1. Introduction
Optimization of CNC working time focuses on minimizing tool change times by strategically positioning tools within the tool magazine. Advanced algorithms, including genetic algorithms, ant colony optimization, and machine learning techniques, are used to determine the optimal sequence and placement of tools. These methods consider various factors such as tool change frequency, machining sequence, and tool wear. The integration of real-time data and predictive analytics further enhances the efficiency, leading to significant reductions in overall machining time and improvements in production throughput.
The Intermac Master 33.3 CNC machine is a high-precision, versatile machining center designed for processing glass, stone, and metal materials. It features advanced software for intricate cutting, drilling, and milling operations, ensuring exceptional accuracy and efficiency. The machine is equipped with a robust tool magazine and automated tool-changing system, enhancing productivity by minimizing downtime. Its ergonomic design and user-friendly interface make it suitable for a wide range of industrial applications, from custom fabrication to large-scale production. ICAM3D Version 3.1.0 BIESSESoft is a powerful tool for optimizing CNC machining operations, offering a range of features that enhance efficiency, quality, and flexibility. By integrating ICAM with CNC machines like the Intermac Master 33.3, manufacturers can achieve significant improvements in their production processes, leading to better performance and cost savings [
1].
The Intermac Master 33.3 CNC machine is widely recognized for its advanced capabilities in processing natural and synthetic stone materials. Despite its state-of-the-art technology, there are continuous demands for improvements in efficiency, precision, and adaptability to various stone-processing tasks. The need for customization and high-quality finishes in architectural and decorative stone applications further complicates these challenges [
2].
The primary research problem focuses on identifying and addressing the limitations of the Intermac Master 33.3 CNC machine in achieving optimal efficiency and precision for complex stone-processing tasks. This encompasses investigating the machine’s performance in high-demand settings, evaluating the effectiveness of its software integration, and exploring potential enhancements in tool management and material handling systems.
In CNC machining, idle time refers to periods when the cutting tool is not engaged in productive work, impacting overall efficiency and throughput. For the Intermac Master 33.3, understanding and minimizing idle time is crucial for maximizing productivity in stone-processing operations.
The idle running times of the working units of a machine tool are the sum of the idle running times for the tool change and the changing of the section under treatment [
3].
Strategies to Reduce Idle Time—Optimizing Tool Paths and Tool Changes:
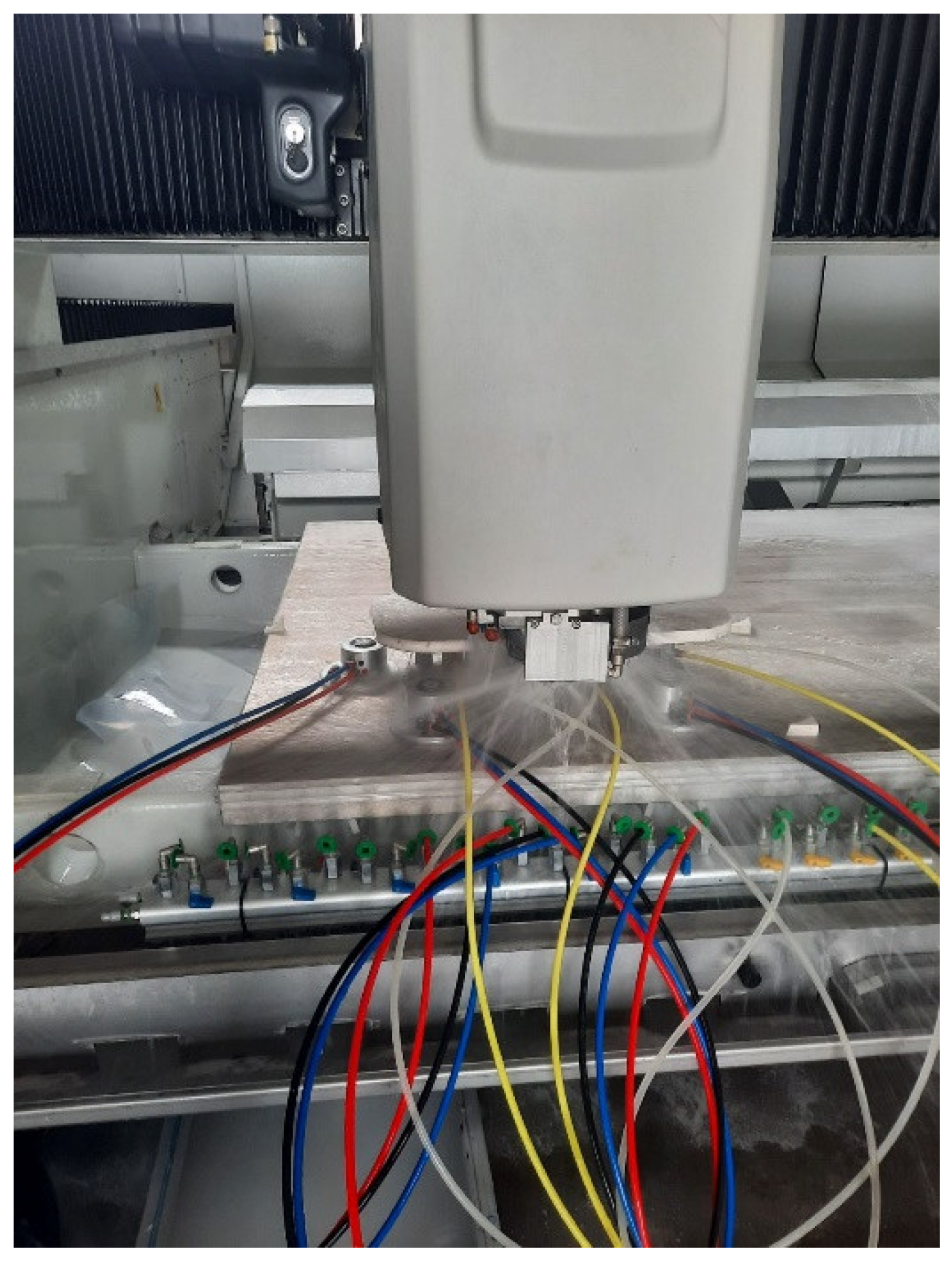
In this paper, we used a CNC-type Intermac Master 33.3, as depicted in
Figure 1, to optimize working time depending on the positioning of the cutting tools in the magazine.
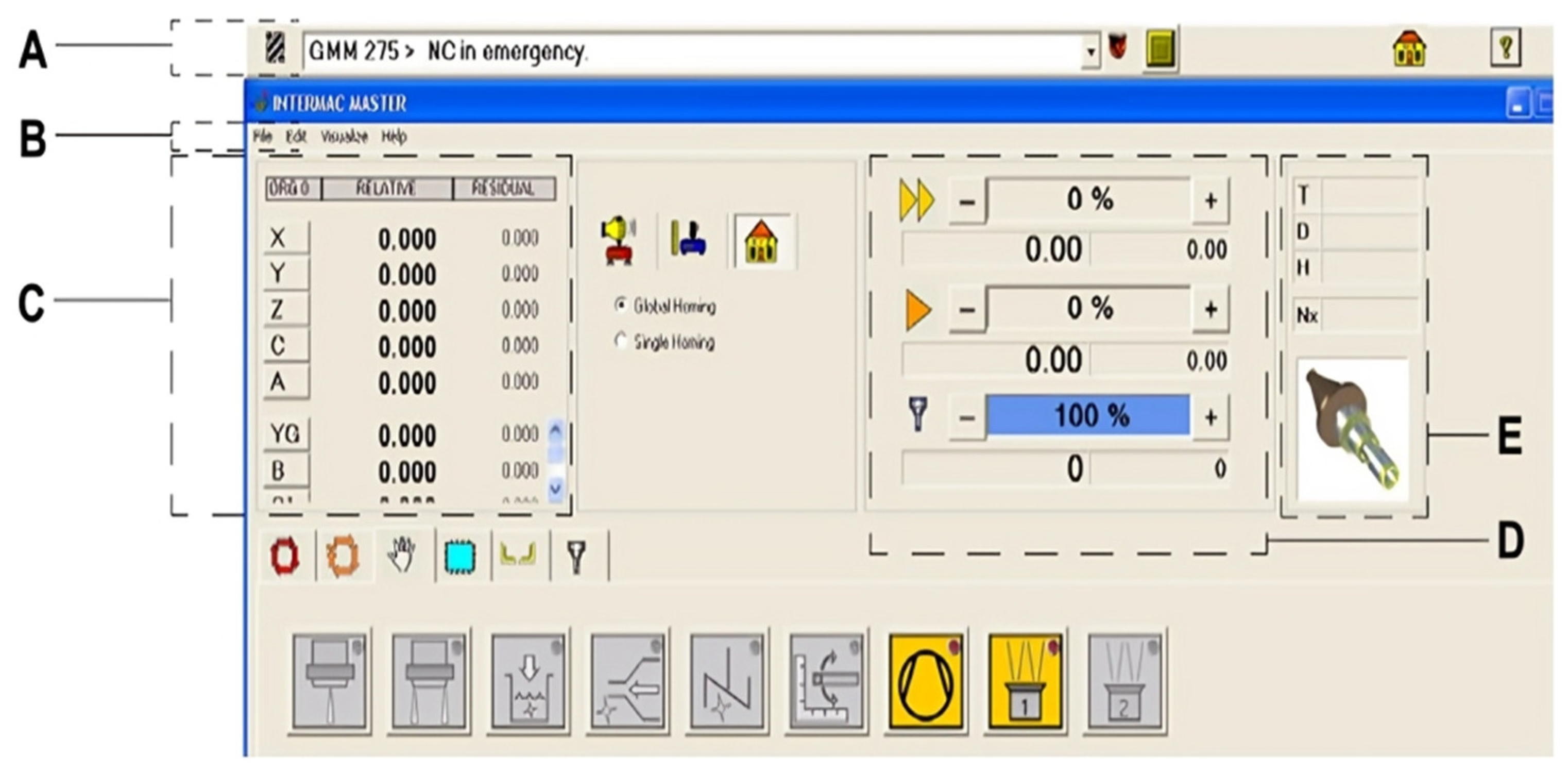
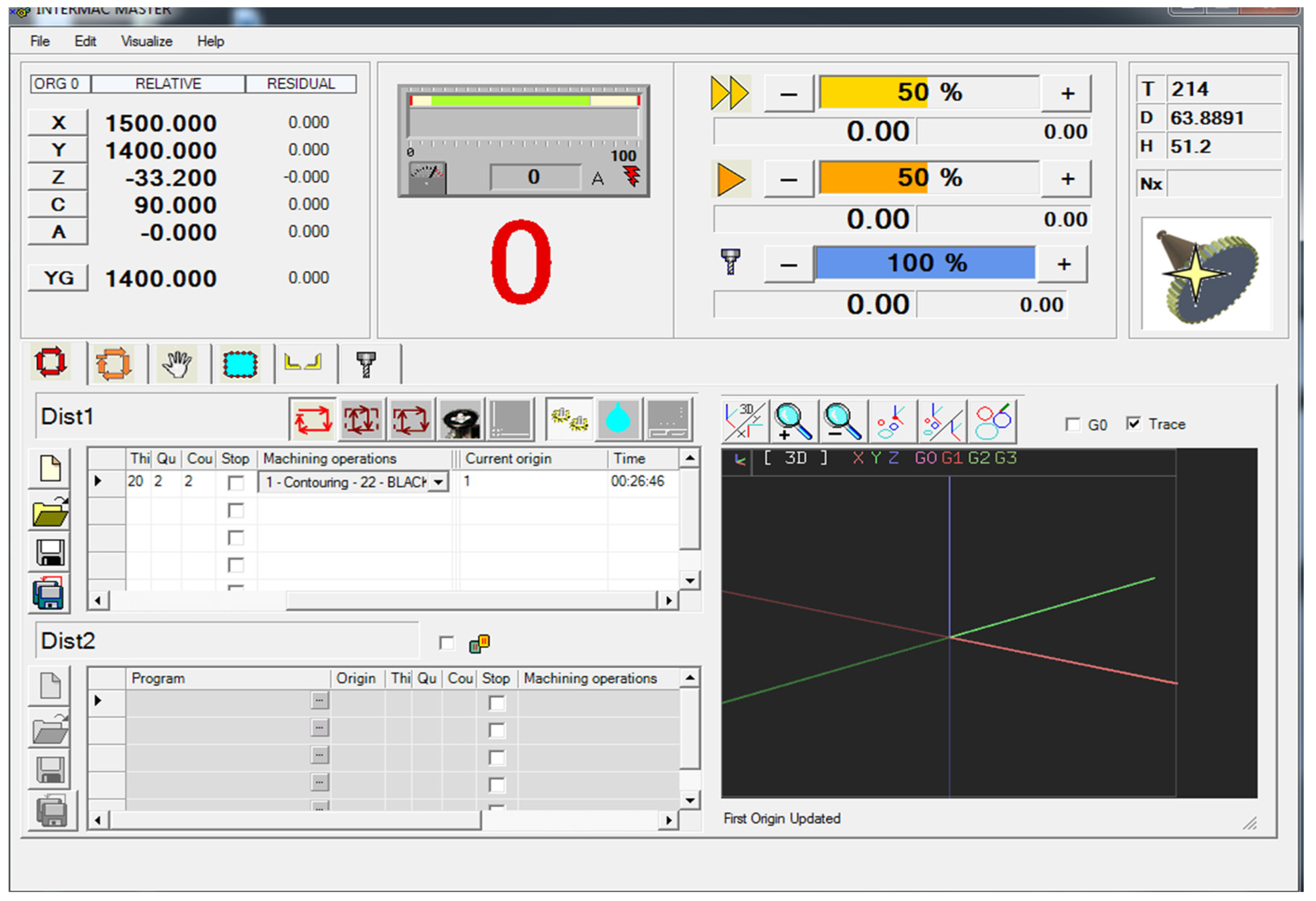
In addition, we presented the view of the startup program and the explanation of the basic functions, as shown in
Figure 2. At the start of the software program, the first page to appear on the monitor displays the various work environments, as shown in the figure and as listed here below:
Automatic environment;
Semiautomatic environment;
Manual environment;
Data Acquisition environment;
Center of origins;
Cutting Tools and their data.
Some of the areas in the first page will remain unchanged when going from one environment to another: they will always be on view. These areas are in the upper part of the page and are as follows:
- A
“Status bar”;
- B
“Menus bar”;
- C
“Axes tracking area”;
- D
“Speeds area”;
- E
“Tools area”.
Figure 2.
Manual environment is the default at the start of the program.
Figure 2.
Manual environment is the default at the start of the program.
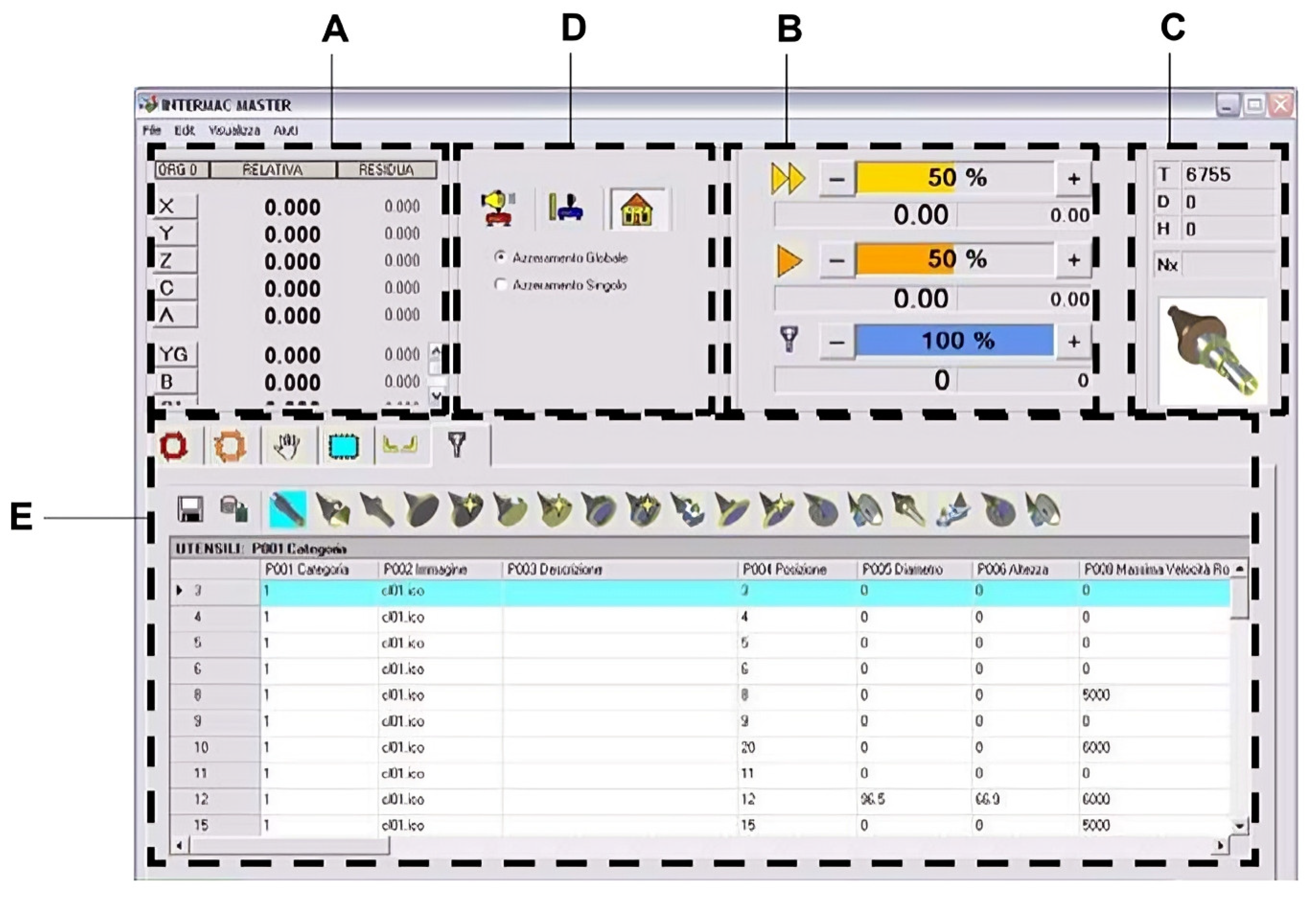
1.1. Cutting Tools Environment
The table is organized by tool category. Above the table are found all the buttons corresponding to all the cutting tool categories that can be present in the magazine (
Figure 3). When the mouse is clicked on the button of a specific category, the table will be filled line by line with all the tools and relative parameters answering that category.
The tools environment comprises the following areas:
- A
“Axes tracking area”,
- B
“Speeds area”,
- C
“Tools area”,
- D
“Displacements area, or ammeter area”,
- E
“Tools categories”.
1.2. Optimizing Time on CNC
Optimizing time when working with a CNC machine involves several factors, and tool management is a critical one. The following are some strategies for optimizing time by managing tool positions in the magazine efficiently:
1.3. Automated Tool Changing in CNC
Automatic tool changing in CNC is a very important element that assists industrial processes in completing work automatically independent of the human factor. The entire working process of changing the tools is performed automatically. Below, we explained how this process is performed:
Tool magazine—the tool magazine can be located on the machine itself or as a separate unit adjacent to the machine [
4].
Tool Selection—the command is usually based on the program being executed and the specific tool needed at that stage.
Tool Changing Mechanism—The CNC machine is equipped with a tool changing mechanism, often referred to as an automatic tool changer (ATC). The ATC consists of a gripper or a robotic arm that can grasp and manipulate the cutting tools. An automatic tool changer (ATC) plays an important role in the performance determination of CNC machines [
5,
6]. Linear tool changers are systems where the tools are arranged in a linear fashion, and a mechanism moves along the line to select and change tools. The linear tool changer arranges tools in a linear fashion, allowing a mechanism to move along the line to select and change tools. The system’s efficiency and reliability are compared to traditional rotary tool changers, showing significant improvements in tool change time and operational accuracy [
7].
Tool Retrieval and Replacement—The tool changer mechanism moves to the designated position in the tool magazine and retrieves the required tool. It then moves to the spindle area, where the previous tool is stored.
Tool Exchange—the tool exchange process is usually automated and performed with precision to ensure proper alignment and secure attachment of the new tool.
Tool Calibration and Verification—This can include checking tool length, diameter, and other parameters to ensure accurate machining and a correct method of operating the ATC. Thus, the deviation of the ATC’s stopping position depends on the relative humidity and temperature of the area under investigation. ATC system performance will have a direct impact on the level of processing efficiency [
8,
9,
10].
Resuming Machining—Once the tool change is completed and verified, the CNC machine resumes the machining operation using the new tool. This process can be repeated multiple times during a machining operation, depending on the complexity and requirements of the workpiece. For shortening of production lead-time, it is necessary to eliminate time and efforts for process and operation planning after product design [
11].
The rest of the paper is organized as follows:
Section 2 provides the detailed introduction about the optimization of CNC Working Time Depending on the Positioning of the Tools in the Magazine.
Section 3 gives the experimental results to compare the proposed method with the current situation of the CNC machine.
Section 4 is the discussion.
Section 5 concludes the paper works.
2. Materials and Methods
The calculation of cutting tool positioning in a linear magazine, with the help of linear equations with two variables, is given as follows:
The calculation of linear equation for the positioning of the cutting tool in the linear magazine is dependent on dimensions of the CNC machine mainly for the X-, Y- and Z-axes.
The tool path length for a linear tool changer for fast positioning and short way until empty tool holder is described by the following equation:
where:
P (Xi, Yi, Zi)—denotes general position (zero point of CNC machine tools),
PS (Xs, Zs, Zs)—denotes the position after finishing the machining process
PET (XET, YET, ZET)—denotes the position of empty tool.
After each machining process, the spindle speed is required to find the shortest path and to return the empty tool based on the model of the linear magazine tool changer.
In our case, the position of the tools in the linear magazine is programmed at the beginning of the working process.
2.1. Overview of the CNC Machining
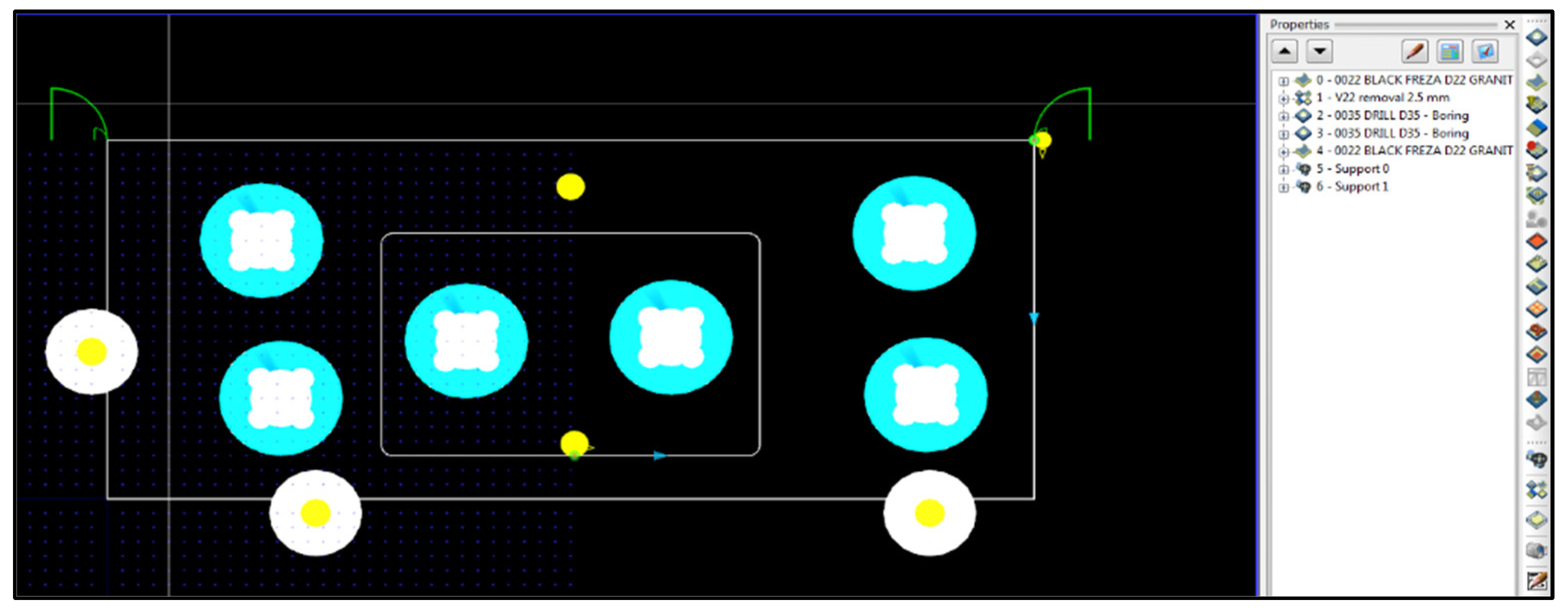
In this subsection, we performed a simulation of the project with the dimensions 1200 × 500. The internal opening of the sink has the dimensions 460 × 280. The second stage of processing is the cleaning and cutting of the external geometry. For cutting, the tool 0022-Black Frezza D22 granite was used. After shortening the geometry of the sink, the polishing took place. For polishing, the sequence with polishing tools numbered 0211, 0212, 0213, 0214 was used. In the next phase, the opening of the sink holes was conducted using the 0035-DRILL D35-Boring tool. After opening the holes, the process continued with the 0022 BLACK D 22-GRANITE milling cutter. The final stage was the placement of reference points (stops) and suction cups. At these reference points, the full plate with the dimensions 1200 × 500 was placed and reinforced with suction cups (
Figure 4). Reference points are used to position the project on the table, and suction cups are used for fastening the marble, with the diameters such as Ø60, Ø120, Ø160, and 40 × 100.
Figure 5 shows the final procedure before presenting the simulation with all the tools used for cutting, opening holes, polishing the geometry, stops and suction cups. This is the final procedure before uploading to the CNC ICAM software to start with processing.
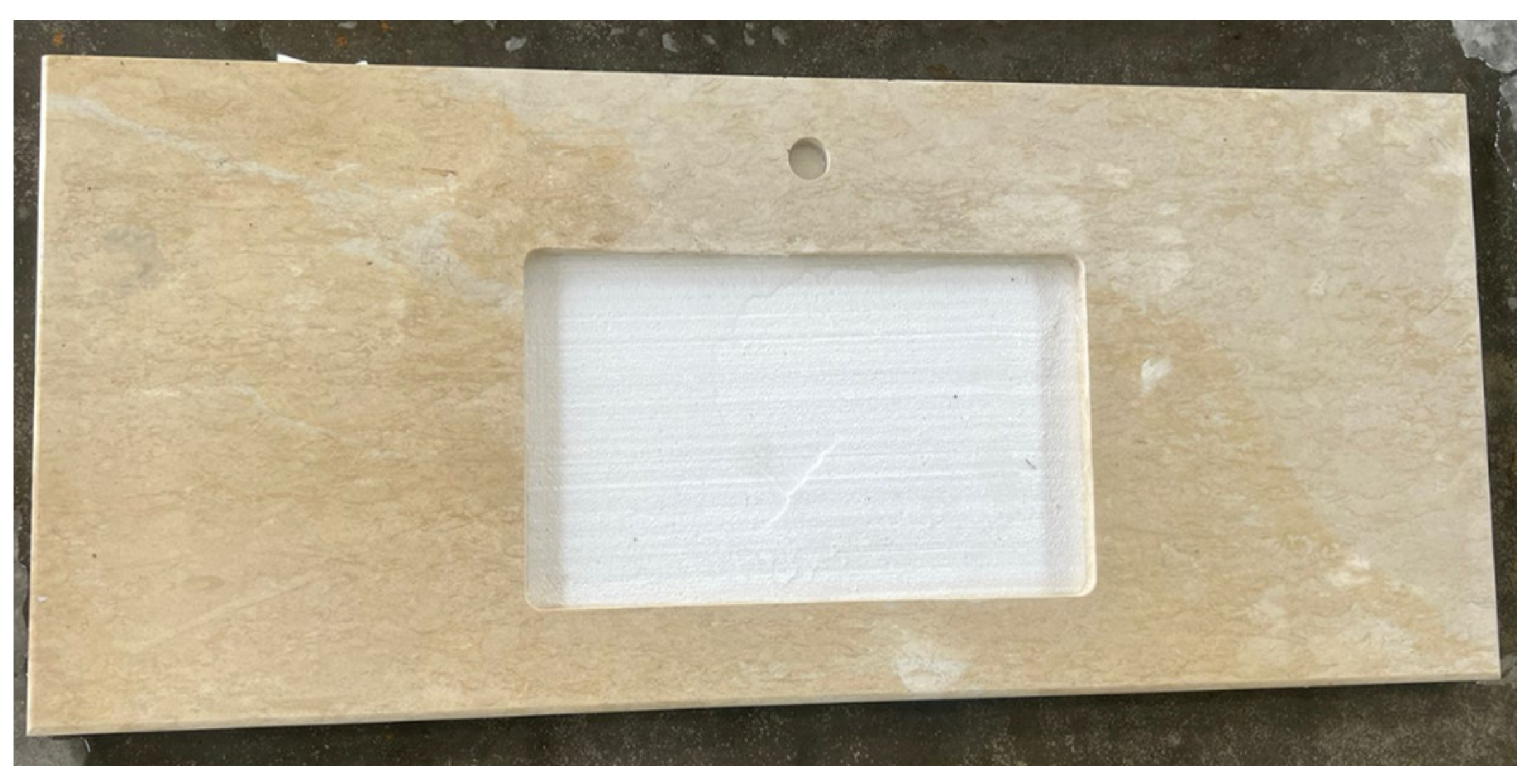
The final product according to the customer’s requests is presented in
Figure 6.
2.2. Working Process of the CNC
In our study, we conducted assessments based on the existing arrangement of tools and subsequently compared these results with those obtained from a reconfiguration of the tools within the magazine (
Figure 7). In
Figure 8, the working process of the CNC-type Intermac Master 33.3 is shown.
In the project, the T211, T212, T213 and T311 tools are used (
Figure 9). Black Frezza (T22) is used for cutting, and T211, T212, and T213 are used for polishing.
To ensure the accuracy of the tests, we utilized identical test geometry and consistent reference points for both assessments and maintained the same speed and feed parameters in both scenarios. Automation systems can collect real-time data from a CNC machine, such as cutting parameters, machine performance, and tool wear. These data can be analyzed to optimize processes, predict maintenance requirements, and improve overall efficiency. The data can be generated and accumulated when designing and processing a product with the use of computer-aided design, computer-aided manufacturing and computer-aided process planning methods (CAD/CAM) [
12].
The impact of robotics and automation of data analysis on CNC machining is very important and is presented in several forms:
Real-time data collection—these data include information such as cutting speeds, tool wear, temperatures, vibrations, and other relevant parameters [
13].
Data integration and connectivity—this connectivity enables the real-time monitoring, remote access, and analysis of machining data from anywhere, facilitating timely decision making.
Condition monitoring and predictive maintenance—Simulation outputs are used as a reference to detect abnormal conditions based on deviations of real outputs in different stages of the process. This enables predictive maintenance, where potential issues can be detected early and maintenance actions can be scheduled proactively. This approach minimizes unplanned downtime and optimizes machine availability. The CNC machine tool (CNCMT) is the mother machine of industry. A fault of the CNCMT might cause the loss of precision and affect the production if troubleshooting is not timely [
14,
15].
Performance optimization—this leads to improved cycle times, reduced scrap rates, and enhanced overall productivity.
Quality control and process improvement—continuous data analysis also provides insights for process improvement, enabling manufacturers to refine their machining strategies and achieve higher quality standards.
Data-driven decision making—this data-driven decision-making approach enhances overall operational efficiency.
Traceability and compliance—This traceability is valuable for regulatory compliance, quality audits and product validation. For the real-time supervision of a CNC machine, various intelligent functions such as adaptive control, the re-generation of optimized data sets and advanced optimization models have been developed and implemented. For CNC machining, part quality can be influenced by a multitude of factors, including the condition of the cutting tool, process parameters, temperature fluctuations and the expertise of the operator. To enhance the quality of a product, technological up-gradation and intervention have become the need of the hour in manufacturing industries. Excellent product quality in turn guarantees customer satisfaction [
16,
17,
18].
2.3. Collecting Data from the Current Situation
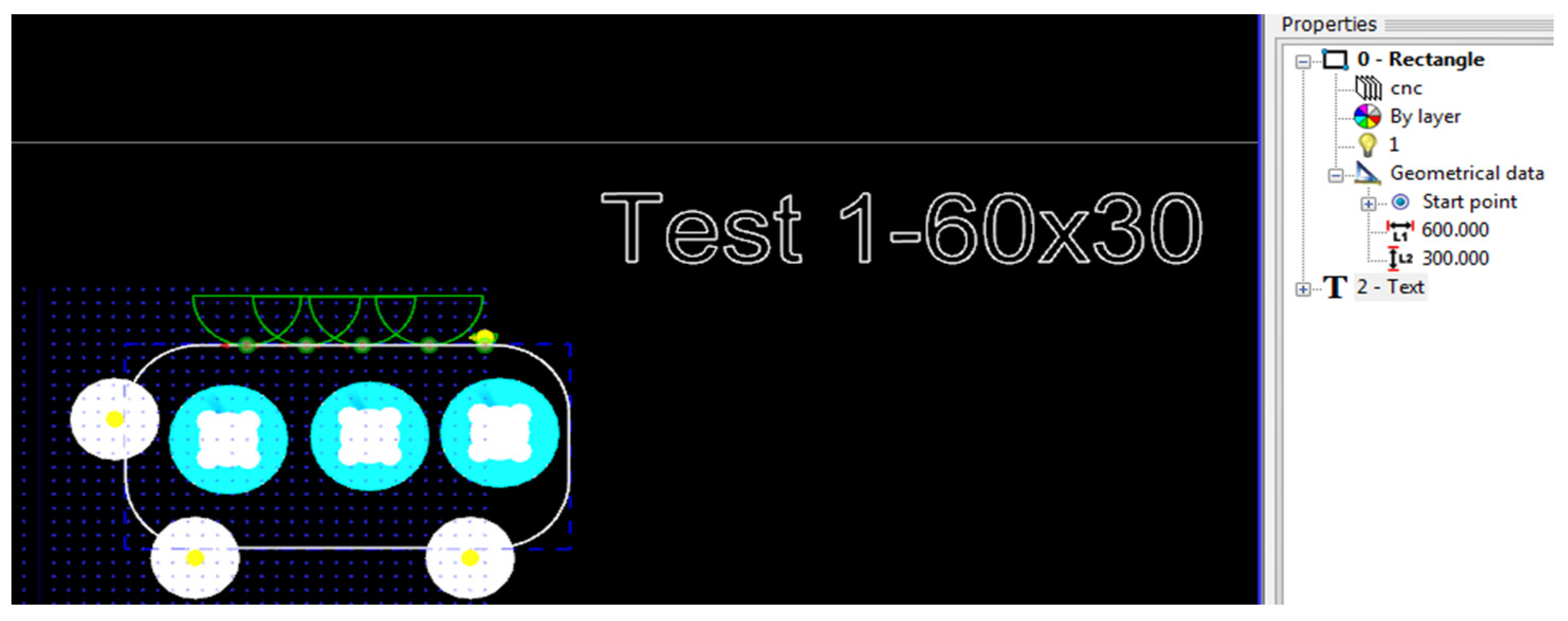
In the current state of the CNC machine, as depicted in
Figure 10, we used the current tool settings and simulated work, as in the following photo with the dimensions 60 × 30.
Prior to initiating the program, we investigated the positioning of the tools within the magazine and documented these locations. The positions of the analyzed tools are detailed in
Table 1.
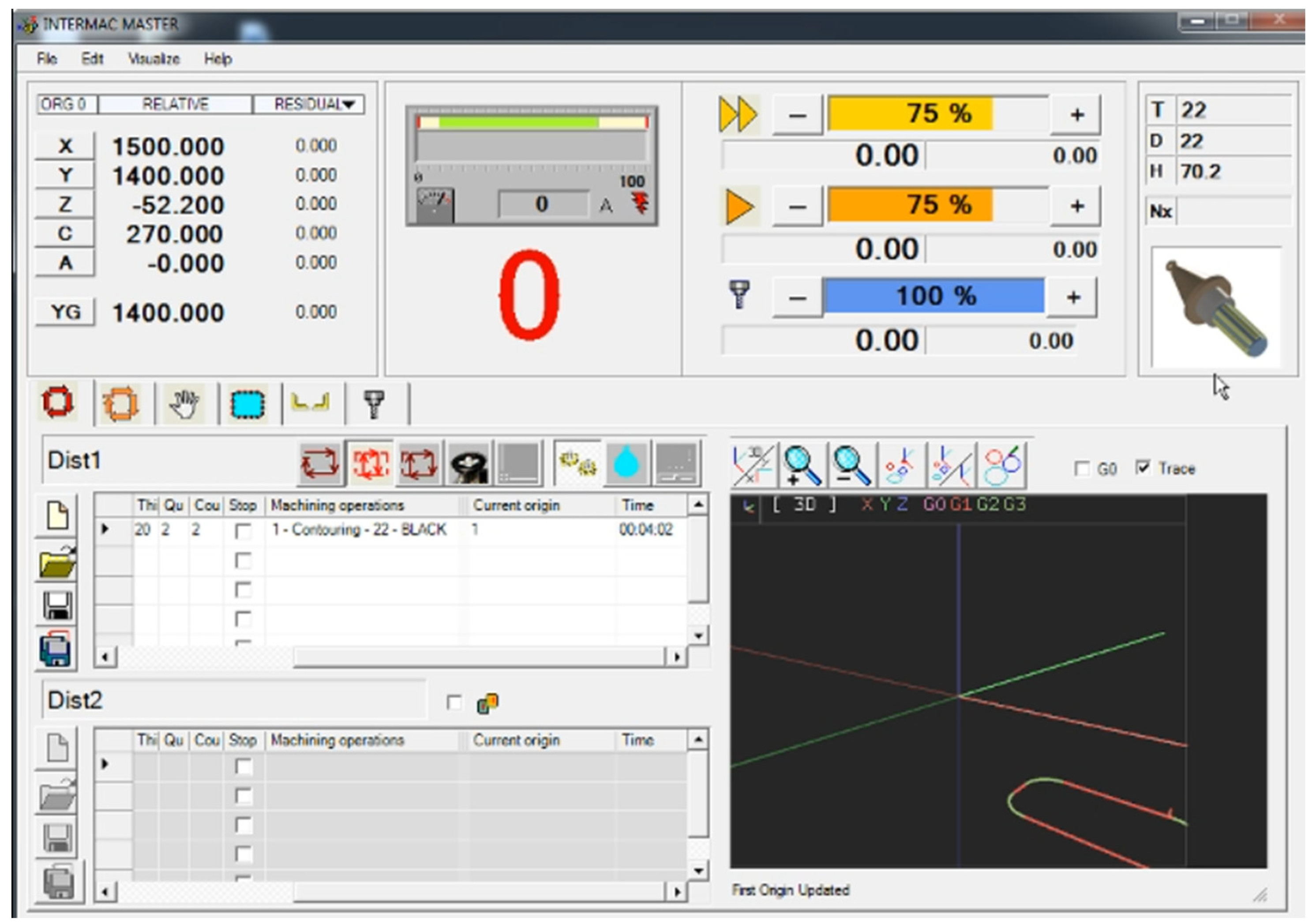
During this analysis, we used the same reference points in all cases, and we completed the working process with the speed set at 50% and the feed at 50%. The time during which the work was completed is presented in
Figure 11.
Even for the other works, we used the same speed, feed, position and geometry as before. The data for other works are presented in
Table 2.
We also analyzed the travel time for each tool under study. The work has also been studied in terms of analyzing to the function of each tool separately.
Figure 12 presents the geometric shape of the milling end (known as T22) and the time during which this tool performs the work. The work of only one knife is presented here, i.e., T22 (CNC in this method performs work with only one “partial mode” knife) and its time is about 4 min.
Table 3 shows the travel time for each tool from the current positions.
2.4. Tools Repositioning
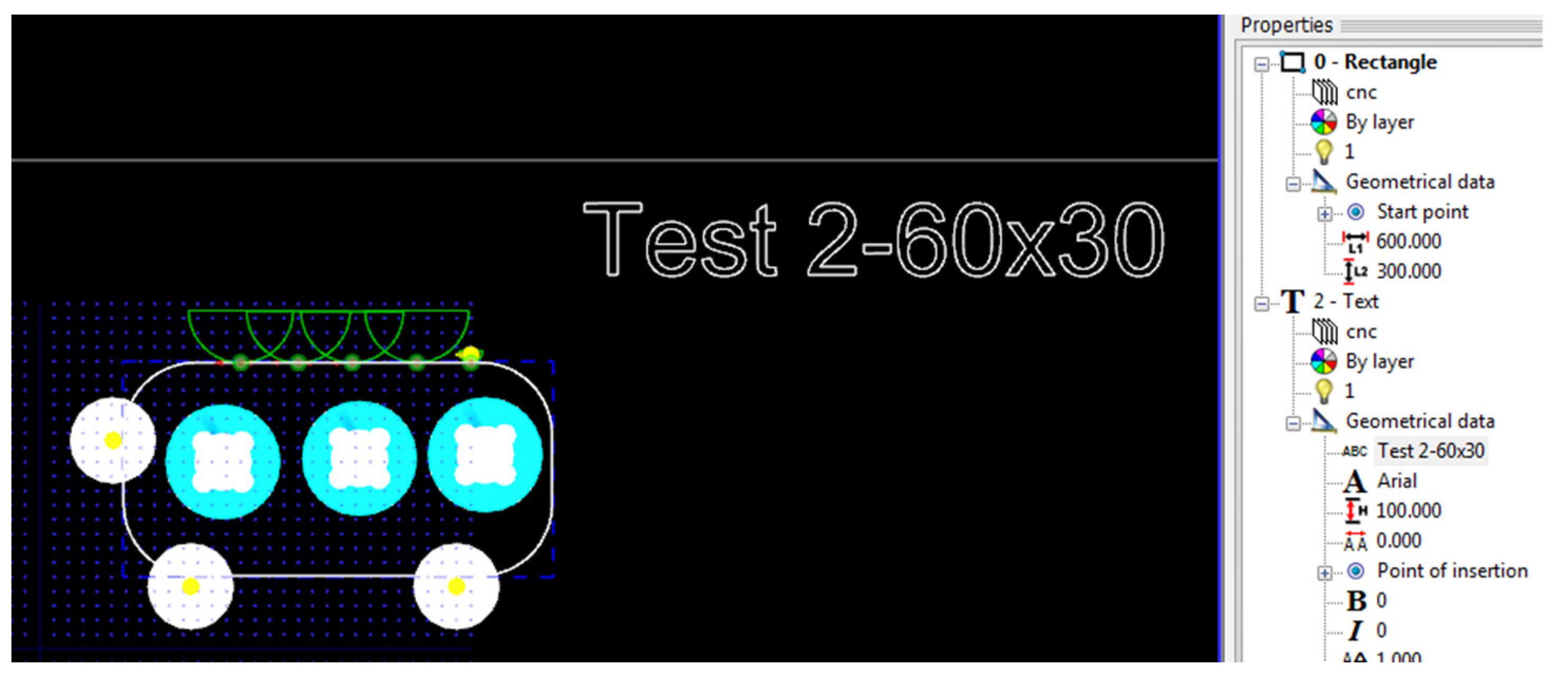
In the second scenario, tools were grouped according to their function and repositioned adjacent to each other. Placing the tools in proximity aimed to reduce the CNC travel time. For this scenario, we analyzed the same geometry of the 60 × 30 product. To ensure accuracy, we used the same speed, feed, and reference points as in the previous case.
Figure 13 presents the simulation of the second test with the same geometry, i.e., position 1 for placement of the product.
Before starting the program, we repositioned the same tools in different positions from the previous ones. The repositioning of the tools is shown in
Table 4.
During this analysis, we used the same reference points in all cases and completed the work process with the speed set at 50% and a feed rate of 50%.
Figure 14 presents the geometric shape of the face milling, and all the tools are used here (T211, T212, T213, T214). Here, the total time for the project is 26.46 min. The travel time has also been analyzed for each cutting tool studied. The work has also been studied in terms of the function of each tool separately.
Table 5 shows the travel time for each tool from the current positions.
3. Procedure
The analysis of the data for the optimization of the CNC work time based on the arrangement of the tools in the magazine was performed using the Python programming language.
3.1. Data Collecting
Data collection is the process of gathering and acquiring data from various sources for analysis and interpretation. The quality and accuracy of the data collected are critical to ensuring that the resulting analysis and insights are reliable and meaningful. The goal of data collection is to gather high-quality data that is relevant to the research question and analysis [
19].
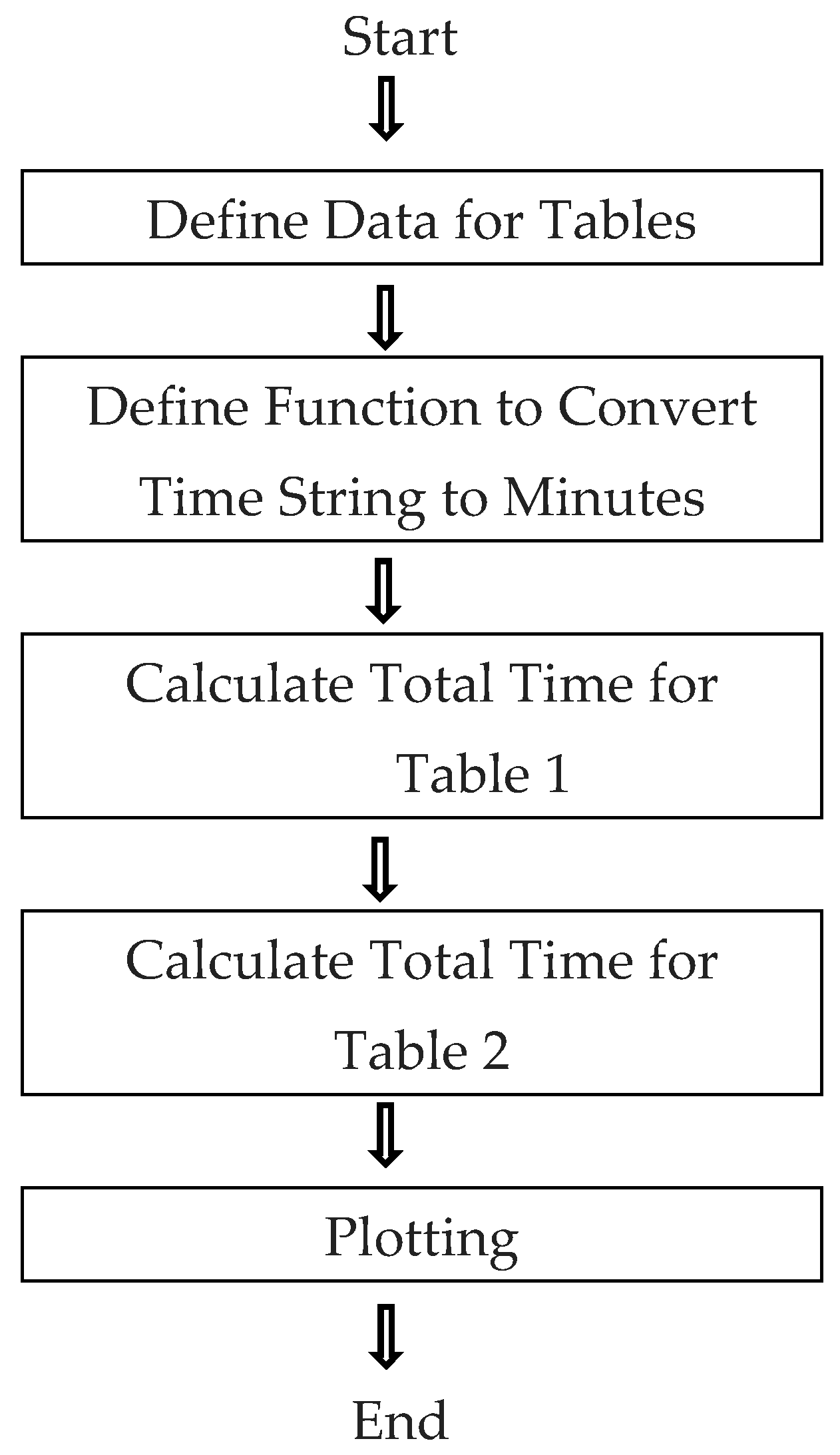
Figure 15 shows the use of a flow chart for analyzing the total time difference between projects.
This script compares the total time of two data tables in a bar graph. Initially, the data are set up in two different tables. Then, a function is defined to convert time from the “mm:ss” format to minutes. The total time for each table is calculated by extracting the time from the table data, converting it to minutes, and adding all the times for each table. Once the total times are calculated, they are displayed in a bar graph using plt.bar(). The table names are on the x-axis and the total times are on the y-axis. Finally, the graph is presented using plt.show().
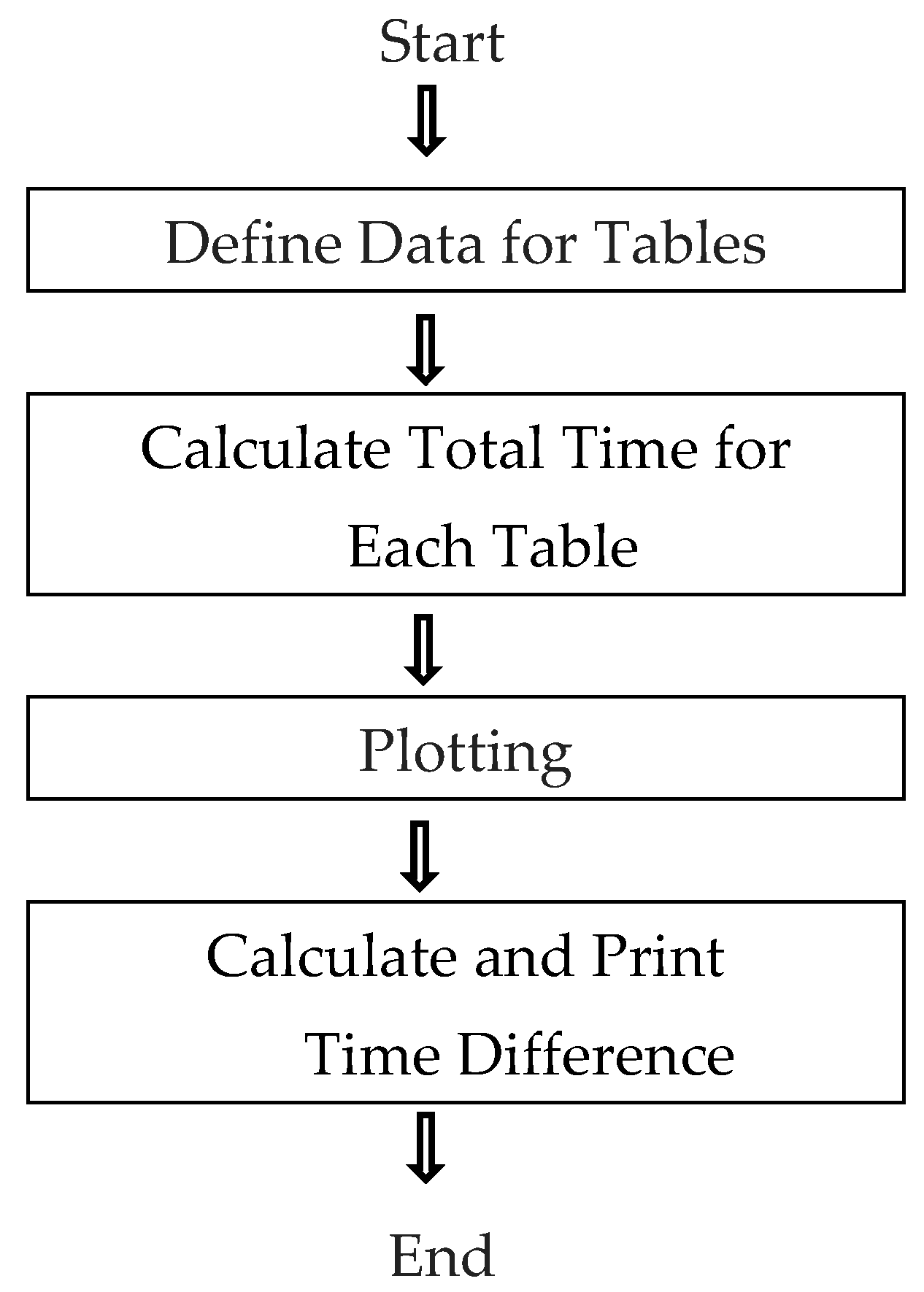
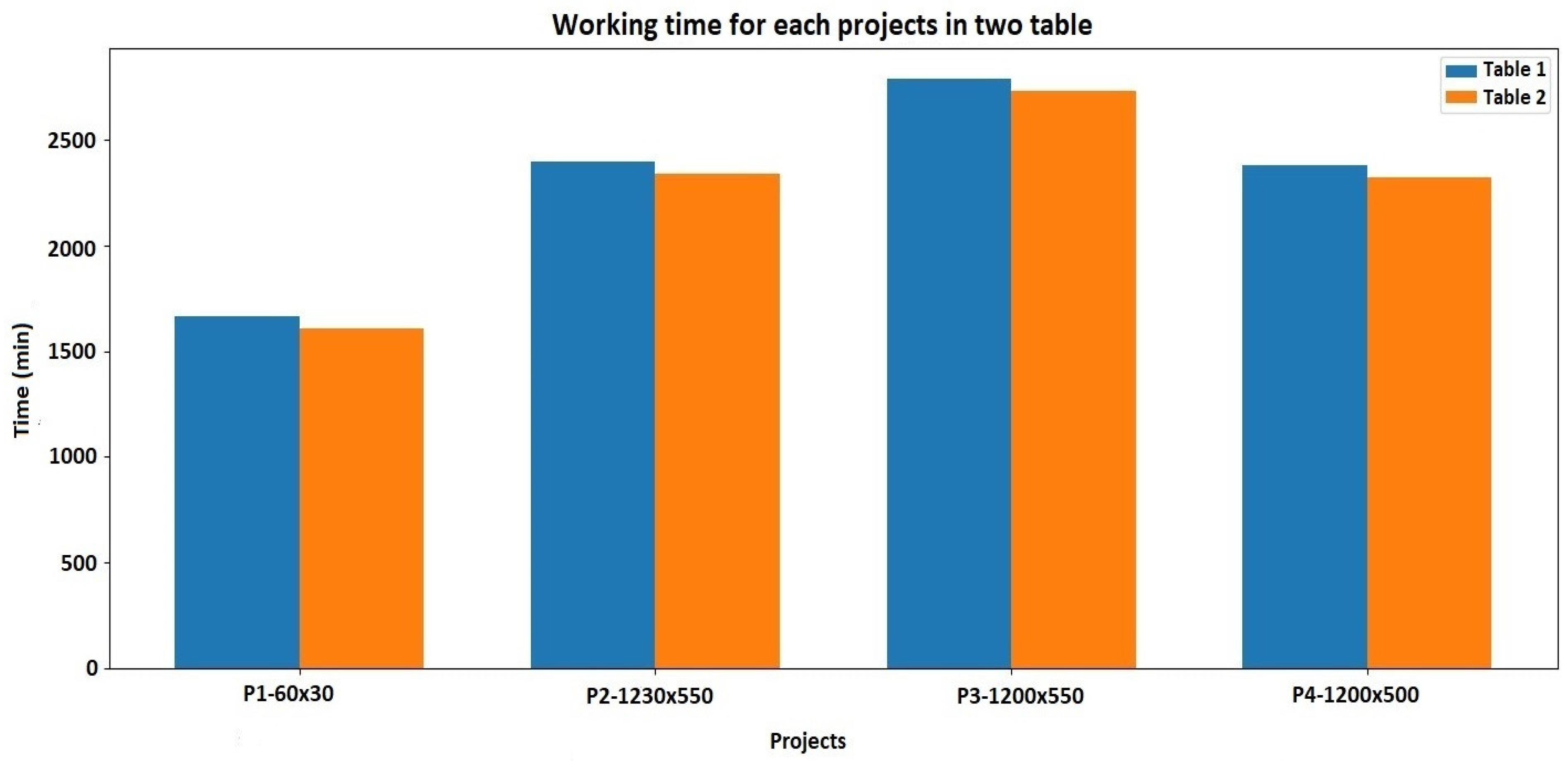
Figure 16 shows the flow chart for analyzing the time difference between projects as well as the time differences based on the graph. The code starts by importing the matplotlib.pyplot library and then defines two data tables for the working time for each project. After obtaining these data, it calculates the total time for each table by adding the values for each project. Then, it creates a bar chart showing the working time for each project in two different tables. Finally, it finds and displays the difference in time between the two tables and outputs in the console whether it is an increase or decrease in time.
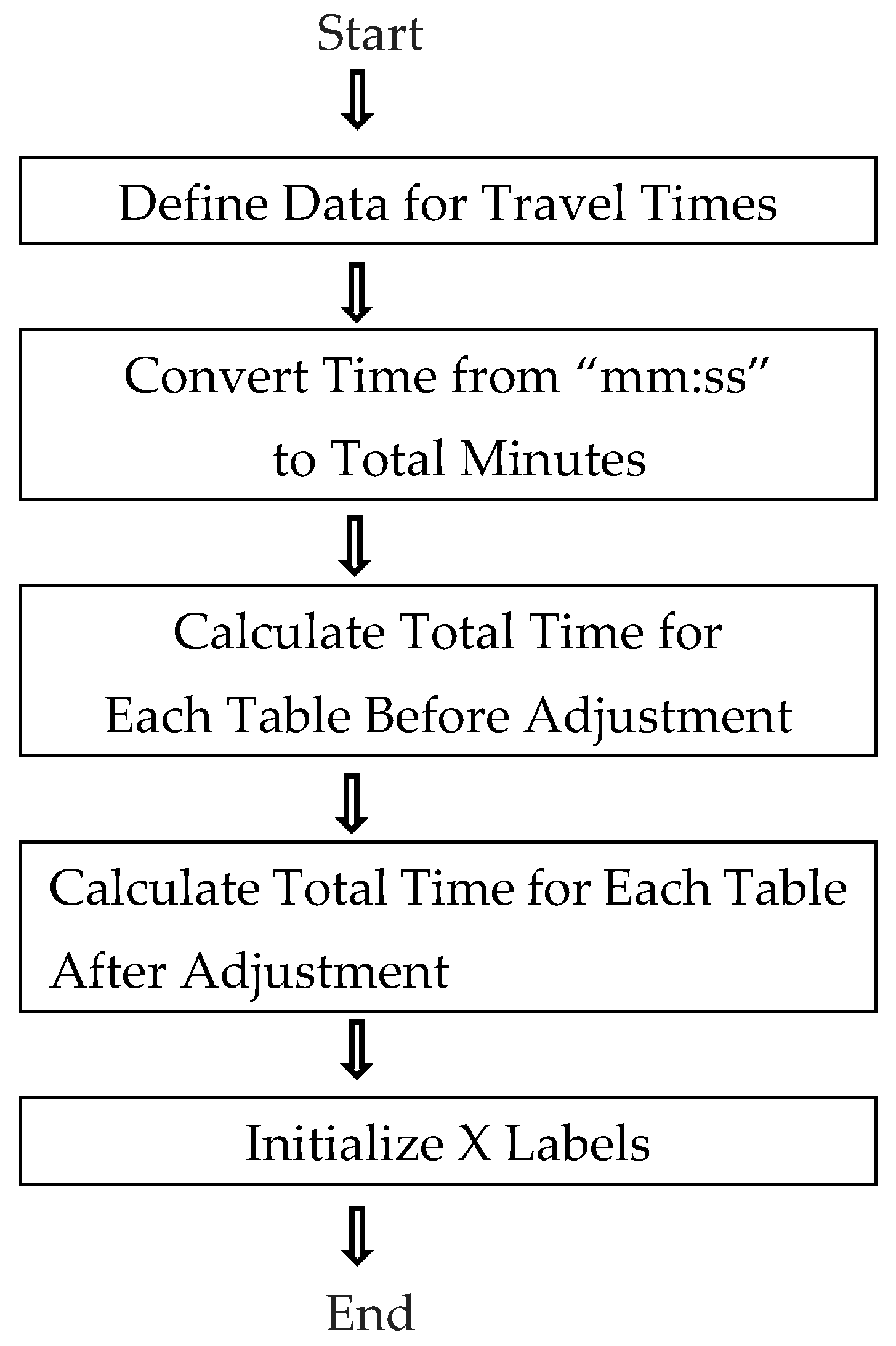
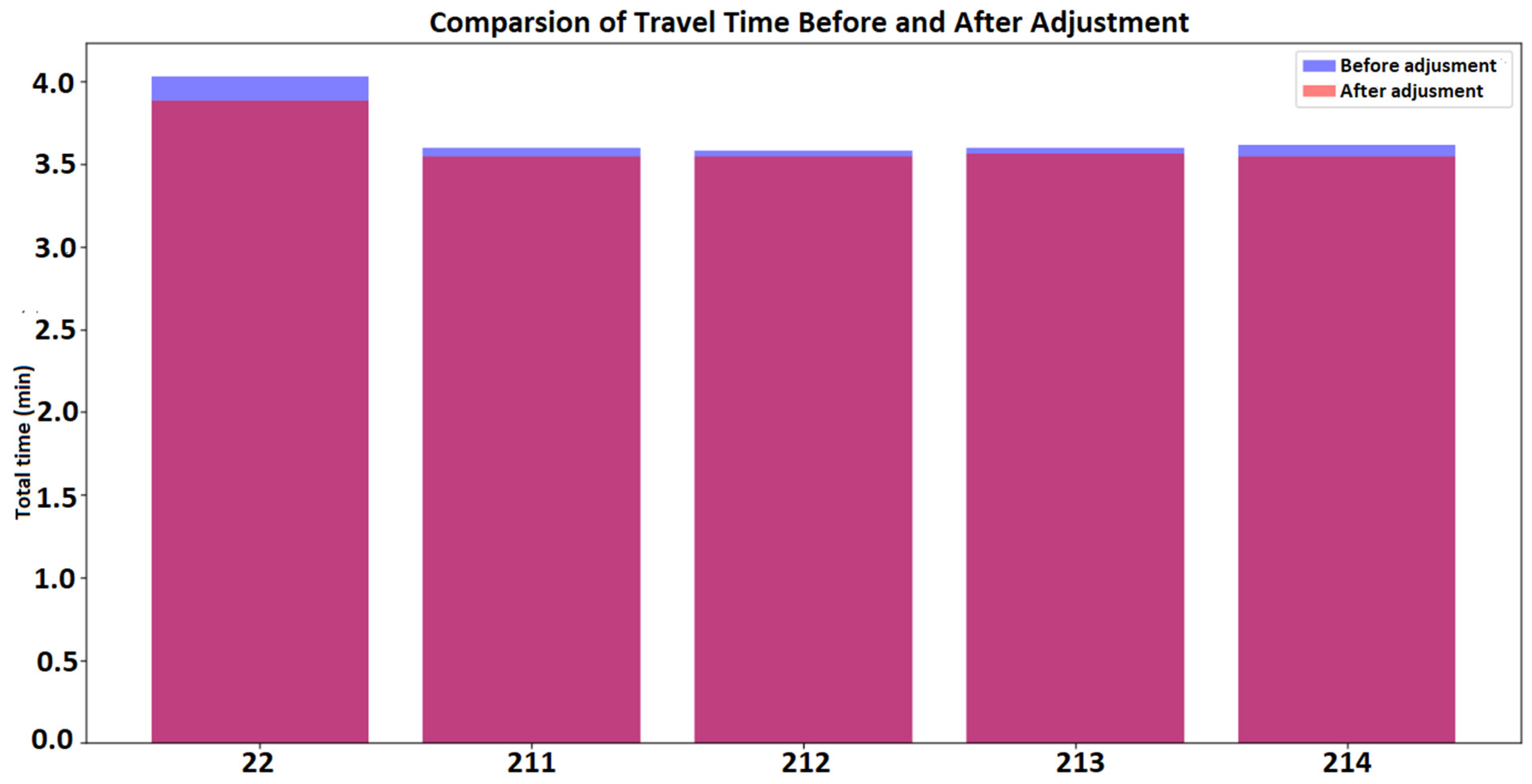
Figure 17 presents a flow chart that compares travel times for tables before and after adjustments using the Matplotlib library. It begins with importing Matplotlib. Then, it includes data for travel times for tables before and after adjustments. For each table, it calculates the total travel time before and after adjustments. Finally, it uses Matplotlib to present the comparison of total travel times before and after adjustments for each table in a bar chart.
3.2. Data Visualizing
After collecting the data and processing them in the Python programming language, we created a visualization of the data. The purpose of data visualization is to communicate data and image information more clearly and efficiently with the help of suitable graphical representations, such as histograms, bar charts, column charts, and other statistical charts. Python was a good choice, providing a wealth of third-party libraries, open source communities, and continuously optimized documentation for data visualization [
20].
Figure 18 presents the time difference between the projects. The total time difference of the projects is about 4 min. The graph with the blue color represents the total time for carrying out the projects of the table with the current positioning of the tools in the warehouse. The green color shows the time for projects after repositioning the tools.
4. Discussion
By analyzing the data through simulations in the CNC software of the Intermac Master 33.3 type and the ICAM software, we managed to obtain the results of the completion of the projects on time. We also analyzed the collected data using the Python programming language.
The obtained results are presented below with the help of graphs, where the savings in time from the change in positions in the warehouse can be seen.
Figure 19 presents the difference in time between each project before and after repositioning the tools. The orange color shows the difference in time for each project after repositioning.
Figure 20 shows the change in time for the route traveled for each tool. The work was conducted manually for each tool separately and the time for each process was measured. The blue color shows the change in time after repositioning the tools. According to the graph, the optimization in time happened for the last tool T2 for about 9 s.
In cases of high-volume production, CNC machines will operate for at least two shifts. In this case, small differences during large-scale processing turn into working hours. CNC machines with a rotary magazine can reduce the tool working time, but there are numerous CNC machines on the market with a linear magazine, and, if they could use the proposed algorithms, they could optimize the working time considerably.
5. Conclusions
The purpose of this study was to demonstrate that simple modifications to a CNC machine can lead to significant optimization of its operational time. As previously mentioned, CNC work optimization depends on multiple factors. Increased efficiency in CNC machine operations directly correlate with reduced production costs. By optimizing time, businesses can decrease the labor expenses, energy consumption, and overhead costs associated with the machining processes. Time optimization ensures that CNC machines operate at maximum productivity and throughput, allowing businesses to produce more parts in less time, meet customer demand and increase revenue.
Overall, optimizing time when working with CNC machines is essential for achieving cost efficiency, maximizing productivity, maintaining competitiveness and delivering high-quality products to customers. It is a fundamental aspect of modern manufacturing that directly impacts the bottom line and long-term success of businesses.
Thanks to simple factors, such as the positioning of the tools and the origin of the work, we managed to optimize the time of completing the projects.
Working time was reduced from 27.44 s to 26.46 s and the results were analyzed through the Python Programming language. The working time was reduced by 0.98 s, which is approximately a 3.57% reduction in the working time. This indicates a significant improvement in efficiency due to the optimization of the cutting tool positions in the magazine.
At first glance, the optimization time for a project is very short; however, in future we plan to employ the function of carrying out many projects, and we hope this factor will have a significant effect.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}