
Design, Testing, and Optimization of a Filling-Type Silage Crushing, Shredding, and Baling Integrated Machine


Abstract
1. Introduction
2. Materials and Methods
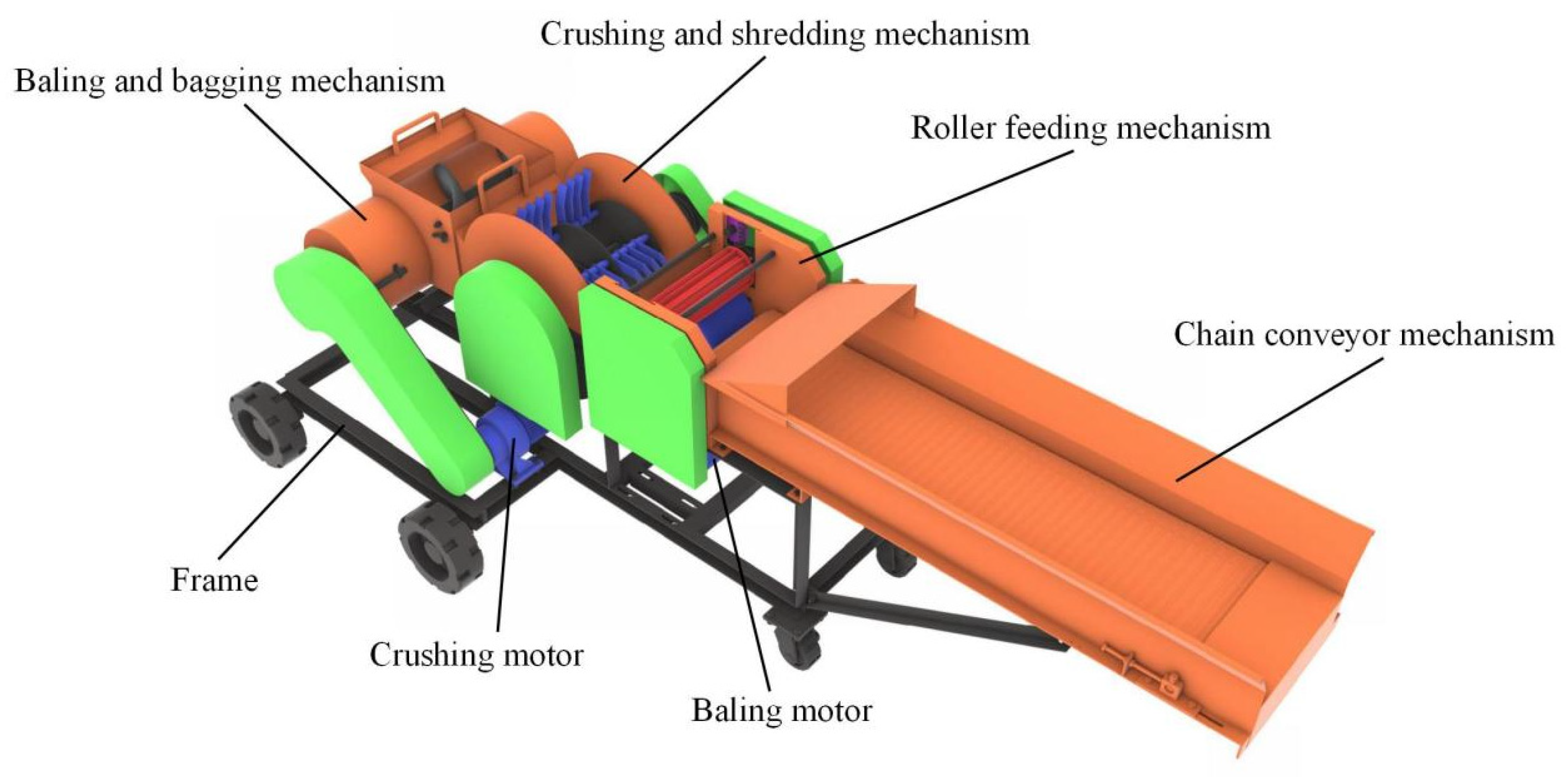
2.1. Overall Structure
2.2. Working Principle
2.3. Transmission System
2.4. Main Mechanism Designs and Force Analyses
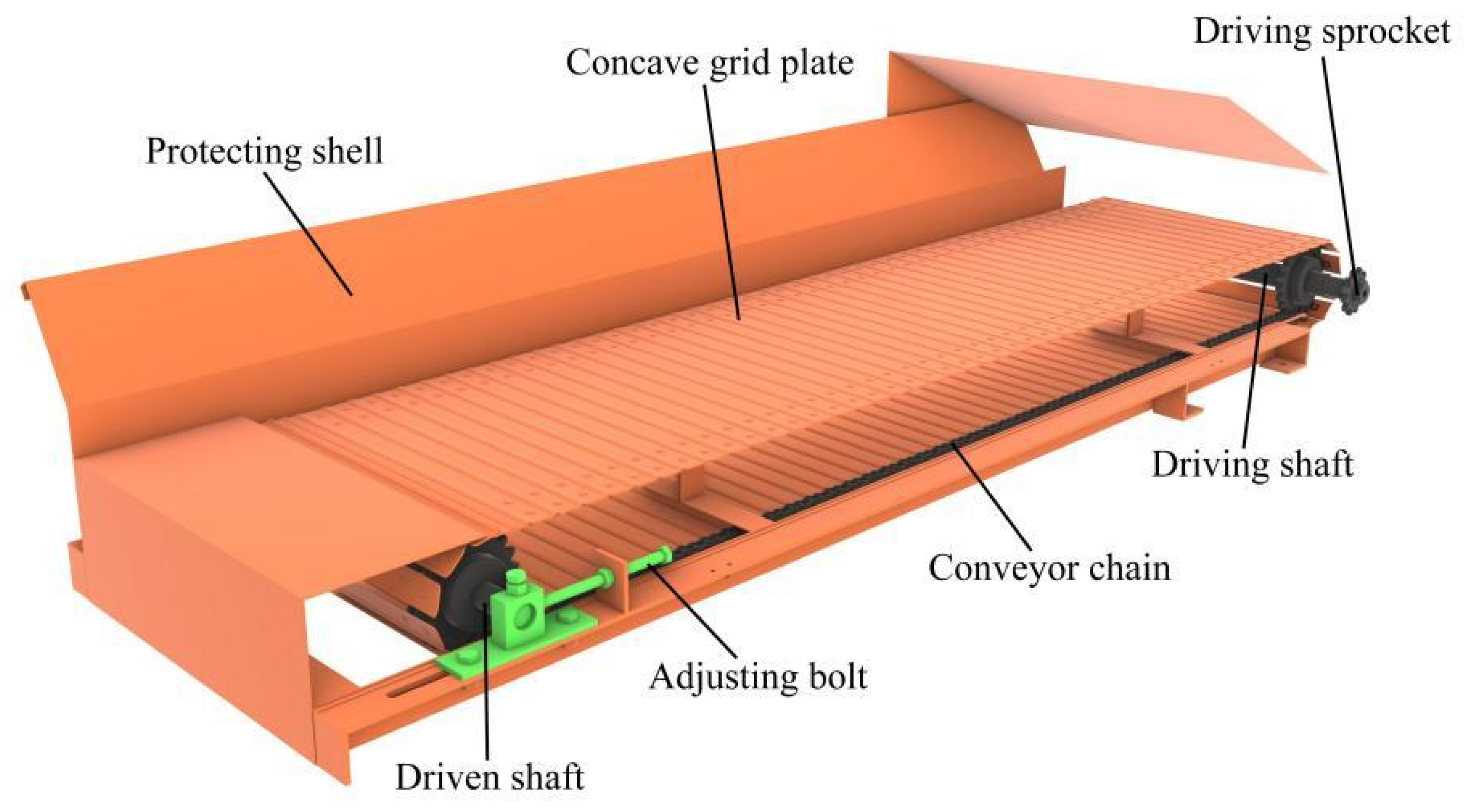
2.4.1. Straw Conveying Mechanism
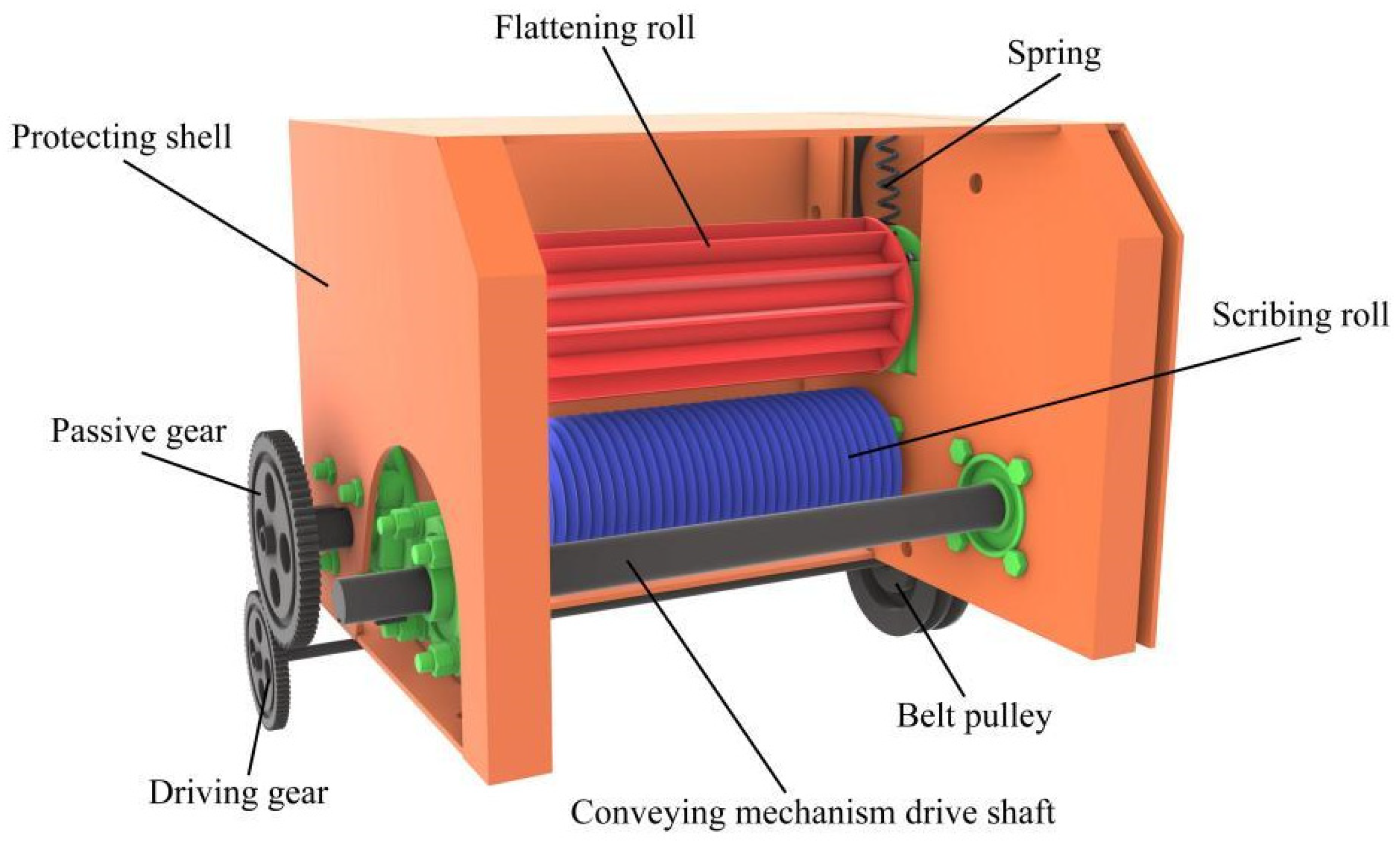
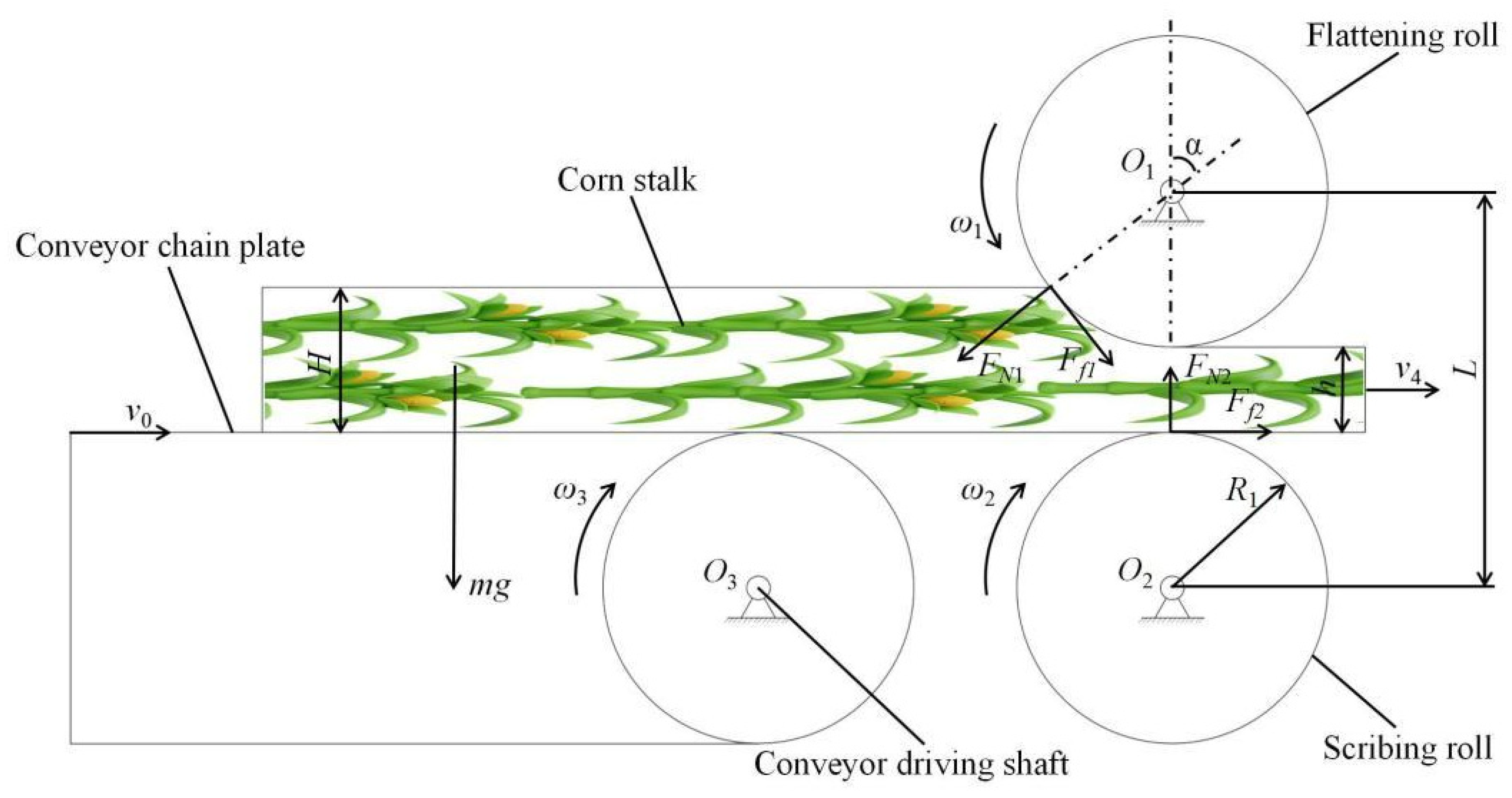
2.4.2. Straw Roller Feeding Mechanism
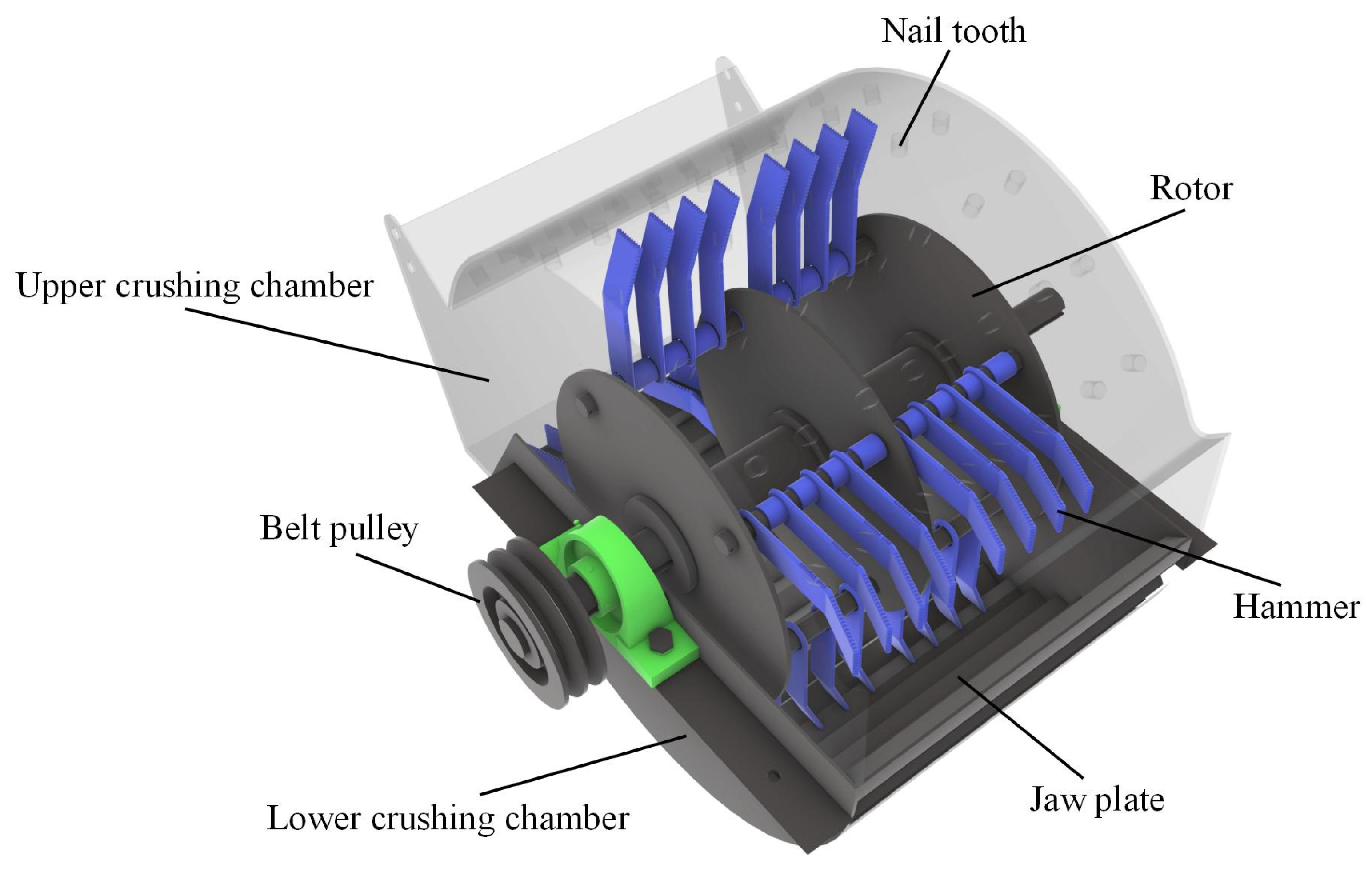
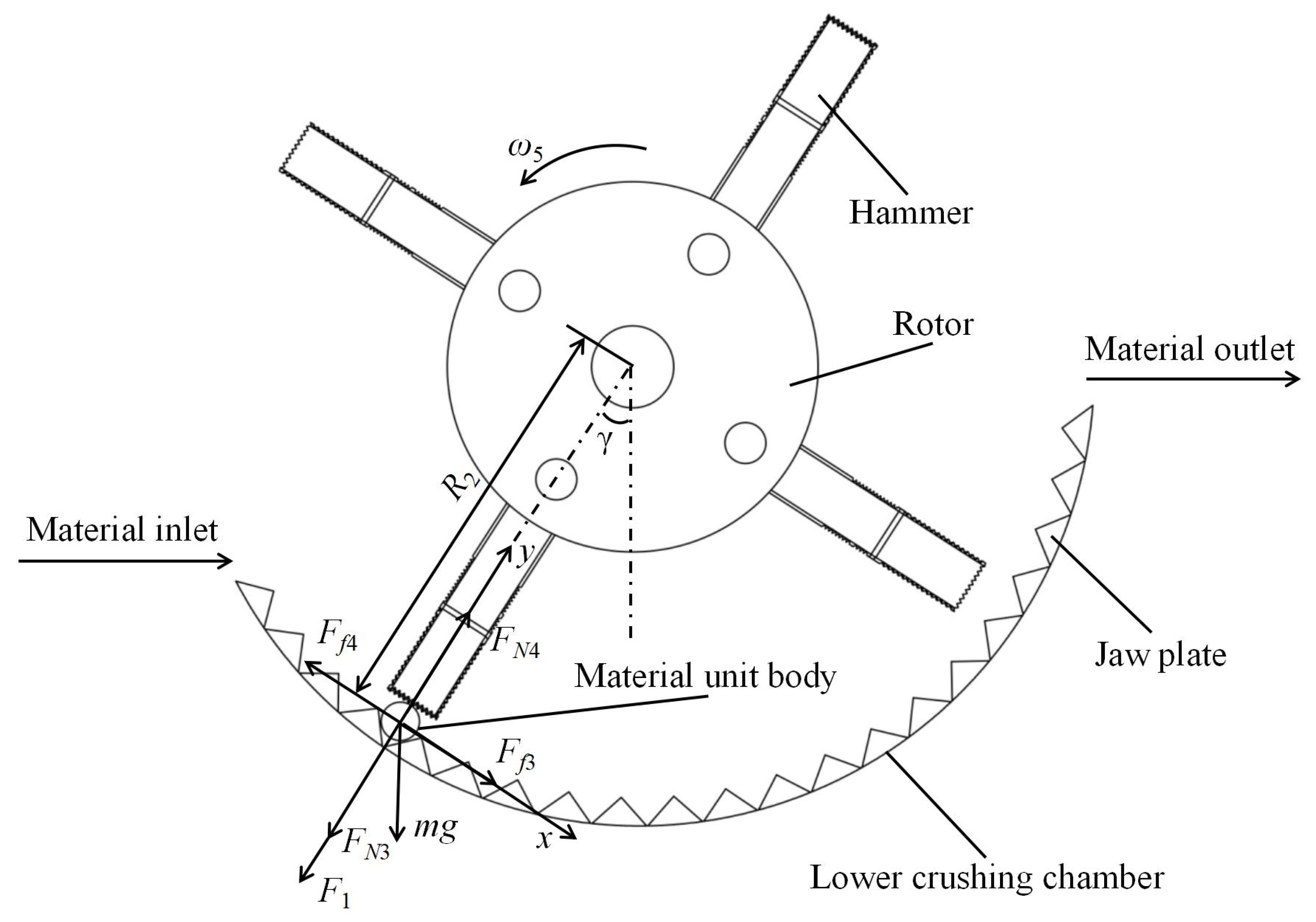
2.4.3. Straw Crushing and Kneading Mechanism
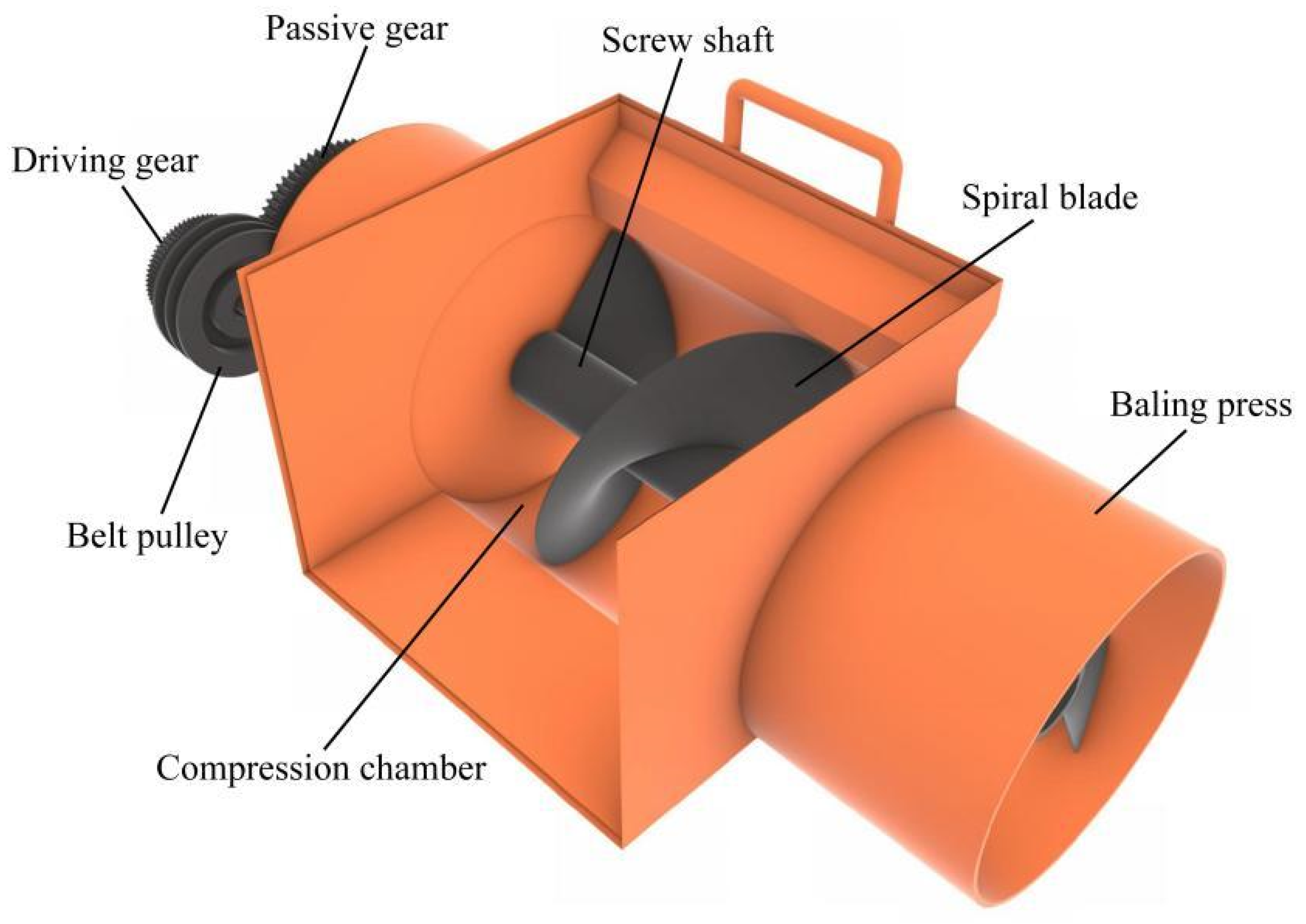
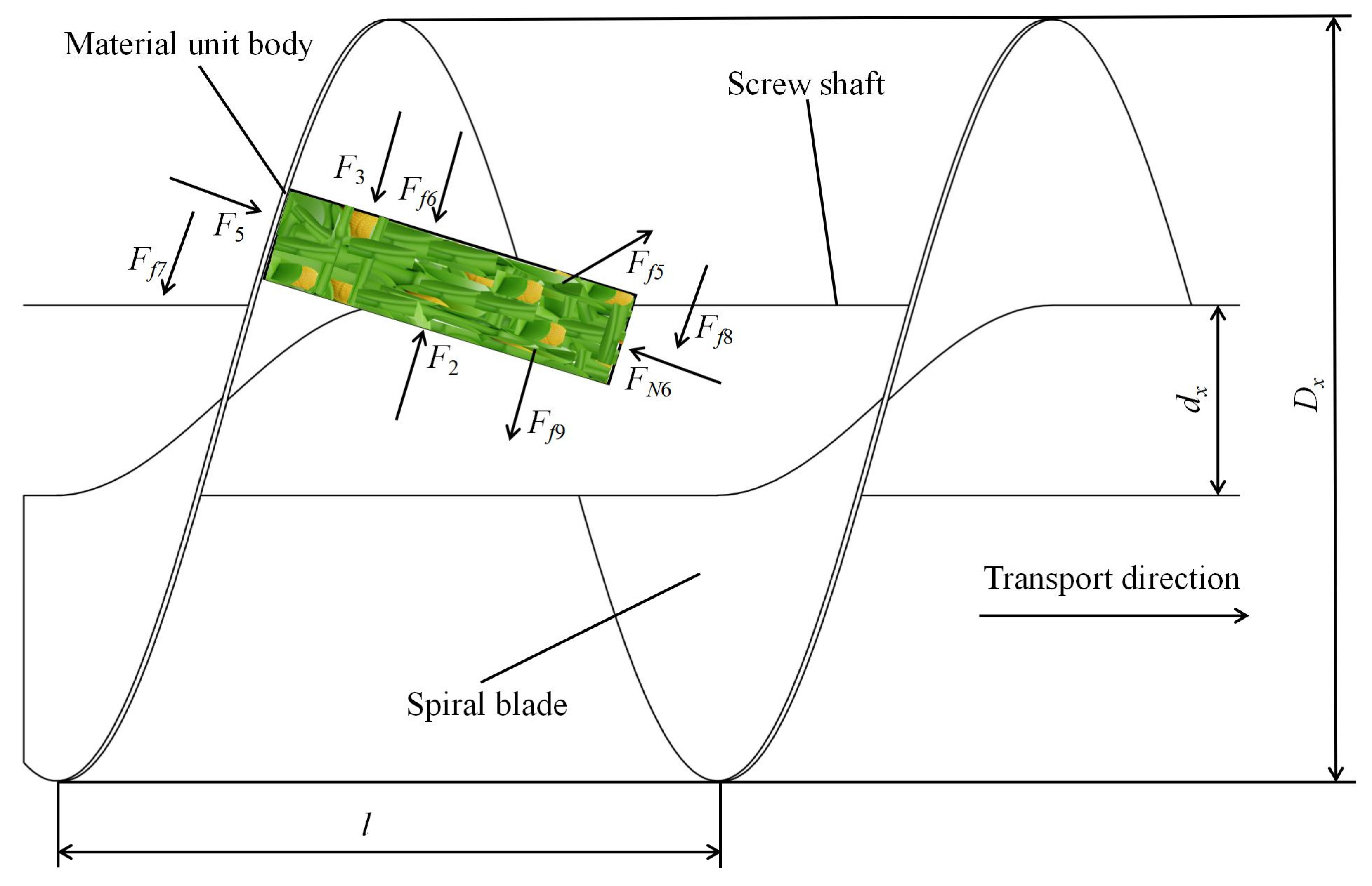
2.4.4. Straw Baling and Bagging Mechanism
2.5. Equipment Performance Test Design
3. Results and Discussion
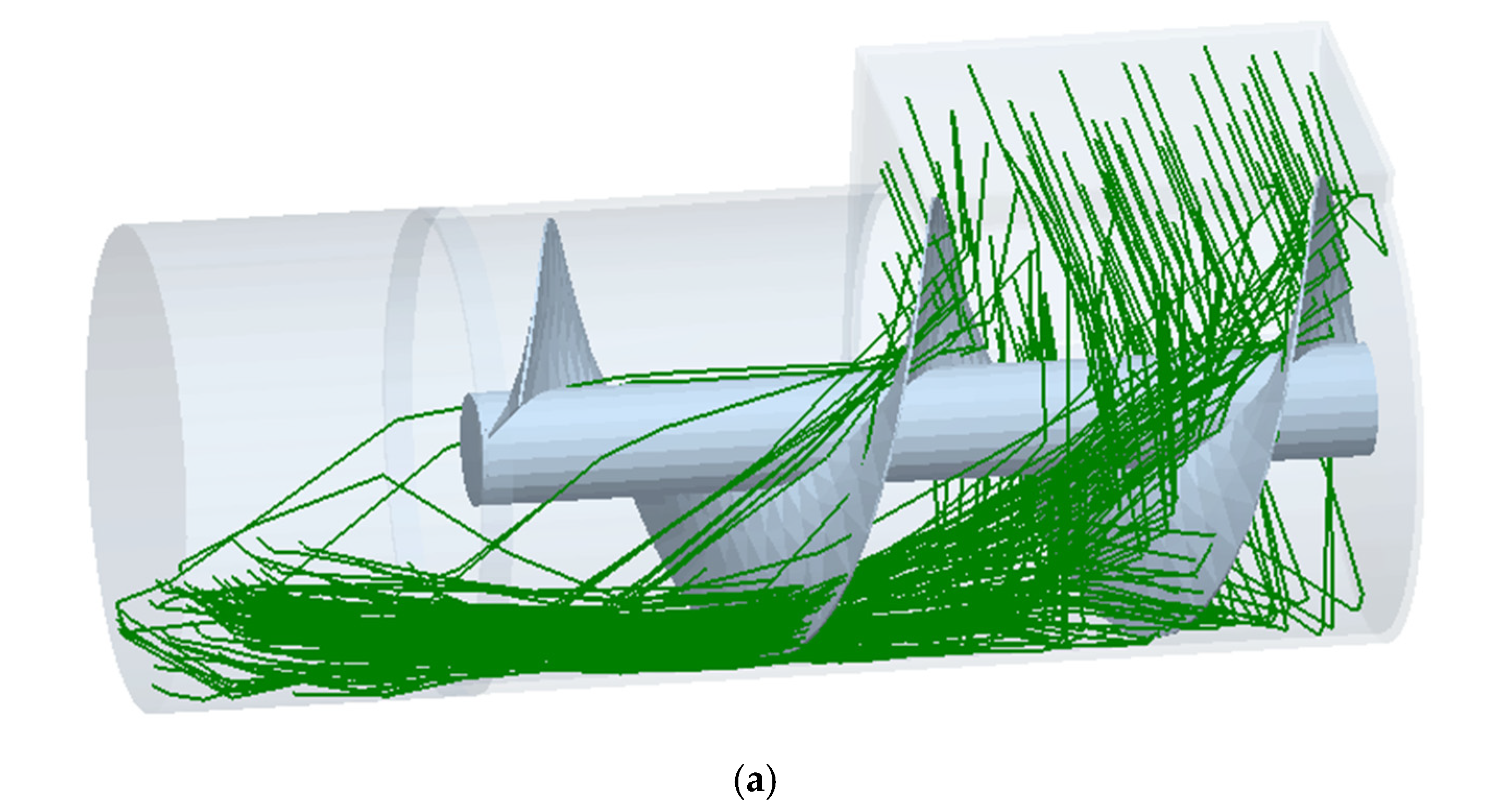
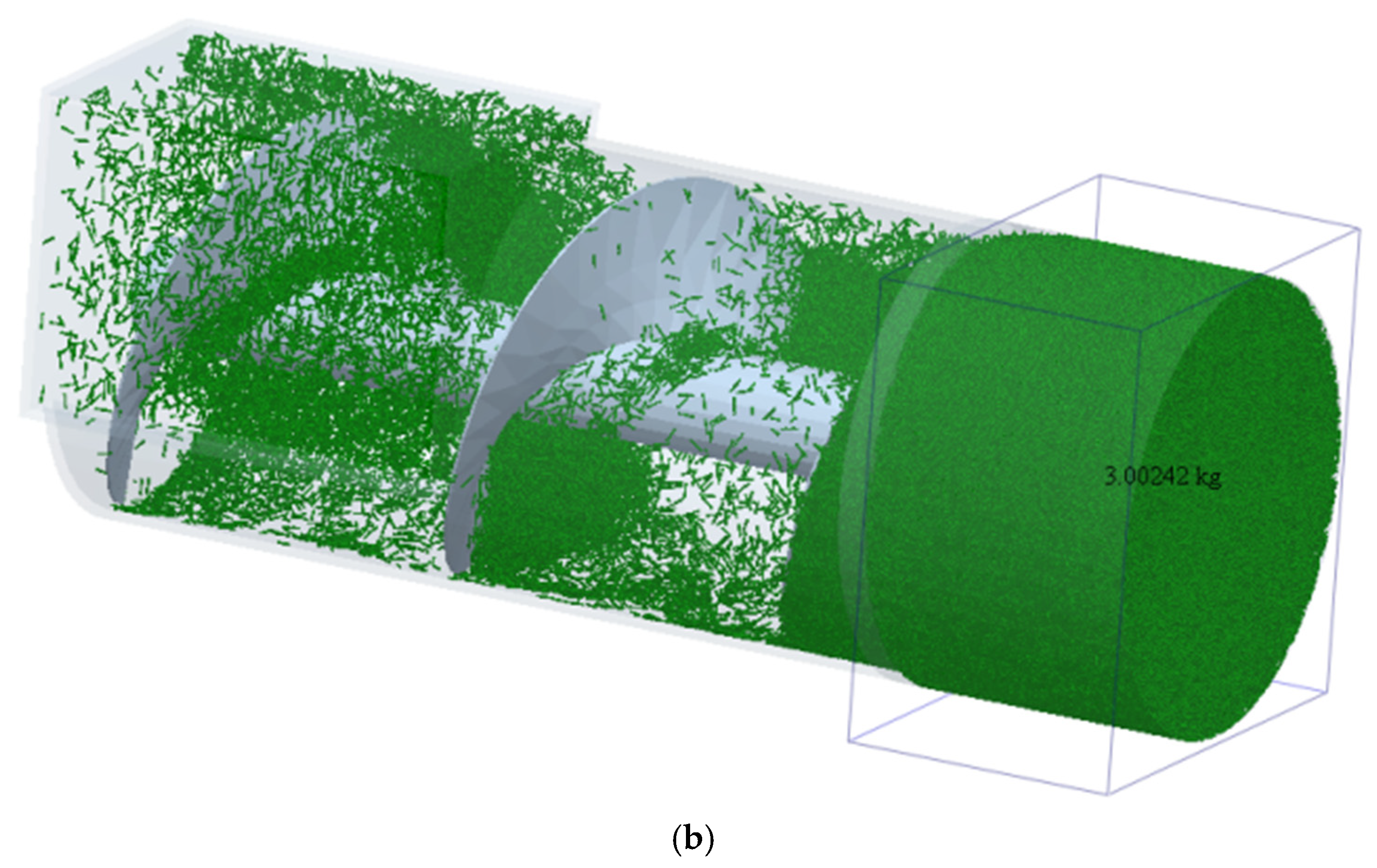
3.1. Simulation Process of Bale Packaging and Results Analysis
3.2. Equipment Performance Test
3.2.1. Results and Analysis
3.2.2. Parameter Optimization and Experimental Verification
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Definition Description | Unit |
|---|---|---|
| F1 | Centrifugal force of the straw segment | N |
| F2 | Pushing force exerted on the infinitesimal volume by the following material | N |
| F3 | Resistance exerted on the infinitesimal unit by the material ahead | N |
| F4 | Normal pushing force exerted on the infinitesimal unit by the advancing face | N |
| Normal force | N | |
| FN1 | Normal force exerted by the flattening roller on the straw | N |
| FN2 | Support force exerted by the scoring roller on the straw | N |
| FN3 | Support force of the hammer blade on the straw segment | N |
| FN4 | Support force of the lower kneading chamber on the straw segment | N |
| FN5 | Normal pressure on the pressure surface of the spiral blade | N |
| FN6 | Normal pressure on the back surface of the spiral blade | N |
| Ff1 | Friction force exerted by the flattening roller on the straw | N |
| Ff2 | Friction force exerted by the scoring roller on the straw | N |
| Ff3 | Frictional force of the hammer blade on the straw segment | N |
| Ff4 | Frictional force of the lower kneading chamber on the straw segment | N |
| Ff5 | Frictional force on the surface of the baling cylinder | N |
| Ff6 | Frictional force of the material above the infinitesimal element | N |
| Ff7 | Frictional force on the bearing surface of the spiral blade | N |
| Ff8 | Frictional force on the reverse side of the spiral blade | N |
| Ff9 | Frictional force of the material below the infinitesimal element | N |
| α | Angle between the normal force and the vertical direction | degree |
| β | Angle of friction for straw | degree |
| γ | Angle between the line connecting the straw section and the rotor spindle axis and the vertical direction | degree |
| vL | Conveyor chain speed | m/s |
| nL | Rotational speed of the conveyor chain’s main shaft | rpm |
| nx | Rotational speed of the spiral shaft | rpm |
| ω5 | Angular velocity of the hammer blade | rad/s |
| dL | Revolving diameter of the conveyor chain | mm |
| H | Thickness of the fed straw flow | mm |
| h | Gap between the flattening roller and scoring roller | mm |
| L | Center distance between the two rollers | mm |
| R1 | Radius of the flattening roller and scoring roller | mm |
| R2 | Rotational radius of the straw segment | mm |
| Particle radius | mm | |
| h | Height of the material | mm |
| z | Transportation length of the material | mm |
| Dx | External diameter of the spiral blade | mm |
| dx | Diameter of the spiral shaft | mm |
| l | Screw pitch | mm |
| dq | Diameter of the silage bag | mm |
| hq | Height of the silage bag | mm |
| m | Mass of the straw | kg |
| md | Equivalent mass of the bale | kg |
| mq | Actual measured mass of the bale | kg |
| S | Amount of material processes | kg |
| Wa | Mass of filamented straw in the sample | g |
| Wb | Mass of the sample | g |
| Density of the material | kg/m3 | |
| Bulk density of the material | kg/m3 | |
| q | Compaction density of the bale | kg/m3 |
| Rolling friction torque | N·m | |
| P | Pressure acting on the infinitesimal element | Pa |
| g | Gravitational acceleration | m/s2 |
| an | Acceleration of the material | m/s2 |
| Q | Conveying capacity | kg/h |
| G | Moisture content of the straw | % |
| Vq | Volume of the bale | m3 |
| T | Duration of operation | h |
| μ1 | Friction coefficient between the straw and the flattening roller and scoring roller | - |
| μ2 | Friction coefficient between the straw segment and the hammer blade | - |
| μ3 | Friction coefficient between the straw segment and the lower kneading chamber | - |
| Coefficient of rolling friction | ||
| f1 | Friction coefficient between the material and the baling cylinder | - |
| f2 | Friction coefficient between the material and the spiral blade and spiral shaft | - |
| f3 | Internal friction coefficient between the materials | - |
| λ | Filling coefficient | - |
| ε | Inclined conveying coefficient | - |
| k | Comprehensive characteristic coefficient of the material | - |
| Comprehensive characteristic coefficient of the silk-like corn stalks | - | |
| Unit angular velocity vector of the object at the contact point | - |
References
- Tan, R.H. Research on Thermal Characteristics of Main Crop Straw in Northwest China. Master’s Thesis, Northwest Agricultural and Forestry University, Yangling, China, 2017. (In Chinese). [Google Scholar]
- Wang, Y. The current situation and suggestions for the utilization of crop straw resources in China. Agric. Mach. Using Maint. 2016, 44–45. (In Chinese) [Google Scholar]
- Ferraretto, L.F.; Shaver, R.D.; Luck, B.D. Silage review: Recent advances and future technologies for whole-plant and fractionated corn silage harvesting. J. Dairy Sci. 2018, 101, 3937–3951. [Google Scholar] [CrossRef] [PubMed]
- Wu, K.; Song, Y.P. Research progress analysis of crop stalk cutting theory and method. Trans. Chin. Soc. Agric. Mach. 2022, 53, 1–20. (In Chinese) [Google Scholar]
- John, D. Forage Harvesters. John Deere Official Website. Available online: https://www.deere.com/en/hay-forage/harvesting/self-propelled-forage-harvesters/ (accessed on 11 March 2025).
- Schweier, J.; Becker, G. New holland forage harvester’s productivity in short rotation coppice: Evaluation of field studies from a German perspective. Int. J. For. Eng. 2012, 23, 82–88. [Google Scholar] [CrossRef]
- Krzyżaniak, K.; Kowalik, I.; Rybacki, P. Evaluation of the Operating Parameters of Self-Propelled Forage Harvesters During Maize Silage Harvest. Agric. Eng. 2023, 27, 229–239. [Google Scholar] [CrossRef]
- Golovkov, A.; Boiko, A.; Chaava, M. Justification of the choice of the type of forage harvester for farms. E3S Web Conf. 2019, 126, 00053. [Google Scholar] [CrossRef]
- Zhang, W. 9RS-3 Straw Kneading Machine Design and Performance Test. Master’s Thesis, Shanxi Agricultural University, Jinzhong, China, 2016. (In Chinese). [Google Scholar]
- Zhao, Z.G. The Experimental Study on the Performance of 9R-40 Model Rubbing Crusher. Master’s Thesis, Inner Mongolia Agricultural University, Hohhot, China, 2011. (In Chinese). [Google Scholar]
- Song, X.F.; Zhang, F.W.; Dai, F.; Zhao, W.Y. Design and experiment of 9FH-40 type of corn straw kneading machine. J. Agric. Mech. Res. 2024, 46, 60–65. (In Chinese) [Google Scholar]
- Su, H.Y.; Dai, F.; Dai, Z.G.; Yang, G.J.; Shi, L.R.; Feng, Y.Z.; Zhang, F.W. Design and experiment on 9LRC-60 type vertical straw kneading machine. J. Gansu Agric. Univ. 2013, 48, 151–156. (In Chinese) [Google Scholar]
- Tang, Z.; Li, Y.M.; Cheng, C. Development of multi-functional combine harvester with grain harvesting and straw baling. Span. J. Agric. Res. 2017, 15, e0202. [Google Scholar] [CrossRef]
- Zhang, D.Z.; Sun, W.; Liu, X.L.; Zhang, H.; Zhang, R.; Zhang, W. Design and research of the combined cutting and kneading silage corn crusher. J. Chin. Agric. Mech. 2019, 40, 93–100. (In Chinese) [Google Scholar]
- You, H.; Wang, H.D.; Huan, X.L.; Wang, D.C.; Kang, C.C.; Ye, B.N. Design and experiment of roller crushing device of king grass harvester. Trans. Chin. Soc. Agric. Mach. 2021, 52, 134–142. (In Chinese) [Google Scholar]
- Tang, Z.; Zhang, B.; Liu, X.; Ren, H.; Li, X.Y.; Li, Y.M. Structural model and bundling capacity of crawler picking and baling machine for straw wasted in field. Comput. Electron. Agric. 2020, 175, 105622. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhai, Z.; Gao, B.; Lan, Y. Numerical prediction and optimization of aerodynamic noise of straw crushers by considering the straw-crushing process. Phys. Fluids 2024, 36, 043330. [Google Scholar] [CrossRef]
- Hartati, S.; Musabbikhah, M.; Suryono, E. Multifunction hammer mill machine design and assembling to destroy an agricultural wastes. In Proceedings of the International Conference on Applied Science and Engineering (ICASE 2018), Sukoharjo, Indonesia, 6–7 October 2018; pp. 101–104. [Google Scholar]
- Zhang, J.; Feng, B.; Yu, X.Z.; Zhao, C.; Li, H.; Kan, Z. Experimental study on the crushing properties of corn stalks in square bales. Processes 2022, 10, 168. [Google Scholar] [CrossRef]
- Li, W.Q.; Lu, J.; Wang, Z.G.; Yu, Z. Forage bag silage technology. Feed Ind. 2019, 40, 58–61. (In Chinese) [Google Scholar]
- Chinese Academy of Agricultural Machinery Sciences. Agricultural Machinery Design Manual; China Agricultural Science and Technology Press: Beijing, China, 2007. (In Chinese) [Google Scholar]
- Du, J.Q.; Su, H.; Qian, S.Z.; De, X.H. Design optimization and performance evaluation of corn straw crushing and rubbing filament machine. BioResources 2024, 19, 2286. [Google Scholar] [CrossRef]
- Wang, Z.; Song, Z.H.; Liu, P.; Yan, Y.F.; Li, Y.; Ren, L.L.; Song, Y.P. Development and experiment of crop feeding angle parameter model in chopping roll of hay cutter. Trans. Chin. Soc. Agric. Mach. 2024, 55, 200–211. (In Chinese) [Google Scholar]
- Hahn, F.; Poblano, E.; Pérez, R.; Jenkins, T. Design and evaluation of geared rollers for a roselle harvester. Trans. ASABE 2016, 59, 777–785. [Google Scholar]
- Sun, N.N.; Wang, X.Y.; Li, H.W.; He, J.; Wang, Q.J.; Wang, J.; Liu, Z.D.; Wang, Y.B. Design and experiment of differential sawing rice straw chopper for turning to field. Trans. Chin. Soc. Agric. Eng. 2019, 35, 267–276. (In Chinese) [Google Scholar]
- Wang, T.J.; Wang, T.L.; Cui, H.G.; Gong, Y.J.; Tian, S.B.; Wang, R.L. Design and experiment of adjustable feeding straw bale-breaking and rubbing filament machine. Trans. Chin. Soc. Agric. Mach. 2021, 52, 148–158. (In Chinese) [Google Scholar]
- Chen, L.Q.; Zhang, J.Q.; Kong, X.L. Genetic optimal design of straw crusher based on ADAMS. Adv. Mater. Res. 2010, 139–141, 929–932. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Ogundare, A.A.; Adefuye, O.A.; Bamido, E. Effect of screen size on particle size distribution and performance of a small-scale design for a combined chopping and milling machine. Clean. Eng. Technol. 2022, 7, 100426. [Google Scholar] [CrossRef]
- Zastempowski, M.; Bochat, A. Research issues in the process of cutting straw into pieces. Sustainability 2020, 12, 6167. [Google Scholar] [CrossRef]
- Jankauskas, V.; Abrutis, R.; Žunda, A. Wear and damage study of straw chopper knives in combine harvesters. Machines 2024, 12, 789. [Google Scholar] [CrossRef]
- Tian, H.Q.; Wang, H.Q.; Huang, T.; Wang, D.; Liu, F.; Han, B.S. Design of combination sieve for hammer feed mill to improve crushing performance. Trans. Chin. Soc. Agric. Eng. 2018, 34, 45–52. (In Chinese) [Google Scholar]
- Chen, T.; Yi, S.J.; Li, Y.F.; Tao, G.X.; Mao, X.; Qu, S.M. Design and test of cutting and crushing cooperative silk kneading machine. Trans. Chin. Soc. Agric. Mach. 2024, 55, 149–159. (In Chinese) [Google Scholar]
- Zhao, Y. Design and Research of Compression Baling Device for Silage Corn. Master’s Thesis, Yunnan Agricultural University, Kunming, China, 2022. (In Chinese). [Google Scholar]
- Ma, P.B.; Li, L.Q.; Wen, B.Q.; Xue, Y.H.; Kan, Z.; Li, J.B. Design and parameter optimization of spiral-dragon type straw chopping test rig. Int. J. Agric. Biol. Eng. 2020, 13, 47–56. [Google Scholar] [CrossRef]
- Li, L.Q.; Wang, D.F.; Yang, X. Study on round rice straw bale wrapping silage technology and facilities. Int. J. Agric. Biol. Eng. 2018, 11, 67–75. [Google Scholar] [CrossRef]
- Wang, W.Z.; Liu, W.R.; Yuan, L.H.; Qu, Z.; He, X.; Lu, Y.L. Simulation and experiment of single longitudinal axial material movement and establishment of wheat plants model. Trans. Chin. Soc. Agric. Mach. 2020, 51, 170–180. (In Chinese) [Google Scholar]
- Fan, Z.P. EDEM-based Screw Delivery Mechanism for Crushed Maize Straw. Master’s Thesis, Inner Mongolia Agricultural University, Hohhot, China, 2023. (In Chinese). [Google Scholar]
- Jia, C.B.; Cheng, H. Research on Parametric Study Method of Screw Conveyor. Mach. Des. Manuf. 2015, 4, 206–208+213. (In Chinese) [Google Scholar]
- Persson, T.; Bakken, A.K. A Review of the Effects of Density and Silo Type on Silage Fermentation, Nutritive Quality and Losses During Storage; NIBIO Rapport; NIBIO: Oslo, Norway, 2024. [Google Scholar]
- Song, X.F.; Dai, F.; Zhang, X.K.; Xie, J.H.; Yang, J.; Zhang, F.W. Numerical simulation and experiment of materials movement based on CFD-DEM coupling method in the discharging device of kneading machine. J. China Agric. Univ. 2017, 22, 99–107. (In Chinese) [Google Scholar]
- Zhang, R.Y. Research on the Compression Mechanism and Optimisation of Compression Processing Parameters of Chopped Corn Stalk Based on the Discrete Element Method. Master’s Thesis, Jilin University, Changchun, China, 2023. (In Chinese). [Google Scholar]
- DEM Solutions Ltd. EDEM User Manual; Version 2022.3; DEM Solutions Ltd.: Edinburgh, UK, 2022. [Google Scholar]
- NY/T 509-2015; Technical Specification for Quality Evaluation of Straw Ripping Machine. Ministry of Agriculture and Rural Affairs of the People’s Republic of China: Beijing, China, 2015. (In Chinese)
- DG/T 053-2019; Forage Crusher. Ministry of Agriculture and Rural Affairs of the People’s Republic of China: Beijing, China, 2019. (In Chinese)
- DG/T 043-2024; Baling (Pressing) Machine. Ministry of Agriculture and Rural Affairs of the People’s Republic of China: Beijing, China, 2024. (In Chinese)


| Attribute | Poisson’s Ratio | Shear Modulus/(Pa) | Density/(kg/m3) |
|---|---|---|---|
| Stalk material | 0.4 | 1.1 × 107 | 420 |
| Baling and bagging device | 0.3 | 7 × 1010 | 7800 |
| Contact Form | Restitution Coefficient | Coefficient of Static Friction | Coefficient of Rolling Friction |
|---|---|---|---|
| Stalk material—stalk material | 0.2 | 0.7 | 0.01 |
| Stalk material—baling and bagging device | 0.2 | 0.4 | 0.01 |
| Factor Level | Test Factor | ||
|---|---|---|---|
| Number of Hammers X1/(piece) | Hammer Blade Length X2/(mm) | Hammer Head Tilt Angle X3/(°) | |
| −1 | 24 | 50 | 0 |
| 0 | 28 | 80 | 15 |
| 1 | 32 | 110 | 25 |
| Test Number | X1 | X2 | X3 | Y1/(kg/h) | Y2/% |
|---|---|---|---|---|---|
| 1 | −1 | −1 | 0 | 2453.21 | 88.92 |
| 2 | 1 | −1 | 0 | 2425.48 | 91.10 |
| 3 | −1 | 1 | 0 | 2489.91 | 92.63 |
| 4 | 1 | 1 | 0 | 2796.34 | 92.98 |
| 5 | −1 | 0 | −1 | 2340.16 | 88.16 |
| 6 | 1 | 0 | −1 | 2624.22 | 92.35 |
| 7 | −1 | 0 | 1 | 2398.31 | 91.91 |
| 8 | 1 | 0 | 1 | 2604.45 | 91.67 |
| 9 | 0 | −1 | −1 | 2366.53 | 87.32 |
| 10 | 0 | 1 | −1 | 2532.43 | 91.56 |
| 11 | 0 | −1 | 1 | 2320.60 | 87.93 |
| 12 | 0 | 1 | 1 | 2558.74 | 91.65 |
| 13 | 0 | 0 | 0 | 2664.55 | 92.19 |
| 14 | 0 | 0 | 0 | 2695.94 | 91.28 |
| 15 | 0 | 0 | 0 | 2739.26 | 92.74 |
| 16 | 0 | 0 | 0 | 2711.82 | 93.28 |
| 17 | 0 | 0 | 0 | 2643.69 | 92.52 |
| Indicator | Source of Variance | Sum of Squares | Degrees of Freedom | Mean Square | F | p |
|---|---|---|---|---|---|---|
| Y1 | Model | 345,000 | 9 | 38,311.65 | 22.85 | 0.0002 *** |
| X1 | 74,821.22 | 1 | 74,821.22 | 44.62 | 0.0003 *** | |
| X2 | 73,443.29 | 1 | 73,443.29 | 43.8 | 0.0003 *** | |
| X3 | 17,632.69 | 1 | 17,632.69 | 10.52 | 0.0142 ** | |
| X1X2 | 27,915.73 | 1 | 27,915.73 | 16.65 | 0.0047 *** | |
| X1X3 | 1517.88 | 1 | 1517.88 | 0.91 | 0.3731 | |
| X2X3 | 1304.65 | 1 | 1304.65 | 0.78 | 0.407 | |
| X12 | 11,082.31 | 1 | 11,082.31 | 6.61 | 0.037 ** | |
| X22 | 40,862.78 | 1 | 40,862.78 | 24.37 | 0.0017 *** | |
| X32 | 92,181.88 | 1 | 92,181.88 | 54.97 | 0.0001 *** | |
| Residual | 11,738.31 | 7 | 1676.90 | |||
| Lack of Fit | 6013.58 | 3 | 2004.53 | 1.40 | 0.3651 | |
| Pure Error | 5724.73 | 4 | 1431.18 | |||
| Cor Total | 357,000 | 16 | ||||
| Y2 | Model | 53.36 | 9 | 5.93 | 10.75 | 0.0025 *** |
| X1 | 7.5 | 1 | 7.50 | 13.6 | 0.0078 *** | |
| X2 | 22.3 | 1 | 22.30 | 40.45 | 0.0004 *** | |
| X3 | 6.6 | 1 | 6.60 | 11.98 | 0.0105 ** | |
| X1X2 | 0.84 | 1 | 0.84 | 1.52 | 0.2576 | |
| X1X3 | 4.91 | 1 | 4.91 | 8.9 | 0.0204 ** | |
| X2X3 | 0.068 | 1 | 0.068 | 0.12 | 0.7365 | |
| X12 | 0.18 | 1 | 0.18 | 0.33 | 0.5861 | |
| X22 | 6.07 | 1 | 6.07 | 11.02 | 0.0128 ** | |
| X32 | 10.59 | 1 | 10.59 | 19.21 | 0.0032 *** | |
| Residual | 3.86 | 7 | 0.55 | |||
| Lack of Fit | 1.66 | 3 | 0.55 | 1 | 0.4781 | |
| Pure Error | 2.2 | 4 | 0.55 | |||
| Cor Total | 57.21 | 16 |
| Indicator | Test Mean | Technical Requirement |
|---|---|---|
| Straw Fiberization Rate/% | 94.28 | ≥90 |
| Hay Bale Compression Density/(kg/m3) | 124.52 | ≥100 |
| Total Machine Productivity/(kg/h) | 2815.29 | ≥2500 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, T.; Sun, W.; Zhang, D.; Simionescu, P.A. Design, Testing, and Optimization of a Filling-Type Silage Crushing, Shredding, and Baling Integrated Machine. Machines 2025, 13, 228. https://doi.org/10.3390/machines13030228
Dai T, Sun W, Zhang D, Simionescu PA. Design, Testing, and Optimization of a Filling-Type Silage Crushing, Shredding, and Baling Integrated Machine. Machines. 2025; 13(3):228. https://doi.org/10.3390/machines13030228
Chicago/Turabian StyleDai, Tong, Wei Sun, Danzhu Zhang, and Petru A. Simionescu. 2025. "Design, Testing, and Optimization of a Filling-Type Silage Crushing, Shredding, and Baling Integrated Machine" Machines 13, no. 3: 228. https://doi.org/10.3390/machines13030228
APA StyleDai, T., Sun, W., Zhang, D., & Simionescu, P. A. (2025). Design, Testing, and Optimization of a Filling-Type Silage Crushing, Shredding, and Baling Integrated Machine. Machines, 13(3), 228. https://doi.org/10.3390/machines13030228