
Mechanical Analysis of Deformation Law in the Flange Area of Box-Shaped Parts during Deep Drawing

Abstract
:1. Introduction
2. Mechanical Analysis
2.1. Mechanical Analysis of the Corner Area in the Flange Area
2.2. Mechanical Analysis of the Straight-Edge Area in the Flange Area
3. Process Experiment and FE Simulation
3.1. Experimental Materials
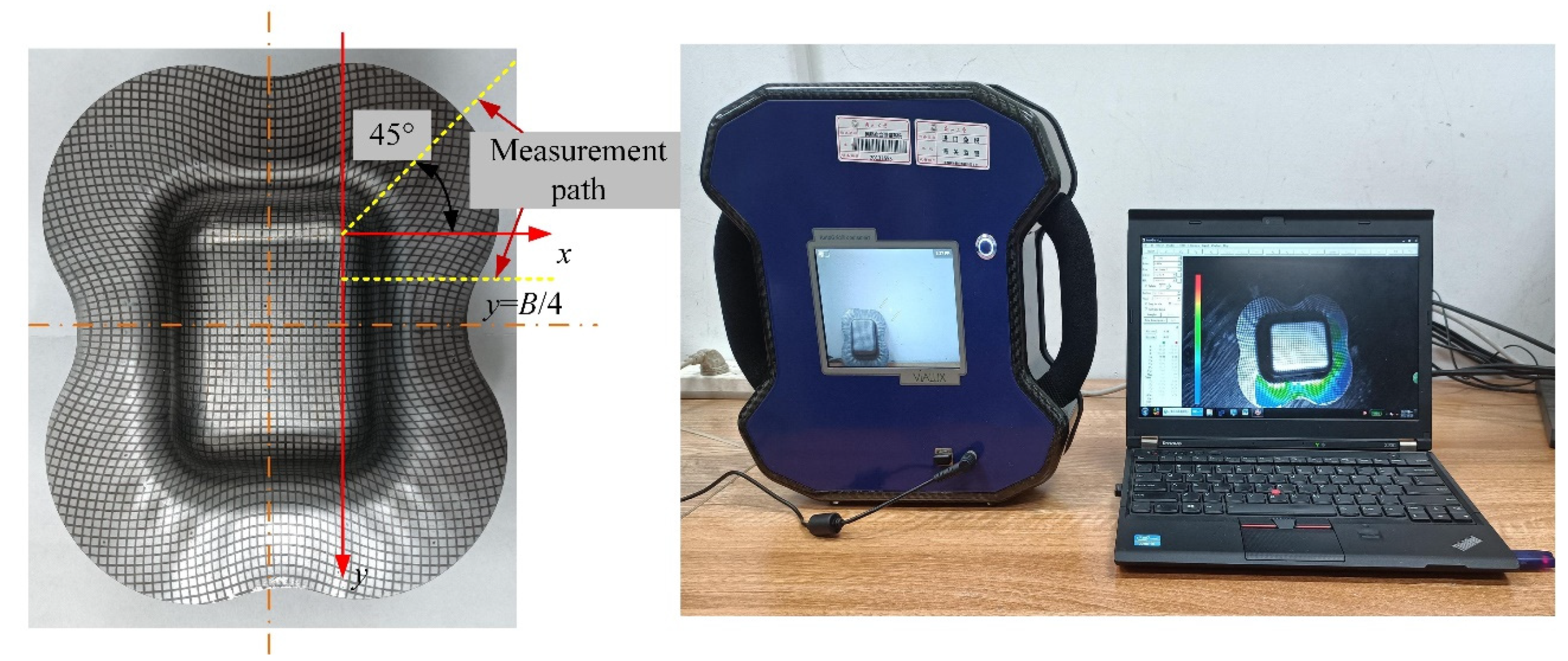
3.2. Experimental Procedure
3.3. FE Simulation
4. Results Analysis
5. Conclusions
- (1)
- In order to investigate the material flow law in the flange area during the forming process of box-shaped parts, it is assumed that the deformation characteristics of the mass point on the zero line of shear stress in the corner area are equivalent to the deformation of axisymmetric parts. The expressions of stress, strain and induced shear stress coefficient in each part of the flange area are derived by applying the associated solution of equilibrium differential equation and yield condition.
- (2)
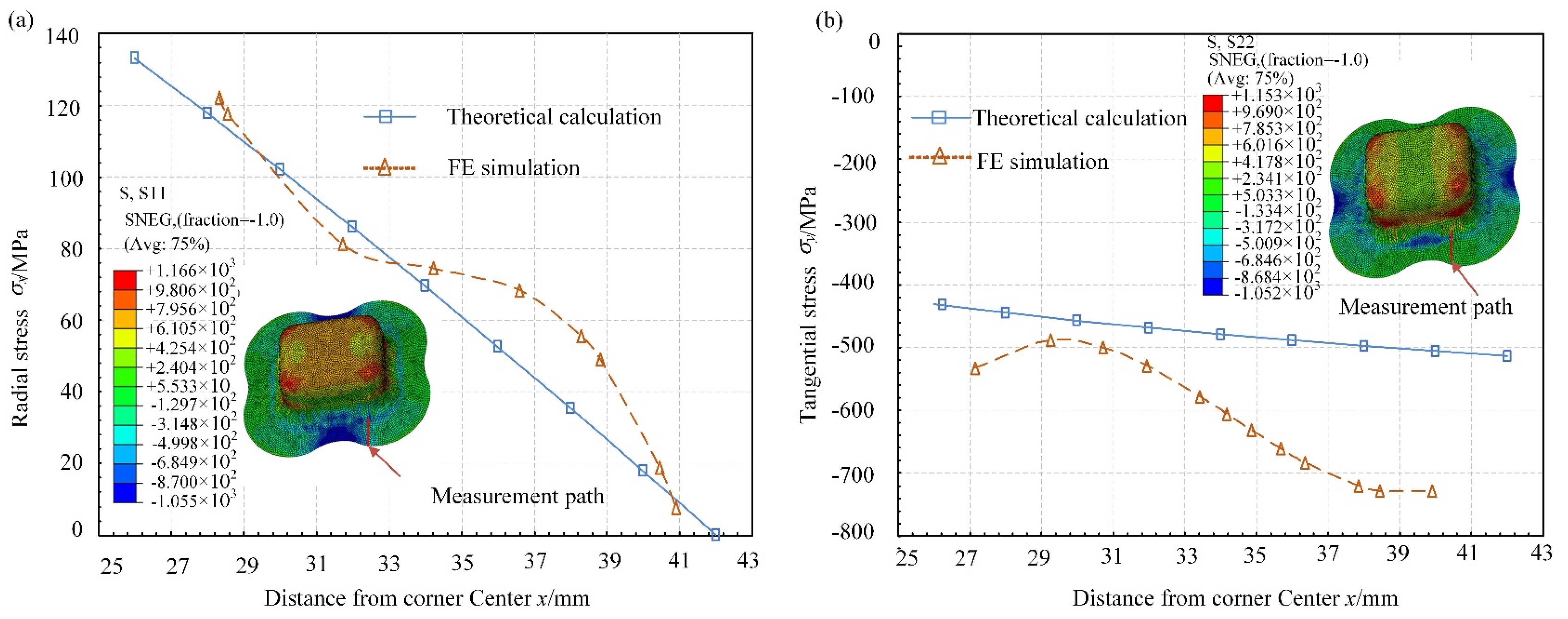
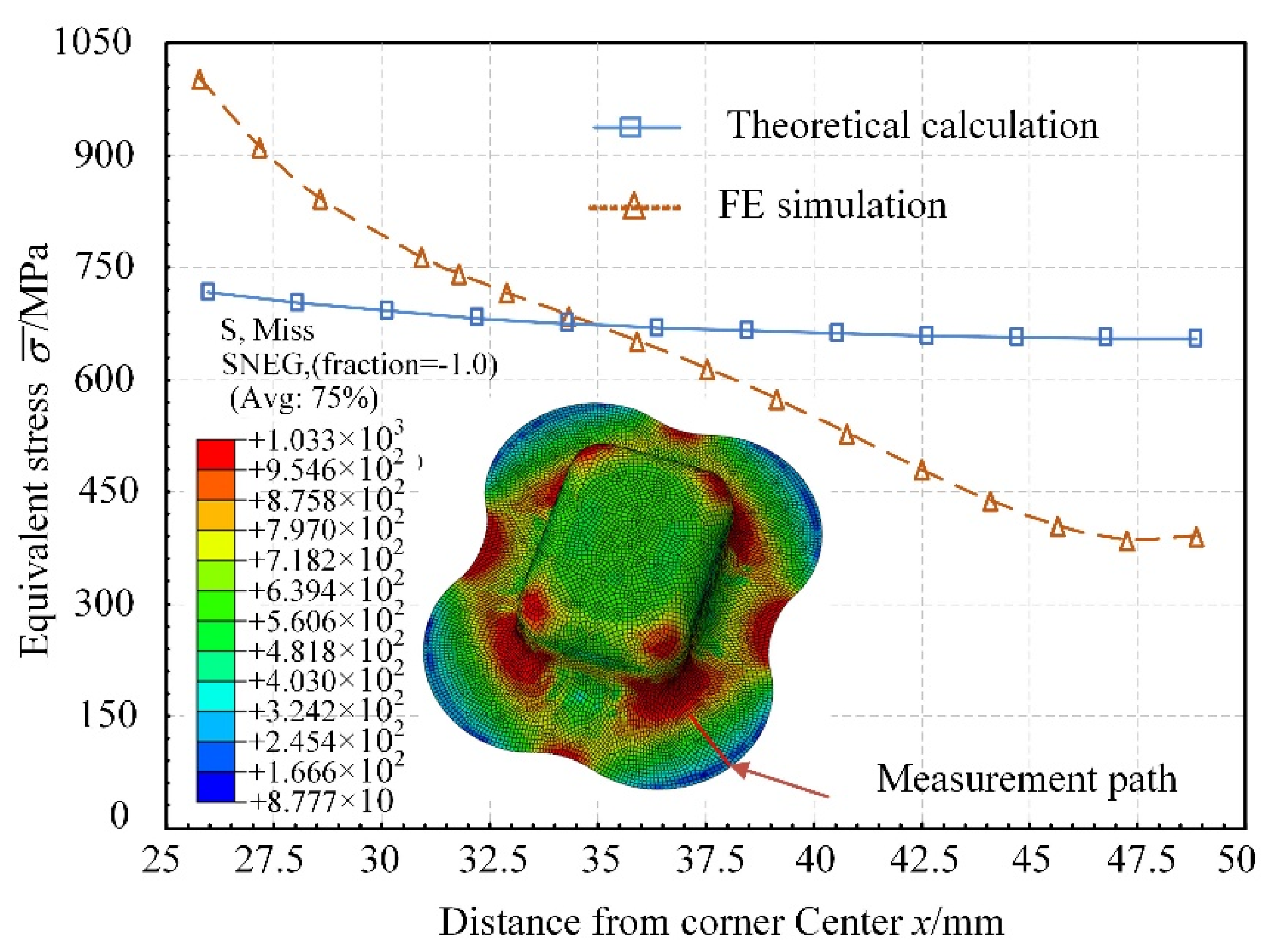
- Under the same process conditions, the results of theoretical analysis are compared and analyzed by a box-shaped part deep drawing experiment and FE simulation. The results demonstrate that the variation trend for stress and strain obtained from the theoretical calculation are consistent with the process test and FE simulation, and the calculation accuracy of equivalent strain is higher than that of stress calculation. The theoretical calculation model provides a theoretical basis for the investigation of the deformation law, product design and optimization.
- (3)
- The accuracy in the theoretical calculation model is sensitive to the parameters in the material constitutive model. In this paper, a single exponential hardening model was used, causing some errors. Therefore, it is of great significance to adopt an appropriate material hardening model and obtain accurate model parameters to improve the accuracy of the theoretical analysis. In subsequent work, we will explore more advanced material models or segmented models to reduce the errors.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.-Z.; Liu, W.; Xu, Y.-C.; Yuan, S.-J. Analysis and experiment on wrinkling suppression for hydroforming of curved surface shell. Int. J. Mech. Sci. 2015, 104, 112–125. [Google Scholar] [CrossRef]
- Ghafar, A.A.; Abdullah, A.B.; Mahmood, J.I. Experimental and numerical prediction on square cup punch–die misalignment during the deep drawing process. Int. J. Adv. Manuf. Technol. 2021, 113, 379–388. [Google Scholar] [CrossRef]
- Pepelnjak, T.; Kayhan, E.; Kaftanoglu, B. Analysis of non-isothermal warm deep drawing of dual-phase DP600 steel. Int. J. Mater. Form. 2019, 12, 223–240. [Google Scholar] [CrossRef]
- Brabie, G.; Costache, E.M.; Nanu, N.; Chirita, B. Prediction and minimisation of sheet thickness variation during deep drawing of micro/milli parts. Int. J. Mech. Sci. 2013, 68, 277–290. [Google Scholar] [CrossRef]
- Yang, X.; Lang, L.; Liu, K.; Liu, B. Mechanics analysis of axisymmetric thin-walled part in warm sheet hydroforming. Chin. J. Aeronaut. 2015, 28, 1546–1554. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.; Hong, S. Curvature area prediction for the deep drawing-ironing process of a cylindrical cup using finite element method and regression analysis. J. Mech. Sci. Technol. 2018, 32, 5913–5918. [Google Scholar] [CrossRef]
- Qin, S.J.; Gai, B.B.; Kong, S.H.; Deng. C. Analytical solutions of strain of axisymmetric curved part in sheet metal forming process using direct integral method. Int. J. Mech. Sci. 2015, 101, 49–58. [Google Scholar] [CrossRef]
- Shi, R.; Qin, S.J.; Zhang, Q.R.; Li, X.Y.; Chen, H.D. Analyses of axisymmetric drawing-bulging forming process of sheet metal using parametric and direct integral methods. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Guo, Z.; Men, Q.; Kang, X.; Junli, A. A stress analysis model of a cup-shaped part in a secondary deep drawing process. Int. J. Adv. Manuf. Technol. 2021, 116, 473–486. [Google Scholar] [CrossRef]
- Daxin, E.; Takaji, M. On the law of material flow deformation in a non-rotational symmetrical drawing. Chin. J. Mech. Eng. 2003, 39, 49–52. (In Chinese) [Google Scholar]
- E, D.X.; Takaji, M.; Wang, X.F. Stress analysis in box-shaped drawing for an integrity flange. China Mech. Eng. 2016, 17, 1306–1308. (In Chinese) [Google Scholar]
- E, D.X.; Takaji, M.; Li, Z.J. Stress analysis of rectangular cup drawing. J. Mater. Process. Technol. 2008, 205, 469–476. [Google Scholar] [CrossRef]
- Lang, L.H.; Wang, Y.M.; Xie, Y.S.; Xu, Y.Q.; Yang, Z.H.; Ma, H.J. The flange deformation characteristics and its effect on failure in the hydroforming process of aluminum alloy rectangular cup. Mater. Sci. Technol. 2013, 21, 37–43. [Google Scholar]
- Medellín-Castillo, H.I.; García-Zugasti, P.J.; Lange, D.F.; Colorado-Alonso, F.J. Analysis of the allowable deep drawing height of rectangular steel parts. Int. J. Adv. Manuf. Technol. 2013, 66, 371–380. [Google Scholar] [CrossRef]
- Rivas-Menchi, A.; Medellín-Castillo, H.I.; Lange, D.F.; García-Zugasti, P.J. Performance evaluation of analytical expressions for cylindrical and box-shaped deep drawing force estimation. J. Manuf. Process. 2018, 36, 340–350. [Google Scholar] [CrossRef]
- Ma, L.X.; Wang, F.Q.; Zhao, J. Approximate analysis of stress in main deformation area for a box-shaped box. Chin. J. Mech. Eng. 2005, 41, 56–61. (In Chinese) [Google Scholar] [CrossRef]
- Li, J.Q.; Jiang, S.F.; Wu, H.P.; Zhu, W.; Lu, C.D. Study on subsection variable blank holder force in deep drawing of rectangular parts. Mater. Res. Innov. 2011, 15, 230–233. [Google Scholar] [CrossRef]
- Wang, F.Q.; Zhao, J.; Guan, Y.P.; Ma, L.X. Analytical solution of stress in flanges during deep drawing for rectangular box. J. Harbin Inst. Technol. 2003, 35, 488–490. (In Chinese) [Google Scholar]
- Wang, C.; Ma, R.; Zhao, J. Calculation method and experimental study of coulomb friction coefficient in sheet metal forming. J. Manuf. Process. 2017, 27, 126–137. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Ni | Cr | N | Fe |
|---|---|---|---|---|---|---|---|---|
| <0.08 | <2.00 | <1.00 | <0.045 | <0.030 | 8.00–10.5 | 18.00–20.00 | 0.058 | Rem |
| E | σs | K | n | r |
|---|---|---|---|---|
| 195 GPa | 291 MPa | 1283.5 MPa | 0.365 | 0.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, D.; Zhao, C.; Chen, X.; Chen, G. Mechanical Analysis of Deformation Law in the Flange Area of Box-Shaped Parts during Deep Drawing. Machines 2022, 10, 667. https://doi.org/10.3390/machines10080667
Chen D, Zhao C, Chen X, Chen G. Mechanical Analysis of Deformation Law in the Flange Area of Box-Shaped Parts during Deep Drawing. Machines. 2022; 10(8):667. https://doi.org/10.3390/machines10080667
Chicago/Turabian StyleChen, Duan, Changcai Zhao, Xiaoyi Chen, and Guang Chen. 2022. "Mechanical Analysis of Deformation Law in the Flange Area of Box-Shaped Parts during Deep Drawing" Machines 10, no. 8: 667. https://doi.org/10.3390/machines10080667
APA StyleChen, D., Zhao, C., Chen, X., & Chen, G. (2022). Mechanical Analysis of Deformation Law in the Flange Area of Box-Shaped Parts during Deep Drawing. Machines, 10(8), 667. https://doi.org/10.3390/machines10080667