
Effects of Cryogenic- and Cool-Assisted Burnishing on the Surface Integrity and Operating Behavior of Metal Components: A Review and Perspectives



Abstract
1. Introduction
2. Investigations of CrA and CoA Burnishing—General Overview
3. Effects of CrA and CoA Burnishing on SI
3.1. Magnesium Alloy AZ31B-O
3.2. Titanium Alloy Ti-6Al-4V
3.2.1. Roughness
3.2.2. Surface Microhardness
3.2.3. Microstructure
3.3. Aluminium Alloy 7050-T7451
3.4. Additively Manufactured Materials
3.4.1. Inconel 718/Laser Powder Bed Fusion
3.4.2. Laser-Clad Stellite 6 and 420 Stainless Steel as Substrates
3.5. Steel
3.5.1. Carbon Steel SS 400
3.5.2. Tool Steel AISI D3
3.5.3. Martensitic Stainless Steel 17-4 PH
3.5.4. Austenitic Stainless Steel AISI 304
3.6. Biomaterials
3.6.1. Co-Cr-Mo Alloy
3.6.2. Mg-4Zn-2Sr Alloy
3.7. Thermal Spray Coating
4. Effects of CrA and CoA Burnishing on Operating Behavior
4.1. Magnesium Alloy AZ31B-O
4.2. Titanium Alloy Ti-6Al-4V
4.3. Austenitic Stainless Steel AISI 304
4.4. Biomaterial Co-Cr-Mo
5. Conclusions and Future Research Perspectives
- •
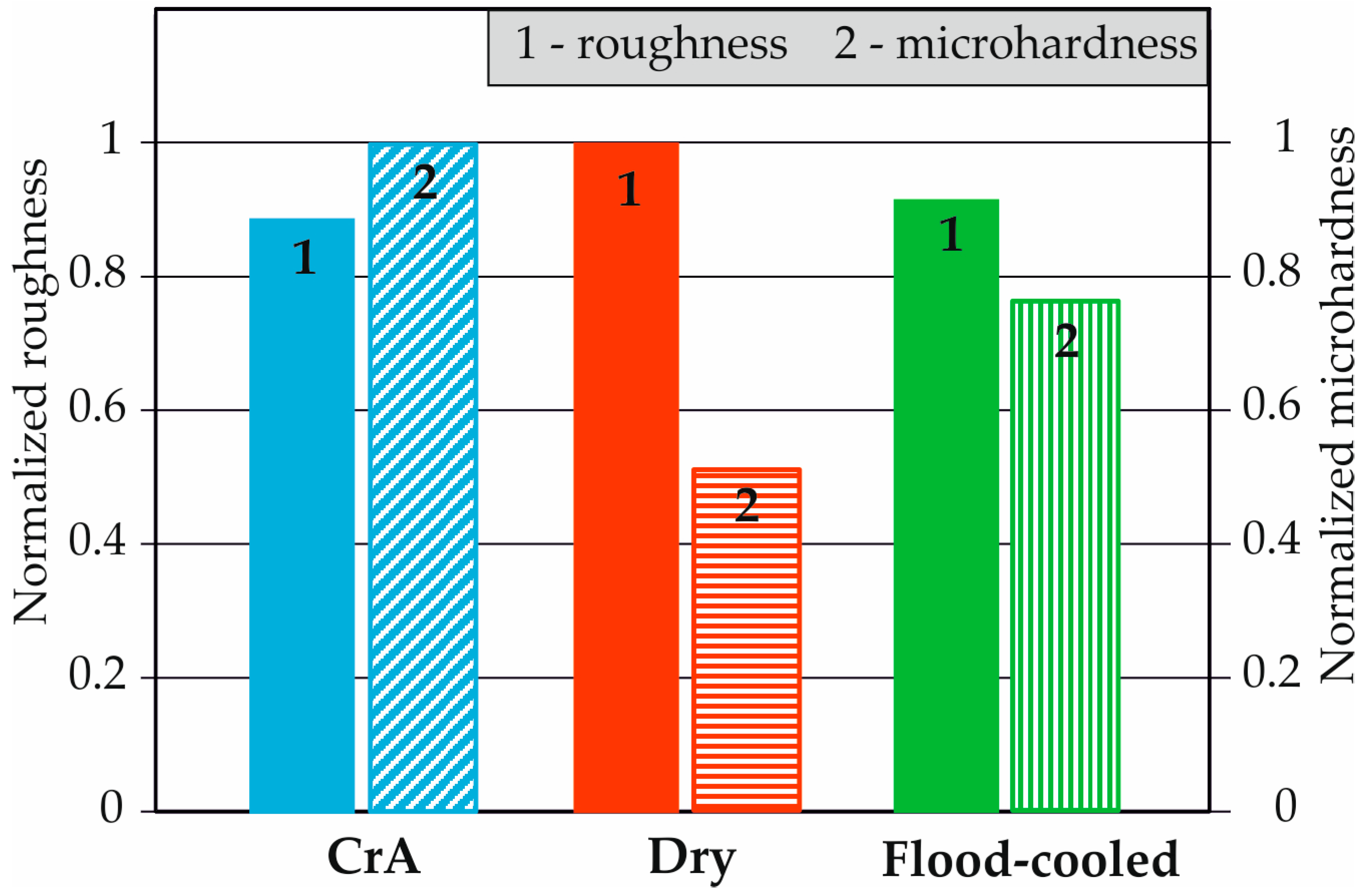
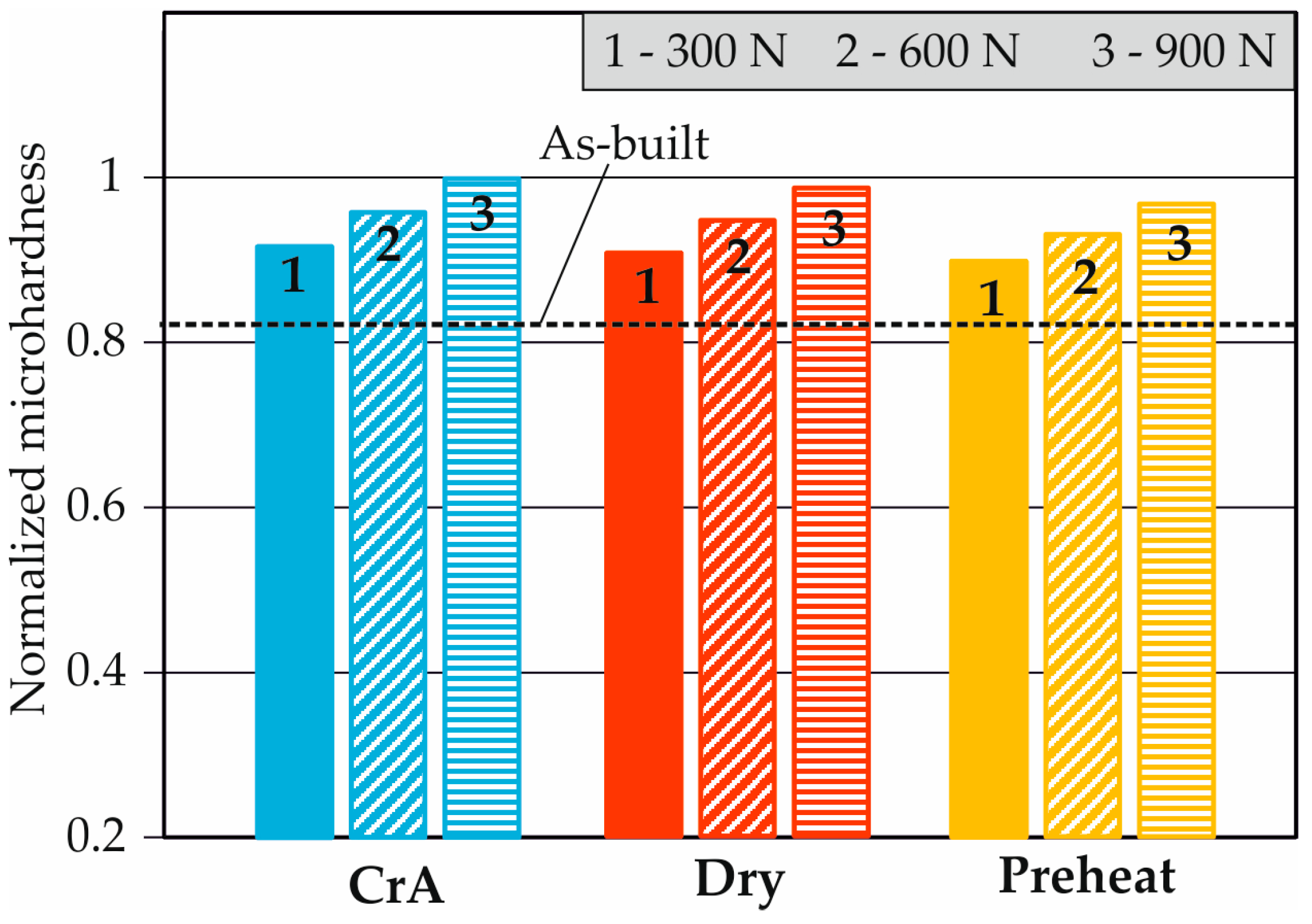
- For all investigated materials, the CrA and CoA burnishing processes significantly increase surface microhardness relative to other burnishing conditions. This is a direct consequence of the nanostructured surface layer produced. The dynamic recrystallization induced by surface plastic deformation takes place under intense cooling conditions, which inhibit grain growth;
- •
- The benefit from the hybrid processes to improve the roughness compared to the effect of burnishing under other conditions (dry, flood, MQL, preheating), as well as compared to other finishings (for instance, grinding), is not unambiguously defined for the different materials and burnishing methods. For the magnesium alloy AZ31 B-O, grinding at room temperature achieves a lower value of the Ra roughness parameter than CrA SB. For the Ti-6Al-4V alloy, the CrA DR process realized by the RB method achieves a higher value of the Ra parameter than DR under other conditions, but the hybrid CrA SB process reduces Ra relative to dry SB. The roughness worsens when CrA DR is applied to Inconel 718 and tool steel AISI D3. In the remaining analyzed cases (Table 2), hybrid CrA and CoA processes improve the resulting roughness. It is important to note that when the hybrid process is implemented using SB or DB methods, the roughness is always improved relative to SB (respectively DB) under dry, flood, and MQL conditions;
- •
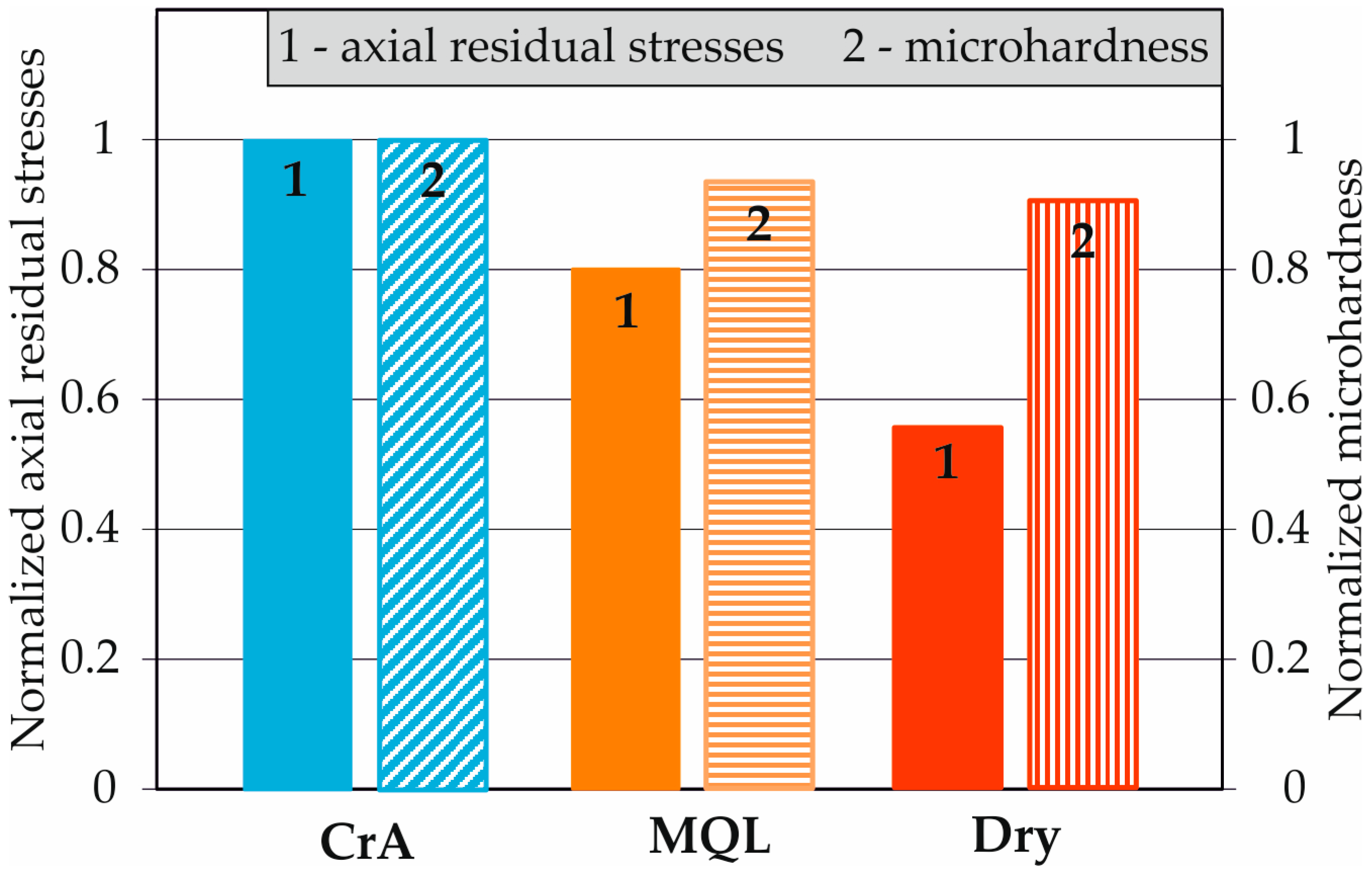
- With the exception of CrA DR using 304 austenitic stainless steel [41], hybrid processes increase the compressive residual stresses in the surface layer. Intensive cooling greatly reduces the thermal effect, leading to softening. As a result, the surface microhardness and surface residual compressive stresses increase. The resulting effect is analogous to the effect of burnishing hardened steel;
- •
- CrA burnishing increases wear and corrosion resistance because the nanostructured surface layer exhibits increased microhardness;
- •
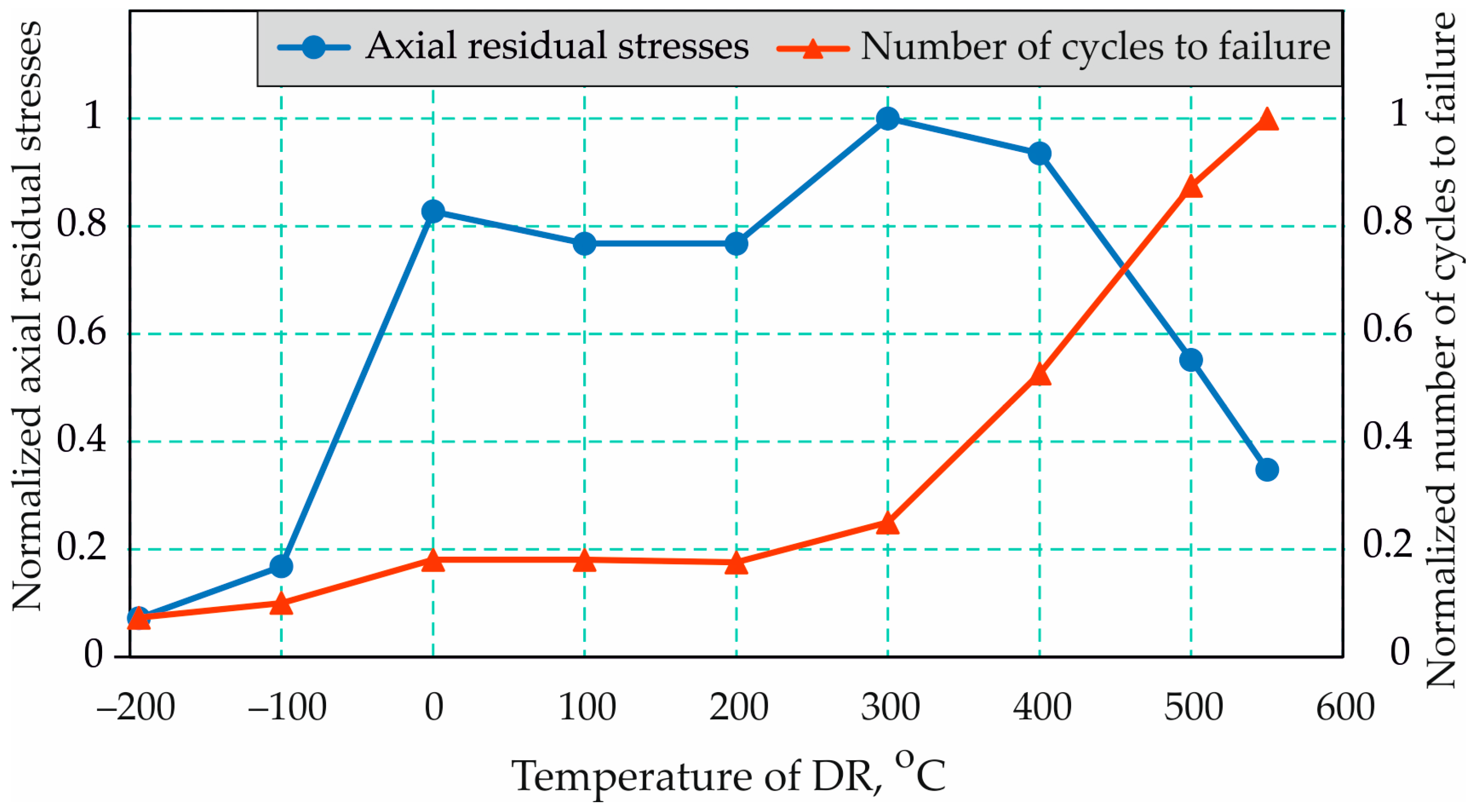
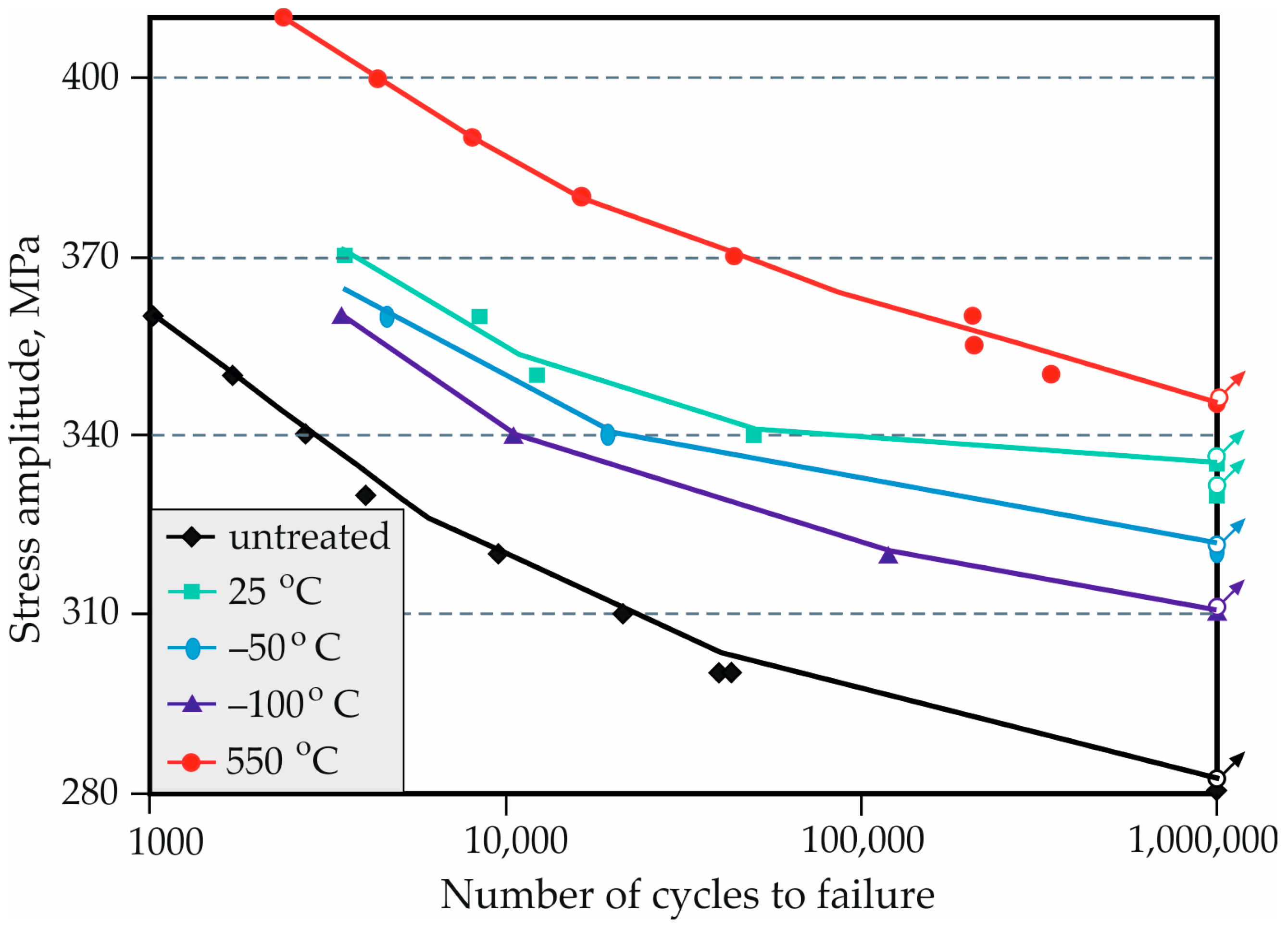
- Only one study has considered the effects of CrA and CoA burnishing on fatigue behavior. CrA DR (implemented via the BBHS method) was applied to austenitic stainless steel 304 [41], showing that CrA DR leads to the lowest number of cycles to fatigue failure relative to cases in which DR is conducted on preheated surfaces. This occurs as a result of the large content of strain-induced α′-martensite in the surface and near-subsurface layers.
- ▪
- It is of interest to study the effects of CrA and CoA burnishing on the SI and operating behavior of important material groups, such as aluminum bronzes, which are widely used in the marine industry, shipbuilding, aviation, railway, offshore platform applications, and other fields. For example, single-phase aluminum bronzes do not undergo heat treatment, and their surface microhardness may only be increased by surface cold working. It is, therefore, of interest for engineering practices to determine the effects of burnishing under cryogenic or cool conditions with the objective of improving the microstructure and surface microhardness of bronzes, in addition to improving bronzes with β-transformation;
- ▪
- The effects of CrA and CoA burnishing on SI and the operating behavior of high-strength aluminum alloys, which are widely used in the aerospace and automotive industries, have not been fully evaluated. The only exception is 7050-T7451 AA [35,36]; but for this alloy, no information has been reported regarding the effect of CrA and CoA burnishing on its operational behavior;
- ▪
- Chromium–nickel austenitic stainless steels form 70% of the total share of stainless steels used for various industrial applications. However, only one study has considered the CrA DR of AISI 304 steel [41]. Other studies have shown a significant increase in the mechanical characteristics of such steels when subjected to cryogenic temperatures [8,9]. Therefore, the effect of conventional surface cold working on austenitic steels that have been previously subjected to autonomous cryogenic treatment remains of interest;
- ▪
- There is a lack of research on the effect of the cryogenic conditions during the burnishing process on the dimensional accuracy of the treated surfaces. The results of such research are essential for engineering practice since burnishing is a finishing process;
- ▪
- Increasing the fatigue life of metal components is essential to engineering practice. Therefore, investigating the effect of CrA and CoA burnishing on the fatigue behavior of metallic components would be of great interest.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BB | ball burnishing |
| BBHS | ball burnishing with hydrostatic sphere |
| CrT | cryogenic treatment |
| CoA | cool-assisted |
| CoAB | cool-assisted burnishing |
| CR | corrosion resistance |
| CrA | cryogenic-assisted |
| CrAB | cryogenic-assisted burnishing |
| DB | diamond burnishing |
| DR | deep rolling |
| F | fatigue |
| LPB | low plasticity burnishing |
| M | microstructure |
| MH | microhardness |
| MQL | minimum quantity of lubrication |
| R | roughness |
| RB | roller burnishing |
| RS | residual stresses |
| SB | slide burnishing |
| SI | surface integrity |
| WR | wear resistance |
| XRD | X-ray diffraction |
References
- Balevski, A.T. Metal Science; Technika: Sofia, Bulgaria, 1988. (In Bulgarian) [Google Scholar]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann.-Manuf. Technol. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Jurči, P.; Dlouhý, I. Cryogenic Treatment of Martensitic Steels: Microstructural Fundamentals and Implications for Mechanical Properties and Wear and Corrosion Performance. Materials 2024, 17, 548. [Google Scholar] [CrossRef] [PubMed]
- Diekman, F. Cold and Cryogenic Treatment of Steel. In ASM Handbook, Volume 4A, Steel Heat Treating Fundamentals and Processes; ASM International: Almere, The Netherlands, 2013; pp. 382–386. Available online: https://dl.asminternational.org/handbooks/edited-volume/18/Steel-Heat-Treating-Fundamentals-and-Processes (accessed on 28 April 2024).
- Pellizari, M. Influence of deep cryogenic treatment on the properties of conventional and PM high speed steels. Metall. Ital. 2008, 9, 17–22. [Google Scholar]
- Jurči, P.; Bartkowska, A.; Hudáková, M.; Dománková, M.; Caplovičová, M.; Bartkowski, D. Effect of Sub-zero Treatments and Tempering on Corrosion Behaviour of Vanadis 6 tool steel. Materials 2021, 14, 3759. [Google Scholar] [CrossRef] [PubMed]
- Ptačinová, J.; Durica, J.; Jurči, P.; Kusy, M. Influence of sub-zero treatment in liquid helium and tempering on the microstructure of tool steel Vanadis 6. In Proceedings of the 28th International Conference on Metallurgy and Materials METAL 2019, Brno, Czech Republic, 22–24 May 2019; Tanger Ltd.: Greensboro, NC, USA, 2019; pp. 569–574. [Google Scholar]
- Baldissera, P. Deep cryogenic treatment of AISI 302 stainless steel: Part I—Hardness and tensile properties. Mater. Des. 2010, 31, 4725–4730. [Google Scholar] [CrossRef]
- Baldissera, P. Deep cryogenic treatment of AISI 302 stainless steel: Part II—Fatigue and corrosion. Mater. Des. 2010, 31, 4731–4737. [Google Scholar] [CrossRef]
- Zhang, H.; Gu, K.; Guo, J.; Xue, X.; Wang, J. Cryogenic Treatment of 06Cr19Ni10 Austenitic Stainless Steel. Mater. Sci. Forum 2013, 749, 187–191. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, Q.; Meng, F.; Miao, Z. Research on modification treatment on austenitic stainless steel. IOP Conf. Ser. Earth Environ. Sci. 2020, 512, 012173. [Google Scholar] [CrossRef]
- Fedorikova, A. Effect of plastic deformation on mechanical properties of austenitic stainless steel under cryogenic condition. In Proceedings of the Metallurgy Junior 2018, Herlany, Slovakia, 10–11 May 2018; pp. 39–42. [Google Scholar]
- Wei, L.; Wang, D.; Li, H.; Xie, D.; Ye, F.; Song, R.; Zheng, G.; Wu, S. Effect of Cryogenic Treatment on the Microstructure and Residual Stress of 7075 Aliminum Alloy. Metals 2018, 8, 273. [Google Scholar] [CrossRef]
- Kučerova, L.; Hajek, J.; Vitek, J. The effect of Cryogenic Treatment on Mechanical Properties, Wear and Corrosion Resistance of Aluminium Alloy AW7075. Manuf. Technol. 2020, 20, 60–65. [Google Scholar] [CrossRef]
- Cinto, C.J. Hardened parts produced by hard turning and ball burnishing operations. Int. Res. J. Eng. Technol. 2022, 9, 1178–1185. [Google Scholar]
- Ramji, B.R.; Narasimha, M.H.N.; Krishna, M.; Raghu, M.J. Performance study of cryogenically treated HSS drills in drilling gray cast iron using orthogonal array technique. Res. J. Appl. Sci. Eng. Technol. 2010, 2, 487–491. [Google Scholar]
- Seah, K.H.W.; Rahman, M.; Yong, K.H. Performance evaluation of cryogenically treated tungsten carbide cutting tool inserts. Proc. Inst. Mech. Eng. Part B 2003, 217, 29–43. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, H.; Singh, R. Investigation on wear behavior of cryogenically treated TiAlN coated tungsten carbide inserts in turning. Int. J. Mach. Tools Manuf. 2011, 51, 25–33. [Google Scholar] [CrossRef]
- Dhar, N.R.; Paul, S.; Chattopadhyay, A.B. Role of Cryogenic Cooling on Cutting Temperature in Turning Steel. J. Manuf. Sci. Eng. 2002, 124, 146–154. [Google Scholar] [CrossRef]
- Nguyen, T.; Zarudi, I.; Zhang, L.C. Grinding-hardening with Liquid Nitrogen: Mechanisms and Technology. Int. J. Mach. Tool Manuf. 2007, 47, 97–106. [Google Scholar] [CrossRef]
- Jerold, B.D.; Kumar, M.P. Experimental Comparison of Carbon-dioxide and Liquid Nitrogen Cryogenic Coolants in Turning of AISI 1045 Steel. Cryogenics 2012, 52, 569–574. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Kramer, A.; Cayli, T.; Sangermann, H. Potential of Modern Lubricoolant Strategies on Cutting Performance. Key Eng. Mater. 2013, 554–557, 2062–2071. [Google Scholar] [CrossRef]
- Yalcin, B.; Ozgur, A.; Koru, M. The Effects of Various Cooling Strategies on Surface Roughness and Tool Wear during Soft Materials Milling. Mater. Des. 2009, 30, 896–899. [Google Scholar] [CrossRef]
- Dix, M.; Wertheim, R.; Schmidt, G.; Hochmuth, C. Modeling of Drilling Assisted by Cryogenic Cooling for Higher Efficiency. CIRP Ann.-Manuf. Technol. 2014, 63, 73–76. [Google Scholar] [CrossRef]
- Machai, C.; Biermann, D. Machining of Beta-Titanium-Alloy Ti-10V-2Fe-3Al Under Cryogenic Conditions—Cooling with Carbon Dioxide Snow. J. Mater. Process. Technol. 2011, 211, 1175–1183. [Google Scholar] [CrossRef]
- Tsai, H.H.; Hocheng, H. Investigation of the Transient Thermal Deflection and Stresses of the Workpiece in Surface Grinding with the Application of a Cryogenic Magnetic Chuck. J. Mater. Process. Technol. 1998, 79, 177–184. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Dogra, M.; Pruncu, C.I. Evaluation of tool wear, energy consumption, and surface roughness during turning of inconel 718 using sustainable machining technique. J. Mater. Res. Technol. 2020, 9, 5794–5804. [Google Scholar] [CrossRef]
- Aramcharoen, A.; Chuan, S.K. An experimental investigation on cryogenic milling of Inconel 718 and its sustainability assessment. Procedia CIRP 2014, 14, 529–534. [Google Scholar] [CrossRef]
- Pereira, O.; Celaya, A.; Urbikain, G.; Rodriguez, A.; Fernandez-Valdivielso, A.; de Lacalle, L.N.L. CO2 cryogenic milling of Inconel 718: Cutting forces and tool wear. J. Mater. Res. Technol. 2020, 9, 8459–8468. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S. Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti-6Al-4V titanium alloy. J. Manuf. Process. 2016, 21, 172–179. [Google Scholar] [CrossRef]
- Akshay; Shravan; Suhas; Sumanth. Effect of Cryogenic Ball Burnishing Parameters on Mechanical Properties of Mg-4Zn-2Sr—A Review. Int. J. Sci. Res. Sci. Eng. Technol. 2022, 9, 60–64. [Google Scholar]
- Caudill, J.; Huang, B.; Arvin, C.; Schoop, J.; Meyer, K.; Jawahir, I.S. Enhancing the surface integrity of Ti-6Al-4V alloy through cryogenic burnishing. Procedia CIRP 2014, 13, 243–248. [Google Scholar] [CrossRef]
- Caudill, J.; Schoop, J.; Jawahir, I.S. Producing sustainable nanostructures in Ti-6Al-4V alloys for improved surface integrity and increased functional life in aerospace applications by cryogenic burnishing. Procedia CIRP 2019, 80, 120–125. [Google Scholar] [CrossRef]
- Caudill, J.; Schoop, J.; Jawahir, I.S. Correlation of surface integrity with processing parameters and advanced interface cooling/lubrication in burnishing of Ti-6Al-4V alloy. Adv. Mater. Process. Technol. 2019, 5, 53–66. [Google Scholar] [CrossRef]
- Huang, B.; Kaynak, Y.U.; Sun, Y.; Jawahir, I.S. Surface Layer Modification by Cryogenic Burnishing of Al 7050-T7451 Alloy and Validation with FEM-Based Burnishing Model. Procedia CIRP 2015, 31, 1–6. [Google Scholar] [CrossRef]
- Huang, B.; Kaynak, Y.; Sun, Y.; Khraisheh, M.K.; Jawahir, I.S. Surface Layer Modification by Cryogenic Burnishing of Al 7050-T7451 Alloy with Near Ultra-Fine Grained Structure. J. Manuf. Sci. Eng. 2022, 144, 031002. [Google Scholar] [CrossRef]
- Kaya, M.; Yaman, N.; Tascioglu, E.; Kaynak, Y. Influence of burnishing process on surface integrity of inconel 718 fabricated by laser powder bed fusion additive manufacturing. Sigma J. Eng. Nat. Sci. 2024, 42, 335–343. [Google Scholar] [CrossRef]
- Mahalil, K.; Rahim, E.A.; Mohid, Z. Performance Evaluation of Sustainable Coolant Techniques on Burnishing Process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 494, 012001. [Google Scholar] [CrossRef]
- Meyer, D. Cryogenic deep rolling—An energy based approach for enhanced cold surface hardening. CIRP Ann.-Manuf. Technol. 2012, 61, 543–546. [Google Scholar] [CrossRef]
- Meyer, D.; Brinksmeier, E.; Hoffmann, F. Surface Hardening by Cryogenic Deep Rolling. Procedia Eng. 2011, 19, 258–263. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I.; Scholtes, B. Effects of deep rolling at elevated and low temperatures on the isothermal fatigue of AlSl304. Altern. Process. 2005, 70, 185–190. [Google Scholar]
- Pu, Z.; Song, G.L.; Yang, S.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Cryogenic Burnishing of AZ31B Mg Alloy for Enhanced Corrosion Resistance. In Magnesium Technology; TMS (The Minerals, Metals & Materials Society): Pittsburgh, PA, USA, 2011; pp. 513–518. [Google Scholar]
- Pu, Z.; Yang, S.; Song, G.L.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Ultrafine-grained surface layer on Mg-Al-Zn alloy produced by cryogenic burnishing for enhanced corrosion resistance. Scr. Mater. 2011, 65, 520–523. [Google Scholar] [CrossRef]
- Pu, Z.; Song, G.-L.; Yang, S.; Outeiro, J.C.; Dillon, O.W.; Puleo, D.A.; Jawahir, I.S. Grain refined and basal textured surface produced by burnishing for improved corrosion performance of AZ31B Mg alloy. Corros. Sci. 2012, 57, 192–201. [Google Scholar] [CrossRef]
- Pu, Z. Cryogenic machining and burnishing of AZ31B magnesium alloy for enhanced surface integrity and functional performance. Theses and Dissertations—Mechanical Engineering. Doctoral Dissertation, University of Kentucky, Lexington, KY, USA, 2012. [Google Scholar]
- Rachmat, H.; Rahim, E.A.; Mohid, Z.; Mahalil, K.; Kasah, A.A.; Nadzri, A. Effect of Burnishing Tool Diameter and Coolant Strategies on Burnishing Performance. J. Phys. Conf. Ser. 2019, 1150, 012070. [Google Scholar] [CrossRef]
- Rachmat, H.; Mahalil, K.; Mohid, Z.; Rahim, E.A. Comparison between Dry, MQL, and Cryogenic Cooling Technique on Surface Integrity of Burnished Surface. Int. J. Integr. Eng. 2019, 11, 35–41. [Google Scholar] [CrossRef]
- Rotella, G.; Caruso, S.; Del Prete, A.; Filice, L. Prediction of Surface Integrity Parameters in Roller Burnishing of Ti6Al4V. Metals 2020, 10, 1671. [Google Scholar] [CrossRef]
- Rotella, G.; Rinaldi, S.; Filice, L. Roller burnishing of Ti6Al4V under different cooling/lubrication conditions and tool design: Effects on surface integrity. Int. J. Adv. Manuf. Technol. 2020, 106, 431–440. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Effect of cryogenic diamond burnishing on residual stress and microhardness of 17-4 PH stainless steel. Mater. Today Proc. 2018, 5, 18393–18399. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Experimental evaluation of diamond burnishing for sustainable manufacturing. Mater. Res. Express 2018, 5, 106514. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Effect of working parameters on the surface integrity in cryogenic diamond burnishing of 17-4 PH stainless steel with a novel diamond burnishing tool. J. Manuf. Process. 2019, 38, 564–571. [Google Scholar]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Enhancement of Surface Integrity by Cryogenic Diamond Burnishing Toward the Improved Functional Performance of the Components. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 396. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Application of desirability approach to optimize the control factors in cryogenic diamond burnishing. Arab. J. Sci. Eng. 2020, 45, 1305–1317. [Google Scholar] [CrossRef]
- Sachin, B.; Charitha, M.R.; Naik, G.; Puneet, N.P. Influence of slide burnishing process on the surface characteristics of precipitation hardenable steel. SN Appl. Sci. 2021, 3, 223. [Google Scholar] [CrossRef]
- Singh, P.; Kumar, P.; Virdi, R.L. Effect of In-Process Cryogenic Cooling in the Burnishing Process on the Solid Particle Erosion Behavior of HVOF Cermet Coating. J. Therm. Spray Technol. 2023, 32, 2068–2080. [Google Scholar] [CrossRef]
- Tang, J.; Luo, H.Y.; Zhang, Y.B. Enhancing the surface integrity and corrosion resistance of Ti–6Al–4V titanium alloy through cryogenic burnishing. Int. J. Adv. Manuf. Technol. 2017, 88, 2785–2793. [Google Scholar] [CrossRef]
- Tang, J.; Luo, H.; Qi, Y.; Xu, P.; Ma, S.; Zhang, Z.; Ma, Y. The effect of cryogenic burnishing on the formation mechanism of corrosion product film of Ti–6Al–4V titanium alloy in 0.9% NaCl solution. Surf. Coat. Technol. 2018, 345, 123–131. [Google Scholar] [CrossRef]
- Anirudh, P.V.; Kumar, B.; Girish, G.; Shailesh, S.; Oyyaravelu, R.; Kannan, C.; Balan, A.S.S. Effect of Cryogenics-Assisted Low-Plasticity Burnishing on Laser-Clad Stellite 6 over SS420 Substrate. J. Mater. Eng. Perform. 2020, 29, 6861–6869. [Google Scholar] [CrossRef]
- Yang, S.; Pu, Z.; Puleo, D.; Dillon, O.W.; Jawahir, I.S. Cryogenic Processing of Biomaterials for Improved Surface Integrity and Product Sustainability. In Advances in Sustainable Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 177–182. [Google Scholar]
- Yang, S.; Puleo, D.; Dillon, O.W., Jr.; Jawahir, I.S. Surface Layer Modifications in Co-Cr-Mo Biomedical Alloy from Cryogenic Burnishing. Procedia Eng. 2011, 19, 383–388. [Google Scholar] [CrossRef]
- Yang, S.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Effect of cryogenic burnishing on surface integrity modifications of Co–Cr–Mo biomedical alloy. J. Biomed. Mater. Res. B Appl. Biomater. 2013, 101, 139–152. [Google Scholar] [CrossRef]
- Yang, S.; Umbrello, D.; Dillon, O.W., Jr.; Puleo, D.; Jawahir, I.S. Cryogenic cooling effect on surface and subsurface microstructural modifications in burnishing of Co–Cr–Mo biomaterial. J. Mater. Process. Technol. 2015, 217, 211–221. [Google Scholar] [CrossRef]
- Yang, S.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Enhancement of wear resistance for improved functional performance of Co-Cr-Mo hip implants through cryogenic surface treatment: A case study. Mach. Sci. Technol. 2021, 25, 455–476. [Google Scholar] [CrossRef]
- Yang, S.; Umbrello, D.; Dillon, O.W., Jr.; Jawahir, I.S. Numerical Investigation of Dynamic Recrystallization Induced Microstructural Evolution in Cryogenic Burnishing of Co-Cr-Mo Biomaterial. J. Mater. Eng. Perform. 2022, 31, 6904–6921. [Google Scholar] [CrossRef]
- Yang, S. Cryogenic burnishing of Co-Cr-Mo biomedical alloy for enhanced surface integrity and improved wear performance. Theses and Dissertations—Mechanical Engineering. Doctoral Dissertation, University of Kentucky, Lexington, KY, USA, 2012. [Google Scholar]
- Grzesik, W.; Zak, K. Producing high quality hardened parts using sequential hard turning and ball burnishing operations. Precis. Eng. 2013, 37, 849–855. [Google Scholar] [CrossRef]
- Zak, K.; Grzesik, W.; Prazmowski, M. Investigation og Sequential Cryogenic Hard Turning and ball Burnishing. Metalurgija 2014, 53, 521–525. [Google Scholar]
- Zak, K.; Grzesik, W. Investigation of technological effects of ball burnishing after cryogenic turning. Adv. Manuf. Sci. Technol. 2014, 38, 37–52. [Google Scholar]
- Grzesik, W.; Zak, K.; Prazmowski, M.; Storch, B.; Pałka, T. Effects of cryogenic cooling on surface layer characteristics produced by hard turning. Arch. Mater. Sci. Eng. 2012, 54, 5–12. [Google Scholar]
- Savyasachi, N.; Reji, R.; Sajan, J.A.; Rafi, A.M. A Review on the Cryogenic Treatment of Stainless Steels, Tool Steels and Carburized Steels. Int. J. Innov. Sci. Res. Technol. 2020, 5, 31–38. [Google Scholar]
- Ekaputra, R.C.; Mochtar, M.A. The Effect of Parameters in Cryogenic Treatment on Mechanical Properties of Tool Steel: A Review. J. Mater. Explor. Find. 2023, 2, 101–113. [Google Scholar]
- Kumar, T.V.; Thirumurugan, R.; Viswanath, B. Influence of cryogenic treatment on the metallurgy of ferrous alloys: A review. Mater. Manuf. Process. 2017, 32, 1789–1805. [Google Scholar] [CrossRef]
- Kalsi, N.S.; Sehgal, R.; Sharma, V.S. Cryogenic treatment of tool materials: A review. Mater. Manuf. Process. 2010, 25, 1077–1100. [Google Scholar] [CrossRef]
- Akincioğlu, S.; Gökkaya, H.; Uygur, I. A review of cryogenic treatment on cutting tools. Int. J. Adv. Manuf. Technol. 2015, 78, 1609–1627. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Deep Cryogenic Treatment: A bibliographic Review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. A brief review on cryogenics in machining process. SN Appl. Sci. 2020, 2, 1107. [Google Scholar] [CrossRef]
- Yildiz, Y.; Nalbant, M. A review of cryogenic cooling in machining processes. Int. J. Mach. Tool Manuf. 2008, 48, 947–964. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Munoz-Escalona, P.; Newman, S.T. State-of-the-art cryogenic machining and processing. Int. J. Comp. Integr. Manuf. 2013, 26, 616–648. [Google Scholar] [CrossRef]
- Ecoroll Catalogue. Tools and Solutions for Metal Surface Improvement; Ecoroll Corporation Tool Technology: Milford, OH, USA, 2006. [Google Scholar]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ichkova, M.D. Slide burnishing—Review and prospects. Int. J. Adv. Manuf. Technol. 2019, 104, 785–801. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P. Smoothing, deep, or mixed diamond burnishing of low-alloy steel components—Optimization procedures. Int. J. Adv. Manuf. Technol. 2020, 106, 1917–1929. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Anastasov, K.; Daskalova, P.H. Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis. Machines 2024, 12, 51. [Google Scholar] [CrossRef]
- Prevey, P.S. Burnishing Method and Apparatus for Providing a Layer of Compressive Residual Stress in the Surface of a Workpiece. US Patent 5826453, 27 October 1998. [Google Scholar]
- Burakowski, T.; Wierzchon, T. Surface Engineering of Metals: Principles, Equipment, Technologies; Tyrkiel, E.A., Dearnley, P., Eds.; CRC Press: London, UK, 1998. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Burnish. Method/ Process | Agent | Hybrid Process | Other Cooling/Heating/Lubricating Conditions | Reference | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Flood | Dry | MQL | Hybrid (Cooling+ MQL) | Heating | ||||||
| Magnesium alloys | AZ31B-O | SB | LN2 | CrA | [42,43] | |||||
| AZ31B-O | SB | LN2 | CrA | √ | [44,45] | |||||
| Titanium alloys | Ti-6Al-4V | RB/DR | LN2 | CrA | √ | √ | [32] | |||
| Ti-6Al-4V | RB/DR | LN2 | CrA | √ | √ | √ | √ | [33] | ||
| Ti-6Al-4V | RB/DR | LN2 | CrA | √ | √ | √ | [34] | |||
| Ti-6Al-4V | RB/DR | LN2 | CrA | √ | √ | [48,49] | ||||
| Ti-6Al-4V | SB | LN2 | CrA | √ | [57] | |||||
| Ti-6Al-4V | SB | LN2 | CrA | [58] | ||||||
| Aluminum alloy | 7050-T7451 | RB/DR | LN2 | CrA | √ | [35,36] | ||||
| Additively manufactured materials | Inconel 718/ Laser Powder Bed Fusion | RB/RB | LN2 | CrA | √ | √ | [37] | |||
| laser-clad Stellite 6 | BBHS/LPB | LN2 | CoA | [59] | ||||||
| Carbon steel | SS 400 | SB/ Friction stir | CO2 | CoA | √ | √ | [38,47] | |||
| SS 400 | SB/ Friction stir | CO2 | CoA | √ | √ | √ | [46] | |||
| Tool steel | AISI D3 | BBHS/DR | CO2 | CoA | √ | [39] | ||||
| AISI D3 | BBHS/DR | CO2 | CoA | √ | [40] | |||||
| Martensitic stainless steel | 17-4 PH | DB | LN2 | CrA | √ | √ | [50,52] | |||
| 17-4 PH | DB | LN2 | CrA | [51,53,54,55] | ||||||
| Austenitic stainless steel | AISI 304 | BBHS/DR | LN2 | CrA | √ | √ | [41] | |||
| Biomaterials | Cast homogenized Mg-4Zn-2Sr | BB/RB | LN2 | CrA | [31] | |||||
| Co-Cr-Mo AZ31 | SB | LN2 | CrA | √ | [60] | |||||
| Co-Cr-Mo | SB | LN2 | CrA | √ | [61,62,63,66] | |||||
| Co-Cr-Mo | SB | LN2 | CrA | √ | [64] | |||||
| Co-Cr-Mo | SB | LN2 | CrA | [65] | ||||||
| Thermal spray coating | SB | LN2 | CrA | √ | [56] | |||||
| Material | Burnish. Method/ Process | Hybrid Process | SI Characteristics | Operating Behavior | Reference | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| R | MH | RS | M | F | WR | CR | |||||
| Magnesium alloys | AZ31B-O | SB | CrA | √ | √* | √* | √* | [42,43] | |||
| AZ31B-O | SB | CrA | √* | √* | √* | [44,45] | |||||
| Titanium alloys | Ti-6Al-4V | RB/DR | CrA | √ | √* | [32] | |||||
| Ti-6Al-4V | RB/DR | CrA | √* | √* | [33] | ||||||
| Ti-6Al-4V | RB/DR | CrA | √ | √* | [34] | ||||||
| Ti-6Al-4V | RB/DR | CrA | √ | √* | √* | [48,49] | |||||
| Ti-6Al-4V | SB | CrA | √* | √* | √* | [57] | |||||
| Ti-6Al-4V | SB | CrA | √* | √* | [58] | ||||||
| Aluminum alloy | 7050-T7451 | RB/DR | CrA | √* | √* | [35,36] | |||||
| Additively manufactured materials | Inconel 718/ Laser Powder Bed Fusion | RB/DR | CrA | √ | √* | [37] | |||||
| laser-clad Stellite 6 | BBHS/LPB | CoA | √* | √* | √* | [59] | |||||
| Carbon steel | SS 400 | SB/Friction stir | CoA | √* | [38,46] | ||||||
| SS 400 | SB/Friction stir | CoA | √* | [47] | |||||||
| Tool steel | AISI D3 | BBHS/DR | CoA | √ | √* | √* | [39] | ||||
| AISI D3 | BBHS/DR | CoA | √ | √* | √* | [40] | |||||
| Martensitic stainless steel | 17-4 PH | DB | CrA | √* | √* | [50] | |||||
| 17-4 PH | DB | CrA | √* | √* | √* | √* | [52] | ||||
| 17-4 PH | DB | CrA | √* | √* | [51,53,54,55] | ||||||
| Austenitic stainless steel | AISI 304 | BBHS/DR | CrA | √ | √ | √ | [41] | ||||
| Biomaterials | Cast homogenized Mg-4Zn-2Sr | BB/RB | CrA | √* | √* | [31] | |||||
| Co-Cr-Mo AZ31 | SB | CrA | √* | √* | [60] | ||||||
| Co-Cr-Mo | SB | CrA | √* | √* | [61,63] | ||||||
| Co-Cr-Mo | SB | CrA | √* | √* | √* | [62,66] | |||||
| Co-Cr-Mo | SB | CrA | √* | √* | [64] | ||||||
| Co-Cr-Mo | SB | CrA | √* | [65] | |||||||
| Thermal spray coating | SB | CrA | √* | √* | √* | √* | [56] | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maximov, J.; Duncheva, G. Effects of Cryogenic- and Cool-Assisted Burnishing on the Surface Integrity and Operating Behavior of Metal Components: A Review and Perspectives. Machines 2024, 12, 312. https://doi.org/10.3390/machines12050312
Maximov J, Duncheva G. Effects of Cryogenic- and Cool-Assisted Burnishing on the Surface Integrity and Operating Behavior of Metal Components: A Review and Perspectives. Machines. 2024; 12(5):312. https://doi.org/10.3390/machines12050312
Chicago/Turabian StyleMaximov, Jordan, and Galya Duncheva. 2024. "Effects of Cryogenic- and Cool-Assisted Burnishing on the Surface Integrity and Operating Behavior of Metal Components: A Review and Perspectives" Machines 12, no. 5: 312. https://doi.org/10.3390/machines12050312
APA StyleMaximov, J., & Duncheva, G. (2024). Effects of Cryogenic- and Cool-Assisted Burnishing on the Surface Integrity and Operating Behavior of Metal Components: A Review and Perspectives. Machines, 12(5), 312. https://doi.org/10.3390/machines12050312