
Chatter Detection in Thin-Wall Milling Based on Multi-Sensor Fusion and Dual-Stream Residual Attention CNN


Abstract
1. Introduction
- (1)
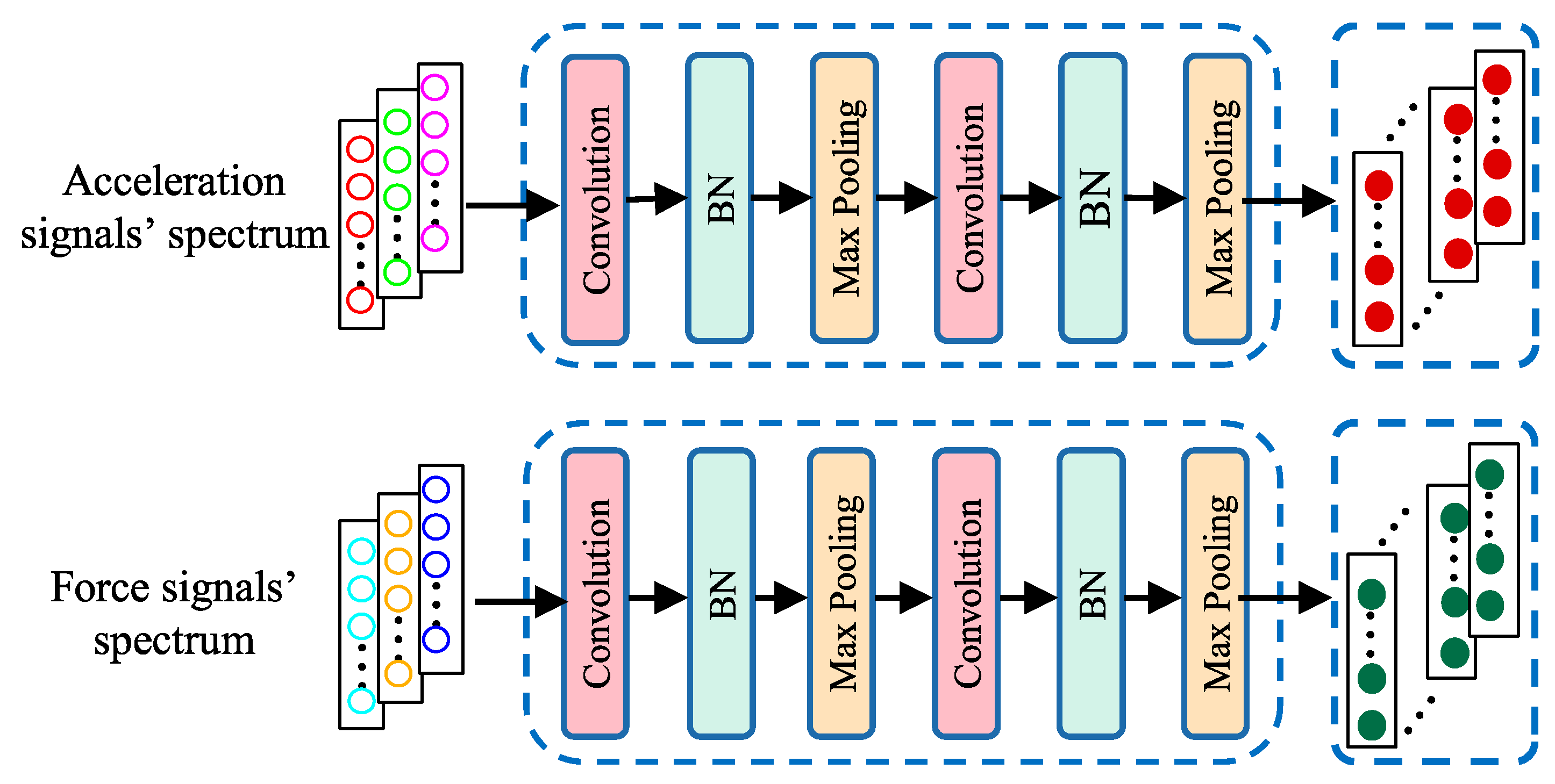
- Multi-sensor signals are used to extract the features from different sensors using a dual-stream CNN, eliminating the need for manual feature extraction.
- (2)
- An improved attention mechanism is proposed to adaptively fuse the features from different sensors.
- (3)
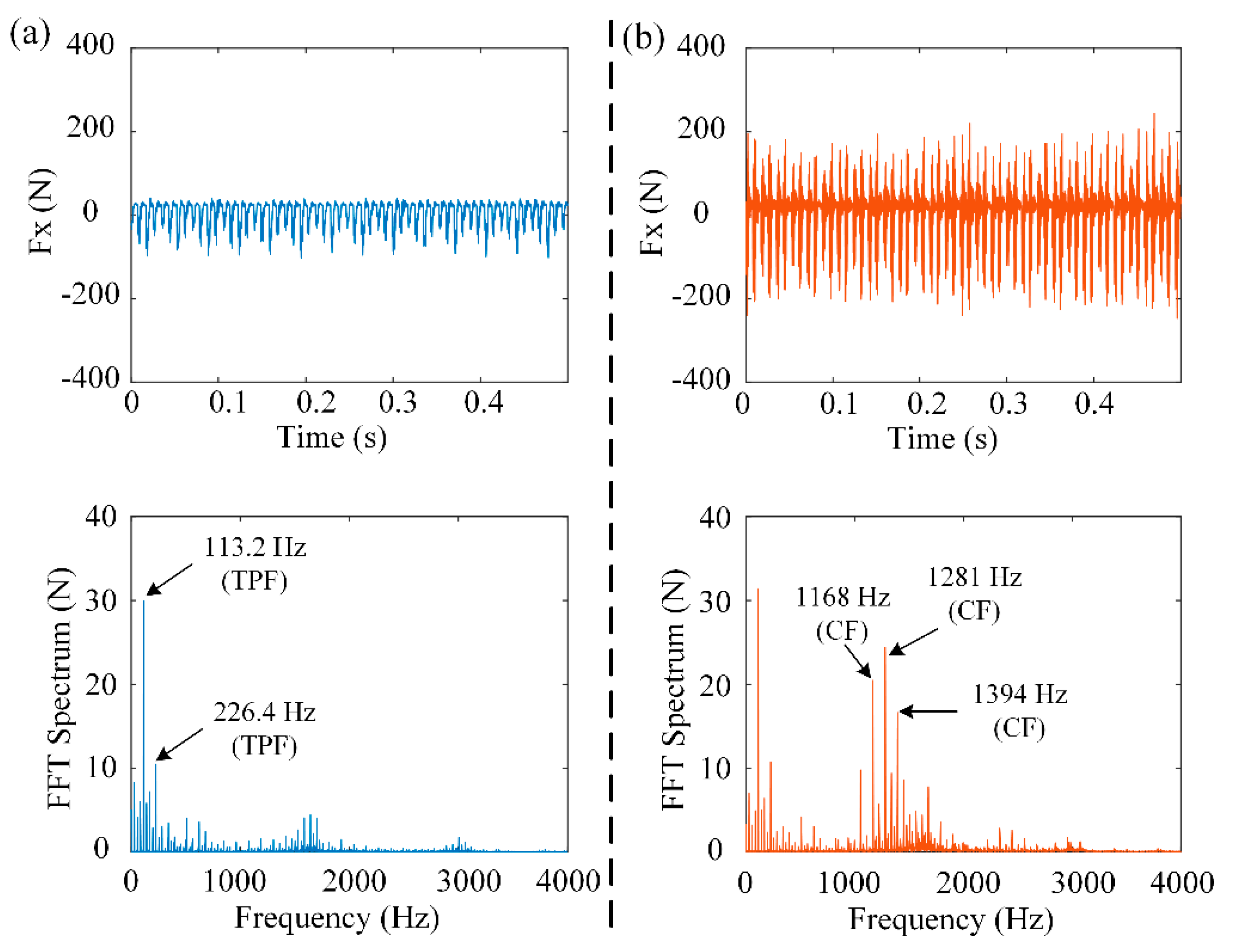
- When chatter occurs, the spectrum of the signal will change. Therefore, the spectrum of each sensor signal is used as the input for the dual-stream CNN, which performs better than using time-domain signals.
2. Theory Background
2.1. Convolutional Neural Network
2.2. Batch Normalization Algorithm
3. The Proposed Method
3.1. Multi-Sensor Signal Preprocessing
3.2. Multi-Sensor Signal Feature Extraction
3.3. Adaptive Fusion of Multi-Sensor Signal Characteristics
3.4. Machining Condition Prediction
3.5. General Steps of the Proposed Method
4. Experimental Setup and Dataset Partition
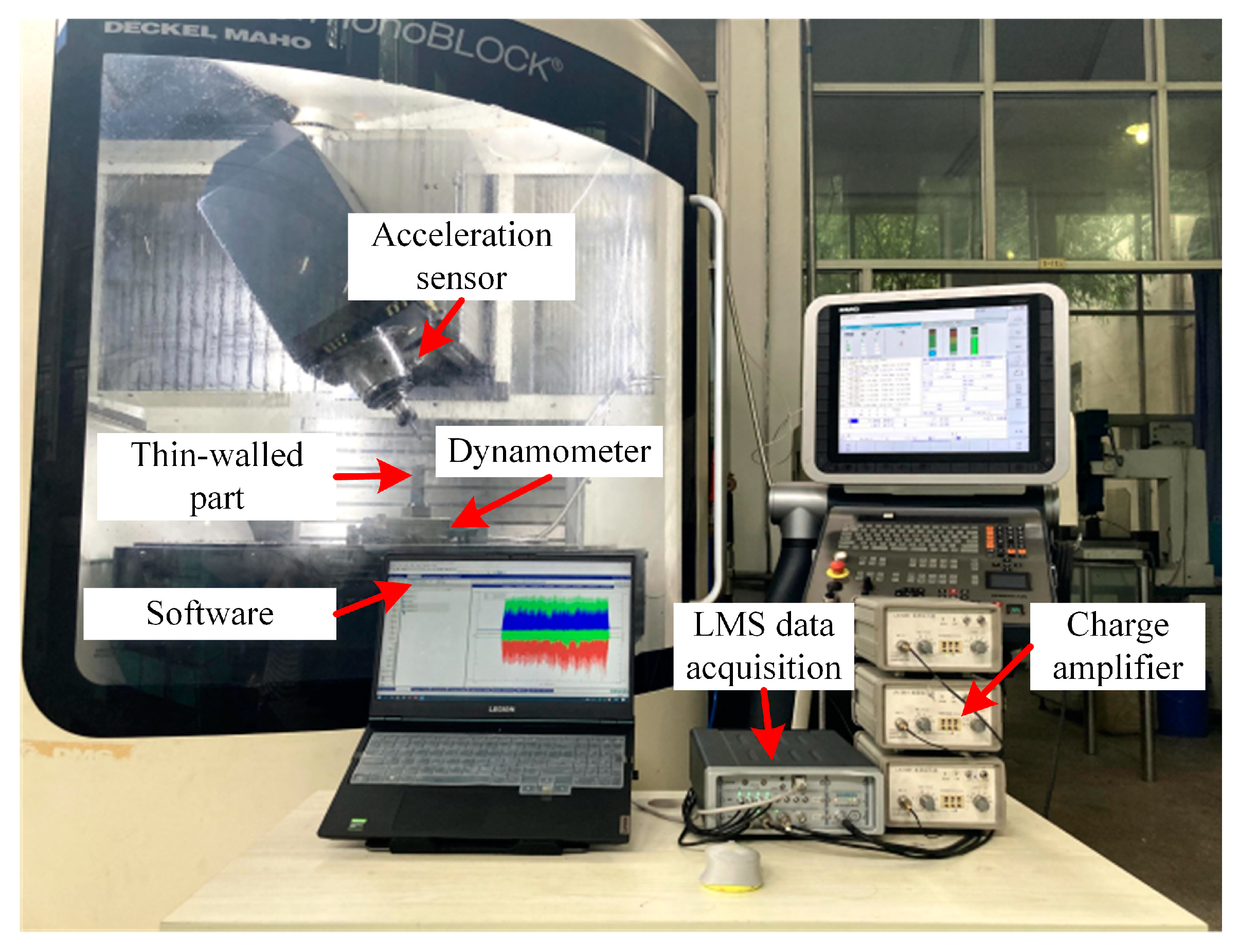
4.1. Experimental Setup
4.2. Dataset Partition
5. Results and Discussion
5.1. Evaluation Indicators
5.2. Classification Performance of the Proposed Method
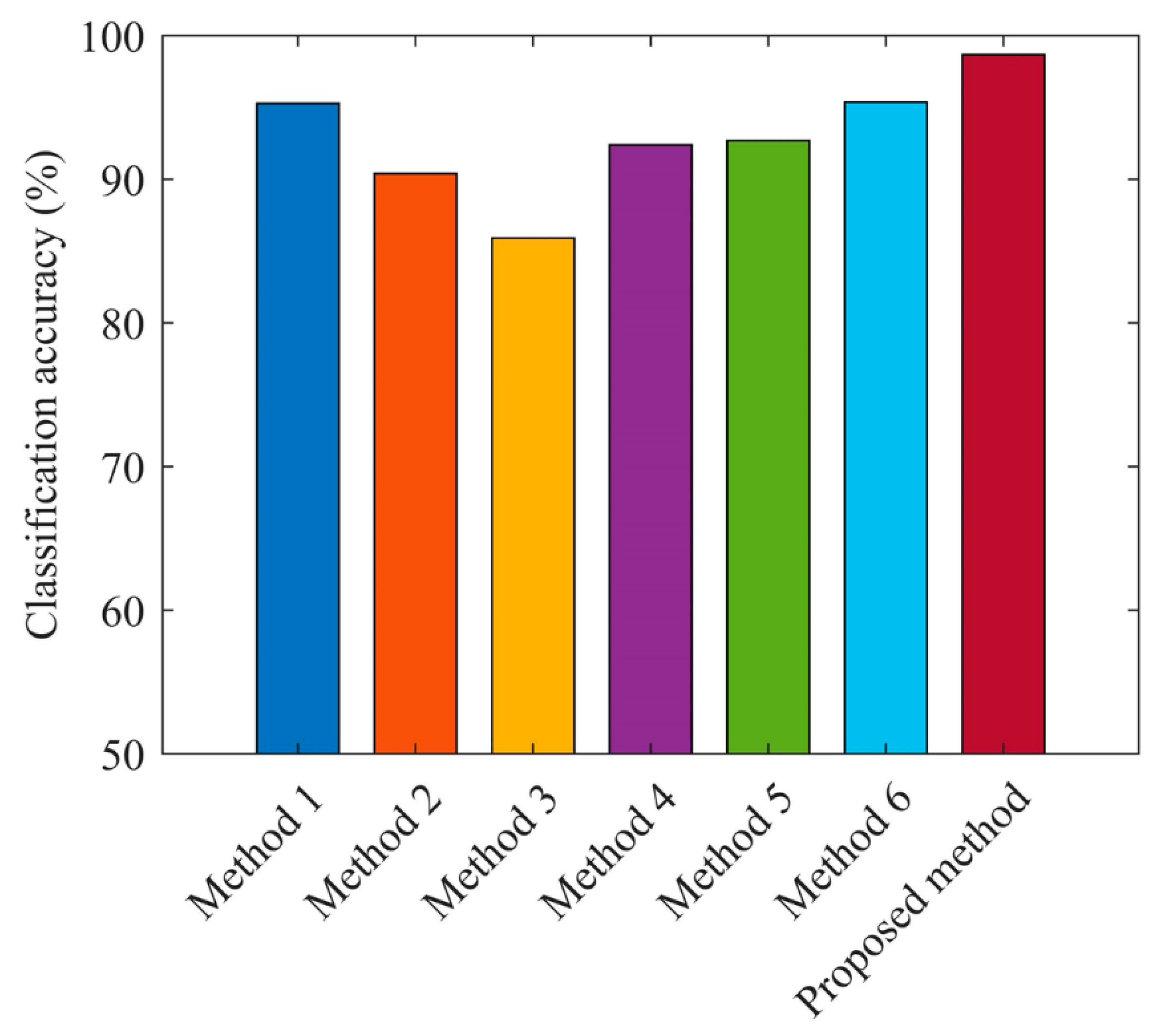
5.3. Comparison with Other Methods
5.4. Generalization Analysis
6. Conclusions
- (1)
- The proposed method employs a dual-stream CNN to extract the features from multi-sensor signals without manual feature extraction. Simultaneously, a joint attention mechanism with residual connection is used to adaptively fuse features from multiple sensors, enhancing useful features and suppressing useless features. Compared with the traditional chatter detection method, the proposed method does not rely on signal processing technology or expert experience and eliminates the need for threshold selection.
- (2)
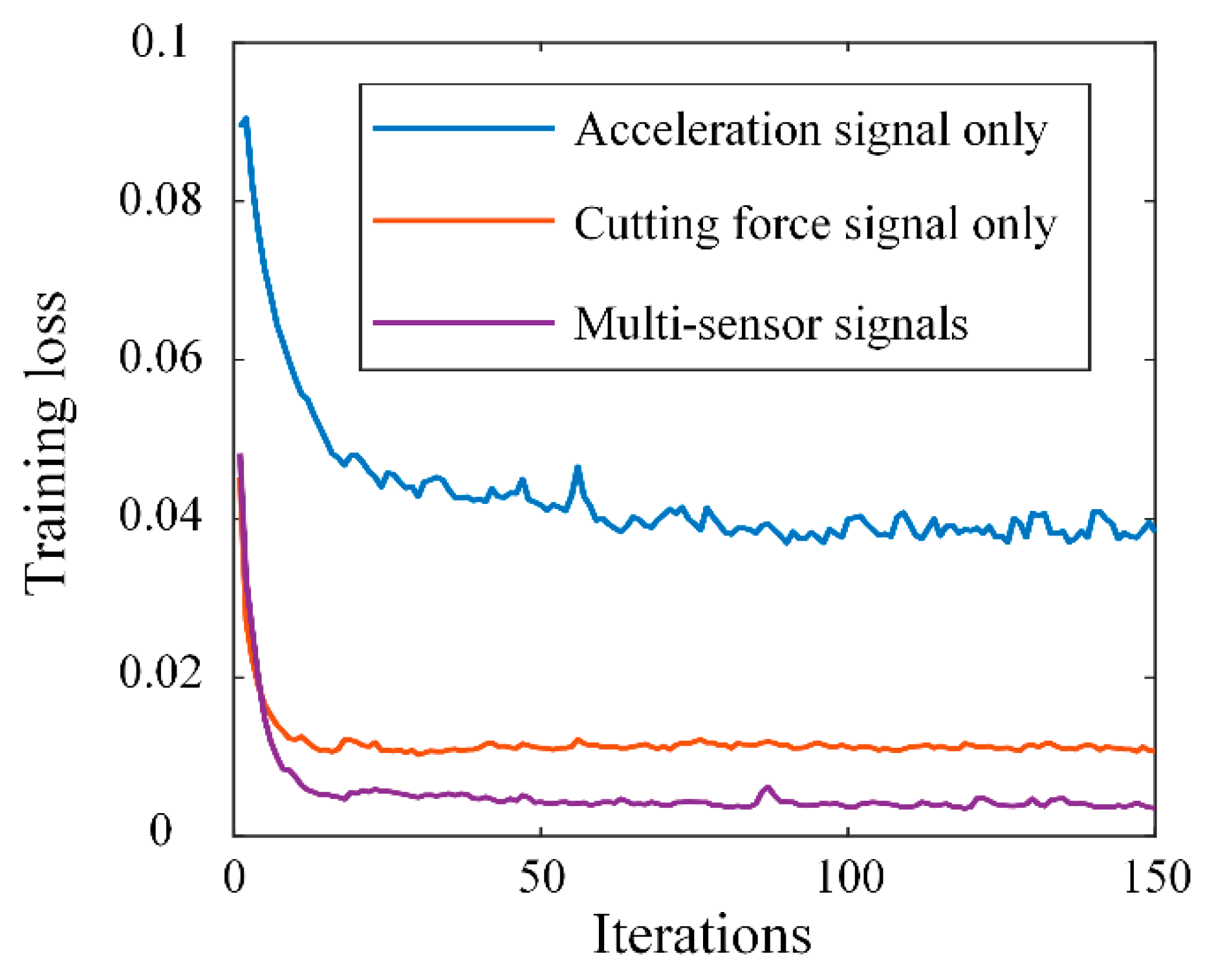
- The effectiveness and superiority of the proposed method are verified using a cutting force signal and an acceleration signal collected from machining experiments. The t-SNE visualization results show that the proposed method achieves the clearest clustering results with almost no overlap. Experimental results demonstrate that the accuracy of the proposed method can reach 98.68%, which is higher than that of the chatter identification method based on a single sensor. Compared with some existing methods, the proposed method has higher chatter identification accuracy.
- (3)
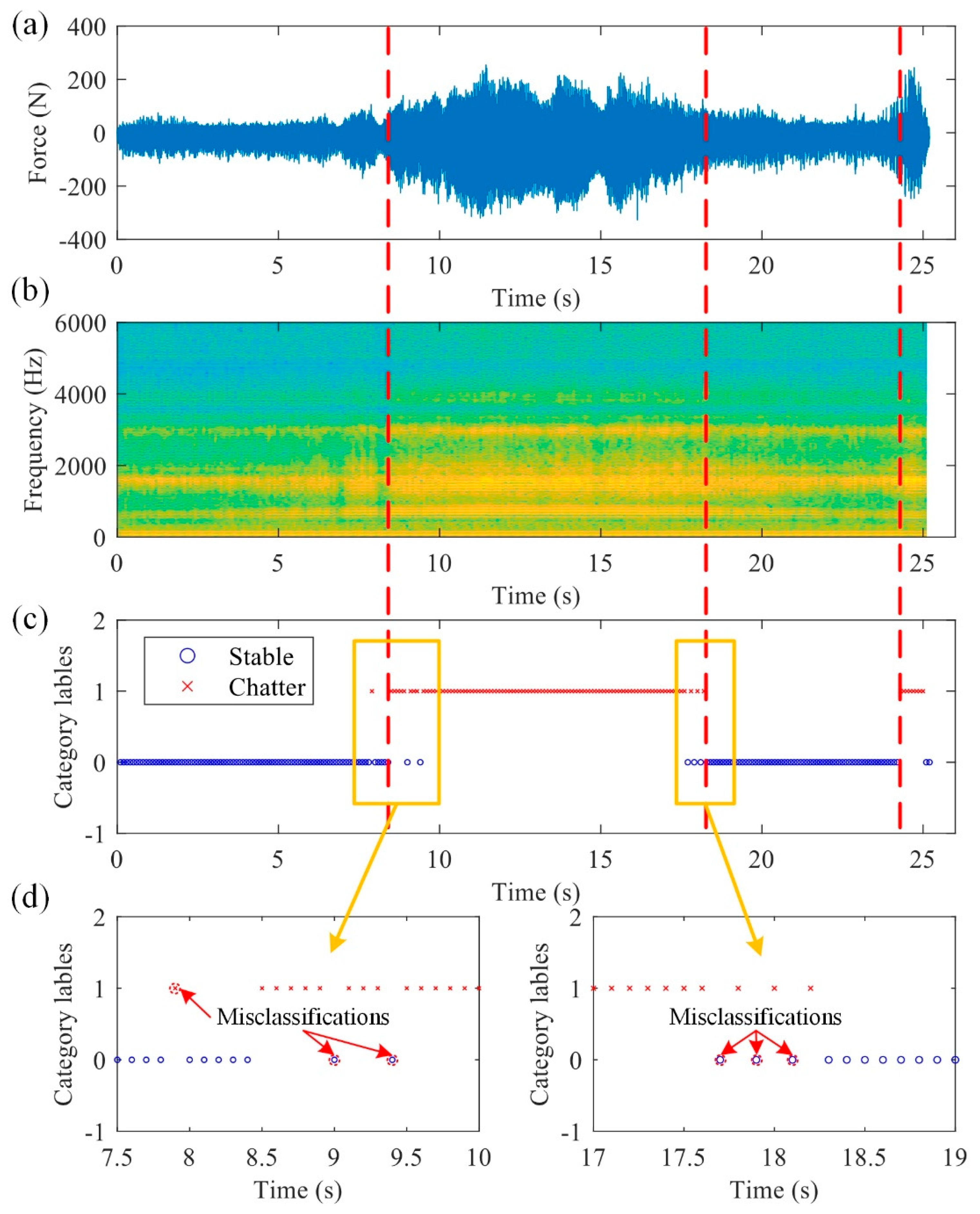
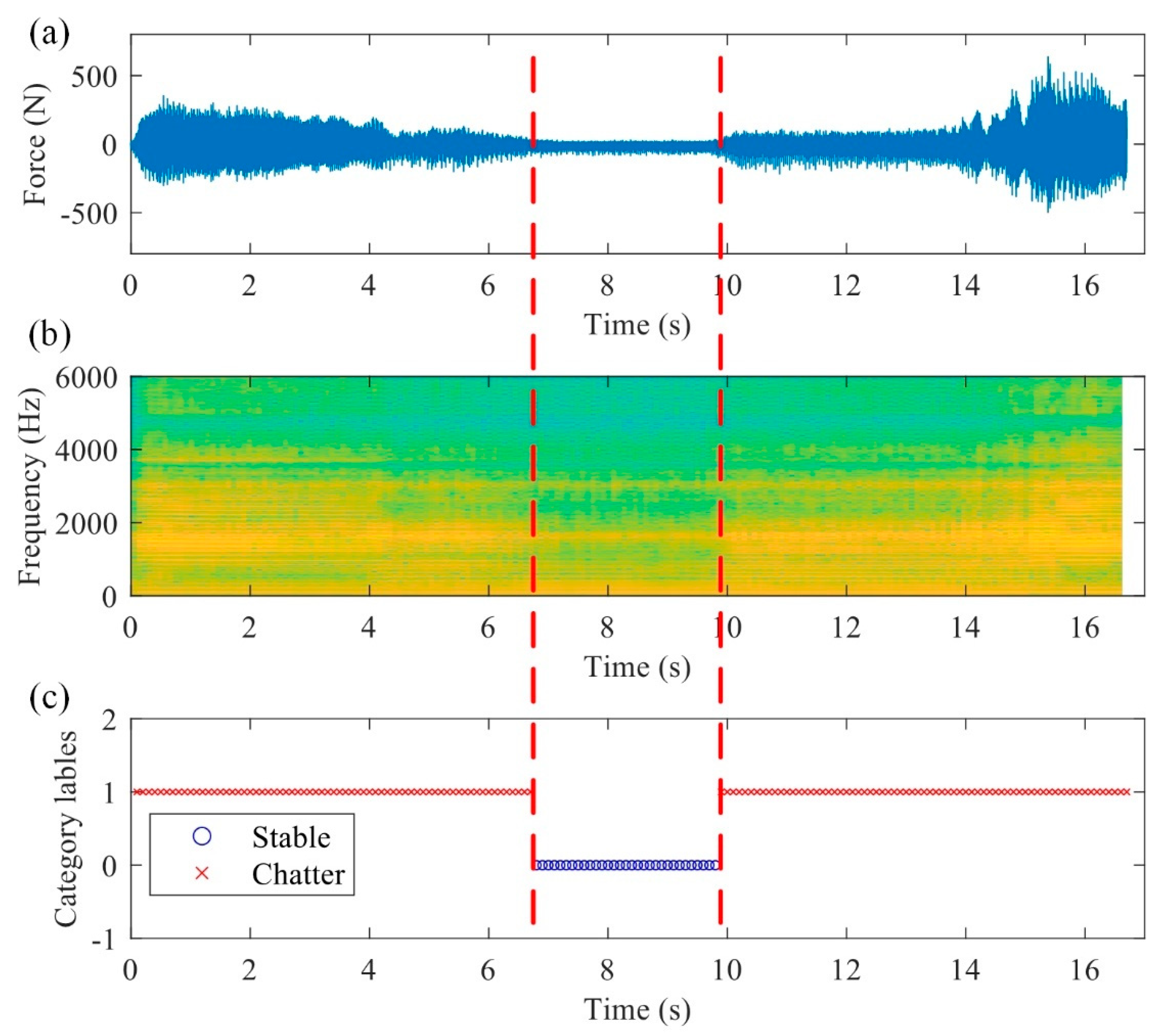
- The proposed method can accurately identify the machining status under different milling conditions, indicating that it has good generalization capabilities.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Sun, Y.; Jia, J.; Xu, J.; Chen, M.; Niu, J. Path, feedrate and trajectory planning for free-form surface machining: A state-of-the-art review. Chin. J. Aeronaut. 2022, 35, 12–29. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd ed.; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar] [CrossRef]
- Olvera, D.; Urbikain, G.; Elías-Zuñiga, A.; López de Lacalle, L.N. Improving Stability Prediction in Peripheral Milling of Al7075T6. Appl. Sci. 2018, 8, 1316. [Google Scholar] [CrossRef]
- Tuysuz, O.; Altintas, Y. Frequency Domain Updating of Thin-Walled Workpiece Dynamics Using Reduced Order Substructuring Method in Machining. J. Manuf. Sci. Eng. 2017, 139, 071013. [Google Scholar] [CrossRef]
- Kiss, A.K.; Bachrathy, D.; Stepan, G. Effects of Varying Dynamics of Flexible Workpieces in Milling Operations. J. Manuf. Sci. Eng. 2019, 142, 011005. [Google Scholar] [CrossRef]
- Sun, Y.; Jiang, S. Predictive modeling of chatter stability considering force-induced deformation effect in milling thin-walled parts. Int. J. Mach. Tools Manuf. 2018, 135, 38–52. [Google Scholar] [CrossRef]
- Wang, W.-K.; Wan, M.; Zhang, W.-H.; Yang, Y. Chatter detection methods in the machining processes: A review. J. Manuf. Process. 2022, 77, 240–259. [Google Scholar] [CrossRef]
- Albertelli, P.; Braghieri, L.; Torta, M.; Monno, M. Development of a generalized chatter detection methodology for variable speed machining. Mech. Syst. Signal Process. 2019, 123, 26–42. [Google Scholar] [CrossRef]
- Hao, Y.; Zhu, L.; Yan, B.; Qin, S.; Cui, D.; Lu, H. Milling chatter detection with WPD and power entropy for Ti-6Al-4V thin-walled parts based on multi-source signals fusion. Mech. Syst. Signal Process. 2022, 177, 109225. [Google Scholar] [CrossRef]
- Kuljanic, E.; Totis, G.; Sortino, M. Development of an intelligent multisensor chatter detection system in milling. Mech. Syst. Signal Process. 2009, 23, 1704–1718. [Google Scholar] [CrossRef]
- Pan, J.; Liu, Z.; Wang, X.; Chen, C.; Pan, X. Boring chatter identification by multi-sensor feature fusion and manifold learning. Int. J. Adv. Manuf. Technol. 2020, 109, 1137–1151. [Google Scholar] [CrossRef]
- Tran, M.-Q.; Liu, M.-K.; Elsisi, M. Effective multi-sensor data fusion for chatter detection in milling process. ISA Trans. 2022, 125, 514–527. [Google Scholar] [CrossRef] [PubMed]
- Zhu, W.; Zhuang, J.; Guo, B.; Teng, W.; Wu, F. An optimized convolutional neural network for chatter detection in the milling of thin-walled parts. Int. J. Adv. Manuf. Technol. 2020, 106, 3881–3895. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, Y.; Gao, Y.; Gao, H.; Mao, T.; Zhou, H.; Li, D. Machining vibration states monitoring based on image representation using convolutional neural networks. Eng. Appl. Artif. Intell. 2017, 65, 240–251. [Google Scholar] [CrossRef]
- Sener, B.; Gudelek, M.U.; Ozbayoglu, A.M.; Unver, H.O. A novel chatter detection method for milling using deep convolution neural networks. Measurement 2021, 182, 109689. [Google Scholar] [CrossRef]
- Tran, M.-Q.; Liu, M.-K.; Tran, Q.-V. Milling chatter detection using scalogram and deep convolutional neural network. Int. J. Adv. Manuf. Technol. 2020, 107, 1505–1516. [Google Scholar] [CrossRef]
- Vashisht, R.K.; Peng, Q. Online Chatter Detection for Milling Operations Using LSTM Neural Networks Assisted by Motor Current Signals of Ball Screw Drives. J. Manuf. Sci. Eng. 2020, 143, 011008. [Google Scholar] [CrossRef]
- Chen, K.; Zhang, X.; Zhao, W. Automatic feature extraction for online chatter monitoring under variable milling conditions. Measurement 2023, 210, 112558. [Google Scholar] [CrossRef]
- Sun, Y.; He, J.; Ma, H.; Yang, X.; Xiong, Z.; Zhu, X.; Wang, Y. Online chatter detection considering beat effect based on Inception and LSTM neural networks. Mech. Syst. Signal Process. 2023, 184, 109723. [Google Scholar] [CrossRef]
- Han, Z.; Zhuo, Y.; Yan, Y.; Jin, H.; Fu, H. Chatter detection in milling of thin-walled parts using multi-channel feature fusion and temporal attention-based network. Mech. Syst. Signal Process. 2022, 179, 109367. [Google Scholar] [CrossRef]
- Amin, J.; Sharif, M.; Anjum, M.A.; Raza, M.; Bukhari, S.A.C. Convolutional neural network with batch normalization for glioma and stroke lesion detection using MRI. Cogn. Syst. Res. 2020, 59, 304–311. [Google Scholar] [CrossRef]
- Han, S.; Shao, H.; Huo, Z.; Yang, X.; Cheng, J. End-to-end chiller fault diagnosis using fused attention mechanism and dynamic cross-entropy under imbalanced datasets. Build. Environ. 2022, 212, 108821. [Google Scholar] [CrossRef]
- Cao, H.; Yue, Y.; Chen, X.; Zhang, X. Chatter detection in milling process based on synchrosqueezing transform of sound signals. Int. J. Adv. Manuf. Technol. 2017, 89, 2747–2755. [Google Scholar] [CrossRef]
- Guo, L.; Li, N.; Jia, F.; Lei, Y.; Lin, J. A recurrent neural network based health indicator for remaining useful life prediction of bearings. Neurocomputing 2017, 240, 98–109. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Size of Convolution Kernel/Step Size | Number of Convolution Kernel | Padding | Input | Output |
|---|---|---|---|---|---|
| Convolution | 8 × 1/2 × 1 | 16 | Yes | (−1, 3, 1024) | (−1, 16, 510) |
| Max pooling | 2 × 1/2 × 1 | 16 | No | (−1, 16, 510) | (−1, 16, 255) |
| Convolution | 3 × 1/1 × 1 | 32 | Yes | (−1, 16, 255) | (−1, 32, 255) |
| Max pooling | 2 × 1/2 × 1 | 32 | No | (−1, 32, 255) | (−1, 32, 127) |
| Num. | Spindle Speed (rpm) | Depth of Cut (mm) | Lead Angle (°) | Num. | Spindle Speed (rpm) | Depth of Cut (mm) | Lead Angle (°) |
|---|---|---|---|---|---|---|---|
| 1 | 2200 | 0.3 | 10 | 31 | 2000 | 0.3 | 15 |
| 2 | 2600 | 0.3 | 10 | 32 | 1000 | 0.3 | 15 |
| 3 | 1000 | 0.4 | 10 | 33 | 800 | 0.4 | 15 |
| 4 | 1600 | 0.4 | 10 | 34 | 800 | 0.2 | 5 |
| 5 | 1000 | 0.5 | 10 | 35 | 1200 | 0.2 | 5 |
| 6 | 1200 | 0.5 | 10 | 36 | 1600 | 0.2 | 5 |
| 7 | 800 | 0.2 | 10 | 37 | 800 | 0.3 | 5 |
| 8 | 1600 | 0.2 | 10 | 38 | 1200 | 0.3 | 5 |
| 9 | 2400 | 0.2 | 10 | 39 | 1600 | 0.3 | 5 |
| 10 | 800 | 0.3 | 10 | 40 | 1200 | 0.4 | 5 |
| 11 | 1200 | 0.3 | 15 | 41 | 1000 | 0.2 | 5 |
| 12 | 1600 | 0.3 | 10 | 42 | 1100 | 0.2 | 5 |
| 13 | 2000 | 0.3 | 10 | 43 | 1300 | 0.2 | 5 |
| 14 | 1200 | 0.2 | 15 | 44 | 1400 | 0.2 | 5 |
| 15 | 2000 | 0.2 | 15 | 45 | 1500 | 0.2 | 5 |
| 16 | 2800 | 0.2 | 15 | 46 | 1700 | 0.2 | 5 |
| 17 | 2400 | 0.3 | 15 | 67 | 800 | 0.4 | 15 |
| 18 | 2800 | 0.3 | 15 | 48 | 1200 | 0.3 | 5 |
| 19 | 3200 | 0.3 | 15 | 59 | 1300 | 0.3 | 5 |
| 20 | 1600 | 0.4 | 15 | 50 | 1500 | 0.3 | 5 |
| 21 | 800 | 0.2 | 15 | 51 | 1700 | 0.3 | 5 |
| 22 | 1600 | 0.2 | 15 | 52 | 1200 | 0.3 | 10 |
| 23 | 2400 | 0.2 | 15 | 53 | 900 | 0.3 | 10 |
| 24 | 800 | 0.3 | 15 | 54 | 1200 | 0.3 | 15 |
| 25 | 1600 | 0.3 | 15 | 55 | 600 | 0.3 | 15 |
| 26 | 2400 | 0.3 | 15 | 56 | 600 | 0.3 | 10 |
| 27 | 1400 | 0.4 | 15 | 57 | 600 | 0.3 | 5 |
| 28 | 1200 | 0.2 | 15 | 58 | 600 | 0.4 | 10 |
| 29 | 2000 | 0.2 | 15 | 59 | 800 | 0.4 | 10 |
| 30 | 2800 | 0.2 | 15 | 60 | 600 | 0.4 | 15 |
| Signal Type | Accuracy | F1 Score |
|---|---|---|
| Acceleration signal only | 93.77% | 89.29% |
| Cutting force signal only | 96.03% | 93.52% |
| Multi-sensor signals | 98.68% | 97.83% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, D.; Lu, D.; Gao, W.; Wei, H.; Sun, Y. Chatter Detection in Thin-Wall Milling Based on Multi-Sensor Fusion and Dual-Stream Residual Attention CNN. Machines 2024, 12, 559. https://doi.org/10.3390/machines12080559
Zhan D, Lu D, Gao W, Wei H, Sun Y. Chatter Detection in Thin-Wall Milling Based on Multi-Sensor Fusion and Dual-Stream Residual Attention CNN. Machines. 2024; 12(8):559. https://doi.org/10.3390/machines12080559
Chicago/Turabian StyleZhan, Danian, Dawei Lu, Wenxiang Gao, Haojie Wei, and Yuwen Sun. 2024. "Chatter Detection in Thin-Wall Milling Based on Multi-Sensor Fusion and Dual-Stream Residual Attention CNN" Machines 12, no. 8: 559. https://doi.org/10.3390/machines12080559
APA StyleZhan, D., Lu, D., Gao, W., Wei, H., & Sun, Y. (2024). Chatter Detection in Thin-Wall Milling Based on Multi-Sensor Fusion and Dual-Stream Residual Attention CNN. Machines, 12(8), 559. https://doi.org/10.3390/machines12080559