
Application of a Robust Decision-Making Rule for Comprehensive Assessment of Laser Cutting Conditions and Performance


 , ,
, ,  and
and
Abstract
:1. Introduction
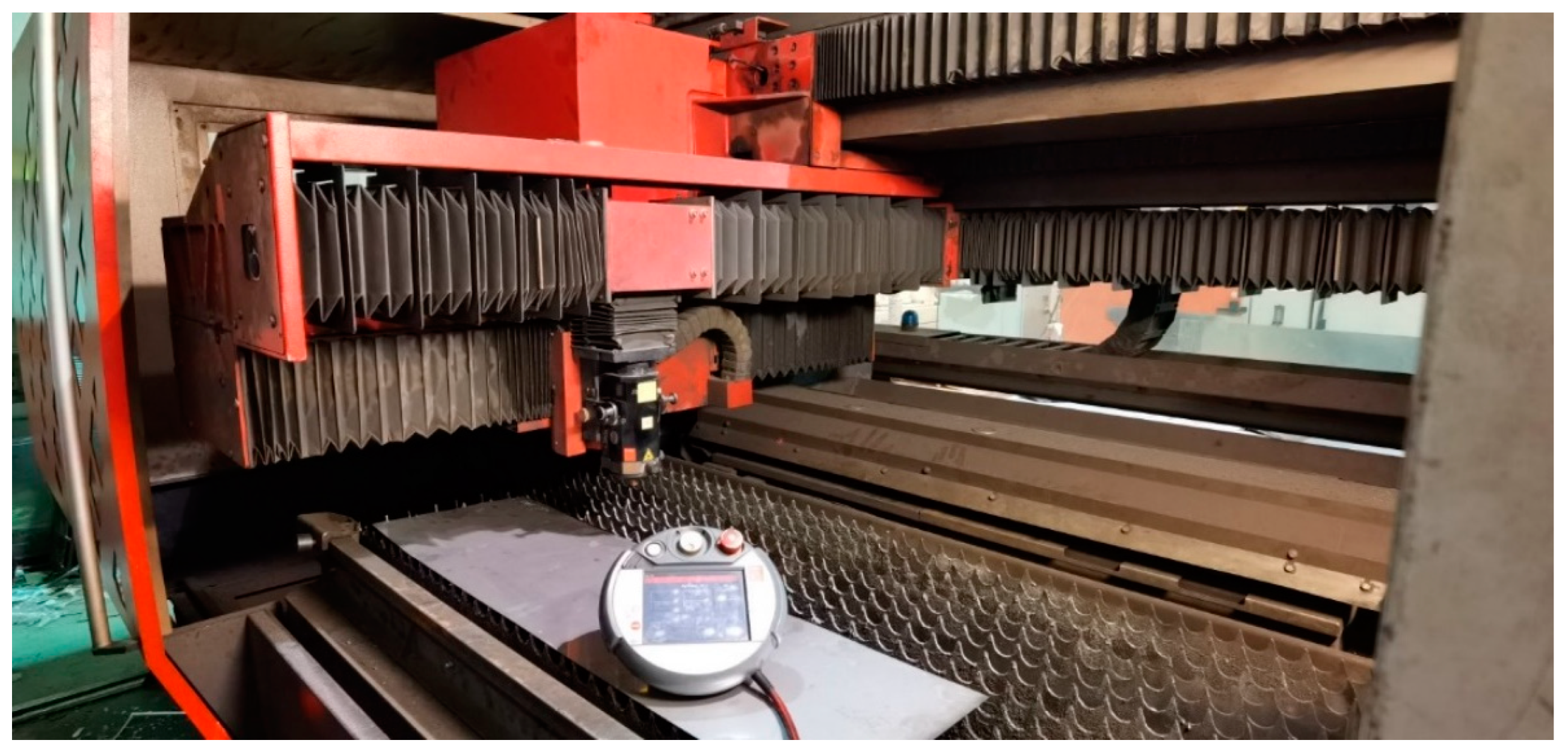
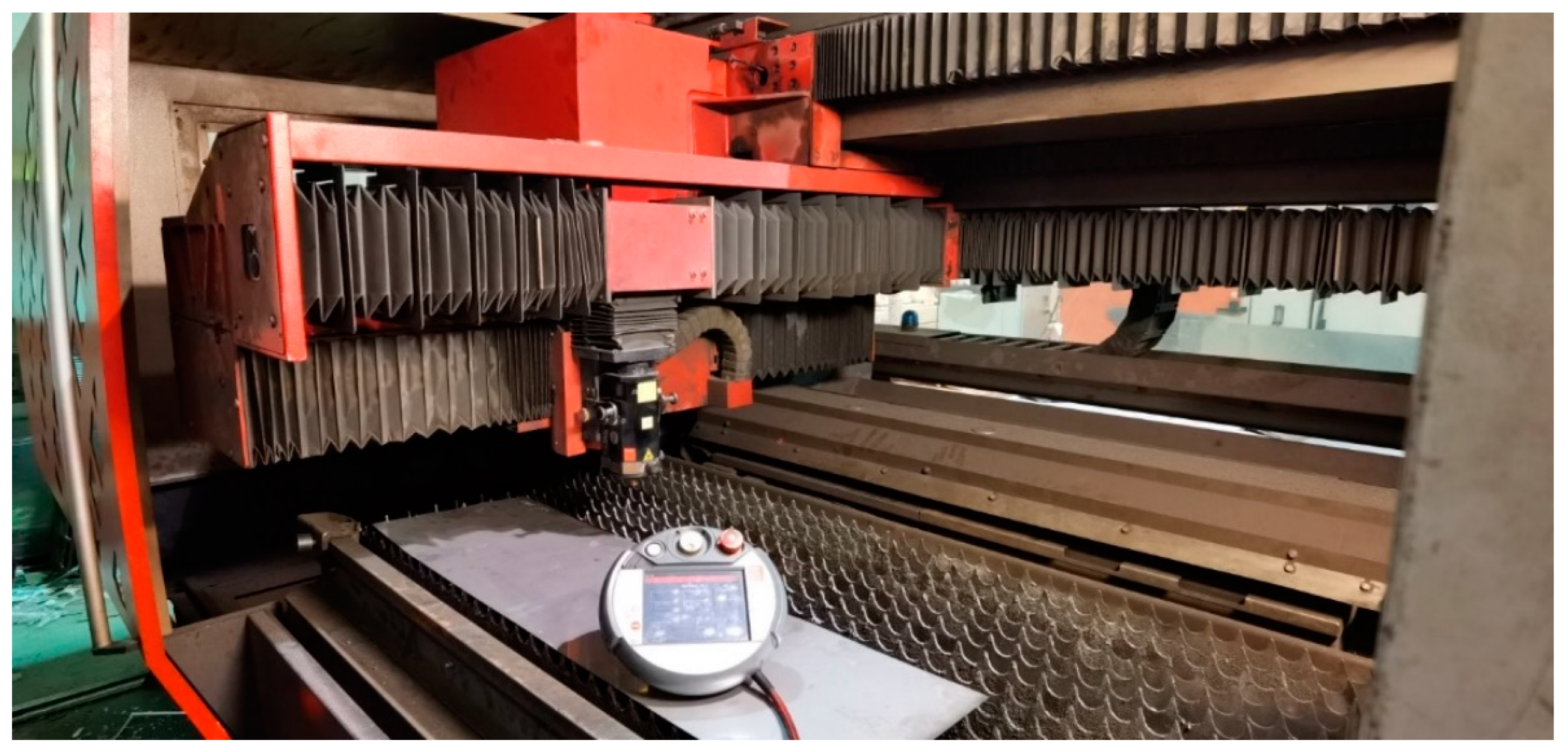
2. Experimental Procedure and Details
3. Development of a Laser Cutting MCDM Model and Solution Approach
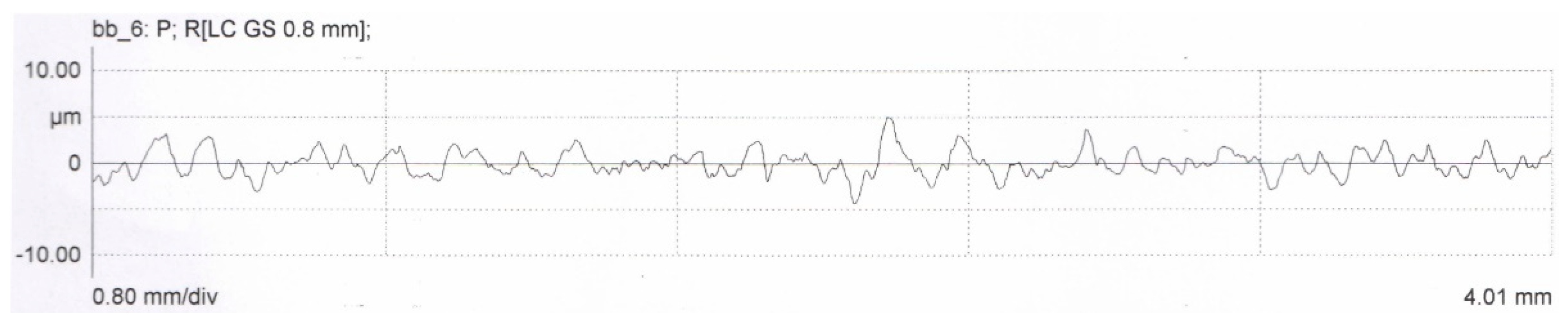
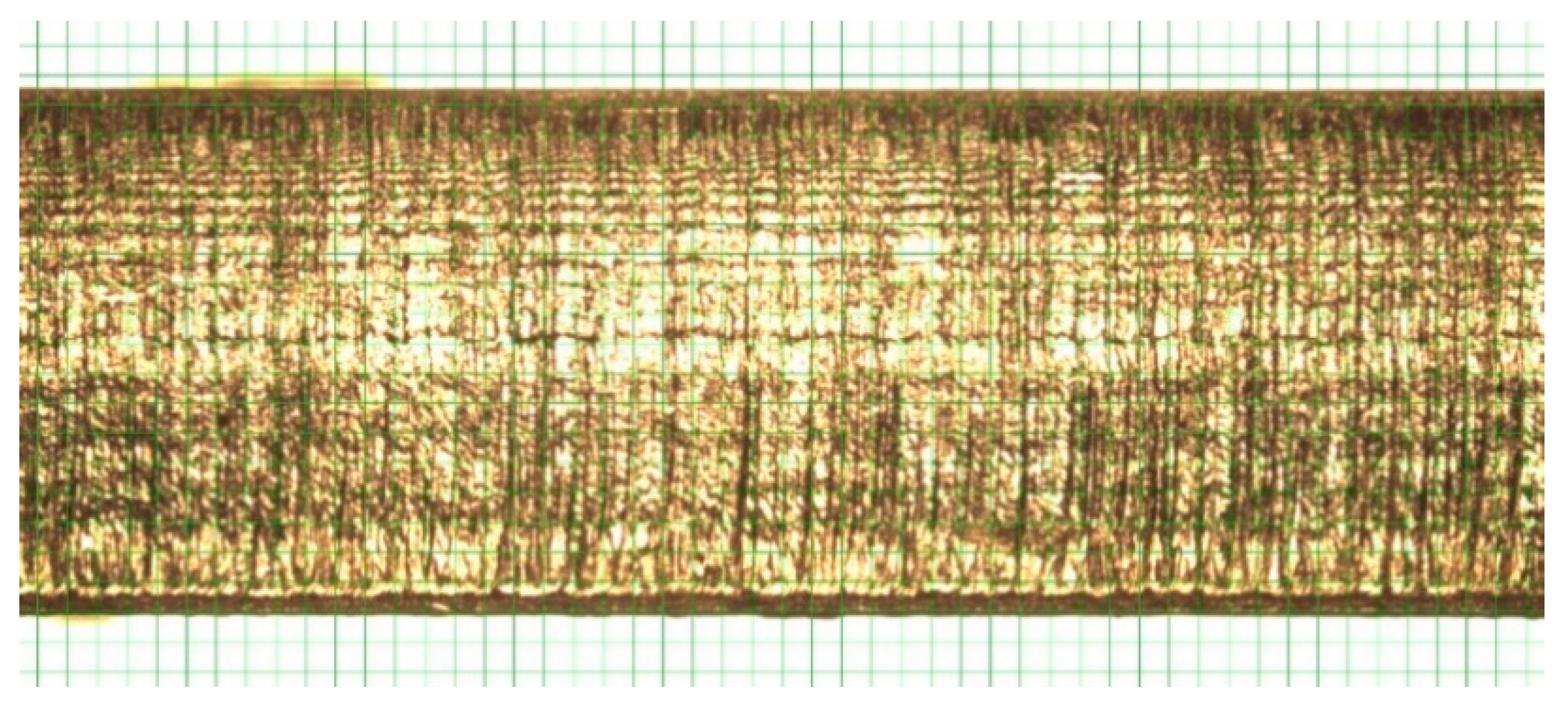
3.1. Assessment Criteria
3.2. Development of a Comprehensive Laser Cutting MCDM Model
3.3. Solution Approach
4. Results and Discussion
4.1. Application of RDMR for Assessment of Laser Cutting Conditions
4.1.1. Case Study 1
4.1.2. Case Study 2
4.1.3. Case Study 3
4.1.4. Case Study 4
4.1.5. Case Study 5
4.2. Justification of the Applied Approach
4.3. Modeling of the RDMR
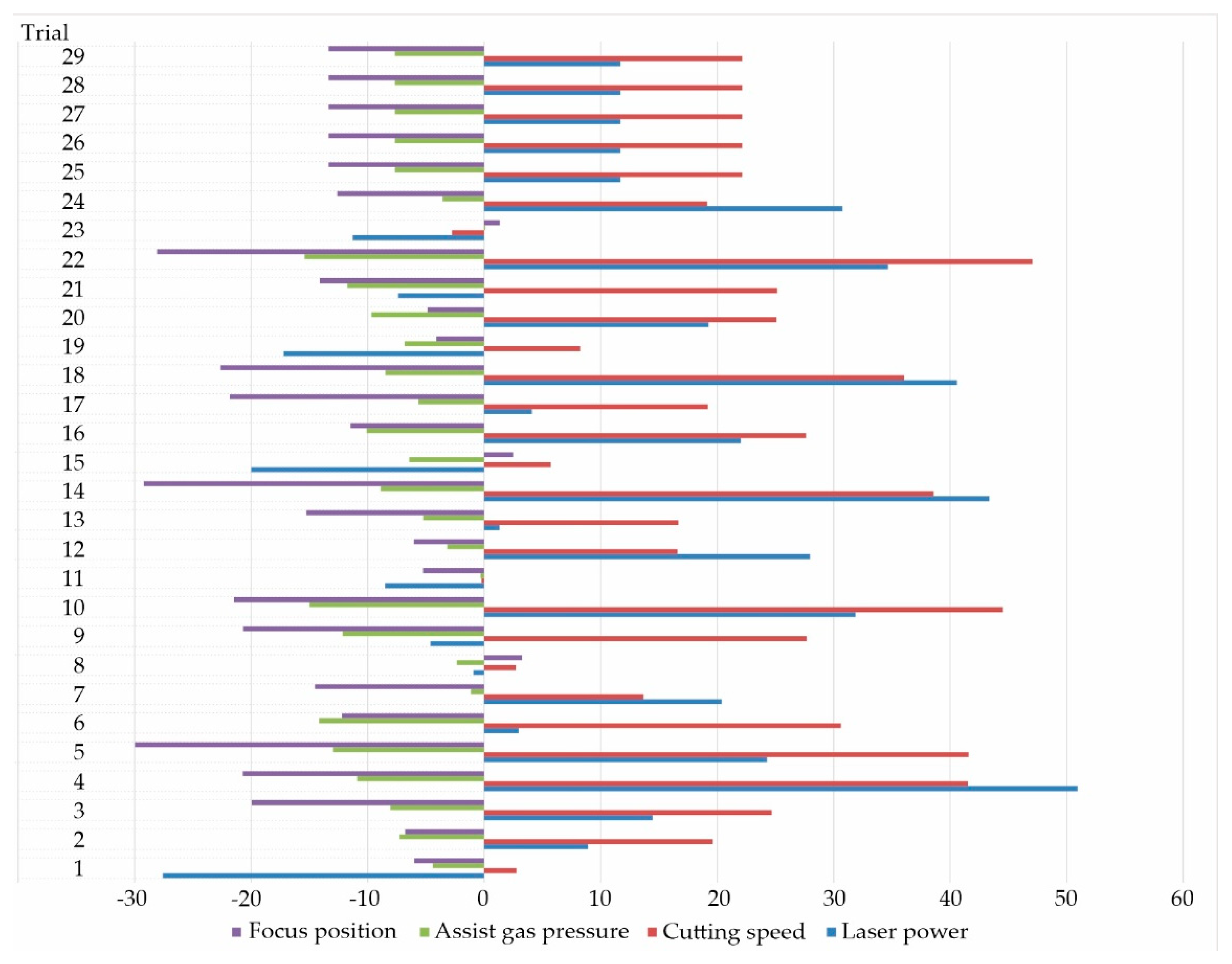
4.4. Sensitivity Analysis
4.5. Comparison with the Classical Multi-Objective Optimization
5. Conclusions
- The resulting Kendall’s and Spearman’s rank correlation coefficients indicate that different MCDM methods, when applied to the same laser cutting decision-making problem, produce different rankings and that the application of RDMR ensures the highest overall summary values, which justified the proposed methodology for ensuring the determination of the laser cutting conditions with the highest level of consistency with the majority of the considered MCDM methods;
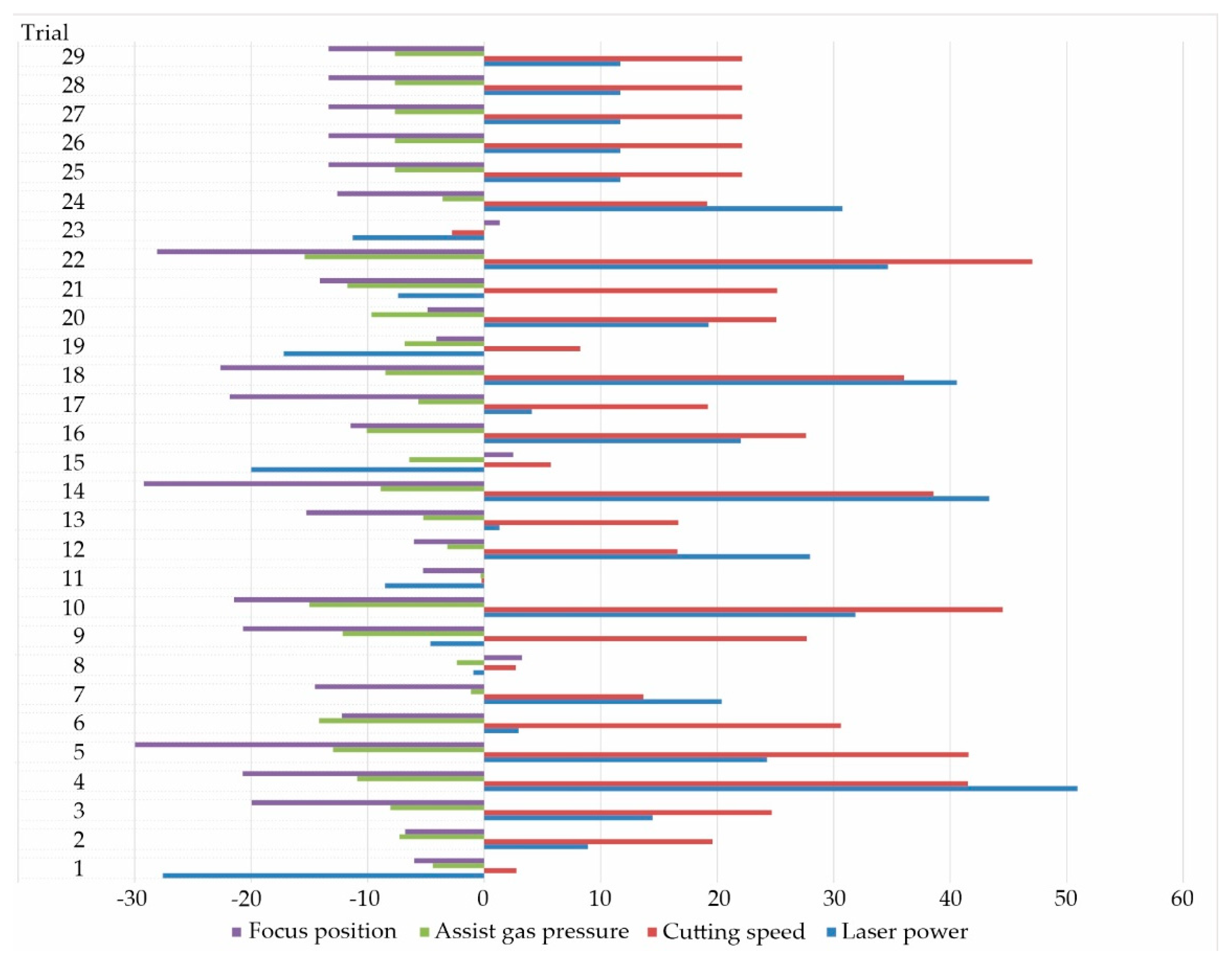
- Laser cutting parameters in different laser cutting conditions may have variable effect on the resulting S/N values, indicating the complexity of the laser cutting process in which the effect of a particular parameter on the selected performance may vary considerably with respect to the settings of other process parameters;
- For the example of case study 1, the possibility of an explicit representation of the RDMR using a second-order nonlinear mathematical model was demonstrated. This subsequently enabled the assessment of arbitrarily chosen laser cutting conditions, i.e., a particular set of laser cutting parameter values with respect to different performances. With respect to the partial derivatives of the developed RDMR mathematical model, the possibility of the application of sensitivity analysis was illustrated in order to determine the most influential laser cutting parameters. Moreover, the explicit representation of the RDMR mathematical model for comprehensive assessment of laser cutting conditions enabled its use as an objective function in the formulation of different laser cutting optimization problems with practical constraints;
- It is worth noting that, in comparison with classical multi-objective optimization of the laser cutting process, the proposed methodology can be efficiently used for the assessment of laser cutting conditions and performance in situations when there are both quantitative and qualitative assessments of laser cutting results;
- The generality of the proposed methodology allows for its application in the comprehensive assessment of multiple performances in machining and selection of the most appropriate cutting regimes and mechanical cutting tools.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Anghel, C.; Gupta, K.; Jen, T.C. Analysis and optimization of surface quality of stainless steel miniature gears manufactured by CO2 laser cutting. Optik 2020, 203, 164049. [Google Scholar] [CrossRef]
- Riveiro, A.; Quintero, F.; Lusquiños, F.; Comesaña, R.; Pou, J. Study of melt flow dynamics and influence on quality for CO2 laser fusion cutting. J. Phys. D Appl. Phys. 2011, 44, 135501. [Google Scholar] [CrossRef] [Green Version]
- Vagheesan, S.; Govindarajulu, J. Comparative regression and neural network modeling of roughness and kerf width in CO2 laser cutting of aluminium. Tech. Gaz. 2021, 28, 1437–1441. [Google Scholar]
- Varsi, A.M.; Shaikh, A.H. Experimental and statistical study on kerf taper angle during CO2 laser cutting of thermoplastic material. J. Laser Appl. 2019, 31, 032010. [Google Scholar] [CrossRef]
- Mishra, D.R.; Dutt, G.G.; Prakash, D.; Bajaj, A.; Sharma, A.; Bisht, R.; Gupta, S. Optimization of kerf deviations in pulsed Nd: YAG laser cutting of hybrid composite laminate using GRA. FME Trans. 2020, 48, 109–116. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Ninikas, K.; Petousis, M.; Vidakis, N. Laser cutting of 3D printed acrylonitrile butadiene styrene plates for dimensional and surface roughness optimization. Int. J. Adv. Manuf. Technol. 2021, 205, 1–15. [Google Scholar] [CrossRef]
- Ninikas, K.; Kechagias, J.; Salonitis, K. The impact of process parameters on surface roughness and dimensional accuracy during CO2 laser cutting of PMMA thin sheets. J. Manuf. Mater. Process. 2021, 5, 74. [Google Scholar] [CrossRef]
- Russo Spena, P. CO2 laser cutting of hot stamping boron steel sheets. Metals 2017, 7, 456. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; You, D. Analysis of striation formation and suppression strategy on upper edge of cutting surface in laser cutting. World J. Eng. Technol. 2017, 6, 201–213. [Google Scholar] [CrossRef] [Green Version]
- Lamikiz, A.; López de Lacalle, L.N.; Sánchez, J.A.; del Pozo, D.; Etayo, J.M.; López, J.M. Cutting parameters for the reduction in material degradation in the laser cutting of advanced high-strength steels. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 877–882. [Google Scholar] [CrossRef]
- Borkmann, M.; Mahrle, A.; Beyer, E.; Leyens, C. Cut edge structures and gas boundary layer characteristics in laser beam fusion cutting. In Proceedings of the Lasers in Manufacturing Conference (LIM 2019), Munich, Germany, 24–27 June 2019. [Google Scholar]
- Boujelbene, M.; Alghamdi, A.S.; Miraoui, I.; Bayraktar, E.; Gazbar, M. Effects of the laser cutting parameters on the micro-hardness and on the heat affected zone of the mi-hardened steel. Int. J. Adv. Appl. Sci. 2017, 4, 19–25. [Google Scholar] [CrossRef] [Green Version]
- Madić, M.; Mladenović, S.; Gostimirović, M.; Radovanović, M.; Janković, P. Laser cutting optimization model with constraints: Maximization of material removal rate in CO2 laser cutting of mild steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1323–1332. [Google Scholar] [CrossRef]
- Makbul, H.; Viboon, T.; Chorkaew, J.; Chaiya, D. Laser cutting path optimization using simulated annealing with an adaptive large neighborhood search. Int. J. Adv. Manuf. Technol. 2019, 103, 781–792. [Google Scholar]
- Guarino, S.; Ponticelli, G.S.; Venettacci, S. Environmental assessment of selective laser melting compared with laser cutting of 316L stainless steel: A case study for flat washers’ production. CIRP J. Manuf. Sci. Technol. 2020, 31, 525–538. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Shaukat, M.M.; Ashraf, F. Laser cutting of various materials: Kerf width size analysis and life cycle assessment of cutting process. Opt. Laser Technol. 2017, 93, 67–73. [Google Scholar] [CrossRef]
- Goppold, C.; Zenger, K.; Herwig, P.; Wetzig, A.; Mahrle, A.; Beyer, E. Experimental analysis for improvements of process efficiency and cut edge quality of fusion cutting with 1 μm laser radiation. Phys. Procedia 2014, 56, 892–900. [Google Scholar] [CrossRef]
- Wandera, C.; Kujanpaa, V. Characterization of the melt removal rate in laser cutting of thick-section stainless steel. J. Laser Appl. 2010, 22, 62–70. [Google Scholar] [CrossRef]
- Rodrigues, G.C.; Vorkov, V.; Duflou, J.R. Optimal laser beam configurations for laser cutting of metal sheets. Procedia CIRP 2018, 74, 714–718. [Google Scholar] [CrossRef]
- Pang, H.; Haist, T.; Haecker, T. Absorption of tailored laser beams within 3D laser cutting kerfs. J. Laser Appl. 2021, 33, 032007. [Google Scholar] [CrossRef]
- Arntz, D.; Petring, D.; Stoyanov, S.; Jansen, U.; Schneider, F.; Poprawe, R. In situ visualization of multiple reflections on the cut flank during laser cutting with 1 μ m wavelength. J. Laser Appl. 2018, 30, 032206. [Google Scholar] [CrossRef]
- Riveiro, A.; Quintero, F.; Boutinguiza, M.; Del Val, J.; Comesaña, R.; Lusquiños, F.; Pou, J. Laser cutting: A review on the influence of assist gas. Materials 2019, 12, 157. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schuöcker, D.; Aichinger, J.; Majer, R. Dynamic phenomena in laser cutting and process performance. Phys. Procedia 2012, 39, 179–185. [Google Scholar] [CrossRef] [Green Version]
- Alkhawaldeh, O.; Coupland, J.; Jones, L.C. Increasing the efficiency of material removal using dual laser micromachining. Int. J. Adv. Manuf. Technol. 2020, 107, 3995–4007. [Google Scholar] [CrossRef]
- Mahrle, A.; Borkmann, M.; Pfohl, P. Factorial analysis of fiber laser fusion cutting of AISI 304 stainless steel: Evaluation of effects on process performance, kerf geometry and cut edge roughness. Materials 2021, 14, 2669. [Google Scholar] [CrossRef]
- Sharifi, M.; Akbari, M. Experimental investigation of the effect of process parameters on cutting region temperature and cutting edge quality in laser cutting of AL6061T6 alloy. Optik 2019, 184, 457–463. [Google Scholar] [CrossRef]
- Begic-Hajdarevic, D.; Ficko, M.; Cekic, A.; Klancnik, S.; Cohodar, M. Multi-response optimization of laser cutting parameters using grey relational analysis. In Proceedings of the 30th International DAAAM Symposium, Zadar, Croatia, 23–26 October 2019. [Google Scholar]
- Dubey, A.K.; Yadava, V. Multi-objective optimization of Nd:YAG laser cutting of nickel based superalloy sheet using orthogonal array with principal component analysis. Opt. Lasers Eng. 2008, 46, 124–132. [Google Scholar] [CrossRef]
- Joshi, P.; Sharma, A. Optimization of process parameters during laser beam cutting of Ni-based superalloy thin sheet along curved profile using grey-fuzzy methodology. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 389. [Google Scholar] [CrossRef]
- Tamilarasan, A.; Rajamani, D. Multi-response optimization of Nd: YAG laser cutting parameters of Ti-6Al-4V superalloy sheet. J. Mech. Sci. Technol. 2017, 31, 813–821. [Google Scholar] [CrossRef]
- Šibalija, T.; Petronić, S.; Milovanović, D. Experimental optimization of nimonic 263 laser cutting using a particle swarm approach. Metals 2019, 9, 1147. [Google Scholar] [CrossRef] [Green Version]
- Chaki, S.; Bose, D.; Bathe, R.N. Multi-objective optimization of pulsed Nd: YAG laser cutting process using entropy-based ANN-PSO model. Lasers Manuf. Mater. Process. 2020, 7, 88–110. [Google Scholar] [CrossRef]
- Ding, H.; Wang, Z.; Guo, Y. Multi-objective optimization of fiber laser cutting based on generalized regression neural network and non-dominated sorting genetic algorithm. Infrared Phys. Technol. 2020, 108, 103337. [Google Scholar] [CrossRef]
- Rao, R.V.; Rai, D.P.; Balic, J. A multi-objective algorithm for optimization of modern machining processes. Eng. Appl. Artif. Intell. 2017, 61, 103–125. [Google Scholar] [CrossRef]
- Yurdakul, M.; Tukel, T.; Tansel Ic, Y. Development of a goal programming model based on response surface and analytic hierarchy process approaches for laser cutting process optimization of St-52 steel plates. J. Adv. Manuf. Syst. 2021. [Google Scholar] [CrossRef]
- Rajamani, D.; Siva Kumar, M.; Balasubramanian, E.; Tamilarasan, A. Nd: YAG laser cutting of hastelloy C276: ANFIS modeling and optimization through WOA. Mater. Manuf. Process. 2021, 36, 1746–1760. [Google Scholar] [CrossRef]
- Das, P.P.; Chakraborty, S. Application of superiority and inferiority multi-criteria ranking method for parametric optimization of laser cutting processes. Process Integr. Optim. Sustain. 2020, 4, 409–427. [Google Scholar] [CrossRef]
- Madić, M.; Antucheviciene, J.; Radovanović, M.; Petković, D. Determination of laser cutting process conditions using the preference selection index method. Opt. Laser Technol. 2017, 89, 214–220. [Google Scholar] [CrossRef]
- Chakraborty, S.; Bhattacharyya, O.; Zavadskas, E.K.; Antucheviciene, J. Application of WASPAS method as an optimization tool in non-traditional machining processes. Inf. Technol. Control 2015, 44, 77–88. [Google Scholar]
- Girdu, C.C.; Gheorghe, C.; Radulescu, C.; Cirtina, D. Influence of process parameters on cutting width in CO2 laser processing of hardox 400 steel. Appl. Sci. 2021, 11, 5998. [Google Scholar] [CrossRef]
- Bakhtiyari, A.N.; Wang, Z.; Wang, L.; Zheng, H. A review on applications of artificial intelligence in modeling and optimization of laser beam machining. Opt. Laser Technol. 2021, 135, 106721. [Google Scholar] [CrossRef]
- Shrivastava, P.K.; Singh, B.; Shrivastava, Y.; Pandey, A.K.; Nandan, D. Investigation of optimal process parameters for laser cutting of Inconel-718 sheet. Proc. Inst. Mech. Eng. Part B J. Mech. Eng. Sci. 2020, 234, 1581–1597. [Google Scholar] [CrossRef]
- Zolfani, S.; Yazdani, M.; Pamučar, D.; Zarate, P. A VIKOR and TOPSIS focused reanalysis of the MADM methods based on logarithmic normalization. Fact. Univ. Ser. Mech. Eng. 2020, 18, 341–355. [Google Scholar]
- Ali, Y.; Mehmood, B.; Huzaifa, M.; Yasir, U.; Khan, A.U. Development of a new hybrid multi criteria decision-making method for a car selection scenario. Fact. Univ. Ser. Mech. Eng. 2020, 18, 357–373. [Google Scholar] [CrossRef]
- Petrović, G.S.; Madić, M.; Antucheviciene, J. An approach for robust decision making rule generation: Solving transport and logistics decision making problems. Expert Syst. Appl. 2018, 106, 263–276. [Google Scholar] [CrossRef]
- ISO 9013:2017, Thermal Cutting—Classification of Thermal Cuts—Geometrical Product Specification and Quality Tolerances. Available online: https://www.iso.org/standard/60321.html (accessed on 18 December 2021).
- Choudhury, I.A.; Shirley, S. Laser cutting of polymeric materials: An experimental investigation. Opt. Laser Technol. 2010, 42, 503–508. [Google Scholar] [CrossRef]
- Kurt, M.; Kaynak, Y.; Bagci, E.; Demirer, H.; Kurt, M. Dimensional analyses and surface quality of the laser cutting process for engineering plastics. Int. J. Adv. Manuf. Technol. 2009, 41, 259–267. [Google Scholar] [CrossRef]
- Sołtysiak, R.; Sołtysiak, A.; Wasilewski, P. Development of laser cutting technology with high quality of the cut surface. J. Mach. Constr. Maint. 2019, 2, 93–98. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-of-the-art and trends in CO2 laser cutting of polymeric materials—A review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef]
- Pocorni, J.; Powell, J.; Ilar, T.; Schwartz, A.; Kaplan, A.F.H. Measuring the state-of the-art in laser cut quality. In Proceedings of the 14th NOLAMP Conference, Gothenburg, Sweden, 26–28 August 2013. [Google Scholar]
- Kellens, K. Energy and Resource Efficient Manufacturing: Unit Process Analysis and Optimisation. Ph.D. Thesis, Faculty of Engineering Science, KU Leuven, Leuven, Belgium, 2013. [Google Scholar]
- Pré Consultants, B.V. Eco-Indicator 99 Manual for Designers: A Damage Oriented Method for Life Cycle Impact Assessment; Ministry of Housing, Spatial Planning and the Environment: The Hague, The Netherlands, 2000. [Google Scholar]
- Duflou, J.R.; Kellens, K.; Dewulf, W. Environmental performance of sheet metal working processes. Key Eng. Mater. 2011, 473, 21–26. [Google Scholar] [CrossRef]
- Jacquemin, L.; Pontalier, P.Y.; Sablayrolles, C. Life cycle assessment (LCA) applied to the process industry: A review. Int. J. Life Cycle Assess. 2012, 17, 1028–1041. [Google Scholar] [CrossRef] [Green Version]
- Van Berkel, R. Cleaner production and eco-efficiency initiatives in Western Australia 1996–2004. J. Clean. Prod. 2007, 15, 741–755. [Google Scholar] [CrossRef]
- Byrne, G.; Scholta, E. Environmentally clean machining processes—A strategic approach. CIRP Ann. 1993, 42, 471–474. [Google Scholar] [CrossRef]
- Kizielewicz, B.; Więckowski, J.; Shekhovtsov, A.; Wątróbski, J.; Depczyński, R.; Sałabun, W. Study towards the time-based MCDA ranking analysis—A supplier selection case study. Fact. Univ. Ser. Mech. Eng. 2021, 19, 381–399. [Google Scholar] [CrossRef]
- Kushwaha, D.K.; Panchal, D.; Sachdeva, A. Risk analysis of cutting system under intuitionistic fuzzy environment. Rep. Mech. Eng. 2020, 1, 162–173. [Google Scholar] [CrossRef]
- Liu, N.; Xu, Z. An overview of ARAS method: Theory development, application extension, and future challenge. Int. J. Intell. Syst. 2021, 36, 3524–3565. [Google Scholar] [CrossRef]
- Zapolskytė, S.; Vabuolytė, V.; Burinskienė, M.; Antuchevičienė, J. Assessment of sustainable mobility by MCDM methods in the science and technology parks of Vilnius, Lithuania. Sustainability 2020, 12, 9947. [Google Scholar] [CrossRef]
- Lukić, R.; Kljenak, D.V.; Anđelić, S.; Gavrlilović, M. Application of WASPAS method in the evaluation of efficiency of agricultural enterprises in Serbia. Econ. Agric. 2021, 68, 375–388. [Google Scholar] [CrossRef]
- Ulutaş, A.; Stanujkić, D.; Karabašević, D.; Popović, G.; Zavadskas, E.K.; Smarandache, F.; Brauers, W.K. Developing of a novel integrated MCDM MULTIMOOSRAL approach for supplier selection. Informatica 2021, 32, 145–161. [Google Scholar] [CrossRef]
- Hassanpour, M. Evaluation of Iranian small and medium-sized industries using the DEA based on additive ratio model–a review. Fact. Univ. Ser. Mech. Eng. 2021, 18, 491–511. [Google Scholar] [CrossRef]
- Berkmanns, J.; Faerber, M. Laser Cutting: LASERLINE® Technical; Linde Gas LLC: Surrey, UK, 2008. [Google Scholar]
- Eltawahni, H.A.; Hagino, M.; Benyounis, K.Y.; Inoue, T.; Olabi, A.G. Effect of CO2 laser cutting process parameters on edge quality and operating cost of AISI316L. Opt. Laser Technol. 2012, 44, 1068–1082. [Google Scholar] [CrossRef] [Green Version]
- Kellens, K.; Rodrigues, G.C.; Dewulf, W.; Duflou, J.R. Energy and resource efficiency of laser cutting processes. Phys. Procedia 2014, 56, 854–864. [Google Scholar] [CrossRef] [Green Version]
- Croux, C.; Dehon, C. Influence functions of the Spearman and Kendall correlation measures. Stat. Methods Appl. 2010, 19, 497–515. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D. Design and Analysis of Experiments, 8th ed.; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Gupta, M.K.; Sood, P.K. Machining comparison of aerospace materials considering minimum quantity cutting fluid: A clean and green approach. Proc. Inst. Mech. Eng. Part B J. Mech. Eng. Sci. 2017, 231, 1445–1464. [Google Scholar] [CrossRef]
- Kim, I.S.; Son, K.J.; Yang, Y.S.; Yaragada, P.K.D.V. Sensitivity analysis for process parameters in GMA welding processes using a factorial design method. Int. J. Mach. Tools Manuf. 2003, 43, 763–769. [Google Scholar] [CrossRef]
- Derringer, G.; Suich, R. Simultaneous optimization of several response variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Controllable Parameters | Unit | Level | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Laser power, P | kW | 1.6 | 1.8 | 2 |
| Cutting speed, v | m/min | 2 | 2.5 | 3 |
| Nitrogen pressure, p | bar | 9 | 10.5 | 12 |
| Focus position, f | mm | −2.5 | −1.5 | −0.5 |
| Constant Parameters | ||||
| Nozzle stand-off distance | mm | 1 | ||
| Nozzle type | - | High pressure | ||
| Nozzle diameter | mm | 2 | ||
| Focal length | mm | 127 | ||
| Nitrogen purity | % | 99.95 | ||
| Trial | P (kW) | v (m/min) | p (bar) | f (mm) | Kw (mm) | Rz5 (μm) | u (mm) | b (mm) | C (EUR/h) | MRR (mm3/min) | Eco-Score (mPts) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.6 | 2 | 10.5 | −1.5 | 0.40 | 8.43 | 0.032 | 1.5 | 70.07 | 2400 | 1509 |
| 2 | 2 | 2 | 10.5 | −1.5 | 0.44 | 5.57 | 0.315 | 1.25 | 70.18 | 2620 | 1544 |
| 3 | 1.6 | 3 | 10.5 | −1.5 | 0.36 | 7.72 | 0.262 | 1.1 | 70.07 | 3240 | 1478 |
| … | … | … | … | … | … | … | … | … | … | … | … |
| 9 | 1.6 | 2.5 | 10.5 | −2.5 | 0.48 | 9.12 | 0.063 | 0 | 70.07 | 3575 | 1466 |
| 10 | 2 | 2.5 | 10.5 | −2.5 | 0.49 | 6.97 | 0.062 | 0 | 70.18 | 3650 | 1507 |
| 11 | 1.6 | 2.5 | 10.5 | −0.5 | 0.37 | 8.36 | 0.200 | 1.3 | 70.07 | 2750 | 1496 |
| … | … | … | … | … | … | … | … | … | … | … | … |
| 17 | 1.6 | 2.5 | 9 | −1.5 | 0.39 | 11.42 | 0.043 | 1.4 | 59.70 | 2900 | 1445 |
| 18 | 2 | 2.5 | 9 | −1.5 | 0.44 | 7.70 | 0.288 | 1.4 | 59.82 | 3300 | 1474 |
| 19 | 1.6 | 2.5 | 12 | −1.5 | 0.35 | 9.04 | 0.097 | 1.1 | 80.30 | 2625 | 1546 |
| … | … | … | … | … | … | … | … | … | … | … | … |
| 27 | 1.8 | 2.5 | 10.5 | −1.5 | 0.41 | 9.20 | 0.212 | 1.5 | 70.12 | 3050 | 1507 |
| 28 | 1.8 | 2.5 | 10.5 | −1.5 | 0.37 | 10.10 | 0.263 | 1 | 70.12 | 2750 | 1518 |
| 29 | 1.8 | 2.5 | 10.5 | −1.5 | 0.40 | 7.80 | 0.290 | 1.25 | 70.12 | 2975 | 1510 |
| Criterion | Kw | Rz | u | b | C | MRR | Eco-Score |
|---|---|---|---|---|---|---|---|
| Relative importance, wj | 0.03125 | 0.03125 | 0.0625 | 0.125 | 0.25 | 0.25 | 0.25 |
| Trial | P (kW) | v (m/min) | p (bar) | f (mm) | ARAS | COPRAS | MOORA | VIKOR | TOPSIS | WASPAS | S/N | RDMR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 22 | 1.8 | 3 | 10.5 | −2.5 | 1 | 1 | 1 | 4 | 1 | 2 | −13.84 | 1 |
| 5 | 1.8 | 2.5 | 9 | −2.5 | 3 | 2 | 2 | 1 | 3 | 1 | −15.4 | 2 |
| 4 | 2 | 3 | 10.5 | −1.5 | 2 | 3 | 3 | 6 | 2 | 3 | −24.71 | 3 |
| … | … | … | … | … | … | … | … | … | … | … | … | … |
| 23 | 1.8 | 2 | 10.5 | −0.5 | 28 | 27 | 27 | 24 | 27 | 27 | −65.69 | 27 |
| 8 | 1.8 | 2.5 | 12 | −0.5 | 27 | 28 | 28 | 28 | 28 | 28 | −66.53 | 28 |
| 15 | 1.8 | 2 | 12 | −1.5 | 29 | 29 | 29 | 29 | 29 | 29 | −67.35 | 29 |
| Criterion | Kw | Rz | u | b | C | MRR | Eco-Score |
|---|---|---|---|---|---|---|---|
| Relative importance, wj | 0.0875 | 0.0875 | 0.175 | 0.35 | 0.1 | 0.1 | 0.1 |
| Trial | P (kW) | v (m/min) | p (bar) | f (mm) | ARAS | COPRAS | MOORA | VIKOR | TOPSIS | WASPAS | S/N | RDMR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5 | 1.8 | 2.5 | 9 | −2.5 | 1 | 1 | 1 | 1 | 2 | 1 | −4.05 | 1 |
| 10 | 2 | 2.5 | 10.5 | −2.5 | 3 | 3 | 3 | 3 | 3 | 3 | −21.97 | 2 |
| 22 | 1.8 | 3 | 10.5 | −2.5 | 2 | 4 | 2 | 2 | 4 | 4 | −23.03 | 3 |
| … | … | … | … | … | … | … | … | … | … | … | … | … |
| 2 | 2 | 2 | 10.5 | −1.5 | 24 | 28 | 25 | 17 | 26 | 18 | −63.02 | 27 |
| 15 | 1.8 | 2 | 12 | −1.5 | 29 | 23 | 24 | 29 | 18 | 29 | −64.9 | 28 |
| 8 | 1.8 | 2.5 | 12 | −0.5 | 27 | 29 | 29 | 28 | 29 | 28 | −66.89 | 29 |
| Criterion | Kw | Rz | u | b | C | MRR | Eco-Score |
|---|---|---|---|---|---|---|---|
| Relative importance, wj | 0.0125 | 0.0125 | 0.025 | 0.05 | 0.7 | 0.1 | 0.1 |
| Trial | P (kW) | v (m/min) | p (bar) | f (mm) | ARAS | COPRAS | MOORA | VIKOR | TOPSIS | WASPAS | S/N | RDMR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5 | 1.8 | 2.5 | 9 | −2.5 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 1 |
| 14 | 1.8 | 3 | 9 | −1.5 | 6 | 2 | 2 | 2 | 2 | 5 | −25.52 | 2 |
| 22 | 1.8 | 3 | 10.5 | −2.5 | 2 | 4 | 3 | 7 | 7 | 2 | −30.83 | 3 |
| … | … | … | … | … | … | … | … | … | … | … | … | … |
| 19 | 1.6 | 2.5 | 12 | −1.5 | 25 | 27 | 27 | 26 | 27 | 27 | −65.55 | 27 |
| 8 | 1.8 | 2.5 | 12 | −0.5 | 27 | 29 | 29 | 28 | 29 | 28 | −66.89 | 28 |
| 15 | 1.8 | 2 | 12 | −1.5 | 29 | 28 | 28 | 29 | 28 | 29 | −67 | 29 |
| Criterion | Kw | Rz | u | b | C | MRR | Eco-Score |
|---|---|---|---|---|---|---|---|
| Relative importance, wj | 0.0125 | 0.0125 | 0.025 | 0.05 | 0.1 | 0.7 | 0.1 |
| Trial | P (kW) | v (m/min) | p (bar) | f (mm) | ARAS | COPRAS | MOORA | VIKOR | TOPSIS | WASPAS | S/N | RDMR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 22 | 1.8 | 3 | 10.5 | −2.5 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 1 |
| 4 | 2 | 3 | 10.5 | −1.5 | 2 | 2 | 2 | 2 | 2 | 5 | −20.15 | 2 |
| 5 | 1.8 | 2.5 | 9 | −2.5 | 3 | 3 | 3 | 3 | 3 | 2 | −21 | 3 |
| … | … | … | … | … | … | … | … | … | … | … | … | … |
| 8 | 1.8 | 2.5 | 12 | −0.5 | 27 | 27 | 27 | 27 | 27 | 27 | −65.92 | 27 |
| 23 | 1.8 | 2 | 10.5 | −0.5 | 28 | 28 | 28 | 28 | 28 | 28 | −66.64 | 28 |
| 15 | 1.8 | 2 | 12 | −1.5 | 29 | 29 | 29 | 29 | 29 | 29 | −67.35 | 29 |
| Criterion | Kw | Rz | u | b | C | MRR | Eco-Score |
|---|---|---|---|---|---|---|---|
| Relative importance, wj | 0.0125 | 0.0125 | 0.025 | 0.05 | 0.1 | 0.1 | 0.7 |
| Trial | P (kW) | v (m/min) | p (bar) | f (mm) | ARAS | COPRAS | MOORA | VIKOR | TOPSIS | WASPAS | S/N | RDMR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5 | 1.8 | 2.5 | 9 | −2.5 | 2 | 1 | 1 | 1 | 2 | 1 | −6.93 | 1 |
| 22 | 1.8 | 3 | 10.5 | −2.5 | 1 | 2 | 2 | 4 | 1 | 2 | −16.1 | 2 |
| 9 | 1.6 | 2.5 | 10.5 | −2.5 | 5 | 3 | 3 | 5 | 3 | 3 | −26.63 | 3 |
| … | … | … | … | … | … | … | … | … | … | … | … | … |
| 23 | 1.8 | 2 | 10.5 | −0.5 | 28 | 27 | 27 | 22 | 27 | 27 | −65.47 | 27 |
| 8 | 1.8 | 2.5 | 12 | −0.5 | 27 | 29 | 29 | 28 | 29 | 28 | −66.89 | 28 |
| 15 | 1.8 | 2 | 12 | −1.5 | 29 | 28 | 28 | 29 | 28 | 29 | −67 | 29 |
| Rank Correlation Coefficients | ARAS | COPRAS | MOORA | VIKOR | TOPSIS | WASPAS | RDMR | |
|---|---|---|---|---|---|---|---|---|
| ARAS | τ | 1.000 | 0.695 | 0.700 | 0.626 | 0.749 | 0.778 | 0.773 |
| ρ | 1.000 | 0.867 | 0.865 | 0.726 | 0.900 | 0.899 | 0.926 | |
| COPRAS | τ | 0.695 | 1.000 | 0.956 | 0.478 | 0.906 | 0.759 | 0.833 |
| ρ | 0.867 | 1.000 | 0.994 | 0.633 | 0.975 | 0.897 | 0.952 | |
| MOORA | τ | 0.700 | 0.956 | 1.000 | 0.483 | 0.892 | 0.764 | 0.847 |
| ρ | 0.865 | 0.994 | 1.000 | 0.648 | 0.962 | 0.908 | 0.958 | |
| VIKOR | τ | 0.626 | 0.478 | 0.483 | 1.000 | 0.502 | 0.650 | 0.635 |
| ρ | 0.726 | 0.633 | 0.648 | 1.000 | 0.630 | 0.771 | 0.787 | |
| TOPSIS | τ | 0.749 | 0.906 | 0.892 | 0.502 | 1.000 | 0.754 | 0.818 |
| ρ | 0.900 | 0.975 | 0.962 | 0.630 | 1.000 | 0.890 | 0.948 | |
| WASPAS | τ | 0.778 | 0.759 | 0.764 | 0.650 | 0.754 | 1.000 | 0.867 |
| ρ | 0.899 | 0.897 | 0.908 | 0.771 | 0.890 | 1.000 | 0.960 | |
| RDMR | τ | 0.773 | 0.833 | 0.847 | 0.635 | 0.818 | 0.867 | 1.000 |
| ρ | 0.926 | 0.952 | 0.958 | 0.787 | 0.948 | 0.960 | 1.000 | |
| Sum | τ | 5.320 | 5.626 | 5.640 | 4.374 | 5.621 | 5.571 | 5.773 |
| Ρ | 6.181 | 6.318 | 6.335 | 5.195 | 6.303 | 6.324 | 6.530 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Madić, M.; Petrović, G.; Petković, D.; Antucheviciene, J.; Marinković, D. Application of a Robust Decision-Making Rule for Comprehensive Assessment of Laser Cutting Conditions and Performance. Machines 2022, 10, 153. https://doi.org/10.3390/machines10020153
Madić M, Petrović G, Petković D, Antucheviciene J, Marinković D. Application of a Robust Decision-Making Rule for Comprehensive Assessment of Laser Cutting Conditions and Performance. Machines. 2022; 10(2):153. https://doi.org/10.3390/machines10020153
Chicago/Turabian StyleMadić, Miloš, Goran Petrović, Dušan Petković, Jurgita Antucheviciene, and Dragan Marinković. 2022. "Application of a Robust Decision-Making Rule for Comprehensive Assessment of Laser Cutting Conditions and Performance" Machines 10, no. 2: 153. https://doi.org/10.3390/machines10020153
APA StyleMadić, M., Petrović, G., Petković, D., Antucheviciene, J., & Marinković, D. (2022). Application of a Robust Decision-Making Rule for Comprehensive Assessment of Laser Cutting Conditions and Performance. Machines, 10(2), 153. https://doi.org/10.3390/machines10020153