Research of Dynamic Characteristics of Bearing Reducers of the TwinSpin Class in the Start-Up Phase and in the Initial Operating Hours



Abstract
1. Introduction
2. Overview of the Papers Published in the Field of the Issue Addressed
3. Theoretical Methods
3.1. Impact of the Run-In Process on the Operational Reliability of the Bearing Reducer
- Lubrication: Reducers usually have lubrication systems to ensure a smooth and reliable run-in. The lubricant is applied to the reducer to minimize the friction and wear of the bearings while ensuring cooling.
- Alignment: Reducer bearings should be properly aligned to minimize unwanted load and increase bearing life. Correct alignment ensures optimal distribution of forces and reduces deformations.
- Pre-load setting: Pre-loading is done during the bearing reducer installation. This ensures a certain degree of stress in the bearings, which minimizes the movement of the bearings under load and improves their accuracy.
- Start-up: When the preparation is complete, the reducer is started. When the bearing reducer moves, a circular motion is formed, where the operating load is transferred from the input shaft to the output shaft. The grease ensures smooth movement and prevents bearing wear.
- Monitoring and maintenance: After starting, it is important to monitor the operation of the bearing reducer and subject it to regular maintenance. This includes checking the quantity and quality of the lubricant, aligning the bearings, checking the shafts, and, if necessary, replacing them in the case of wear.
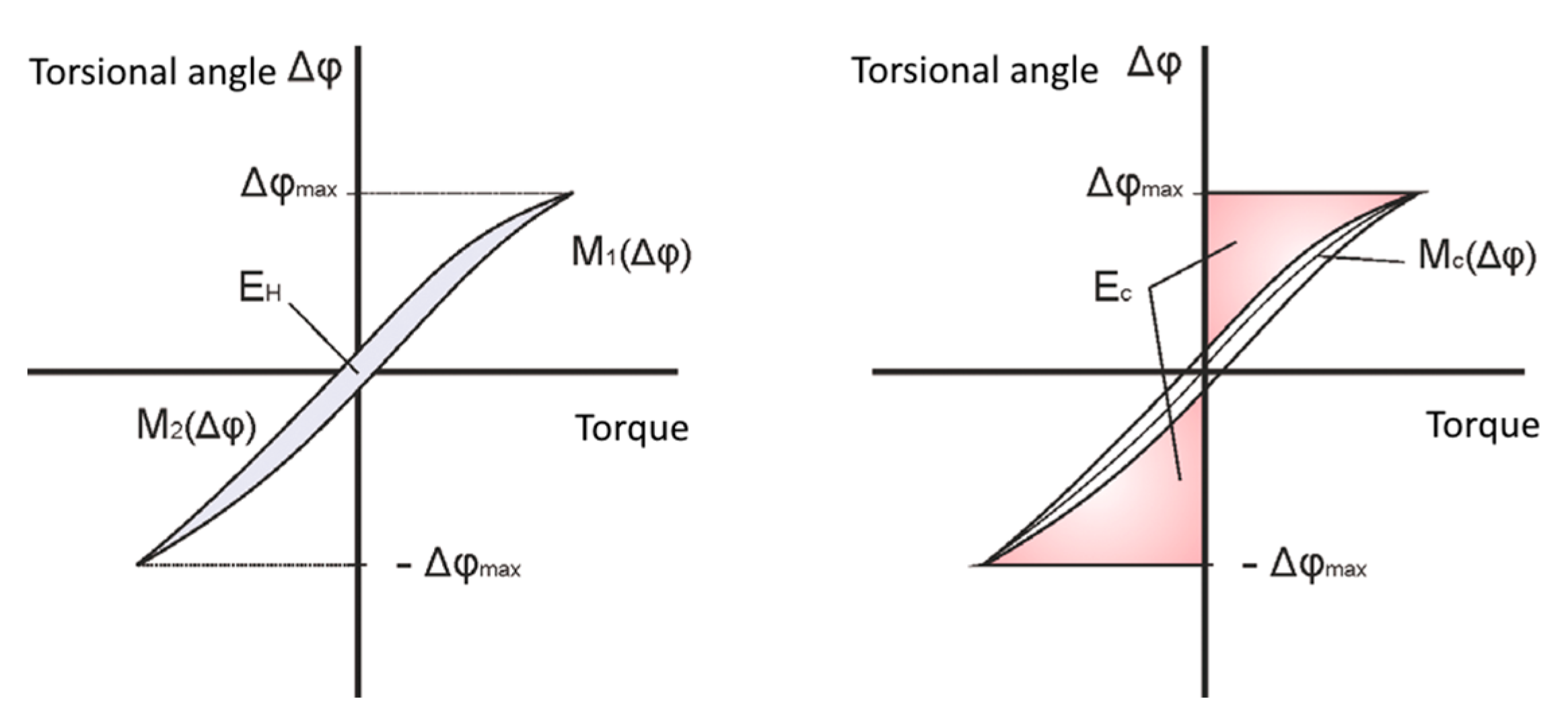
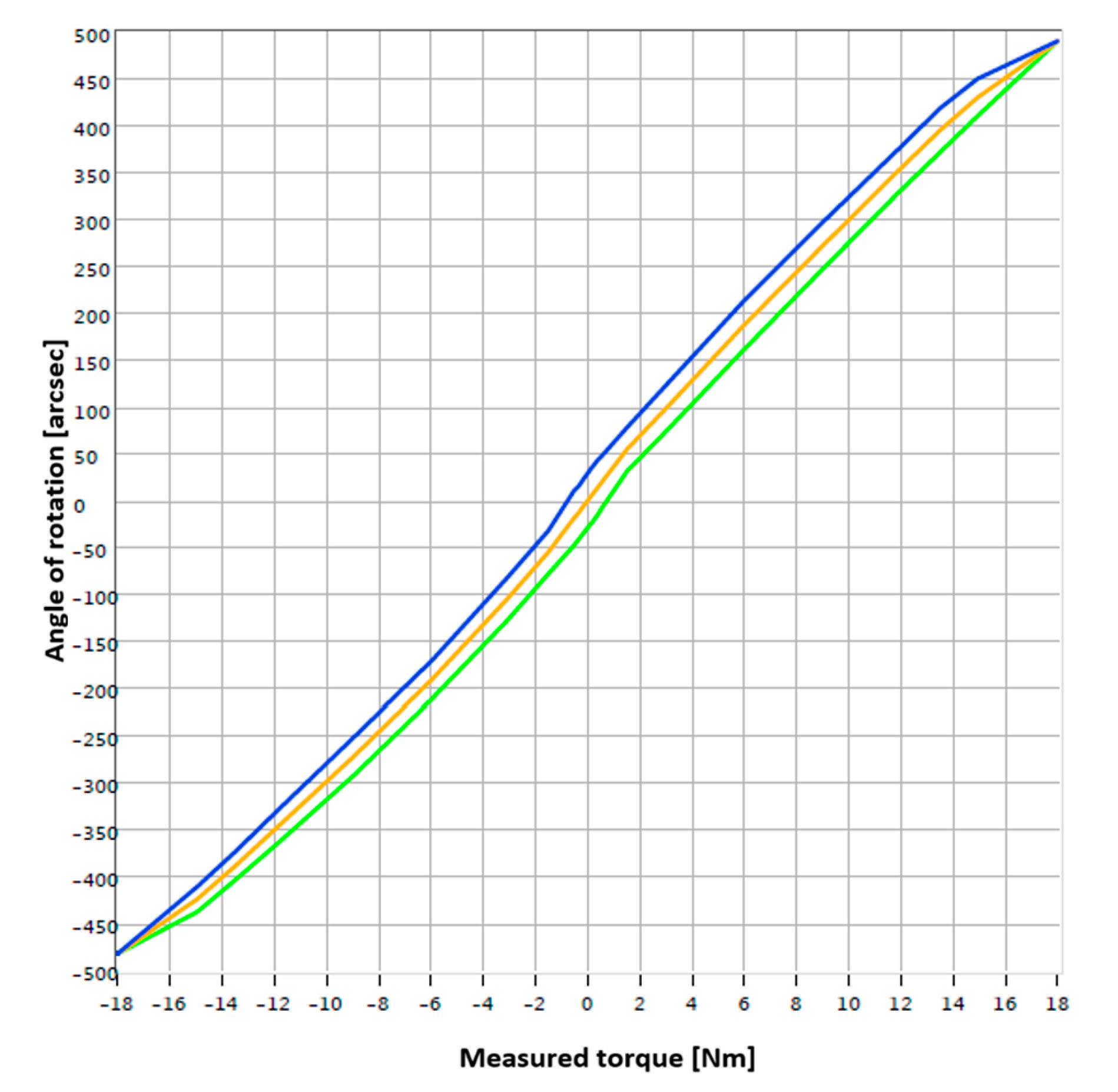
3.2. Dynamic Properties of Bearing Reducers of the TwinSpin Class
- rotation of the output flange in one direction by 360°—marked CW—and
- rotation of the output flange in the opposite direction by 360°—marked CCW.
3.3. Tribological Properties and Lubrication of Bearing Reducer Mechanisms
- reduction of mechanical energy losses and improvement of the mechanical efficiency of the system,
- reduction or suppression of wear and its harmful effects on the tribological system, and
- improvement of heat dissipation and sufficient cooling.
4. Experimental Methods
Assessment of the Current Technical Condition of Selected Bearing Reducer Samples by the Chosen Methods of Technical Troubleshooting
- Acceleration, EnvAcc up to 10 kHz for assessing the quality of microgeometry of the contact surfaces (bearings, gearing)
- EnvAcc up to 20 kHz and HFD up to 40 kHz for friction mode and quality assessment—bearing capacity of oil film.
- ALARM 1—Warning: 4.0 (mm/s g gE)
- ALARM 2—Danger: 7.1 (mm/s g gE)
5. Results and Discussion
- In terms of measurement of lost motion, hysteresis: The monitored parameters of post-operative hysteresis showed a slight increase in values. The LM parameter showed no significant change from the baseline value after 1000 h of operation.
- In terms of temperature measurement: The alarm value of 60 °C was not exceeded during the measurements.
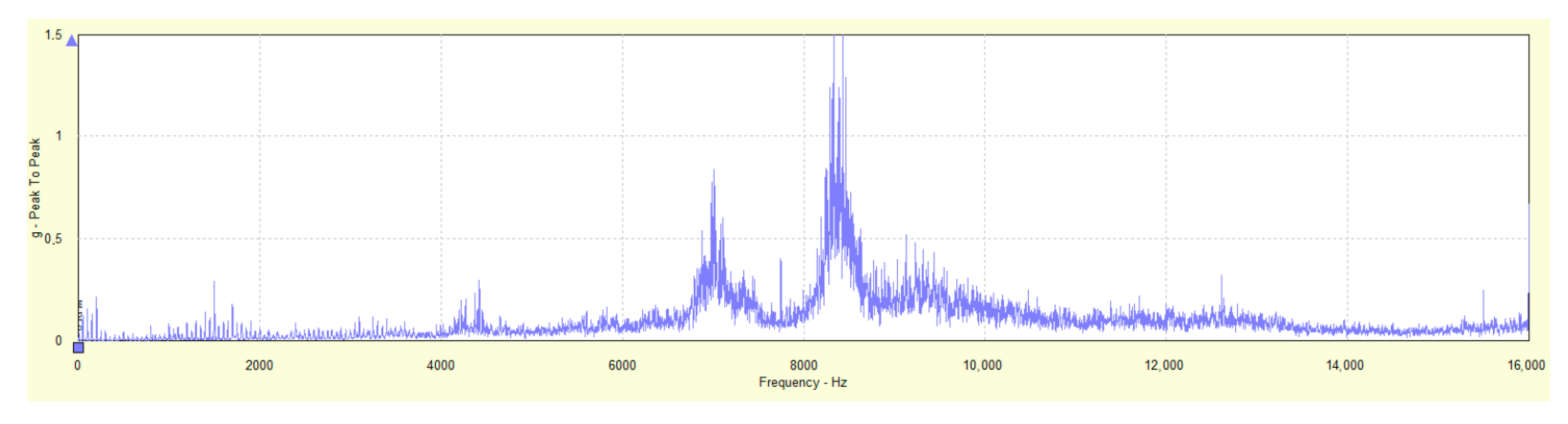
- In terms of vibration measurement: A decrease in torsional stiffness was noted after 1000 h of operation. This was confirmed by measuring natural frequencies, which showed a decrease of about 2 Hz in the torsion direction. Reduced natural frequency has a positive effect on the overall vibration. No resonance is generated. The tested samples continued to be free of load peaks—no sign of metallic contact. There was an overall drop in vibration for the test speeds of 2000 rpm and 3000 rpm, respectively. The HF vibration analysis confirmed the satisfactory technical condition of the TS 050 bearing reducer samples in nine out of ten cases.
- In terms of assessing the lubricant condition: After the initial phase of relative start-up and 1000 h of operation, the filling of Castrol Tribol GR TT1 PD continued to show a satisfactory state of the abrasive Fe particles content. All sample values were below the recommended limit.
- In terms of ATEM measurement: The monitored ATEM parameters showed a slight increase in values after initial start-up and 1000 h of operation.
6. Conclusions
- Wear and tear of the cogs—A cycloid gear system is prone to wear and tear due to high pressure and friction between the gear cogs. Wear and tear may lead to impaired torque transmission accuracy and impaired torque efficiency.
- Incorrect mounting—Incorrect mounting may cause various problems, such as damage to the gear, disruption of the gear geometry, and deterioration of its efficiency.
- Excessive load—the cycloid bearing reducer is designed for a certain load, and exceeding this limit may cause damage to the gear cogs and lead to a gearbox failure.
- Insufficient lubrication—Insufficient or contaminated lubricant may cause gear wear and deterioration of transmission efficiency.
- Noise—a cycloid gear system can be significantly noisy in operation, which can be undesirable in specific applications.
- Vibration—A cycloid gear system may tend to vibrate. Vibration may negatively affect torque transmission accuracy and impair gearbox efficiency.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ACC | deflection ACCeleration |
| ATEM | Angular Transmission Error |
| CCW | Counterclockwise |
| CW | Clockwise |
| FFT | Fast Fourier Transformation |
| H | Hysteresis |
| HF | High Frequency |
| LM | Lost Motion |
| BR | Bearing Reducer |
| MTS | Mechatronic Troubleshooting System |
| ppm | parts per million |
| RV | Rotate Vector |
| HPR | High Precision Reducer |
| HD | Harmonic Drive |
| RTE | Rotational Transmission Error |
| GR | Gear Ratio |
References
- Baron, P.; Kocisko, M.; Dobransky, J.; Pollak, M.; Cmorej, T. Research and correlation of diagnostic methods for assessment of the state of oil filling in cycloid gearbox. Adv. Mater. Sci. Eng. 2015, 2015, 597841. [Google Scholar] [CrossRef]
- Kocisko, M.; Pollák, M.; Töröková, M.; Baron, P.; Paulišin, D.; Kundrík, J. Determination of Methodology and Research of the Influence of the Trial Run of High-Precision Reducers on the Change of Their Characterizing Properties. Appl. Sci. 2021, 11, 3859. [Google Scholar] [CrossRef]
- Olejarova, S.; Dobransky, J.; Svetlik, J.; Pituk, M. Measurements and evaluation of measurements of vibrations in steel milling process. Measurement 2017, 106, 18–25. [Google Scholar] [CrossRef]
- Krolczyk, G.; Legutko, S.; Stoic, A. Influence of the cutting parameters and conditions onto surface hardness of duplex stainless steel after turning. Teh. Vjesn. Tech. Gaz. 2013, 20, 1077–1080. [Google Scholar]
- Strutynskyi, S.; Semenchuk, R. Investigation of the Accuracy of the Manipulator of the Robotic Complex Constructed on the Basis of Cycloidal Transmission. Technol. Audit. Prod. Reserves. 2021, 4, 6–14. [Google Scholar] [CrossRef]
- Semjon, J.; Janos, R.; Tuleja, P.; Balaz, V. Procedure selection bearing reducer twinspin for robotic arm. Appl. Mech. Mater. 2013, 245, 261–266. [Google Scholar] [CrossRef]
- Lopez Garcia, P.; Crispel, S.; Saerens, E.; Verstraten, T.; Lefeber, D. Compact Gearboxes for modern Robotics: A Review. Front. Robot. AI 2020, 7, 103. [Google Scholar] [CrossRef]
- Pawelski, Z.; Zdziennicki, Z.; Uszpolewicz, G. Properties of a three disc cycloid gear as a result of bench test. J. KONES 2018, 25, 269–280. [Google Scholar] [CrossRef]
- Zareba, R.; Mazur, T.; Olejarczyk, K.; Bzinkowski, D. Measurement of the Cycloidal Drive Sleeves and Pins. Mechanika 2021, 27, 6. [Google Scholar] [CrossRef]
- Blagojevic, M.; Marjanovic, N.; Djordjevic, Z.; Stojanovic, B.; Disic, A. A new design of a two-stage cycloidal speed reducer. Des. Innov. 2011, 133, 085001. [Google Scholar] [CrossRef]
- Hsieh, C.F.; Jian, W.S. The effect on dynamics of using various transmission designs for two-stage cycloidal speed reducers. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 230, 4. [Google Scholar] [CrossRef]
- Tsai, S.J.; Chang, L.C.; Huang, C.H. Design and analysis of a three-stage cycloidal planetary gear drive for high reduction ratio. In Proceedings of the JSME International Conference on Motion and Power Transmissions, Kyoto, Japan, 28 February–3 March 2017; The Japan Society of Mechanical Engineers: Tokyo, Japan, 2017. [Google Scholar] [CrossRef]
- Pham, A.D.; Ahn, H.J. High precision reducers for industrial robots driving 4th industrial revolution: State of arts, analysis, design, performance evaluation and perspective. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 519–533. [Google Scholar] [CrossRef]
- Blagojević, M.; Matejić, M.; Kostić, N. Dynamic behaviour of a two-stage cycloidal speed reducer of a new design concept. Teh. Vjesn. 2018, 25 (Suppl. S2), 291–298. [Google Scholar] [CrossRef]
- Yang, M.; Zhang, D.; Cheng, C.; Han, X. Reliability-based design optimization for RV reducer with experimental constraint. Struct. Multidiscip. Optim. 2021, 63, 2047–2064. [Google Scholar] [CrossRef]
- Bednarczyk, S. Analysis of the cycloidal reducer output mechanism while taking into account machining deviations. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7299–7313. [Google Scholar] [CrossRef]
- Matejic, M.; Goluza, V.; Vasic, M.; Blagojevic, M. Analysis of two-stage cycloid speed reducers dimensions and efficiency. In Proceedings of the KOD 2021: Machine and Industrial Design in Mechanical Engineering, Novi Sad, Serbia, 10–12 June 2021; pp. 171–181. [Google Scholar] [CrossRef]
- Maccioni, L.; Concli, F.; Blagojevic, M. A new three-stage gearbox concept for high reduction ratios: Use of a nested-cycloidal architecture to increase the power density. Mech. Mach. Theory 2023, 181, 105203. [Google Scholar] [CrossRef]
- Hric, M.; Fedák, V.; Durovský, F. Vplyv nelinearít cykloidnej prevodovky na presnosť polohovania. ATP J. 2012, 9, 42–44. [Google Scholar]
- Balara, M. Ložiskový Reduktor a Jeho Matematický Model. Sekel 2007 Principia Cybernetica 2007; ČVUT: Prague, Czech Republic, 2007; p. 6. ISBN 9788001038048. [Google Scholar]
- Olsson, H.; Astrom, K.J.; de Wit, C.C.; Gafvert, M.; Lischinsky, P. Friction Models and Friction Compensation. Eur. J. Control 1998, 4, 176–195. [Google Scholar] [CrossRef]
- Pham, A.D.; Ahn, H.J. Efficiency analysis of a cycloid reducer considering tolerance. J. Frict. Wear 2017, 38, 490–496. [Google Scholar] [CrossRef]
- Terakawa, T.; Komori, M.; Morita, Y. Motion analysis and experiments of reducer-integrated motor using strain wave gearing system. In Proceedings of the ASME 2018 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Quebec, QC, Canada, 26–29 August 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Gorla, C.; Davoli, P.; Rosa, F.; Longoni, C.; Chiozzi, F.; Samarani, A. Theoretical and experimental analysis of a cycloidal speed reducer. J. Mech. Des. 2008, 130, 112604. [Google Scholar] [CrossRef]
- Yamada, S.; Fujimoto, H. Precise joint torque control method for two-inertia system with backlash using load-side encoder. IEEJ J. Ind. Appl. 2019, 8, 75–83. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Mao, S.M.; Guo, W.C.; Guo, Z. Tooth modification and dynamic performance of the cycloidal drive. Mech. Syst. Signal Process. 2017, 85, 857–866. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TS 050 | TS 070 | TS 095 | TS 110 | ||
|---|---|---|---|---|---|
| Gear ratio | i | 47.63 | 57.75 | 43.95 | 63.89 |
| Rated output torque | Tr [Nm] | 18 | 50 | 85 | 122 |
| Acceleration and braking torque | Tmax [Nm] | 36 | 100 | 170 | 244 |
| Permissible torque at emergency stop | Tem [Nm] | 90 | 250 | 425 | 610 |
| Rated input speed | nR [rpm] | 2000 | 2000 | 2000 | 2000 |
| Effective cycle speed | nef [rpm] | 3000 | 2500 | 2500 | 2500, 2000 |
| Max. permissible input speed | nmax [rpm] | 5000 | 5000 | 4500 | 3900, 4500 |
| Tilting stiffness | Mt [Nm/arcmin] | 4 | 35 | 140 | 150 |
| Torsional stiffness | kt [Nm/arcmin] | 2.5 | 7 | 15 | 22 |
| Max. dead run | LM [arcmin] | <1.5 | <1.5 | <1 | <1 |
| ATEM | ATE [arcsec] | - | ±36 | ±20 | ±20 |
| Hysteresis | H [arcmin] | <1.5 | <1.5 | <1.5 | <1.5 |
| Weight | m [kg] | 0.47 | 1.05 | 1.80 | 3.76 |
| TS 050 | ||
|---|---|---|
| Gear ratio | i | 63 |
| Rated output torque 100% | TR [Nm] | 18 |
| Rated output torque 50% | TR 50% [Nm] | 9 |
| Rated output speed | nR [rpm] | 1000 |
| Vibration measurement | - | Yes |
| Lubricant analysis | - | Yes |
| Lubricant quantity | [cm3] | 2.85 |
| Lubricant type | TT1 PD | |
| No. | Type BR/Serial No. | ATEM after a 48-h Start-Up CW/CCW [Arcmin] | ATEM after 1000 h in Operation CW/CCW [Arcmin] |
|---|---|---|---|
| 1. | TS 050/1901 | 108.28/98.02 | 111.53/105.34 |
| 2. | TS 050/1902 | 109.62/97.63 | 112.02/101.25 |
| 3. | TS 050/1903 | 106.45/95.32 | 107.18/96.81 |
| 4. | TS 050/1904 | 102.61/93.26 | 104.11/94.54 |
| 5. | TS 050/1905 | 105.25/97.13 | 106.09/98.75 |
| 6. | TS 050/1906 | 103.34/95.38 | 105.28/95.63 |
| 7. | TS 050/1907 | 106.65/94.51 | 107.20/97.32 |
| 8. | TS 050/1908 | 104.55/96.28 | 105.85/97.32 |
| 9. | TS 050/1909 | 97.69/86.54 | 101.62/92.36 |
| 10. | TS 050/1910 | 107.32/98.87 | 109.32/97.25 |
| No. | Type BR/Serial No. | Content Fe (ppm) after 48-h | Content Fe (ppm) after 1000-h |
|---|---|---|---|
| 1. | TS 050/1901 | 16 | 22 |
| 2. | TS 050/1902 | 16 | 21 |
| 3. | TS 050/1903 | 17 | 23 |
| 4. | TS 050/1904 | 18 | 21 |
| 5. | TS 050/1905 | 18 | 22 |
| 6. | TS 050/1906 | 17 | 23 |
| 7. | TS 050/1907 | 16 | 20 |
| 8. | TS 050/1908 | 19 | 24 |
| 9. | TS 050/1909 | 17 | 22 |
| 10. | TS 050/1910 | 17 | 21 |
| No. | Type BR/Serial No. | Lost Motion [Arcmin] | Hysteresis [Arcmin] | Natural Frequency Radially—Torsion [RPM/Hz] | Natural Frequency Axially—Tipped [RPM/Hz] |
|---|---|---|---|---|---|
| 1. | TS 050/1901 | 0.52 | 0.49 | 802/11.7 | 1320/22.0 |
| 2. | TS 050/1902 | 0.66 | 0.60 | 829/10.9 | 1214/21.4 |
| 3. | TS 050/1903 | 0.57 | 0.57 | 838/10.2 | 1248/20.2 |
| 4. | TS 050/1904 | 0.53 | 0.69 | 847/11.3 | 1273/19.3 |
| 5. | TS 050/1905 | 0.55 | 0.52 | 839/10.7 | 1236/20.1 |
| 6. | TS 050/1906 | 0.55 | 0.47 | 837/10.2 | 1251/20.9 |
| 7. | TS 050/1907 | 0.69 | 0.49 | 840/12.2 | 1238/21.1 |
| 8. | TS 050/1908 | 0.56 | 0.642 | 835/11.5 | 1245/19.6 |
| 9. | TS 050/1909 | 0.51 | 0.60 | 824/9.1 | 1213/20.9 |
| 10. | TS 050/1910 | 0.65 | 0.53 | 830/9.3 | 1214/21.8 |
| BR Type /Ser. No./Input Speed | Operating Time [Hours] | Direction | HF High-Frequency Vibration | Assessment of the Operating Status | |||
|---|---|---|---|---|---|---|---|
| Acc (g) | En3 (gE) | En4 (gE) | HFD (gHF) | ||||
| TS 050/s.n.1901/2000 rpm | 48 | CW | 3.5 | 2.0 | 1.6 | 3.1 | Good |
| 1000 | 2.7 | 1.8 | 1.6 | 2.0 | |||
| 48 | CCW | 3.0 | 2.3 | 1.7 | 3.6 | ||
| 1000 | 2.6 | 1.9 | 1.6 | 2.6 | |||
| TS 050/s.n.1901/3000 rpm | 48 | CW | 3.8 | 4.1 | 4.4 | 5.3 | Unsatisfactory condition |
| 1000 | 4.3 | 4.1 | 4.7 | 5.7 | |||
| 48 | CCW | 4.0 | 3.9 | 3.7 | 4.1 | ||
| 1000 | 4.4 | 4.1 | 3.8 | 5.9 | |||
| CCW | 3.4 | 2.3 | 2.3 | 3.5 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kočiško, M.; Baron, P.; Paulišin, D. Research of Dynamic Characteristics of Bearing Reducers of the TwinSpin Class in the Start-Up Phase and in the Initial Operating Hours. Machines 2023, 11, 595. https://doi.org/10.3390/machines11060595
Kočiško M, Baron P, Paulišin D. Research of Dynamic Characteristics of Bearing Reducers of the TwinSpin Class in the Start-Up Phase and in the Initial Operating Hours. Machines. 2023; 11(6):595. https://doi.org/10.3390/machines11060595
Chicago/Turabian StyleKočiško, Marek, Petr Baron, and Dušan Paulišin. 2023. "Research of Dynamic Characteristics of Bearing Reducers of the TwinSpin Class in the Start-Up Phase and in the Initial Operating Hours" Machines 11, no. 6: 595. https://doi.org/10.3390/machines11060595
APA StyleKočiško, M., Baron, P., & Paulišin, D. (2023). Research of Dynamic Characteristics of Bearing Reducers of the TwinSpin Class in the Start-Up Phase and in the Initial Operating Hours. Machines, 11(6), 595. https://doi.org/10.3390/machines11060595