1. Introduction
Ore treatment process is an essential step in the mining industry. The goal is to reduce it to a desired particle size by using a ball mill, to be then treated chemically or physically [
1]. This process is most often associated with high operating costs. About 70% of these costs are attributed to the particle reduction range from 30–50 mm to 20–50 micron [
2,
3]. Research should be carried out to reduce these costs by exploring different solutions, for example, (i) optimizing the energy consumed by the ball mills [
4,
5], (ii) automation of the grinding process [
6,
7,
8], or (iii) optimization of maintenance operations. The main purpose of industrial maintenance is to ensure the availability of the production tools. If well applied, it can also contribute efficiently to a reduction of the operating costs of the machines. Industrial maintenance has undergone a continuous evolution over the years, advancing from a corrective to a preventive approach. However, the drawback of this approach is the risk to intervene too late when a failure has already occurred before the next scheduled maintenance, or replacing parts too early, which might have been still functional before failure. However, this could be corrected by a so-called conditional preventive approach according to which an intervention is decided based on the measured state of the equipment.
Vibration analysis has long been the main tool for monitoring rotating machines and is therefore highly represented in the industry. It operates based on the properties of impulsivity and periodicity of disturbances related to a localized fault. However, when applied to nonstationary operating conditions and impulsive environments such as in the mining industry, it shows a lack of precision to detect mechanical defects. The monitoring methods using vibration analysis developed in the context of rotating machines should be accurate in order to ensure a reliable diagnosis. To obtain satisfactory results, real conditions in which the monitored equipment operates must be considered. Through modeling and simulation, it is becoming increasingly possible to understand certain complex phenomena normally rather difficult to obtain directly in an industrial environment. This paper focuses on the vibration behavior of gearboxes driving ball mills in the mining industry, which often operate in a harsh environment due to shocks and collisions on the mill drum.
Research has already focused on these issues, particularly in the context of gear modeling. The first trend focuses on the consideration of varying operating conditions. This research seeks to understand, with the help of modeling, the consequences that fluctuations in loading and/or speed can have on the diagnosis of gear defects by vibration analysis. F. Chaari et al. [
9] proposed a model for the variation of the gearing stiffness based on the mechanical characteristics of the drive motor and the loading conditions. Simulation results on a single-stage spur gear transmission led to frequency modulations in perfect agreement with experimental results. W. Bartemus and R. Zimroz [
10] demonstrated through a concentrated mass modeling and an experimental investigation the sensitivity of a gear transmission in terms of vibration level and increasing loading conditions. They showed that a defective transmission is more sensitive to increased load by generating higher vibrations. N. Baydar and A. Ball [
11] concluded that a spectral analysis cannot track the degradation of a gear’s condition under fluctuating load conditions. They used the instantaneous power spectrum to detect local defects in the teeth of a gear under different load conditions. Farhat et al. [
12] developed a numerical model of single-stage gears subjected to variable speed and load conditions and studied their influences in the presence of combined gear and bearing faults.
Other researchers have been interested in the environment, in which most rotating machines operate, mainly in the mining industry. The presence of shocks, impulses, and collisions of materials that characterize most mining processes is often highlighted. It has been observed that the vibration signatures collected in these processes are most often contaminated by the presence of noncyclic impulsive shocks at high energy. This phenomenon makes it difficult to extract useful information about the monitored machine faults. Stochastic signal modeling approaches are most often used for these types of processes. G. Yu and N. Shi [
13], for example, proposed a new method of statistical modeling of gear defects based on an α-stable distribution. A. Wylomanska et al. [
14] also proposed a method for separating the useful signal related to the bearing fault from a noncyclic and non-Gaussian impulsive noise, in the context of monitoring a raw material crusher. The proposed technique was applied to a simulated signal as well as a real signal. S. Schmidt et al. [
15] suggested the synchronous median of the square of the envelope method, instead of the synchronous mean of the square of the envelope of a vibration signal, for fault diagnosis of gearboxes operating under variable conditions and in an impulsive environment. This study showed its effectiveness on simulated and real signals. Jacek w et al. [
16] proposed to use nonnegative matrix factorization of spectrogram for separation cyclic and noncyclic impulsive components from a hammer crusher. Jacek w. [
17] proposed the time-varying spectral kurtosis (TVSK) as a means of spectral kurtosis adaptation for frequency-band selection of bearing damage signals under variable operating conditions. In a corresponding trend, Hebda-Sobkowicz et al. [
18] presented a new approach to local bearing damage detection in the presence of non-Gaussian impulsive noise based on conditional variance statistics to identify cyclic and noncyclic impulses. This method allows to detect and extract cyclic-impulsive signal (damage in bearing) in the presence of high amplitude noncyclic impulsive signal. Several other researchers have addressed the issue in this sense [
19,
20,
21].
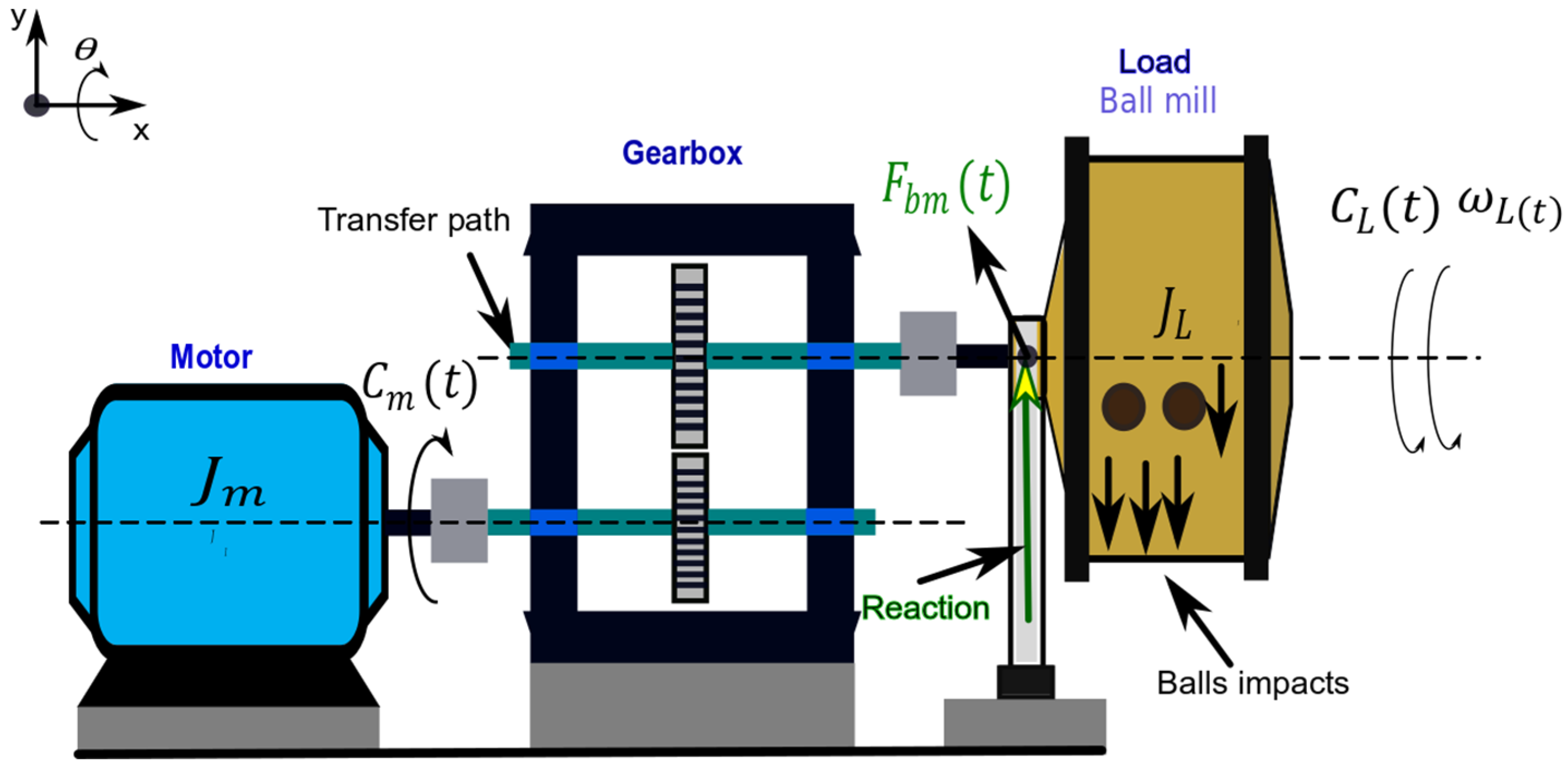
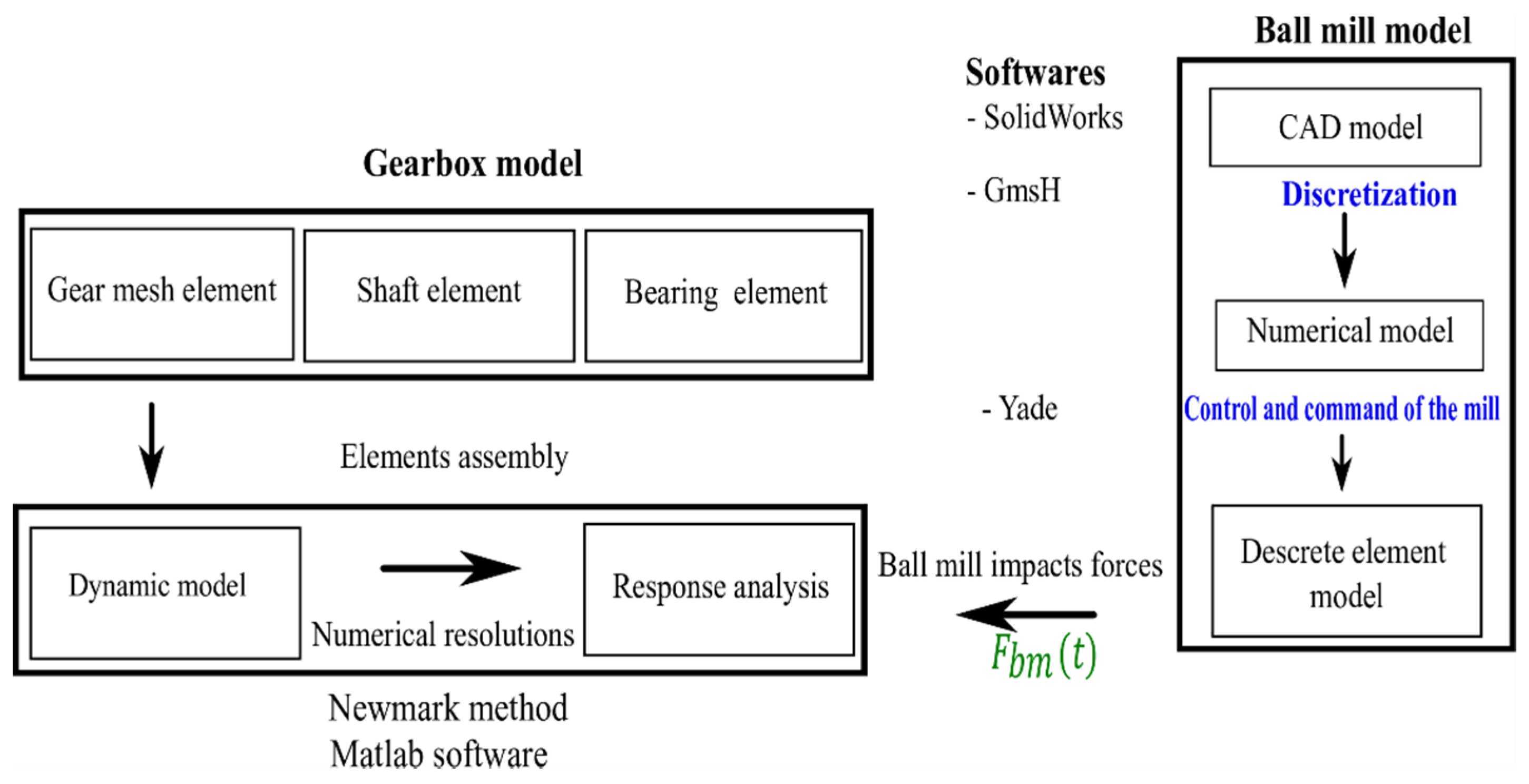
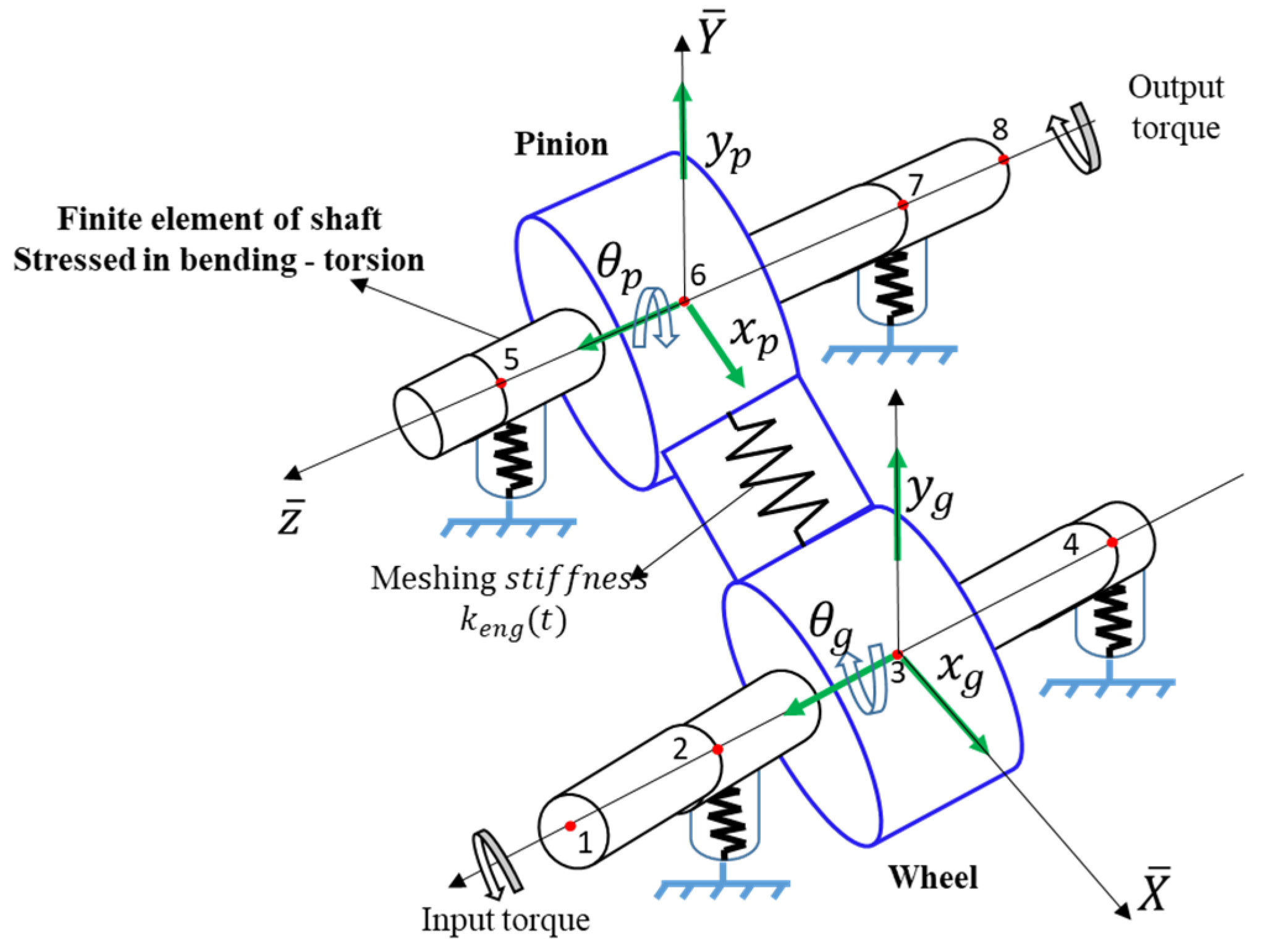
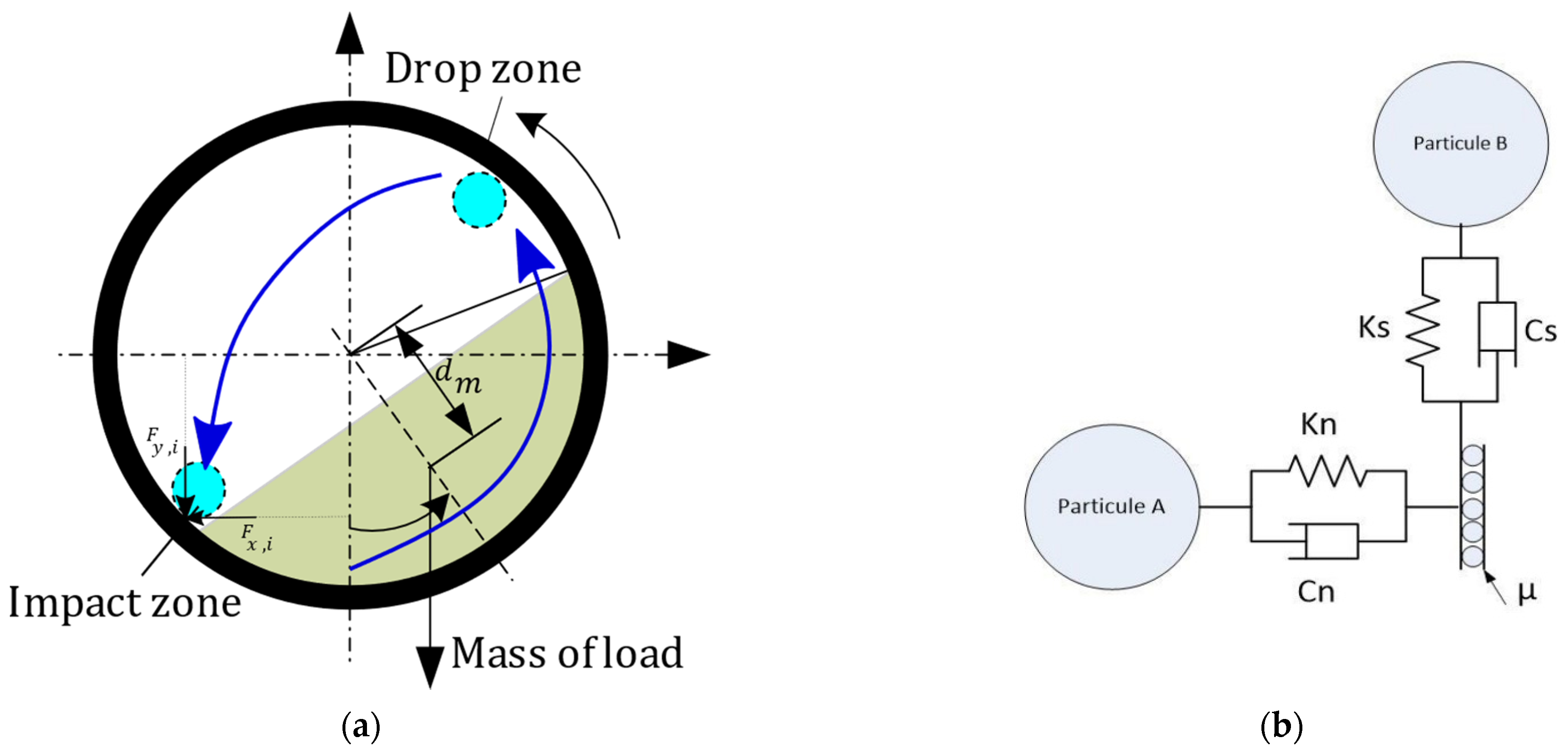
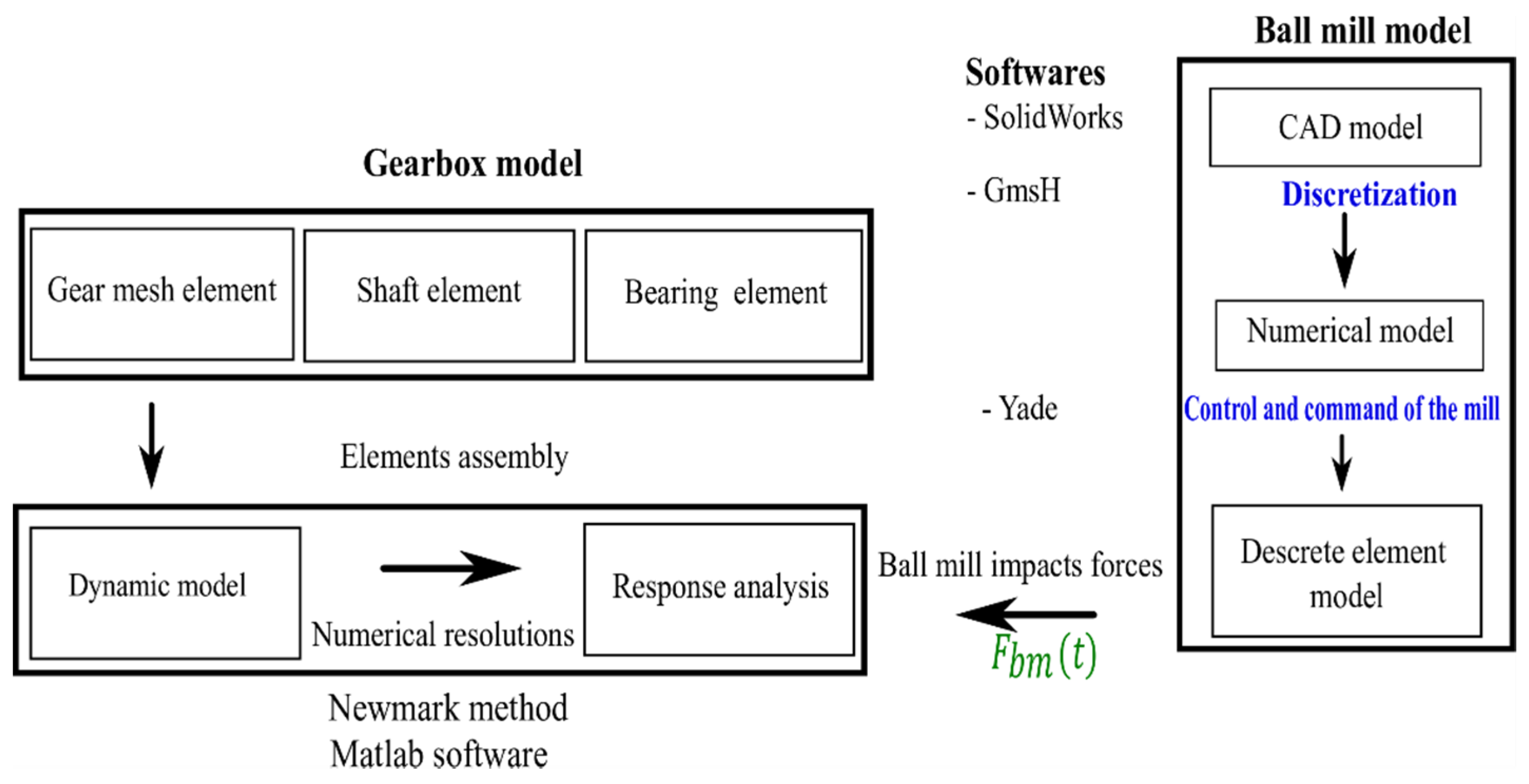
Gearboxes driving ball mills in the mining industry are subject to impulsive forces created by the falling of the balls and ore against the mill drum. The vibratory characteristics of the gears leading to a fault detection can be affected by the presence of these forces/shocks, which makes it difficult to detect localized faults in the gearboxes. However, in the literature, no numerical model allows us so far to understand the vibratory behavior of gearboxes in an impulsive environment such as that generated by the ball mill. The lack of knowledge of the nature of the forces generated by the fall of the balls against the mill drum does not permit us to develop an efficient mathematical model that characterizes the distribution of these forces. For modeling gears in an impulsive environment, the common practice is to synthesize the signal, considering it as a combination of several components: a deterministic component which often characterizes the manifestation of the fault, a gaussian random component which models noise, and a non-Gaussian random component which models impulsive noise. The weakness of this method is that the modeled signal can only describe one type of defect at a time. In this paper, a new hybrid numerical approach is proposed, combining two types of models: (i) a classical model of a gear transmission (lumped parameter model and finite elements models for gear and shaft), (ii) a discrete element model of a ball mill. The second model simulates the internal behavior of the ball mill and provides the grinding forces that will be considered as external efforts in the model of the transmission. The objective is to show, using this model, the influence of impulsive grinding forces on the transmission vibratory behavior in the presence of defects. In addition to the introduction and the conclusion, the paper is organized into three main sections.
Section 2 presents the general methodology of the hybrid approach giving details on the software and the design of the simulation to be performed.
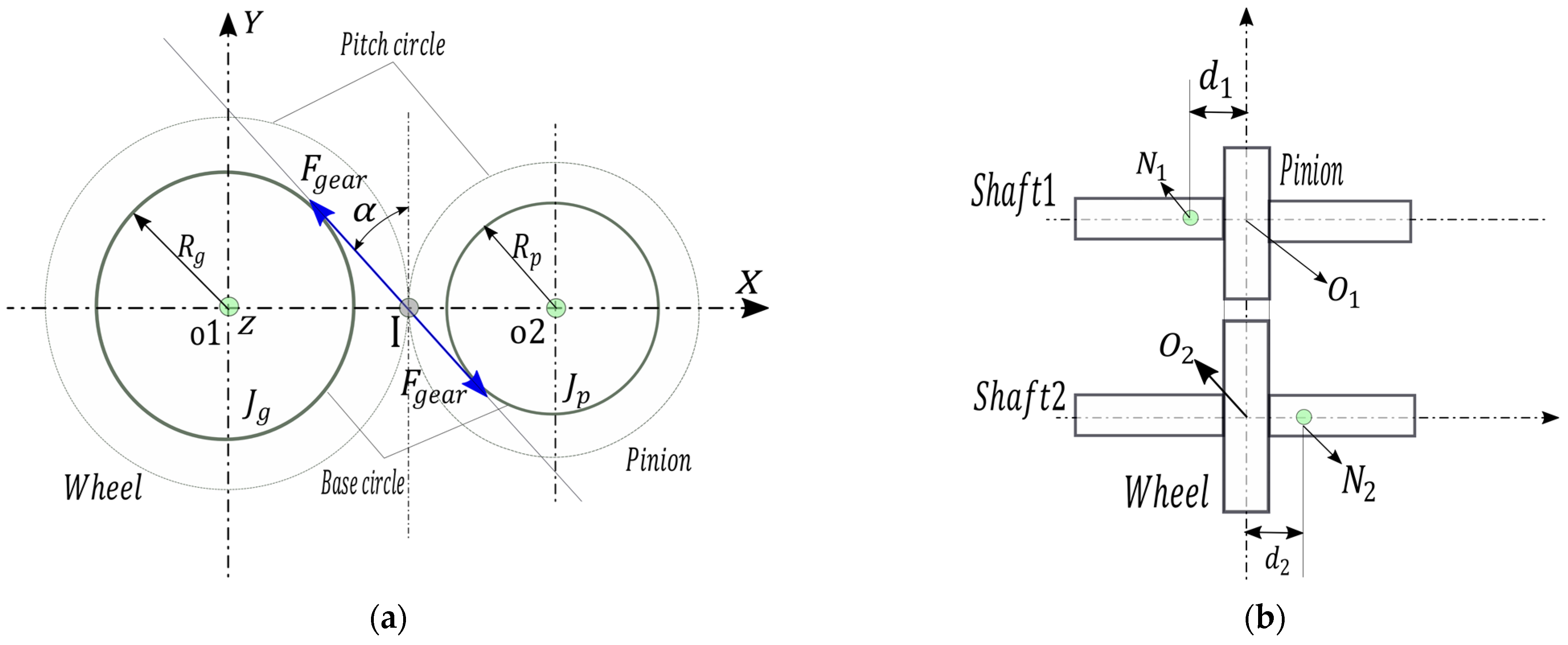
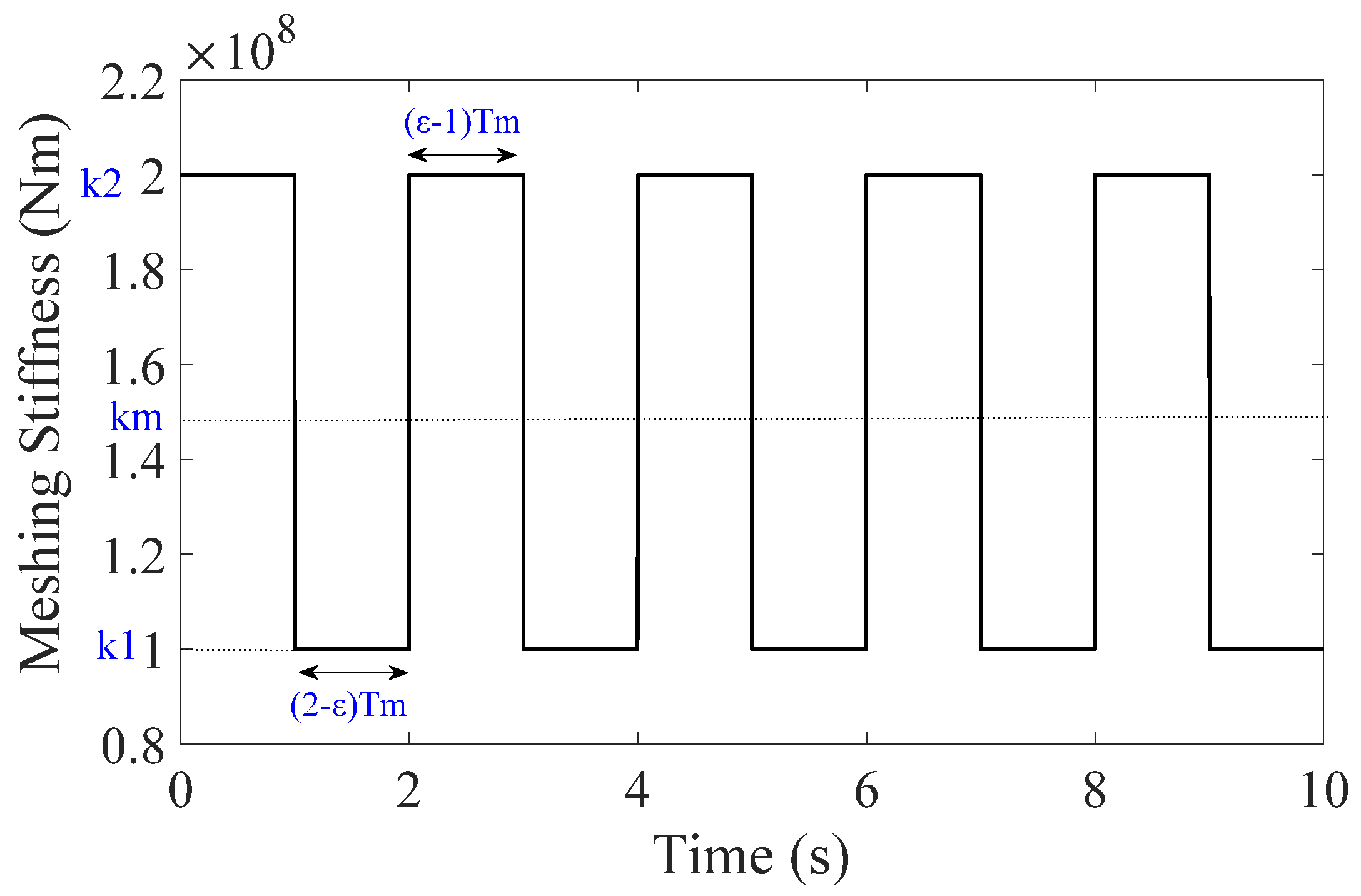
Section 3 focuses on the description of the gearbox model and the ball mill model separately.
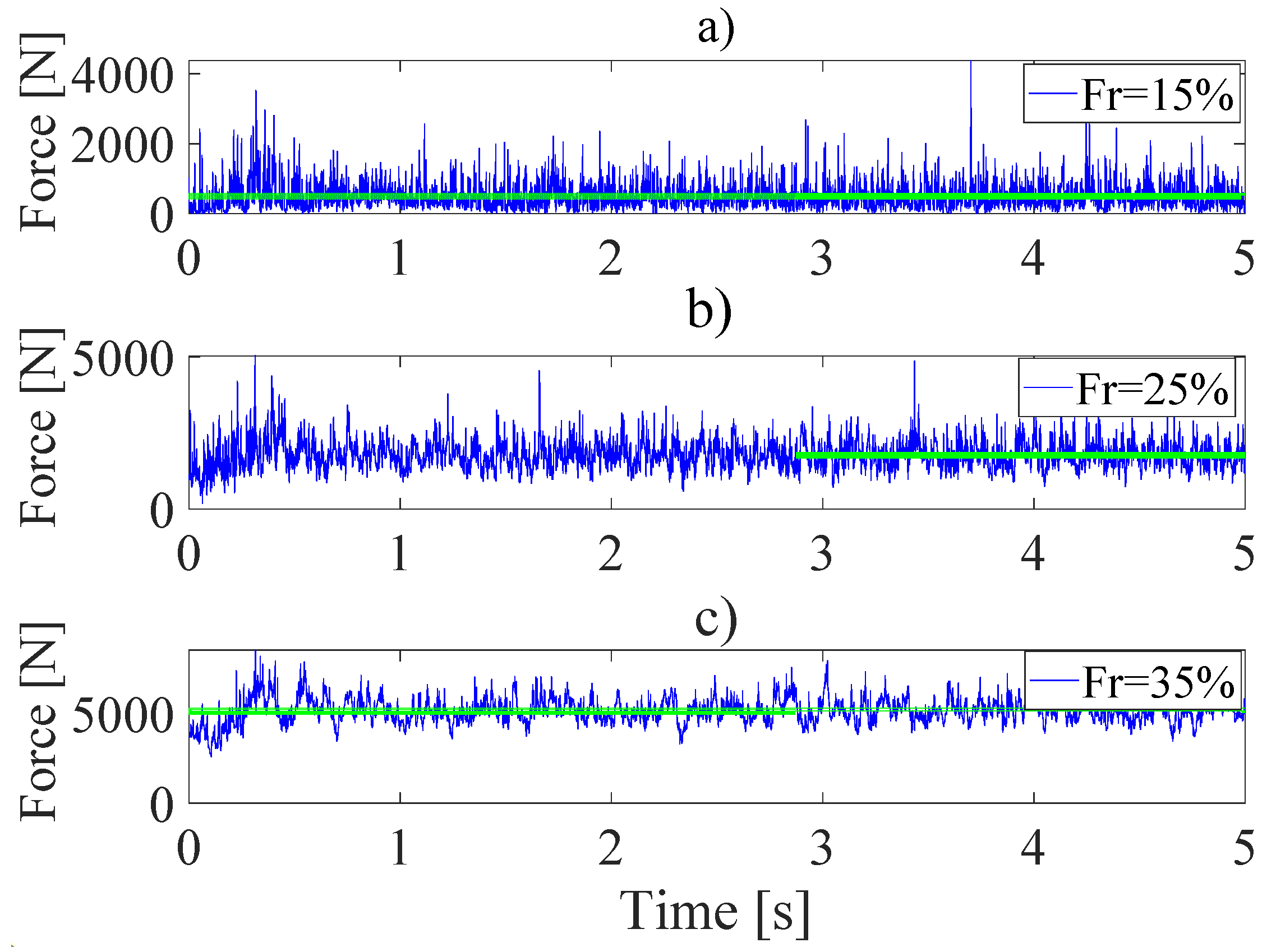
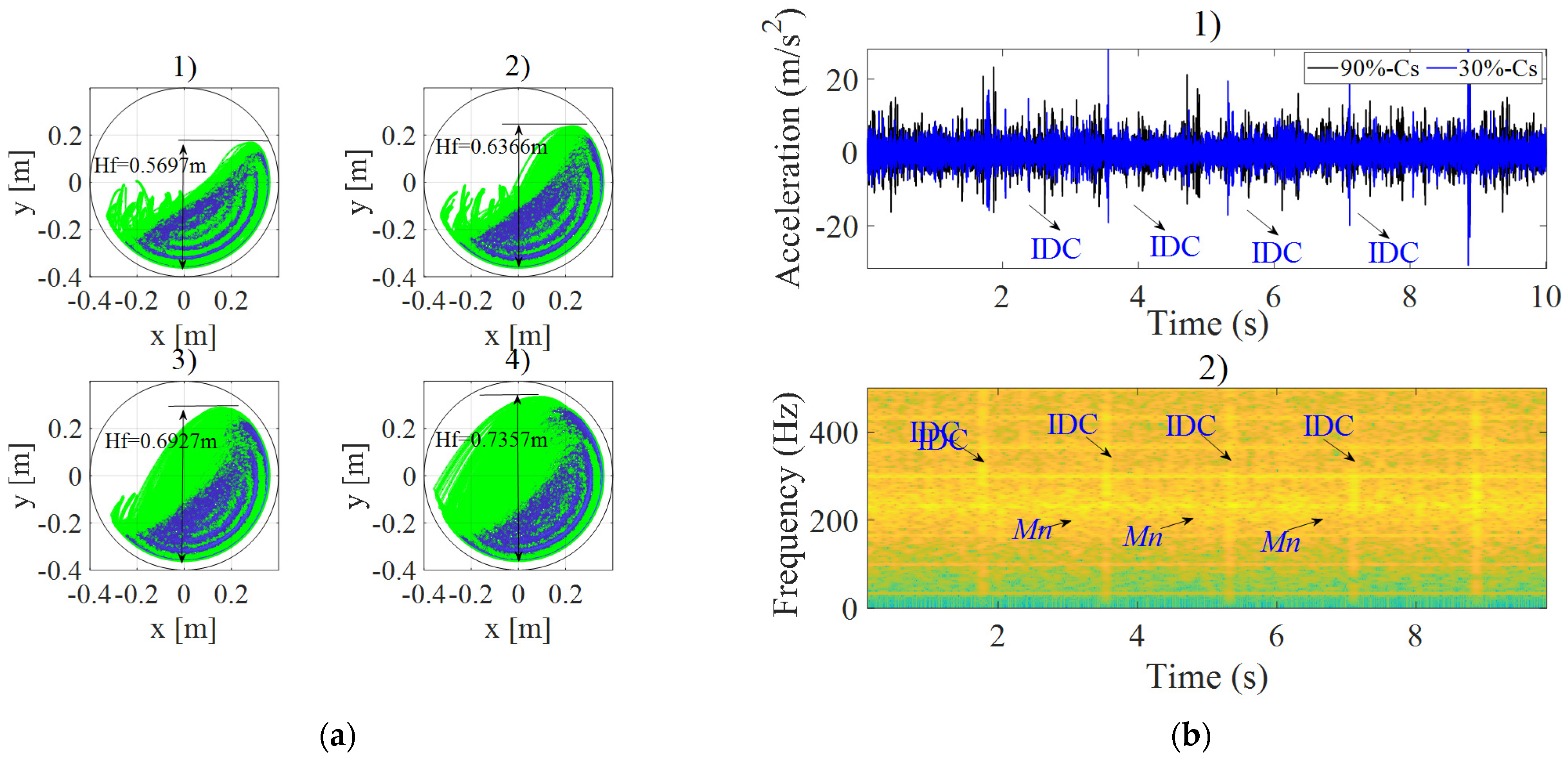
Section 4 presents results; first, the load profile and the shape of the grinding forces are presented, then the influences of its forces are studied in healthy and under crack fault conditions, respectively.
5. Conclusions
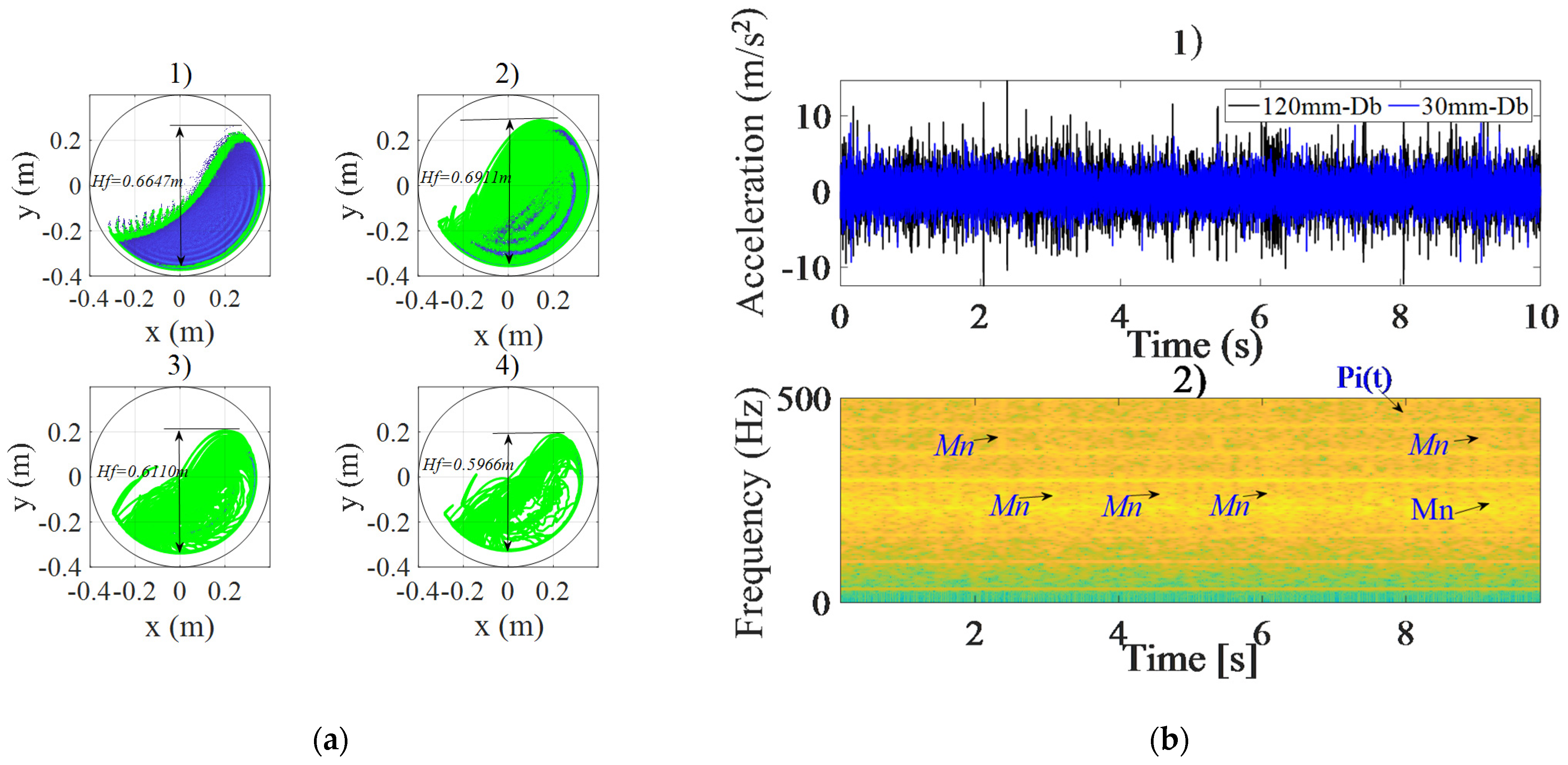
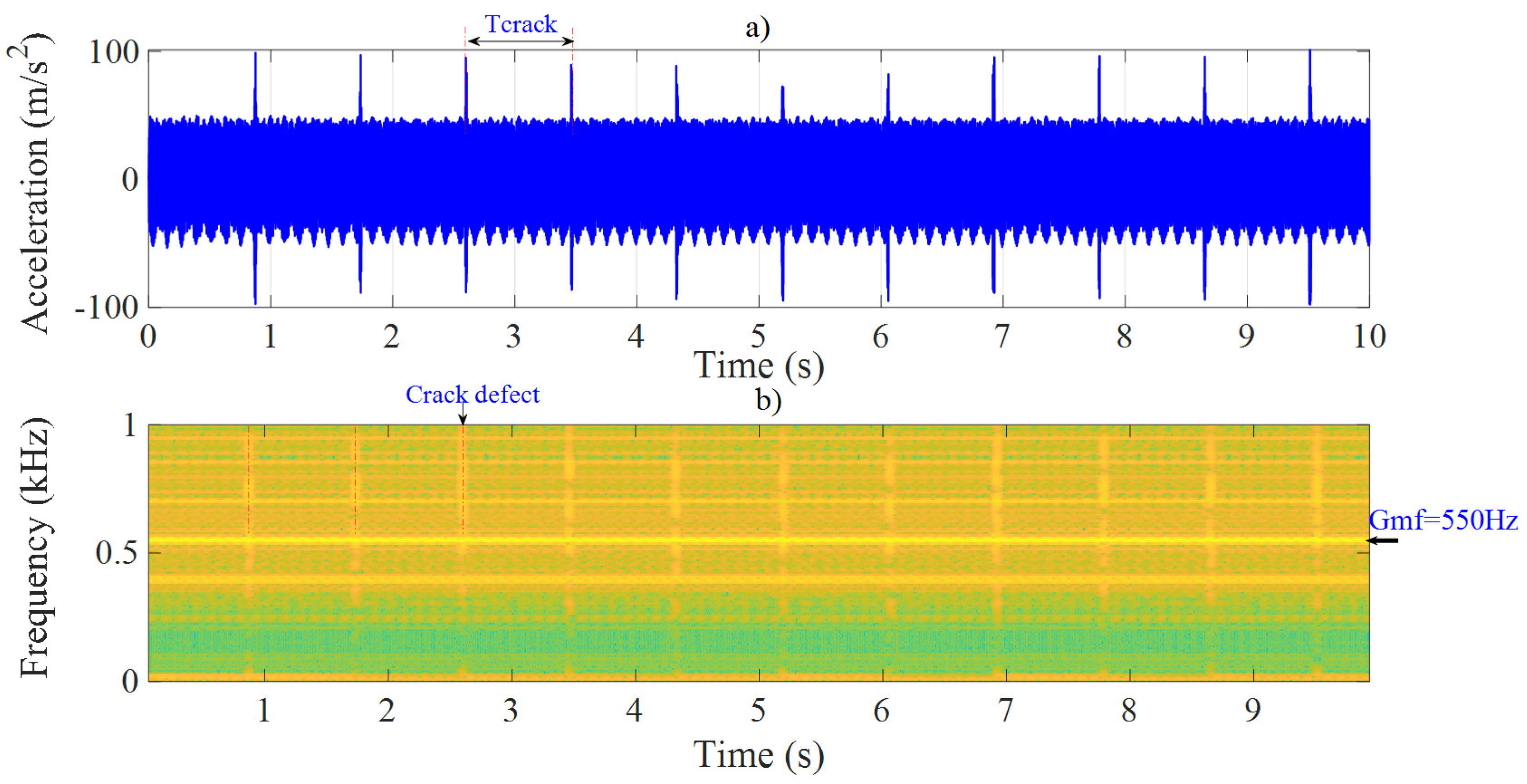
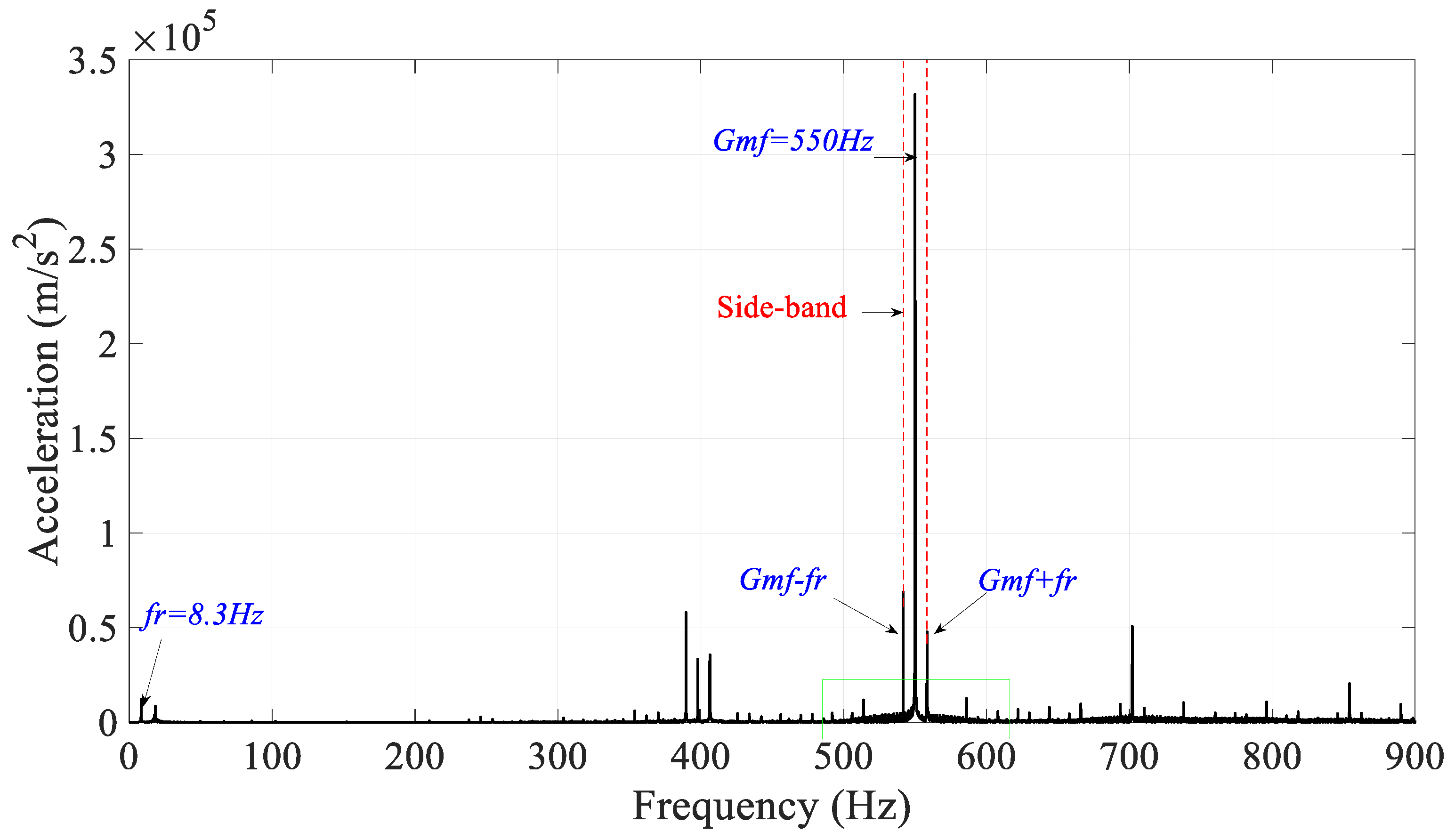
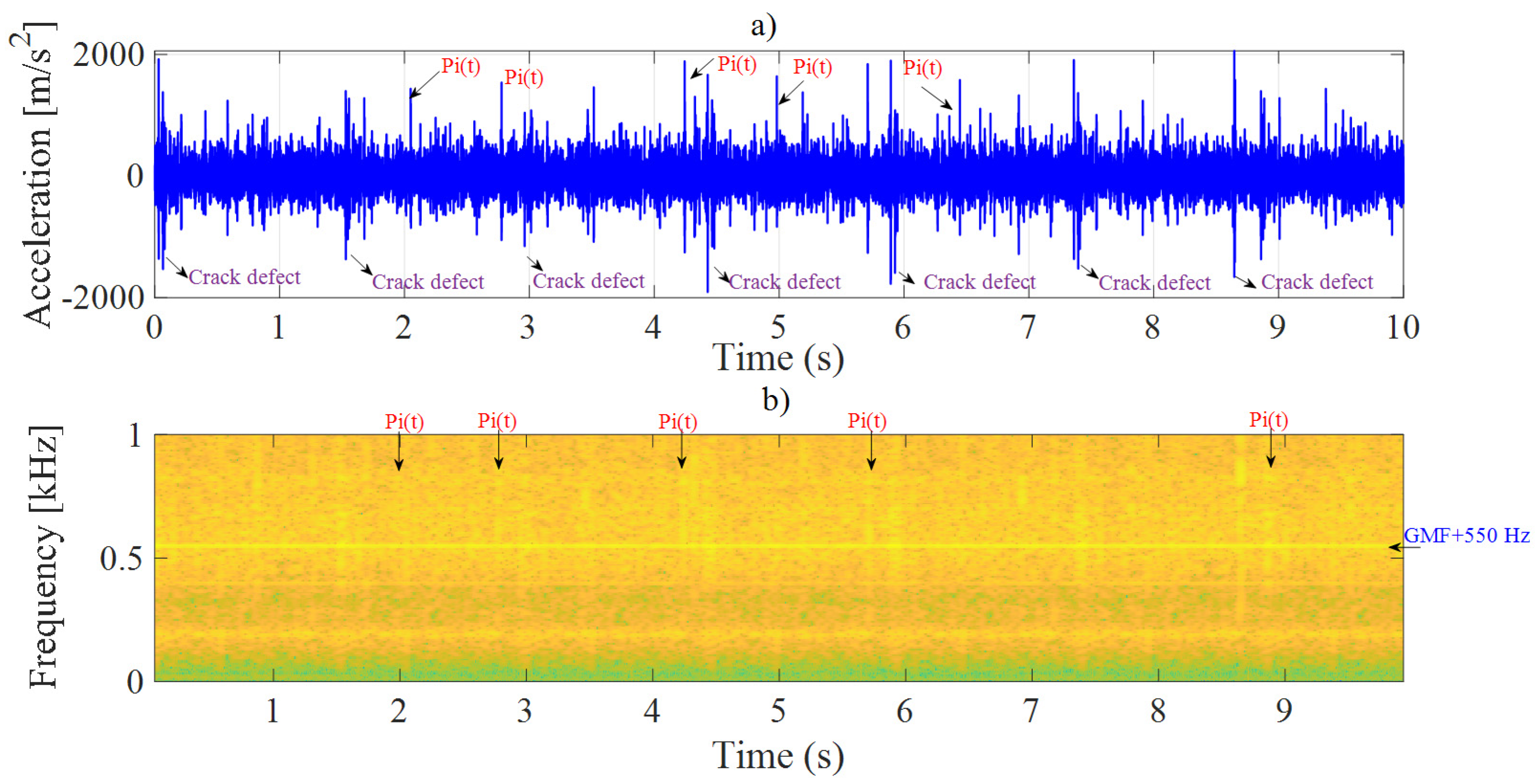
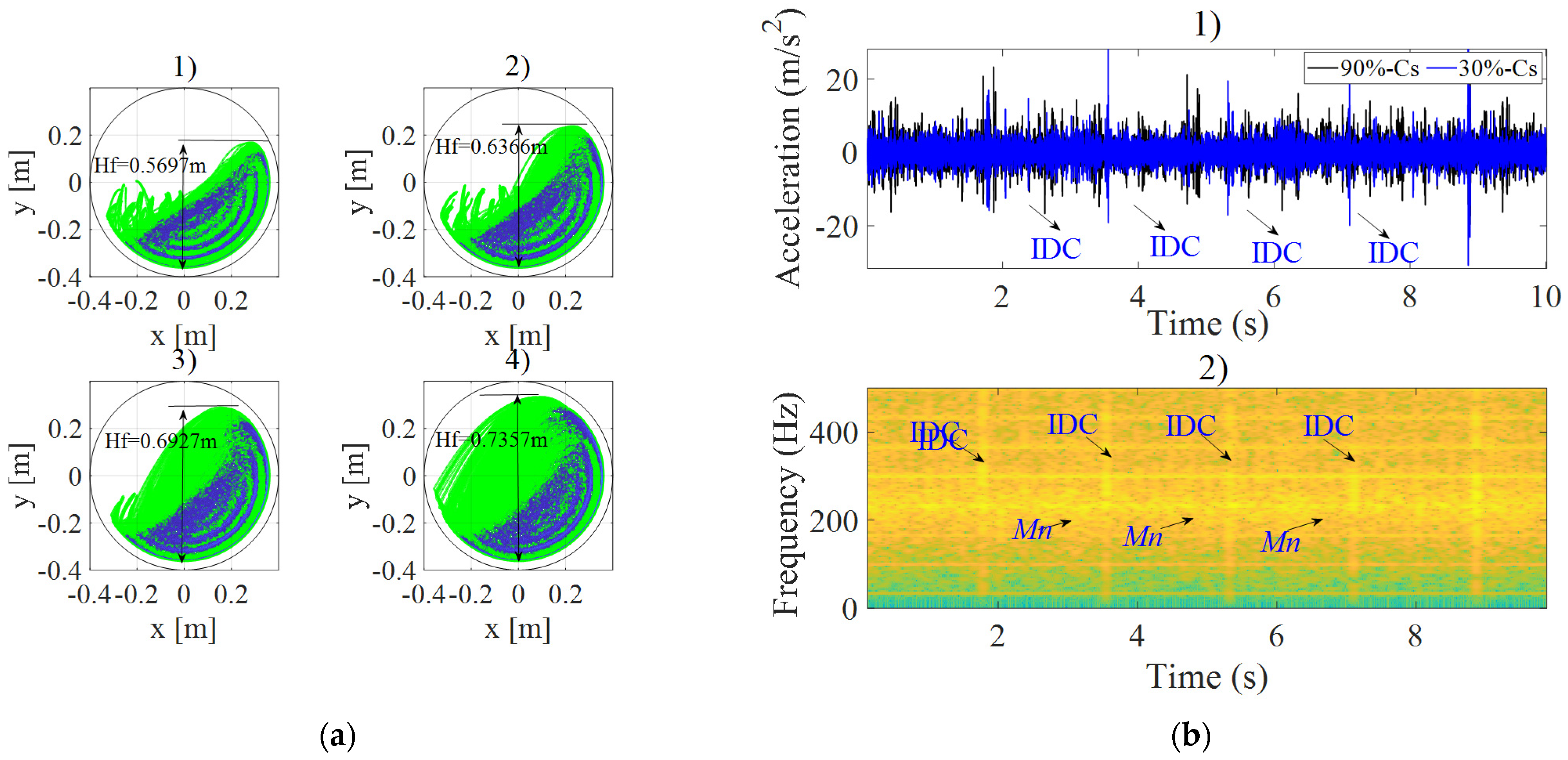
This paper presented an original approach to study the influence of grinding forces on the vibratory behavior of a ball mill gearbox. By inserting a discrete element model of a ball mill into the dynamic model of a gear transmission, the paper highlighted for the first time three parameters intrinsic to the grinding process, i.e., the filling rate, the rotation speed, and the ball size, as the cause of the impulsive noise in the vibration signal. This is of great importance for transmission systems mounted in the mining industry operating in a noisy and impulsive environment. Through the short-term Fourier transform (STFT) of the envelope signal, the results showed that the increase of the filling rate leads to an increase of the impulsive noise. This phenomenon masked the defect signature, which only manifested itself at a high degradation rate. In this case, the defect was only visible in the spectrogram at a high severity level, i.e., 30–45% of the degradation rate. An increase of the rotation speed led to a decrease in the impulsive noise and increased the risk of the defect manifestation. In fact, when the rotation speed was close to the critical speed of the mill, the balls, due to centrifugal force, adhered to the mill wall and led to a decrease in impulses. In this case, the defect was visible in the spectrogram at a mean severity level, i.e., 15–30% of the degradation rate. The decrease in ball size had the opposite effect to that of the filling rate. It led to a manifestation of Gaussian noise. In this case, the defect was only visible in the spectrogram at a mean severity level, i.e., 30% of the degradation rate. Although all three parameters each had a significant contribution to impulsive noise, filling rate was the parameter that showed a large prominence over the other two.
The results presented in this paper were obtained by considering a constant load and speed. However, the dynamics of the load inside the mill implies a fluctuating velocity and load, which was not considered. These operating conditions will be considered variables in future work. In addition, the presence of impulsive shocks in the signal also contributes to masking the fault signal. Thus, signal-processing methods must be implemented in order to separate the impulsive shocks of the fault from those caused by the balls falling against the mill drum. The present work was limited to a numerical study of the observed phenomena. However, an experimental validation of the proposed model will be an important step towards the confirmation of the simulation results.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}