
Analysis of the Fracture and the Repair of the Screw Spindle of a Friction Screw Press

Abstract
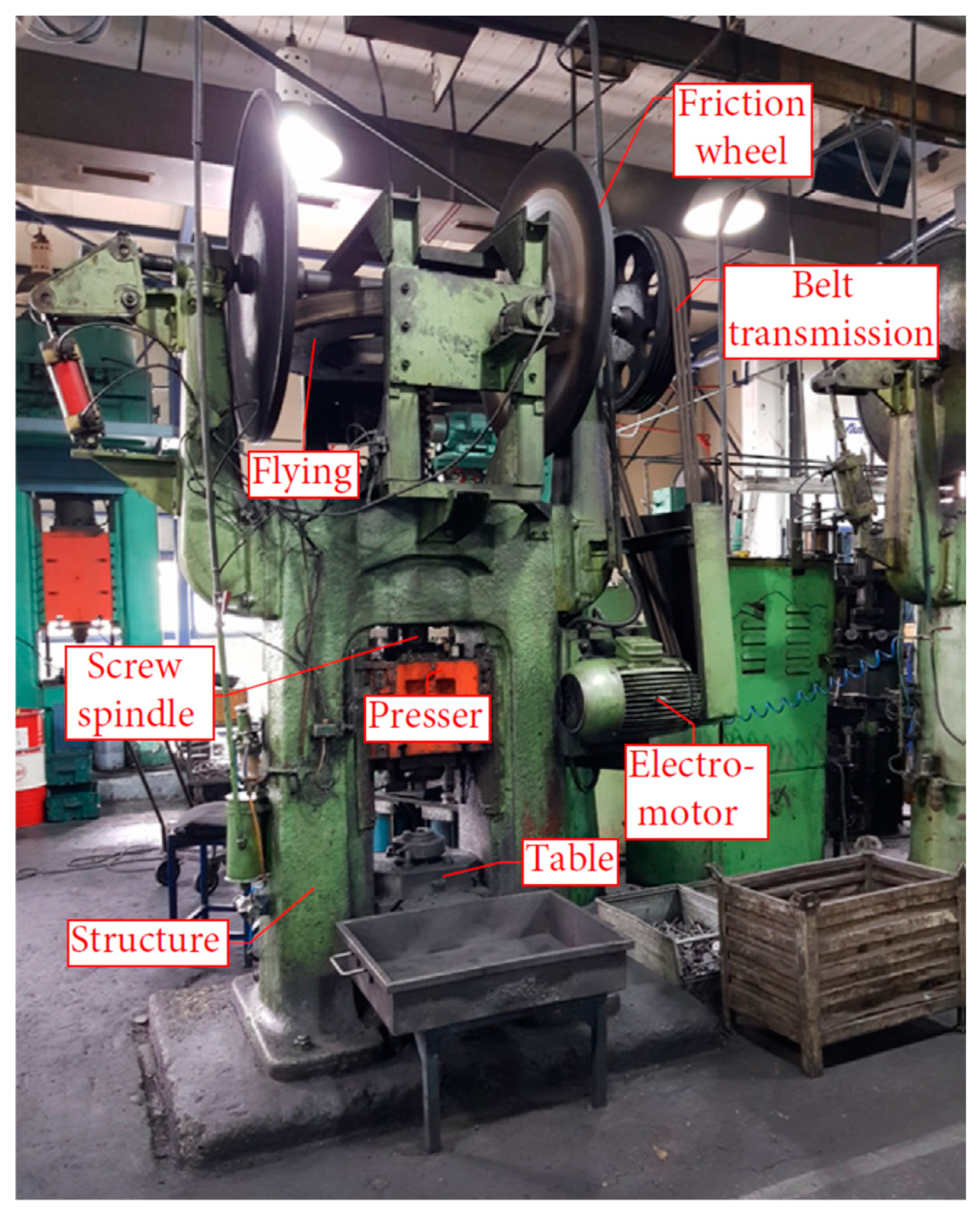
1. Introduction
2. Examination of the Cause of the Screw Spindle Fracture in the Drive Mechanism
- Visual examination;
- Experimental test procedure.
2.1. Visual Examination
2.2. Experimental Test Procedure
- Testing of the chemical composition and mechanical properties of the materials [21];
- Metallographic examination of the fracture surfaces.
2.2.1. Test of the Chemical Composition and Mechanical Properties of the Materials
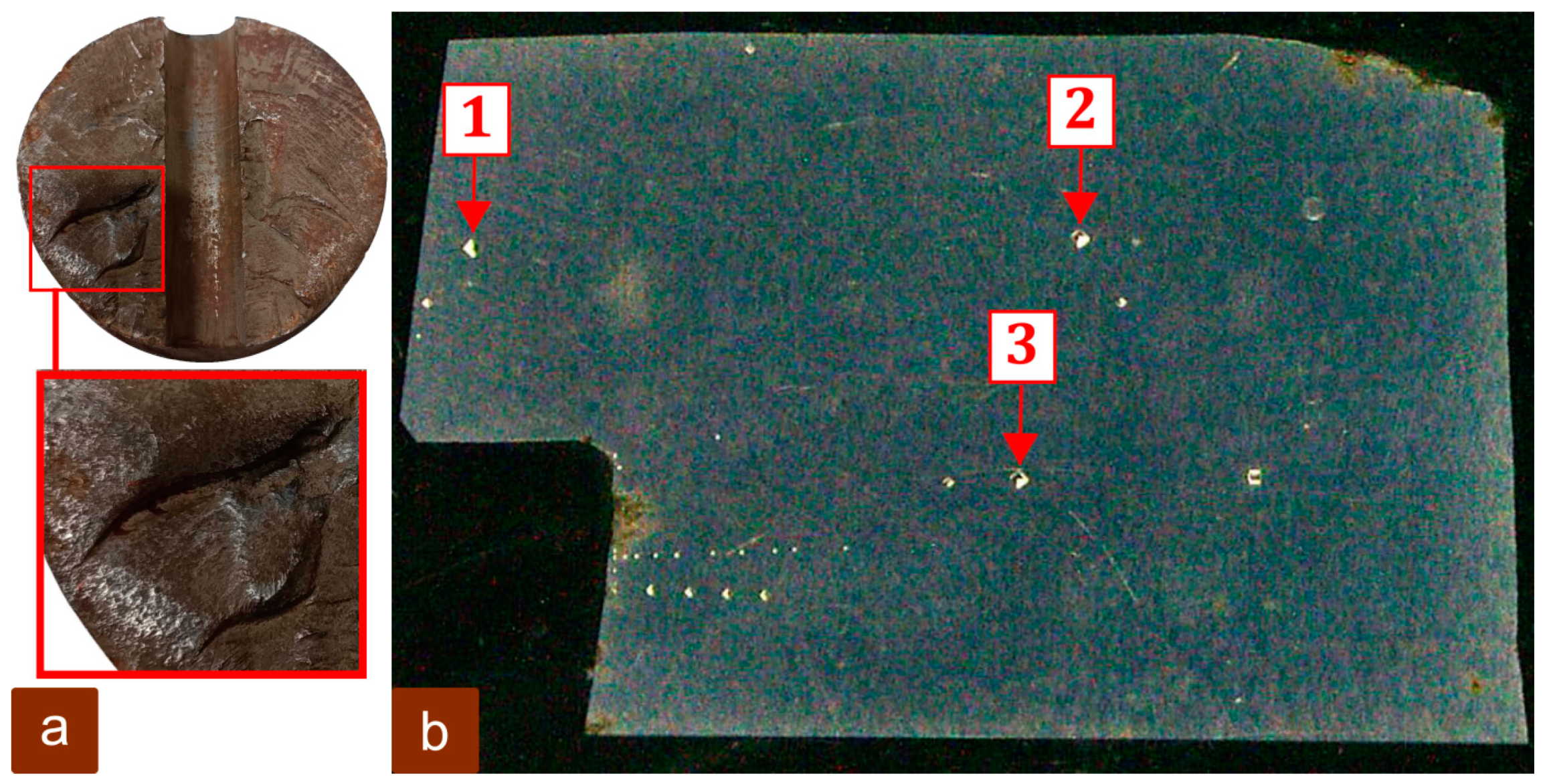
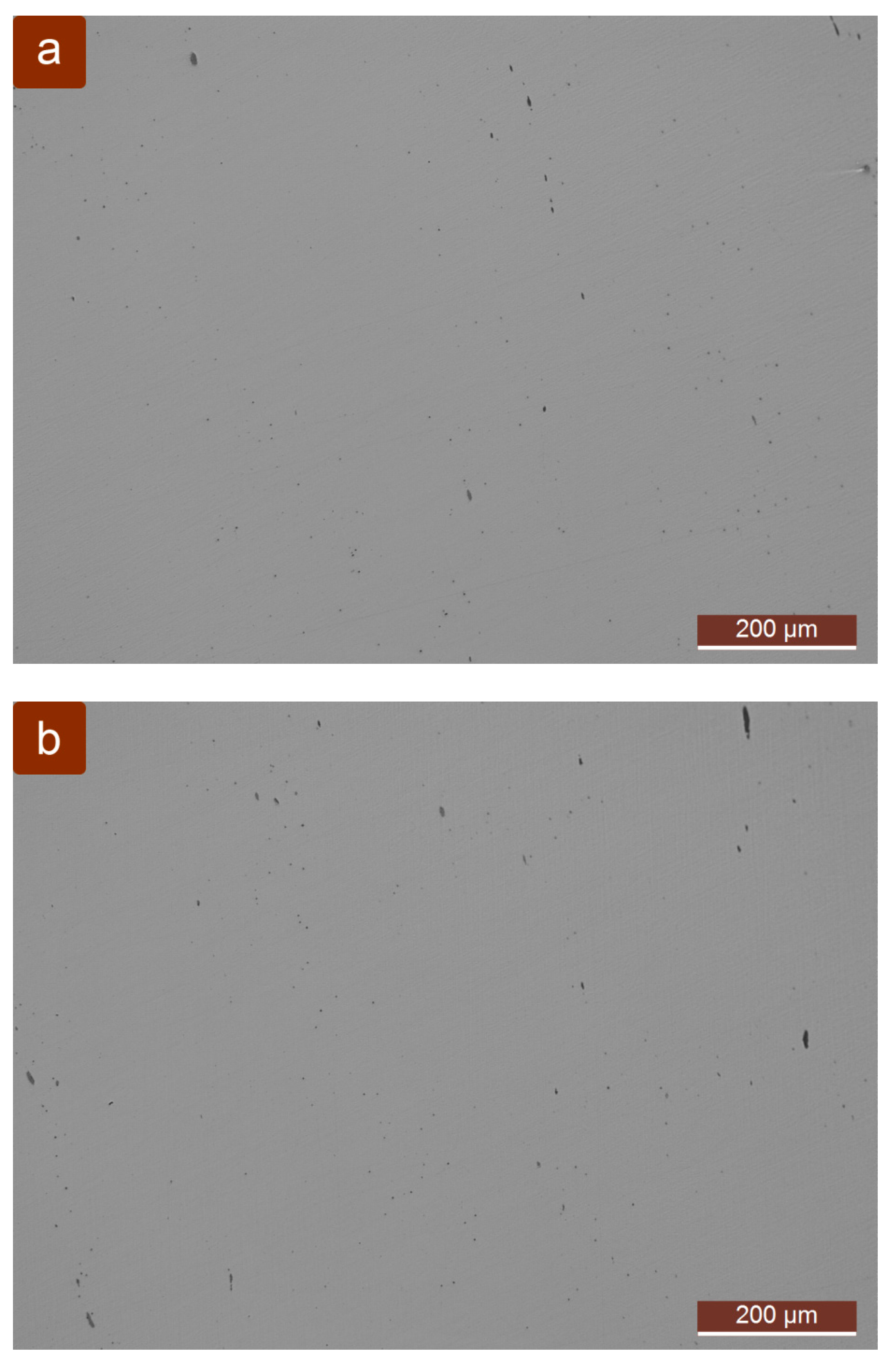
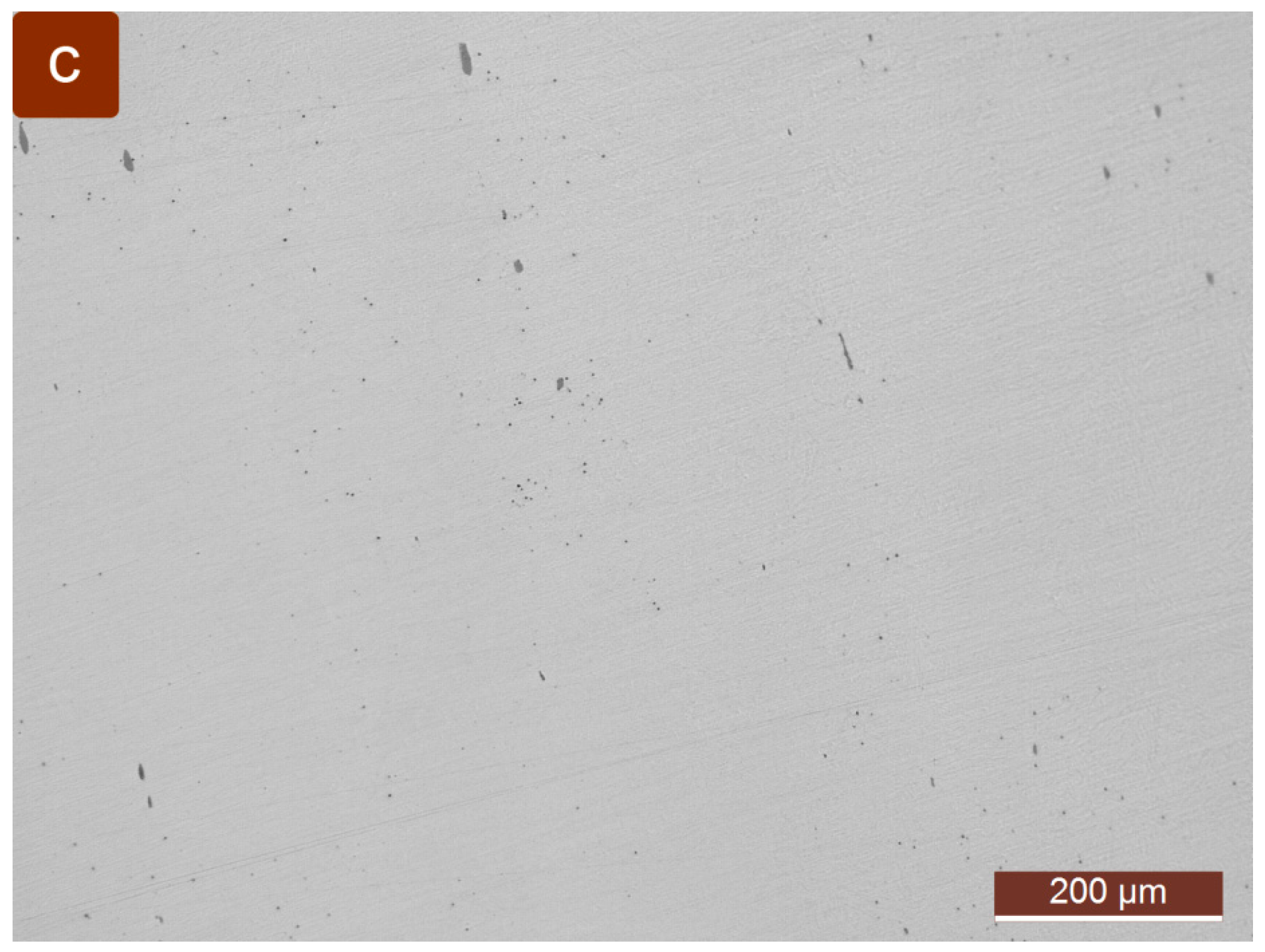
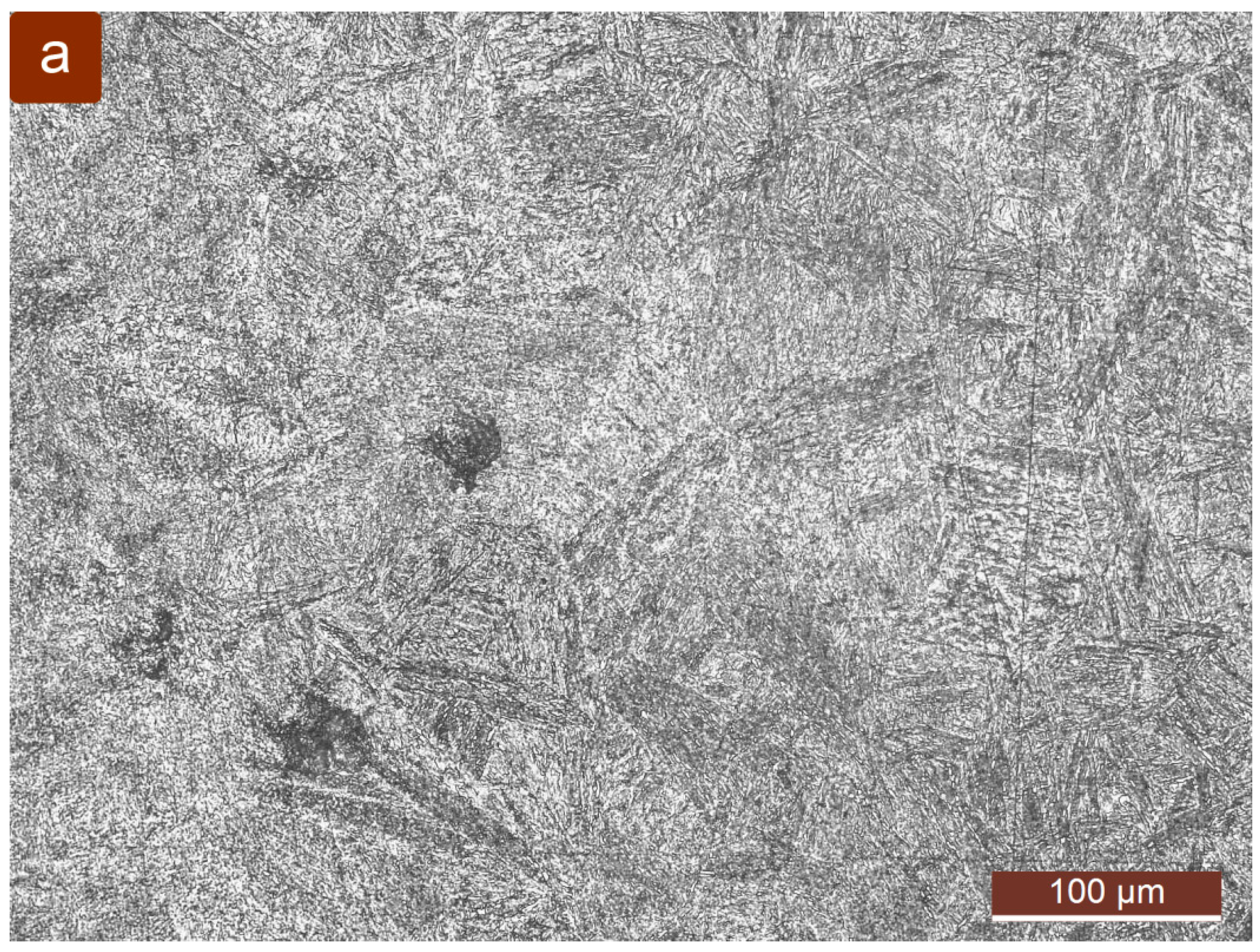
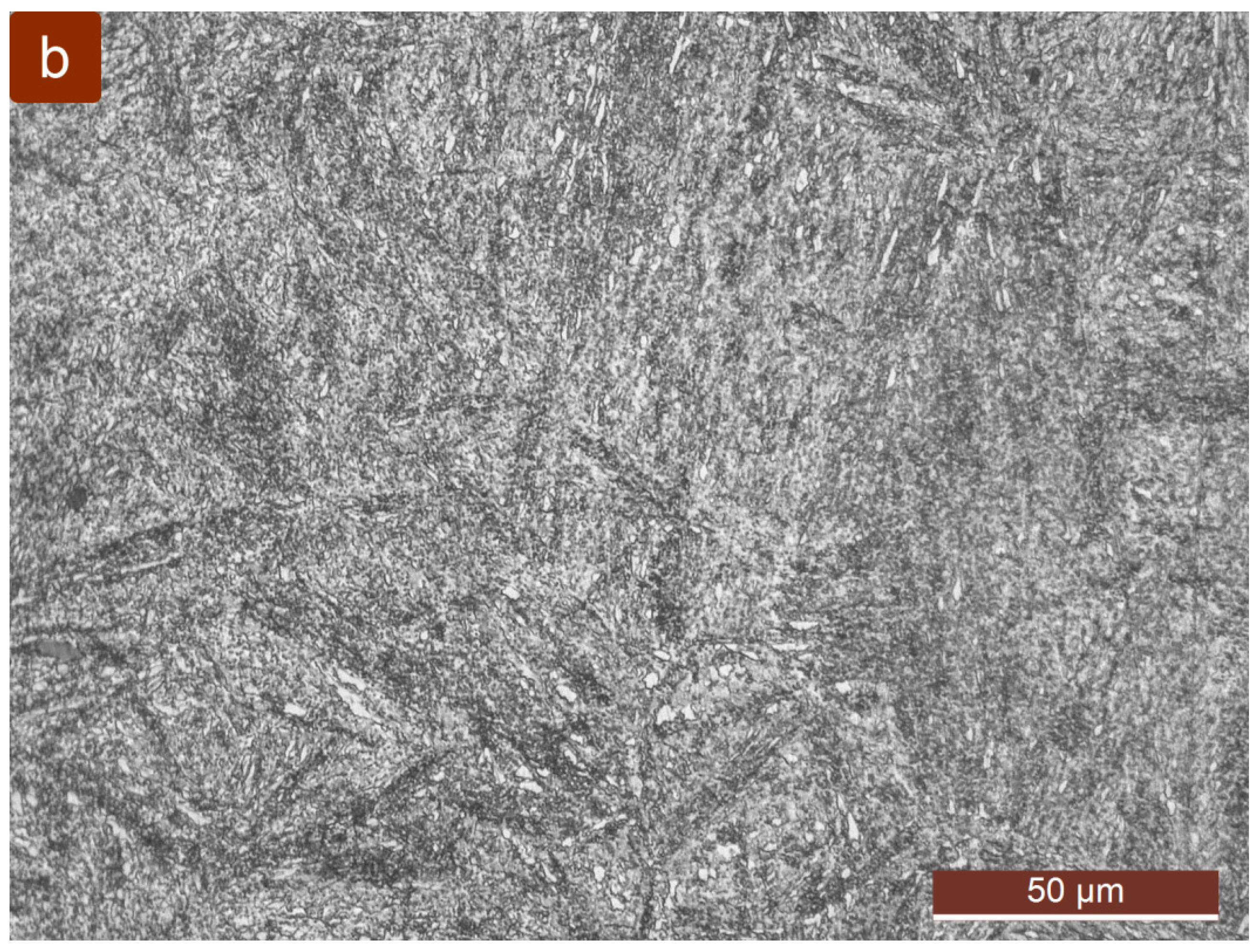
2.2.2. Metallographic Examination of the Fracture Surfaces
- Magnified material microstructure in the grinding, polished and etching state with fractures in the plastic fracture zone (Figure 6).
2.2.3. Discussion of the Examination Results
3. Finite Element Analysis of the Stress State of the Screw Spindle
3.1. ANSYS FEM Analysis
3.2. Discussion of the FEM Analysis Results
- The stress concentration is highest in the connection zone between the bottom end of the screw spindle and the presser (at the point of the conical pin).
- The stress state level in the screw spindle fraction zone is very high.
- The maximum value of uniaxial stress is located in the fracture zone at the point of the conical pin (see (Figure 10)). The value of σe,max = 555.08 N/mm2 was read. This value was obtained at the maximum forging force (Fmax = 1600 kN).
- The safety factor (Equation (3)) of the screw spindle at the critical point of the edge of the opening is greater than the minimum required SFmin = 1.00. However, the safety factor has a low value. It is recommended that for ductile materials, the degree of safety should have the lowest value SF = 1.30. Also, it is recommended that the safety factor should be within the limits for strict classic design SF = 1.30…1.50 [38].
4. Screw Spindle Repair
- Elaboration of technical drawings;
- Repair welding;
- Checking the safety of the welded joint;
- Techno-economic analysis of the repair.
4.1. Elaboration of Technical Drawings
4.2. Repair Welding
- Machining of the main (healthy) part of the screw spindle (I): transverse machining by turning at the fracture point to a length of 1246.5 mm as well as boring and internal turning of a hole ø50 × 50 mm.
- Machining of the screw spindle extension (II): transverse machining by turning to a diameter of ø120, longitudinal machining by turning a cylindrical surface ø120 × 158.5 mm, machining by turning a cylindrical surface ø50 × 50 mm and transverse machining by turning to a diameter of ø120 and a length of 158.5 mm.
- Thermal treatment of the screw spindle extension (2) [12].
- V-grooving (see Figure 12). The welding surfaces (cones of the groove) on the healthy part of the screw spindle (I) and its extension (II) are formed by a mechanical process. Machining of the cone of the groove was performed by turning and grinding.
- Bonding the healthy part of the screw spindle (I) with the extension of the screw spindle (II), so that the fit has a small lap (ø50H7/n7).
- Control of the performed repair.
4.3. Checking the Safety of the Welded Joint
4.3.1. Analysis of Starting Data
4.3.2. Solution
4.4. Techno-Economic Analysis of Justification of the Repair
5. Conclusions
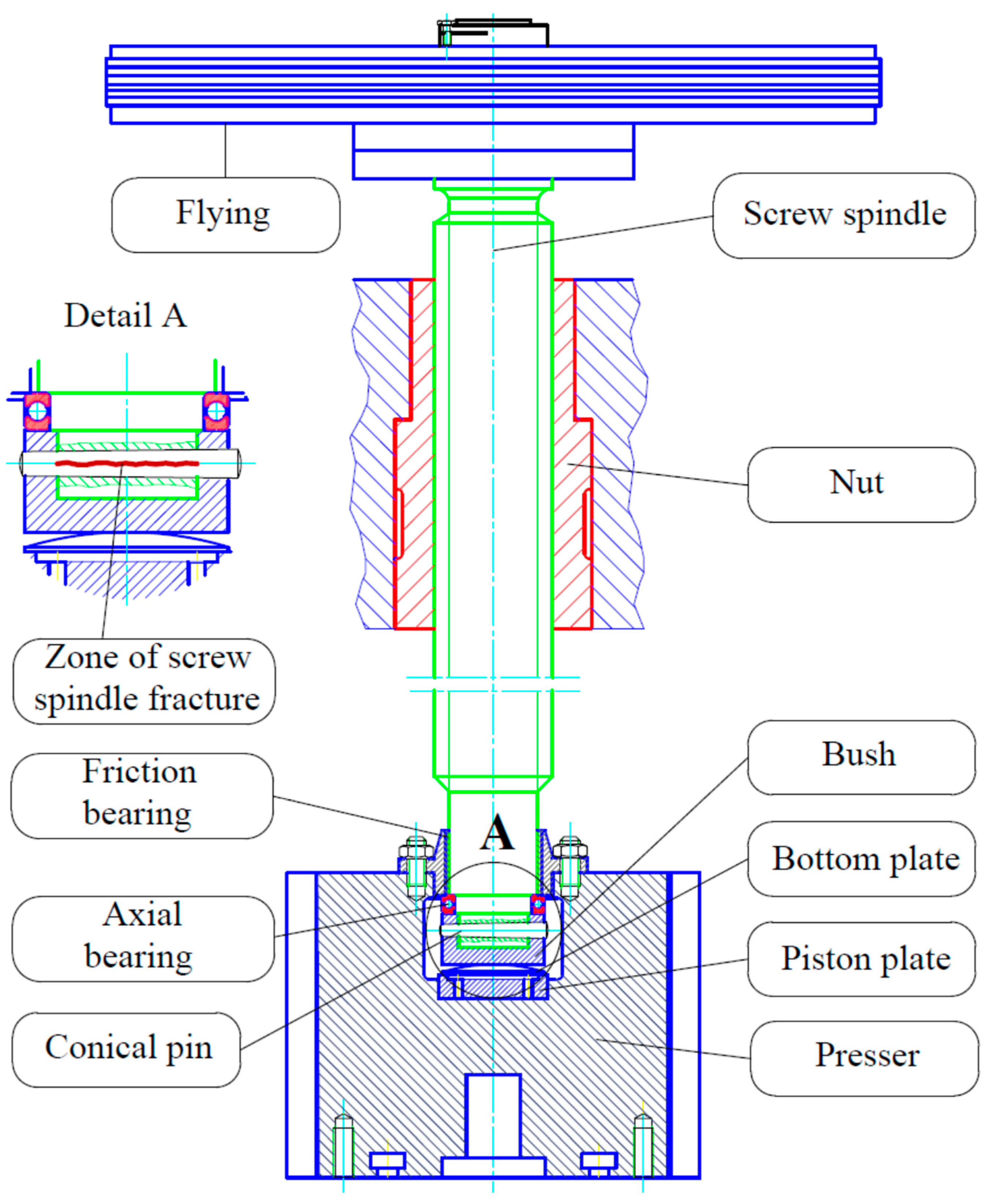
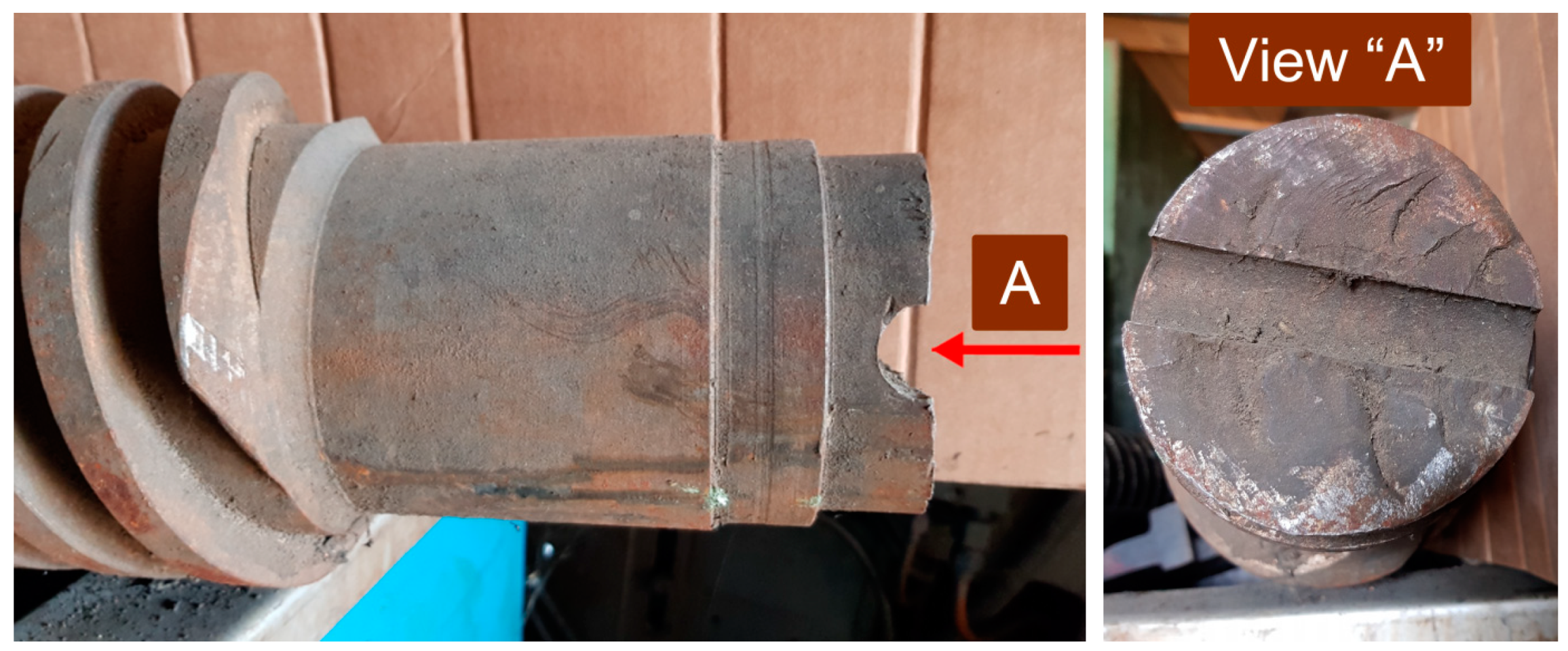
- Visual examination of the screw spindle indicated that the initial fracture occurred in the immediate vicinity of the pin opening. The expansion of the crack, during further exploitation, led to the final failure by cracking at the point of the conical pin (Figure 4a).
- Test data on the chemical composition and mechanical properties of the material (50CrMo4 steel) of the samples taken from the fracture point of the screw spindle of the drive mechanism show that they are not within the prescribed limits. This means that the most likely cause of the screw spindle fracture is defects in the material. The loss of quality of the steel, from which the threaded spindle was made, during long exploitation, most likely occurred due to stroke load.
- A metallographic examination of the fracture surfaces of the screw spindle showed that the fracture did not occur due to non-metallic inclusions in the material.
- Finite element analysis showed that the point at the screw spindle with the calculated maximum stress corresponds to the location of the fatigue crack.
- Additional causes of the screw spindle fracture can be as follows: dynamic stroke load and a low value of the safety factor.
- The procedure for the realized repair of the damaged screw spindle is presented.
- It was shown that there is a techno-economic justification for the realized repair of the screw spindle. In other words, it was shown that the applied repair welding of the screw spindle has a significant advantage compared to replacing it with a new one.
- The friction screw press continued to perform its function successfully until the writing of this paper.
- This paper leaves space for further research on the problem of breakage of screw spindles on different machines (e.g., friction screw presses, mechanical column lifts, …).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| FSP | Friction screw press |
| FEM | Finite element method |
| CAD | Computer-Aided Design |
References
- Oruč, M.; Sunulahpašić, R.; Hadžalić, M. Fractures of metallic parts. J. Mech. Eng. 2019, 16, 63–75. [Google Scholar]
- Brooks, C. Metallurgical Failure Analysis; McGraw-Hill: New York, NY, USA, 1993. [Google Scholar]
- Qua, H.C.; Tan, C.S.; Wong, K.C.; Ho, J.H.; Wang, X.; Yap, E.H.; Ooi, J.B.; Wong, Y.S. Applied Engineering Failure Analysis; Taylor & Francis Group: Boca Raton, FL, USA; London, UK; New York, NY, USA, 2015. [Google Scholar]
- Failure Analysis and Prevention, ASM Handbook; ASM International: Materials Park, OH, USA, 2002; Volume 11.
- Chen, X.; Wang, S.; Qiao, B.; Chen, Q. Basic research on machinery fault diagnostics: Past, present, and future trends. Front. Mech. Eng. 2018, 13, 264–291. [Google Scholar]
- Hou, X.; Diao, Q.; Liu, Y.; Liu, C.; Zhang, Z.; Tao, C. Failure Analysis of a Cylindrical Roller Bearing Caused by Excessive Tightening Axial Force. Machines 2022, 10, 322. [Google Scholar] [CrossRef]
- Kow, S. Welding Metallurgy, 2nd ed.; Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- Vasserman, R. How to Save Millions by Reducing Inventories of Spare Parts; Eutectic Castolin: New York, NY, USA, 1971. [Google Scholar]
- Wild, J.; Shaw, K.; Chiappetta, B. Fundamental Accounting Principles; Mc Graw-Hill: New York, NY, USA, 2014. [Google Scholar]
- Círek, M.; Kubec, V. Analysis of energy consumption of spindle presses. Tech. Gaz. 2006, 13, 23–30. [Google Scholar]
- Auto-Valve. Available online: https://autoventil.co.rs/en/home-english/ (accessed on 20 February 2025).
- Technical Documentation of Friction Screw Presses FSP-80 and FSP-160; Mechanical Industry Niš: Niš, Serbia, 1979. (In Serbian)
- Friction Screw Presses FSP-80 and FSP-160—Handling and Maintenance Instruction; MIN Company Niš: Niš, Serbia, 2020.
- Neugebauer, R.; Fischer, J. Condition-based Preventive Maintenance of Machine Tools. J. Mach. Eng. 2009, 9, 64–76. [Google Scholar]
- Abele, E.; Korff, D. Avoidance of collision-caused spindle damages—Challenges, methods and solutions for high dynamic machine tools. CIRP Ann. 2011, 60, 425–428. [Google Scholar]
- Cheng, Y.-L.; Tsai, P.-H.; Hsieh, H.-J.; Chiu, Z.-L.; Ko, C.-H. Premature Failure Analysis of Mill Rolls at China Steel Corp. China Steel Tech. Rep. 2023, 36, 114–119. [Google Scholar]
- Tanasković, D.; Đorđević, B.; Tatić, B.; Sedmak, A.; Opačić, M. Repair welding of gear shafts of service rollers at the železara. In Proceedings of the 8th International Scientific Conference IRMES 2017, Trebinje, Bosnia and Herzegovina, 7–9 September 2017. [Google Scholar]
- Hariom, V.K.; Chandrababu, D. A Review of Fundamental Shaft Failure Analysis. Int. Res. J. Eng. Technol. 2016, 3, 389–395. [Google Scholar]
- James, M.N.; Hattingh, D.G.; Matthews, L. Embrittlement failure of 51CrV4 leaf springs. Eng. Fail. Anal. 2022, 139, 106517. [Google Scholar]
- Casanova, F. Failure Analysis and Redesign of a Wagon Wheel Shaft for Sugar Cane Transport. Dyna 2011, 78, 48–54. [Google Scholar]
- Savković, M.; Gašić, M.; Arsić, M.; Petrović, R. Analysis of the axle fracture of the bucket wheel excavator. Eng. Fail. Anal. 2011, 18, 433–441. [Google Scholar] [CrossRef]
- Hou, N.; Ding, N.; Qu, S.; Guo, W.; Liu, L.; Xu, N.; Tian, L.; Xu, H.; Chen, X.; Zaïri, F.; et al. Failure modes, mechanisms and causes of shafts in mechanical equipment. Eng. Fail. Anal. 2022, 136, 106216. [Google Scholar] [CrossRef]
- Nový, F.; Jambor, M.; Petrů, M.; Trško, L.; Fintová, S.; Bokůvka, O. Investigation of the brittle fracture of the locomotive draw hook. Eng. Fail. Anal. 2019, 105, 305–312. [Google Scholar] [CrossRef]
- Moolwan, C.; Samroeng, N. Failure Analysis of a Two High Gearbox Shaft. Procedia-Soc. Behav. Sci. 2013, 88, 154–163. [Google Scholar] [CrossRef]
- Maruyama, K. Stress analysis of a bolt-nut joint by the finite element method and the copper electroplating method. Bull. JSME 1974, 17, 442–450. [Google Scholar] [CrossRef]
- Engel, B.; Hassan, S. Failure Analysis and Fatigue Life Estimation of a Shaft of a Rotary Draw Bending Machine. Int. J. Mech. Mechatron. Eng. 2017, 11, 1763–1768. [Google Scholar]
- Rakesh, N.; Jose Ananth Vino, V. Analysis of stress square thread power screws using ANSYS. Int. J. Pure Appl. Math. 2017, 116, 455–460. [Google Scholar]
- Spectro. Available online: https://www.spectro.com/-/media/ametekspectro/documents/brochure/spectrolab_m12_en.pdf (accessed on 20 February 2025).
- Buehler. Available online: https://www.buehler.com/assets/Brochures/English/Hardness/FN01482_Wilson-VH1150.pdf (accessed on 20 February 2025).
- Pavlina, E.J.; Van Tyne, C.E. Correlation of Yield Strength and Tensile Strength with Hardness for Steels. J. Mater. Eng. Perform. 2017, 11, 888–893. [Google Scholar] [CrossRef]
- DIN EN 10083-3:2007-01; Steels for Quenching and Tempering—Part 3: Technical Delivery Conditions for Alloy Steels. English version; DIN Deutsches Institut für Normung e. V.: Berlin, Germany; Beuth Verlag GmbH: Berlin, Germany, 2007.
- Leica. Available online: https://downloads.leica-microsystems.com/DM6%20M/Brochure%20or%20Flyer/Leica_DM4_DM6_M-Brochure_en.pdf (accessed on 20 February 2025).
- Metallography and Microstructures, ASM Handbook; ASM International: Materials Park, OH, USA, 2004; Volume 9.
- Maharjan, N.; Zhou, W.; Zhou, Y.; Guan, G.; Wu, N. Comparative study of laser surface hardening of 50CrMo4 steel using continuous-wave laser and pulsed lasers with ms, ns, ps and fs pulse duration. Surf. Coat. Technol. 2019, 366, 311–320. [Google Scholar] [CrossRef]
- Ansys. Finite Element Analysis (FEA) Software for Structural Engineering; Ansys: Canonsburg, PA, USA, 2021. [Google Scholar]
- Dechaumphai, P.; Sucharitpwatskul, S. Finite Element Analysis with ANSYS Workbench; Alpha Science International Ltd.: Oxford, UK, 2018. [Google Scholar]
- Mott, R.L.; Vavrek, E.M.; Wang, J. Machine Elements in Mechanical Design, 6th ed.; Pearson: New York, NY, USA, 2018. [Google Scholar]
- Rao, B.C. Revisiting classical design in engineering from a perspective of frugality. Heliyon 2017, 3, e00299. [Google Scholar] [CrossRef]
- Khireche, A.; Zitouni, T.A.; Labed, Z. Numerical Study of a Cracked Pipe Before and After Using Two Different Repair Methods. J. Chin. Soc. Mech. Eng. 2022, 43, 275–284. [Google Scholar]
- Lee, J.-H.; Lee, C.-M.; Kim, D.-H. Repair of damaged parts using wire arc additive manufacturing in machine tools. J. Mater. Res. Technol. 2022, 16, 13–24. [Google Scholar]
- Tafsirojjaman, T.; Manalo, A.; Tien, C.M.T.; Wham, B.P.; Salah, A.; Kiriella, S.; Karunasena, W.; Dixon, P. Analysis of failure modes in pipe-in-pipe repair systems for water and gas pipelines. Eng. Fail. Anal. 2022, 140, 106510. [Google Scholar]
- Seo, J.W.; Kwon, S.J.; Lee, C.W.; Lee, D.H.; Goo, B.C. Fatigue strength and residual stress evaluation of repair welding of bogie frame for railway vehicles. Eng. Fail. Anal. 2021, 119, 104980. [Google Scholar]
- Ognjanović, M. Machines Design; Faculty of Mechanical Engineering: Belgrade, Serbia, 2002. (In Serbian) [Google Scholar]
- MIN FAM J-S Niš. Available online: https://www.minfam.rs/ (accessed on 20 February 2025).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Cr | Mo | Ni | ||
|---|---|---|---|---|---|---|---|---|---|---|
| To: 50CrMo4 | Recommended values [31] | From | 0.46 | - | 0.50 | - | - | 0.90 | 0.15 | - |
| To | 0.54 | ≤0.40 | 0.80 | ≤0.035 | ≤0.035 | 1.20 | 0.30 | - | ||
| Test values | 0.363 | 0.272 | 0.460 | 0.0172 | 0.0143 | 1.603 | 0.249 | 1.457 |
| Mechanical Properties | Tested HV (N/mm2) | 0.2 Proof Stress Rp0.2 (N/mm2) | Tensile Strength Rm (N/mm2) | Elongation at Fracture A5 (%) | Notch Impact Energy K (J) | ||
|---|---|---|---|---|---|---|---|
| To: 50CrMo4 100 < ∅d ≤ 160 | Recommended values [31] | From | - | - | 850 | - | - |
| To | - | ≥650 | 1000 | ≥13 | ≤30 | ||
| Values of tension properties calculated via tested HV [29] | 1 | 230 | 599.54 | 796.36 | - | - | |
| 2 | 229 | 596.66 | 792.63 | - | |||
| 3 | 230 | 599.54 | 796.36 | - | - | ||
| Type of Inclusion | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Field of View | A | B | C | D | DC | ||||
| Fine | Thick | Fine | Thick | Fine | Thick | Fine | Thick | ||
| 1 | 0.5 | - | - | - | - | - | 0.5 | - | - |
| 2 | 0.5 | 0.5 | - | - | - | - | 0.5 | - | - |
| 3 | - | 0.5 | 0.5 | - | 0.5 | - | 0.5 | - | - |
| Final estimation | 0.5 | 0.5 | 0.5 | - | 0.5 | - | 0.5 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vasiljević, R.; Pantelić, D. Analysis of the Fracture and the Repair of the Screw Spindle of a Friction Screw Press. Machines 2025, 13, 309. https://doi.org/10.3390/machines13040309
Vasiljević R, Pantelić D. Analysis of the Fracture and the Repair of the Screw Spindle of a Friction Screw Press. Machines. 2025; 13(4):309. https://doi.org/10.3390/machines13040309
Chicago/Turabian StyleVasiljević, Rade, and Dragan Pantelić. 2025. "Analysis of the Fracture and the Repair of the Screw Spindle of a Friction Screw Press" Machines 13, no. 4: 309. https://doi.org/10.3390/machines13040309
APA StyleVasiljević, R., & Pantelić, D. (2025). Analysis of the Fracture and the Repair of the Screw Spindle of a Friction Screw Press. Machines, 13(4), 309. https://doi.org/10.3390/machines13040309