
Vision-Aided Brush Alignment Assembly System for Precision Conductive Slip Rings

 , , and
, , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
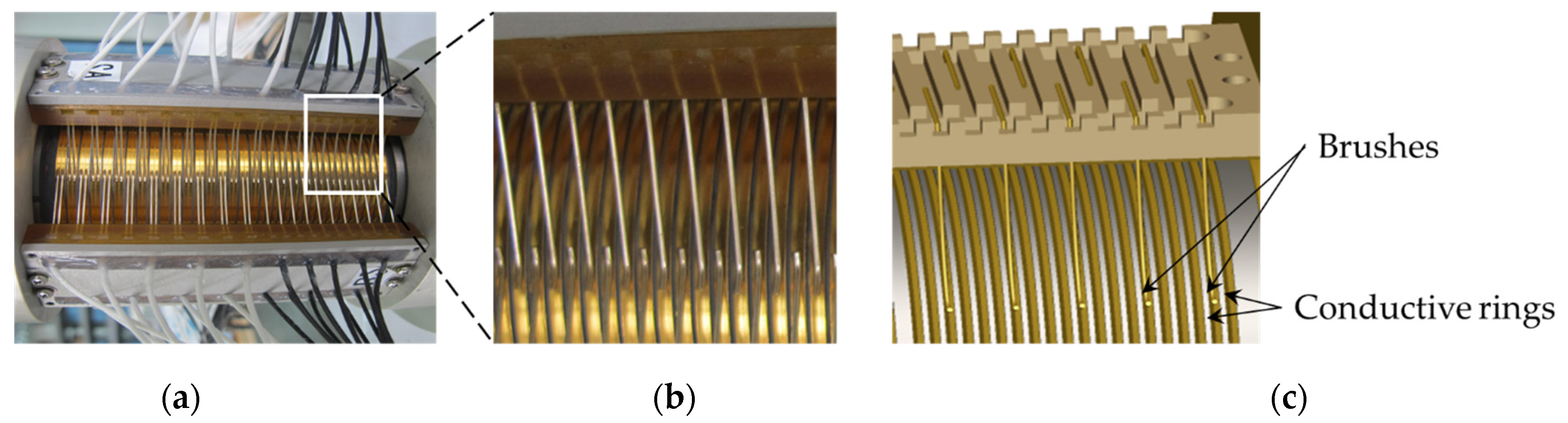
:1. Introduction
2. Vision-Aided Brush Assembly System Design
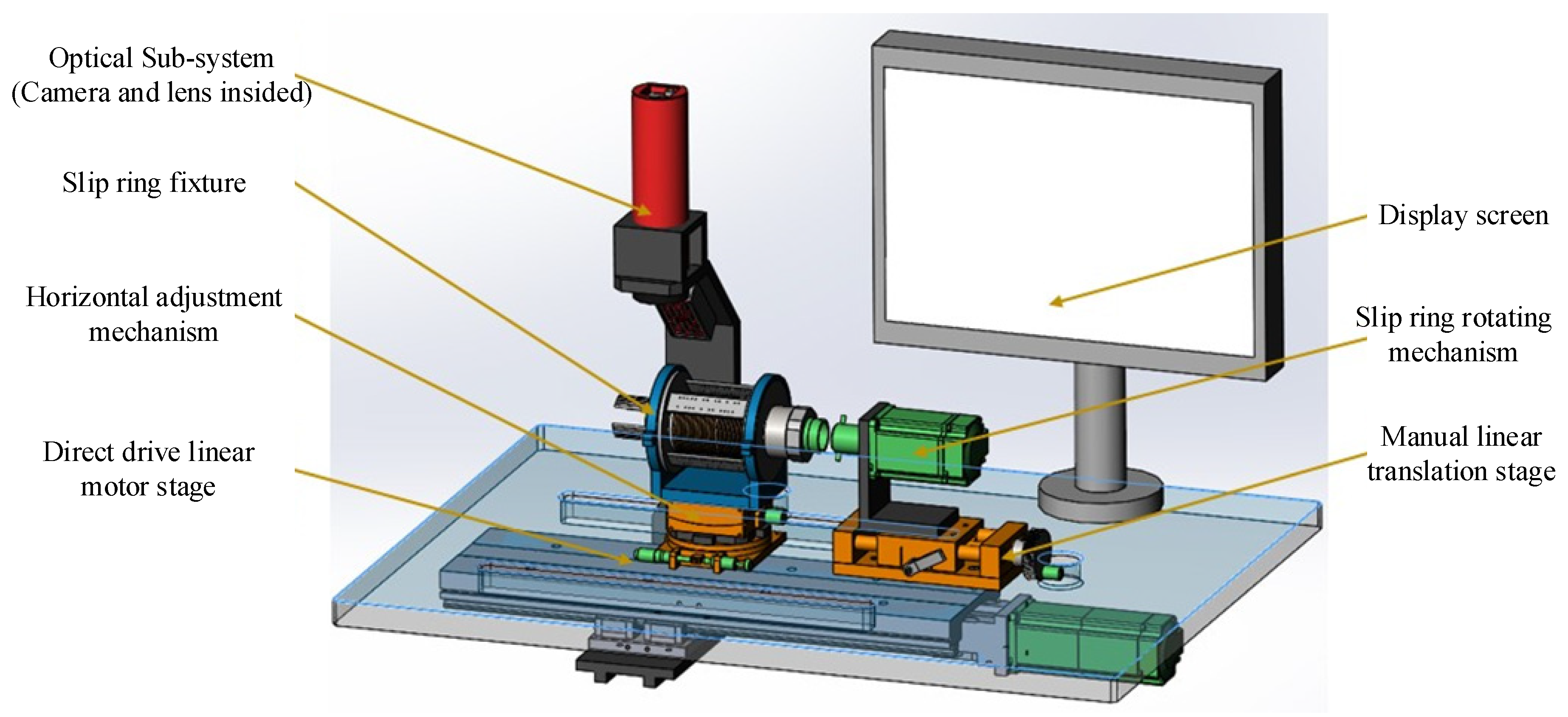
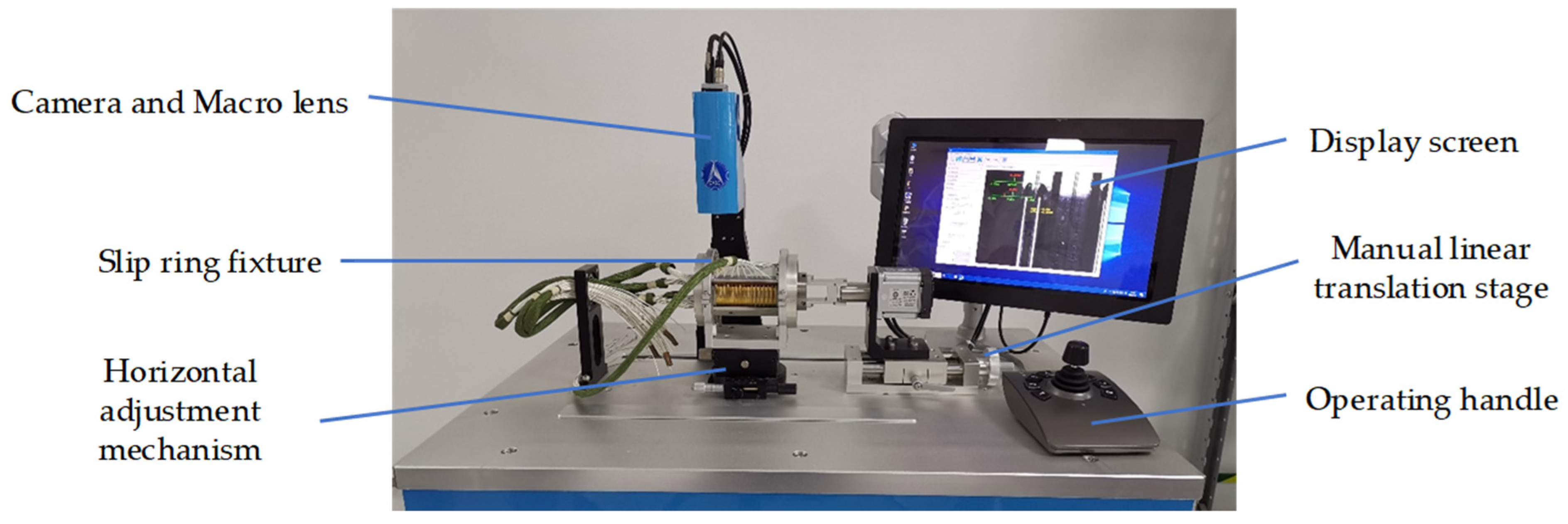
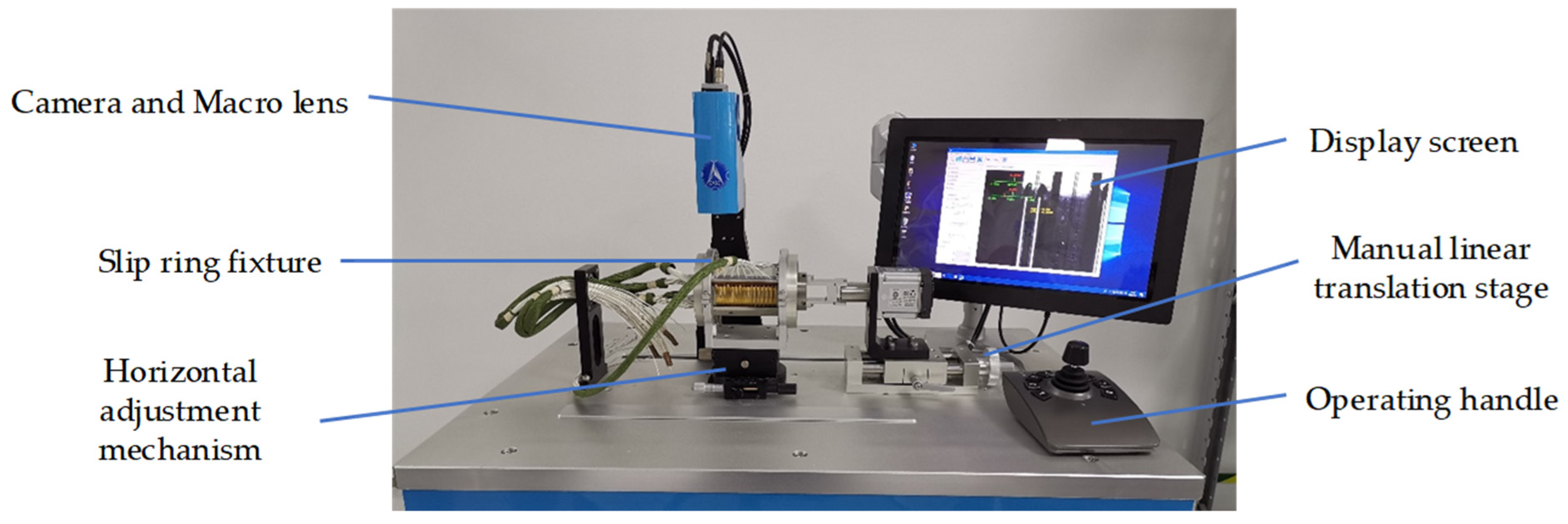
2.1. Optical and Mechanical System Design
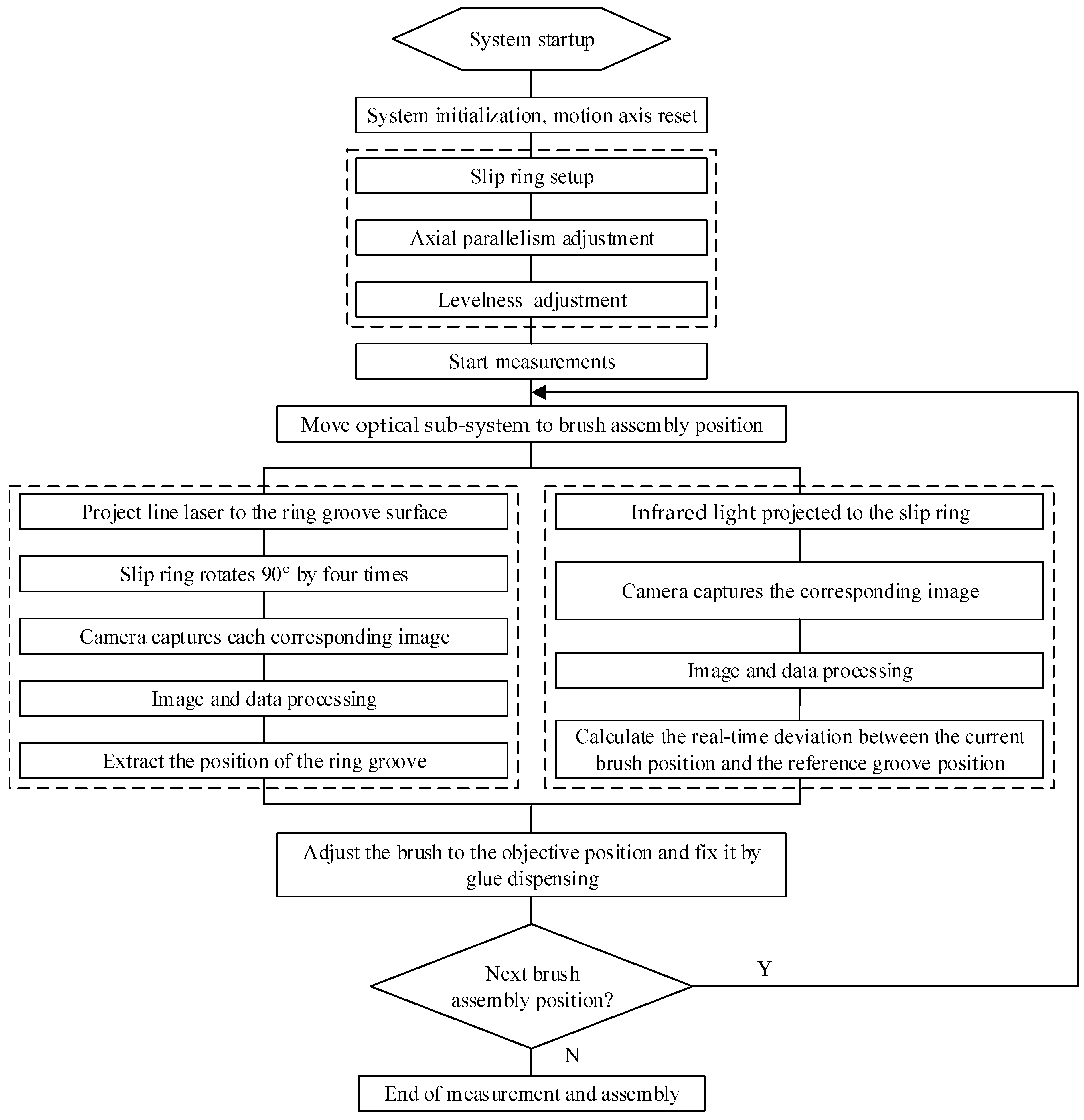
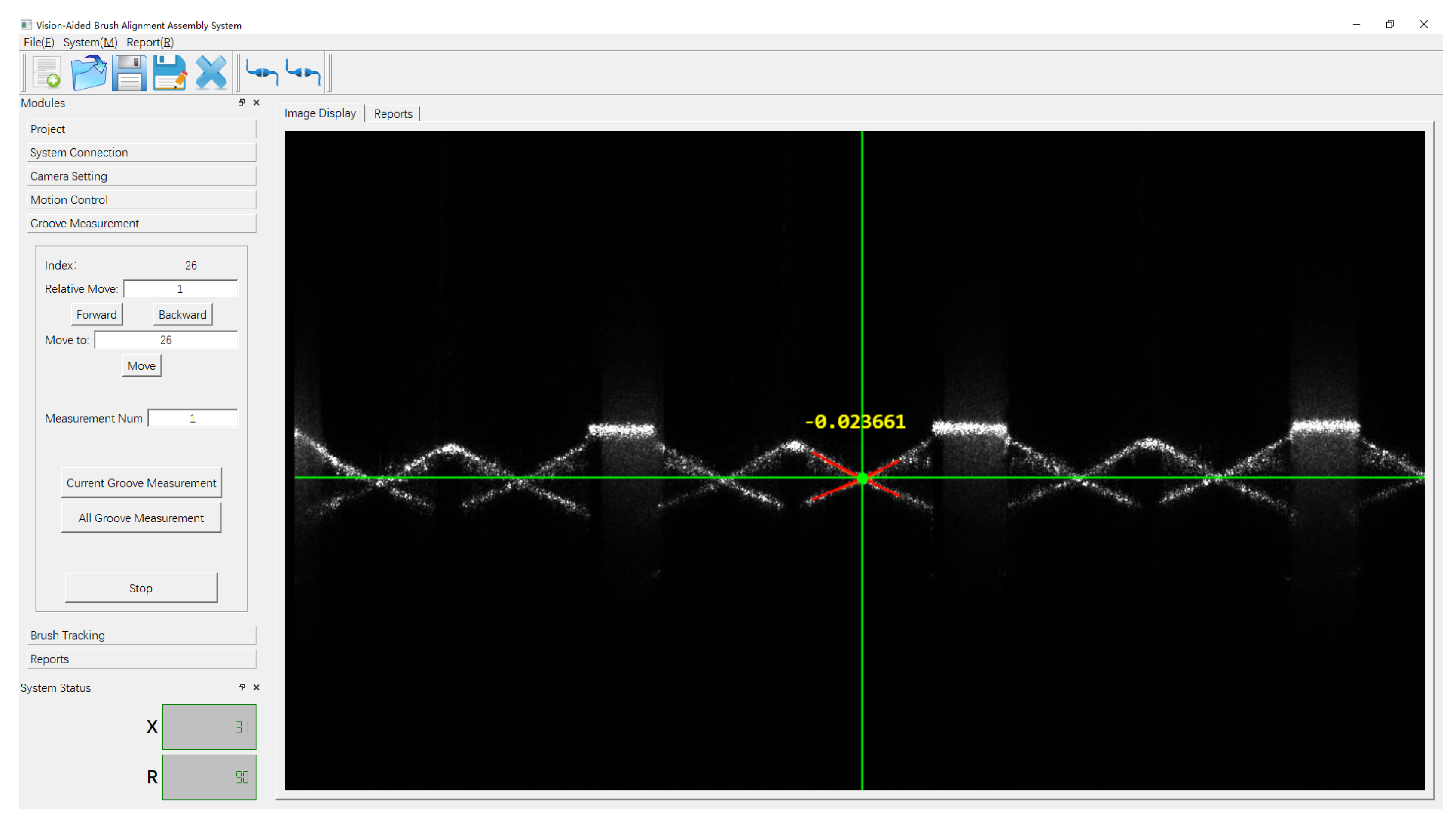
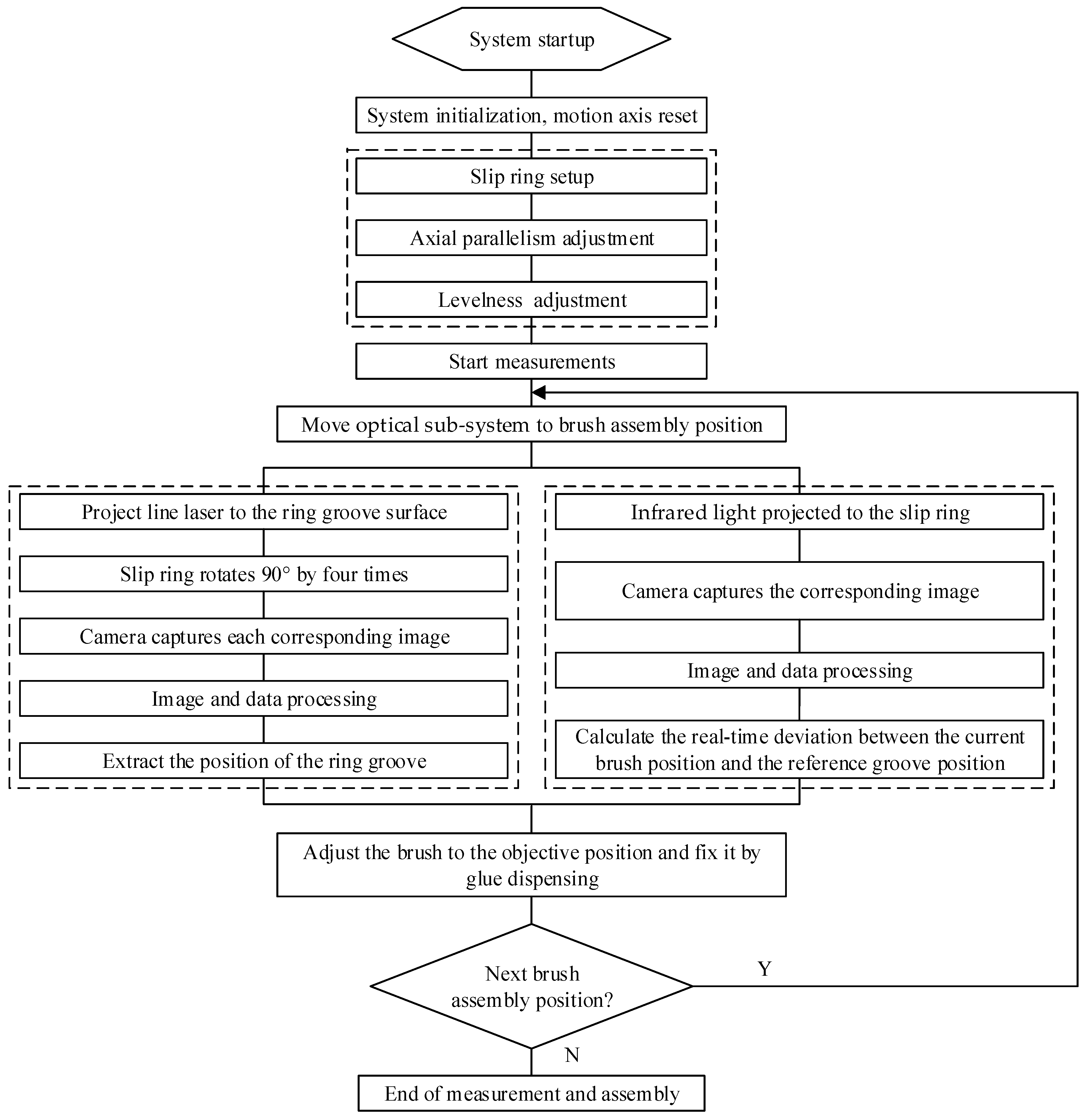
2.2. System Measurement Procedures
3. Vision Measurement Methods
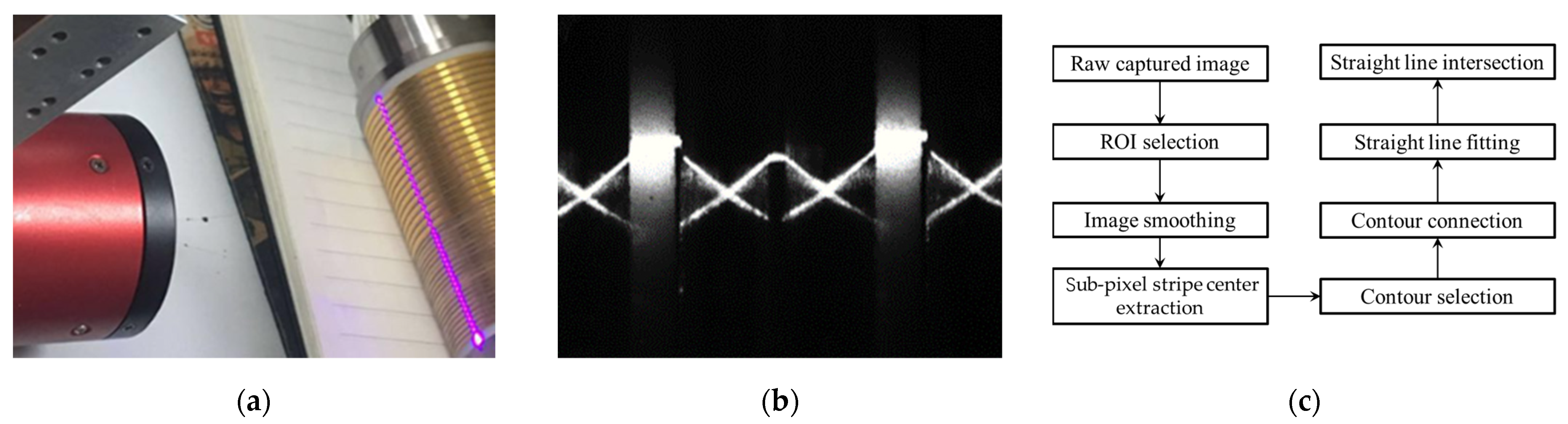
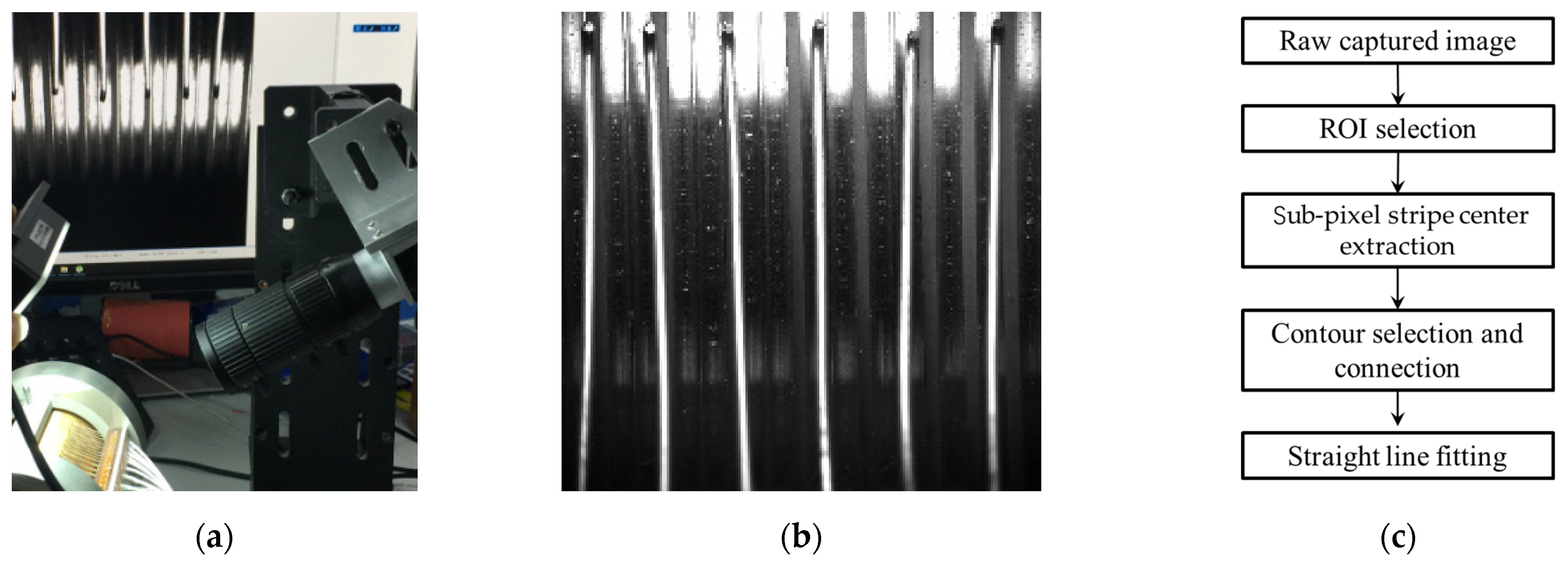
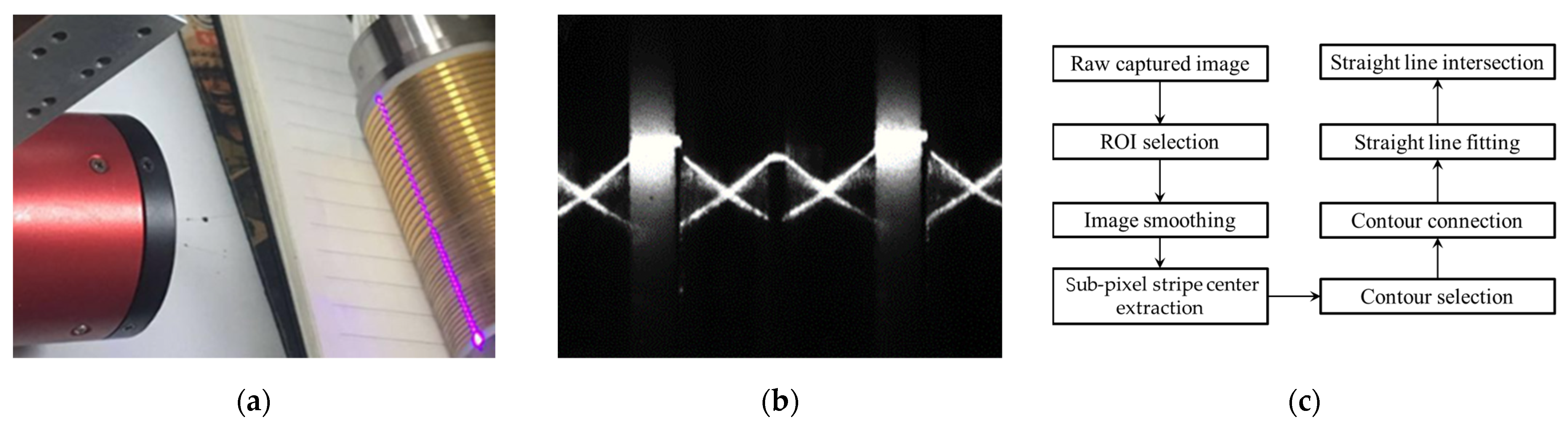
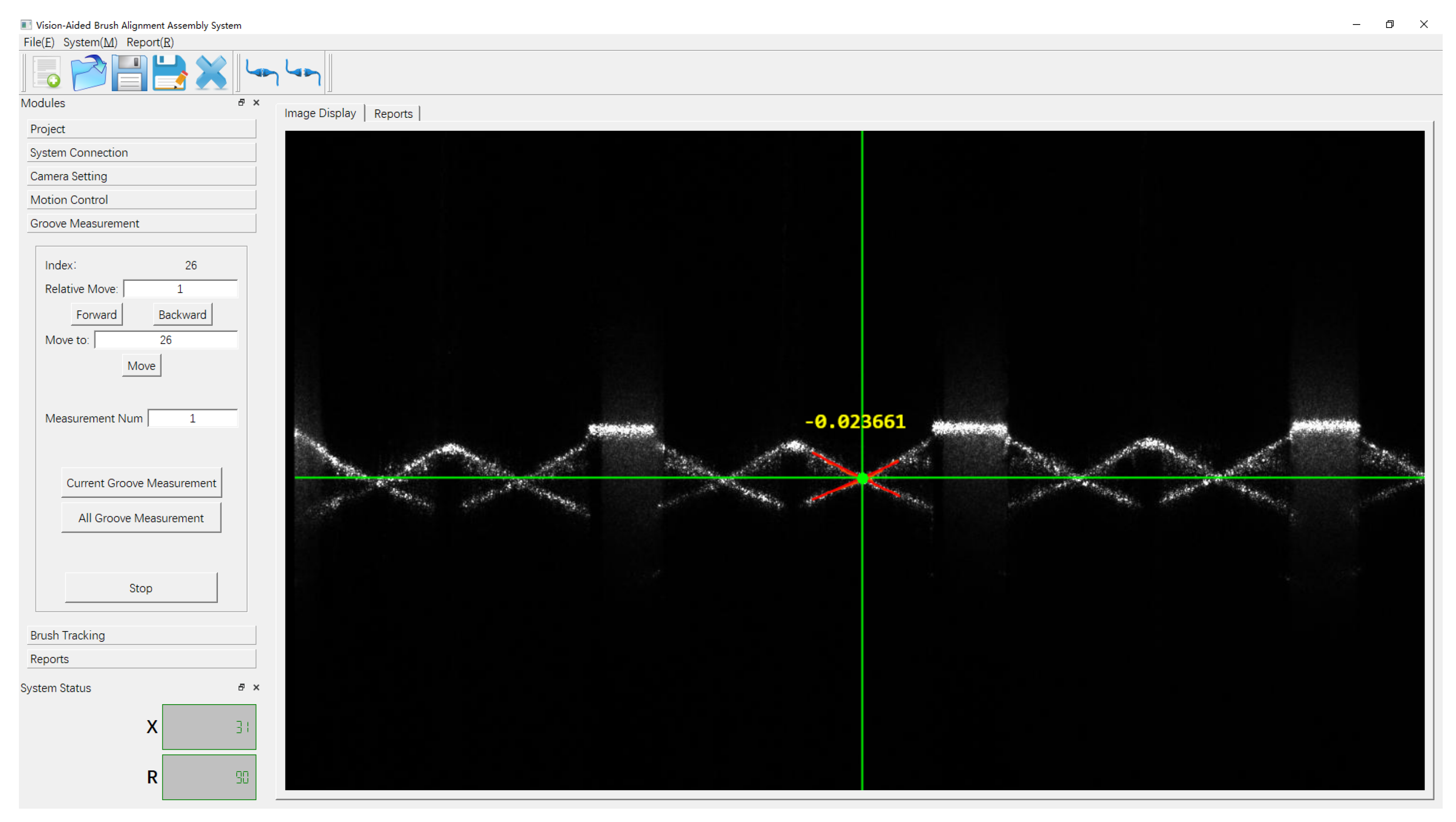
3.1. Vision Measurement of Groove Position
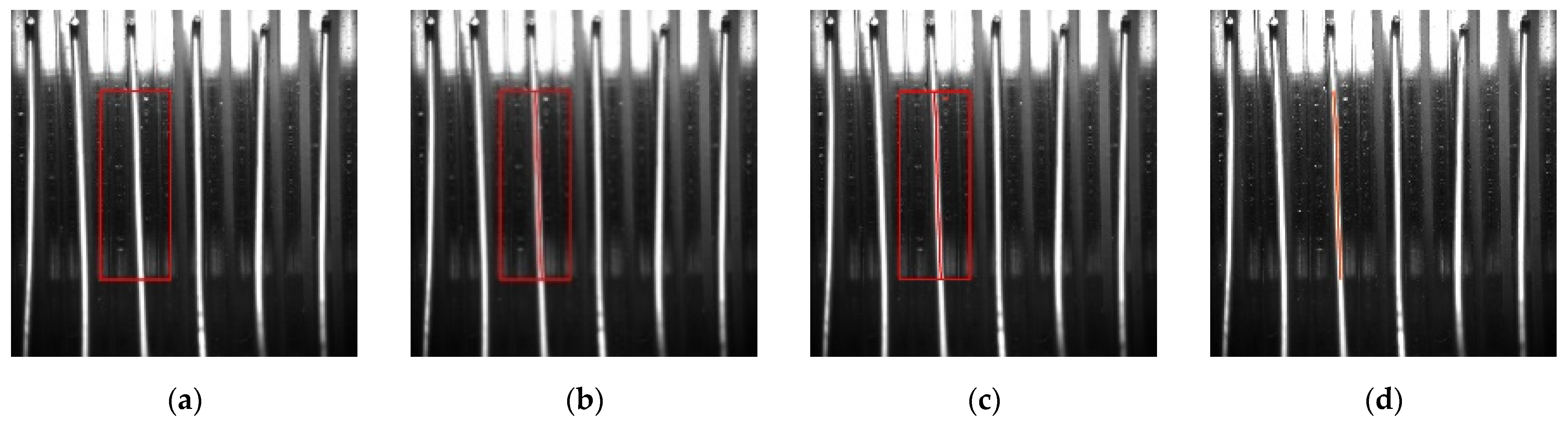
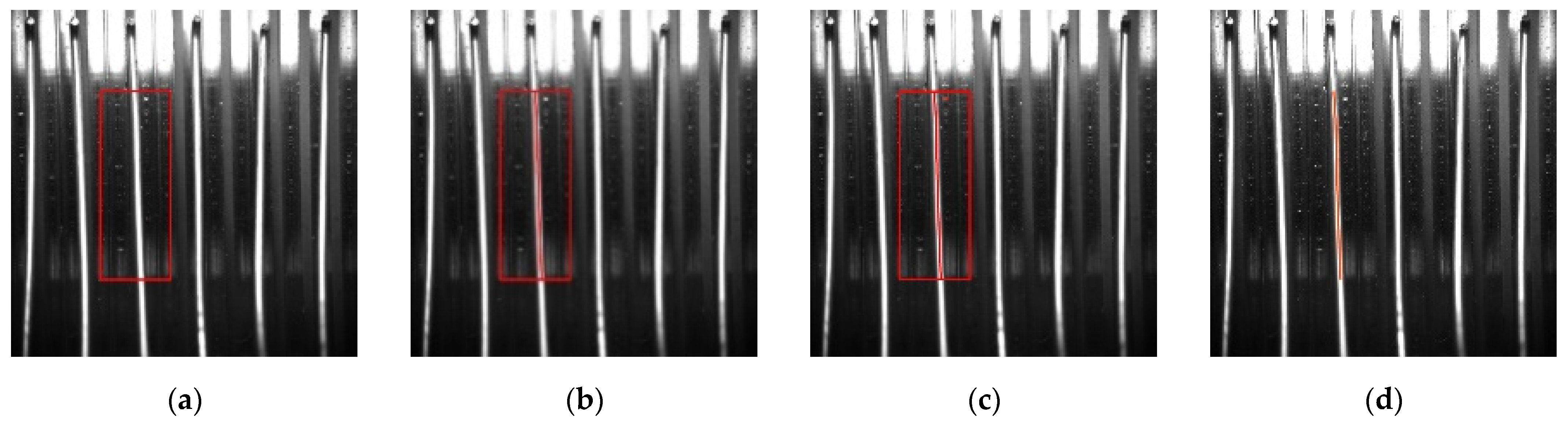
3.1.1. Setting of the Region of Interest
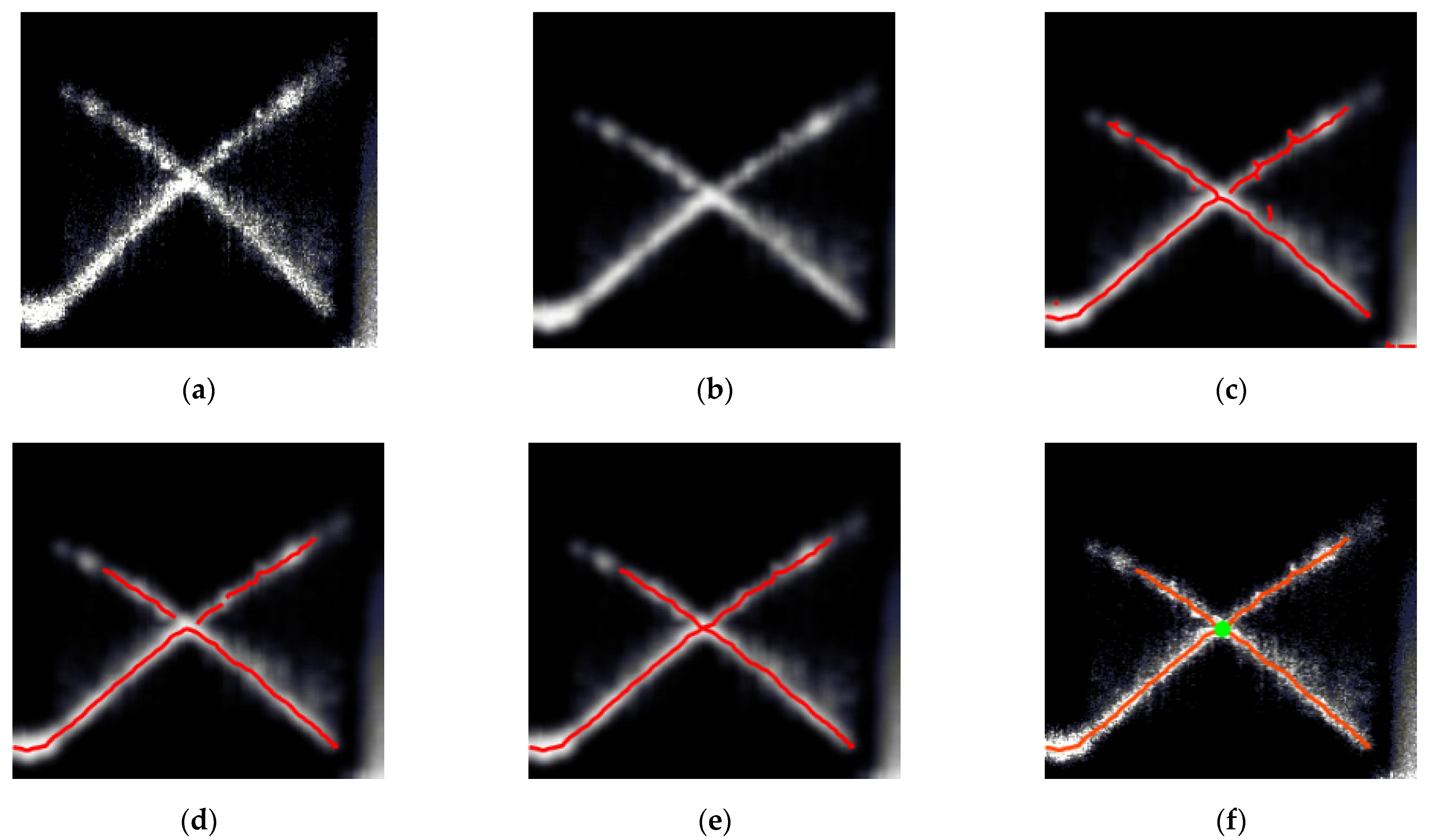
3.1.2. Image Smoothing
3.1.3. Stripe Center Sub-Pixel Extraction
3.1.4. Contour Selection and Connection
3.1.5. Straight Line Fitting and Intersection
3.2. Vision Tracking of the Brush Position
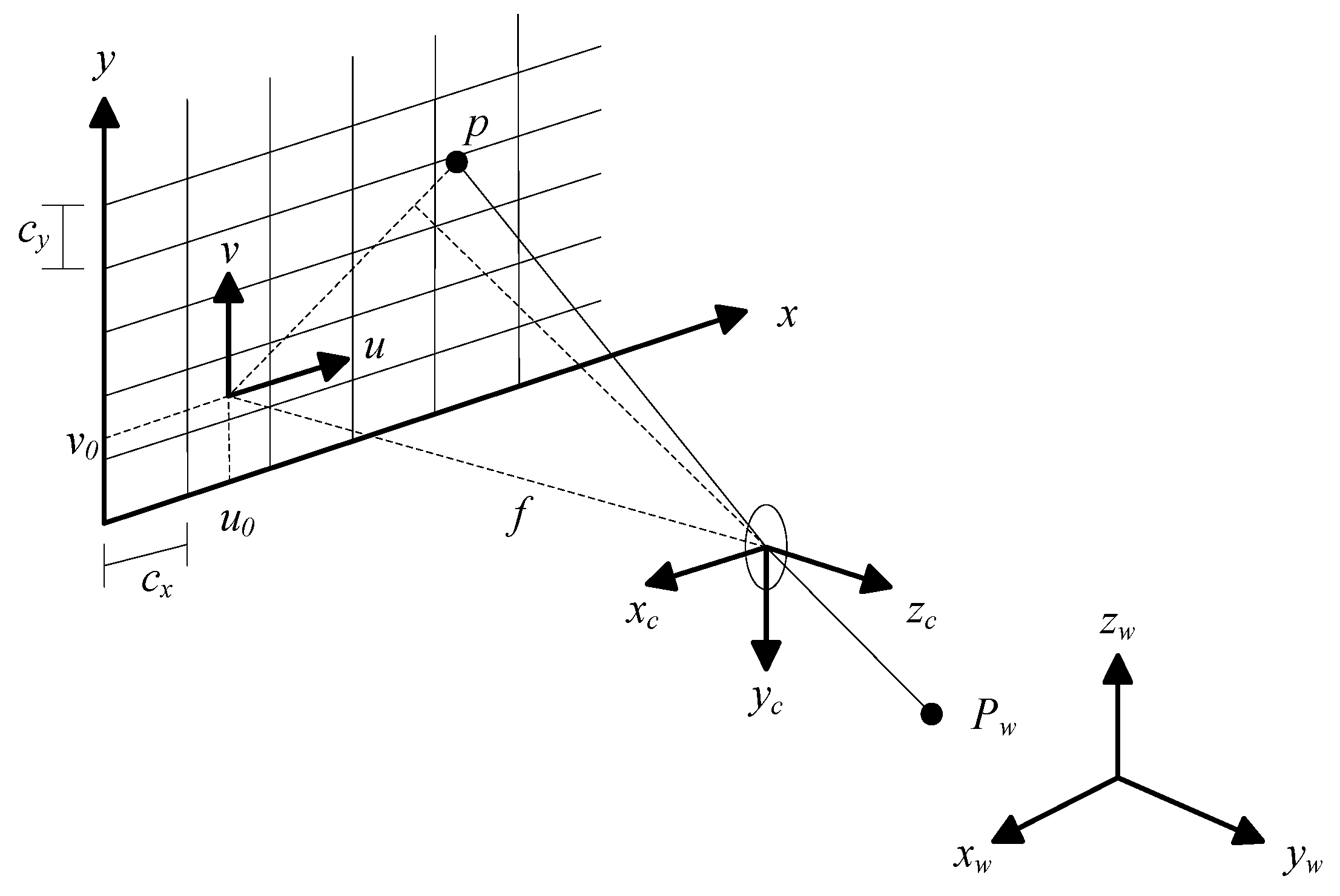
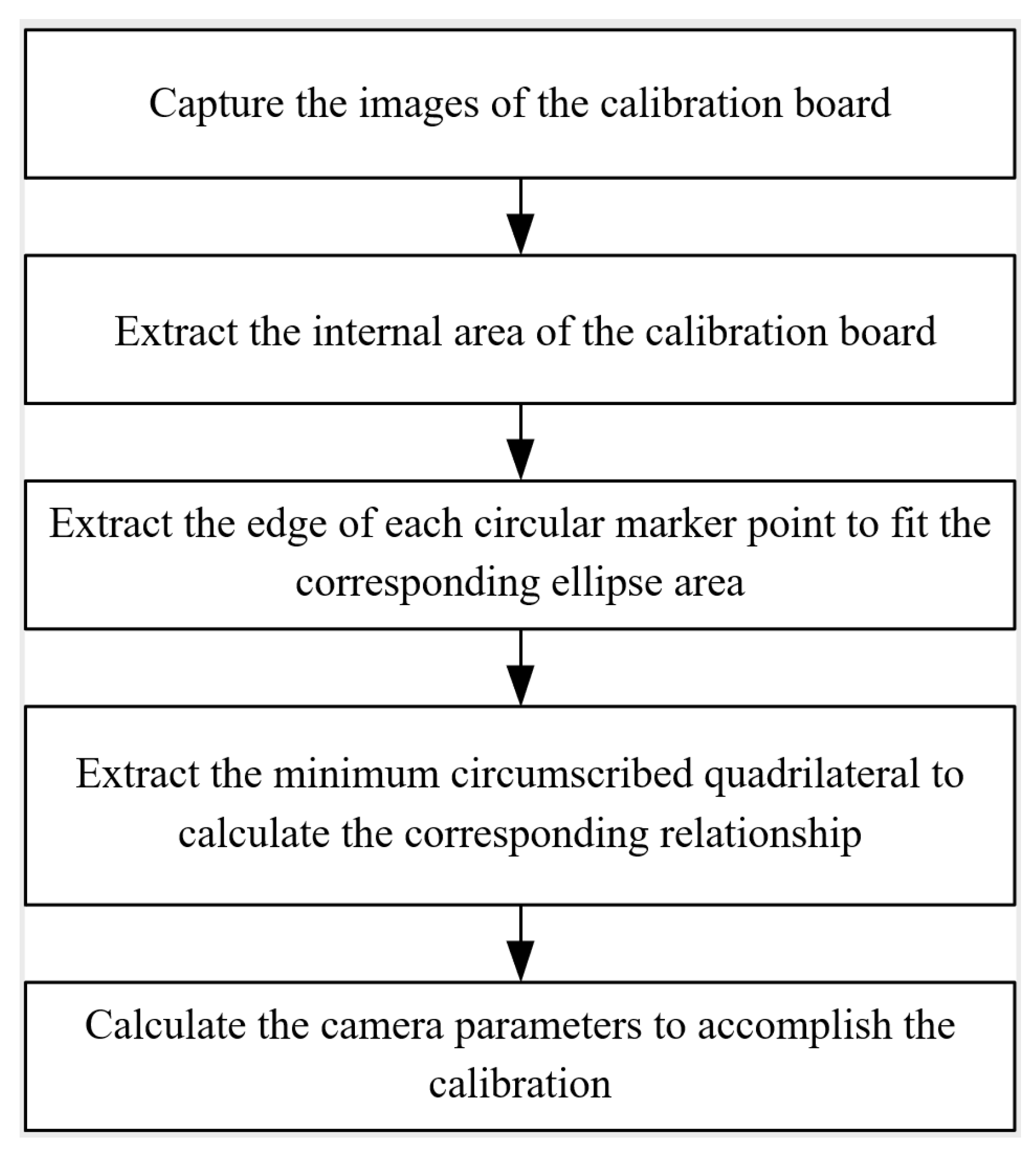
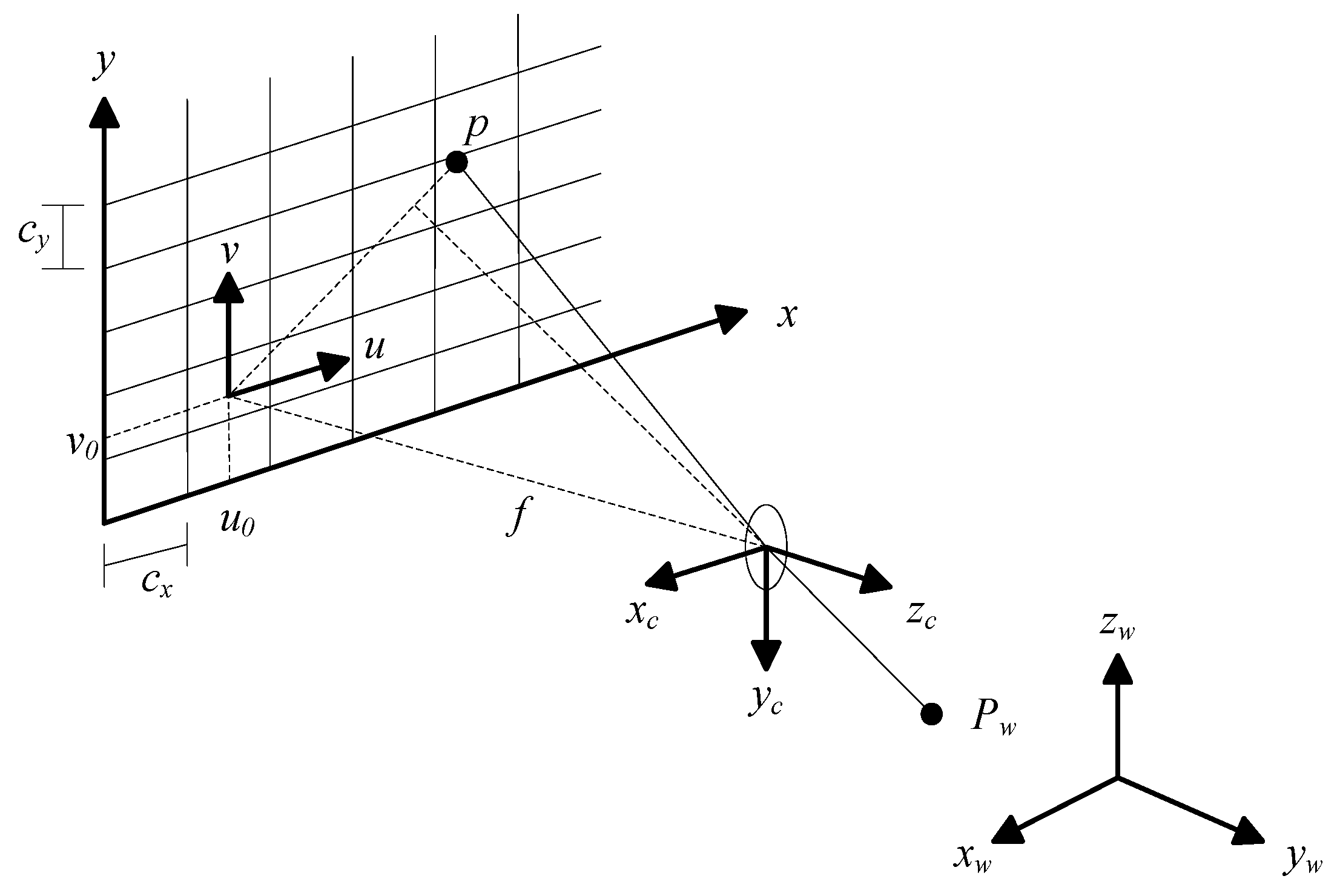
4. Calibration of the Optical Imaging System
5. System Development and Experiments
5.1. System Development
5.2. System Calibration
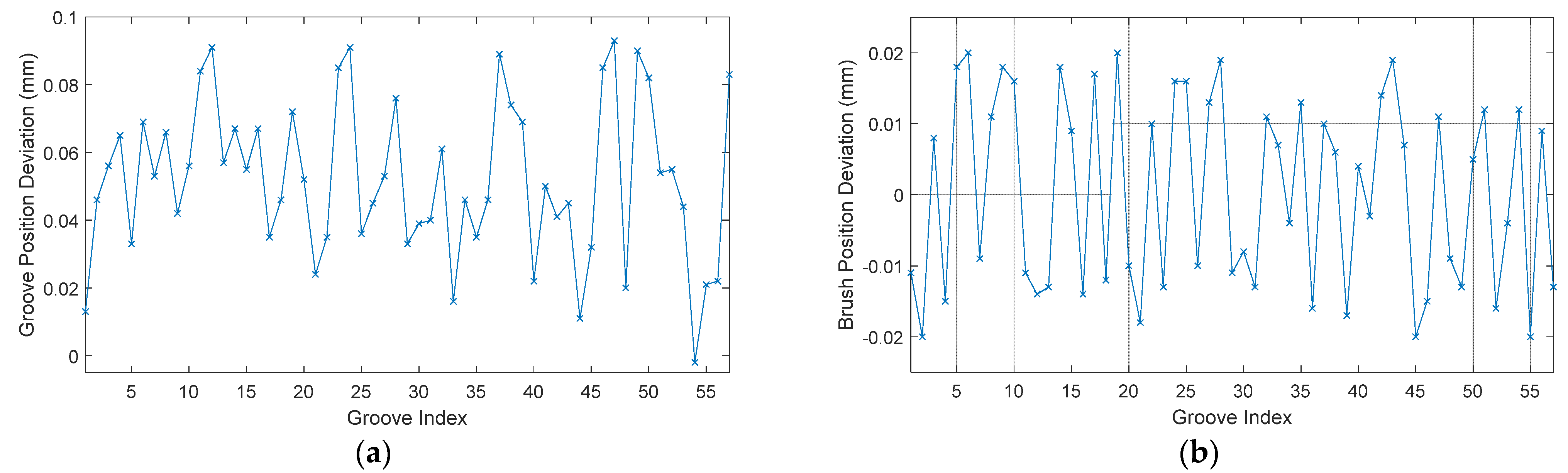
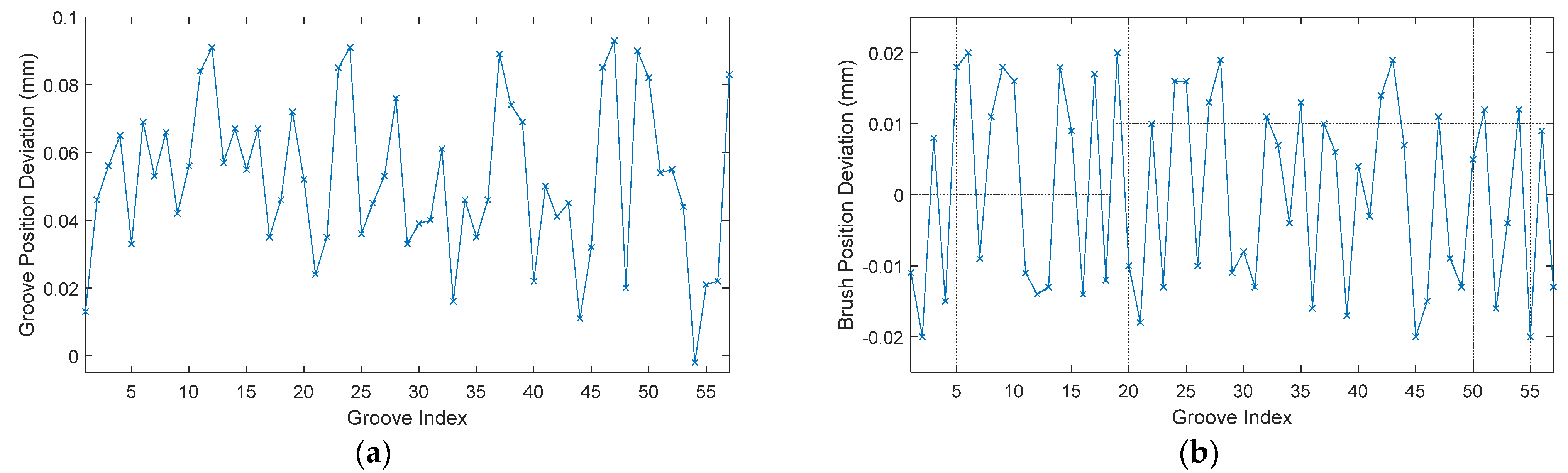
5.3. System Measurement
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, J.M.; Xing, L.H.; Li, Y.E.; Ge, F.J. The key technology and developing trend of the precision conductive slip-ring. Navig. Control 2015, 14, 20–26. [Google Scholar]
- Avino, F.; Gaffinet, B.; Bommottet, D.; Howling, A.; Furno, I. Slip ring test assembly with increased breakdown voltage limit for high-voltage bus satellites. IEEE Aerosp. Electron. Syst. Mag. 2020, 35, 32–36. [Google Scholar] [CrossRef]
- Ayub, M.A.; Mohamed, A.B.; Esa, A.H. In-line inspection of roundness using machine vision. Procedia Technol. 2014, 15, 807–816. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Wang, L.; Cai, N. Machine-vision-based surface finish inspection for cutting tool replacement in production. Int. J. Prod. Res. 2004, 11, 2279–2287. [Google Scholar] [CrossRef]
- Connolly, C. Optical inspection tools for the automotive industry. Sens. Rev. 2004, 24, 347–352. [Google Scholar] [CrossRef]
- Manish, R.; Venkatesh, A.; Ashok, S. Machine vision based image processing techniques for surface finish and defect inspection in a grinding process. Mater. Today Proc. 2018, 5, 12792–12802. [Google Scholar] [CrossRef]
- Chauhan, V.; Surgenor, B. Fault detection and classification in automated assembly machines using machine vision. Int. J. Adv. Manuf. Technol. 2014, 90, 2491–2512. [Google Scholar] [CrossRef] [Green Version]
- Shen, H.; Li, S.X.; Gu, D.Y.; Chang, H.X. Bearing defect inspection based on machine vision. Measurement 2012, 45, 719–733. [Google Scholar] [CrossRef]
- Jiang, P.; Yang, X.; Xi, J.T. Technology research and system development of on-machine measurement for slip ring based on machine vision. Modul. Mach. Tool Autom. Manuf. Tech. 2017, 3, 74–76+79. [Google Scholar]
- Dong, F.K.; Zheng, Z.Z.; Yuan, S.F.; Li, F.; Shi, Y.K. Research and development of micro-slot position detection system for conductive slip surface based on machine vision. Manuf. Technol. Mach. Tool 2018, 4, 126–130. [Google Scholar]
- Guo, W.T.; Wang, Y.L.; Lian, Z.X.; Zhang, Q.; Li, L.; Wang, M.Y. Research on detection method of precision assembly position based on line structured light. Laser Infrared 2021, 51, 720–726. [Google Scholar]
- Li, J.Y.; Li, J.; Wang, X.P.; Tian, G.Q.; Fan, J.F. Machine vision-based method for measuring and controlling the angle of conductive slip ring brushes. Micromachines 2022, 13, 447. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.P. Research on Angle Forming and Pressure Detection Technology of Conductive Slip Ring Brush Wire; Changchun University of Science and Technology: Changchun, China, 2021. [Google Scholar]
- Zhao, D.; Wu, Z.Q.; Yang, H.; Zhang, S.M.; Xi, J.T. Extracting characteristic size of crankshaft groove automatically based on shadow casting. Opto-Electron. Eng. 2012, 39, 63–70. [Google Scholar]
- Geusebroek, J.M.; Smeulders, A.W.M.; Weijer, J.V.D. Fast anisotropic gauss filtering. IEEE Trans. Image Process. 2003, 12, 938–943. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Steger, C. An unbiased detector of curvilinear structures. IEEE Trans. Pattern Anal. Mach. Intell. 1998, 20, 113–125. [Google Scholar] [CrossRef] [Green Version]
- Xu, G.; Sun, L.N.; Li, X.T.; Su, J.; Hao, Z.B.; Lu, X. Adaptable center detection of a laser line with a normalization approach using hessian-matrix eigenvalues. J. Opt. Soc. Korea 2014, 18, 317–329. [Google Scholar] [CrossRef] [Green Version]
- Min, D.B.; Choi, S.; Lu, J.B.; Ham, B.; Sohn, K.; Do, M.N. Fast global image smoothing based on weighted least squares. IEEE Trans. Image Process. 2014, 23, 5638–5653. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D. Research of the Automatic and Precision Measurement of Crankshaft Groove in Automobile Engine Based on Shadow Casting; Shanghai Jiao Tong University: Shanghai, China, 2012. [Google Scholar]
- Wang, Y.K.; Ye, F.; Li, J.; Chen, X.B.; Xi, J.T.; Xu, X.J. Underwater fuel assembly deformation measurement with multisensor dual-line structured light. Appl. Opt. 2021, 60, 9624–9633. [Google Scholar] [CrossRef] [PubMed]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Wang, Y.; Sheng, Y.; Yu, C.; Yang, X.; Xi, J. Vision-Aided Brush Alignment Assembly System for Precision Conductive Slip Rings. Machines 2022, 10, 393. https://doi.org/10.3390/machines10050393
Chen X, Wang Y, Sheng Y, Yu C, Yang X, Xi J. Vision-Aided Brush Alignment Assembly System for Precision Conductive Slip Rings. Machines. 2022; 10(5):393. https://doi.org/10.3390/machines10050393
Chicago/Turabian StyleChen, Xiaobo, Yukun Wang, Ying Sheng, Chengyi Yu, Xiao Yang, and Juntong Xi. 2022. "Vision-Aided Brush Alignment Assembly System for Precision Conductive Slip Rings" Machines 10, no. 5: 393. https://doi.org/10.3390/machines10050393
APA StyleChen, X., Wang, Y., Sheng, Y., Yu, C., Yang, X., & Xi, J. (2022). Vision-Aided Brush Alignment Assembly System for Precision Conductive Slip Rings. Machines, 10(5), 393. https://doi.org/10.3390/machines10050393