, a mechanical driver, a displacement sensor and a controller.
The automatic test system of the slide valve body of OCV is designed based on the above test scheme, as shown in Figure 7. It is mainly composed of a control cabinet and a test platform.
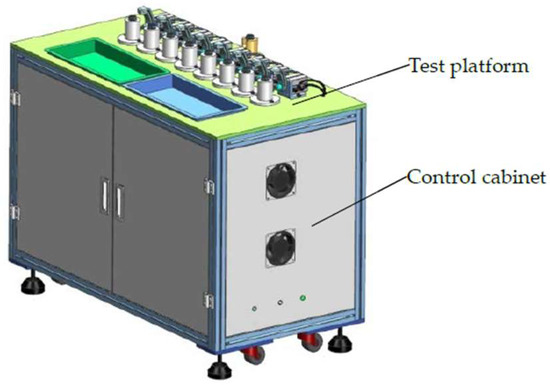
Figure 7.
Composing of the automatic test system.
The control cabinet uses aluminium profile as its frame and the overall size is 1200 mm (length) × 700 mm (width) × 870 mm (height). The constant pressure source and its regulating device, power supply, main control board and valve group are arranged in the control cabinet.
The test platform is composed of a panel, several test fixtures, airflow and force detection devices, two finished product storehouses and so forth, as shown in Figure 8. The panel is 1200 mm (length) × 620 mm (width) × 10 mm (thickness), made of aluminium alloy plate, fixed on the top of the control cabinet of the system, which supports the whole test platform. The test platform can be divided into a waiting test station, a test station and a finished product station according to the product flow direction. The waiting test station consists of a product to be tested and its fixture, which is used to receive the finished product sent by the automatic assembly system. Eight identical test items and their test fixtures are arranged side by side at the test station for receiving the products sent from the waiting test station. The test fixture is made of nylon material and designed according to the configuration and installation requirements of the centre bolt; the test fixture has a test interface on it and is fixed on the panel. The airflow and force detection device is designed as a whole with compact structure and the coupling and separation of the flow test port and the force value test port are completed simultaneously by the expansion of the light cylinder piston. Each test product corresponds to a set of detection devices. The finished product station adopts two plastic containers embedded under the panel and it is divided into a qualified product storehouse and an unqualified product storehouse.
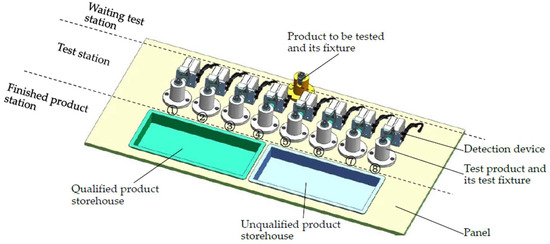
Figure 8.
Composing of the test platform.
According to the actual working conditions and the requirement of production cycle time, the test process is designed as follows:
- (1)
- Feed the product to be tested into the test fixture of the test station and tighten it.
- (2)
- Connect the airflow and force value detection device;
- (3)
- Ventilation, power up, start testing and reading data;
- (4)
- Disconnect the airflow and force detection device;
- (5)
- Unscrew and remove the tested product.
2.4. Design of the Automatic Sorting System
2.4.1. General Design Requirements of the Sorting System
On the one hand, the automatic sorting system completes the automatic loading work of the test system: loading the assembled products to the test station from the waiting test station of the test system; on the other hand, completes the automatic unloading and sorting work of the test system: unloading the tested products from the test station to the finished product station, unloading the qualified products to the qualified product storehouse, the unqualified products to the unqualified product storehouse. The whole working rhythm should meet the production cycle time of the whole production line, the design requirements of the automatic sorting system are shown in Table 3.
Table 3.
Design requirements of the automatic sorting system.
Combined with the automatic test system and testing process designed in this paper, sorting actions can be refined as follows:
- (1)
- Grab, unscrew and vertically lift the product to be tested at the waiting test station;
- (2)
- Move the product to be tested to the test station;
- (3)
- Put the product to be tested vertically into the test fixture and tighten it;
- (4)
- Grab, unscrew and lift the tested product vertically;
- (5)
- Move the tested product to the corresponding product storehouse.
2.4.2. Type Selection of the Sorting Robot
A Cartesian coordinate robot is generally composed of the linear motion part, the control part, the drive part and the terminal manipulator. The most basic component of the Cartesian coordinate robot is the linear motion unit and various combinations of linear motion units can be used to form one dimensional, two-dimensional and three-dimensional robot [14,15,16]. Cartesian coordinate robots are generally supported at both ends and have higher rigid strength under the premise of fixed stroke and given structure size; three joints are independent and the kinematics solution is simple without coupling or singular state; at the same time, the accuracy and position resolution of Cartesian coordinate robots are not easily affected by external factors and it is easy to achieve very high working accuracy [17,18]. The Cartesian coordinate robot has great bearing capacity, flexible assembly and convenient operation and maintenance. It can be seen from the above that the sorting action of this production line is not complicated and the selection of the Cartesian coordinate robot can completely meet the requirements.
2.4.3. General Design of the Sorting Robot
The sorting robot designed in this paper is made up of the robot body and the support bracket, as shown in Figure 9. The support bracket is made up of four 40 mm × 80 mm aluminium profiles and is fixed on the panel of the test platform to support the robot body. The robot body includes X, Y, Z axis linear motion units and terminal manipulators, which can realize the linear motion of the terminal manipulators along X axis, Y axis and Z axis in space, as well as the rotation (R axis) around Z axis and the grabbing action. The Y axis of robot body is supported by two sides and driven unilaterally. A Y axis linear motion unit is set on the right side of the robot body and a Y axis supporting slide rail is set on the left side, which are respectively fixed at the top of the support bracket. The X axis of the robot body has two sets of parallel linear motion units, which are fixed back to back on the Y axis connecting plates. The Z axis has two sets of linear motion units, which are respectively fixed on the connecting plates of the two sets of X axis linear motion units and two sets of terminal manipulators are respectively fixed on the ends of the Z axis.
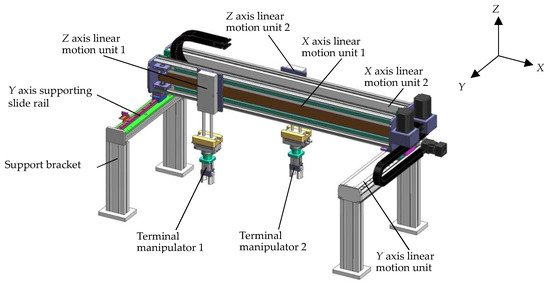
Figure 9.
General configuration of the sorting robot.
2.4.4. Scheme Design of Sorting Motion
The sorting system has two sets of terminal manipulators completing the sorting work in parallel. The linear motions along X axis, the linear motions along Z axis, the rotations around their respective Z axis and the grabbing motions of the two terminal manipulators are independent of each other, while their linear motions along Y axis are synchronous. This configuration can combine (1) and (4) of the sorting actions described in 2.4.1 and combine (2), (3) and (5) into following actions:
(1) The system detects the number of the product (assuming NO. 2 represented by ② in Figure 8 or Figure 10) that was first completed at the test station and the corresponding detection device is disconnected. The terminal manipulator 1 moves to the No. 2 test position along X axis, drops along Z axis, grabs, unscrews and lifts up the No. 2 tested product. At the same time, The terminal manipulator 2 aligns with the product to be tested at the waiting test station, then drops along Z axis, grabs, unscrews and lifts the product to be tested and moves the object along X axis to the position corresponding to the test position No. 2 according to the system instructions. As shown in Figure 10.
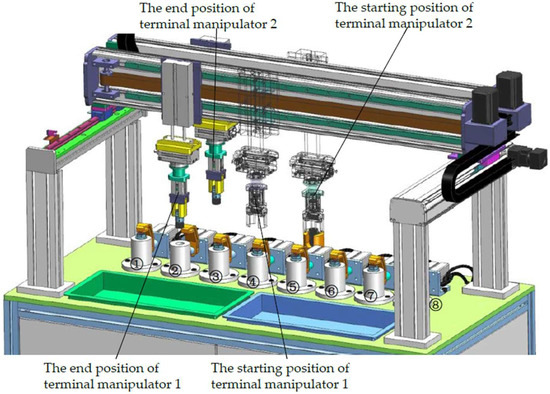
Figure 10.
Sketch map of sorting action 1.
(2) The system judges whether the tested product No. 2 is qualified or not. The terminal manipulator 1 performs two-axis simultaneous motion according to the system instructions, that is, moving along X axis and aligning the tested product NO. 2 to the centre of the corresponding product storehouse while moving along Y axis. The paw is released when the terminal manipulator 1 reaches the top of the product storehouse and drops the product into the product storehouse. At the same time, the terminal manipulator 2 moves to the No. 2 test station along Y axis synchronously with the terminal manipulator 1 and drops the product to be tested down into the No. 2 test fixture along Z axis and screws it.
At this point, a work cycle is completed, as shown in Figure 11. You can compare Figure 11 with Figure 10 to see the position changes of the terminal manipulator 1 and the terminal manipulator 2.
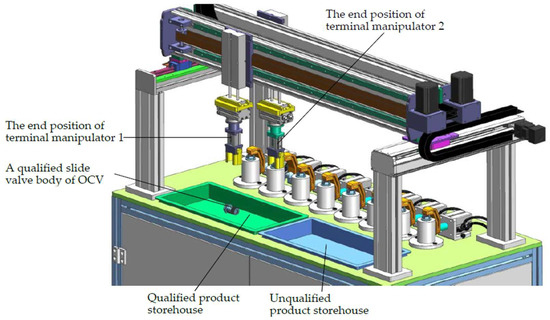
Figure 11.
Sketch map of sorting action 2.
The sorting system has two sets of terminal manipulators working in parallel. Two sets of X axis linear motion units are fixed back to back on the Y axis connecting plates. This design can eliminate the deflection torque of X axis horizontal motion in the Y direction and improve the stability of the system. More importantly, it can further improve the production efficiency and meet the production cycle time.
2.4.5. Design of Robot Transmission Form and Detailed Parameters
The linear motion unit is generally supported by the aluminium profile and the inner part is the transmission device and the guide rail. The linear motion is accomplished by moving the slider. The internal drive forms of linear motion unit mainly include the ball screw, the synchronous tooth belt and the gear rack, which have different characteristics [19]. The linear motion unit based on synchronous toothed belt is composed of the servo motor, the pulley bracket bearing, the pulley, the synchronous belt, the coupling and so forth. It is commonly used in high speed, high acceleration, heavy load equipment and with low cost.
(1) The X axis
The X axis is mainly used to complete the X direction movement of products. Its maximum load includes a Z axis linear motion unit, a terminal manipulator, a slide valve body of OCV and so forth. The total load of X axis is about 3.5 kg. The maximum running speed of X axis is 1.2 m/s and the maximum acceleration is 2.4 m/s2. According to the size of the test platform, the effective travel of X axis is 770 mm and the span is small. The two linear motion units of X axis adopt synchronous belt linear modules and their motors are installed in opposite directions. Detailed parameters are shown in Table 4.
Table 4.
Parameters of the robot body.
(2) The Y axis
The Y-axis is mainly used to complete the Y direction movement of products. The maximum load of the Y axis includes two X axis linear motion units, two Z axis linear motion units, two terminal manipulators, two slide valve bodies and so forth. Because the Y axis is supported by two sides, a single linear motion unit only takes half of the total load, 18 kg. the maximum running speed of Y axis is 1.2 m/s and the maximum acceleration is 2.4 m/s2. According to the size of the test platform, the effective travel of Y axis is 212 mm. The synchronous belt linear module is selected and the detailed parameters are shown in Table 4.
(3) The Z axis
The Z axis is mainly used to complete the vertical lifting and dropping of products. The load of Z axis consists of a terminal manipulator and a slide valve body of OCV with a total load of about 2 kg. The maximum running speed of Z axis is 0.4 m/s and the effective travel is 60 mm, which can be realized by using the double shaft linear cylinder. The detailed parameters are shown in Table 4.
(4) The terminal manipulator
The robot terminal manipulator can be divided into clamp and suction type according to the clamping principle [20]. The terminal manipulator of this sorting system needs to complete the grabbing and rotating action of the slide valve body of OCV. The pneumatic manipulator is adopted [21,22], the rotation of the product is realized by a rotary cylinder and the product is grabbed by a finger cylinder with parallel air claws. The rotary cylinder and the finger cylinder are selected from standard type products, as shown in Table 4. At the same time, to adjust the air claw size and improve the grabbing stability, the structure of the air claw is redesigned according to the shape of the slide valve body of OCV, as shown in Figure 12. The rotary cylinder is connected with the cylinder telescopic rod of Z axis through the mounting plate of rotary cylinder and the finger cylinder is connected with the rotary cylinder through the mounting plate of finger cylinder.
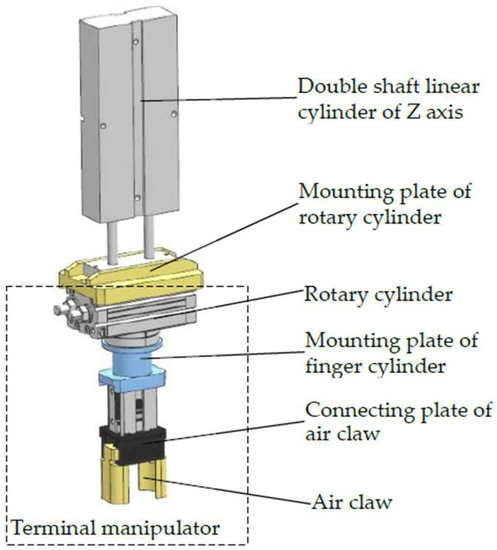
Figure 12.
Structure of Z axis and the terminal manipulator.
3. Conclusions
In this paper, the automatic production line of the slide valve body of OCV is designed based on the existing production conditions of an enterprise. The automatic test system is designed based on the further improved test description and the sorting system is a Cartesian coordinate robot with two terminal manipulators working parallel, which can realize more reasonable and efficient testing workflow and sorting motion. The automatic test system and sorting system are seamlessly connected with the automatic assembly system and the automatic test and sorting of the products can be completed efficiently on the basis of the specified production cycle time to meet the needs of medium and small scale production. The automatic production line designed in this paper has the advantages of low cost, practicability and effectiveness and can solve the problems of low production efficiency, high labour cost and unstable product quality. In addition, the scheme design of the automatic production line can be applied to medium and small scale automatic production equipment of other valve products, especially the design of the automatic test and the sorting system.
Author Contributions
Formal investigation and analysis, P.L., G.L. and G.W.; analysing and improving the test description, P.L. and R.S.; methodology and detailed design, P.L.; analysis tools and resources, G.L.; writing—original draft preparation, P.L.; project administration, P.L.
Funding
This research was funded by National Natural Science Foundation of China, grant number 51705041 and the Education Department of Sichuan Province, China, project number 18ZB0034.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tang, D.M.; Deng, J.M. Research and design of performance testing device for hydraulic control valve. Mach. Des. Manuf. 2011, 6, 57–59. [Google Scholar] [CrossRef]
- Xie, B.Q. Experimental Study on Dynamic Characteristics of Phase Regulation of Variable Valve Timing Mechanism. Master’s Thesis, Chongqing University, Chongqing, China, 2012. [Google Scholar]
- Yao, M. Hydraulic System Testing of OCV and Actuator. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2012. [Google Scholar]
- Li, Z. The Online Testing System for Oil Control Valve and Actuator of Variable Valve Timing Engine. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2012. [Google Scholar]
- Lanza, G.; Stoll, J.; Koelmel, A.; Peter, S. Flexible Production Lines for Series Production of Automotive Electric Drives. In Proceedings of the 2nd International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 15–18 October 2012. [Google Scholar]
- Ren, Y. The application of industrial robot in flexible production line. Autom. Instrum. 2015, 10, 86–88. [Google Scholar] [CrossRef]
- Ren, Z.G. Use situation of robot and development tendency analysis. Aeronaut. Manuf. Technol. 2015, 13, 106–108. [Google Scholar] [CrossRef]
- Du, F.R. Design of the control system of Cartesian coordinate palletizing robot. Mach. Build. Autom. 2018, 3, 181–183. [Google Scholar] [CrossRef]
- Zhou, Z. Research on Intelligent Test Methods of OCV. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2014. [Google Scholar]
- Ganbold, T.; Badarch, B.; Bat, B. An Investigation for Improving Power Performance by VVT Effect of Spark Ignition Engine by Wave Simulation. In Proceedings of the International Forum on Strategic Technology 2010, Ulsan, Korea, 13–15 October 2010; pp. 408–410. [Google Scholar]
- Qiu, Y.H.; Perreault, D.J.; Keim, T.A.; Kassakian, J.G. Nonlinear system modeling, optimal cam design, and advanced system control for an electromechanical engine valve drive. IEEE-ASME Trans. Mechatron. 2012, 17, 1098–1110. [Google Scholar] [CrossRef]
- Liu, Y.L.; Zhou, Z. Pattern recognition method of OCV testing. Microcomput. Appl. 2016, 35, 46–50. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, H.F.; Sun, D.H. A New Intermediate Locking VVT. China Patent ZL 201721658350, 6 July 2018. [Google Scholar]
- Zhang, Y.D.; Jiang, J.G.; Liang, T. Structural Design of A Cartesian Coordinate Tooth-Arrangement Robot. In Proceedings of the 2011 International Conference on Electronic & Mechanical Engineering and Information Technology, Harbin, China, 12–14 August 2011. [Google Scholar]
- Li, Z. Design and Research of A New Industrial Robot. Master’s Thesis, Tianjin University, Tianjin, China, 2014. [Google Scholar]
- Jin, J.Q.; Xu, Z.W.; Liu, C. Research on control system of Cartesian coordinate conveying robot. Heavy Mach. 2016, 6, 37–39. [Google Scholar] [CrossRef]
- Liang, L.Q. Design and research of manipulator for automatic production line. Modul. Mach. Tool Autom. Manu. Tech. 2018, 4, 162–164. [Google Scholar] [CrossRef]
- Wang, R.; Qu, H.W.; Sui, Y.Y.; Lv, J.L. Calibration of Cartesian Robot Based on Machine Vision. In Proceedings of the 2017 IEEE 3rd Information Technology and Mechatronics Engineering Conference (ITOEC), Chongqing, China, 3–5 October 2017. [Google Scholar]
- Zhu, F.K.; Liu, Y.; Dong, H.; Meng, F.J.; Cong, M. Design and analysis for Cartesian robot cantilever structure. Modul. Mach. Tool Autom. Manuf. Tech. 2017, 7, 60–63. [Google Scholar] [CrossRef]
- Wu, S.L.; Li, H.M.; Liu, N.C. Design of industry robot hand. J. Shihezi Univ. (Nat. Sci.) 2007, 6, 778–781. [Google Scholar] [CrossRef]
- Zhang, H.Q. Application of pneumatic manipulator in automatic stamping production line design. Public Commun. Sci. Technol. 2016, 14, 176–177. [Google Scholar] [CrossRef]
- Wu, D.; Li, J.; Qiao, M. Structure design and simulation analysis of pneumatic manipulator based on AMESim. J. Guangxi Univ. Sci. Technol. 2016, 27, 62–68. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).