Effect of Comminution Methods on Low-Rank Coal Bubble–Particle Attachment/Detachment: Implications for Flotation




Abstract
:
1. Introduction
2. Materials and Methods
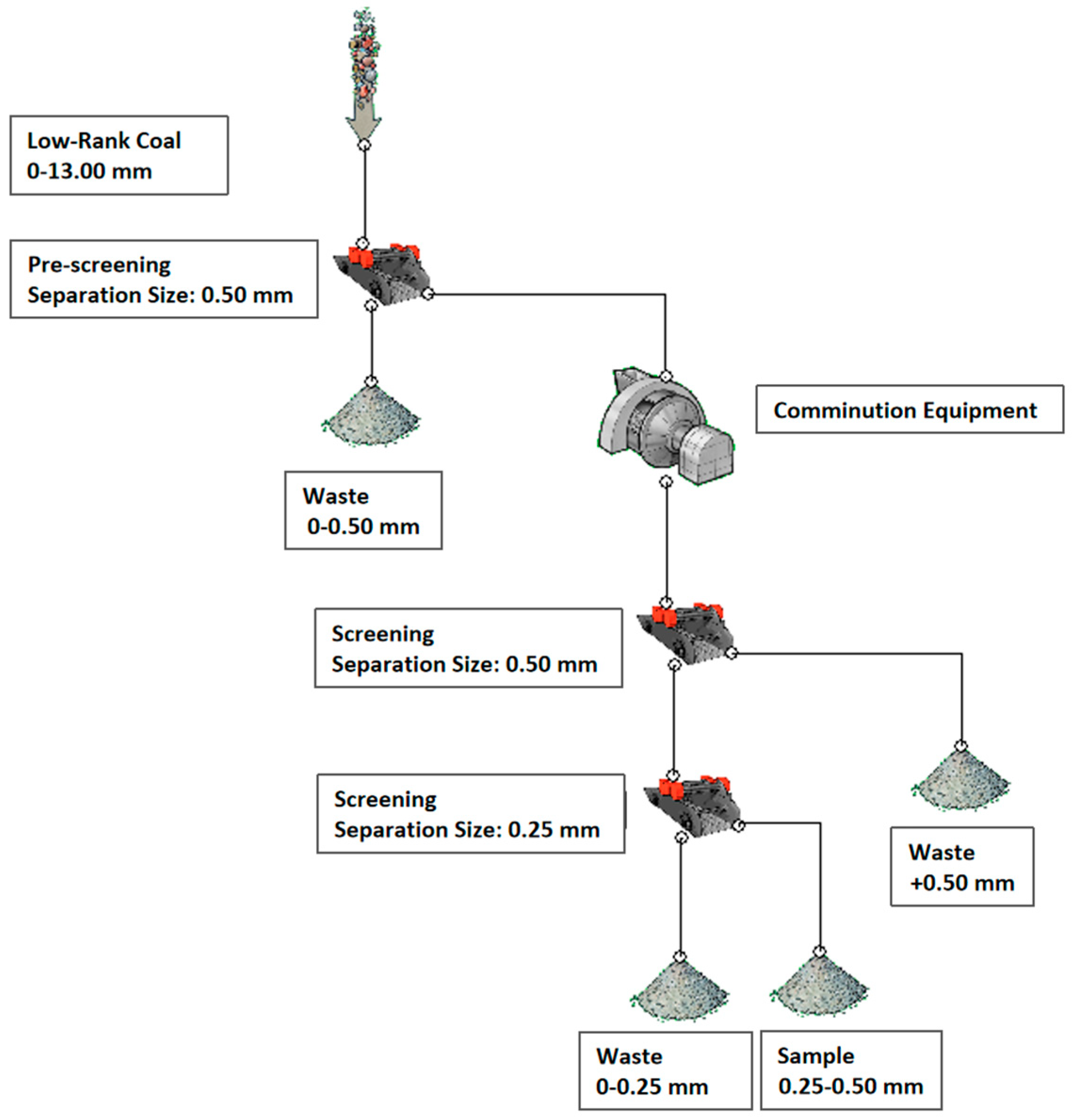
2.1. Materials and Sample Preparation
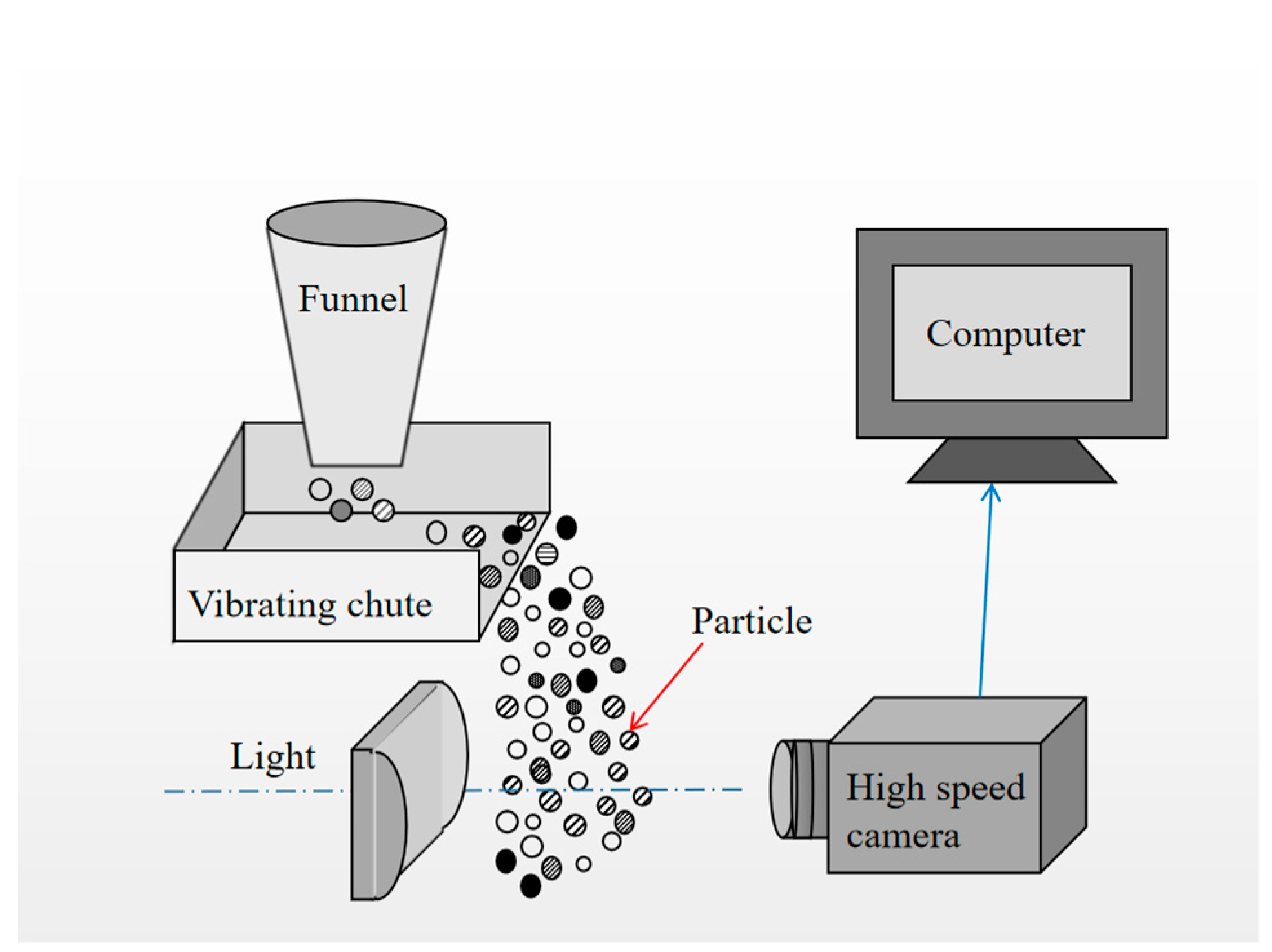
2.2. Dynamic Image Particle Analysis
2.3. Scanning Electron Microscopy (SEM)
2.4. X-ray Photoelectron Spectrometry (XPS)
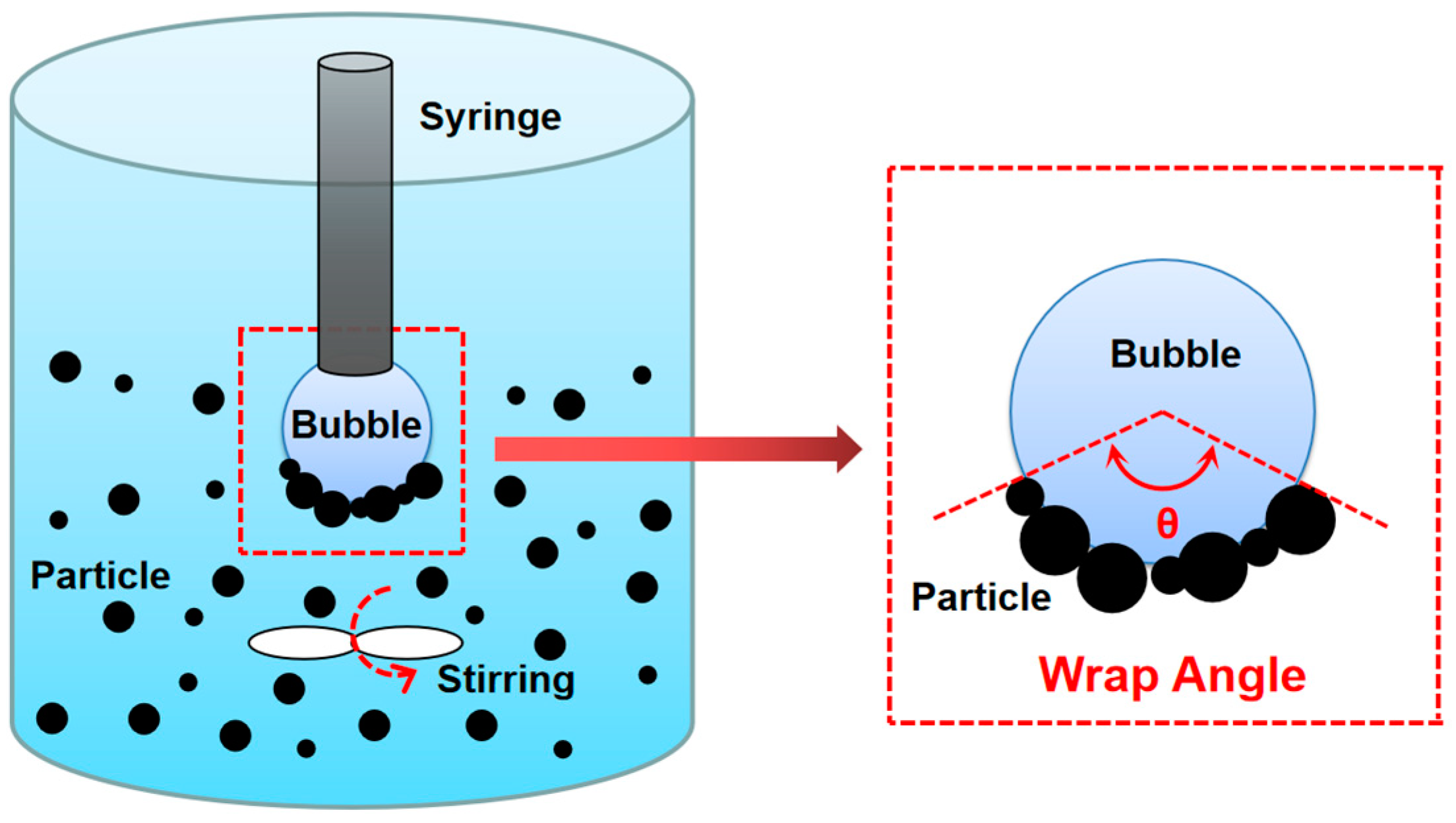
2.5. Bubble–Particle Wrap Angle Experiment
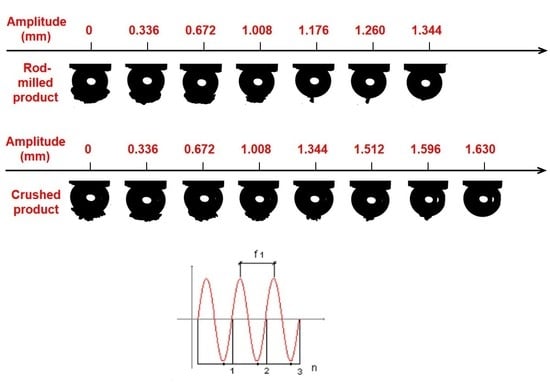
2.6. Bubble–Particle Attachment/Detachment Test
2.7. Flotation Procedure
3. Results and Discussion
3.1. Particle Shapes Analysis
3.2. SEM Results
3.3. XPS Results
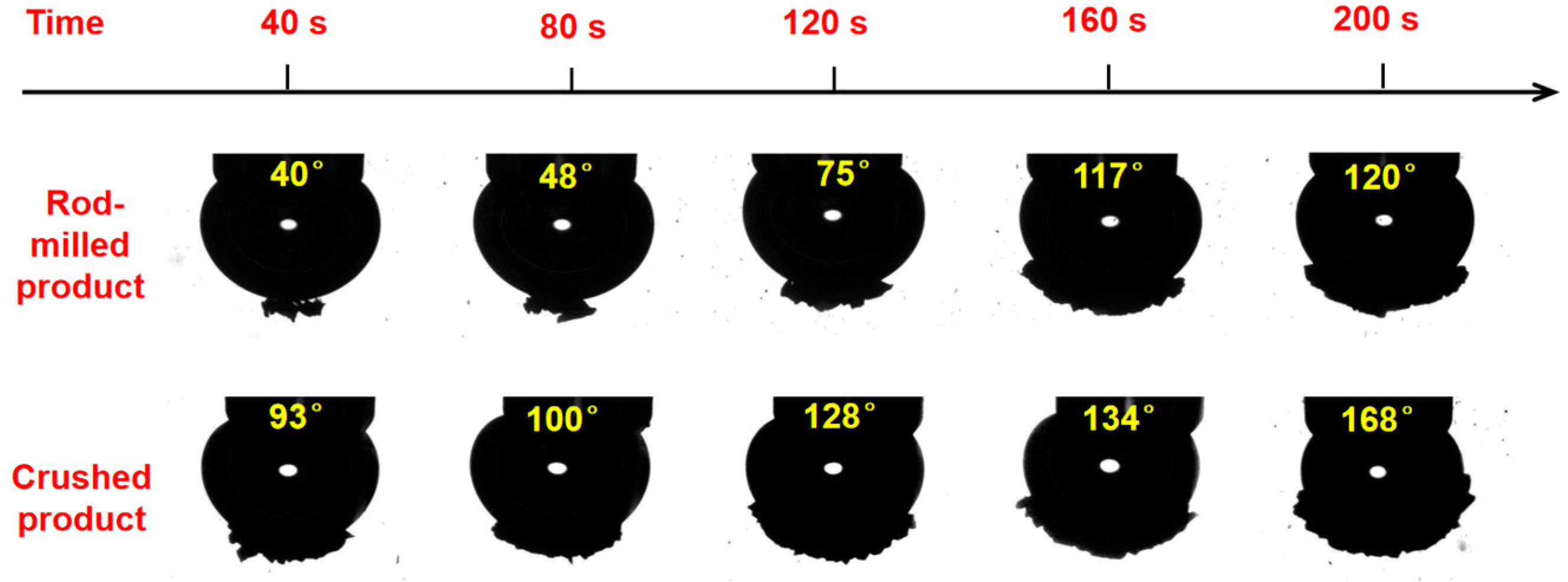
3.4. Bubble–Particle Wrap Angle Analysis
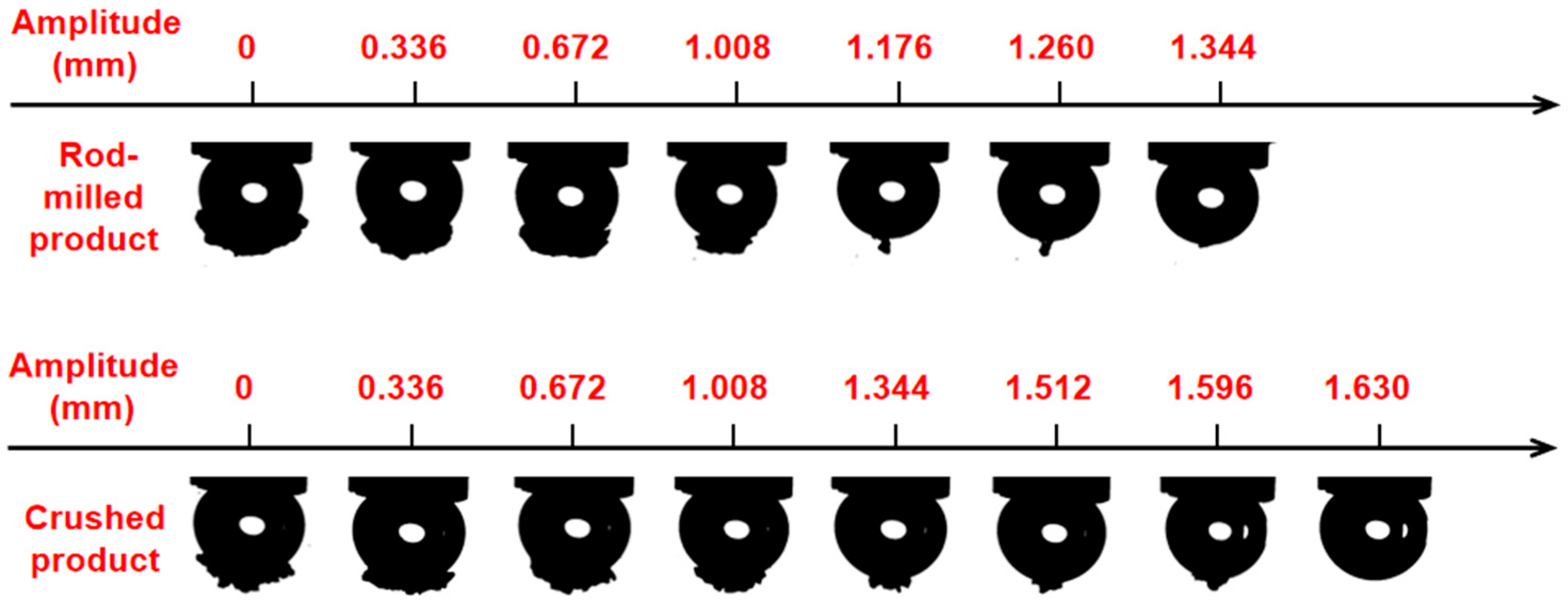
3.5. Bubble–Particle Attachment/Detachment Analysis
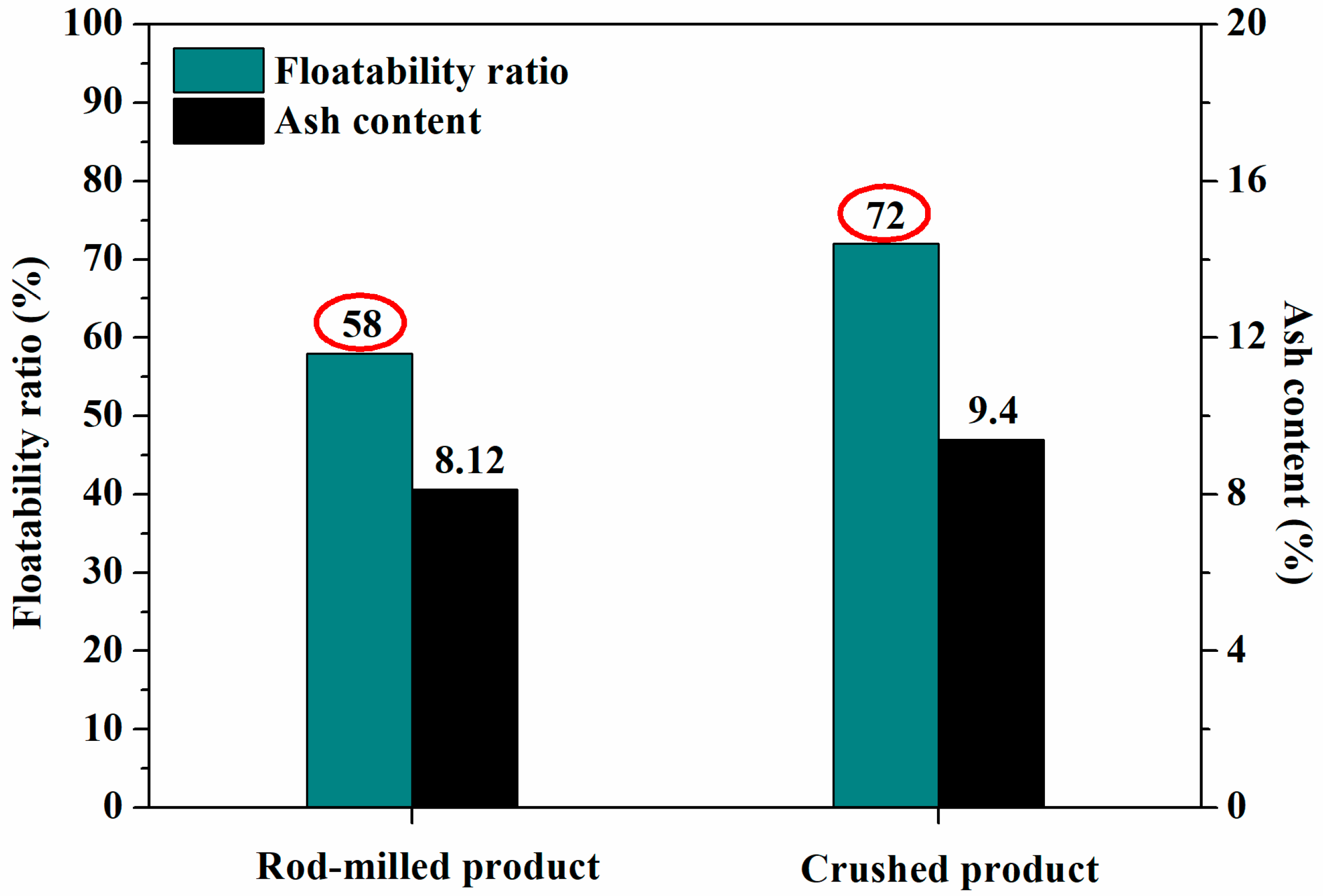
3.6. Flotation Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nguyen, A.V.; Schulze, H.-J. Colloidal Science of Flotation; Marcel Dekker Inc.: New York, NY, USA, 2003. [Google Scholar]
- Yoon, R.H. The role of hydrodynamic and surface forces in bubble–particle interaction. Int. J. Miner. Process. 2000, 58, 129–143. [Google Scholar] [CrossRef]
- Xing, Y.; Xu, M.; Gui, X.; Cao, Y.; Babel, B.; Rudolph, M.; Weber, S.; Kappl, M.; Butt, H.J. The application of atomic force microscopy in mineral flotation. Adv. Colloid Interface Sci. 2018, 256, 373–392. [Google Scholar] [CrossRef]
- Xing, Y.; Gui, X.; Pan, L.; Pinchasik, B.; Cao, Y.; Liu, J.; Kappl, M.; Butt, H.J. Recent experimental advances for understanding bubble–particle attachment in flotation. Adv. Colloid Interface Sci. 2017, 246, 105–132. [Google Scholar] [CrossRef]
- Xia, Y.; Zhang, R.; Xing, Y.; Gui, X. Improving the adsorption of oily collector on the surface of low-rank coal during flotation using a cationic surfactant: an experimental and molecular dynamics simulation study. Fuel 2019, 235, 687–695. [Google Scholar] [CrossRef]
- Guven, O.; Ozdemir, O.; Karaagaclioglua, I.E.; Çelika, M.S. Surface morphologies and floatability of sand-blasted quartz particles. Miner. Eng. 2015, 70, 1–7. [Google Scholar] [CrossRef]
- Hassas, B.V.; Caliskan, H.; Guven, O.; Karakas, F.; Cinar, M.; Celik, M.S. Effect of roughness and shape factor on flotation characteristics of glass beads. Colloids Surf. A Physicochem. Eng. Asp. 2016, 492, 88–99. [Google Scholar] [CrossRef]
- Koh, P.T.; Verrelli, D.I. Influence of particle shape on flotation performance. In XXVII International Mineral Processing Congress (IMPC 2014); Yianatos, J., Ed.; U. de Chile/U. de Concepción/UTFSM/Colegio de Ingenieros de Chile/Gecamin: Santiago, Chile, 2014. [Google Scholar]
- Verrelli, D.I.; Bruckard, W.J.; Koh, P.T.L.; Schwarz, M.P.; Follink, B. Influence of particle shape and roughness on the induction period for particle–bubble attachment. In XXVI International Mineral Processing Congress (IMPC 2012); Indian Institute of Mineral Engineers (IIME) and Indian Institute of Metals (IIM): New Delhi, India, 2012; p. 2012. [Google Scholar]
- Verrelli, D.I.; Bruckard, W.J.; Koh, P.T.L.; Schwarz, M.P.; Follink, B. Particle shape effects in flotation. Part 1: Microscale experimental observations. Miner. Eng. 2014, 58, 80–89. [Google Scholar] [CrossRef]
- Xia, Y.; Yang, Z.; Zhang, R.; Xing, Y.; Gui, X. Enhancement of the surface hydrophobicity of low-rank coal by adsorbing DTAB: An experimental and molecular dynamics simulation study. Fuel 2019, 239, 145–152. [Google Scholar] [CrossRef]
- Ndlovu, B.N.; Forbes, E.; Becker, M.; Deglon, D.A.; Franzidis, J.P.; Laskowski, J.S. The effects of chrysotile mineralogical properties on the rheology of chrysotile suspensions. Miner. Eng. 2011, 24, 1004–1009. [Google Scholar] [CrossRef]
- Ng, S.; Warszynski, P.; Zembala, M.; Malysa, K. Bitumen-air aggregates flow to froth layer: II. Effect of ore grade and operating conditions on aggregate composition and bitumen recovery. Miner. Eng. 2000, 13, 1519–1532. [Google Scholar] [CrossRef]
- Allan, G.C.; Woodcock, J.T. A review of the flotation of native gold and electrum. Miner. Eng. 2001, 14, 931–962. [Google Scholar] [CrossRef]
- Hiçyilmaz, C.; Ulusoy, U.; Yekeler, M. Effects of the shape properties of talc and quartz particles on the wettability based separation processes. Appl. Surf. Sci. 2004, 233, 204–212. [Google Scholar] [CrossRef]
- Vizcarra, T.G.; Harmer, S.L.; Wightman, E.M.; Johnson, N.W.; Manlapig, E.V. The influence of particle shape properties and associated surface chemistry on the flotation kinetics of chalcopyrite. Miner. Eng. 2011, 24, 807–816. [Google Scholar] [CrossRef]
- Guven, O.; Karakas, F.R.; Kodrazi, N.; Elik, M.S. Dependence of morphology on anionic flotation of alumina. Int. J. Miner. Process. 2016, 156, 69–74. [Google Scholar] [CrossRef]
- Aslani, M.R.; Rezai, B. Influence of particles shape characteristics of galena on their flotability under the flotation behavior. In Proceedings of the 8th International Scientific Conference on Modern Management of Mine Producing, Geology and Environmental Protection (SGEM), Albena, Bulgaria, 16–20 June 2008; Volume 1, pp. 457–464. [Google Scholar]
- Scmidt, D.C.; Berg, J.C. Selective removal of toner particles from repulped slurries by flotation. Pulp Pap. Can. 1997, 98, 21–24. [Google Scholar]
- Ulusoy, U.; Yekeler, M.; Hiçyılmaz, C. Determination of the shape, morphological and wettability properties of quartz and their correlations. Miner. Eng. 2003, 16, 951–964. [Google Scholar] [CrossRef]
- Oliver, J.P.; Huh, C.; Mason, S.G. An experimental study of some effects of solid surface roughness on wetting. Colloids Surf. 1980, 1, 79–104. [Google Scholar] [CrossRef]
- Szczerkowska, S.; Wiertel-Pochopien, A.; Zawala, J.; Larsen, E.; Kowalczuk, P.B. Kinetics of froth flotation of naturally hydrophobic solids with different shapes. Miner. Eng. 2018, 121, 90–99. [Google Scholar] [CrossRef]
- Ulusoy, U.; Kursun, I. Comparison of different 2D image analysis measurement techniques for the shape of talc particles produced by different media milling. Miner. Eng. 2011, 24, 91–97. [Google Scholar] [CrossRef]
- Chu, P.; Mirnwzami, M.; Finch, J.A. Quantifying particle pick up at a pendant bubble: A study of non-hydrophobic particle–bubble interaction. Miner. Eng. 2014, 55, 162–164. [Google Scholar] [CrossRef]
- Xia, Y.; Wang, L.; Zhang, R.; Yang, Z.; Xing, Y.; Gui, X.; Cao, Y.; Sun, W. Enhancement of flotation response of fine low-rank coal using positively charged microbubbles. Fuel 2019, 245, 505–513. [Google Scholar] [CrossRef]
- Holtham, P.N.; Cheng, T.W. Study of probability of detachment of particles from bubbles in flotation. Trans. Inst. Min. Metall. Sect. C 1991, 100, 147–153. [Google Scholar]
- Xu, D.; Ametov, I.; Grano, S.R. Detachment of coarse particles from oscillating bubbles—The effect of particle contact angle, shape and medium viscosity. Int. J. Miner. Process. 2011, 101, 50–57. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Atomic Ratio of Rod-Milled Products % | Atomic Ratio of Crushed Products % | Difference% |
|---|---|---|---|
| C1s | 67.09 | 65.79 | 1.30 |
| O1s | 23.73 | 24.52 | −0.79 |
| Si2p | 3.60 | 3.62 | −0.02 |
| Al2p | 3.03 | 2.90 | 0.13 |
| Na1s | 0.59 | 0.00 | 0.59 |
| N1s | 1.23 | 2.13 | −0.90 |
| Cl2p | 0.52 | 0.00 | 0.52 |
| Zn2p3 | 0.21 | 1.04 | −0.83 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rong, G.; Xia, Y.; Zhang, Y.; Guo, F.; Wang, D.; Zhang, R.; Xing, Y.; Gui, X. Effect of Comminution Methods on Low-Rank Coal Bubble–Particle Attachment/Detachment: Implications for Flotation. Minerals 2019, 9, 452. https://doi.org/10.3390/min9070452
Rong G, Xia Y, Zhang Y, Guo F, Wang D, Zhang R, Xing Y, Gui X. Effect of Comminution Methods on Low-Rank Coal Bubble–Particle Attachment/Detachment: Implications for Flotation. Minerals. 2019; 9(7):452. https://doi.org/10.3390/min9070452
Chicago/Turabian StyleRong, Guoqiang, Yangchao Xia, Youfei Zhang, Fangyu Guo, Dongyue Wang, Rui Zhang, Yaowen Xing, and Xiahui Gui. 2019. "Effect of Comminution Methods on Low-Rank Coal Bubble–Particle Attachment/Detachment: Implications for Flotation" Minerals 9, no. 7: 452. https://doi.org/10.3390/min9070452
APA StyleRong, G., Xia, Y., Zhang, Y., Guo, F., Wang, D., Zhang, R., Xing, Y., & Gui, X. (2019). Effect of Comminution Methods on Low-Rank Coal Bubble–Particle Attachment/Detachment: Implications for Flotation. Minerals, 9(7), 452. https://doi.org/10.3390/min9070452