
Wear Mechanisms and Performance of PET Shredder Blade with Various Geometries and Orientations

 , , , and
, , , and
Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
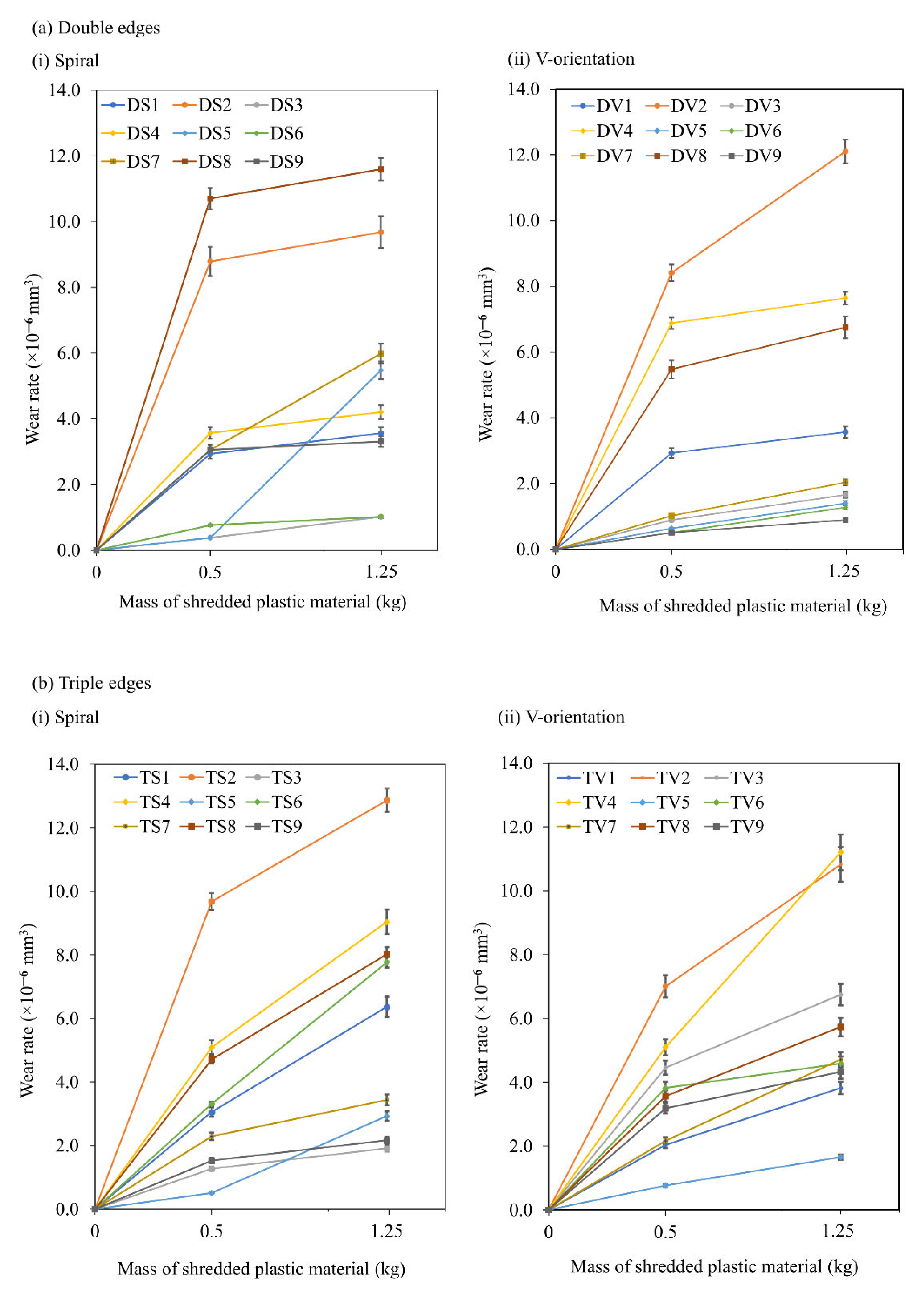
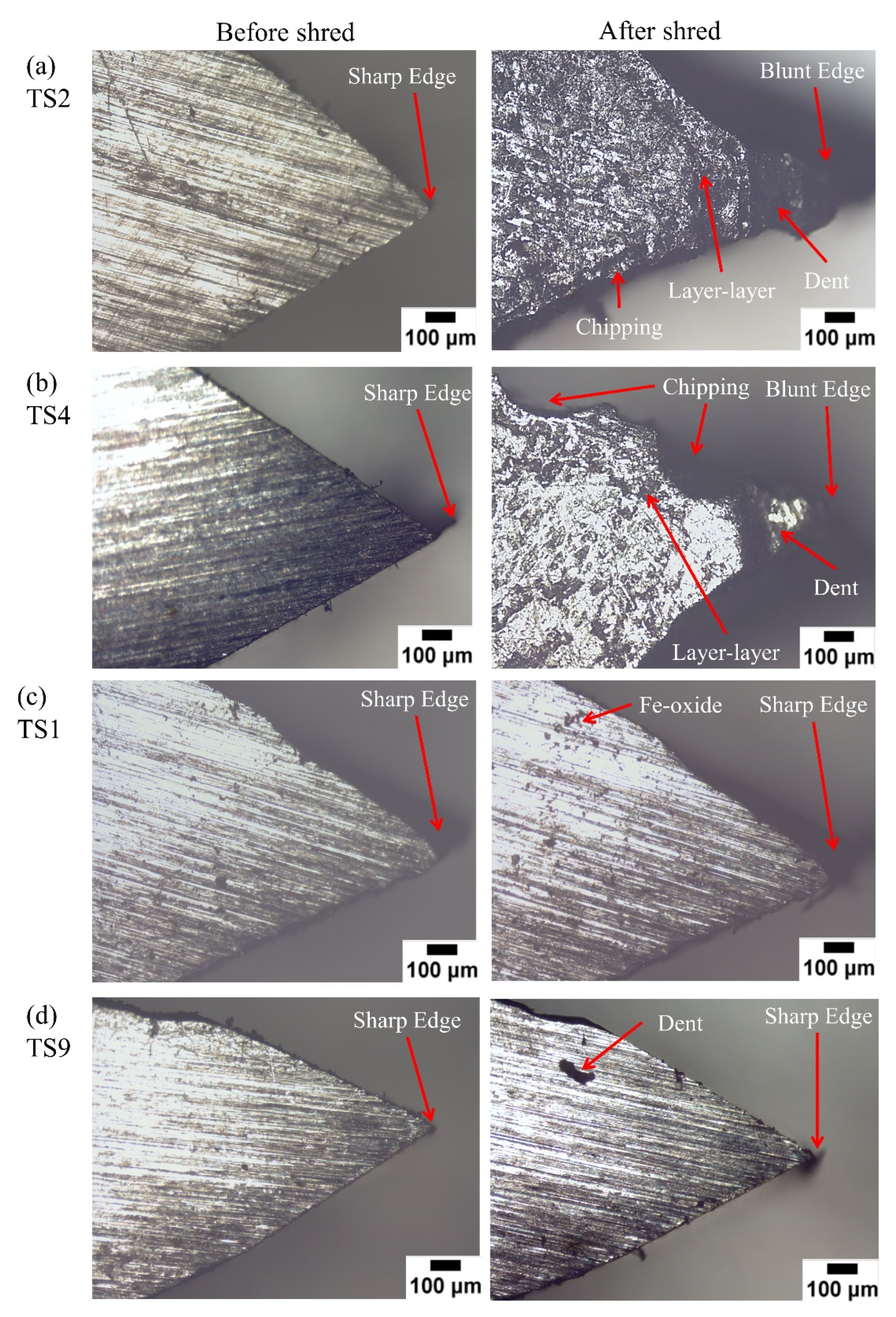
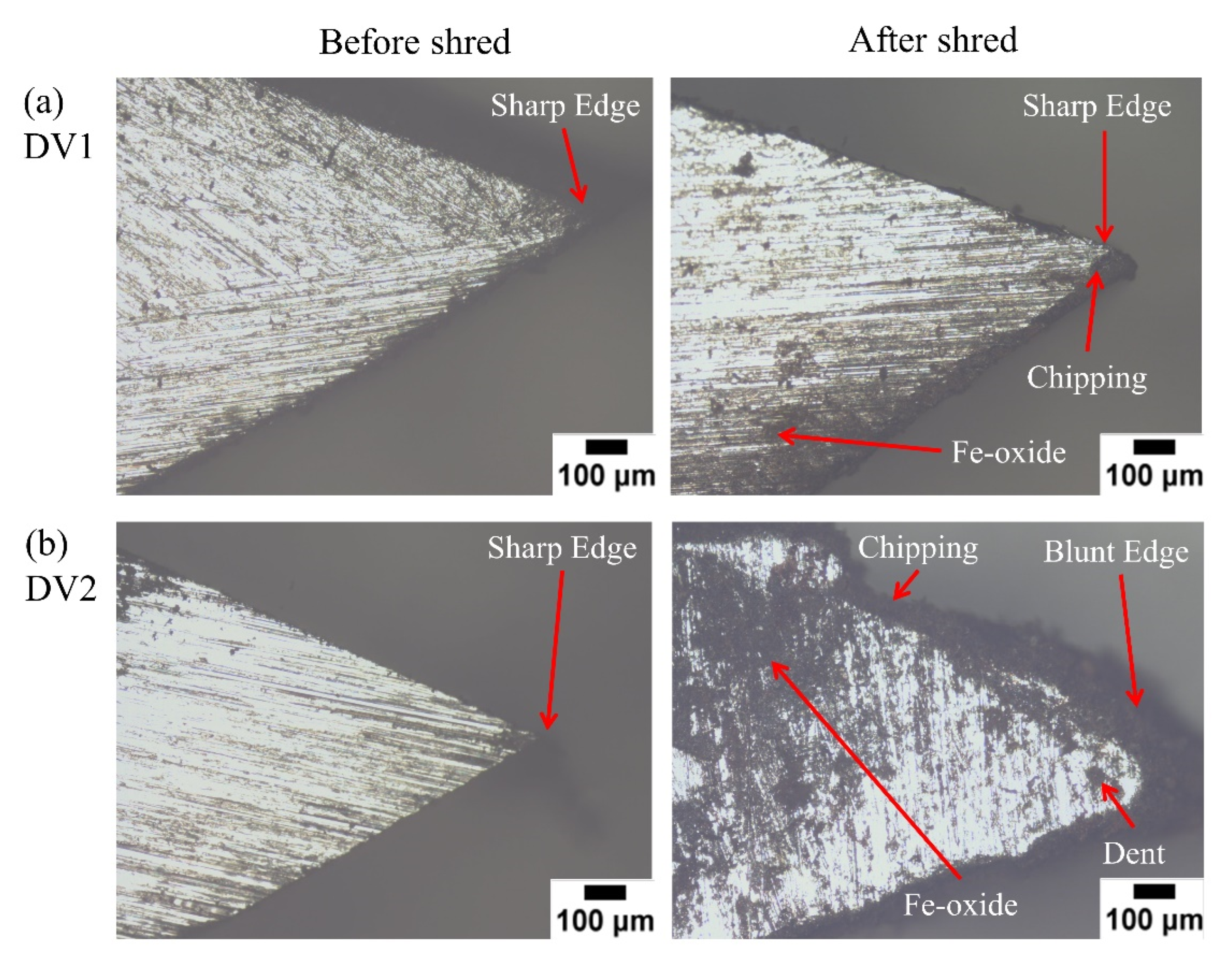
3.1. Blade Wear Rate
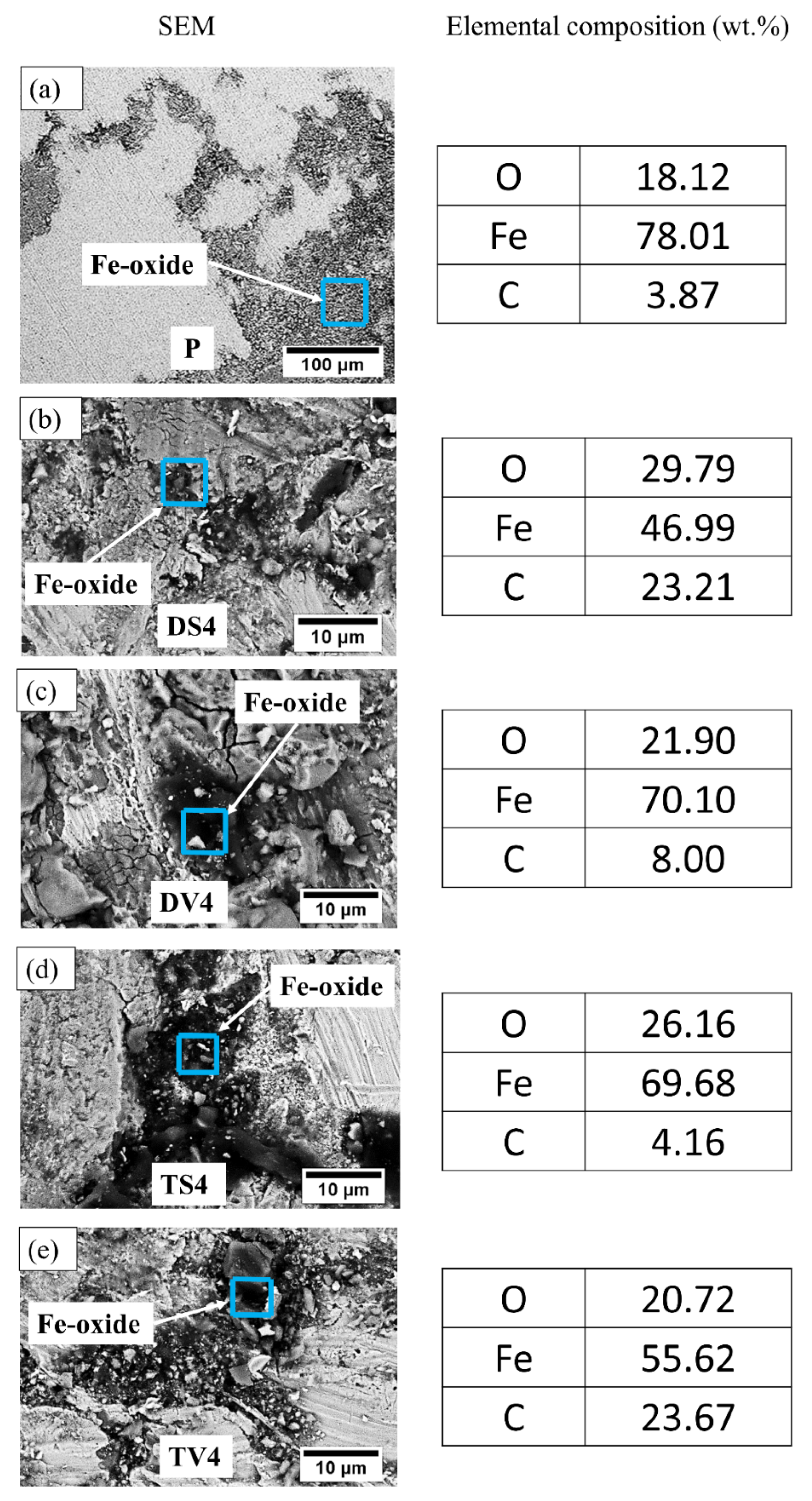
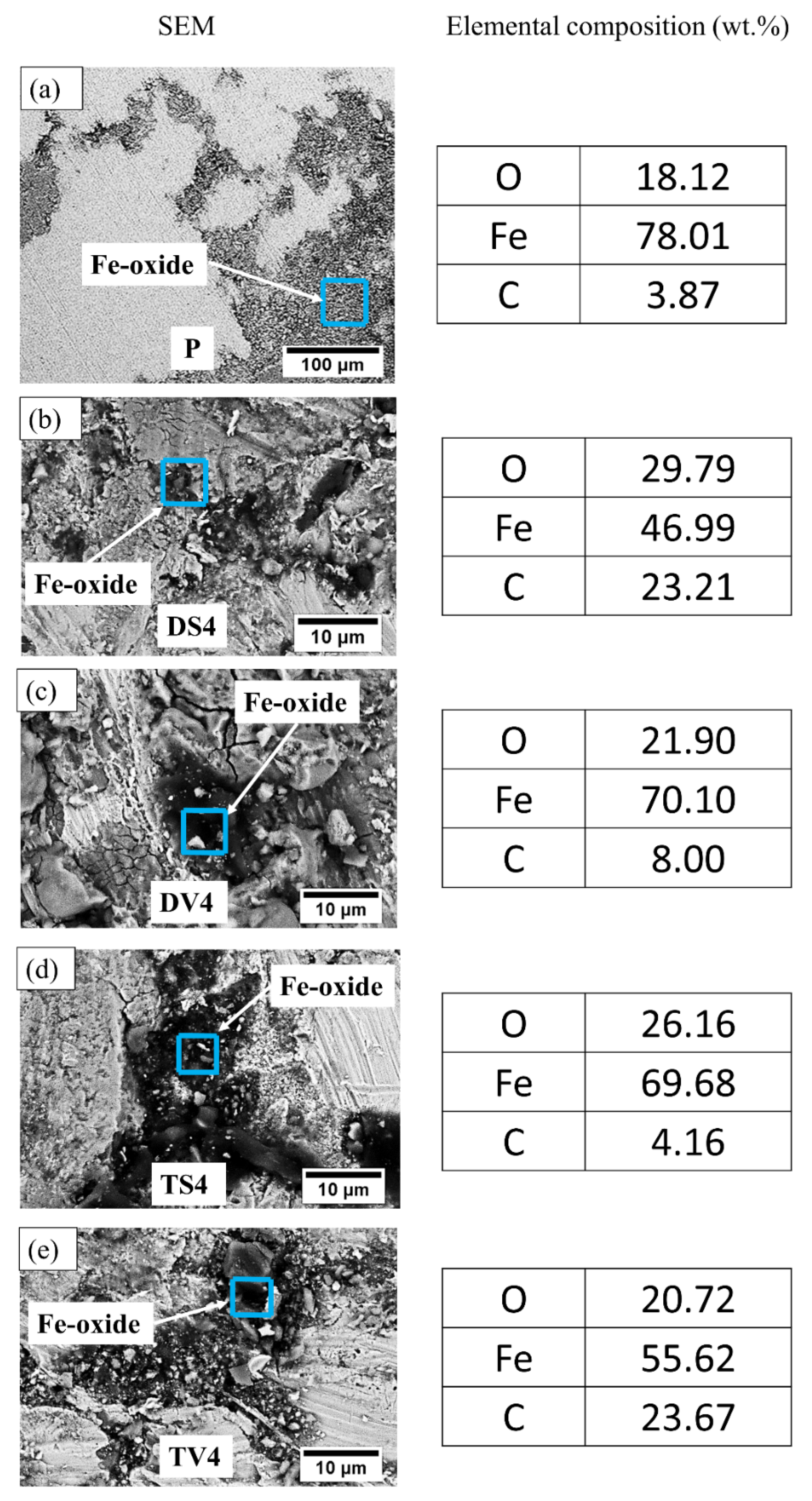
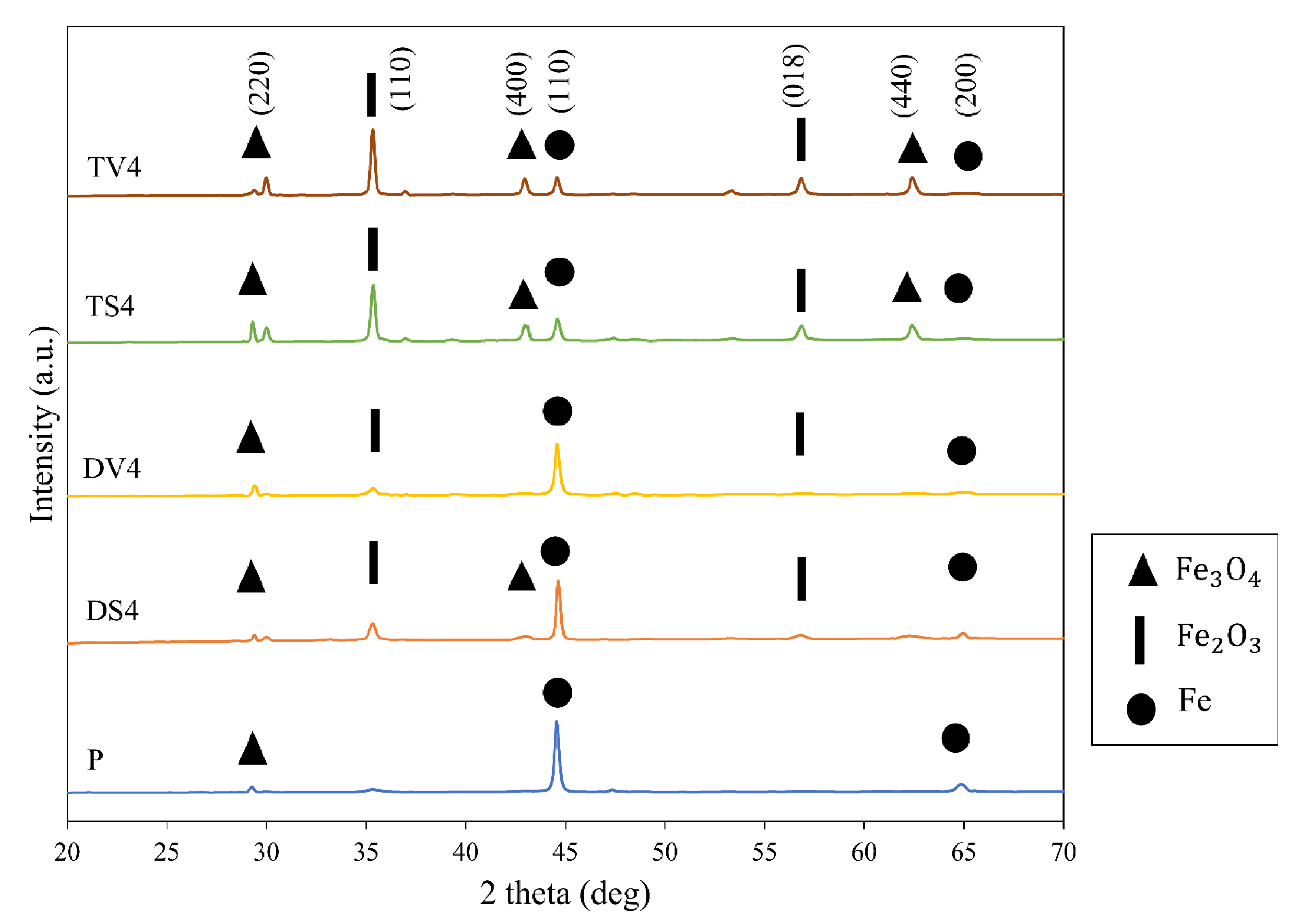
3.2. XRD Analysis on Worn Cutting Edge of Blades
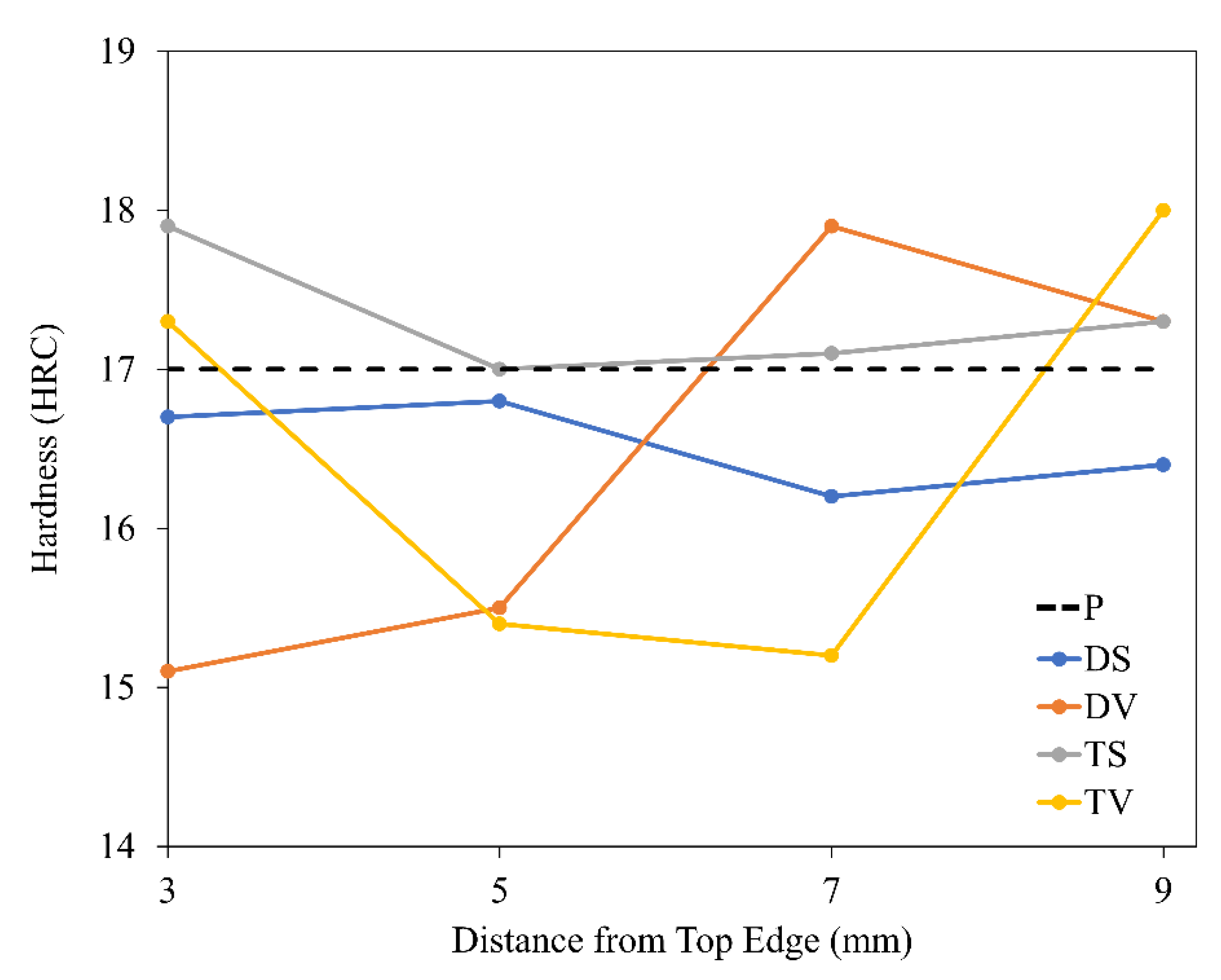
3.3. Hardness of Blades
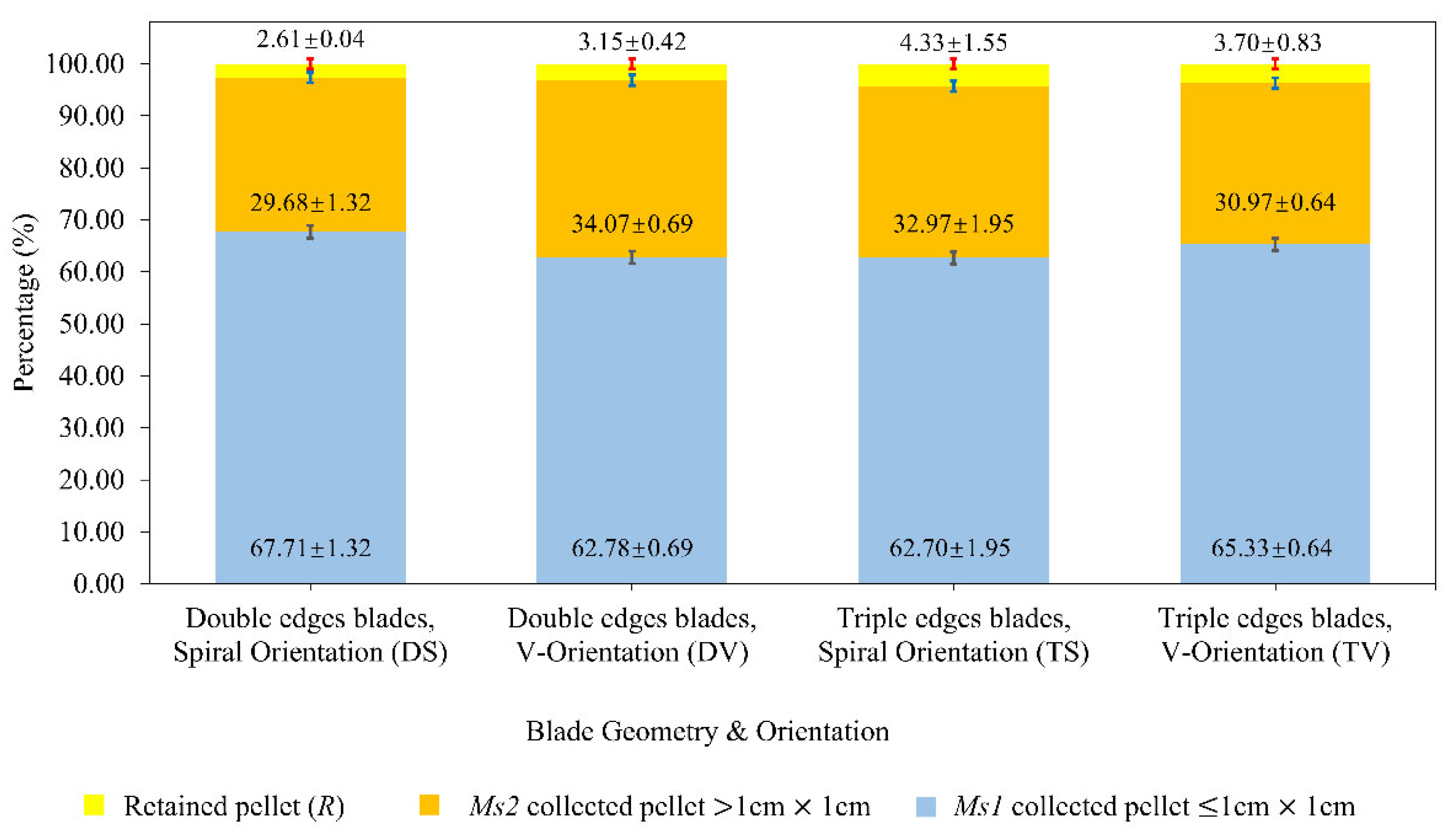
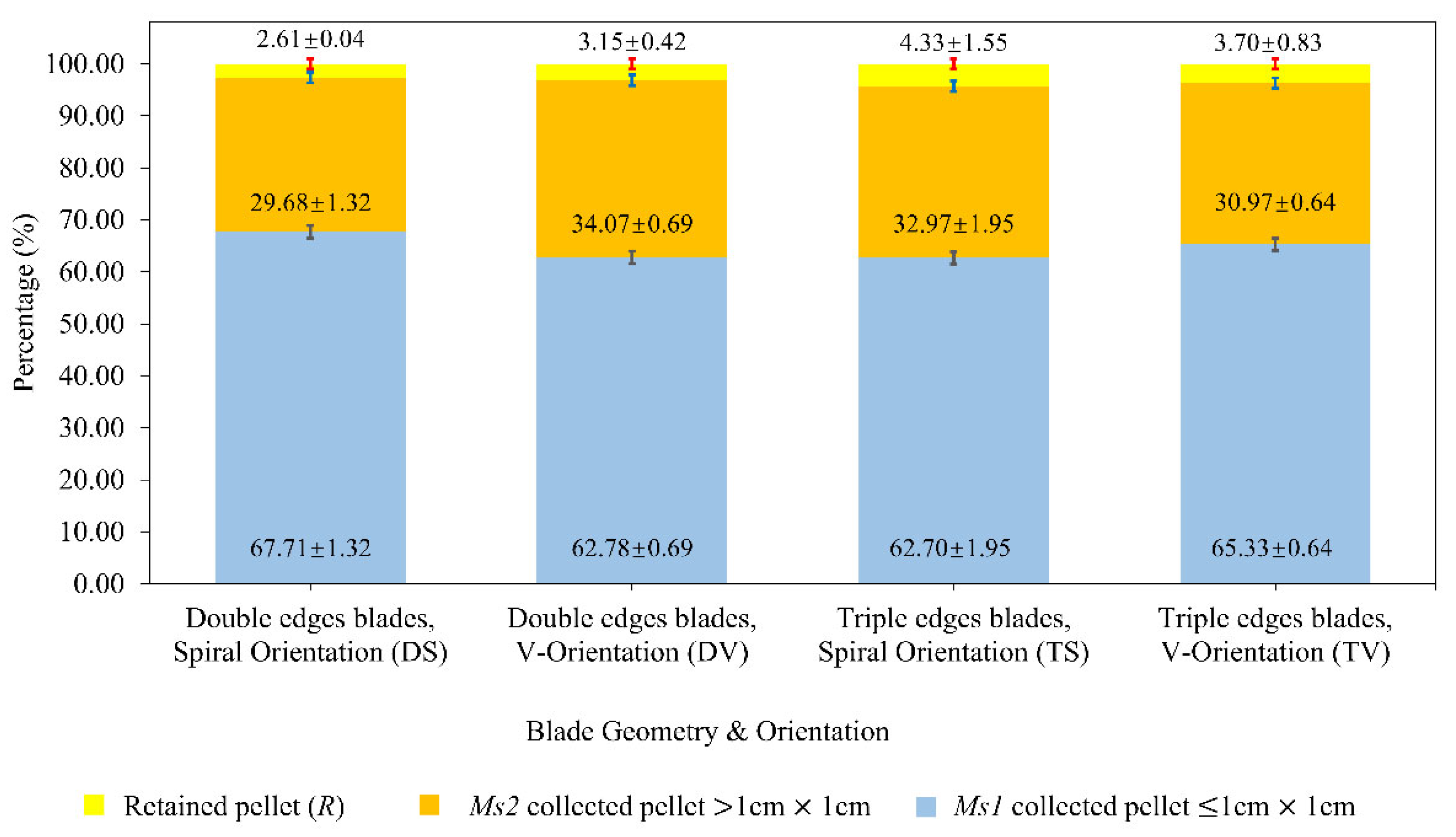
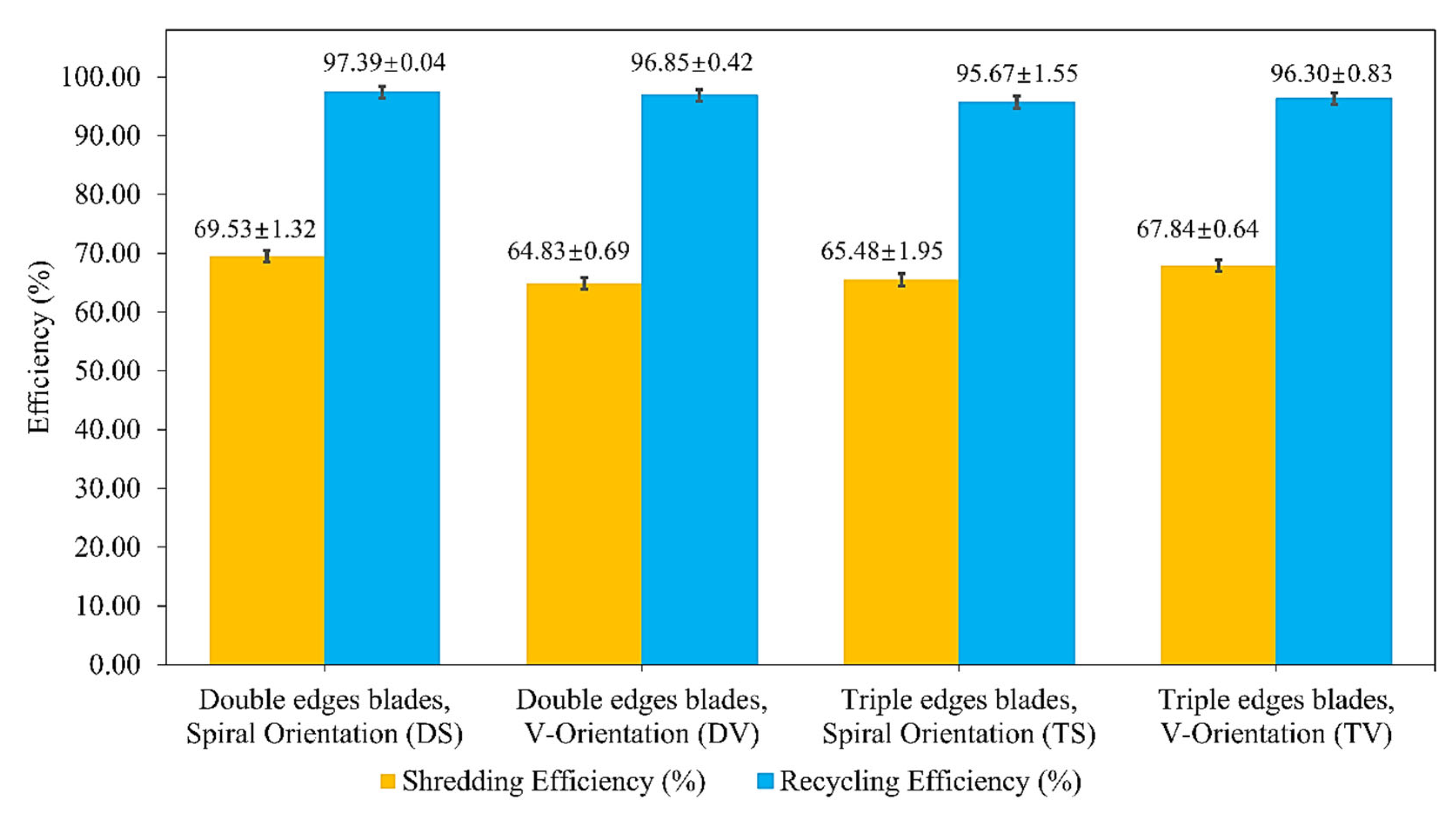
3.4. Evaluation of Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Okiy, S.; Emagbetere, E.; Oreko, B.U.; Okwu, M. Design and Fabrication of Polythene Pelletizing Machine for Urban Communities in Nigeria. Am. J. Eng. Res. 2018, 7, 32–41. [Google Scholar]
- Andrady, A.L.; Neal, M.A. Applications and Societal Benefits of Plastics. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 1977–1984. [Google Scholar]
- Cheng, C.S.; Lin, K.W.; Qing, T.Y. Effect of Outsole Thickness on Running Biomechanics. Malays. J. Sci. 2022, 41, 23–34. [Google Scholar] [CrossRef]
- Thompson, R.C.; Moore, C.J.; Vom Saal, F.S.; Swan, S.H. Plastics, The Environment and Human Health: Current Consensus and Future Trends. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar]
- Ayo, A.W.; Olukunle, O.; Adelabu, D. Development of a Waste Plastic Shredding Machine. Int. J. Waste Resour. 2017, 7, 1–4. [Google Scholar]
- Santander, P.; Sanchez, F.A.C.; Boudaoud, H.; Camargo, M. Closed Loop Supply Chain Network for Local And Distributed Plastic Recycling For 3D Printing: A MILP-based optimization approach. Resour. Conserv. Recycl. 2020, 154, 104531. [Google Scholar] [CrossRef]
- Jadhav, N.; Patil, A.; Lokhande, H.; Turambe, D. Development of Plastic Bottle Shredding Machine. Int J. Waste Resour. 2018, 8, 2. [Google Scholar] [CrossRef]
- D’Ambrières, W. Plastics Recycling Worldwide: Current Overview and Desirable Changes. Field Actions Sci. Rep. J. Field Actions 2019, 19, 12–21. [Google Scholar]
- Kreiger, M.A.; Mulder, M.; Glover, A.G.; Pearce, J.M. Life Cycle Analysis of Distributed Recycling of Post-Consumer High Density Polyethylene For 3-D Printing Filament. J. Clean. Prod. 2014, 70, 90–96. [Google Scholar]
- Wong, J.; Gan, M.; Chua, B.; Gakim, M.; Siambun, N. Shredder Machine for Plastic Recycling: A Review Paper. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2022; p. 012007. [Google Scholar]
- Pedraza-Yepes, C.; Pelegrina-Romero, M.A.; Pertuz-Martinez, G.J. Analysis by Means of the Finite Element Method of the Blades of a PET Shredder Machine with Variation of Material and Geometry. Contemp. Eng. Sci. 2018, 11, 4113–4120. [Google Scholar]
- Rathnam, A.V.; Babu, U.H. Optimal Design and Analysis of Twin Shaft Shredder. Int. J. Res. Innov. 2017, 4, 805–813. [Google Scholar]
- Ekman, R. Development of a Plastic Shredder; LUND University: Lund, Sweden, 2018. [Google Scholar]
- Ravi, S. (Ed.) Utilization of Upgraded Shredder Blade and Recycling the Waste Plastic and Rubber Tyre. In International Conference on Industrial Engineering and Operations Management; IEOM Society International: Paris, France, 2018. [Google Scholar]
- VijayAnanth, S.; Sureshkumar, T.; Dhanasekaran, C.; Kumar, A. Design and Fabrication of Plastic Shredder Machine for Clean Environment. Int. J. Manag. Technol. Eng. 2018, 8, 4601–4606. [Google Scholar]
- Dattatraya, R.P.; Bhalgat, S.M. Cutter Blade Design for Shredder Machine. Int. J. Sci. Res. Publ. 2020, 10, 1022–1027. [Google Scholar] [CrossRef]
- Siddiqui, F.; Patil, H.; Raut, S.; Wadake, O.; Tandel, S. Design and Fabrication of Paper Shredder Machine. Int. Res. J. Eng. Technol. (IRJET) 2017, 4, 770–775. [Google Scholar]
- Kumaran, P.; Lakshminarayanan, N.; Martin, A.V.; George, R.; JoJo, J. Design and Analysis Of Shredder Machine for e-Waste Recycling using CATIA. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; p. 012013. [Google Scholar]
- Hakkens, D. Forum: Shredder Design Has Major Flaw. 2020. Available online: https://davehakkens.nl/community/forums/topic/shredder-design-has-major-flaw/ (accessed on 22 June 2022).
- Neugebauer, R.; Bouzakis, K.-D.; Denkena, B.; Klocke, F.; Sterzing, A.; Tekkaya, A.; Wertheim, R. Velocity Effects in Metal Forming and Machining Processes. CIRP Ann. 2011, 60, 627–650. [Google Scholar] [CrossRef]
- Ezugwu, E.; Bonney, J.; Yamane, Y. An Overview of The Machinability of Aeroengine Alloys. J. Mater. Processing Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Tao, Y.; Bai, Y.; Wu, Y. Influence of Blade Thickness on Solid–Liquid Two-Phase Flow and Impeller Wear in a Ceramic Centrifugal Slurry Pump. Processes 2021, 9, 1259. [Google Scholar] [CrossRef]
- Abbasi, E.; Luo, Q.; Owens, D. Case study: Wear mechanisms of NiCrVMo-steel and CrB-steel scrap shear blades. Wear 2018, 398, 29–40. [Google Scholar] [CrossRef]
- Tomita, Y. Development of Fracture Toughness Of Ultrahigh Strength, Medium Carbon, Low Alloy Steels for Aerospace Applications. Int. Mater. Rev. 2000, 45, 27–37. [Google Scholar] [CrossRef]
- Oyebade, D.; Okunola, O.; Olanrewaju, O. Development of Shredding and Washing Machine for Polyethylene Terephthalate (PET) Bottles Pelletizer. Int. J. Eng. Sci. Appl. 2019, 3, 102–109. [Google Scholar]
- Precious Plastic Universe. Precious Plastic 2020. Available online: https://preciousplastic.com/ (accessed on 30 April 2022).
- Suliman, M.S.; Johar, M.A. Development of Shredding Machine for Plastic Recycling. Res. Prog. Mech. Manuf. Eng. 2022, 3, 160–169. [Google Scholar]
- Nasr, M.F.; Yehia, K.A. Stress Analysis of a Shredder Blade for Cutting Waste Plastics. J. Int. Society Sci. Eng. 2019, 1, 9–12. [Google Scholar] [CrossRef]
- Cardona, D.M.M.; Wongsa-Ngam, J.; Jimenez, H.; Langdon, T.G. Effects on Hardness and Microstructure of AISI 1020 Low-carbon Steel Processed by High-pressure Torsion. J. Mater. Res. Technol. 2017, 6, 355–360. [Google Scholar] [CrossRef]
- Salleh, M.; Ishak, M.; Aiman, M.; Zaifuddin, Q.; Quazi, M. (Eds.) The Effect of Laser Surface Hardening on the Surface Hardness Of Mild Steel. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020. [Google Scholar]
- Khan, M.; Dewan, M.W.; Sarkar, M.Z. Effects of Welding Technique, Filler Metal and Post-Weld Heat Treatment on Stainless Steel and Mild Steel Dissimilar Welding Joint. J. Manuf. Processes 2021, 64, 1307–1321. [Google Scholar] [CrossRef]
- Aondona, I.P.; Azoro, K.U. The Development of Ecofriendly Energizers as Replacement for Industrial Chemical Energizers in the Case Hardening of Mild Steel Materials. Int. J. Mech. Civ. Eng. 2019, 2, 14–27. [Google Scholar]
- Borisade, S.; Ajibola, O.; Adebayo, A.; Oyetunji, A. Development of Mathematical Models for the Prediction of Mechanical Properties of Low Carbon Steel (LCS). Mater. Today Proc. 2021, 38, 1133–1139. [Google Scholar] [CrossRef]
- Callister, W.D. Materials Science and Engineering an Introduction; John Wiley: New York, NY, USA, 2007. [Google Scholar]
- Tegegne, A.; Tsegaye, A.; Ambaye, E.; Mebrhatu, R. Development of Dual Shaft Multi Blade Waste Plastic Shredder for Recycling Purpose. Int. J. of Res. and Sci. Innov. (IJRSI) 2019, 6, 49–55. [Google Scholar]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics Recycling: Challenges and Opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Blau, P.J. On the Nature of Running-in. Tribol. Int. 2005, 38, 1007–1012. [Google Scholar] [CrossRef]
- Ikechukwu, O. Design of Used PET Bottles Crushing Machine for Small Scale Industrial Applications. Int. J. of Eng. Technol. IJET 2017, 3, 157–168. [Google Scholar]
- Maranho, O.; Rodrigues, D.; Boccalini, M., Jr.; Sinatora, A. Mass Loss and Wear Mechanisms of HVOF-Sprayed Multi-Component White Cast Iron Coatings. Wear 2012, 274, 162–167. [Google Scholar] [CrossRef]
- Mabrouki, T.; Courbon, C.; Zhang, Y.; Rech, J.; Nélias, D.; Asad, M.; Hamdi, H.; Belhadi, S.; Salvatore, F. Some Insights on the Modelling of Chip Formation and its Morphology During Metal Cutting Operations. Comptes Rendus Mec. 2016, 344, 335–354. [Google Scholar] [CrossRef]
- Sheng, J.; Zhou, J.; Huang, S.; Mei, Y.; Mu, D.; Meng, X.; Fan, J. Characterization and Tribological Properties of Micro-Dent Arrays Produced by Laser Peening on ZCuSn10P1 alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1285–1295. [Google Scholar] [CrossRef]
- Nakatsuji, T.; Mori, A. The Tribological Effect of Mechanically Produced Micro-Dents by a Micro Diamond Pyramid on Medium Carbon Steel Surfaces in Rolling-Sliding Contact. Meccanica 2001, 36, 663–674. [Google Scholar] [CrossRef]
- Zmitrowicz, A. Wear Debris: A Review of Properties and Constitutive Models. J. Theor. Appl. Mech. 2005, 43, 3–35. [Google Scholar]
- Kim, B.; Jiang, J.C.; Aswath, P.B. Mechanism of Wear at Extreme Load and Boundary Conditions with Ashless Anti-Wear Additives: Analysis of Wear Surfaces and Wear Debris. Wear 2011, 270, 181–194. [Google Scholar] [CrossRef]
- Wen, J.; Cao, R.; Che, H.; Dong, H.; Zhang, H.; Yan, Y.; Liaw, P.K. The Oxidation Effect on the Cracking Behavior of a Co-Based Alloy under Thermal Shocks. Corros. Sci. 2020, 173, 108828. [Google Scholar] [CrossRef]
- Wang, F.; Cui, X.; Yang, Z.; Wei, M.; Wang, S. Oxidation and Tribo-Oxidation of An Alloy Steel H13 at Elevated Temperature. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 223, 881–885. [Google Scholar] [CrossRef]
- Mishra, A. Influence of Oxidation on the Wear of Alloys. Int. J. Mech. Eng. Robot. Res. 2014, 3, 583. [Google Scholar]
- Lewis, R.; Olofsson, U. Wheel-Rail Interface Handbook; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Wei, H.; Wenjian, C.; Shaoping, W.; Tomovic, M.M. Mechanical Wear Debris Feature, Detection, and Diagnosis: A Review. Chin. J. Aeronaut. 2018, 31, 867–882. [Google Scholar]
- Dwivedi, D.K. Adhesive Wear Behaviour of Cast Aluminium–Silicon Alloys: Overview. Mater. Des. (1980–2015) 2010, 31, 2517–2531. [Google Scholar] [CrossRef]
- Sousa, V.F.; Silva, F.J.; Lopes, H.; Casais, R.C.; Baptista, A.; Pinto, G.; Alexandre, R. Wear Behavior and Machining Performance of TiAlSiN-Coated Tools Obtained by dc MS and HiPIMS: A Comparative Study. Materials 2021, 14, 5122. [Google Scholar] [CrossRef] [PubMed]
- Choi, C.H.; Lee, S.Y.; Park, S.H.; Woo, S.I. Highly Active N-Doped-Cnts Grafted on Fe/C Prepared by Pyrolysis Of Dicyandiamide On Fe2O3/C For Electrochemical Oxygen Reduction Reaction. Appl. Catal. B Environ. 2011, 103, 362–368. [Google Scholar] [CrossRef]
- Mishra, A.; Sardar, M. Isolation of Genomic DNA by Silane-Modified Iron Oxide Nanoparticles. In Nanotechnology: Novel Perspectives and Prospects; McGraw Hill Education: New York, NY, USA, 2015; pp. 309–315. [Google Scholar]
- Sun, Z.; Xiao, C.; Hussain, F.; Zhang, G. Synthesis of Stable And Easily Recycled Ferric Oxides Assisted by Rhodamine B for Efficient Degradation Of Organic Pollutants In Heterogeneous Photo-Fenton System. J. Clean. Prod. 2018, 196, 1501–1507. [Google Scholar] [CrossRef]
- Hutchinson, B.; Hagström, J.; Karlsson, O.; Lindell, D.; Tornberg, M.; Lindberg, F.; Thuvander, M. Microstructures and Hardness of As-Quenched Martensites (0.1–0.5% C). Acta Mater. 2011, 59, 5845–5858. [Google Scholar] [CrossRef]
- Shishonok, E.; Luhin, V.; Steeds, J. XRD Doping Control of Light-Emitting Cbn with a Large Size Mismatch between the Dopant and Intrinsic Atoms. World J. Eng. Technol. 2016, 4, 174–185. [Google Scholar] [CrossRef]
- Darul, J. (Ed.) Thermal Instability of The Tetragonally Distorted Structure of Copper-iron. In Eleventh European Powder Diffraction Conference: Warsaw, 19–22 September 2008; Walter de Gruyter GmbH & Co KG: Berlin, Germany, 2015. [Google Scholar]
- Le Bihan, T.; Idiri, M.; Heathman, S. New Investigation of Pressure-Induced Rhombohedral Distortion of Uranium Nitride. J. Alloys Compd. 2003, 358, 120–125. [Google Scholar] [CrossRef]
- Zhao, Y.; Lei, Z.; Lu, Z.; Huang, J.; Nieh, T. A Simplified Model Connecting Lattice Distortion with Friction Stress of Nb-Based Equiatomic High-Entropy Alloys. Mater. Res. Lett. 2019, 7, 340–346. [Google Scholar] [CrossRef] [Green Version]
- Cui, X.; Wang, S.; Wang, F.; Chen, K. Research on Oxidation Wear Mechanism of The Cast Steels. Wear 2008, 265, 468–476. [Google Scholar] [CrossRef]
- Pujilaksono, B.; Jonsson, T.; Halvarsson, M.; Svensson, J.-E.; Johansson, L.-G. Oxidation of Iron at 400–600 C in Dry and Wet O2. Corros. Sci. 2010, 52, 1560–1569. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Hawryluk, M.; Zwierzchowski, M. A Review of the Degradation Mechanisms of the Hot Forging Tools. Arch. Civ. Mech. Eng. 2014, 14, 528–539. [Google Scholar] [CrossRef]
- Katsuki, F. Subsurface Characteristics of a Fe–0.4 wt% C Martenstic Steel Abraded with Nanoindentation and Cross-sectional TEM Techniques. Wear 2013, 303, 92–97. [Google Scholar] [CrossRef]
- Wei, M.; Chen, K.; Wang, S.; Cui, X. Analysis for Wear Behaviors of Oxidative Wear. Tribol. Lett. 2011, 42, 1–7. [Google Scholar] [CrossRef]
- Winkelmann, H.; Badisch, E.; Varga, M.; Danninger, H. Wear Mechanisms at High Temperatures. Part 3: Changes of The Wear Mechanism in The Continuous Impact Abrasion Test with Increasing Testing Temperature. Tribol. Lett. 2010, 37, 419–429. [Google Scholar] [CrossRef]
- Shih, A.J.; McCall, R.C. Kinematics and Wear of Tool Blades for Scrap Tire Shredding. Mach. Sci. Technol. 2004, 8, 193–210. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
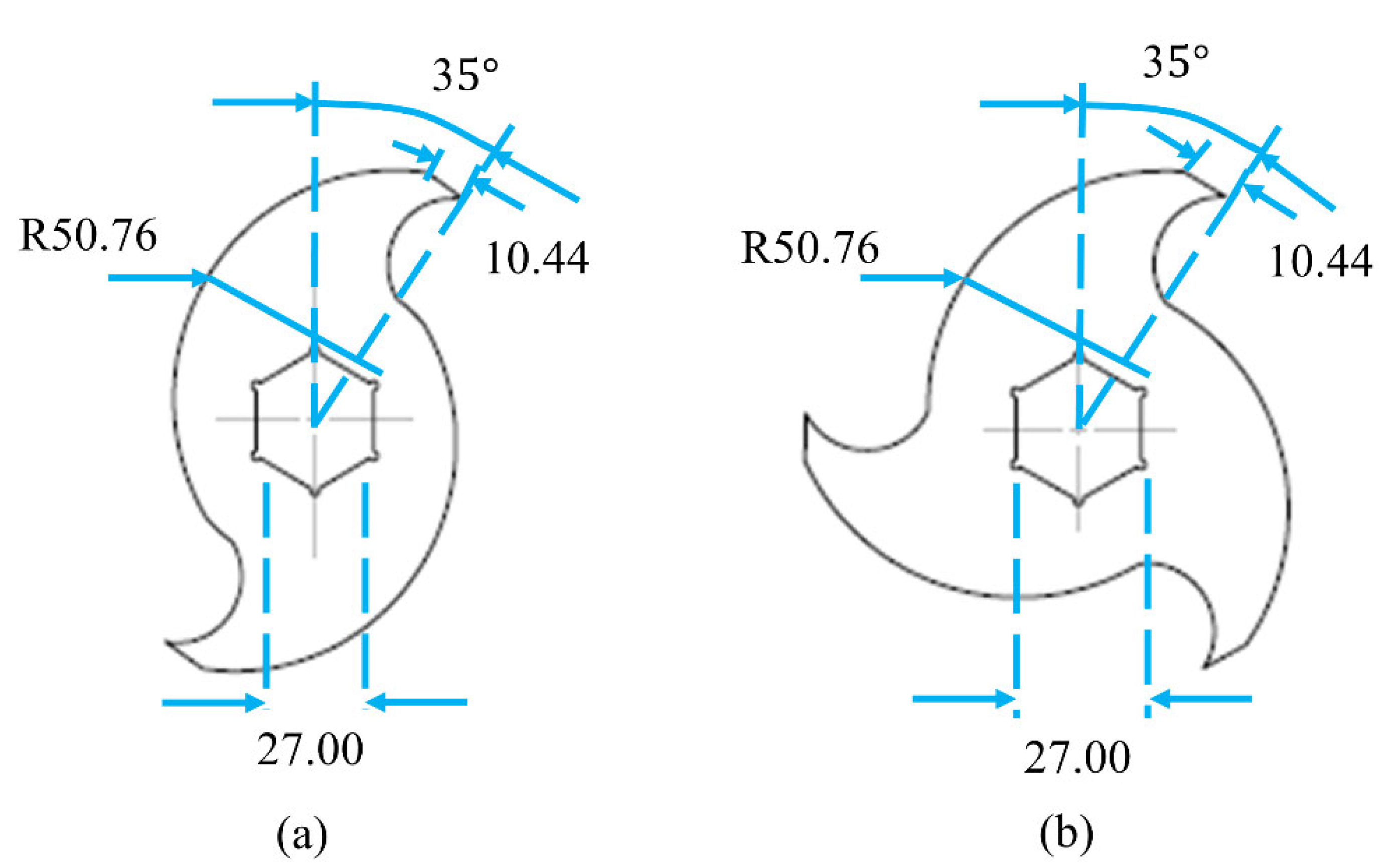
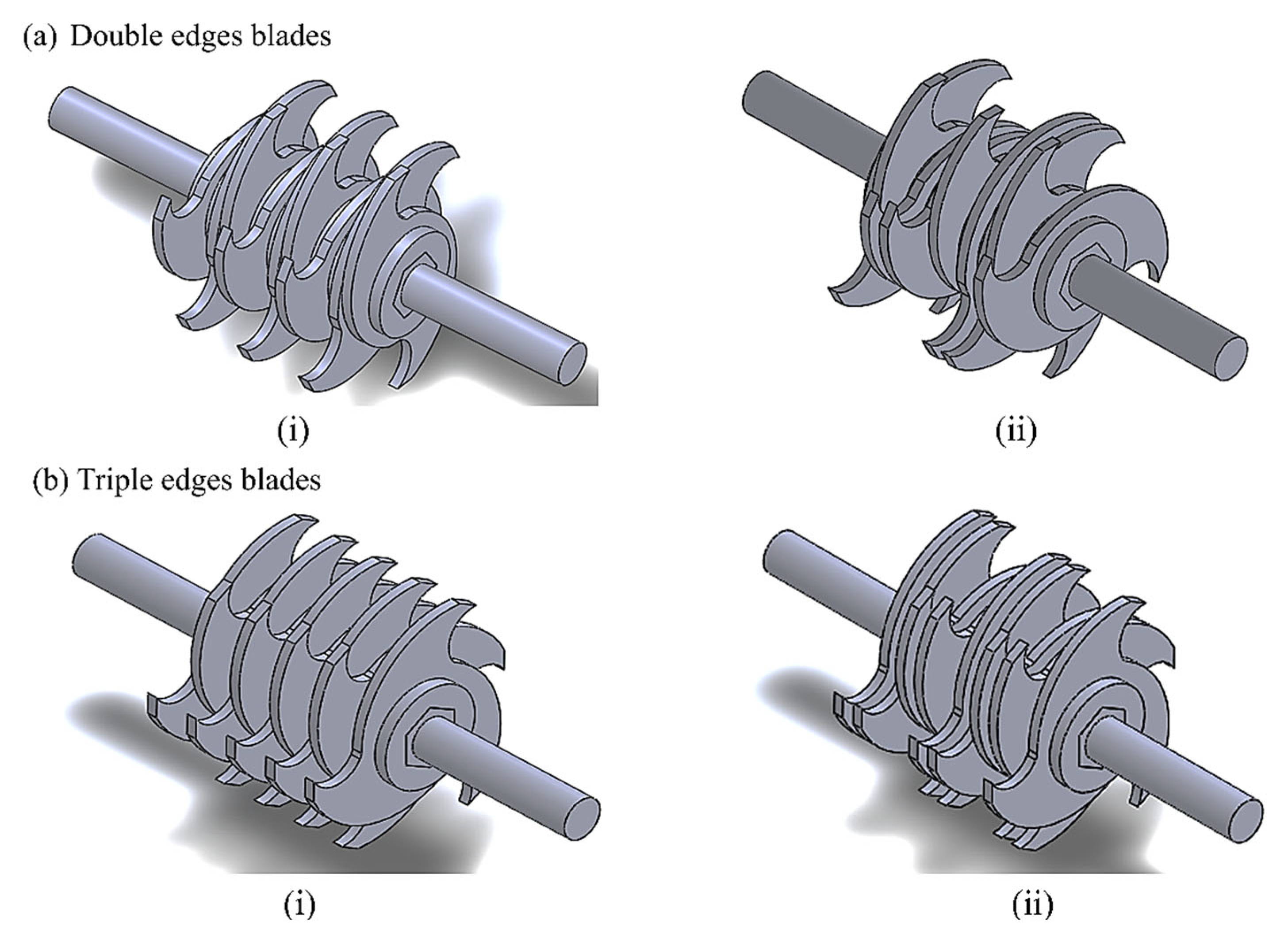
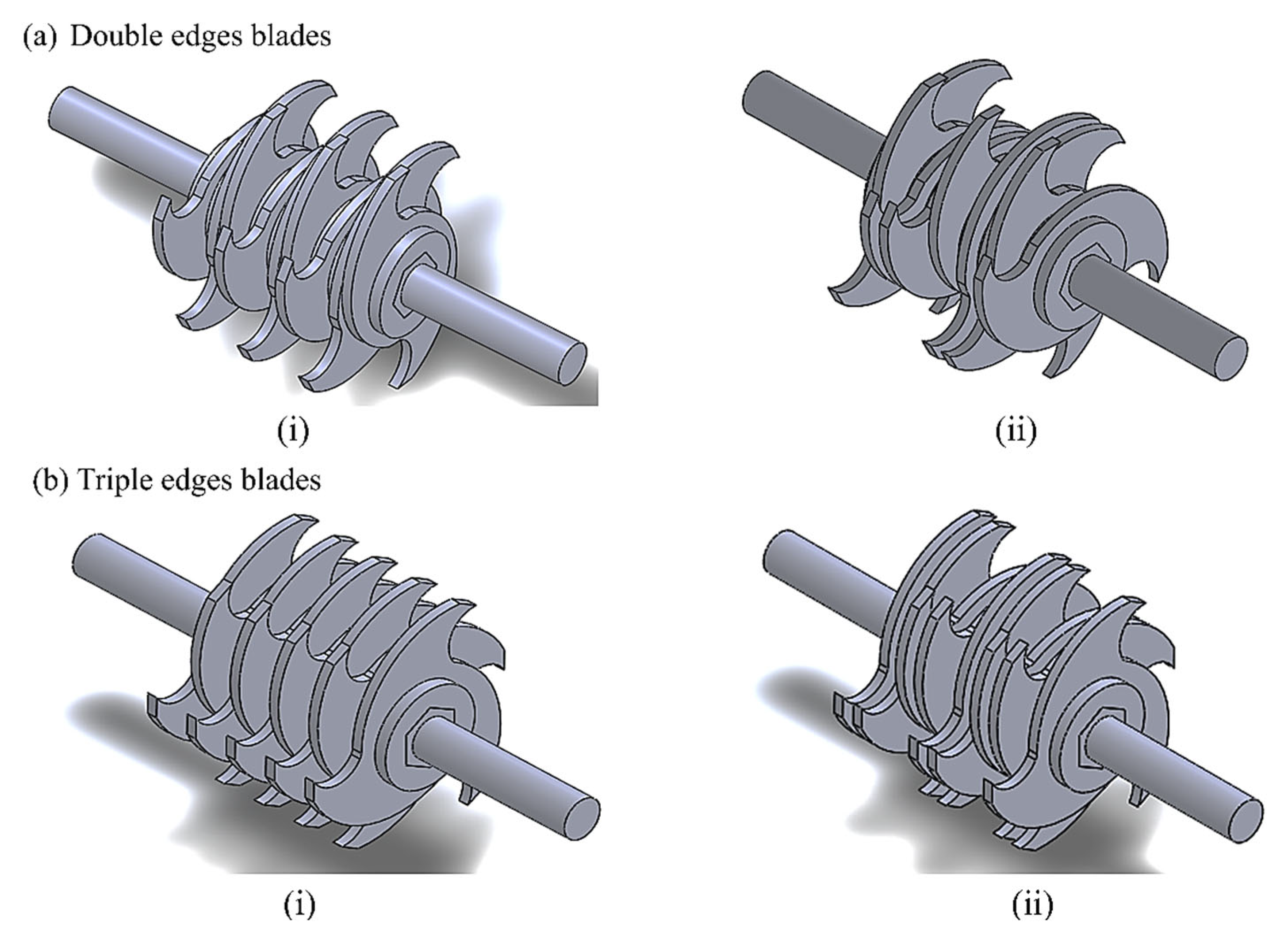
| Abbreviations of Shredder Blades | Geometries | Orientations |
|---|---|---|
| DS | Double edges | Spiral |
| DV | Double edges | V-orientation |
| TS | Triple edges | Spiral |
| TV | Triple edges | V-orientation |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wong, J.H.; Karen, W.M.J.; Bahrin, S.A.; Chua, B.L.; Melvin, G.J.H.; Siambun, N.J. Wear Mechanisms and Performance of PET Shredder Blade with Various Geometries and Orientations. Machines 2022, 10, 760. https://doi.org/10.3390/machines10090760
Wong JH, Karen WMJ, Bahrin SA, Chua BL, Melvin GJH, Siambun NJ. Wear Mechanisms and Performance of PET Shredder Blade with Various Geometries and Orientations. Machines. 2022; 10(9):760. https://doi.org/10.3390/machines10090760
Chicago/Turabian StyleWong, Jin Hoong, Wong Min Jin Karen, Saffuan Awg Bahrin, Bih Lii Chua, Gan Jet Hong Melvin, and Nancy Julius Siambun. 2022. "Wear Mechanisms and Performance of PET Shredder Blade with Various Geometries and Orientations" Machines 10, no. 9: 760. https://doi.org/10.3390/machines10090760
APA StyleWong, J. H., Karen, W. M. J., Bahrin, S. A., Chua, B. L., Melvin, G. J. H., & Siambun, N. J. (2022). Wear Mechanisms and Performance of PET Shredder Blade with Various Geometries and Orientations. Machines, 10(9), 760. https://doi.org/10.3390/machines10090760