1. Introduction
Industrial scale leaching of copper sulfide minerals like chalcopyrite (CuFeS
2) remains a metallurgical challenge. Chalcopyrite is mined worldwide [
1], given the depths at which mining operations can now be carried out [
2]. Copper sulfide is extracted by flotation, followed by the application of pyrometallurgical methods [
3]. Leaching is an alternative metallurgical treatment for chalcopyrite, although chalcopyrite tends to form passive layers around particles during leaching, which results in a slow dissolution rate and low levels of copper extraction [
4,
5]. Many researchers have reported a higher percentage of copper extraction in acid-chloride media than acid-sulfate media to leach chalcopyrite [
6,
7,
8,
9,
10,
11,
12]. A chloride-acid media promotes the formation of copper chloride-complexes [
13] and iron chloride-complexes [
14] that modify the redox potential (ORP), according Equations (1) and (2):
Cu(I) ions are stabilized in the solution by adding a new redox pair Cu(I)/Cu(II). Porous layer of sulfur is generated around the particle when chloride ions are present. This porous layer facilitates the diffusion of reagents that improves the leaching kinetics [
15,
16]. A chloride medium can be provided by seawater or processing brines, such as waste solution from reverse osmosis [
17,
18,
19,
20,
21,
22].
Oxidizing agents like oxygen [
23], chlorine [
24], ferric [
25], cupric [
26], nitrate [
27], and others are required to dissolve chalcopyrite. Some researchers have tested nitric acid [
28,
29], and nitrite [
30] to leach chalcopyrite, with good results in terms of copper extraction. Nitrogen species tend to be very strong oxidizing agents, and there are reports in the literature of obtaining high copper extraction with the use of nitrogen ions [
31].
Mining of copper, lithium, nitrates and other minerals represents an important part of the Chilean economy [
32]. Nitrate comes from the caliche industry concentrated in northern Chile. Nitrate salts, waste salts and intermediate processing solutions can be used in chalcopyrite leaching. Sokić et al. [
27] studied leaching of chalcopyrite concentrate in acid-nitrate media and determined that increasing temperature and acid and nitrate concentrations increases copper extraction to over 75%. Gok and Anderson [
30] investigated the effect of addition of sodium nitrite in an acid medium during leaching of chalcopyrite and found that the extraction increased by 5% by using nitrite instead of nitrate, while other conditions remained the same. Shiers et al. [
33] studied leaching chalcopyrite using different oxidants: hypochlorous acid, sodium chlorate and sodium nitrate with the addition of ferric ions (ferric sulfate, ferric nitrate and ferric chloride), and obtained a copper extraction of 92% in chloride-nitrate-ferric mixture, which proved favorable for chalcopyrite leaching at 50 °C. Tsogtkhankhai et al. [
34] studied the kinetics of leaching copper with nitric acid, and with the estimation of the activation energy determined that temperature has a strong influence on the system. Castellón et al. [
35] leached chalcopyrite concentrate in acid-nitrate media using seawater as a dissolvent and obtained a copper extraction of 97% in 24 h under the studied conditions ([H
2SO
4] = [NaNO
3] = 0.5 M) at 45 °C. The nitrogen species catalyzed (NSC) method uses sulfuric and nitric acids to leach sulfide minerals with the use of high pressure and temperature. The main advantage of this process is rapid extraction [
31]. Many patents have been filed for leaching sulfide minerals in acid-nitrate media. Queneau and Prater [
36] patented a process for leaching copper, iron, cobalt, silver and nickel sulfide in nitric acid. Arias [
37] developed a process for leaching copper sulfide ore in heaps with an acid-nitrate media. Hard [
38] patented a copper leaching process using sulfuric acid in the presence of nitrate ions. The optimal pH range (0.5 and 1.5), nitrate concentration (1–10%) and ratio between H
+ and NO
3− ions (ratio of 4 to 1) have been determined. Carnahan and Heinen [
39] patented an in situ copper leaching process that uses a diluted acid medium and oxygen with nitrate ions that can come from nitric acid, an alkaline metal or ammonium nitrate. Lueders and Frankiewicz [
40] patented a two-step leaching process in which sulfide ores are oxidized with nitrogen dioxide in an acid medium. Anderson et al. [
41] patented a process to leach sulfide ores under conditions of temperature and pressure, using an acid medium with sodium nitrite. Hernández et al. [
42] studied leaching chalcopyrite by agitation in acid-nitrate media at temperatures between 25 and 70 °C, and compared the use of seawater to that of freshwater. Copper extraction close to 98% were obtained with three days of leaching at 70 °C in a seawater medium, with a high concentration of nitrate and acid (1 M), and an 80% extraction was obtained with seven days of leaching at 45 °C.
Ore agglomeration and curing are carried out prior to leaching in heaps [
43,
44,
45]. From the physical point of view, smaller particles of ore adhere to larger ones, resulting in relatively homogenous and stable material. This in turn results in a significant number of holes in piles, which is essential for adequate liquid and gas permeability of the agglomerated mineral bed [
46,
47]. The objective of curing is to attack the mineral chemically with concentrated sulfuric acid to dissolve most of the surface copper on particles, which creates a favorable condition for leaching. In this way, solutions with high levels of copper are obtained. Curing also solubilizes iron, contributing the ferric ions necessary to dissolve sulfides and inhibit the formation of colloidal silica to minimize silica passing to the leaching solutions [
45]. Cerda et al. [
48] studied the effect of a pretreatment stage at the laboratory level on dissolving a copper sulfide ore in a chloride-acid medium, and obtained a copper extraction of 93% leaching ore pretreated with 90 kg Cl
−/ton of ore and 40 days of repose at 50 °C. A copper extraction of only 55% can be achieved without pretreatment, indicating the significant effect of the pretreatment stage. Bahamonde et al. [
49] determined the positive effect of pretreating bornite and chalcopyrite in acid-chloride media to extract copper from these minerals. Taboada et al. [
50] evaluated the effect of a pretreatment stage on leaching a mixed copper ore in mini-columns with the addition of ferric and ferrous ions in acid-chloride media and a repose period of 30 days. The process involved a 30-day cycle of pretreatment and 15 additional days of leaching (for a total of 45 days), resulting in 60 and 80% copper extraction, respectively. The addition of ferric ions in the pretreatment enhances copper extraction. Velásquez-Yévenes and Quezada-Reyes [
21] studied leaching chalcopyrite in columns with a chloride medium, and a pretreatment with repose periods of 30, 50, 80 and 100 days. For the pretreatment, 5 kg H
2SO
4/ton and 60 kg/ton of seawater or waste brine were used, according to the test, with 0.5 g Cu
2+/L. Intermittent irrigation began following the repose period. The authors found that the pretreatment improved extraction, which at room temperature and with 100 days of repose were 43 and 37%, respectively with brine and seawater. Velásquez Yévenes et al. [
51] studied the effect of adding chloride in agglomeration and a curing process to improve the copper extraction from sulfide ore in leaching by columns. The copper dissolution increased with the curing stage with chloride and acid addition.
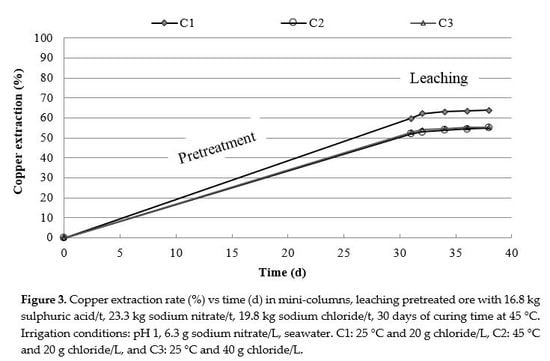
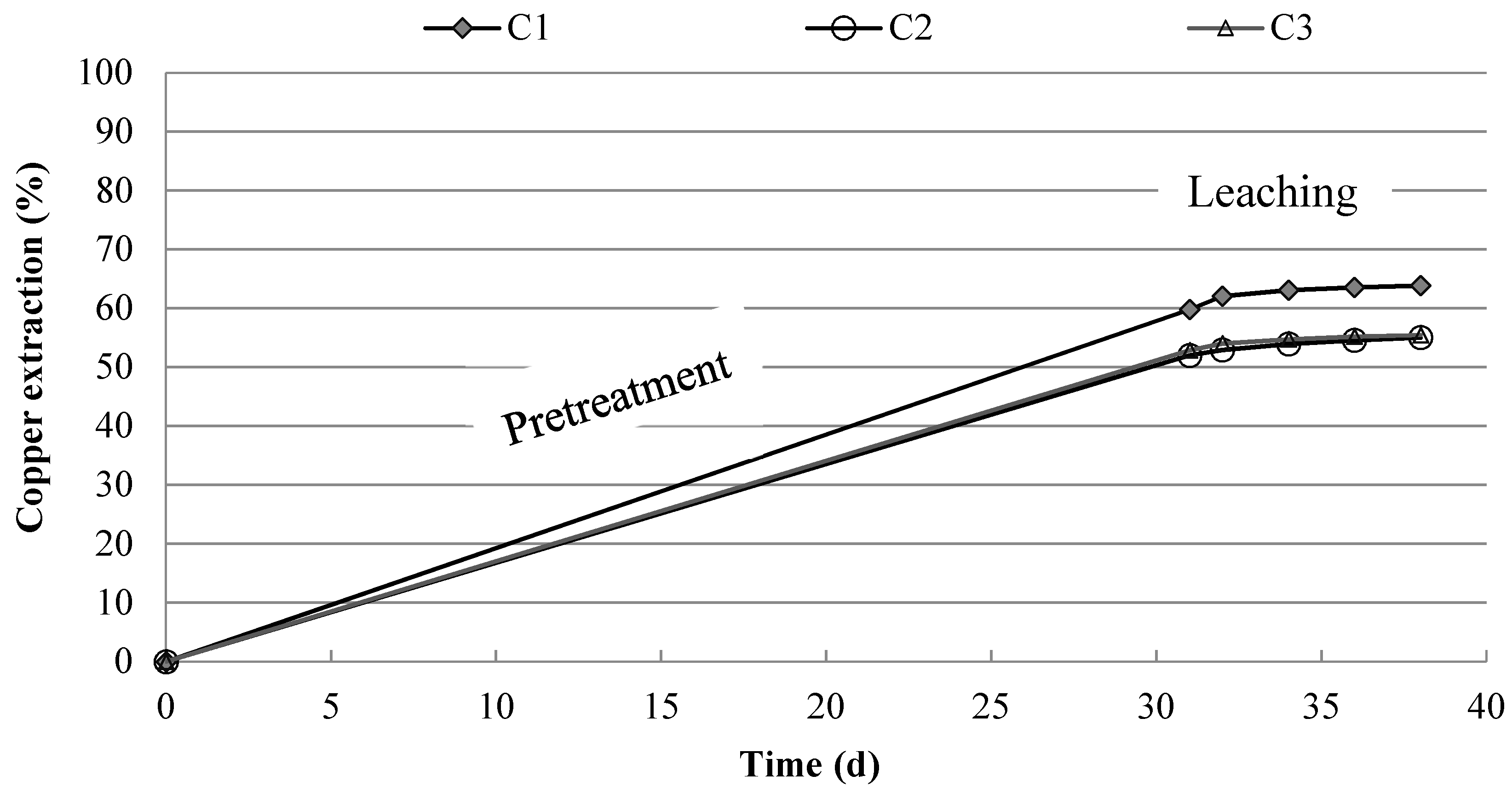
The objective of this study is to determine the effects of copper sulfide pretreatment (agglomeration and curing) on leaching by percolation at a moderate temperature (≤ 45 °C) in acid-nitrate-chloride media in mini-columns. The pretreatment variables studied were the addition of sodium nitrate (11.7 and 23.3 kg/ton), and sodium chloride (2.1 and 19.8 kg/ton), curing time duration (20 and 30 days) and repose temperature (25 and 45 °C). The leaching variables studied were the temperature of the system (25 and 45 °C) and the chloride concentration (20 and 40 g/L).

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}