1. Introduction
The properties of heat-treatable aluminum alloys are primarily influenced by their precipitate state, which is governed by the aging time and temperature. During thermal exposure, the strengthening precipitates in the 2xxx and 6xxx series transform through specific sequences. While multiple transformation sequences are reported in the literature, this study uses the sequences presented below. It is worth mentioning that these sequences were also utilized in previous studies [
1,
2] focusing on the investigation of precipitation evolution and served as the basis for the current study.
For the alloy 6082 [
3,
4,
5,
6,
7]:
SSS → clusters → GP zones → needle-like β″ → rod-like β′ → plate-like β (Mg2Si) + (Si)
SSS → co-clusters → GPB2/S″ → S
The influence of aging time and temperature on the phase transitions according to these sequences is well studied and documented, as can be drawn from the mentioned papers and reviews. This process, known as static aging, does not involve deformation. However, evidence shows that plastic deformation can significantly impact the precipitation evolution and, consequently, the final precipitation state and alloy properties. For instance, the effect of plastic deformation of 3 to 10% applied prior to aging on the precipitation has been reported in [
9,
10,
11,
12,
13,
14]. These studies reveal that pre-deformation promotes heterogeneous nucleation of strengthening precipitates.
When deformation is involved, dynamic aging takes place. This process combines precipitation with plastic deformation during material processing, typically at elevated temperatures. In this context, deformation plays a crucial role in shaping the final precipitation state. However, systematic investigations into its influence remain limited. For instance, dynamic precipitation during severe plastic deformation (SPD) has been studied using equal channel angular pressing (ECAP) [
15,
16,
17,
18,
19,
20], but the reported findings are inconsistent. Some studies suggest that β′′ precipitates nucleate during SPD through a dislocation-assisted process [
16,
19], while others report the facilitated dissolution of hardening precipitates [
15,
18]. The latter occurs as dislocations shear precipitates, causing fragmentation and faster dissolution of smaller particles. Similarly, Murayama et al. [
21] observed complete θ precipitate dissolution in aged Al-Cu alloys, which belongs to the 2xxx series, during ECAP, driven by deformation rather than heat. Subsequent aging of the deformed structure led to the reformation of the stable θ phase. According to [
20], SPD induces complex precipitate evolution, including the β′′ formation, partial dissolution due to dislocation cutting, and subsequent re-formation.
Friction stir welding (FSW) can be associated with dynamic aging due to severe plastic deformation, particularly in the stir zone (SZ). Temperature and deformation gradients drive precipitation transformations across the weld zones of 6xxx and 2xxx series alloys, which have been also extensively studied and reconstructed [
22,
23,
24,
25,
26,
27,
28,
29]. However, these phase changes have been attributed to thermal cycles, while the influence of deformation was neglected. Frigaard et al. [
30] emphasized though that the high dislocation density in the SZ accelerates dissolution kinetics.
The question arises as to how the local precipitation evolution is affected by the combined influence of plastic deformation and temperature during FSW. Attempts have been made to simulate the effect of temperature on the precipitation phenomena in the FSW weld. For instance, Sato et al. [
25] sought to replicate the microstructure in various FSW zones by applying simulated thermal cycles to AA6063. By comparing the precipitation states observed after thermal simulation with those formed during welding, precipitation sequences in the softened weld region were suggested. Genevois et al. [
31] conducted thermo-compression tests to simulate the strain in the heat-affected zone (HAZ) of the 2024 alloy. Similar to the approach in [
25], the heating and cooling rates were fixed, but a 10 s holding stage at the test temperature was added. Additionally, deformation was applied continuously at different peak temperatures during this isothermal stage. Testing was conducted at temperatures below 350 °C, which are typical for the HAZ. The study demonstrated that even a small degree of plastic deformation can significantly influence the precipitation kinetics at these temperatures.
In the current study, a technique combining numerical simulation and physical modeling was developed. Thermal cycles calculated for different locations of the FSW weld were reproduced using a Gleeble instrument. The resulting precipitation state and hardness were monitored and compared with the corresponding structures and hardness observed in the FSW welds. The Gleeble experiments followed two schemes: one focused solely on the effect of temperature, while the other considered both temperature and thermally induced plastic deformation. Previous studies on precipitation in the AA6082 [
1] and AA2024 [
2] alloys during FSW provided the foundation for planning the physical simulations and served for comparison with the results obtained after FSW. These studies are referenced throughout the paper, in particular for the comparison of the precipitation states after the FSW and Gleeble tests.
The objective of this study was to independently assess the contributions of temperature and plastic deformation to the precipitation evolution in heat-treatable 6082 and 2024 alloys across different FSW zones and to qualify the extent of plastic deformation that needs to be considered in relation to temperature-induced effects on the precipitation development.
2. Materials and Methods
In this study, two wrought heat-treatable aluminum alloys, AA6082-T6 (solutionizing at 530 °C, water quenching, and artificial aging at 185–190 °C) and AA2024-T351 (solutionizing at 530 °C, water quenching, stretching 1–2%, and natural aging in air), were used. The chemical compositions of these alloys are provided in
Table 1.
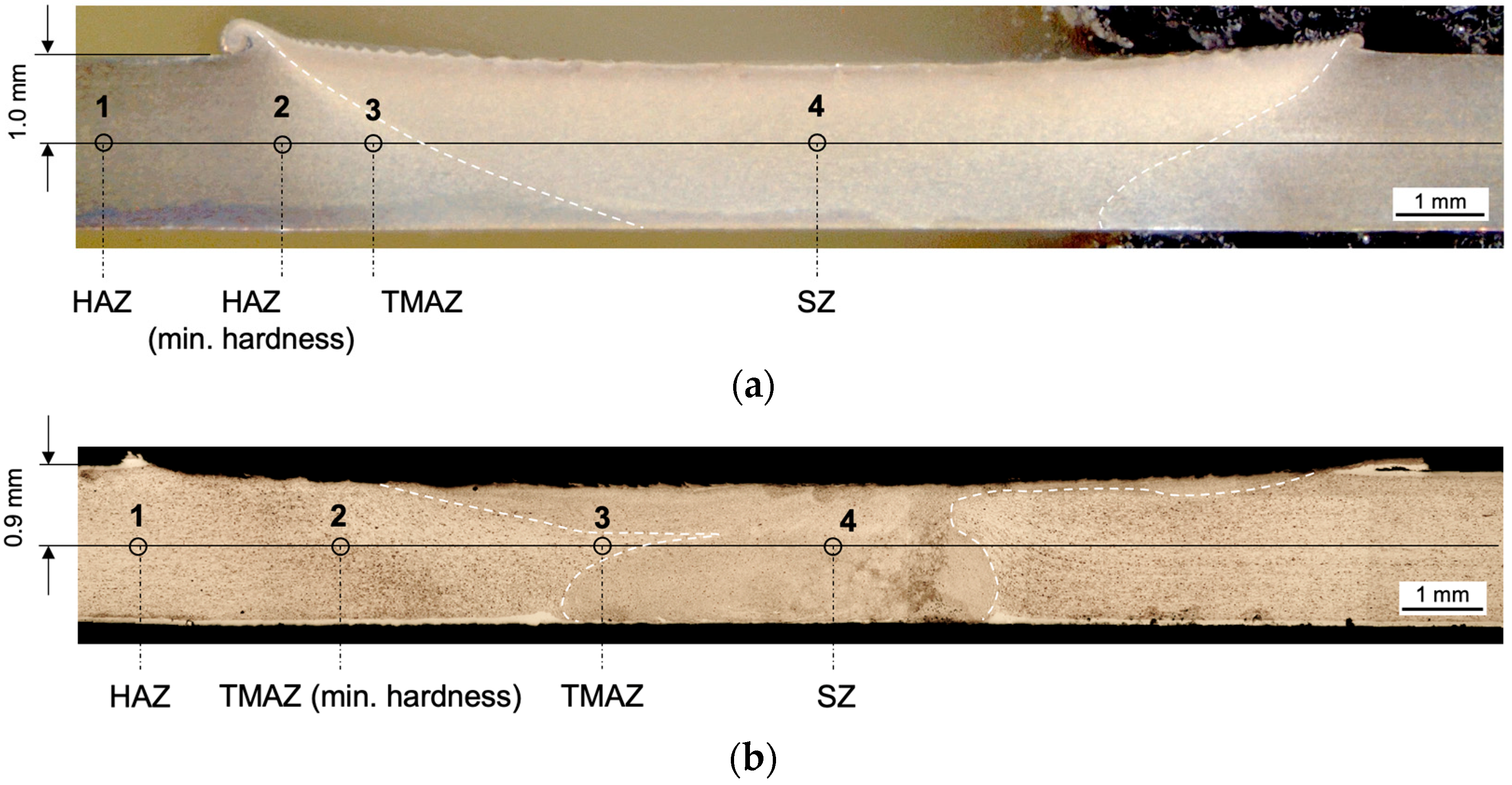
The macrographs and microhardness profiles obtained after FSW were used to select points for physical simulation with the Gleeble instrument (
Figure 1). The advancing side (AS) and retreating side (RS) were located on the right and left, respectively. The legend below the points provides information about the weld zones, while the corresponding hardness values in these points can be derived from the hardness profiles presented in the following section.
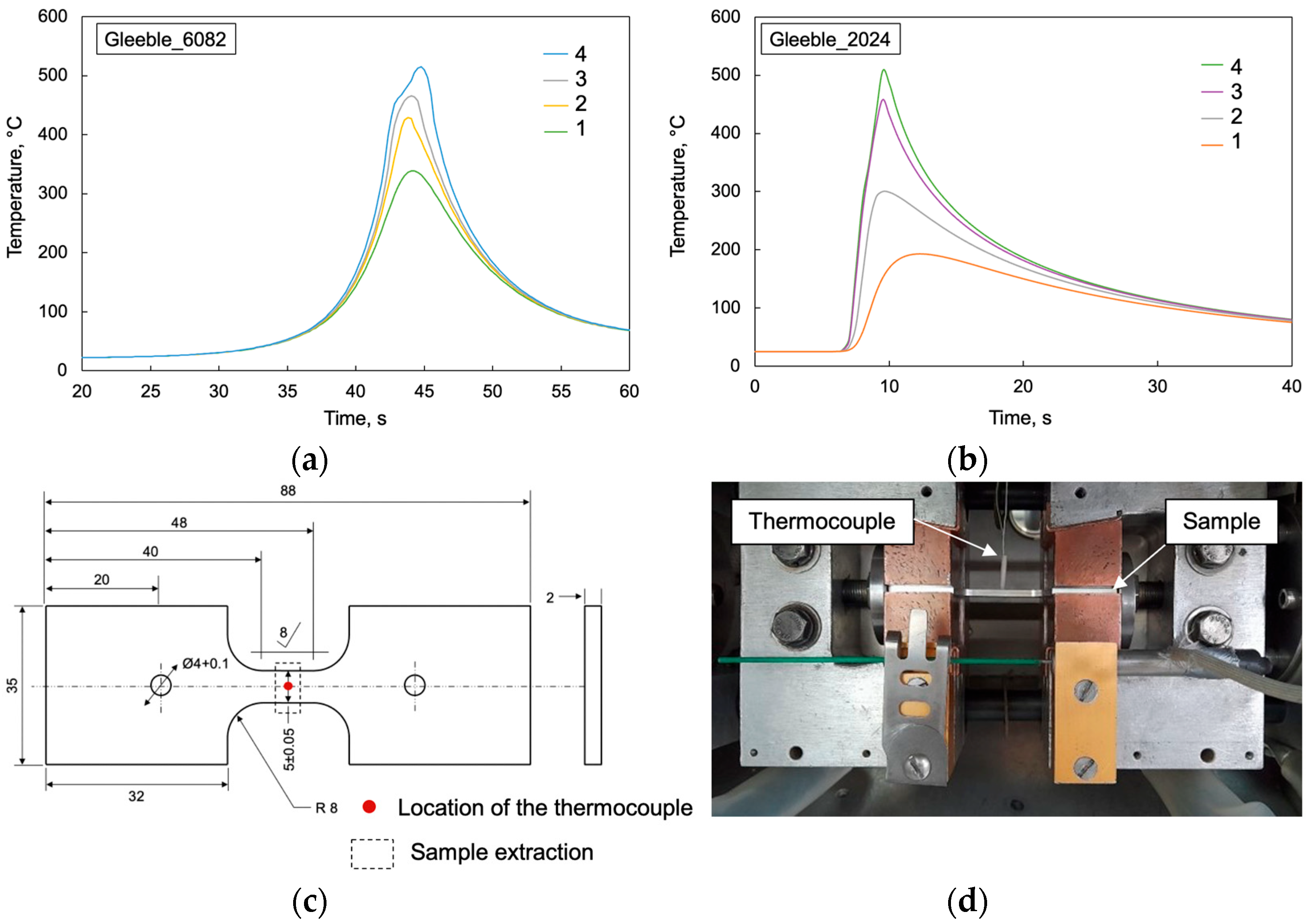
The thermal history induced in the selected points was reconstructed by numerical simulation. A description of the 3D finite element model (FEM) used for the FSW process is given in [
32]. The calculated thermal cycles were reproduced using the Gleeble instrument (see
Figure 2).
Flat test specimens were extracted from the base material sheets (
Figure 2c). The tests were performed on a Gleeble-3500 thermomechanical simulator (Dynamic Systems Inc., New York, NY, USA), equipped with a Pocket Jaw MCU system, a Low Force 5K setup, and a sensitive load gauge. Cooling during the experiments was achieved through conductive heat dissipation via the clamping jaws. Temperature monitoring was conducted using a K-type thermocouple, placed at the center of the specimens, to ensure the reproducibility of the thermal cycle, as shown in
Figure 2d.
The Gleeble experiments were run according to two schemes:
(1) A sample is rigidly fixed at one end throughout the entire thermal cycle, including both heating and cooling steps. The opposite end of the sample moves freely with the grip when the sample expands during heating and contracts during cooling. As a result, the stresses in the working zone of the sample remain zero throughout the entire experiment. This setup ensures that the material is exposed to elevated temperatures while eliminating plastic deformation. It is important to note that this scheme does not replicate the actual conditions found in the FSW weld, particularly in the HAZ. However, it allows for the elimination of plastic strain and the evaluation of temperature influence alone. The described procedure is designated as “unrestraint” and marked without index.
(2) A sample is rigidly fixed at both ends throughout the entire duration of the thermal cycle. In this setup, compressive and tensile stresses develop in the working area of the sample during the heating and cooling stages, respectively. The fixed clamping simulates the surrounding cold areas of the welded sheet, thus replicating the welding conditions more accurately than the previous setup. In this scenario, temperature and thermal stresses influence the precipitation process. It should be noted that this scheme aims to replicate the microstructure in the HAZ to assess the impact of a small amount of plastic deformation. For the TMAZ, the level of plastic deformation is considerably greater than that induced by the thermomechanical modeling, i.e., the strain induced by the welding thermal cycle only. This procedure is referred to as the “stroke” schema, and the corresponding samples are labeled with the index “s”.
The plastic strain levels induced in samples 1s and 2s were assessed by applying a well-established theoretical uniaxial bar model presented in [
33]. This model describes the stress–strain evolution of the rigidly restrained sample subjected to the welding thermal cycle by means of an ideal elastic–plastic material low. The calculated plastic strains, shown in
Table 2, illustrate the conditions of the different samples.
The samples for transmission electron microscopy (TEM) were extracted using an abrasive cutting machine under water cooling from the center of the Gleeble specimens, where the thermocouple had been placed. They were initially mechanically thinned to 100 µm, followed by electrolytic polishing using Tenupol 5 (Struers, Cleveland, OH, USA) with a reagent containing 10% perchloric acid in butoxyethanol. Ion polishing was then performed with the DuoMill (Gatan, Pleasanton, CA, USA) device. TEM observations were conducted at an operating voltage of 150 kV using a Hitachi H-800 transmission electron microscope (Hitachi, Tokyo, Japan) equipped with a tungsten filament and a Quemesa camera (Olympus, Münster, Germany).
Vickers microhardness measurements were taken on the cross-section of the Gleeble samples using a 0.980 N load (HV 0.1) for 10 s. It is important to note that both the TEM investigation and hardness measurements were conducted after at least 1 month of natural aging in order to ensure the process of natural aging was fully complete.
3. Results and Discussion
3.1. Microhardness Distribution
Figure 3 illustrates the hardness of the Gleeble-treated samples superimposed on the hardness profiles obtained after FSW for both alloys.
For the 6082 alloy, the hardness observed after physical simulation closely aligned with the microhardness profile after FSW. The hardness values of the ‘stroke’ samples (1s and 2s) were nearly identical to those of the corresponding thermally treated samples. These results suggest that the evolution of strengthening precipitates during FSW of the 6082 alloy is primarily governed by temperature.
For the 2024 samples, the hardness obtained after Gleeble treatment corresponded to that in the SZ while it exceeded the hardness measured outside the SZ of the FSW weld. A notable feature of the graph is the high hardness of sample 2 and 2s, which experienced a thermal cycle resulting in a minimum hardness in the TMAZ (145 HV vs. 129 HV after FSW). In contrast to the 6082 alloy, the ‘stroke’ samples of the 2024 alloy exhibited higher hardness compared to the corresponding thermally treated samples. This suggests that the evolution of S precipitates in the TMAZ and HAZ of the 2024 alloy is influenced by both temperature and plastic deformation.
It is important to note that the grain and subgrain structures remained unchanged after the Gleeble processing compared to the base material (BM) state of both the 6082 and 2024 alloys. This indicates that the evolution of the grain structure in the TMAZ and HAZ is influenced not by temperature alone, but by the combined effect of temperature and plastic deformation.
3.2. Precipitation Evolution in AA6082
Coarse, round particles (visible as dark spots in the TEM images) observed in all microstructures were identified as Al(Fe,Mn)Si dispersoids.
3.2.1. Stir Zone
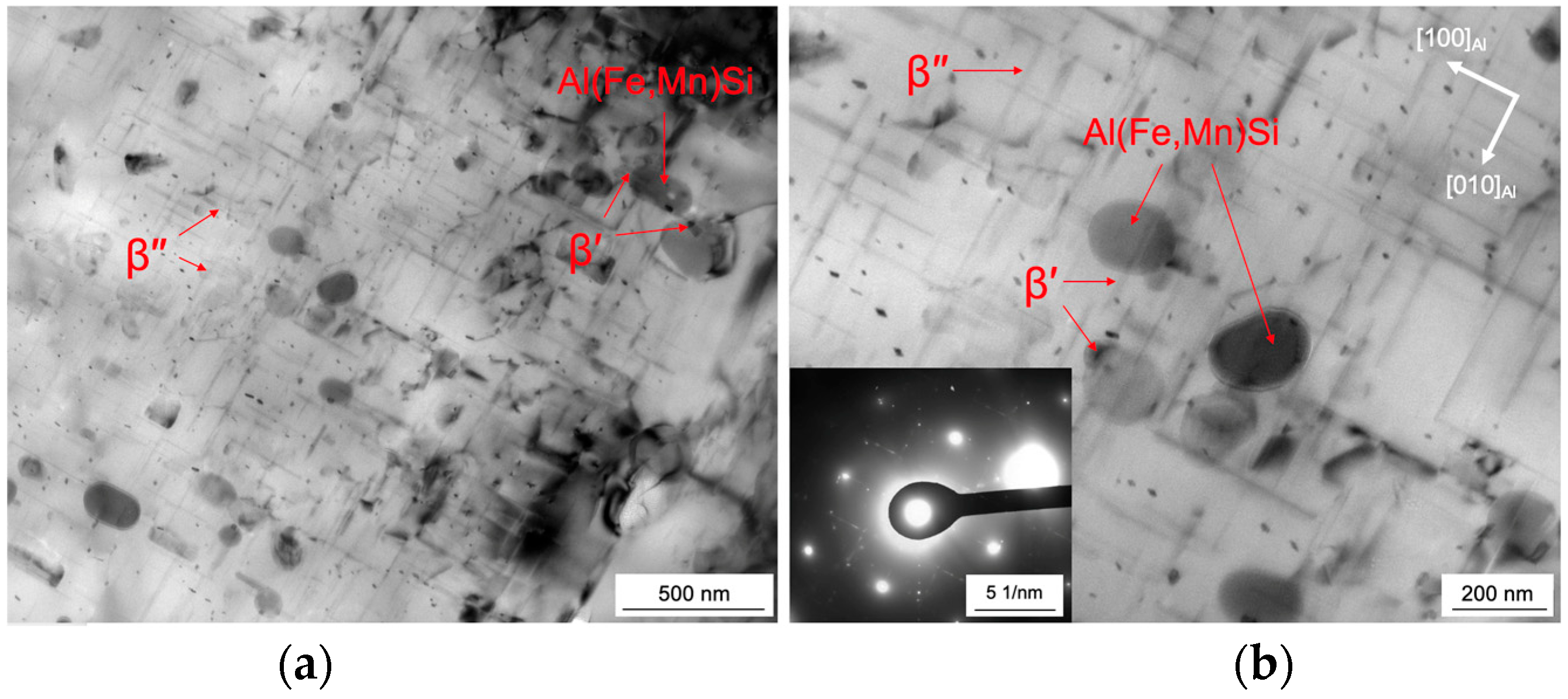
Sample 4 underwent a thermal cycle corresponding to the SZ of the FSW weld. Bright-field TEM micrographs (
Figure 4) revealed thin, needle-like β″ precipitates ranging in length from 50 to 500 nm. They were oriented along the [100]Al and [010]Al directions, while fine dots, representing end-on views of the needles, were aligned along the [001]Al direction. These β″ precipitates are the primary hardening phase in 6xxx series alloys. The SAED pattern exhibited faint β″ diffuse streaks rather than bright ones, likely due to the small size and limited quantity of the β″ phase.
Comparison with the BM in the T6 state [
1] revealed that the Gleeble test produced precipitates with lower density and larger interparticle spacing. This explains why the hardness of sample 4 (83 HV) was lower than that of the BM (120 HV), as the BM structure has the maximum β″ precipitate concentration.
Interestingly, the SZ after FSW had no β″ precipitates [
1] in contrast to the Gleeble sample. Two possible explanations could account for the presence of β″ in the Gleeble structure. One possibility is that the precipitates were only partially dissolved. However, this scenario seems unlikely, given the peak temperature of 510 °C and a dwell time of 9 s above 200 °C, which is the threshold for the β′′ dissolution. This observation aligns with the findings of Sato et al. [
25], who reported complete dissolution of precipitates during a simulated thermal cycle with a maximum temperature of 402 °C.
In this scenario, the presence of β″ precipitates is attributed to re-precipitation during cooling. However, this was not observed in the SZ of the weld, suggesting that the re-precipitation of β″ is hindered during FSW. The severe plastic deformation extensively generates dislocations within the SZ structure [
34,
35], accelerating the dissolution of the initially present precipitates. However, dynamic recrystallization consumes dislocations, thereby limiting their availability for the heterogeneous nucleation of precipitates. Furthermore, newly formed grain boundaries act as efficient sinks for solutes, depleting the matrix, while the rapid cooling rate suppresses diffusion. These combined factors create conditions that are highly unfavorable for the re-formation of precipitates.
In the Gleeble experiment, the BM structure, characterized by a high dislocation density, readily facilitated the formation of β″ precipitates during the thermal cycle, with the short cooling duration being the primary factor limiting their quantity.
The Gleeble test showed that the deformation in the SZ affects the precipitation evolution, primarily by inhibiting the reformation of precipitates. Despite this, the material in the SZ achieved the same hardness as the Gleeble-treated sample. While a small amount of fine β″ precipitates in the thermally treated material contributed to the hardness, the SZ’s hardness was increased by grain refinement, co-clusters, and GP zones.
3.2.2. TMAZ
Sample 3 was subjected to a thermal cycle corresponding to the TMAZ, with a peak temperature of ~460 °C. The hardness of this sample (87 HV) closely matched the hardness observed at the corresponding location of the weld (83 HV).
Bright-field TEM images (
Figure 5) revealed two types of precipitates, both oriented along the <100> directions of the matrix. One type consisted of needle-shaped β″ precipitates, approximately 100 nm long and 10 nm thick. The other was rod-shaped β′ precipitates, up to 300 nm in length and 15 nm in thickness. End-on views of the β″ needles and β′ rods, aligned parallel to [100]Al, appeared as dark dots a few nanometers in size. The β′ particles were found to be pinned to Al(Fe,Mn)Si dispersoids or at the interaction points between dislocations and dispersoids, suggesting a dislocation-assisted nucleation mechanism. The SAED pattern showed typical diffuse streaks, confirming the presence of both precipitate types.
At the peak temperature of 460 °C, all β″ precipitates dissolved, and the solute atoms recombined to form β″ and β′ precipitates as the material cooled. The slightly higher hardness of sample 3 is likely due to the lower quantity of β′ particles, as no additional dislocations were introduced during the Gleeble test.
In the TMAZ, the material transitions into a solutionized α-phase by the end of the heating phase. Upon cooling, β′ precipitates begin to form, but the cooling rate favors β″ precipitation. The dislocation-assisted formation of β′ was observed in sample 3. The welding process causes intense plastic deformation in the TMAZ, which promotes the formation and growth of β′ at the newly formed subgrain boundaries and dislocations, although the amount of β′ remains relatively small. Therefore, it can be concluded that the thermal cycle plays a decisive role in determining the ratio between the formed β″ and β′ phases in the TMAZ.
3.2.3. HAZ
Samples 2 and 2s underwent a thermal cycle that produced the hardness minimum of 68 HV in the HAZ of the FSW weld. All hardness values were nearly identical, suggesting a comparable precipitation state.
Bright-field TEM micrographs of sample 2 (
Figure 6) revealed an abundance of β′ rods and fine β″ needles with the dimensions of 5 nm × 50 nm aligned in the <001> matrix directions. Although β″ precipitates were present in the structure, the β′ phase dominated significantly in quantity. The characteristic streaks in the SAED confirmed the presence of both metastable phases. This microstructural state corresponded to a hardness of 74 HV.
The primary characteristic at the location of the hardness minimum in the FSW weld was the extensive presence of coarse β′ precipitates. This aligns well with the interpretation of the Gleeble experiment conducted with sample 2.
The simulated weld thermal cycle test revealed that the most significant precipitation of β′ occurred after the dissolution of initial β′′ precipitates upon heating to 425 °C, a condition also encountered during welding. This observation is consistent with findings by Myhr et al. in the study [
36], where a hardness minimum was reported at a peak temperature of approximately 430 °C. The comparable hardness of samples 2 and 2s indicates that thermally induced strain had no impact on the precipitation state. Based on this, one can conclude that the β″ → β′ transition is solely driven by the thermal cycle, and it is responsible for the hardness minimum in the HAZ of the 6082 alloy.
The behavior of samples 1 and 1s further supports this trend. Due to the lower peak temperature of 340 °C, fewer β″ precipitates dissolved compared to samples 2 and 2s. A small amount of β′ formation in sample 1s might occur due to a dislocation-assisted mechanism. However, this process is significantly restricted by the limited dissolution of β′′ precipitates into the saturated solid solution. The strain induced at this temperature in sample 1s was negligible and insufficient to influence precipitation transformations. This finding also applies to the corresponding location in the FSW weld.
Collectively, the evidence indicates that extensive β′ formation is primarily governed by the thermal cycle, with no impact from plastic deformation. Similarly, in the HAZ regions adjacent to the boundary with the base material, low deformation grade has no significant effect on precipitation evolution.
3.3. Precipitation Evolution in AA2024
In all the described microstructures, uniformly dispersed particles up to 350 nm in size were observed as dark, irregularly shaped spots in the TEM images. The EDS spectrum of these particles exhibited prominent peaks for Al, Cu, and Mn, indicating that they are T-dispersoids with the composition Al
20Cu
2Mn
3 [
8,
37].
3.3.1. Stir Zone
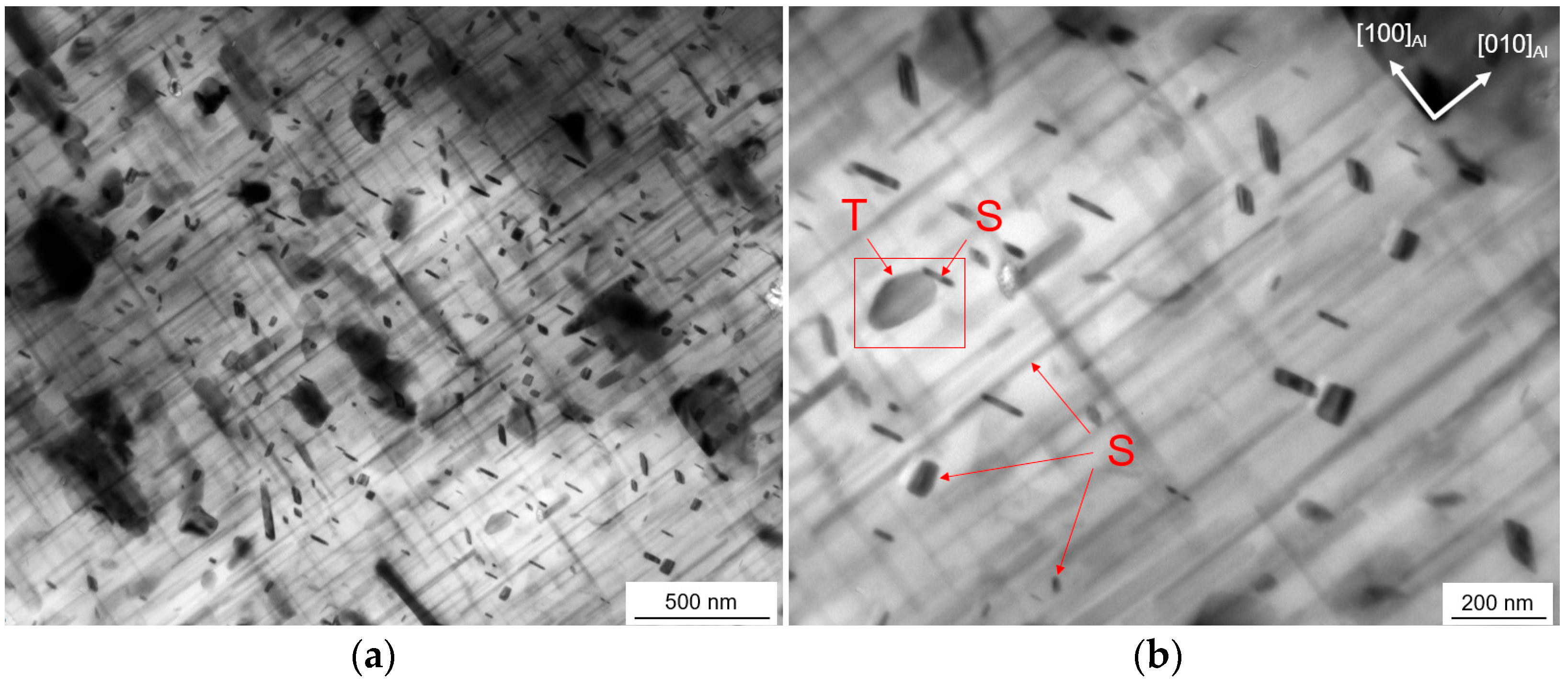
Sample 4 underwent the thermal cycle corresponding to the SZ, and the resulting microstructure is shown in
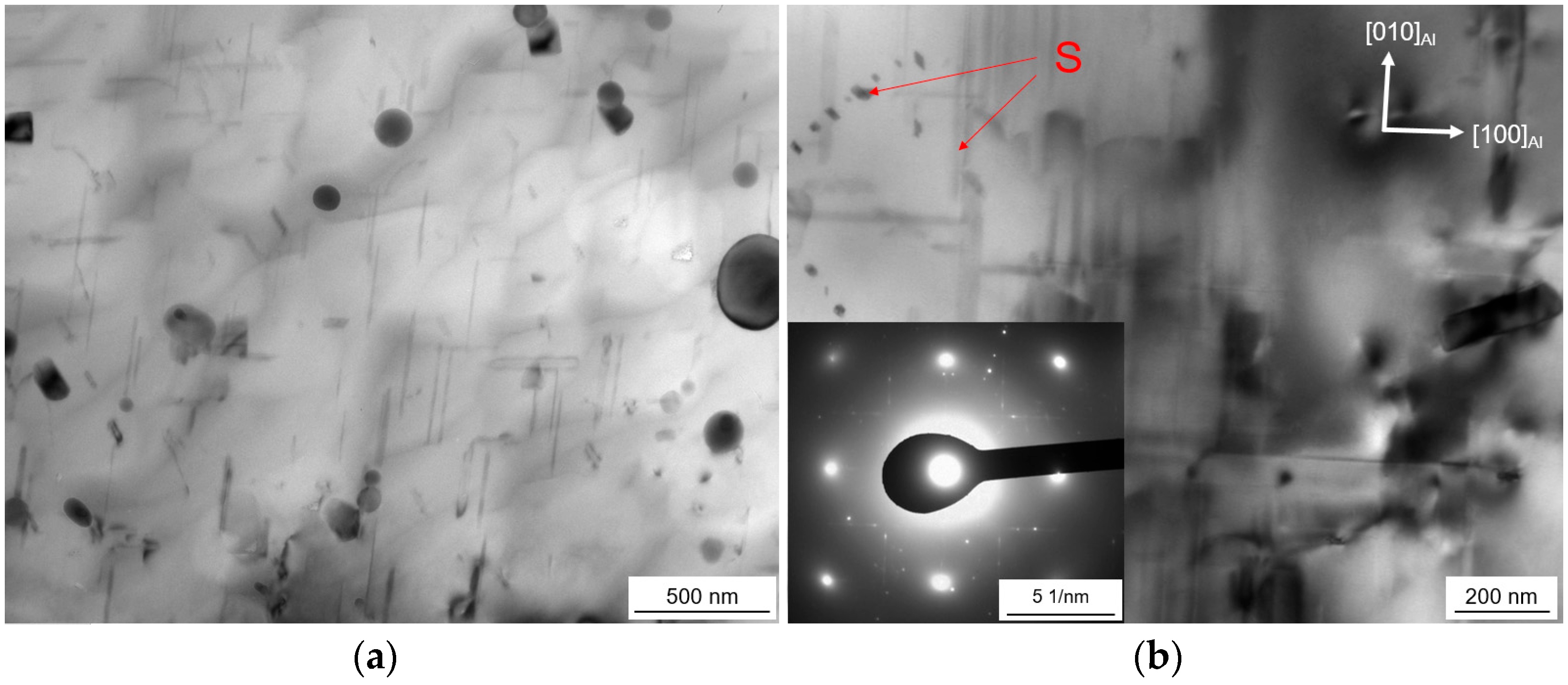
Figure 7. The dominant feature of the microstructure consists of lath- and needle-like particles uniformly distributed within the Al matrix and oriented along its [100] and [010] directions. These particles measure up to 20 nm in diameter and extend up to 300 nm in length. Rod-shaped and rectangular-shaped precipitates, approximately 10 nm × 50 nm and 50 nm × 60 nm in size, were observed as end-on projections of the needles and laths, respectively, since they were aligned perpendicular to the viewing direction.
All evidence suggests that these precipitates correspond to the S phase, most likely the S′(S) variant. Some of these precipitates were associated with T-dispersoids, as highlighted by the red box in
Figure 7. This observation is consistent with previous studies on the 2024 alloy [
38,
39].
The microstructure of sample 4 differs significantly from the base material, where thin S-phase needles predominated [
2]. The values were 153 and 145 HV, respectively. After the Gleeble test, the thickness of the needles increased, indicating that the S precipitates coarsened after fully dissolving during heating to 500 °C. Notably, the hardness of the thermally treated material exceeded that of the base material (
Figure 3b). This means that large S precipitates provide more strengthening compared to thinner, shorter precipitates.
Now, we compare the precipitation structure of sample 4 with that in the SZ [
2]. In the Gleeble sample, the S precipitates exhibited a periodic arrangement with overlapping particles spaced approximately 60 nm apart. In contrast, the SZ exhibited randomly distributed, larger precipitates. The thermal cycle caused the complete dissolution and re-precipitation of S phases in both the SZ and the Gleeble sample, but the final precipitation structures were different. The key difference was the dislocation state.
The base material used for the Gleeble test contained a uniform and dense network of dislocations [
2]. It facilitated the nucleation of thin precipitates with reduced interparticle spacing, which was more effective in strengthening the matrix compared to the base material state. This beneficial impact of pre-deformation on the precipitation distribution has been highlighted in several studies [
40,
41,
42].
During FSW, the structure in the SZ completely evolved. Newly introduced dislocations are largely consumed during the formation of subgrains and grains, resulting in reduced dislocation density. Consequently, S precipitates nucleated randomly at the subgrain boundaries and dispersoids and coarsened. This outlines that the thermal cycle alone does not determine the final precipitation structure in the SZ of the 2024 alloy. Instead, the process of dynamic recrystallization dictates the conditions for the re-precipitation of the S phase.
The higher volume fraction and density of S precipitates in the Gleeble-treated material contribute more significantly to strengthening compared to the SZ. However, both materials achieve similar hardness, as grain refinement in the SZ provides additional strengthening along with co-clusters.
3.3.2. TMAZ
Samples 2 and 2s exhibited a hardness of 145 and 150 HV, respectively, despite undergoing a thermal cycle that resulted in a hardness minimum of 130 HV in the FSW profile. Given their comparable hardness, the images of sample 2s are presented below.
Figure 8 shows bright-field TEM micrographs with the SAED patter of sample 2s. Needle-shaped S precipitates were observed along the [100]Al and [010]Al directions, measuring approximately 15 nm in thickness and up to 350 nm in length. The SAED analysis confirmed the presence of the S phase. The observed particle morphology, combined with literature data [
41], suppose that these precipitates are the GPB2/S′′ phases.
The most interesting finding from this test series is that the fine precipitate structure of sample 2s differed significantly from the precipitation state observed in the TMAZ of the FSW joint. In the TMAZ, coarse rod- and plate-shaped S particles caused the maximum softening of the material. Based on the reconstructed precipitation sequence, all metastable precipitates dissolve when heated to a peak temperature of 300 °C, followed by the re-precipitation and growth of S particles [
2]. Considering the thermal impact, the same is applicable to the evolution during the Gleeble thermal cycle, except for coarsening of the S precipitates. The well-developed dislocation network in the initial structure ensured a uniform distribution of the newly formed precipitates but did not promote coarsening.
It is believed that the plastic strain accumulated during the processing of sample 2s introduced additional dislocation structures, which, in turn, promoted the formation of more S precipitates. This could explain the slightly higher hardness of sample 2s compared to the thermally simulated sample 2. However, the precipitation structure of sample 2s was not overaged, as seen in the TMAZ, due to different degrees of deformation. The total thermally induced strain in sample 2s, calculated using an ideal elastic–plastic hardening model, was approximately 10 × 10
−3. While this is not negligible, the plastic deformation in the TMAZ was larger since it was sufficient to deform some grains and generate recrystallized grains even at a significant distance from the border between the SZ and the TMAZ [
2]. It appears that the large number of dislocations generated by plastic deformation, along with new subgrain boundaries, served as nucleation sites for the S precipitates, and actively promoted their growth through the movement of dislocation and solute atoms.
Interestingly, in the study by Genevois et al. [
31], a thermal cycle with a peak temperature of approximately 300 °C was also simulated as it resulted in a hardness decrease in the HAZ, but not a minimum as in the current study. Unlike our test, the microstructure at the corresponding location of the FSW weld was well reproduced by a thermo-mechanical treatment implying 10 s at 300 °C with 10% plastic deformation. This difference can likely be attributed to the thermal cycle in our study being applied in the TMAZ, where the effect of deformation on the precipitation state is evidently more pronounced compared to the HAZ examined in [
31]. Consequently, the Gleeble test in this study was unable to replicate the precipitation structure in the corresponding location of the FSW weld.
An important conclusion drawn by Genevois et al. [
31] was that even a small amount of plastic deformation (10%) accelerates the precipitation kinetics in alloy 2024 within the temperature range of 250–300 °C, which is associated with the HAZ. Interestingly, this effect was found to be negligible at 350 °C. The explanation lies in the role of dislocations as nucleation sites. This conclusion is further supported by the findings of this work, where Gleeble simulations showed that severe plastic deformation in the TMAZ plays a critical role in determining the final precipitation state of the 2024 alloy.
3.3.3. HAZ
The hardness of sample 1s was 155 HV, which was the highest value among all simulated samples, followed by sample 1 with the slightly lower hardness of 150 HV.
The image of sample 1s revealed the presence of fine S needles, approximately 10 nm thick and 200 nm long (
Figure 9). In addition, there were lath-like precipitates with a thickness of around 20 nm. Particles with a rectangular cross-section were acicular S precipitates observed along the [001]Al direction. The average distance between separate precipitates was approximately 230 nm. Although SAED did not show bright streaks corresponding to the S phase, its presence was evident.
The structure of sample 1s is characterized by precipitates with a higher density and larger size compared to sample 2s. This can be attributed to the lower peak temperature of 190 °C applied, which likely preserved some initially present particles, allowing them to grow. Furthermore, after the thermomechanical simulation, the precipitates in sample 1s changed compared to the base material state. The S precipitates became thicker and shorter, and their density decreased significantly, with a greater distance between separate particles. This suggests the coalescence of precipitates.
Two questions arise from these observations. The first question concerns the higher hardness of sample 1s compared to sample 1. Analysis of the stress–strain behavior revealed that a plastic strain on the order of 1.85 × 10
−3 was accumulated at the peak temperature of 190 °C. This level of deformation evidently influenced the precipitation state, particularly by promoting the coalescence of S precipitates. It is worth highlighting the conclusion by Genevois et al. [
31], who observed that the influence of deformation is apparent even at temperatures as low as 200 °C. The findings of this study confirm that such effects must be carefully considered when characterizing precipitation evolution near the HAZ. In this context, an important discussion raised in the study [
31] concerns the definition of the TMAZ and HAZ. The current Gleeble test demonstrated that thermally induced strain accumulated in the HAZ can significantly affect the final precipitation structure, suggesting that such regions may need to be reclassified as part of the TMAZ.
The second question relates to the higher hardness observed in samples 1 and 1s compared to the FSW profile. It seems that the FSW welding cycle did not fundamentally alter the precipitation state relative to the base material but instead led to the dissolution of GPB zones. This phenomenon widely explains the second hardness reduction observed in the HAZ [
43,
44,
45,
46]. According to the reconstructed sequence in [
2], the peak temperature of 190 °C during FSW caused the dissolution of existing GPB zones due to prolonged exposure above 80 °C without their re-formation upon cooling and only partial dissolution of metastable S particles, given their dissolution threshold of 180 °C.
In the Gleeble test, the GPB zones would also have dissolved since the material underwent the same thermal cycle. This could further contribute to the coarsening of S precipitates. The resulting precipitation structure in the Gleeble samples strengthened the material more effectively than the fine metastable S needles present in the base material. This raises the question of why the precipitation structure in the HAZ differs from that observed in the Gleeble samples, particularly in sample 1s, which experienced processing conditions similar to those of real FSW. Although the reason for this discrepancy remains unclear, it shows that even small deformations influence the precipitation state. This logically leads to the question of further studies that consider not only the degree of plastic deformation but also the dimensionality of the deformation state.
4. Conclusions
The current paper presented results from an approach that has been designed to distinguish the effect of the temperature and plastic deformation on the precipitation development in AA6082-T6 and AA2024-T351 during FSW. The two base materials were exposed to either thermal or thermo-mechanical influence of welding temperature cycles according to two schemes to obtain various microstructures. These were then compared with the corresponding structures observed in the FSW zones in order to analyze the differences. The following conclusions have been made based on these observations:
Alloy 6082:
In the base material of 6082 in T6 temper, the maximum amount of β″ precipitates is present due to artificial aging. Severe plastic deformation in the stir zone accelerates the dissolution of these precipitates, but lack of dislocations as nucleation sites suppresses their re-precipitation upon cooling.
The thermal cycle in the thermo-mechanically affected zone governs the precipitation transformation, so that the deformation due to the welding thermal cycle seems to have a negligible effect on this evolution.
In the heat-affected zone, at the location of the hardness minimum, massive formation of the β′ phase is mainly driven by temperature, so that the effect of deformation can be neglected. Throughout the HAZ, as one moves toward the base material, β″ precipitates gradually dissolve. Simultaneously, the strain-induced formation of the β′ particles occurs. However, considering the insignificant fraction of the formed β′ precipitates, the influence of plastic deformation caused by the welding thermal cycle can be dropped.
Alloy 2024:
The initial T351 temper ensures the introduction of a high number of fine S precipitates along with a developed network of dislocations. In the stir zone, a low density of the structural defects in the final structure leads to the occurrence of a small amount of coarse S precipitates instead of a dense structure of fine precipitates formed by the thermal cycle.
Plastic deformation in the thermo-mechanically affected zone accumulates dislocations and subgrain boundaries which speed up coarsening of precipitates.
The precipitation evolution in the heat-affected zone requires the consideration of a moderate amount of deformation in the temperature range of 250–350 °C. However, the mechanism of this influence remains indistinct.
It is worth noting that heat-treatable aluminum alloys are very sensitive to the chemical analysis and initial temper condition when it comes to the precipitation kinetics. For instance, the excess of Si or the addition of Cu in 6xxx series can lead to the formation of new phases [
47,
48]. Similarly, the Cu/Mg ratio in 2xxx series has a decisive role in the determination of which hardening phase will form [
8]. Moreover, the alloy chemistry and temper influence the post-weld natural aging response [
24,
49] that determines the final precipitation state. This means that the transformations of precipitates along the weld during FSW can significantly vary depending on an alloy and its temper condition. It explains that evidence reported in the literature can differ. Therefore, the results obtained in this study cannot be applied to all alloys equally; they aimed at the better understanding of complex precipitation phenomenon taking place in the vicinity of the FSW weld, considering both the following factors: temperature and deformation.
Author Contributions
Conceptualization, I.M., A.N., N.D. and V.M.; methodology, I.M., A.N. and N.D.; validation I.M., A.N., N.D. and V.M.; formal analysis, I.M., A.N. and N.D.; investigation, I.M., A.N. and N.D.; resources, I.M., A.N., N.D. and V.M.; data curation, I.M., A.N. and N.D.; writing—original draft preparation, I.M. and N.D.; writing—review and editing, I.M., A.N. and N.D.; visualization, I.M. and N.D.; supervision, A.N. and V.M.; project administration, I.M., A.N. and V.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data can be provided upon request by the authors.
Acknowledgments
The authors acknowledge Aleksandra Królicka, Department of Metal Forming, Welding, and Metrology, Wroclaw University of Science and Technology (Poland), for providing the TEM images and support in interpreting the results.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Morozova, I.; Królicka, A.; Obrosov, A.; Yang, Y.; Doynov, N.; Weiß, S.; Michailov, V. Precipitation phenomena in impulse friction stir welded 2024 aluminium alloy. Mater. Sci. Eng. A 2022, 852, 143617. [Google Scholar] [CrossRef]
- Morozova, I.; Obrosov, A.; Naumov, A.; Królicka, A.; Golubev, I.; Bokov, D.O.; Doynov, N.; Weiß, S.; Michailov, V. Impact of Impulses on Microstructural Evolution and Mechanical Performance of Al-Mg-Si Alloy Joined by Impulse Friction Stir Welding. Materials 2021, 14, 347. [Google Scholar] [CrossRef] [PubMed]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Burger, G.B.; Gupta, A.K.; Jeffrey, P.W.; Lloyd, D.J. Microstructural Control of Aluminum Sheet Used in Automotive Applications. Mater. Charact. 1995, 35, 23–39. [Google Scholar] [CrossRef]
- Takeda, M.; Ohkubo, F.; Shirai, T.; Fukui, K. Stability of metastable phases and microstructures in the ageing process of Al–Mg–Si ternary alloys. J. Mater. Sci. 1998, 33, 2385–2390. [Google Scholar] [CrossRef]
- Dutta, I.; Allen, S.M. A calorimetric study of precipitation in commercial aluminium alloy 6061. J. Mater. Sci. Lett. 1991, 10, 323–326. [Google Scholar] [CrossRef]
- Jacobs, M.H. The structure of the metastable precipitates formed during ageing of an Al-Mg-Si alloy. Philos. Mag. 1972, 26, 1–13. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Precipitates and intermetallic phases in precipitation hardening Al-Cu-Mg-(Li) based alloys. Int. Mater. Rev. 2005, 50, 193–215. [Google Scholar] [CrossRef]
- Chbihi, A.; Vincent, S.; Ribis, J.; Toffolon-Masclet, C.; Garnier, J. Influence of plastic deformation on the precipitation sequence in an AA6061 alloy. J. Mater. Sci. 2017, 52, 6063–6073. [Google Scholar] [CrossRef]
- Teichmann, K.; Marioara, C.D.; Andersen, S.J.; Pedersen, K.O.; Gulbrandsen-Dahl, S.; Kolar, M.; Holmestad, R.; Marthinsen, K. HRTEM study of the effect of deformation on the early precipitation behaviour in an AA6060 Al-Mg-Si alloy. Philos. Mag. 2011, 91, 3744–3754. [Google Scholar] [CrossRef]
- Yassar, R.S.; Field, D.P.; Weiland, H. The effect of predeformation on the β″ and β′ precipitates and the role of Q′ phase in an Al-Mg-Si alloy AA6022. Scr. Mater. 2005, 53, 299–303. [Google Scholar] [CrossRef]
- Huang, Y.J.; Chen, Z.G.; Zheng, Z.Q. A conventional thermo-mechanical process of Al-Cu-Mg alloy for increasing ductility while maintaining high strength. Scr. Mater. 2011, 64, 382–385. [Google Scholar] [CrossRef]
- Guía-Tello, J.C.; Garay-Reyes, C.G.; Ruiz-Esparza-Rodríguez, M.A.; García-Hernández, L.J.; Aguilar Santillán, J.; Estrada-Guel, I.; Martínez-Sánchez, R. Effect of plastic deformation on the precipitation reaction in 2024 alloys. Mater. Chem. Phys. 2021, 271, 124927. [Google Scholar] [CrossRef]
- García-Hernández, J.L.; Garay-Reyes, C.G.; Gómez-Barraza, I.K.; Ruiz-Esparza-Rodríguez, M.A.; Gutiérrez-Castañeda, E.J.; Estrada-Guel, M.I. Influence of plastic deformation and Cu/Mg ratio on the strengthening mechanisms and precipitation behavior of AA2024 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 5471–5475. [Google Scholar] [CrossRef]
- Tsai, M.S.; Sun, P.L.; Kao, P.W.; Chang, C.P. Influence of severe plastic deformation on precipitation hardening in an Al-Mg-Si Alloy: Microstructure and mechanical properties. Mater. Trans. 2009, 50, 771–775. [Google Scholar] [CrossRef]
- Roven, H.J.; Liu, M.; Werenskiold, J.C. Dynamic precipitation during severe plastic deformation of an Al-Mg-Si aluminium alloy. Mater. Sci. Eng. A 2008, 483–484, 54–58. [Google Scholar] [CrossRef]
- Mirzakhani, B. Combination of sever plastic deformation and precipitation hardening processes affecting the mechanical properties in Al-Mg-Si alloy. Mater. Des. 2015, 68, 127–133. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Muñoz-Morris, M.A.; Morris, D.G. The effect of coarse second-phase particles and fine precipitates on microstructure refinement and mechanical properties of severely deformed Al alloy. Mater. Sci. Eng. A 2005, 394, 399–410. [Google Scholar] [CrossRef]
- Cai, M.; Field, D.P.; Lorimer, G.W. A systematic comparison of static and dynamic ageing of two Al-Mg-Si alloys. Mater. Sci. Eng. A 2004, 373, 65–71. [Google Scholar] [CrossRef]
- Cabibbo, M. Influence of Severe Plastic Deformations on Secondary Phase Precipitation in a 6082 Al-Mg-Si Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 1353–1364. [Google Scholar] [CrossRef]
- Murayama, M.; Horita, Z.; Hono, K. Microstructure of two-phase Al-1.7 at% Cu alloy deformed by equal-channel angular pressing. Acta Mater. 2001, 49, 21–29. [Google Scholar] [CrossRef]
- Gallais, C.; Denquin, A.; Bréchet, Y.; Lapasset, G. Precipitation microstructures in an AA6056 aluminium alloy after friction stir welding: Characterisation and modelling. Mater. Sci. Eng. A 2008, 496, 77–89. [Google Scholar] [CrossRef]
- Simar, A.; Bréchet, Y.; de Meester, B.; Denquin, A.; Pardoen, T. Microstructure, local and global mechanical properties of friction stir welds in aluminium alloy 6005A-T6. Mater. Sci. Eng. A 2008, 486, 85–95. [Google Scholar] [CrossRef]
- Dong, P.; Sun, D.; Li, H. Natural aging behavior of friction stir welded 6005A-T6 aluminum alloy. Mater. Sci. Eng. A 2013, 576, 29–35. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S. Microstructural Evolution of 6063 Aluminum during Friction-Stir Welding. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 2429–2437. [Google Scholar] [CrossRef]
- Kalinenko, A.; Kim, K.; Vysotskiy, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure-strength relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2020, 793, 139858. [Google Scholar] [CrossRef]
- Dong, P.; Li, H.; Sun, D.; Gong, W.; Liu, J. Effects of welding speed on the microstructure and hardness in friction stir welding joints of 6005A-T6 aluminum alloy. Mater. Des. 2013, 45, 524–531. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F. Precipitation and grain refinement in a 2195 Al friction stir weld. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2006, 37, 3593–3604. [Google Scholar] [CrossRef]
- Chen, Y.C.; Feng, J.C.; Liu, H.J. Precipitate evolution in friction stir welding of 2219-T6 aluminum alloys. Mater. Charact. 2009, 60, 476–481. [Google Scholar] [CrossRef]
- Frigaard, Ø; Grong, Ø; Midling, O.T. A process model for friction stir welding of age hardening aluminum alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2001, 32, 1189–1200. [Google Scholar] [CrossRef]
- Genevois, C.; Fabrègue, D.; Deschamps, A.; Poole, W.J. On the coupling between precipitation and plastic deformation in relation with friction stir welding of AA2024 T3 aluminium alloy. Mater. Sci. Eng. A 2006, 441, 39–48. [Google Scholar] [CrossRef]
- Golubev, I. Model for Heat Generation, Temperature Distribution and Contact Condition in Friction Stir Welding and Impulse Friction Stir Welding; Shaker Verlag: Düren, Germany, 2002. [Google Scholar]
- Michailov, V.; Karkhin, V.; Petrov, P. Principles of Welding; Polytechnic University Publication: St. Petersburg, Russia, 2016; p. 283. [Google Scholar]
- Buffa, G.; Hua, J.; Shivpuri, R.; Fratini, L. A continuum based FEM model for friction stir welding—Model development. Mater. Sci. Eng. A 2006, 419, 389–396. [Google Scholar] [CrossRef]
- Heurtier, P.; Jones, M.J.; Desrayaud, C.; Driver, J.H.; Montheillet, F.; Allehaux, D. Mechanical and thermal modelling of Friction Stir Welding. J. Mater. Process. Technol. 2006, 171, 348–357. [Google Scholar] [CrossRef]
- Myhr, O.R.; Grong, Ø. Process modelling applied to 6082-T6 aluminium weldments—I. Reaction kinetics. Acta Metall. Mater. 1991, 39, 2693–2702. [Google Scholar] [CrossRef]
- Shen, Z.; Liu, C.; Ding, Q.; Wang, S.; Wie, X.; Chen, L.; Li, J.; Zhang, Z. The structure determination of Al20Cu2Mn3 by near atomic resolution chemical mapping. J. Alloys Compd. 2014, 601, 25–30. [Google Scholar] [CrossRef]
- Olea, C.W. Influence of Energy Input in Friction Stir Welding on Structure Evolution and Mechanical Behaviour of Precipitation-Hardening in Aluminium Alloys (AA2024-T351, AA6013-T6 and Al-Mg-Sc); Ruhr-Universität Bochum: Bochum Germany, 2008. [Google Scholar]
- Wang, S.C.; Lefebvre, F.; Yan, J.L.; Sinclair, I.; Starink, M.J. VPPA welds of Al-2024 alloys: Analysis and modelling of local microstructure and strength. Mater. Sci. Eng. A 2006, 431, 123–136. [Google Scholar] [CrossRef]
- Shih, H.C.; Ho, N.J.; Huang, J.C. Precipitation behaviors in Al-Cu-Mg and 2024 aluminum alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 2479–2494. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J.; Gao, N. Precipitation hardening in Al-Cu-Mg alloys revisited. Scr. Mater. 2006, 54, 287–291. [Google Scholar] [CrossRef]
- Gao, N.; Davin, L.; Wang, S.; Cerezo, A.; Starink, M.J. Precipitation in stretched Al-Cu-Mg alloys with reduced alloying content studied by DSC, TEM and atom probe. Mater. Sci. Forum 2002, 396–402, 923–928. [Google Scholar] [CrossRef]
- Genevois, C.; Deschamps, A.; Denquin, A.; Doisneau-Cottignies, B. Quantitative investigation of precipitation and mechanical behaviour for AA2024 friction stir welds. Acta Mater. 2005, 53, 2447–2458. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.L.; Ma, Z.Y. Hardness recovery mechanism in the heat-affected zone during long-term natural aging and its influence on the mechanical properties and fracture behavior of friction stir welded 2024Al-T351 joints. Acta Mater. 2014, 73, 227–239. [Google Scholar] [CrossRef]
- Heurtier, P.; Jones, M.J.; Desrayaud, C.; Driver, J.H.; Montheillet, F. Thermomechanical conditions and resultant microstructures in friction stir welded 2024 aluminum. Mater. Sci. Forum 2003, 426–432, 2927–2932. [Google Scholar] [CrossRef]
- Jones, M.J.; Heurtier, P.; Desrayaud, C.; Montheillet, F.; Allehaux, D.; Driver, J.H. Correlation between microstructure and microhardness in a friction stir welded 2024 aluminium alloy. Scr. Mater. 2005, 52, 693–697. [Google Scholar] [CrossRef]
- Matsuda, K.; Sakaguchi, Y.; Miyata, Y.; Sato, T.; Kamio, A. Precipitation sequence of various kinds of metastable phases in Al-1.0mass% Mg2Si-0.4mass% Si alloy. J. Mater. Sci. 2000, 35, 179–189. [Google Scholar] [CrossRef]
- Ding, L.; Jia, Z.; Zhang, Z.; Sanders, R.E.; Liu, Q.; Yang, G. The natural aging and precipitation hardening behaviour of Al-Mg-Si-Cu alloys with different Mg/Si ratios and Cu additions. Mater. Sci. Eng. A 2015, 627, 119–126. [Google Scholar] [CrossRef]
- Hossfeld, M. Time-dependency of mechanical properties and component behavior after friction stir welding. Int. J. Adv. Manuf. Technol. 2019, 102, 2297–2305. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}