Abstract
This study investigates the relationship between collaborative robot (CR) parameters and worker utilization and system performance in human–robot collaboration (HRC) environments. We investigated whether optimized parameters increase workplace efficiency and whether adapting these parameters to the individual worker improves workplace outcomes. Three experimental scenarios with different CR parameters were analyzed in terms of the setup time, assembly time, finished products, work in process, and worker utilization. The main results show that personalized CR parameters significantly improve efficiency and productivity. The scenario in which CR parameters were tailored to individual workers, balanced the workload, and minimized worker stress, resulting in higher productivity compared to non-people-centric settings. The study shows that personalization reduces cognitive and physical stress, promotes worker well-being, and is consistent with the principles of human-centered manufacturing. Overall, our research supports the adoption of personalized, collaborative workplace parameters, supported by the mathematical model, to optimize employee efficiency and health, contributing to human-centered and efficient HRC environments.
1. Introduction
The introduction of collaborative robots (CRs) has significantly advanced the field of human–robot collaboration (HRC), transforming traditional work environments into more dynamic and flexible human–robot systems. This shift has generated substantial interest from various industries due to the potential to enhance productivity and adaptability by leveraging the strengths of both humans and robots working in teams. The integration of CRs into the same workspace as humans promises more efficient and versatile production systems. However, to achieve efficient and safe collaborative workplaces (CWs), it is crucial to carefully consider and analyze the interactions between humans and CRs. Despite the growing adoption of HRC, safety remains a primary concern. The ISO15066:2016 standard provides foundational guidelines for safe collaboration, yet it does not fully ensure the safety of HRC. Additional overview of the collaborative application and the interactions between humans and CRs is necessary to create truly safe and efficient HRC environments [1,2]. The existing safety guidelines and methodologies address human well-being comprehensively, encompassing both physical and mental health aspects. It is imperative to treat these aspects with equal importance.
While considerable research has focused on the physical health impacts of HRC, the mental health effects are now receiving increased attention from the research community [3,4]. To assess human mental health within HRC environments, both direct and indirect measurement methods need to be employed. Direct methods provide objective parameters, while indirect methods capture humans’ subjective responses [5,6]. The human factor is critical to the efficiency of CWs. Generally, higher worker utilization correlates with increased workplace efficiency and productivity. However, in CWs where humans and CRs collaborate, productivity is contingent upon the quality of their interaction. The continuous adaptation of humans to the capabilities and demands of CRs can influence their workload and overall well-being [7,8]. Various solutions have been proposed to address the challenges associated with HRC safety and efficiency. The ISO15066:2016 [9] standard is a notable framework that outlines safety requirements for collaborative robots, aiming to minimize risks during human–robot interactions. However, while this standard provides a foundational guideline, it has limitations in ensuring comprehensive safety in all HRC scenarios [10,11]. Existing research has also explored ergonomic and adaptive systems that aim to optimize the interaction between humans and robots. For instance, adaptive control systems that adjust robot behavior based on human input and real-time feedback have shown promise in enhancing safety and efficiency [12,13]. These systems often utilize advanced sensors and machine learning algorithms to predict human actions and adapt accordingly. However, their main limitation lies in the complexity and cost of implementation, which can be prohibitive for smaller enterprises [14,15]. Among the existing solutions, the implementation of adaptive control systems stands out as the most effective approach for enhancing HRC safety and efficiency [16,17]. However, the main limitation of adaptive control systems is their reliance on sophisticated technology and significant financial investment, which may not be feasible for all industries [18,19].
This study aims to explore how optimized parameters of collaborative workplaces can enhance overall production efficiency and assess whether adapting these parameters to individual workers’ needs improves their well-being and productivity. By incorporating human-centered manufacturing principles, this research seeks to develop guidelines for tailoring production systems to individual workers, ensuring a healthy and efficient work environment. This approach recognizes humans not merely as components within the system but as central figures whose physical and mental well-being directly influence the system’s overall performance. Ultimately, the goal is to foster both productivity and worker satisfaction, leading to sustainable and human-centric manufacturing processes [20,21,22].
2. Problem Description
The introduction of CRs has significantly advanced the field of HRC, transforming traditional work environments into more dynamic and flexible human–robot systems. This shift has generated substantial interest from various industries due to the potential to enhance productivity and adaptability by leveraging the strengths of both humans and robots working in teams. To achieve efficient and safe CWs, it is crucial to carefully consider and analyze the interactions between humans and CRs. Evaluating human mental health in HRC environments requires using both direct and indirect measurement methods. Direct methods provide objective data, whereas indirect methods capture subjective human responses. The human factor is essential for the efficiency of CWs. Typically, higher worker utilization leads to greater workplace efficiency and productivity. However, in CWs where humans collaborate with CRs, productivity depends on the quality of their interaction. The continuous adaptation of humans to the capabilities and demands of CRs can affect their workload and overall well-being.
Emphasizing the importance of the human factor in CWs, the following research questions are proposed:
- Do optimized parameters of a collaborative workplace contribute to the improved efficiency of the workplace and the entire production system?
- From the perspective of human-centered manufacturing, is it advisable to adapt the parameters of the collaborative workplace to the individual worker?
Incorporating human-centered manufacturing principles emphasizes the need to personalize the workplace to individual workers to ensure a healthy and efficient work environment. This approach recognizes humans not merely as components within the system but as central figures whose physical and mental well-being directly influence the system’s overall performance. By personalizing work environments to meet the specific needs of workers, industries can foster both productivity and worker satisfaction, leading to sustainable and human-centric manufacturing processes.
2.1. Human–Robot Workplace Design
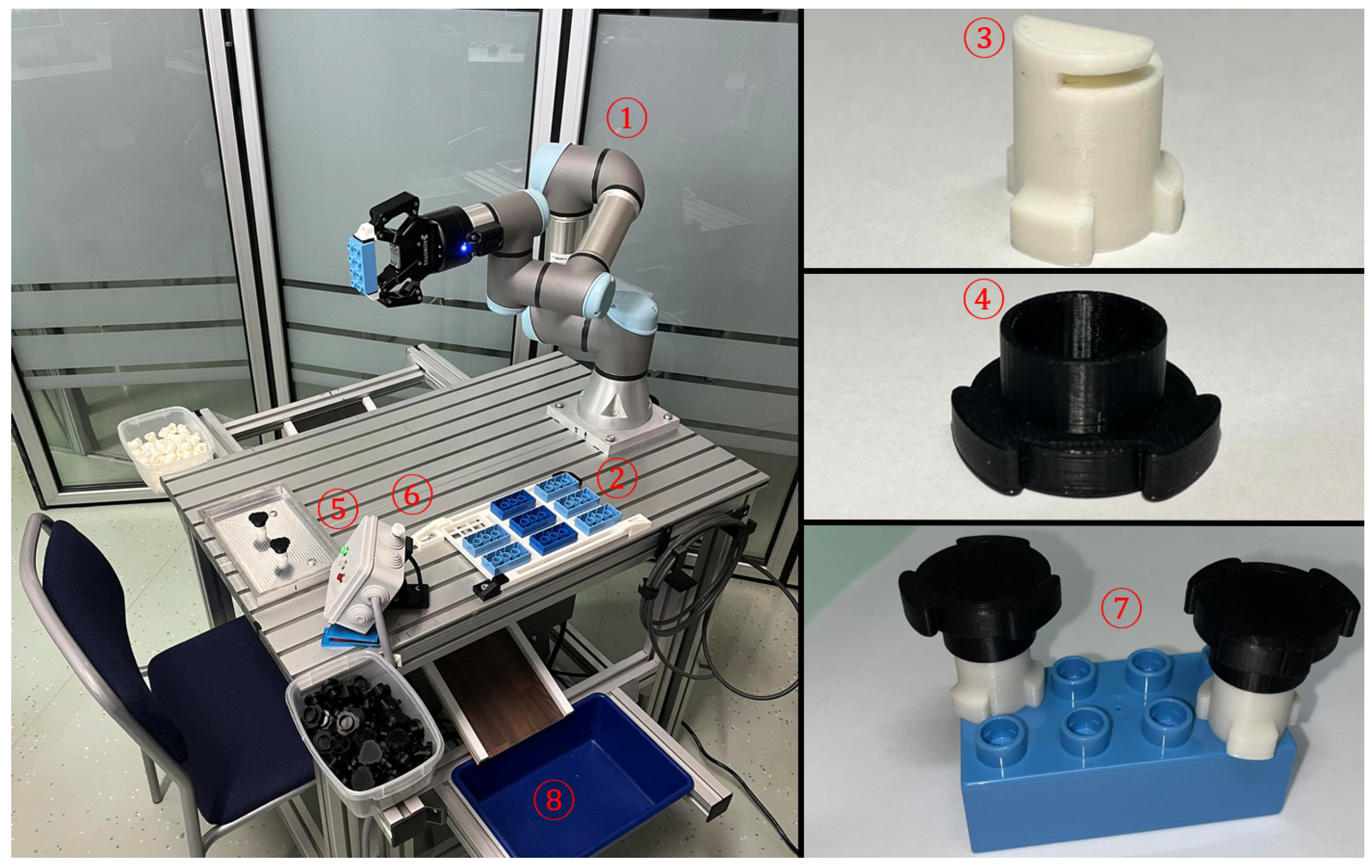
To investigate the impact of different levels of worker utilization, an experiment was designed and conducted in a laboratory setting, using the collaborative workplace illustrated in Figure 1.
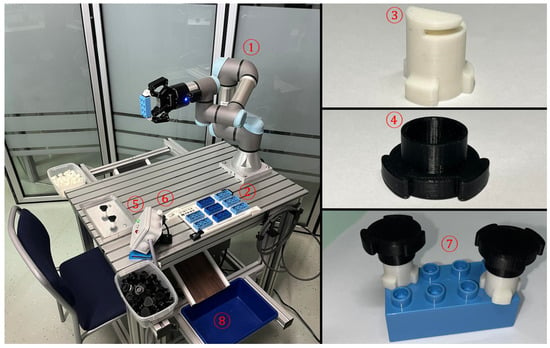
Figure 1.
Evaluated HRC workplace.
The collaborative operation involved an assembly process. Initially, the CR ① retrieves a semi-finished product ② and delivers it to the human–robot assembly point. Meanwhile, the participant pre-assembles two other semi-finished products ③ and ④. When the CR ① arrives at the assembly point, the green light indicator ⑤ illuminates, signaling the worker to attach the pre-assembled products ③ and ④. After completing the assembly, the participant presses the button ⑥, turning off the green light and activating the red light indicator ⑤. The CR then transfers the finished product ⑦ to the finished products buffer ⑧. To examine how varying levels of worker utilization affected worker workload and efficiency, the experiment followed the experiment sequence presented in Figure 2. Participants began with a skills test to adjust the CR’s movement parameters according to everyone’s desired utilization and familiarize themselves with the experiment setup. The experiment comprised three HRC scenarios, each lasting 10 min, with breaks interspersed. In each scenario, the CR’s movement parameters were tailored to achieve specific utilization levels: low (worker: 60% utilization) in the first scenario—S1, high (worker: 100% utilization) in the second scenario—S2, and adjusted (worker utilization between 80 and 90%, depends on individual participant assembly parameters) in the third scenario—S3.

Figure 2.
Experiment phases structure.
2.2. Stress Index Measurement in Human–Robot Workplace
The implementation of HRC offers numerous advantages. The combination of the characteristics of CRs and humans enables efficient and flexible production systems, which are a necessity today to ensure global competitiveness. As humans play a crucial role in CWs, safe and human-oriented environment conditions are required, as these conditions influence not only the well-being of humans, but also their performance [23]. A person’s well-being consists of a physical and a mental aspect, which is still neglected in most cases, even though more and more people have mental health problems. Stress is becoming increasingly common in today’s world and is closely linked to mental health. The signs of stress are different and can vary from person to person. It is described as a natural human response to perceived challenges and threats and can have a positive or negative effect depends on circumstances. Understanding stress and its effects on people is crucial for HRC to create an efficient and human-friendly environment. Stress can be measured using subjective or objective methods. As subjective methods are based on human responses and their opinions, the results can be misleading. To obtain more reliable results, the use of an objective method is necessary. One of the most used objective methods to assess human stress levels and the method used in our experiment is ECG (electrocardiography). This is a non-invasive method that measures the electrical activity of the heart over a period of time [24].
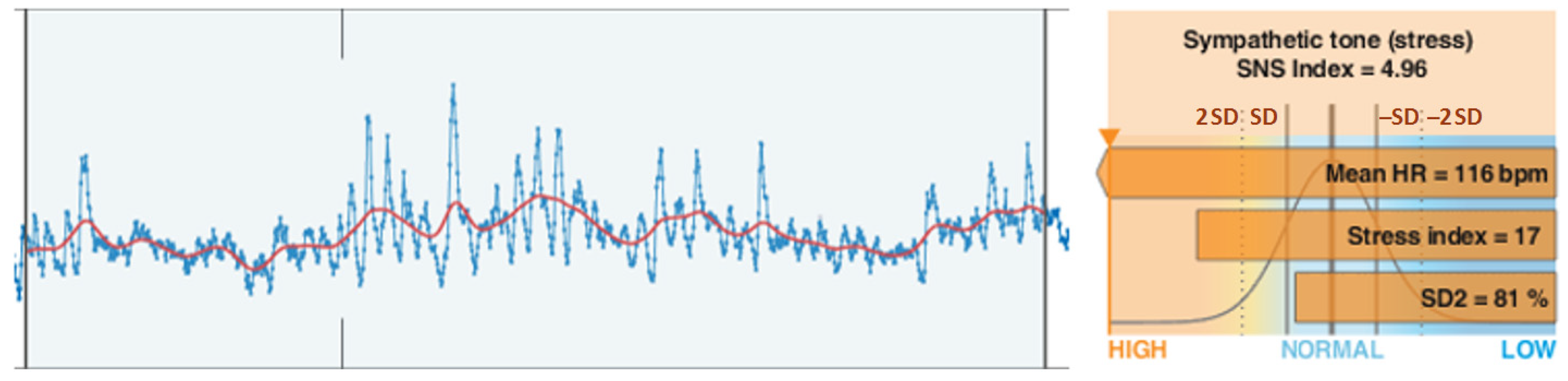
In our case, the ECG device Bittium FAROS 180 with a sampling frequency of 1000 Hz was used. Before the experiment, two electrodes were placed on the participant for data acquisition, one below the heart and one above the right chest. At the end of the experiment, the collected data from the ECG device was transferred to the KUBIOS HRV Scientific ver. 4.0 software, seen in Figure 3, to assess the participant’s perceived stress. In Figure 3, the blue line is the real-time or raw heart rate data as measured over time (showing the variability and fluctuation in the heart rate at each data point), the red line represents a smoothed or moving average of the heart rate (to see the overall trend with removing noise from the data and to see underlying patterns more clearly), the Mean HR value represents the average heart rate, the SNS index indicates average sympathetic activity compared to the norm, and SD2 represents the Poincaré Plot Index. The stress in the research work is determined based on the software calculation, called the stress index [25], and not by analyzing individual parameters.
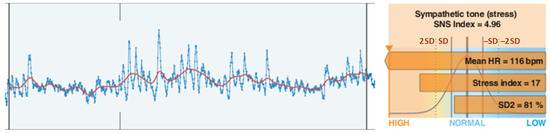
Figure 3.
Data evaluation in Kubios HRV software.
2.3. Case Study
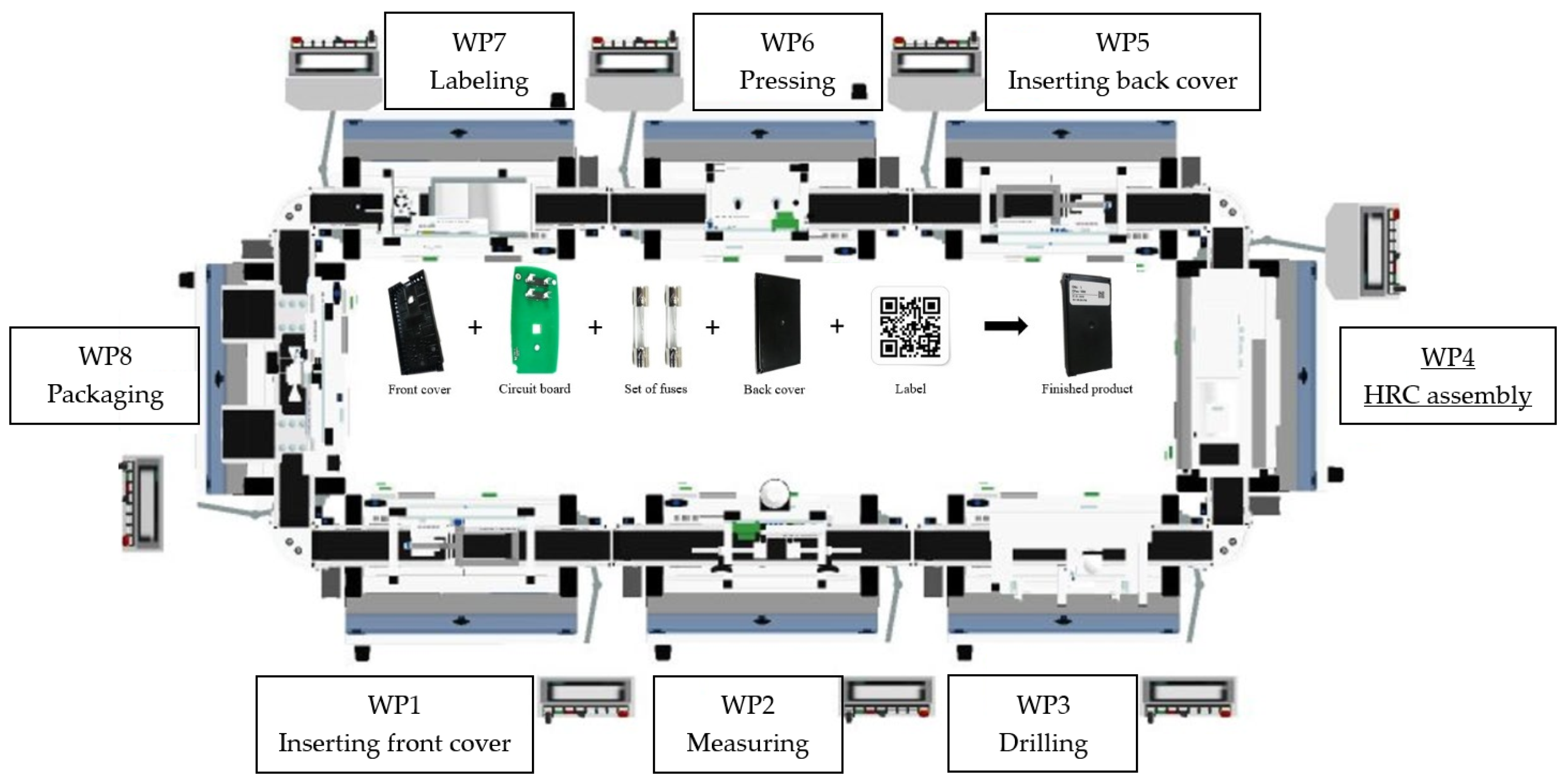
The FESTO CP LAB 400 production line consists of eight workplaces (from WP1 to WP8), as shown in Figure 4. Of these, seven workstations are fully automated, while WP4 presents the HRC workplace (highlighted in Figure 4). The working process encompasses several operations: inserting the front cover, measuring, drilling, HRC assembly (inserting the circuit board and two fuses), inserting the back cover, pressing the covers, labeling, and packaging the finished products. The final product produced on this line is a phone comprising a front cover, a circuit board, two fuses, a back cover, and a label.
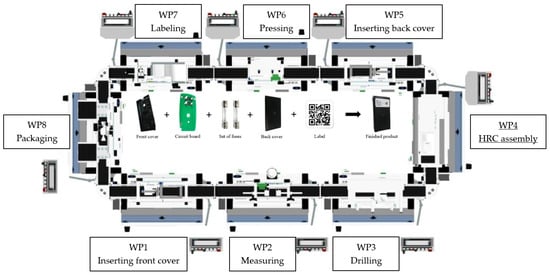
Figure 4.
FESTO CP LAB 400 layout and workplaces description.
To analyze and optimize this production line, a data-driven discrete system simulation methodology was employed using the simulation environment Simio. This approach allows for a detailed examination of the production process, providing insights into the interactions between automated and HRC workplaces. By leveraging data-driven simulations, we can model and simulate various scenarios (in case study sections, the simulation scenarios are represented by abbreviations CS) to identify bottlenecks, optimize workflow, and enhance overall efficiency. Table 1 provides parameters related to eight workplaces and previously described scenarios. This section lists the time taken for each workstation to complete its task. Processing time values are presented where WP4 has a processing time represented by a random normal (R.N.) distribution with a mean of 9.11 s and a standard deviation of 0.99 s, indicating variability in the processing time for the HRC workplace. The setup time for WP4 is represented by a random normal distribution with a mean of 2.21 s and a standard deviation of 0.31 s. Job arrival time is defined by the job arrival rate, which is defined by the simulation scenarios of the HRC workplace evaluation. The simulation model is running with following assumptions: a simulation time of 600 s, the model’s warmup period is also 600 s, and the simulation results will present ten replication runs.

Table 1.
Simulation model input parameters.
The use of Simio in this context enables the creation of a FESTO CP LAB 400 production line virtual model, where different operational strategies can be tested and evaluated. This simulation environment supports decision-making by allowing us to visualize the impacts of changes in real-time, ensuring that the production line operates at peak efficiency while maintaining safety and quality standards. The combination of a structured, automated production line with HRC workplace facilitates a comprehensive understanding of the production dynamics in correlation to personalizing HRC WP parameters inside human-centered manufacturing. This simulation modeling approach provides insights into real-world manufacturing processes and how they are affected by HRC workstations.
3. Results
In this section, we aim to provide comprehensive answers to the posed research questions. In the previous section, we present a detailed evaluation of the HRC assembly times, the number of finished products, and the worker utilization at three different parameters setups (S1, S2, and S3). This section will establish a foundational understanding of personalizing the human–robot workplace parameters. We start by analyzing the results related to assembly times and setup times, and the variability in these times across different HRC parameters setups. We will also discuss the total number of the pieces assembled within the experiment’s time frames, highlighting any patterns or anomalies observed. Additionally, this section examines the worker utilization rate, providing insights into how effectively workers utilize their time at the CW under different CR parameters.
In the second subsection, we delve into the results of measuring the stress index using an ECG meter. This section will cover the methodology used for stress measurement, the data collected, and the analysis of these data. We will explore how the stress levels varied among workers under different working conditions. The implications of these stress levels on worker productivity and overall workplace well-being will also be discussed.
The third subsection focuses on how various parameters of the collaborative workplace influence the efficiency of the entire production system (evaluated case study). This includes an in-depth analysis of workplace utilization, the number of finished products, the work in process (WIP), and the order flow time. A comparative analysis of a case study simulation scenarios CS1, CS2, and CS3 will be provided to illustrate the importance of personalizing human–robot workplace parameters.
3.1. Human–Robot Workplace Results
This section presents the outcomes of the experiment conducted to evaluate the performance metrics of setup time, assembly time, the number of finished products, and worker utilization in a human–robot collaboration workplace. The experiment involved 19 individuals and assessed three scenarios: low (worker: 60% utilization) in the first scenario—S1, high (worker: 100% utilization) in the second scenario—S2, and adjusted (worker utilization between 80 and 90%, depends on individual participant assembly parameters) in the third scenario—S3. The results in Table 2 represent mean values and standard deviations (SD) for the valuated participants.
Table 2.
Human–robot workplace results.
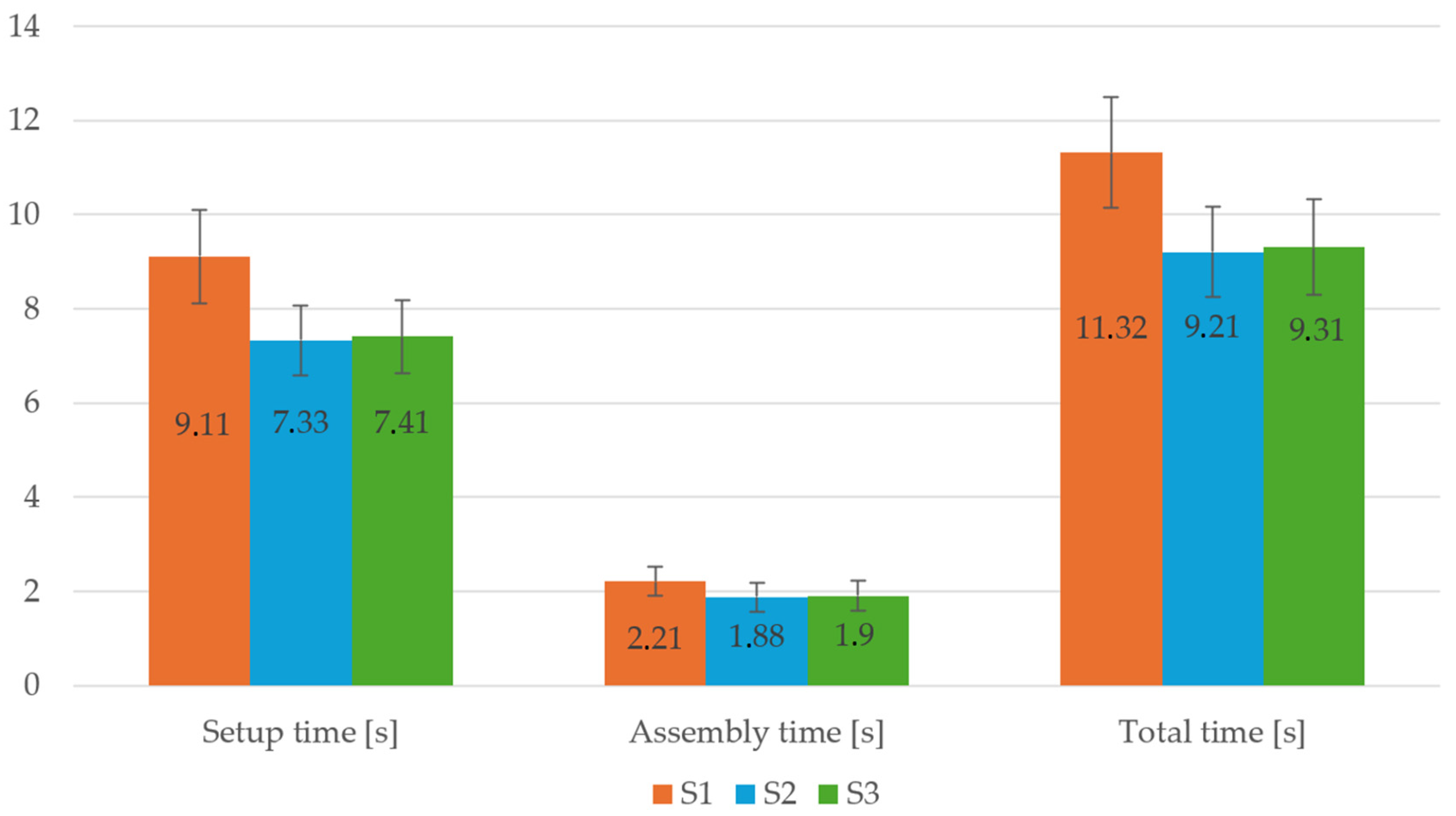
Figure 5 illustrates the average setup times, assembly times, and the total time required to finish the product. The results for scenario S1 indicate the longest setup time of 9.11 s, assembly time of 2.21 s, and total time of 11.32 s, with standard deviations of 0.99 s for setup time, 0.31 s for assembly time, and 1.17 s for total product total time. The extended product total times are attributed to the lower operating parameters of the collaborative robot, resulting in the worker waiting for the robot to perform collaborative operations.
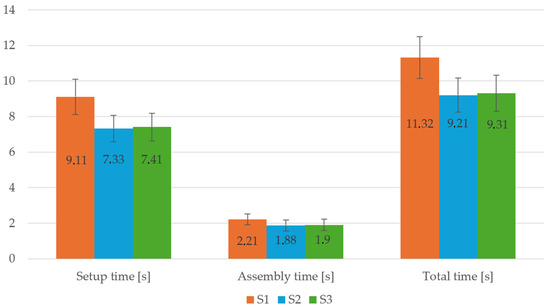
Figure 5.
Assembly time evaluation results.
In scenario S2, which represents the maximum workload for the worker, we observe a 19.5% reduction in setup times and a 14.9% reduction in assembly times, leading to an average reduction of 18.6% in overall product total times. Given that the collaborative robot operates at maximum performance in S2, the worker lags behind the robot. This results in a 24.2% decrease in the standard deviation of setup times, indicating more comparable performance among workers. The identical standard deviation for assembly time suggests that the collaborative robot compels workers to complete tasks more quickly.
The worker-adapted parameters of the collaborative robot in scenario S3 highlight the importance of personalizing the collaborative workplace parameters to the individual worker’s capabilities. With the reduced parameters of the collaborative robot, the average setup times, assembly times, and total product total time increase by only 1.1%, ensuring a more uniform workload for the worker. This is further supported by the variable standard deviations between scenarios S2 and S3.
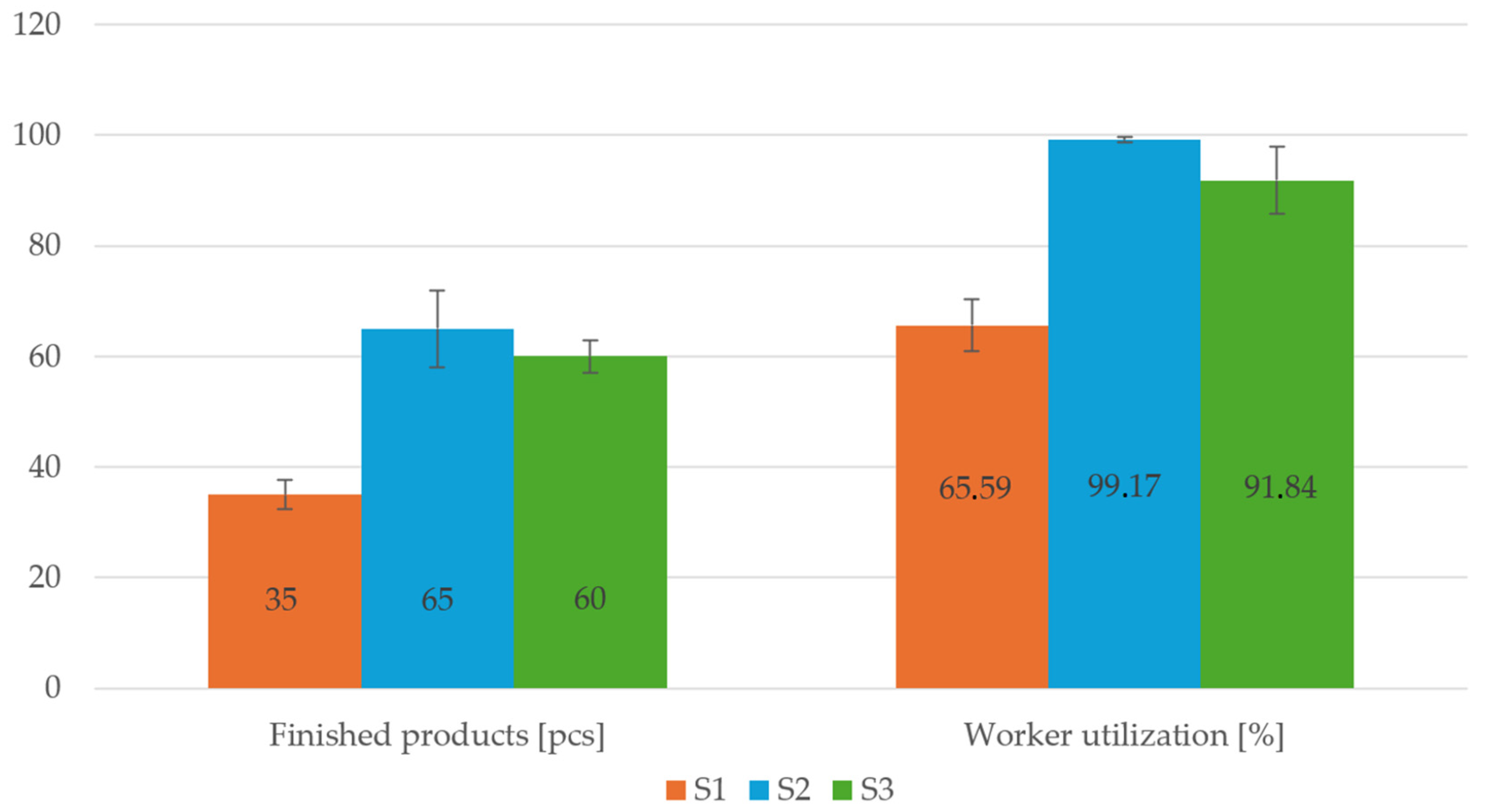
While Figure 5 highlighted the impact of collaborative robot parameters on worker efficiency in terms of the setup, assembly and total time, Figure 6 demonstrates how these parameters influence the number of finished products and the worker utilization rate. It is clear that with lower operating parameters of the collaborative robot, the worker is often waiting for the robot to complete its tasks, resulting in a lower number of finished products. When the collaborative robot’s parameters are increased, as seen in scenario S2, the worker becomes the bottleneck in the collaborative workplace. In this scenario, the worker’s average occupancy rate is as high as 99.17%, representing a 52.6% increase in average occupancy compared to scenario S1. Under these parameters, workers in S2 completed 87.4% more finished products than in scenario S1.
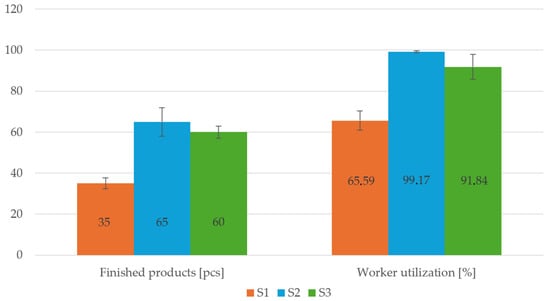
Figure 6.
Finished products and worker utilization results.
Comparing the standard deviations between scenarios S1 and S2 indicates a higher variability in worker efficiency in S1 (as each worker can independently manage their setup times), whereas in S2, where the worker lags behind the collaborative robot’s pace, such adjustments are not possible. The importance of adapting the collaborative workplace parameters to the worker is evidenced by the results in scenario S3. Here, tailored parameters result in only a 9.2% decrease in the number of finished products compared to S2. Additionally, the worker no longer represents a bottleneck in the collaborative workplace, as the average occupancy rate drops from 99.17% to 91.84%. The standard deviation results in S3 are comparable to those in S1, significantly contributing to the long-term sustainable workload of the worker within the collaborative workplace.
3.2. Results of the Stress Index Measurement in Human–Robot Workplace
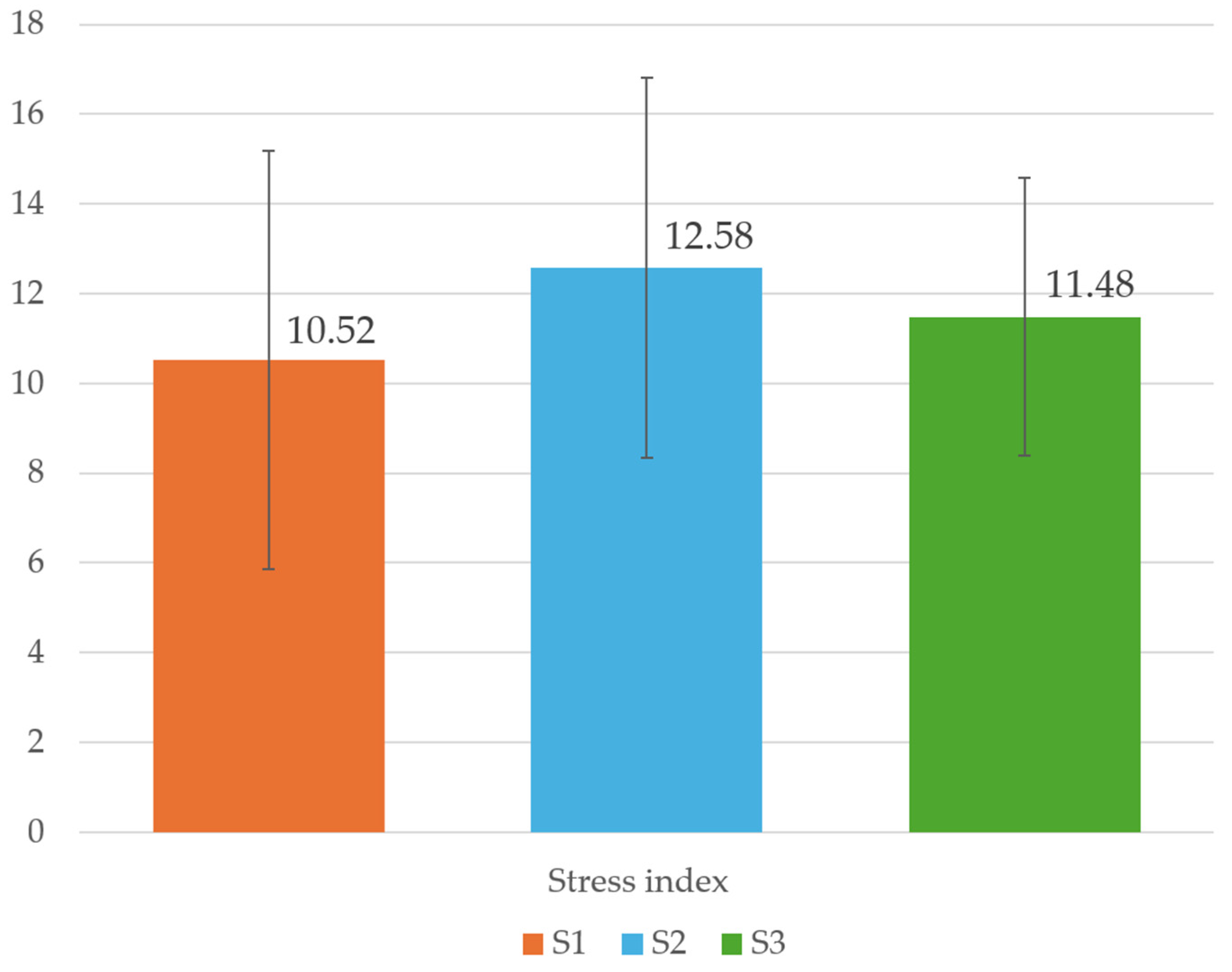
The average perceived stress of the participants in each scenario is shown in Figure 7. The stress is represented as a stress index according to the given calculations in the Kubios HRV software and the higher the value, the higher the stress. From the results in the graph, the stress was proportional to the level of worker utilization. At S1, the CR speed and thus the worker utilization was at its lowest, the perceived stress of the participants according to the stress index was on average 10.52. As the CR’s speed and the worker utilization has been increased, so did the stress. The highest stress on average was 12.58 in workers in S2, where the speed of a CR and the worker utilization was the highest. In S3, where the parameters of a CR were optimized to the individual’s abilities, the stress was 11.58 on average. Comparing the average stress between the scenarios shows that the stress was 16.4% higher in S2 compared to S1 and 8.8% higher to S3. The standard deviation of the stress index was also calculated. The SD was 4.7 in S1, 4.2 in S2, and 3.1 in S3. Comparing the results of S1 and S2 shows a decrease in SD at higher worker utilization. As suggested, the more spare time workers have, the higher the variability in stress, as they do not need to be fully focused on the operation. From S2 to S3, the SD decreases again, although the worker utilization was not increased; rather, it was adjusted to the worker’s abilities. Based on the results, it can be interpreted that adjusted parameters also positively influence the SD of stress, as more uniform results are provided between the workers, meanwhile the full utilization of workers in S2 contributes to more distributed results regarding stress.
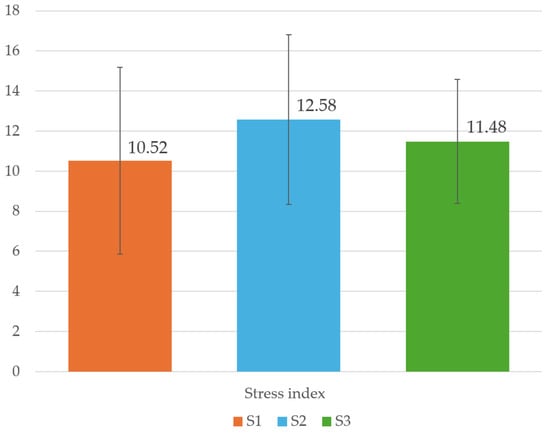
Figure 7.
Stress index results.
From the perspective of human well-being, S1 is the optimal design, as the stress was the lowest. However, the efficiency perspective also needs to be considered (results shown in Figure 5—assembly evaluation), where S3, referred to as the human-oriented scenario, shows the optimal results in both aspects; stress decreased by 8.8% compared to S2, and the lowest SD of stress is achieved in S3. The total time, compared to S2, the most efficient scenario, increased by only 1.1%.
3.3. Case Study Results
According to the first research question—whether optimized parameters of a collaborative workplace contribute to the improved efficiency of the workplace and the entire production system—the following results address the problem observed in the FESTO CP LAB 400 line, as depicted in Figure 4. The telephone assembly production line consists of eight workplaces, with WP4 representing the collaborative workstation that we have previously analyzed separately. The production system case study analyzes four production parameters: workplace utilization, the number of finished products, the work in process, and the average product flow time through the production system. The results presented in Table 3 are the averages of ten iterations of the simulation model. The simulation duration matches the experimental phases shown in Figure 2, with an additional 600 s warm-up period. The simulation scenarios (CS1, CS2, and CS3) correspond to the changes in the parameters of the collaborative workplace, as previously discussed.
Table 3.
Case study results.
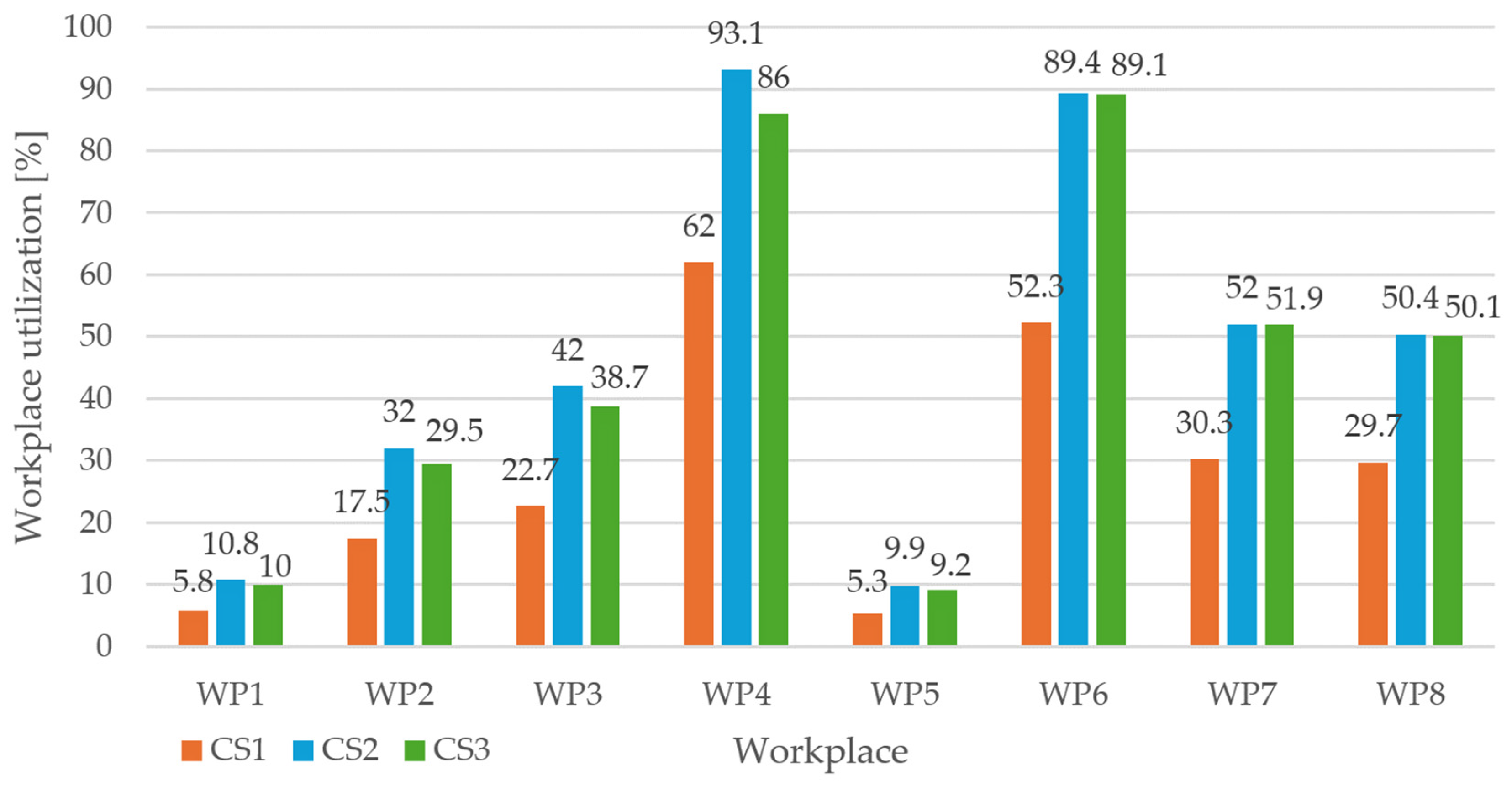
From the perspective of WP utilization, Figure 8 shows that the most utilized workplaces are WP4 (the collaborative workplace) and WP6 (the automated pressing workplace). On average, WP utilization is 28.2% in scenario CS1, 47.5% in scenario CS2, and 45.6% in scenario CS3. Analyzing the impact of the collaborative workplace on the entire production system involves identifying potential bottlenecks.
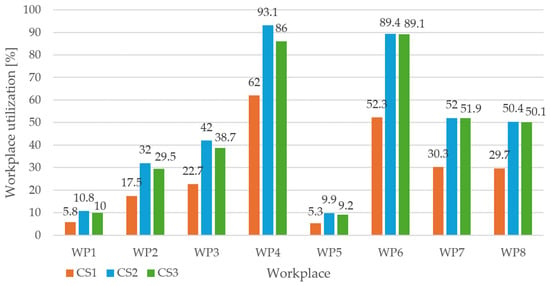
Figure 8.
Workplace utilization results.
When analyzing WP4, we find that it has the lowest utilization with the lowest collaborative workplace parameters in scenario CS1. In this case, WP4 does not act as a bottleneck and allows other workplaces to operate smoothly. In scenario CS2, the average utilization increases from 62% to 93.1%, representing the maximum possible workplace utilization. As WP4’s utilization increases, WP6’s utilization also rises significantly from 52.3% to 89.4%, indicating that changes in the collaborative workplace parameters directly impact the efficiency of other workplaces. Such changes can shift bottlenecks or create new ones within the production system.
The results of scenario CS3, where the collaborative workplace parameters are adapted to the worker’s capabilities, further demonstrate this point. Even a slight adjustment in the collaborative workplace parameters affects both WP4 and WP6. In scenario CS3, WP4’s utilization decreased by 3.7%, which minimally impacted WP6’s utilization (from 86% to 89.1%). These results underscore the importance of workplace balancing to ensure the high efficiency of the entire production system.
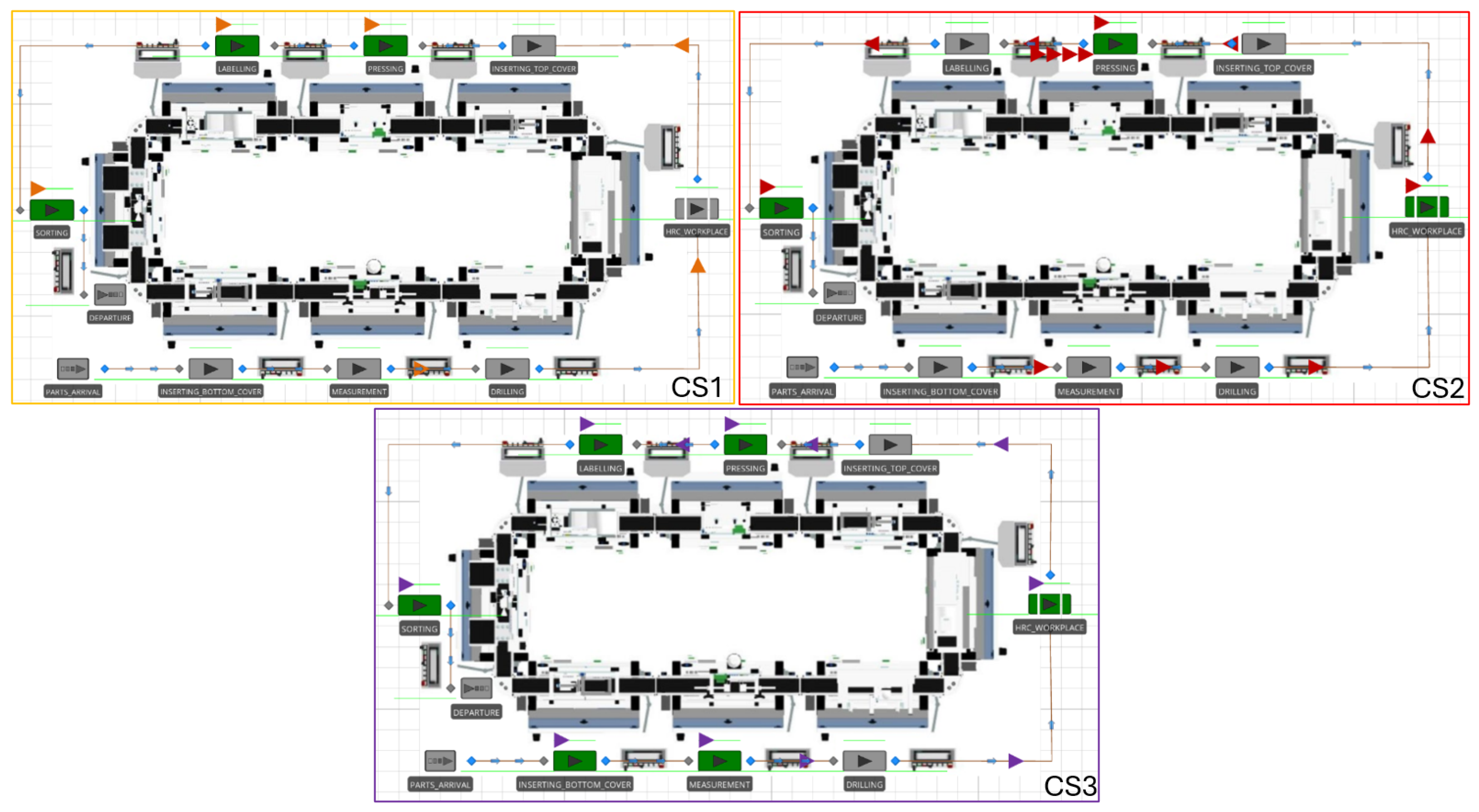
The numerical results presented in Figure 8 are further supported by the graphical results shown in Figure 9, where the entities and workpieces’ waiting queues inside the simulation models of all three scenarios are illustrated. Entities representing products are shown with triangles; specifically, in orange for CS1, in red for CS2, and in purple for CS3. All diamonds are nodes in the Simio model. It is noticeable that, in scenario CS2, bottlenecks occur as entities wait to be processed at workstations WP4 and WP6. The results of CS2 demonstrate that the high over-utilization of the collaborative workplace WP4 causes a bottleneck at WP6, which is not visible in the graphical model of scenario CS1. In scenario CS3, where the parameters of the collaborative workplace are personalized, the graphical results show an evenly balanced utilization at WP4, which in this case does not create bottlenecks for other workplaces; no bottlenecks are detected in WP6 even though the average utilization of WP6 in CS3 is higher than in CS2.
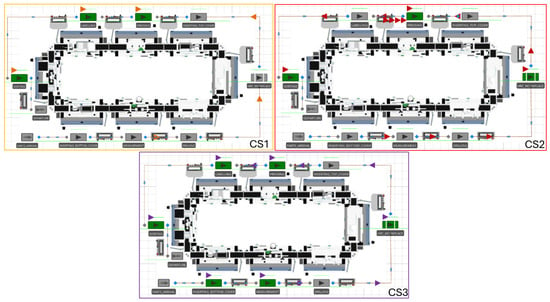
Figure 9.
Simulation model and presentation of waiting queues for different scenarios.
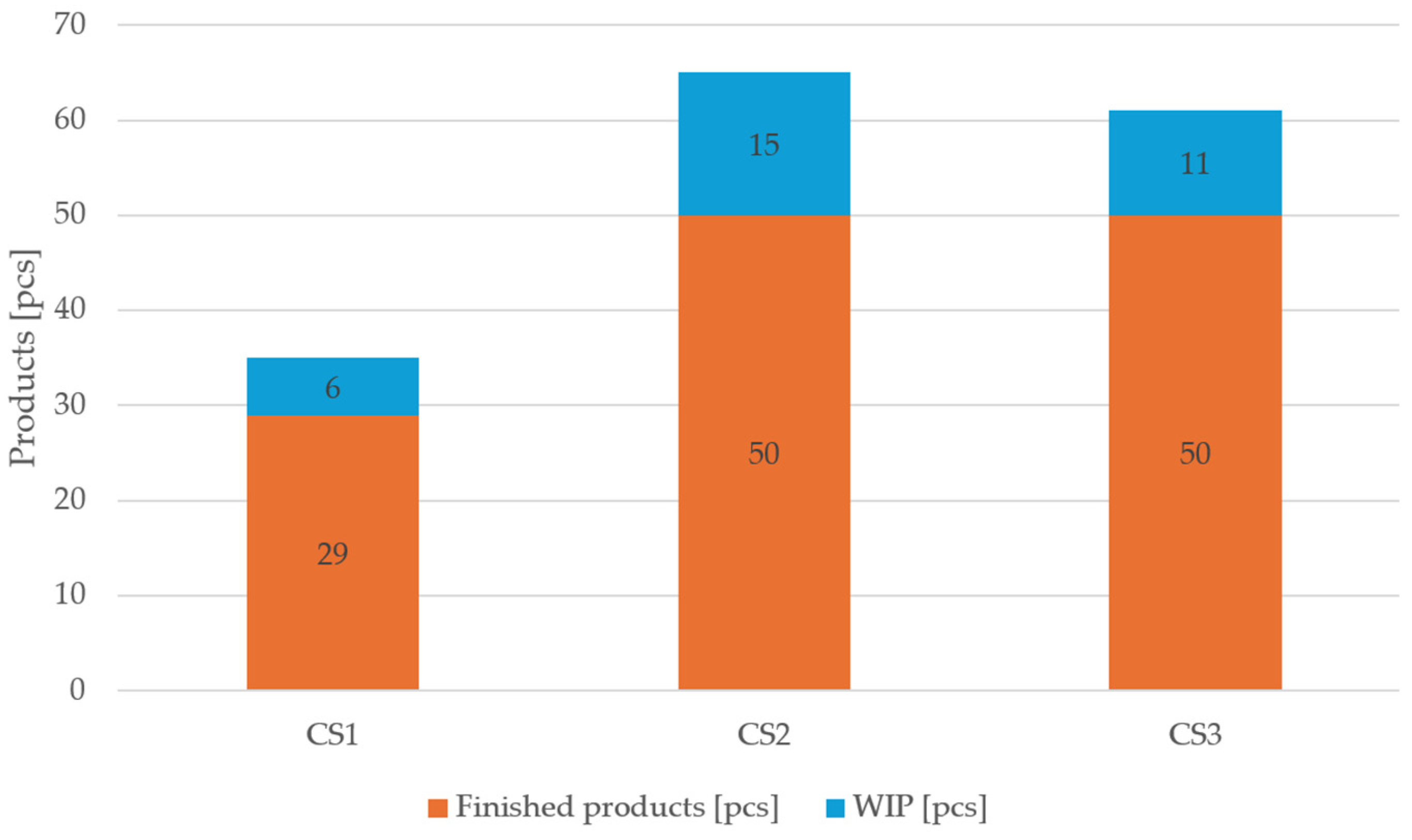
The results presented above, regarding workplace utilization and the potential causes for the importance of personalizing collaborative workplace parameters, are also supported by the results of the number of finished products and the work-in-process (WIP) parameter, as shown in Figure 10. As expected, the production system in scenario CS1 yields the smallest number of finished products, with a WIP count smaller than the number of all workplaces (WIP = 6 < ∑WP = 8), indicating that some workplaces are idle, waiting for new entities to be processed.
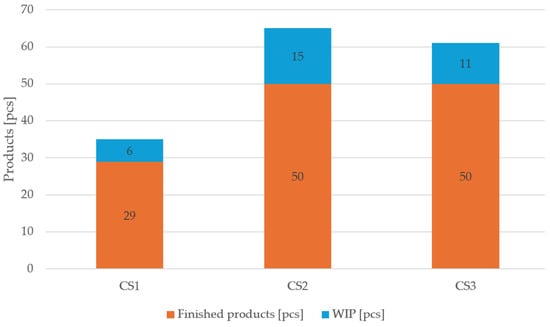
Figure 10.
Finished and WIP products results.
It is interesting to compare the number of finished products in scenarios CS2 and CS3. The simulation model predicts that in both cases, 50 products will be completed. The only difference is the WIP count, which is higher in scenario CS2. This again proves that excessive workloads and the utilization of the collaborative workplace can create bottlenecks in the production system, thereby increasing WIP inventories.
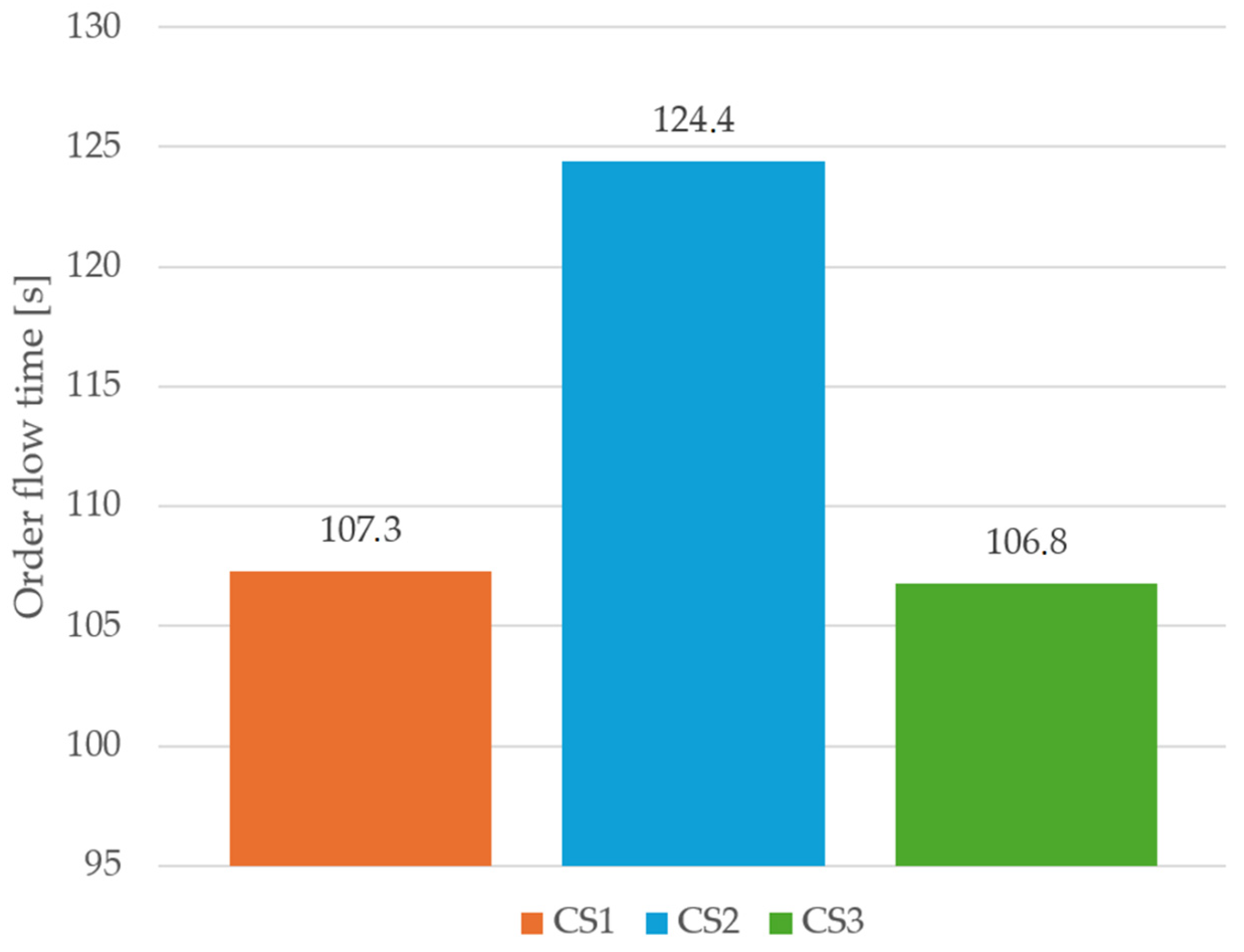
The order flow time parameter, in Figure 11, shows short flow times in scenarios CS1 and CS3, where the uniform workload of workplaces, especially at the collaborative workplace, prevents bottlenecks and ensures consistently short flow times. In scenario CS2, where the parameters of the collaborative workplace overload the worker, the flow time is 15.9% longer than in scenario CS1 and 16.5% longer than in scenario CS3.
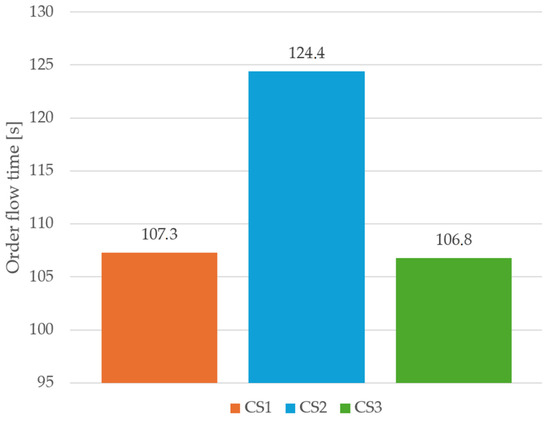
Figure 11.
Order flow time results.
To summarize, the results of scenario CS2 across all performance indicators of the production system highlight the importance of personalizing the parameters of the collaborative workplace from the human-centered manufacturing perspective.
4. Discussion
The integration of collaborative robots into HRC environments has the potential to significantly increase productivity and human engagement in human-centered manufacturing. However, to create safe and efficient collaborative workplaces, the interaction between humans and robots must be carefully considered. The aim of our study was to evaluate the impact of the different parameters of a collaborative workplace on worker utilization and overall system performance, answering the research questions, presented in Section 2.
In the first part of the study, we investigated the impact of various levels of worker utilization on the efficiency of a collaborative workplace in a HRC setting. The experiment comprised three distinct scenarios with varying CR parameters to assess their effects on the setup time, assembly time, total time, the number of finished products, and worker utilization. The results provide insights into how optimized CW parameters can improve efficiency and how human-centered manufacturing can benefit from adapting these parameters to individual workers. The results indicate that optimized parameters significantly enhance the efficiency of both the workplace and the production system. In scenario S3, where CR parameters were personalized to match the capabilities of individual workers, the total time for product completion was slightly higher than in scenario S2, but significantly lower than in scenario S1. The worker utilization rate in S3 was high but not excessively so, resulting in a balanced and efficient workflow. The number of finished products in S3 was only marginally lower than in S2 but considerably higher than in S1, demonstrating that personalized parameters can maintain high productivity while preventing worker overload. From a human-centered manufacturing perspective, adapting collaborative workplace parameters to the individual worker is highly advisable. The study showed that personalized parameters in scenario S3 led to a more uniform workload distribution, reducing the cognitive and physical strain on workers. This scenario achieved a balance between maximizing productivity and ensuring worker well-being, evidenced by the drop in the average occupancy rate from 99.17% in S2 to 91.84% in S3. Furthermore, the standard deviation of worker utilization in S3 was lower compared to S1, indicating more consistent performance across different workers. The study’s findings underscore the importance of personalization in collaborative workplaces. In scenario S2, where the CR operated at maximum speed, workers struggled to keep pace, leading to inefficiencies and potential burnout. The high utilization rate in this scenario suggests that the worker was the bottleneck, highlighting the limitations of pushing for maximum utilization without considering individual capabilities. Conversely, in scenario S1, lower CR speeds resulted in workers frequently waiting for the robot, which reduced overall system efficiency. Scenario S3’s balanced approach, where CR parameters were adjusted to optimize individual worker performance, proved to be the most effective. It minimized the inefficiencies seen in S1 and avoided the excessive strain observed in S2. This scenario aligns with human-centered manufacturing principles by promoting sustainable work practices that consider both productivity and worker health.
The study also brings attention to the mental health implications of HRC. Personalized parameters help mitigate stress and cognitive overload in workers, which are critical aspects of mental health. In the experiment, the ECG method was used to assess the worker’s stress. The results show the proportional increase in stress in relation to the worker utilization. The higher the CR’s speed and therefore the worker utilization, the higher the worker’s stress, suggesting that S1 is an optimal design from the worker’s well-being perspective. Since the goal is to provide safe and efficient CWs, both aspects should be considered. After analyzing the stress results and the results in terms of worker’s efficiency, it appears that S3 is the optimum between these two aspects. In terms of efficiency, workers in S3 were only 1.1% less efficient than in S2, where workers were the most efficient. In terms of worker’s well-being, stress increased by 7.6% from S1 to S3 but decreased by 8.8% from S3 to S2. Although worker stress was not the lowest in S3, when efficiency of workers is considered, S3 represents the optimum. The differences in the results show that, with the proper adjustment of parameters oriented to a human, it is possible to achieve efficient and safe CWs. Our results align with the growing research that emphasizes the need to address both physical and mental health in HRC environments. By tailoring the collaborative workplace to the individual needs of workers, it is possible to create a more supportive, safe, and efficient environment.
The findings from our case study simulation models highlight the importance of personalizing the parameters of collaborative workplaces to optimize worker utilization and system efficiency. In scenario CS1, where no human–robot workplace parameter personalization was applied (worker: 60% utilization), the system showed a balanced workload with a relatively low WIP count, indicating long idle periods, which caused low workplace utilization and a lower number of finished products. This scenario underlines the inefficiency that can arise from a lack of tailored interaction parameters between humans and collaborative robots. Scenario CS2, characterized by a high workload due to non-personalized parameters (worker: 100% utilization), resulted in bottlenecks and increased WIP, which adversely affected productivity. The higher average utilization of the workplace (WP6) in this scenario caused delays and longer order flow times, underscoring the potential negative impacts of overloading workers. This scenario demonstrated that excessive workloads in CWs could lead to inefficiencies, emphasizing the necessity to balance the workload to prevent bottlenecks and maintain a smooth production flow. In contrast, scenario CS3, which incorporated personalized parameters, showed optimal results with a balanced workload and no bottlenecks in the production system. The even distribution of jobs at WP4 and WP6 in this scenario facilitated a consistent production flow, with the number of finished products matching that of scenario CS2 but with a significantly lower WIP count. This result suggests that personalization not only enhances worker well-being by preventing overload but also maintains high productivity and efficiency.
Research Question 1: Do optimized parameters of a collaborative workplace contribute to improved efficiency of the workplace and the overall production system?
The results from scenarios S3 and CS3 provide a clear answer to this question. The optimized parameters that consider the individual needs and capabilities of workers contribute to a balanced workload, prevent bottlenecks, and enhance the overall efficiency of both the workplace and the entire production system. The reduced WIP and shorter order flow times in this scenario underscore the significant efficiency gains that can be achieved through parameter optimization.
Research Question 2: From the perspective of human-centered manufacturing, is it advisable to adapt the parameters of the collaborative workplace to the individual worker?
The presented results conclusively demonstrate the benefits of personalizing collaborative workplace parameters in human–robot systems. Personalized parameters not only prevent bottlenecks and reduce WIP but also contribute to the mental well-being of workers by avoiding excessive cognitive load. The results show that the worker’s stress increases in relation to higher worker utilization. Regarding the worker’s well-being and workload, it is advisable to keep CW parameters as low as possible. Even though low parameters would contribute to the safety and health of workers, this would not be beneficial from a worker efficiency and productivity perspective, as lower worker utilization leads to lower worker efficiency. With the customized parameters of a CW, tailored to the worker’s individual abilities, efficient and safe human–robot interaction can be established.
5. Conclusions
The integration of CRs in HRC environments holds significant potential to increase productivity and human engagement in the context of human-centered manufacturing. The aim of our study was to evaluate the impact of different CW parameters on worker utilization and overall system performance in the context of human-centric manufacturing. The experiment, which included three different scenarios with different parameters of the CR, provided valuable insights into how optimized parameters of the CW can improve efficiency and how human-centered manufacturing can benefit from adapting these parameters to the individual worker. The results clearly show that optimized parameters significantly increase the efficiency of both the workplace and the production system. In scenario S3, in which the CR parameters were adapted to the capabilities of the individual workers, the total production time was slightly higher than in scenario S2, but significantly lower than in scenario S1. Worker utilization in S3 was high but not excessively high, resulting in a balanced and efficient workflow. The number of finished products in S3 was only slightly lower than in S2 but was significantly higher than in S1. This shows that personalized parameters can maintain high productivity while preventing worker overload. From a human-centered manufacturing perspective, adapting collaborative workplace parameters to the individual worker is highly advisable.
The study also brings attention to the mental health implications of HRC. Personalized parameters help mitigate stress and cognitive overload in workers, which are critical aspects of mental health. Properly set CR parameters, adapted to the skills and abilities of each individual worker, contribute to efficient and safe collaboration from the point of view of worker mental health. The results regarding worker’s stress have shown that there is a correlation between worker utilization and perceived stress. A higher level of worker utilization contributes to higher stress. Our results align with the growing body of research emphasizing the need to address both physical and mental health in HRC environments. By tailoring the collaborative workplace to the individual needs of workers, it is possible to create a more supportive and efficient environment.
In conclusion, the experimental results conclusively demonstrate that optimized CW parameters significantly increase efficiency and productivity while promoting employee well-being. Personalized parameters prevent bottlenecks, reduce idle time, and ensure a balanced workload, making the production system more robust and resilient. From a human-centered manufacturing perspective, tailoring the parameters of the collaborative workplace to the individual worker is critical for creating sustainable and efficient HRC environments. Personalized parameters not only improve system efficiency, but also promote worker well-being by reducing cognitive overload and stress. This dual benefit is in line with the principles of human-centered manufacturing, which focuses on both productivity and employee health.
Author Contributions
Conceptualization, R.O. and A.J.; methodology, R.O. and A.J.; software, R.O.; validation, R.O. and B.B.; investigation, R.O. and A.J.; data curation, R.O. and A.J.; writing—original draft preparation, R.O. and A.J.; writing—review and editing, R.O.; visualization, R.O. and A.J.; supervision, B.B.; funding acquisition, B.B. All authors have read and agreed to the published version of the manuscript.
Funding
The authors gratefully acknowledge the support of the Slovenian Research Agency (ARIS), Research Core Funding No. P2-0190.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors acknowledge the use of a research equipment system for the development and testing of cognitive production approaches in Industry 4.0. Collaborative robots with equipment and sensors, hardware, and software for ergonomic analysis of a collaborative workplace were procured within the project “Upgrading national research infrastructures—RIUM”, which was co-financed by the Republic of Slovenia, the Ministry of Education, Science and Sport, and the European Union from the European Regional Development Fund.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Coronado, E.; Kiyokawa, T.; Ricardez, G.A.G.; Ramirez-Alpizar, I.G.; Venture, G.; Yamanobe, N. Evaluating quality in human-robot interaction: A systematic search and classification of performance and human-centered factors, measures and metrics towards an industry 5.0. J. Manuf. Syst. 2022, 63, 392–410. [Google Scholar] [CrossRef]
- Apraiz, A.; Lasa, G.; Mazmela, M. Evaluation of user experience in human-robot interaction: A systematic literature review. Int. J. Soc. Robot. 2023, 15, 187–210. [Google Scholar] [CrossRef]
- Su, B.; Jung, S.H.; Lu, L.; Wang, H.; Qing, L.; Xu, X. Exploring the impact of human-robot interaction on workers’ mental stress in collaborative assembly tasks. Appl. Ergon. 2024, 116, 104224. [Google Scholar] [CrossRef] [PubMed]
- Apraiz, A.; Lasa, G.; Montagna, F.; Blandino, G.; Triviño-Tonato, E.; Dacal-Nieto, A. An experimental protocol for human stress investigation in manufacturing contexts: Its application in the no-stress project. Systems 2023, 11, 448. [Google Scholar] [CrossRef]
- Javernik, A.; Buchmeister, B.; Ojstersek, R. The NASA-TLX approach to understand workers workload in human-robot collaboration. Int. J. Simul. Model. 2023, 22, 574–585. [Google Scholar] [CrossRef]
- Verna, E.; Puttero, S.; Genta, G.; Galetto, M. A novel diagnostic tool for human-centric quality monitoring in human-robot collaboration manufacturing. J. Manuf. Sci. Eng. 2023, 145, 121009. [Google Scholar] [CrossRef]
- Boschetti, G.; Faccio, M.; Granata, I. Human-centered design for productivity and safety in collaborative robots cells: A new methodological approach. Electronics 2023, 12, 167. [Google Scholar] [CrossRef]
- Smith, J.; Rowland, C.; Moslehi, S.; Taylor, R.; Lesjak, A.; Lesjak, M.; Stadlober, S.; Lee, L.; Dettmar, J.; Page, M.; et al. Relaxing floors: Fractal fluency in the built environment. Nonlin. Dynam. 2020, 24, 127–141. [Google Scholar]
- ISO/TS 15066:2016; Robots and Robotic Devices—Collaborative Robots. ISO: Geneva, Switzerland, 2016. Available online: https://www.iso.org/standard/62996.html (accessed on 5 July 2024).
- Wang, H.; Lv, L.; Li, X.; Li, H.; Leng, J.; Zhang, Y.; Thomson, V.; Liu, G.; Wen, X.; Sun, C.; et al. A safety management approach for Industry 5.0′s human-centered manufacturing based on digital twin. J. Manuf. Syst. 2023, 66, 1–12. [Google Scholar] [CrossRef]
- Papetti, A.; Ciccarelli, M.; Scoccia, C.; Palmieri, G.; Germani, M. A human-oriented design process for collaborative robotics. Int. J. Comput. Integr. Manuf. 2023, 36, 1760–1782. [Google Scholar] [CrossRef]
- Javernik, A.; Buchmeister, B.; Ojstersek, R. Impact of Cobot parameters on the worker productivity: Optimization challenge. Adv. Produc. Eng. Manag. 2022, 17, 494–504. [Google Scholar] [CrossRef]
- Simões, A.C.; Pinto, A.; Santos, J.; Pinheiro, S.; Romero, D. Designing human-robot collaboration (HRC) workspaces in industrial settings: A systemic literature review. J. Manuf. Syst. 2022, 62, 28–43. [Google Scholar] [CrossRef]
- Calzavara, M.; Faccio, M.; Granata, I. Multi-objective task allocation for collaborative robot systems with an Industry 5.0 human-centered perspective. J. Adv. Manuf. Technol. 2023, 128, 297–314. [Google Scholar] [CrossRef]
- Gualtieri, L.; Rauch, E.; Vidoni, R. Human-robot activity allocation algorithm for the redesign of manual assembly systems into human-robot collaborative assembly. Int. J. Comput. Integr. Manuf. 2023, 36, 308–333. [Google Scholar] [CrossRef]
- Ojstersek, R.; Javernik, A.; Buchmeister, B. Importance of sustainable collaborative workplaces – simulation modelling approach. Int. J. Simul. Model. 2022, 21, 627–638. [Google Scholar] [CrossRef]
- Khamaisi, R.K.; Prati, E.; Peruzzini, M.; Raffaeli, R.; Pellicciari, M. Ux in ar-supported industrial human-robot collaborative tasks: A systematic review. Appl. Sci. 2021, 11, 10448. [Google Scholar] [CrossRef]
- Hein-Pensel, F.; Winkler, H.; Brückner, A.; Wölke, M.; Jabs, I.; Mayan, I.J.; Kirschenbaum, A.; Friedrich, J.; Zinke-Wehlmann, C. Maturity assessment for Industry 5.0: A review of existing maturity models. J. Manuf. Syst. 2023, 66, 200–210. [Google Scholar] [CrossRef]
- Kubo, T.; Ozasa, K.; Mikami, K.; Wakai, K.; Fujino, Y.; Watanabe, Y.; Miki, T.; Nakao, M.; Hayashi, K.; Suzuki, K.; et al. Prospective cohort study of the risk of prostate cancer among rotating-shift workers: Findings from the Japan collaborative cohort study. Am. J. Epidemiol. 2006, 164, 549–555. [Google Scholar] [CrossRef]
- Peruzzini, M.; Grandi, F.; Pellicciari, M. Exploring the potential of Operator 4.0 interface and monitoring. Comput. Ind. Eng. 2020, 139, 105600. [Google Scholar] [CrossRef]
- Sudzum, R.; Nestic, S.; Komatina, N.; Kraisnik, M. An intuitionistic fuzzy multi-criteria approach for prioritizing failures that cause overproduction: A case study in process manufacturing. Axioms 2024, 13, 357. [Google Scholar] [CrossRef]
- Zhu, X.Q. Collaborative modelling and simulation for manufacturing cost analysis. Int. J. Simul. Model. 2023, 22, 338–349. [Google Scholar] [CrossRef]
- Halkos, G.; Bousinakis, D. The effect of stress and satisfaction on productivity. Int. J. Product. Perform. Manag. 2010, 59, 415–431. [Google Scholar] [CrossRef]
- Sharma, N.; Gedeon, T. Objective measures, sensors and computational techniques for stress recognition and classification: A survey. Comput. Methods Programs Biomed. 2012, 108, 1287–1301. [Google Scholar] [CrossRef] [PubMed]
- PNS and SNS Indexes in Evaluating Autonomic Function—Kubios. Available online: https://www.kubios.com/blog/hrv-ans-function/ (accessed on 5 July 2024).

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).