

Systematic Development of a Novel Laser-Sintering Machine with Roving Integration and Sustainability Evaluation



Abstract
1. Introduction
2. Materials and Methods
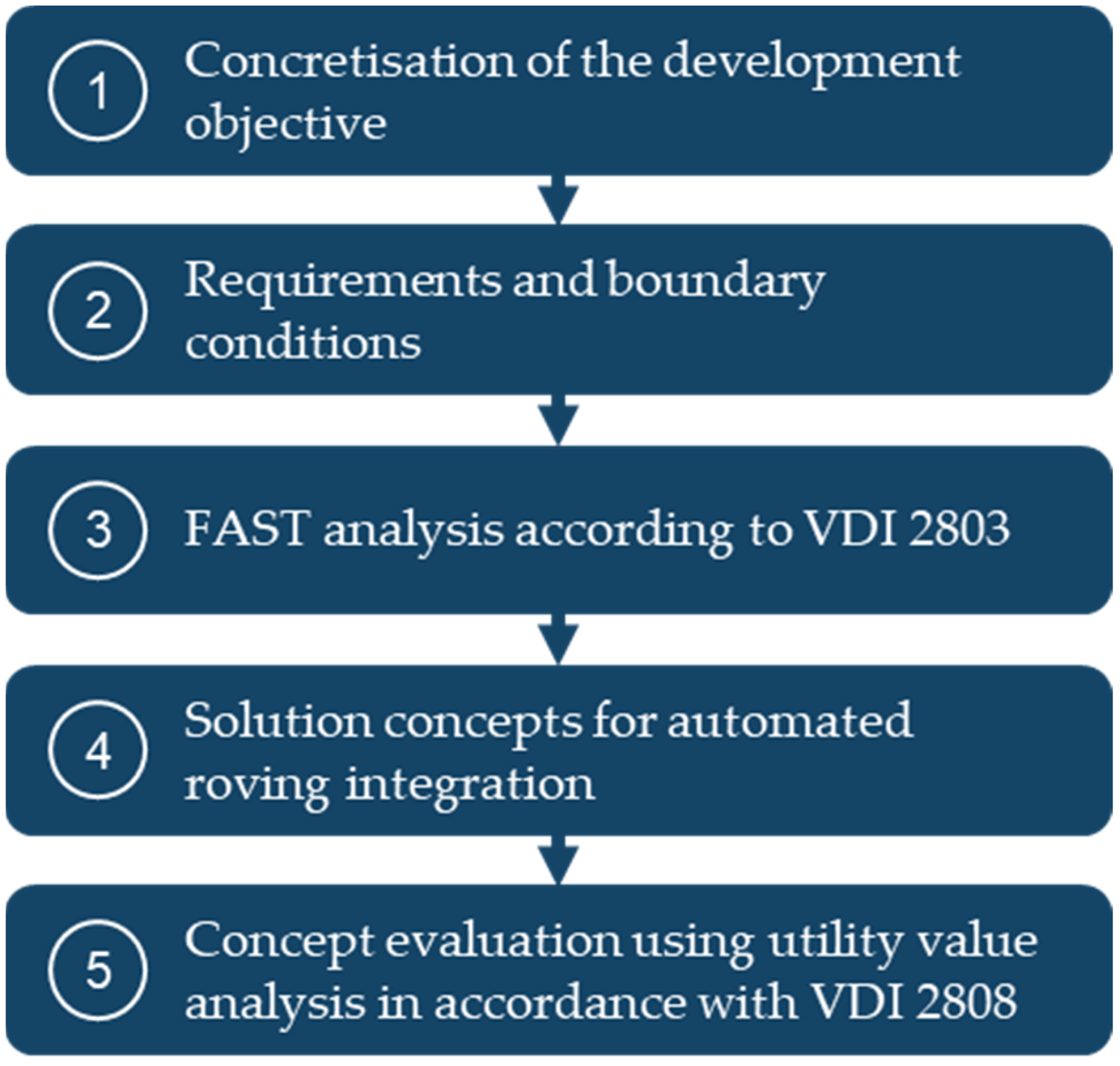
2.1. Development of an LS machine with Continuous Fibre Integration following VDI 2221
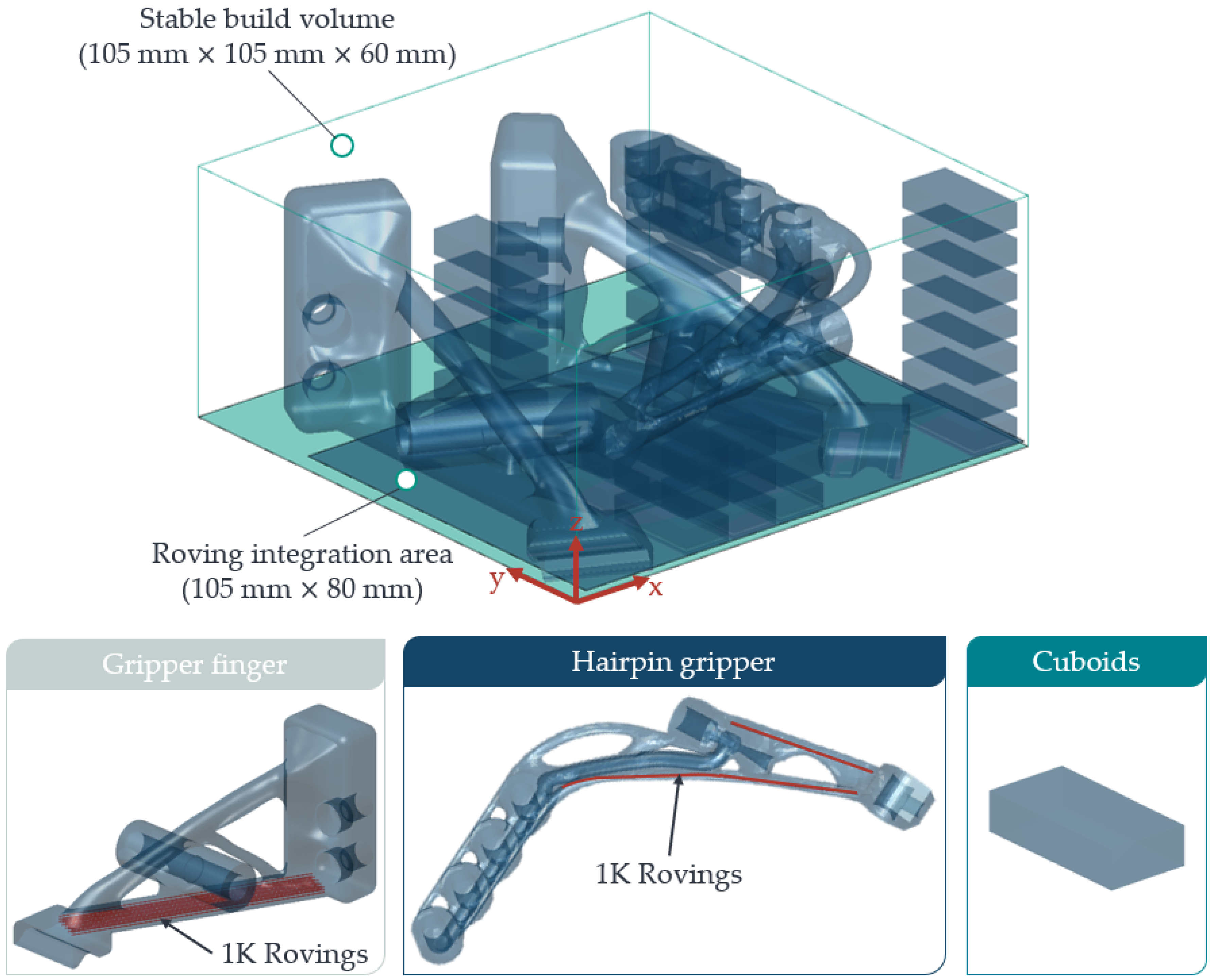
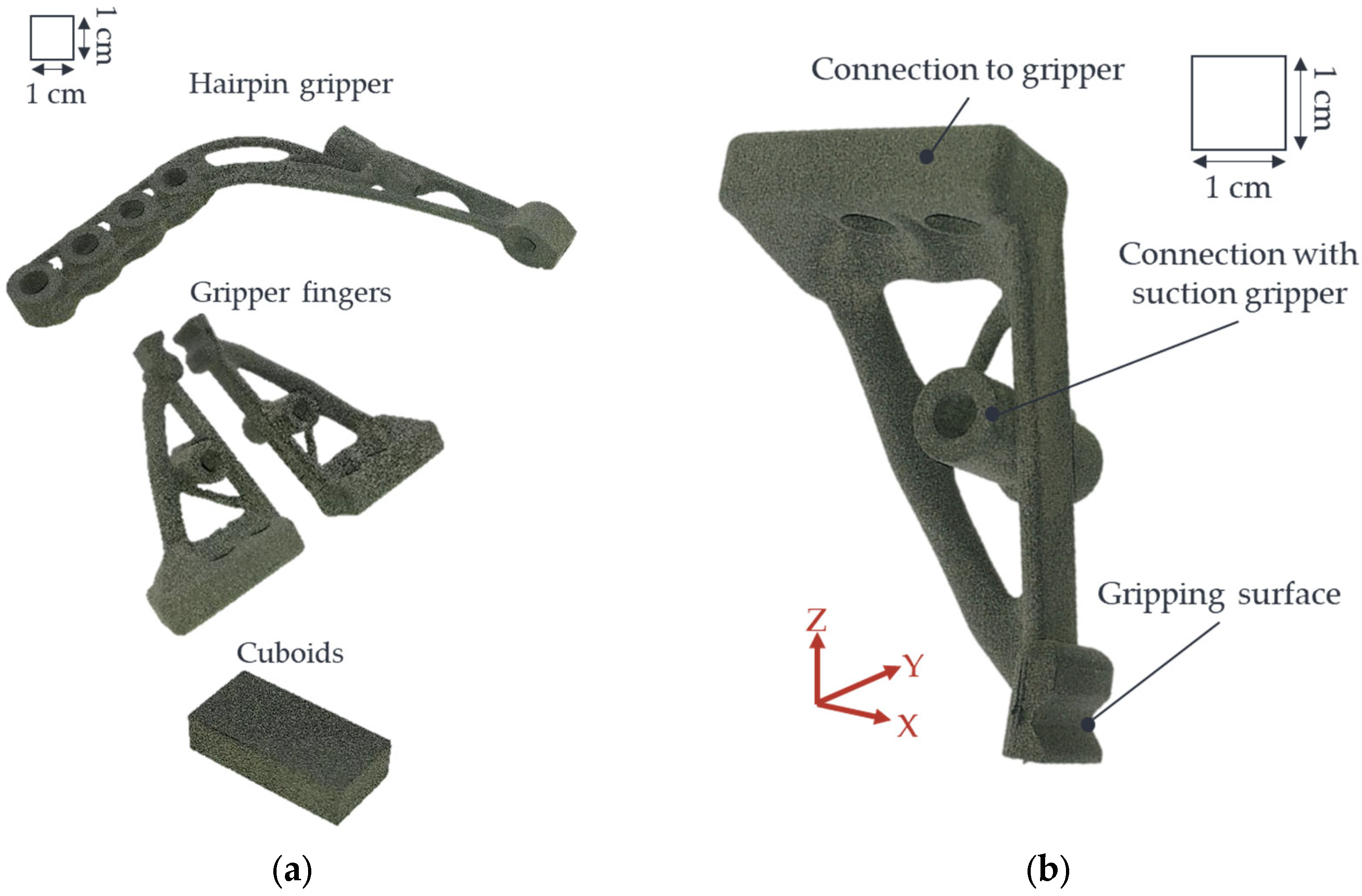
2.2. Production of Demonstrator Parts Using the Developed LS machine
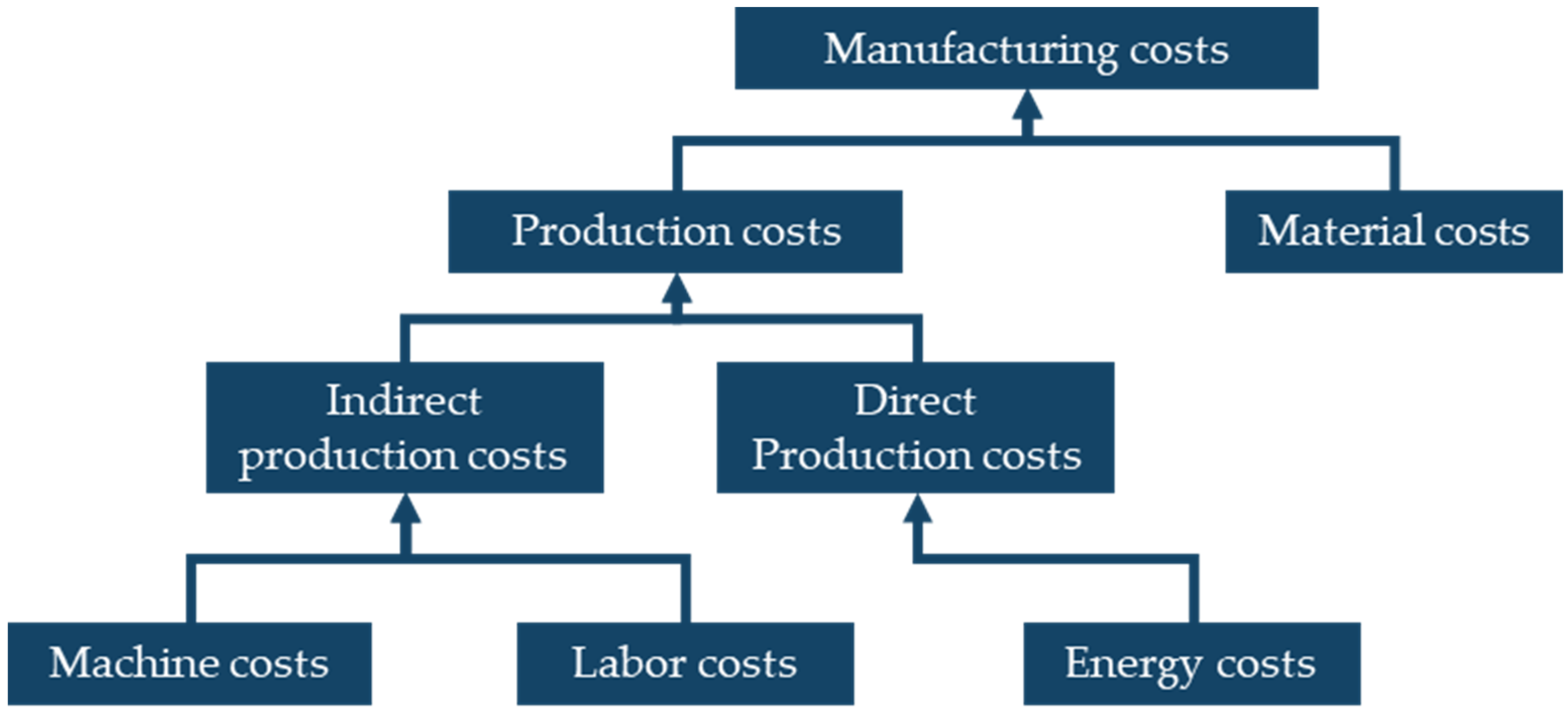
2.3. Modelling of the Economic and Ecologic Impacts of the Process
3. Results and Discussion
3.1. Development of an LS Machine with Automated Roving Integration
3.1.1. Concretisation of the Development Objective
3.1.2. Requirements and Boundary Conditions
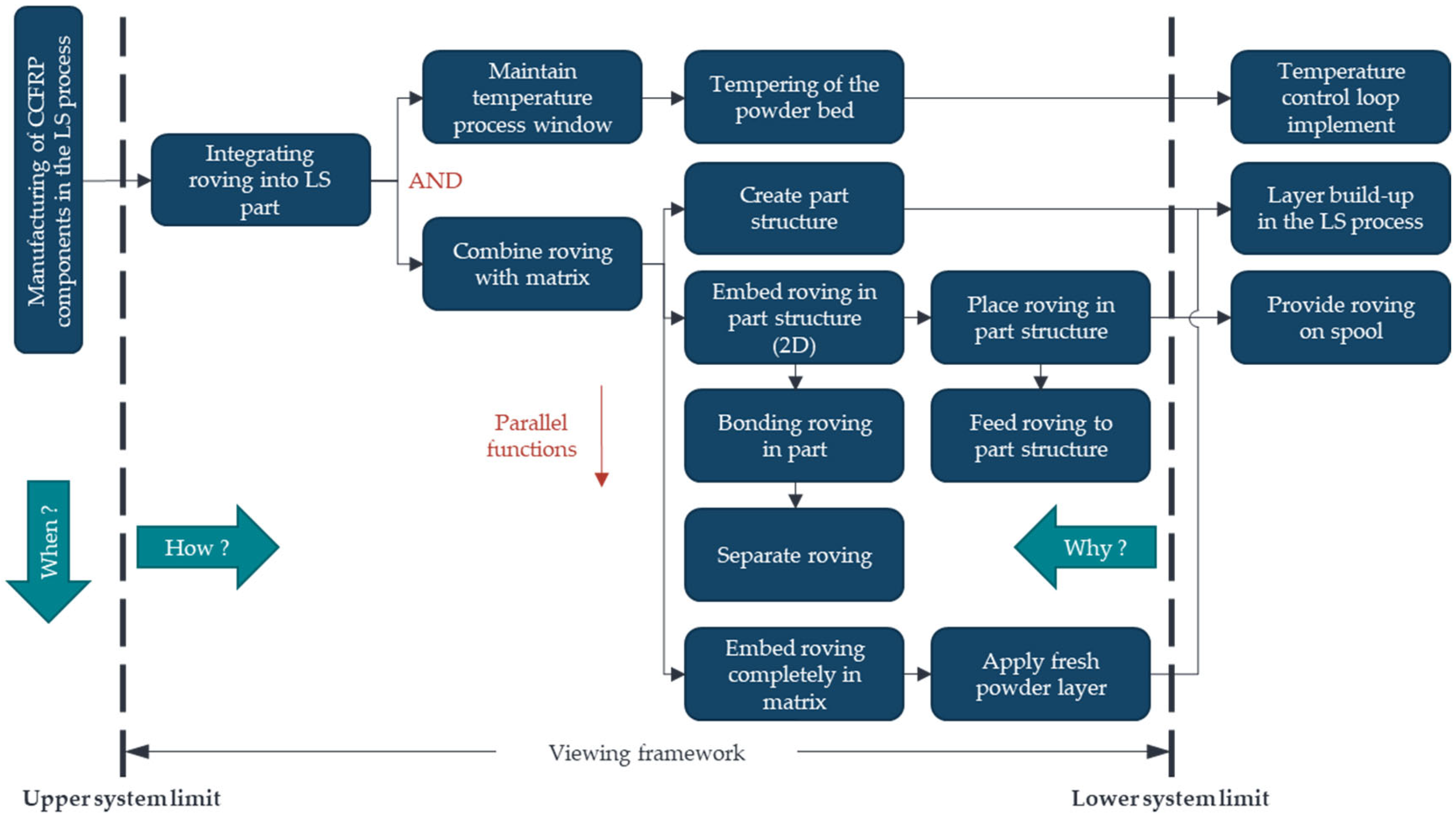
3.1.3. FAST Analysis According to VDI 2803
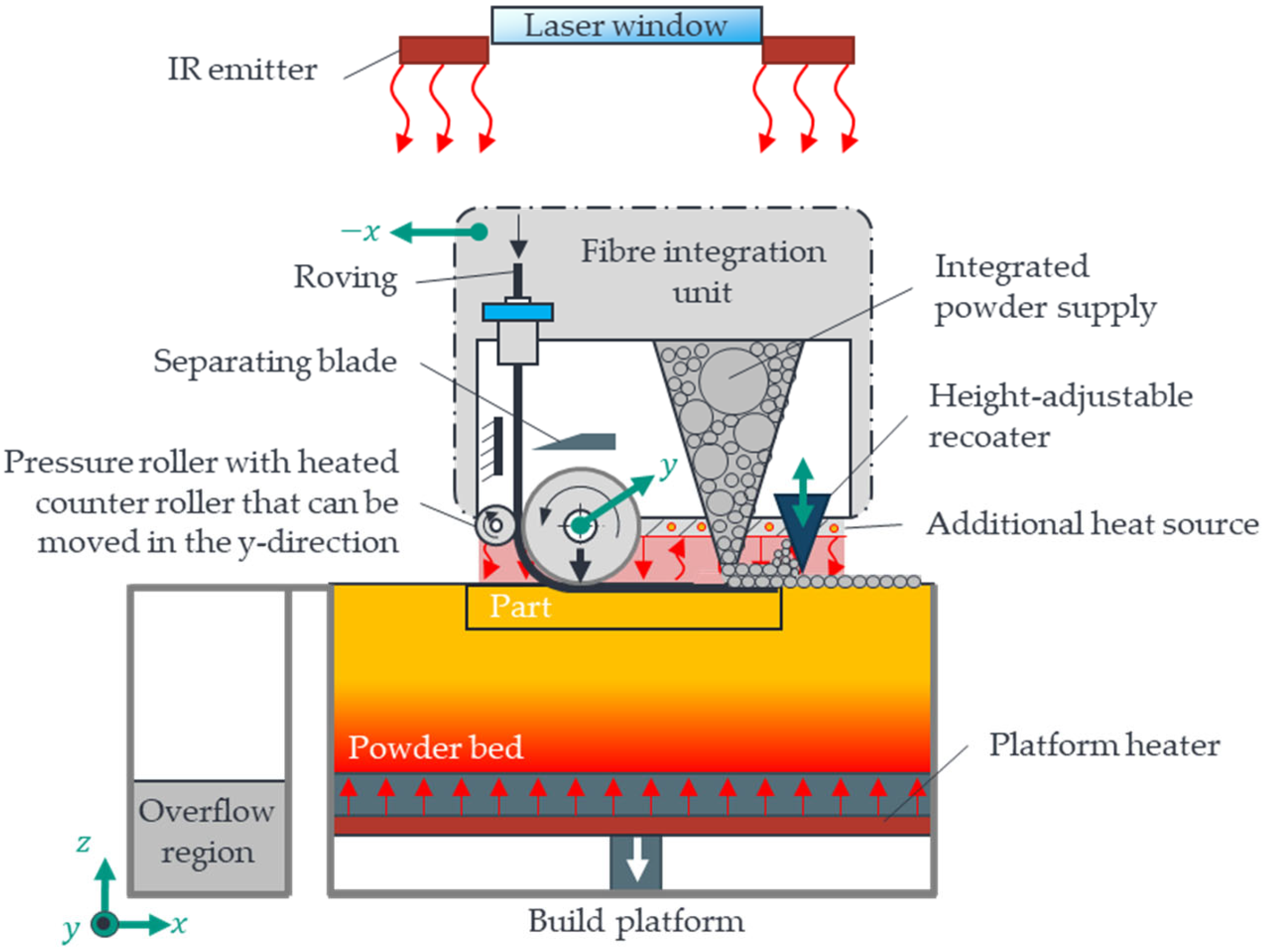
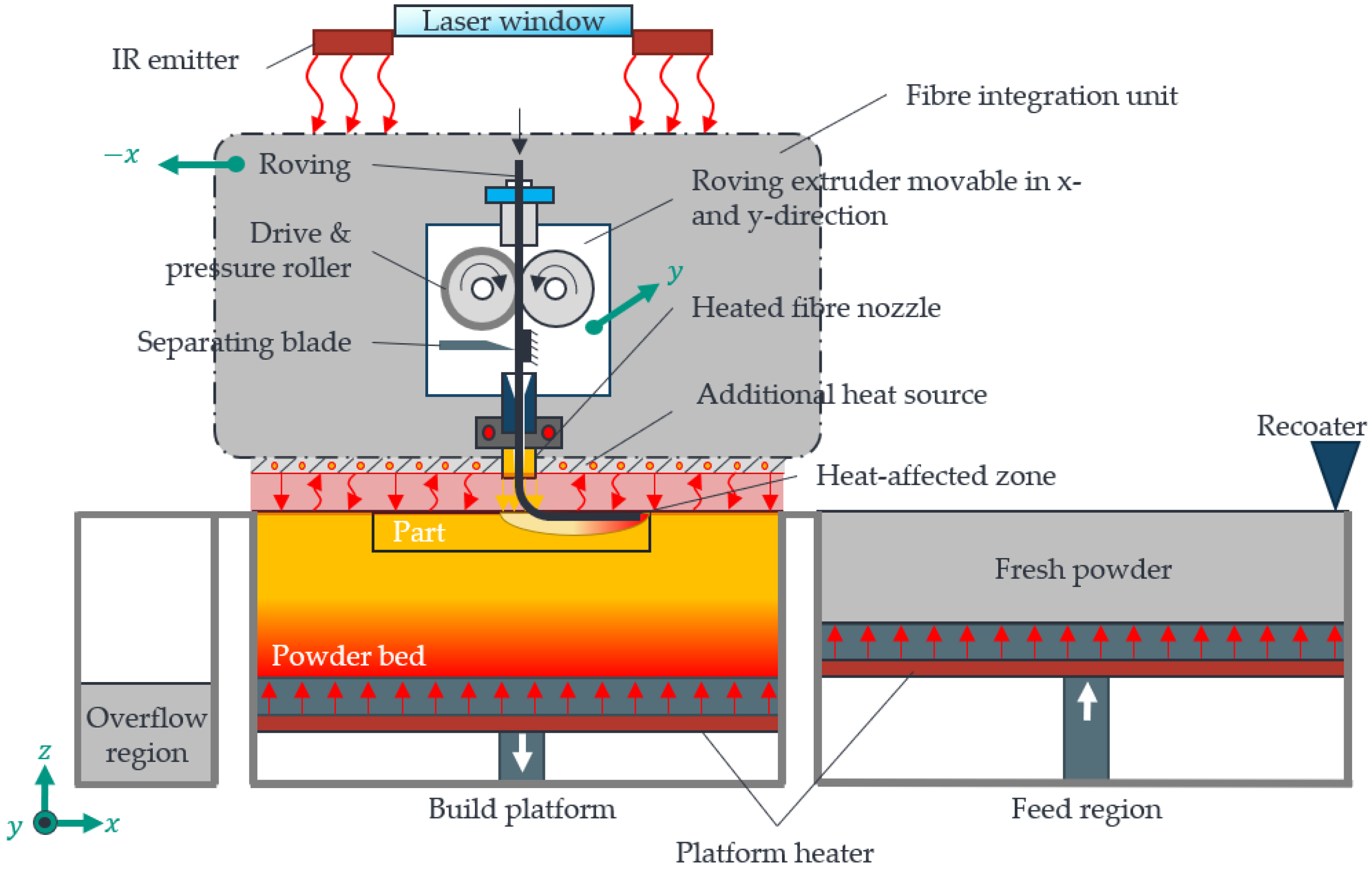
3.1.4. Solution Concepts for Roving Integration in the LS Process
3.1.5. Concept Evaluation and Selection Using Utility Value Analysis
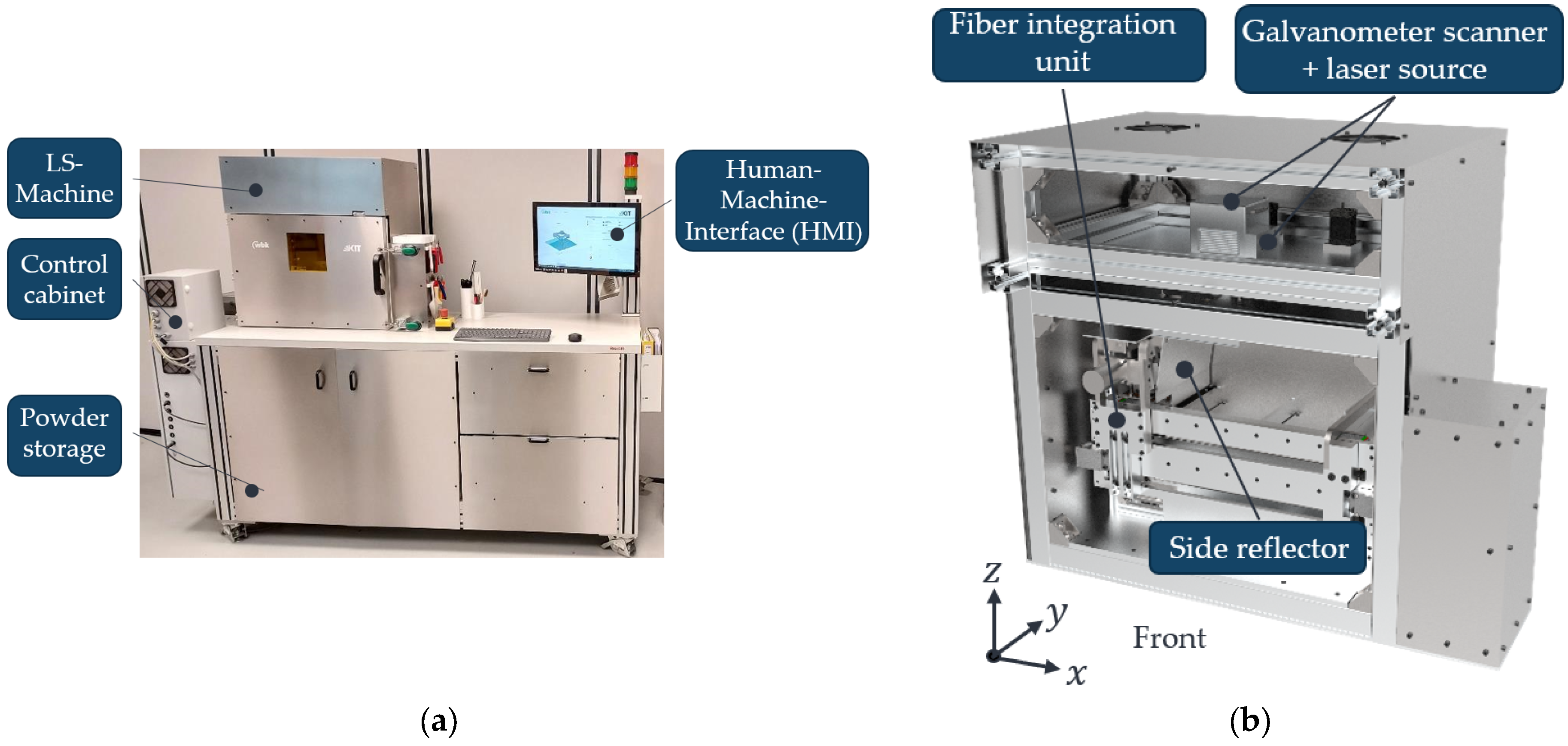
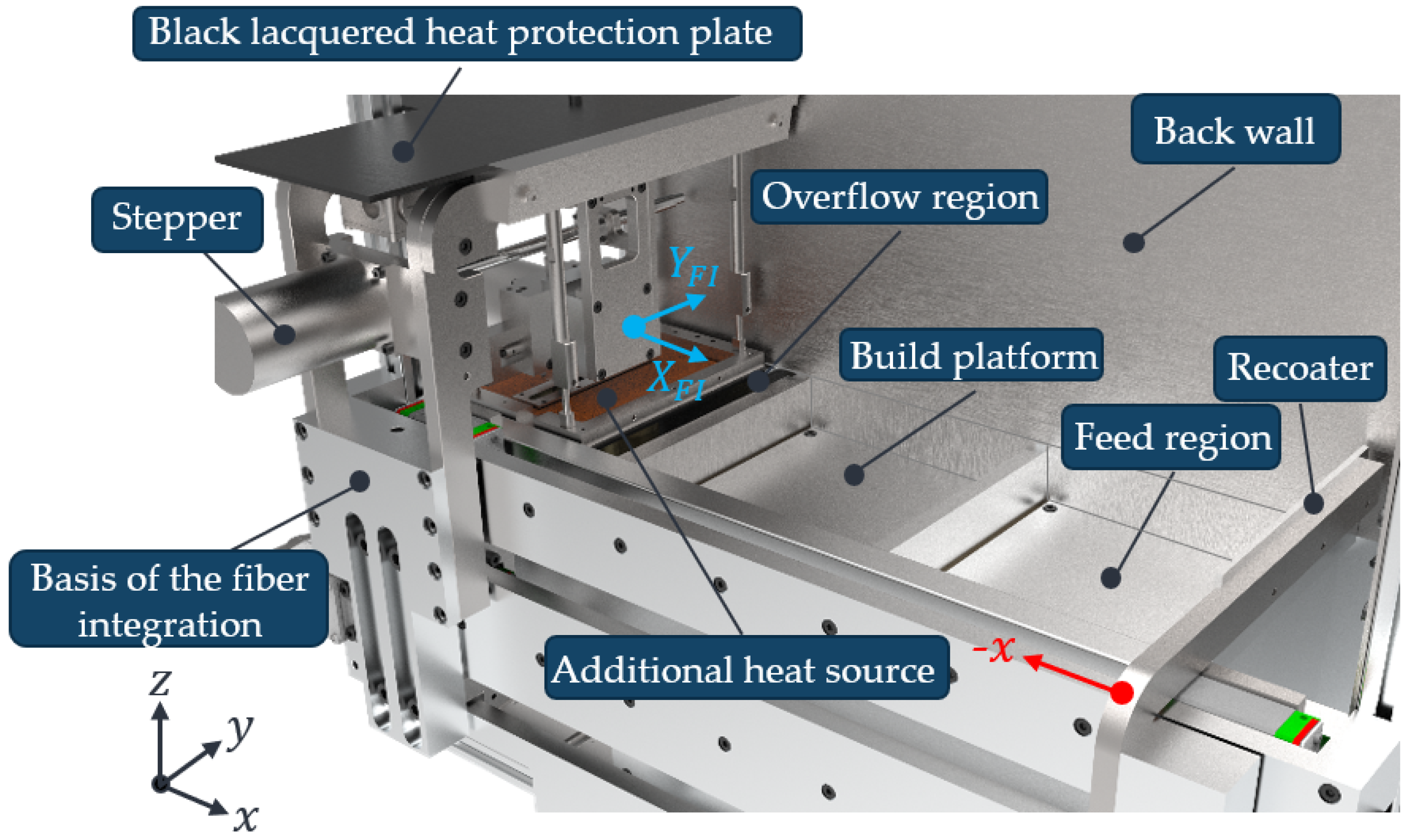
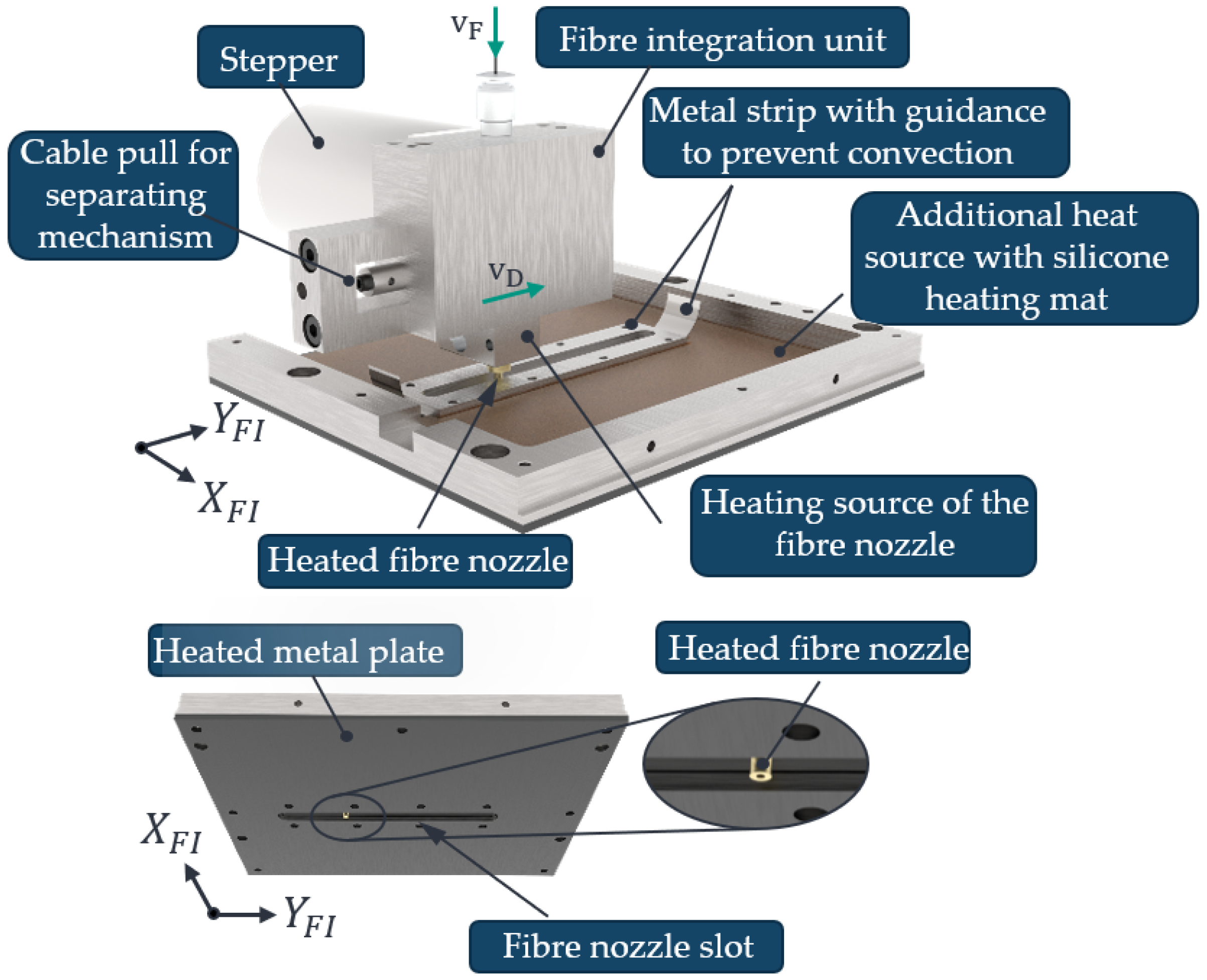
3.2. LS Machine with Automated Roving Integration
3.3. Evaluation of Economic and Ecologic Impacts of the Process
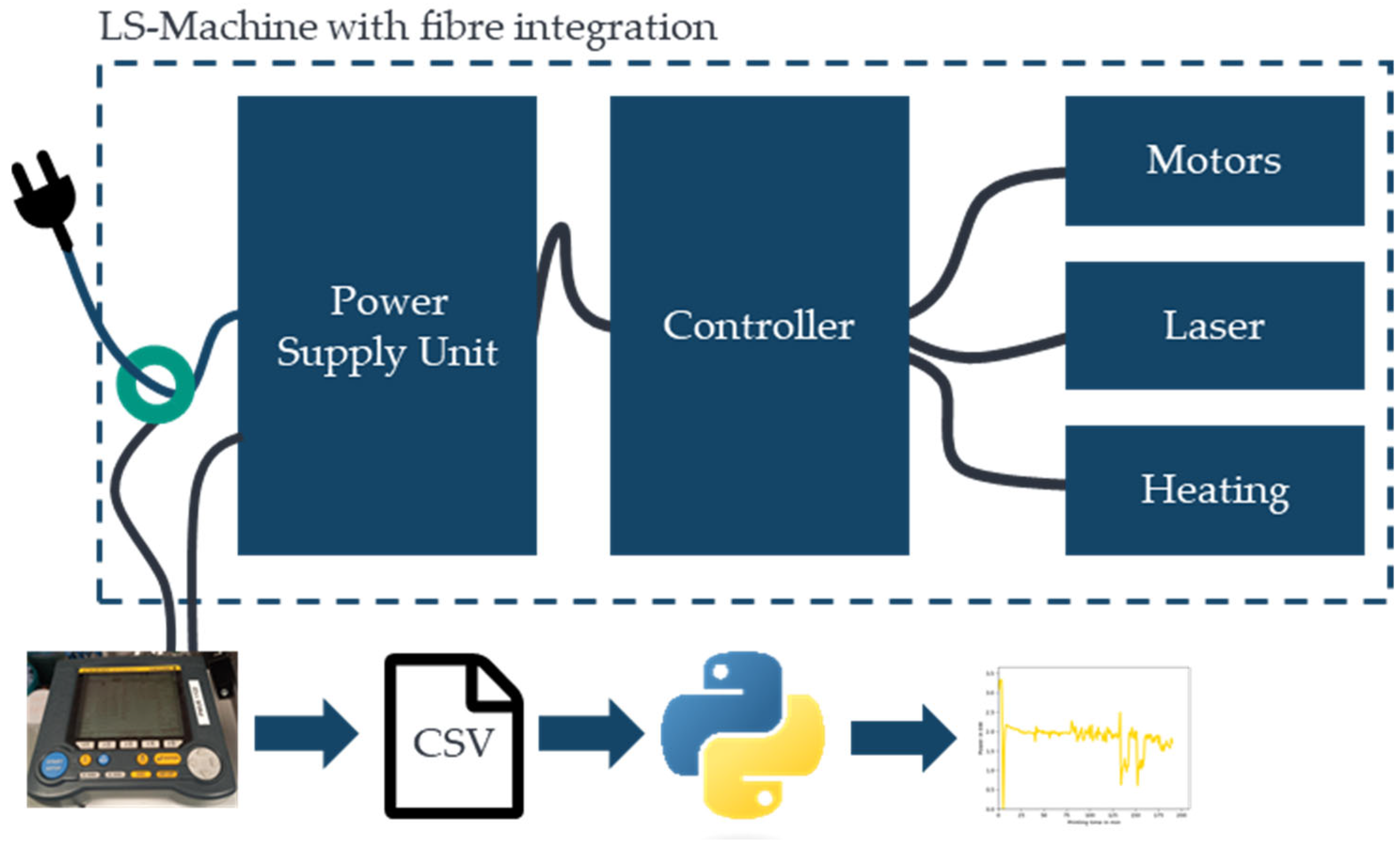
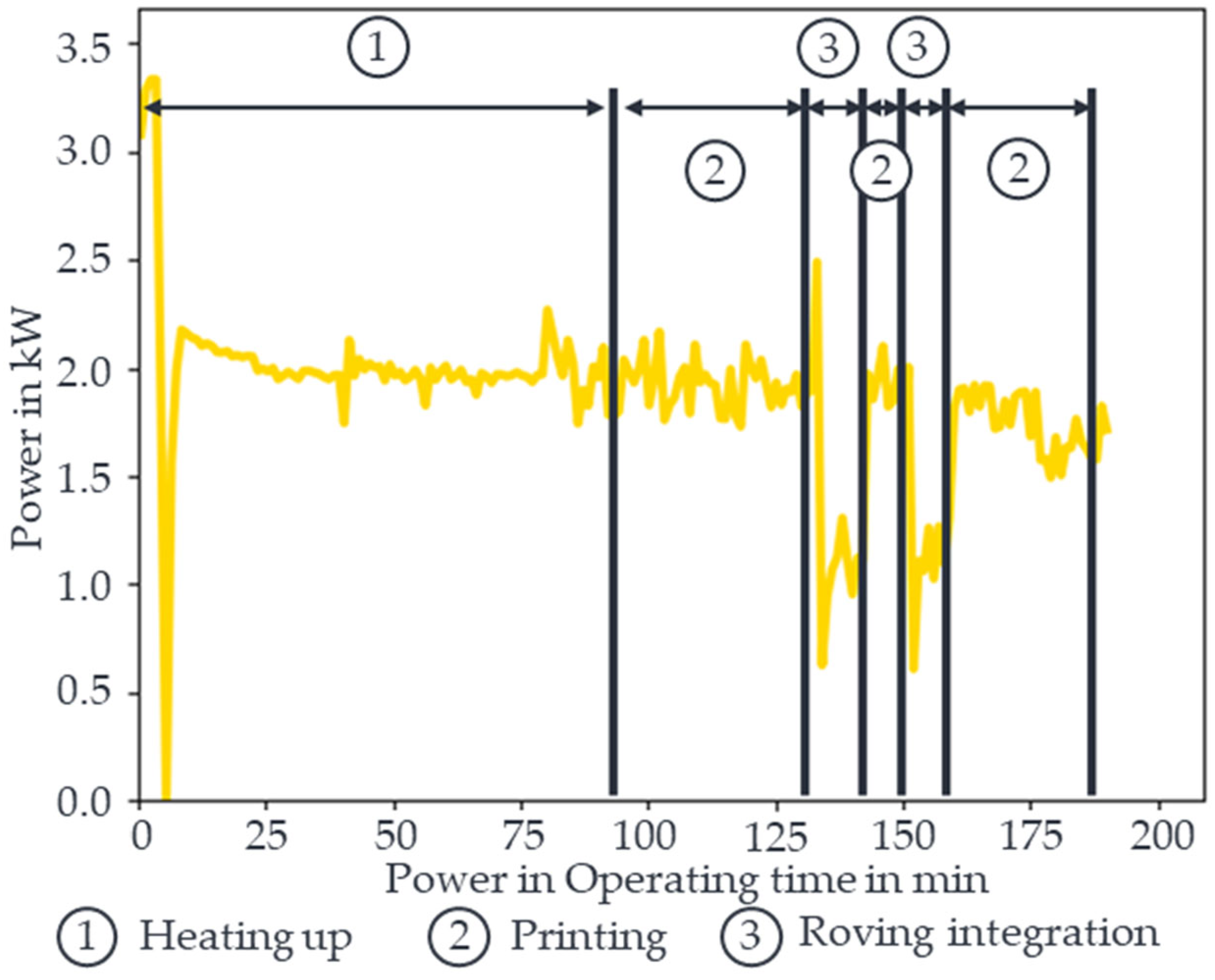
3.3.1. Determination of Power Consumption during Machine States
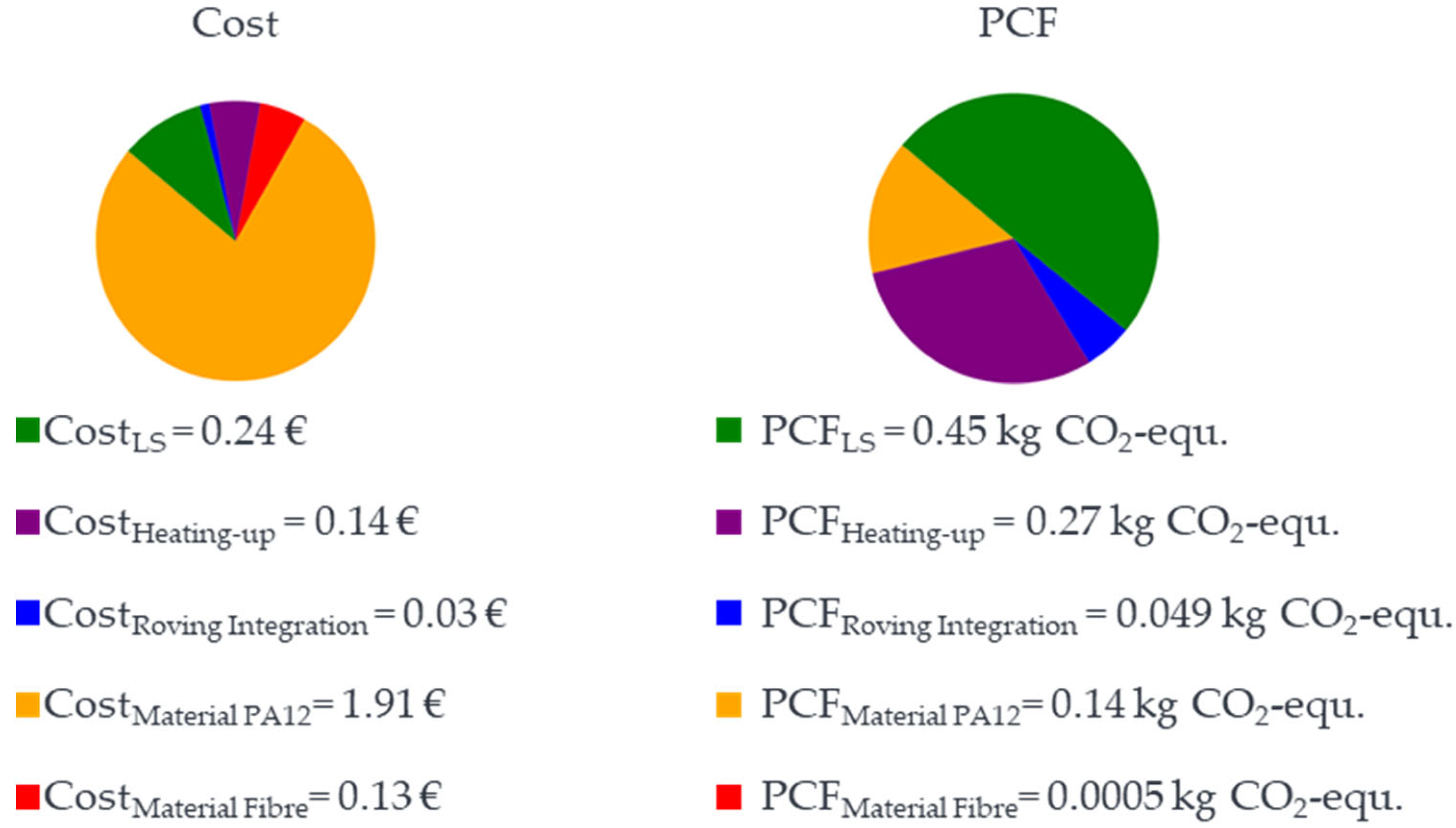
3.3.2. Evaluating Costs and PCF of the LS Process with Roving Integration
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bundesministerium für Wirtschaft und Klimaschutz. Schlüsseltechnologie Leichtbau. Available online: https://www.bmwi.de/Redaktion/DE/Schlaglichter-der-Wirtschaftspolitik/2019/05/kapitel-1-6-schluesseltechnologie-leichtbau.html (accessed on 6 November 2023).
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden, 2., Bearbeitete und Erweiterte Auflage; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 9783540721895. [Google Scholar]
- Bakhtiari, H.; Aamir, M.; Tolouei-Rad, M. Effect of 3D Printing Parameters on the Fatigue Properties of Parts Manufactured by Fused Filament Fabrication: A Review. Appl. Sci. 2023, 13, 904. [Google Scholar] [CrossRef]
- Yao, X.; Luan, C.; Zhang, D.; Lan, L.; Fu, J. Evaluation of carbon fiber-embedded 3D printed structures for strengthening and structural-health monitoring. Mater. Des. 2017, 114, 424–432. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.-I.; Maeno, T. 3D printing of carbon fibre-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Li, N. A novel free-hanging 3D printing method for continuous carbon fiber reinforced thermoplastic lattice truss core structures. Mater. Des. 2018, 137, 235–244. [Google Scholar] [CrossRef]
- Bettini, P.; Alitta, G.; Sala, G.; Di Landro, L. Fused deposition technique for continuous fiber reinforced thermoplastic. J. Mater. Eng. Perform. 2017, 26, 843–848. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. OJCM 2016, 06, 18–27. [Google Scholar] [CrossRef]
- Karalekas, D.E. Study of the mechanical properties of nonwoven fibre mat reinforced photopolymers used in rapid prototyping. Mater. Des. 2003, 24, 665–670. [Google Scholar] [CrossRef]
- Gebhardt, A. Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping—Tooling—Produktion, 5., neu Bearbeitete und Erweiterte Auflage; Hanser: München, Germany, 2016; ISBN 978-3-446-44401-0. [Google Scholar]
- Greer, C.; McLaurin, J.; Ogale, A.A. Processing of Carbon Fiber Reinforced Composites by Three Dimensional Photolithography; University of Texas at Austin: Austin, TX, USA, 1996. [Google Scholar]
- Lu, Y.; Han, X.; Gleadall, A.; Chen, F.; Zhu, W.; Zhao, L. Continuous fibre reinforced Vat photopolymerisation (CONFIB-VAT). Addit. Manuf. 2022, 60, 103233. [Google Scholar] [CrossRef]
- Boyala, G.; Dehgahi, S.; Zubair, M.; Ullah, A.; Waghmare, P.; Qureshi, A.J. 3D printed human hair—polymer continuous fiber reinforced composites through Vat Photopolymerization process. Mater. Today Commun. 2023, 35, 106096. [Google Scholar] [CrossRef]
- Crescenti, M. New Post-Process for Reinforcing 3D Printed Parts Using Continuous Carbon Fibers. Available online: https://reinforce3d.com/#technology (accessed on 6 November 2023).
- Schmid, M. Lasersintern (LS) mit Kunststoffen: Technologie, Prozesse und Werkstoffe, 2., Aktualisierte und Erweiterte Auflage; Hanser: München, Germany, 2023; ISBN 9783446466647. [Google Scholar]
- Wegner, A.; Witt, G. Adjustment of isotropic part properties in laser sintering based on adapted double laser exposure strategies. Opt. Laser Technol. 2019, 109, 381–388. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Moll, P.; Pirrung, F.; Baranowski, M.; Coutandin, S.; Fleischer, J. Evaluation of Fibre Placement Strategies for the Implementation of Continuous Reinforcement Fibres in Selective Laser Sintering Process. In Proceedings of the SAMPE Conference 2020, Online, 1 June 2020. [Google Scholar]
- Baranowski, M.; Völger, L.; Friedmann, M.; Fleischer, J. Experimental Analysis and Optimisation of a Novel Laser-Sintering Process for Additive Manufacturing of Continuous Carbon Fibre-Reinforced Polymer Parts. Appl. Sci. 2023, 13, 5351. [Google Scholar] [CrossRef]
- Baranowski, M.; Shao, Z.; Spintzyk, A.; Kößler, F.; Fleischer, J. Simulation-Based Identification of Operating Point Range for a Novel Laser-Sintering Machine for Additive Manufacturing of Continuous Carbon-Fibre-Reinforced Polymer Parts. Polymers 2023, 15, 3975. [Google Scholar] [CrossRef] [PubMed]
- Scholz, J.; Kaspar, J.; Quirin, S.; Kneidl, B.; Kleiner, S.; Friedmann, M.; Fleischer, J.; Herrmann, H.-G.; Vielhaber, M. Konzept eines systemischen Entwicklungsprozesses zur Hebung von Leichtbaupotenzialen. Z. Wirtsch. Fabr. 2021, 116, 797–800. [Google Scholar] [CrossRef]
- Kaspar, J.; König, K.; Scholz, J.; Quirin, S.; Kleiner, S.; Fleischer, J.; Herrmann, H.-G.; Vielhaber, M. SyProLei-A systematic product development process to exploit lightweight potentials while considering costs and CO2 emissions. Procedia CIRP 2022, 109, 520–525. [Google Scholar] [CrossRef]
- Verein Deutscher Ingenieure. Entwicklung Technischer Produkte und Systeme—Gestaltung Individueller Produktentwicklungsprozesse; Beuth: Berlin, Germany, 2019; VDI 2221; Available online: https://www.dinmedia.de/de/technische-regel/vdi-2221-blatt-2/311603776 (accessed on 4 November 2023).
- Verein Deutscher Ingenieure. Funktionenanalyse—Grundlagen und Methode; Beuth: Berlin, Germany, 2023; VDI 2803; Available online: https://www.beuth.de/de/technische-regel/vdi-2803-blatt-1/296563038 (accessed on 4 November 2023).
- Baranowski, M.; Beichter, S.; Griener, M.; Coutandin, S.; Fleischer, J. Additive manufacturing of continuous fibre-reinforced plastic components by a novel laser-sintering process. In Proceedings of the SAMPE Europe Conference 2021, Online, 30 June–1 July 2021. [Google Scholar]
- Baranowski, M.; Basalla, F.; Kößler, F.; Fleischer, J. Investigation of the Thermal Characteristics of a Novel Laser Sintering Machine for Additive Manufacturing of Continuous Carbon Fibre-Reinforced Polymer Parts. Polymers 2023, 15, 3406. [Google Scholar] [CrossRef] [PubMed]
- Baranowski, M.; Rabenseifner, V.; Kößler, F.; Fleischer, J. Experimental Determination of Mechanical Properties of Additively Manufacturing Continuous Carbon Fibre Reinforced Polymer Parts Produced by a Novel Laser Sintering Process. In Proceedings of the SAMPE Europe Conference 2023, Madrid, Spain, 3–5 October 2023; pp. 1–12. [Google Scholar]
- Knispel, H. Further Development of a Software for the Generation of Control Code for Integration of Continuous Fibres in the Selective Sintering Process. Bachelor’s Thesis, Karlsruhe Institute of Technology, Karlsruhe, Germany, 2023. [Google Scholar]
- DIN EN ISO 14040:2021-02; Umweltmanagement_-Ökobilanz_-Grundsätze und Rahmenbedingungen (ISO_14040:2006_+Amd_1:2020); Deutsche Fassung EN_ISO_14040:2006_+A1:2020. Deutsches Institut für Normung e.V.: Berlin, Germany; Beuth: Berlin, Germany, 2021.
- DIN EN ISO 14044:2021-02; Umweltmanagement_-Ökobilanz_-Anforderungen und Anleitungen (ISO_14044:2006_+Amd_1:2017_+Amd_2:2020); Deutsche Fassung EN_ISO_14044:2006_+A1:2018_+A2:2020. Deutsches Institut für Normung e.V.: Berlin, Germany; Beuth: Berlin, Germany, 2021.
- DIN EN ISO 14067:2019-02; Treibhausgase_-Carbon Footprint von Produkten_-Anforderungen an und Leitlinien für Quantifizierung (ISO_14067:2018); Deutsche und Englische Fassung EN_ISO_14067:2018. Deutsches Institut für Normung e.V.: Berlin, Germany; Beuth: Berlin, Germany, 2019.
- Wiese, M.; Leiden, A.; Rogall, C.; Thiede, S.; Herrmann, C. Modeling energy and resource use in additive manufacturing of automotive series parts with multi-jet fusion and selective laser sintering. Procedia CIRP 2021, 98, 358–363. [Google Scholar] [CrossRef]
- Niazi, A.; Dai, J.S.; Balabani, S.; Seneviratne, L. Product Cost Estimation: Technique Classification and Methodology Review. Int. J. Prod. Res. 2006, 128, 563–575. [Google Scholar] [CrossRef]
- Zhang, Y.; Bernard, A. Generic build time estimation model for parts produced by SLS. In High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping; Todd, M.K., Ed.; CRC Press: Boca Raton, FL, USA, 2013; pp. 597–673. ISBN 9780429227745. [Google Scholar]
- DIN EN ISO 14051:2011-12; Umweltmanagement_-Materialflusskostenrechnung_-Allgemeine Rahmenbedingungen (ISO_14051:2011); Deutsche und Englische Fassung EN_ISO_14051:2011. Deutsches Institut für Normung e.V.: Berlin, Germany; Beuth: Berlin, Germany, 2011.
- Devaux, J.-F. Application of Eco-Profile Methodology to Polyamide 11; Arkema: Colombes, France, 2011. [Google Scholar]
- Sintratec AG. Available online: https://www.solidpro.de/wp-content/uploads/3D-Druck/Sintratec/Datenblatt/Sintratec-Datenblatt-PA12-EN.pdf (accessed on 19 March 2024).
- Sintratec AG. Available online: https://sintratec.com/de/3d-druck-materialien/sintratec-pa12-pulver/?utm_source=adwords-cpc&utm_medium=20893978707&utm_campaign=160843279121&utm_term=sintratec%20pa12&utm_content=content&gad_source=1&gclid=CjwKCAjw48-vBhBbEiwAzqrZVKcF-v_BGelQtPea_0ItzTHu8syGD3ii0JCUTa76XAOGOtVJPKbXPBoCIo0QAvD_BwE (accessed on 15 March 2024).
- Takahashi, J.; Verpoest, I.; Michaud, V. Overview of LCI Data for Carbon Fiber. Available online: https://www.carbonfiber.gr.jp/english/tech/lci.html (accessed on 19 March 2024).
- Teijin Carbon Europe GmbH. Product Data Sheet. Available online: https://www.teijincarbon.com/fileadmin/user_upload/Datenbl%C3%A4tter/Filament_Yarn/Product_Data_Sheet_TSG01en__EU_Filament_.pdf (accessed on 14 March 2024).
- Electricity Maps. Electricity Maps. Available online: https://app.electricitymaps.com/zone/DE?lang=de (accessed on 19 March 2024).
- BDEW. Industriestrompreise (inklusive Stromsteuer) in Deutschland in den Jahren 1998 bis 2024 (in Euro-Cent pro Kilowattstunde) [Graph]. Statista. Available online: https://de.statista.com/statistik/daten/studie/252029/umfrage/industriestrompreise-inkl-stromsteuer-in-deutschland/ (accessed on 19 March 2024).
- Ziegler, S. Methodik zur Branchen-und Anwendungszentrierten Konzeptionierung von Laser Powder Bed Fusion Maschinen. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 2022. [Google Scholar]
- Burchard, B. Construction of a Machine for the Selective Laser Sintering of Polymers with an Automated Insertion of Continuous Fibres Continuous Fibres. Bachelor’s Thesis, Karlsruhe Institute of Technology, Karlsruhe, Germany, 2020. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Setting | Value |
|---|---|
| Material | Sintratec PA12 (black) |
| Mixing ratio | 60% fresh powder/40% used powder |
| Number of initial layers in the sintering phase | 20 |
| Sintering temperature | 178 °C |
| Layer thickness | 0.1 mm |
| Inert gas | - |
| Process chamber temperature | Uncontrollable (≈110 °C) |
| Heat-up time | 90 min |
| Platform heater | 170 °C |
| Standby temperature of the IR emitters during roving integration | 170 °C |
| Laser spot diameter | ≈ 0.1 mm |
| Laser output | 1.6 W |
| Hatch distance | 0.1 mm |
| Scan speed | 650 mm/s |
| Layer thickness | 0.1 mm |
| Energy density per unit area | 0.025 J/mm2 |
| Cooling down time | 10 h (overnight) |
| 1K roving | Carbon, 67 tex, HTA40 from Teijin Limited |
| Coating material | PERICOAT AC250 |
| Coating content | 5% |
| Temperature of fibre nozzle | 345 °C |
| Feed rate of fibre nozzle | 140 mm/min |
| Parameter | Value | Unit | Source |
|---|---|---|---|
| PA 12 CO2-eq. | 6.9 | kg/kg | [40] |
| PA 12 Density | 0.98 | g/cm3 | [41] |
| PA 12 Cost | 98 | €/kg | [42] |
| 1K roving CO2-eq. | 19.849 | kg/kg | [43] |
| 1K roving density | 1.77 | g/cm3 | [44] |
| 1K roving Cost | 0.34 | €/m | |
| Power (mix, Germany) CO2-eq. | 356 | g/kwh | [45] |
| Power (Germany) | 0.1914 | €/kwh | [46] |
| Feature | Description | |
|---|---|---|
| Boundary conditions | Matrix material | PA12 black (Sintratec AG, Schweiz) |
| 1K Roving | Fibre strand/roving with 1000 individual carbon fibres (1K) (Teijin Ltd., Tokyo, Japan) | |
| Coating (roving) | Thermoplastic-compatible polymer dispersion (PERICOAT AC 250, Textilchemie Dr. Petry GmbH, Reutlingen, Germany) | |
| Process window of PA12 | 155 °C 185 °C mit Powder bed surface temperature | |
| Degree of freedom of roving integration | Roving integration in the printing plane (2D) | |
| Requirements | Recoater movement | No interfering contour for the recoater after roving integration (avoiding entrainment effect) |
| LS process for CCFRP parts | ● Usage of the conventional LS process without any additional post-processing required | |
| Roving Integration |
|
| No. | Basic Function | Description |
|---|---|---|
| 1 | Tempering the powder bed | Keeping the part and powder bed surface warm within the process window of the matrix used for the entire duration of roving integration |
| 2 | Part structure generation | Creation of the part structure by the LS process before roving integration |
| 3 | Feeding roving to matrix | Unwinding the coated roving from the core and conveying the roving to the part/matrix process zone |
| 4 | Positioning roving in matrix | Two-dimensional alignment/positioning of the rovings in the already manufactured part structure |
| 5 | Bonding roving to matrix | Bonding of the roving to the already manufactured part structure/matrix below the movement plane of the recoater |
| 6 | Separate roving | Cutting the roving to a part-size-dependent length |
| 7 | Embed roving completely in matrix | Bonding of the roving to the matrix by applying fresh powder. Complete embedding of the roving in the part structure by selective melting of the fresh powder layer using the laser |
| Pros | Cons |
|---|---|
| Compact construction. | Complex construction and high moving mass due to integrated design. |
| Adjustable pressure force with pressure roller. | Additional heat source required. |
| No additional powder feed reservoir required. | Rovings can only be embedded linear at a limited angle concerning the direction of movement of the recoater. |
| Loose powder particles could adhere to the pressure roller. | |
| Edge areas of the powder bed or the parts could cool down too much due to the shadowing of the IR radiation. |
| Pros | Cons |
|---|---|
| No/reduced shadowing by choosing a compact design of the gripper kinematics with integrated recoater | Powder particles bond with the roving along the entire length of the roving due to the heat of the current. Increased risk of in-build curling in the edge areas of the powder bed |
| Simple heating of the part or powder bed surface within the process window without an additional heat source | Only linear roving paths can be realised |
| Precise adjustment of the roving temperature using a control circuit (favours controlled bond formation) | Roving paths can be integrated with a limited angle concerning the direction of movement of the recoater |
| Compared to the other concepts, a high process speed is assumed | Only electrically conductive rovings can be used |
| Protruding rovings outside the part edges must be subsequently removed |
| Pros | Cons |
|---|---|
| The entire build area can be kept warm without heat loss in the process window by selecting a large, additional heat source on the bottom of the fibre integration unit | Depending on the distance between the fibre nozzle and the powder bed, loose powder particles from the powder bed or previously created part layers could adhere, thus endangering process reliability |
| In addition to linear roving paths, curved roving paths are also conceivable | An additional heat source is required to keep the part or powder bed surface warm |
| Simple structure of the fibre integration unit as surface kinematics | Shading of IR radiation |
| Comparatively high process reliability and reproducibility of roving integration are expected | Moving mass of the fibre integration unit could be high compared to the other concepts |
| Roller | Hold-down Device | Fibre Nozzle | |||||
|---|---|---|---|---|---|---|---|
| Evaluation Criteria | Weighting | Points | Sum | Points | Sum | Points | Sum |
| Process reliability | 20 | 4 | 80 | 5 | 100 | 9 | 180 |
| Holding the process window | 20 | 5 | 100 | 8 | 160 | 8 | 160 |
| Expected composite quality | 15 | 7 | 105 | 5 | 75 | 7 | 105 |
| Process speed | 15 | 5 | 75 | 5 | 75 | 6 | 90 |
| Roving path complexity | 10 | 4 | 40 | 3 | 30 | 8 | 80 |
| Automatability | 10 | 8 | 80 | 7 | 70 | 8 | 80 |
| Complexity | 5 | 5 | 25 | 6 | 30 | 5 | 25 |
| Costs | 5 | 6 | 30 | 7 | 35 | 4 | 20 |
| Total utility value | - | 535 | 575 | 740 | |||
| Feature | Description |
|---|---|
| Laser source (power/wavelength) | Diode laser 1.6 W/450 nm (Lasertack GmbH, Fuldabrück, Germany) |
| Galvanometer scanner | SCANcube III 10 (Scanlab GmbH, Puchheim, Germany) |
| Laser control | RTC5 PCI-Express & laserDESK Software version 1.6 (Scanlab GmbH, Germany) |
| Programmable logic controller (PLC) | Beckhoff SPS C6930-0060 with NCI extension following DIN 66025 (Beckhoff GmbH & Co. KG, Verl, Germany) |
| Measurement of the powder bed temperature | Pyrometer IMPAC IN 520 (LumaSense Technologies GmbH, Raunheim, Germany) |
| Optics | F-Theta optics, Focal length 254 nm (VONJAN Technology GmbH, Ammersee, Germany) |
| Stable build area | 105 mm 105 mm 70 mm |
| Integration area for rovings | 105 mm 80 mm |
| Heat distribution in the stable sintering area | Δ7 K [30] |
| Part porosity (PA12) with 0.025 J/mm2 | 4.85% +/− 1.27% [31] |
| Operation State | Formula Symbol | Value | Unit |
|---|---|---|---|
| Heating up | PHeating | 2.021 | kw |
| Printing | PPrinting | 1.919 | kw |
| Roving integration | Proving integration | 1.247 | kw |
| Parameter | Formula Symbol | Value | Unit |
|---|---|---|---|
| Part volume | V | 19,372.07 | mm3 |
| Part surface area | Atot | 8833.3 | mm2 |
| Bounding Box X | Bx | 45 | mm |
| Bounding Box Y | By | 48.5 | mm |
| Bounding Box Z | Bz | 76 | mm |
| Number of rovings per layer | nroving | 14 | - |
| Number of layers with roving | Nroving | 6 | - |
| Length of one roving | lroving | 64.5 | mm |
| Operation State | Formula Symbol | Value | Unit |
|---|---|---|---|
| Heating up | tHeating | 90 | min |
| Printing | tPrinting | 72.1 | min |
| Roving integration | tRoving | 39.4 | min |
| Overall manufacturing time | tman | 201.5 | min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baranowski, M.; Scholz, J.; Kößler, F.; Fleischer, J. Systematic Development of a Novel Laser-Sintering Machine with Roving Integration and Sustainability Evaluation. Machines 2024, 12, 336. https://doi.org/10.3390/machines12050336
Baranowski M, Scholz J, Kößler F, Fleischer J. Systematic Development of a Novel Laser-Sintering Machine with Roving Integration and Sustainability Evaluation. Machines. 2024; 12(5):336. https://doi.org/10.3390/machines12050336
Chicago/Turabian StyleBaranowski, Michael, Johannes Scholz, Florian Kößler, and Jürgen Fleischer. 2024. "Systematic Development of a Novel Laser-Sintering Machine with Roving Integration and Sustainability Evaluation" Machines 12, no. 5: 336. https://doi.org/10.3390/machines12050336
APA StyleBaranowski, M., Scholz, J., Kößler, F., & Fleischer, J. (2024). Systematic Development of a Novel Laser-Sintering Machine with Roving Integration and Sustainability Evaluation. Machines, 12(5), 336. https://doi.org/10.3390/machines12050336