2.1. The Establishment of Trochoidal Scratch Model
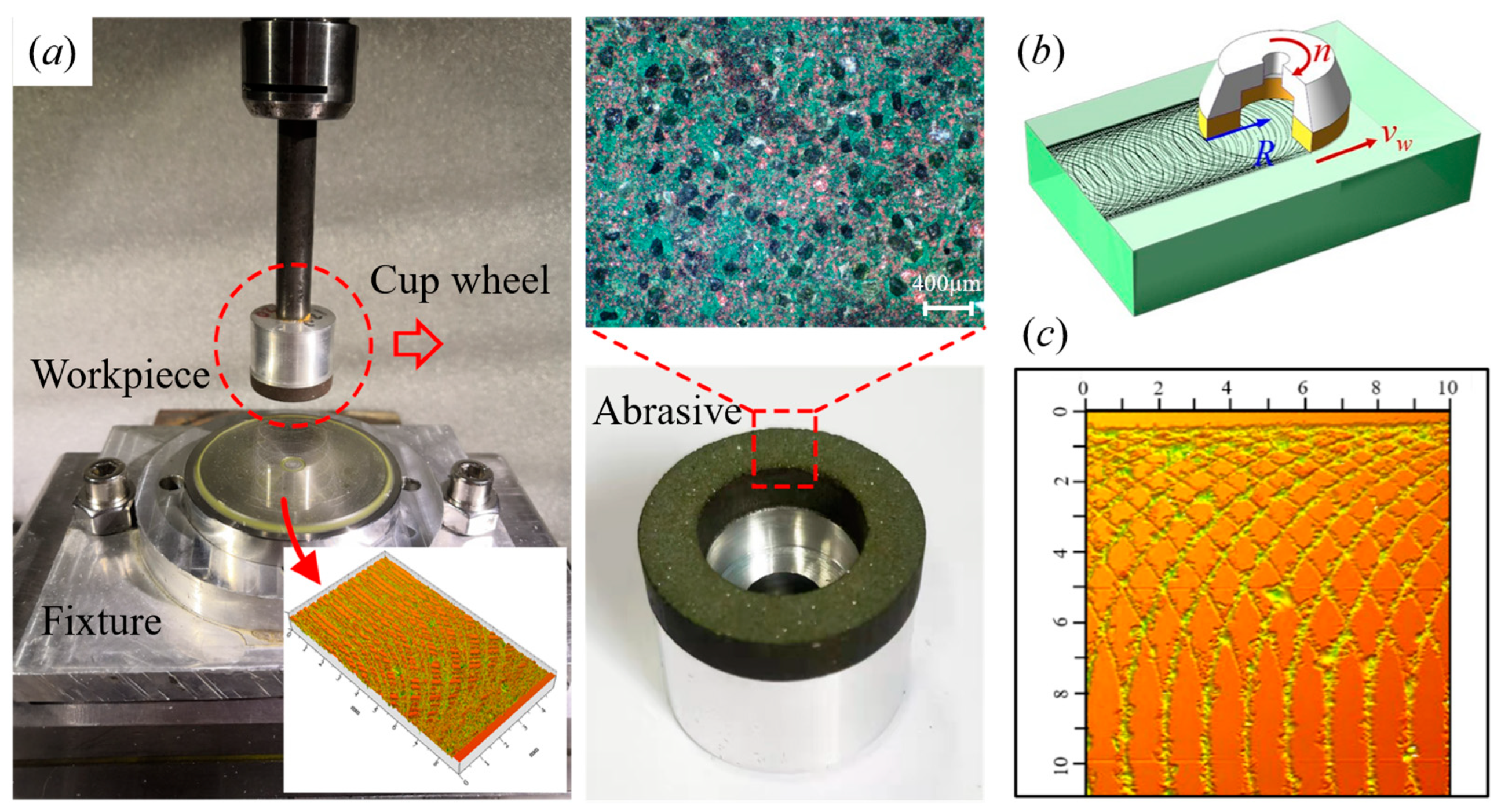
The cup grinding wheel is widely used for endface grinding of hard and brittle materials such as glass and ceramics due to its larger contact area, which enhances both precision and efficiency. As shown in
Figure 1a, the cup wheel is mounted on a precision machining tool to grind the surface of quartz glass. The abrasive grains on the wheel’s end face vary in shape, height, and distribution, yet the spatial arrangement remains relatively stable due to the overall structure of the wheel. As illustrated in
Figure 1b, when rotational speed and feed rate are kept constant, the surface texture produced by grinding is closely linked to the sequence in which the workpiece contacts the abrasive grains. The scratch patterns from different grains are consistent in form.
Figure 1c shows the trajectory of the workpiece surface after grinding, measured using a three-dimensional surface topography tool. It reveals that while different abrasive particles leave marks in various locations on the workpiece, the overall trajectories exhibit uniformity across these positions.
End surface grinding with a cup wheel is characterized by the movement of multiple abrasive particles, each operating with a unique dynamic radius and advancement speed. This motion creates trochoidal patterns that result from the material processing. As shown in
Figure 2a, the motion of individual particles on the cup wheel’s end face can be analyzed by breaking down their trajectories. Variations in curvature within a single grain’s path produce different trajectory patterns, corresponding to different radii, such as R
1 and R
2.
End surface grinding with a cup wheel requires a combination of rotational and linear movements of both the workpiece and the wheel. This interaction can be modeled as circular motion, where the wheel rotates with a base radius
r, as shown in
Figure 2b. The base radius
r is defined as follows:
where
vw represents the linear feed rate of the workpiece,
ω refers to the angular velocity of the grinding wheel as it rotates around the spindle, and
n denotes the rotational speed of the grinding wheel. The complex motion of an individual abrasive grain due to the wheel’s rotation results in a motion equation describing its trajectory on the workpiece surface:
where
r represents the radius of the base circle, while
R denotes the radius of the moving circle, which corresponds to the distance between the abrasive grain and the tool’s center.
θ signifies the angle of rotation of the base circle, where “+” indicates a counterclockwise direction, and “−” signifies clockwise rotation.
As shown in
Figure 2c, the surface grinding process using a cup wheel generates various trochoidal paths based on specific parameters, with the primary influences being the rotational velocity of the grinding wheel and the feed rate. The advantages of using a trochoidal scribe model for developing thermal theories in surface grinding are threefold. First, the trochoidal path represents the actual trajectory resulting from the grinding wheel’s relative motion against the workpiece, accurately reflecting real interaction conditions. Second, the adjustable scratch speed of the trochoidal scribe accommodates a range of grinding speeds, effectively minimizing damage from short duration impacts common in traditional high-speed grinding. Finally, the continuous crossing nature of trochoidal trajectories simplifies the formation of micro-surface cross scratches, offering an improvement over a conventional scratch pattern.
Figure 2d illustrates how a single abrasive grain generates intersections by following the cross-path of trochoidal scratches. The diamond grains rotate at a constant speed (n/rpm) in synchronization with the scratching tool, while the workpiece moves linearly at a velocity
vw, creating sub-trochoidal motion patterns on its surface in a clockwise sequence. Starting at point A, the trajectory follows ABCD clockwise while simultaneously advancing along BD. In the second to fifth cycles, (T = 2, 3, 4, 5). By analyzing these sequential paths, we then find some cycles showing cyclic changes. The results indicate that the trochoidal patterns feature multiple cross scratches, with intersections primarily concentrated in two regions (N-side and S-side). These paths exhibit cyclic properties, and the total number of intersections is closely related to the speed of the grinding wheel and the workpiece feed rate. As these parameters change, the positions and angles of the scratch intersections shift significantly. A higher ratio of wheel speed to feed rate leads to an increase in the number of cross scratches, which can be controlled by adjusting the process settings.
2.2. Finite Element Model Setup and Discretization
In the finite element model developed for this study, the grinding wheel and the workpiece interaction is comprehensively represented by modeling the grinding wheel as a collection of discrete abrasive grains. Each abrasive grain acts as an independent point heat source, which contributes to the material removal and heat generation during the grinding process. The point heat sources are distributed across the grinding wheel’s surface, accurately reflecting the random distribution of abrasive grains. To simulate the thermal effects, each point heat source is defined by its localized heat flux, which depends on the grinding parameters, including tangential grinding force and wheel speed. These heat fluxes are then applied incrementally to the workpiece surface following the trochoidal trajectories of the abrasive grains. This approach ensures that the grinding process’s thermal characteristics are captured accurately without oversimplifying the tool–workpiece interaction.
The model accounts for the cumulative thermal effects of all abrasive grains in contact with the workpiece. The distribution of these point heat sources effectively represents the grinding wheel’s active surface, thereby creating a complete numerical representation of the tool–workpiece system. The thermal boundary conditions, including the heat transfer coefficients and the convective environment, are also incorporated to simulate the heat flow at the interface accurately. It focuses on the thermal phenomena in cup wheel grinding, simplifying the mechanical–thermal coupling to isolate and analyze the heat generation and distribution caused by abrasive interactions. While the mechanical effects, such as deformation, strain rates, and their influence on heat conduction, are critical in practical grinding processes, the decoupling approach adopted here enables a more focused investigation of thermal behaviors under varying grinding parameters. Such simplifications are commonly employed as a foundational step in grinding heat analysis, providing insights that can later be integrated into coupled mechanical–thermal models.
Grinding involves a large number of abrasive particles. This interaction initiates several heat transfer processes within the material, which are critical in determining the final properties of the workpiece. The temperature distribution over space and time is typically modeled using a heat transfer equation, expressed by the following formula:
where
T is the temperature,
t is the time,
x,
y,
z are the spatial coordinates,
k is the import coefficient,
Cp is the constant pressure thermal fusion,
ρ is the density; discretize its time direction as follows:
The discretization of its
x,
y,
z three-dimensional spatial directions can be obtained, respectively:
The results of the temporal and spatial direction discretization are substituted into the original equations, which are displayed in the following format:
Qin is the abrasive grains transfer to the workpiece substrate.
where
QAVG represents the average power of the heat source from the abrasive grain, while
t refers to the grinding duration of the abrasive grain in seconds. During wheel grinding, not all the generated heat is transferred to the material due to losses from convection and conduction. Therefore, a coupling efficiency
Rw is introduced to account for this. Under dry grinding conditions, heat transfer primarily occurs between the tool and the material. The heat transfer efficiency can be computed using the Hahn model [
31] through the following equation:
where
k1 represents the thermal conductivity of the workpiece, while
k2 corresponds to the thermal conductivity of the grinding wheel. The heat flux generated by the grinding wheel is modeled as the cumulative effect of individual abrasive grains, each represented by a Gaussian heat source. This approach reflects the statistical distribution of grain dimensions, as the height and diameter of grains within a specified grit size are known to follow a normal distribution. By modeling each grain as a Gaussian heat source, we effectively capture the localized thermal intensity variations due to individual grain interactions with the workpiece. The average intensity of the heat source for each abrasive grain is as follows:
where
P is the energy power of the abrasive grain heat source on the surface of the workpiece,
r is the radius of the abrasive grain heat source, (
x0,
y0,
z0) is the position where the abrasive grain heat source is located, and the Dirac function
δ ensures that the abrasive grain heat source has the desirable localization properties in the vertical direction, which is extremely important for simulating the thermal effect of abrasive grains, and for depth control, it is extremely important. The input energy
P of the abrasive heat source is related to the grinding force, which is related to the process parameters as follows:
where
Ft is the tangential force of grinding and
vs is the linear speed of the grinding wheel speed. The grinding force is related to the parameters of the grinding process; for cup wheel grinding, the grinding force can be expressed as follows:
The grinding wheel plays a crucial role in determining the distribution and intensity of the heat generated during the grinding process. The active surface of the grinding wheel, which consists of numerous abrasive grains, significantly influences the heat source intensity and the subsequent temperature distribution in the workpiece. The abrasive grains on the grinding wheel surface are typically irregularly distributed, with a range of grain sizes and densities. The size of the grains directly influences the contact area with the workpiece and, consequently, the intensity of the heat generated. Larger grains typically result in a more concentrated heat source, while smaller grains contribute to a more diffuse heat distribution. The protrusion height of the abrasive grains determines the actual contact area between the grinding wheel and the workpiece. Grains with higher protrusion contribute more significantly to the heat flux, while those with lower protrusion have a reduced effect on the local heat generation. The variation in grain protrusion introduces additional variability in the heat source intensity across the grinding wheel’s active surface. During the grinding process, the abrasive grains undergo wear and fracture, leading to changes in the grinding wheel’s active surface over time. These changes affect both the grain size and the distribution, as well as the protrusion height of the grains.
The grinding wheel used in this study is a resin-bonded diamond cup wheel with abrasive grain sizes ranging from 100 to 200 μm. Diamond is selected as the abrasive material for its exceptional hardness, thermal conductivity, and wear resistance, making it well suited for precision grinding. The resin binder ensures that the grains are securely held while providing a compliant structure that can withstand grinding forces. For modeling purposes, the grains are assumed to be uniformly distributed across the active surface of the grinding wheel. Each grain is approximated as a spherical particle with sharp edges to simulate its cutting action and heat generation during grinding. The estimated grain density is 25 grains per mm2, calculated based on the wheel’s active surface area and average grain size. In the numerical model, the grinding wheel is treated as a rigid body due to its high stiffness and negligible deformation under normal grinding conditions. This assumption simplifies the computation while retaining the model’s validity for simulating heat generation and distribution.
For different grinding process parameters, the grinding force can be determined by the above equation which in turn determines the grinding input power and the intensity of the input heat source. For the analysis of transient heat transfer during the grinding process, the following initial conditions must be set:
where
T0 refers to the initial or ambient temperature. The boundary conditions at the free surface can be defined as follows:
where
N represents the normal vector applied to the heat flow surface, influenced by the external heat source and the convective environment.
kn is the thermal conductivity in the direction perpendicular to the surface.
q indicates the localized heat flow from the higher temperature region to the lower temperature region of the workpiece.
hc refers to the convective heat transfer coefficient.
To validate the model, this study focuses on quartz glass, a representative hard and brittle material commonly used in precision manufacturing. Quartz glass is selected due to its unique grinding mechanisms, which involve micro-deformation, micro-cracking, and micro-chip formation, making it an ideal case for demonstrating the model’s capability. By incorporating the thermal properties of quartz glass into the simulations, we demonstrate the model’s effectiveness in predicting temperature distributions during grinding. The workpiece is made of quartz glass, with dimensions of 100 mm × 100 mm × 10 mm.
Table 1 provides the thermal and physical properties of quartz glass at room temperature. A resin-bonded diamond cup wheel, with an outer diameter of 50 mm, is used for grinding. The grinding process is conducted under dry conditions. Material properties depend on temperature. Key parameters, including thermal conductivity, heat capacity, thermal diffusivity, and density are represented as functions of temperature (T). These dependencies account for the significant changes in material behavior under varying thermal conditions, particularly in high-temperature regions.
The thermal behavior during grinding is highly complex, necessitating several assumptions to simplify the numerical calculations for estimating temperature distribution in the workpiece. These assumptions include uniform and constant heat generation within the contact zone between the grinding wheel and the workpiece, with heat conduction being the sole mode of heat transfer in this region. Air convection is neglected in the contact zone but accounted for in other areas of the workpiece. The finite element model operates within a three-dimensional framework, directly simulating the heat transfer from the abrasive grains to the workpiece surface. No spatial state reduction was performed; instead, the heat flux generated by the grains follows the trochoidal trajectory directly on the three-dimensional workpiece surface. This approach assumes negligible vertical displacement of the grinding wheel relative to the workpiece, a hypothesis supported by the dominant thermal effects observed in the grinding zone. The abrasive grains are treated as rigid bodies in the simulation, reflecting their high stiffness and hardness compared to the workpiece material. The grain distribution and size remain constant throughout the simulation, as grain breakage was not included in this study.
Using the defined parameters and assumptions for the temperature field model, the numerical simulations were conducted in COMSOL Multiphysics (Version 6.2) using the Heat Transfer in Solids module. Given the complexity of the grinding process and the continuous nature of the model, an analytical solution was infeasible. Therefore, a numerical approach was employed. Temperature boundary conditions were applied to simulate heat partitioning between the grinding wheel and the workpiece. While thermal contact resistance was not explicitly modeled in this study, predefined heat partition coefficients based on empirical data were used to approximate heat flow at the interface. Heat flux boundary conditions were defined as Gaussian distributions corresponding to the localized heat input from the abrasive grains. These heat sources followed trochoidal trajectories determined by the grinding parameters.
Figure 3a shows the model of the trochoidal heat source applied to the workpiece surface. The heat flux is incrementally applied over continuous time, allowing the abrasive heat source to move across the surface following the predefined path. The governing transient heat transfer equation was solved iteratively, accounting for time-dependent heat input from the grinding process.
The mesh density is set to be highest on the grinding surface and gradually decreases as the distance from the surface increases, depending on the grinding conditions. This meshing strategy ensures both accuracy and reduced computation time. The exaggerated grid structure is shown in
Figure 3b. The cell size was determined based on a convergence study and the feasibility of the computational method.
Figure 4 illustrates the computational process for the trochoidal moving heat source. The simulations employed a direct solver with adaptive time-stepping to ensure numerical stability. Convergence criteria were set for both temperature field and heat flux, with a relative tolerance of 10
−6 to guarantee accurate results.
The accuracy of the model is significantly influenced by factors such as finite element software settings, grinding parameters, and heat source intensity. This study examines how these parameter settings affect both analytical and numerical models, following a similar approach to that found in the literature [
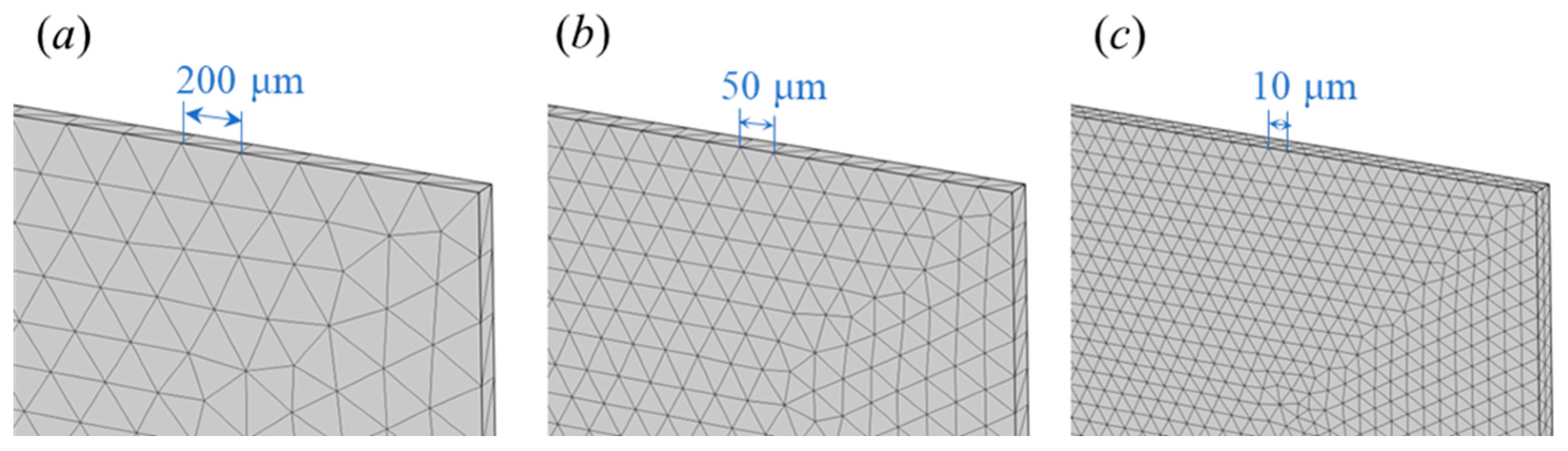
22]. The element size on the top surface of the workpiece directly impacts the smoothness of the temperature gradient and the element’s heat capacity.
Figure 5 shows the variations in temperature distribution resulting from different element size configurations. Larger element sizes introduce errors in the thermal dynamic response, while smaller sizes rapidly increase mesh partitioning, leading to a substantial file size. In this study, an element size of 10 μm is considered sufficient. The finite element model discretizes the workpiece using a structured mesh, with approximately 100,000 finite elements and 300,000 degrees of freedom. The simulations employed a time-dependent direct solver with adaptive time-stepping. The initial time step was set to 0.01 s, with a relative tolerance of 1 × 10
−6, ensuring both stability and precision. The mesh density is highest in the grinding zone to capture the localized thermal effects of the abrasive grains. Adaptive meshing techniques were used to ensure computational efficiency while maintaining accuracy in regions of steep thermal gradients. The grinding wheel is represented implicitly as a series of point heat sources that move along predefined trochoidal paths. This approach captures the thermal interactions between the tool and the workpiece without the need for explicit meshing of the wheel. Each heat source is oriented normal to the workpiece surface, simulating the dominant interaction geometry of the abrasive grains during grinding. To ensure coherence in the thermal simulation, the heat flux continuity across adjacent regions was carefully calibrated. This ensures accurate modeling of transient heat transfer from the moving heat sources to the workpiece surface.
The proposed finite element model for grinding heat analysis is designed with a general methodology that can be applied to various material types, including brittle and ductile materials. The model focuses on the heat generation and distribution induced by the abrasive heat source, without explicitly considering material-dependent mechanical properties, such as plastic deformation or fracture toughness. Instead, it centers on the thermal interactions at the grinding surface, driven by process parameters such as feed rate and spindle speed. This general approach allows for broad applicability, provided the relevant thermal and physical properties of the material are input into the simulation.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}