1. Introduction
The depletion of high-grade copper resources, combined with the growing global demand driven by technological advancement, has led to the exploitation of unconventional resources such as mining tailings to supplement the current low-grade ores. Globally, copper ranks third in consumption among all metals, following steel and aluminium [
1], and its increasing demand alongside record-high prices has made its recovery from low-grade and unconventional resources both necessary and economically attractive [
2,
3]. However, the extractive metallurgy industry faces the intractable challenge of processing low-grade ores, which are characteristically complex and frequently contain deleterious gangue elements.
Froth flotation remains the primary beneficiation method for copper, but this is limited due to the constraints on floatable particle size coupled with limited liberation. These limitations often result in substantial copper losses from tailings, particularly with ultrafine (<20 µm) and coarse (>150 µm) size fractions. Other studies have shown that in many copper concentrators, over 50% of copper losses occur in the fine fraction, and 30%–40% occur in the coarse fraction [
4,
5,
6]. Tailings are highly variable in their physical and chemical properties, influenced by the mining method, the ore type, and the processing technology, while their chemical makeup is determined by the ore mineralogical characteristics, the geological conditions, and the beneficiation processes [
7]. In some operations, tailings can constitute up to 97%–99% of the total ore processed [
8,
9]. Advances in extraction technology, new market demands, and improved commodity prices can provide the impetus for the transformation of these wastes into valuable resources, enabling the recovery of metals and minerals once discarded. One major environmental concern is acid mine drainage (AMD), which occurs when sulphide-rich tailings are exposed to air and water, generating acidic solutions that mobilise toxic metals into surrounding water bodies [
9,
10]. Reprocessing sulphide-rich tailings can therefore serve both economic and environmental goals by recovering residual metals and reducing the long-term ecological impact. These residual minerals, often deposited due to having a low-grade content or using outdated extraction methods, contain trace elements like copper, lead, and zinc [
10].
Despite their latent value, flotation tailings remain under-characterised, particularly with respect the quantity and distribution of critical and valuable elements [
11]. As noted by Nakhaei, Corchado-Albelo [
11], this gap stems from the low concentrations of these elements and limited knowledge of their mineral hosts. Detailed mineralogical and chemical characterisation is essential for evaluating the reprocessing potential, optimising the separation strategies, and establishing safe disposal options for residuals. Furthermore, understanding the physicochemical properties of tailings is vital to address the trade-offs associated with complex mineralogy, including the need for finer grinding, a higher energy input, and increased processing costs [
12].
In recent years, advanced modelling and simulation techniques, along with improved characterisation tools, have been used to address some of these processing challenges [
2]. To this end, several characterisation studies have been conducted on lean, low-grade copper ores to assess their suitability for various processes [
13,
14,
15,
16]. All these characterisation studies allow for the direct correlation of the analysed results to give insights into further processing technologies and the future scope of work. To this end, the primary aim of this study is to conduct the detailed characterisation of tailings from a flotation processing plant in Australia and toassess their potential for recovering copper minerals and potentially other valuable minerals as by-products. This study employs a range of analytical techniques, including X-ray fluorescence (XRF) for elemental composition, inductively coupled plasma mass spectrometry (ICP-MS) for trace metal analysis, X-ray diffraction (XRD) for mineralogical identification, and the quantitative evaluation of minerals by scanning electron microscopy (QEMSCAN), to examine the mineral associations and the textures. The central novelty of this study lies in using detailed mineralogical characterization to inform a size-based flotation strategy for reprocessing sulphide tailings. By linking flotation performance limitations to particle size and liberation characteristics, the study proposes a split-circuit approach that leverages the complementary strengths of emerging flotation technologies. Specifically, gentler hydrodynamics are recommended for coarse, locked particles, while more energetic collision environments target fine, liberated material. This conceptual analysis demonstrates how mineralogical evidence can guide the selection and integration of advanced flotation systems and bridges the gap between tailings characterisation and process design. The findings offer not only a framework for improved metal recovery but also practical recommendations toward more efficient and sustainable mineral processing.
2. Materials and Methods
2.1. Sample Preparation
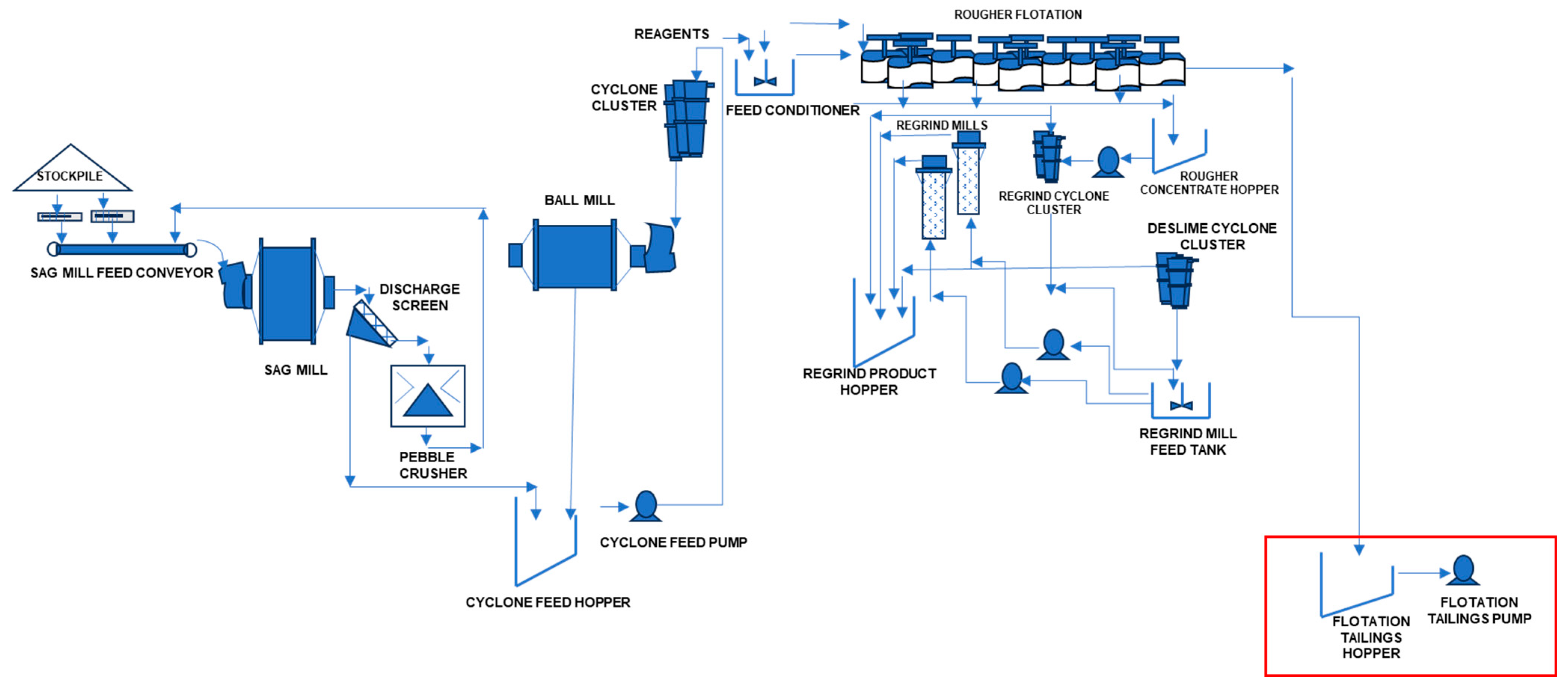
A 200 kg bulk flotation tailing sample was obtained from a flotation tailings hopper in an Australian copper processing plant (
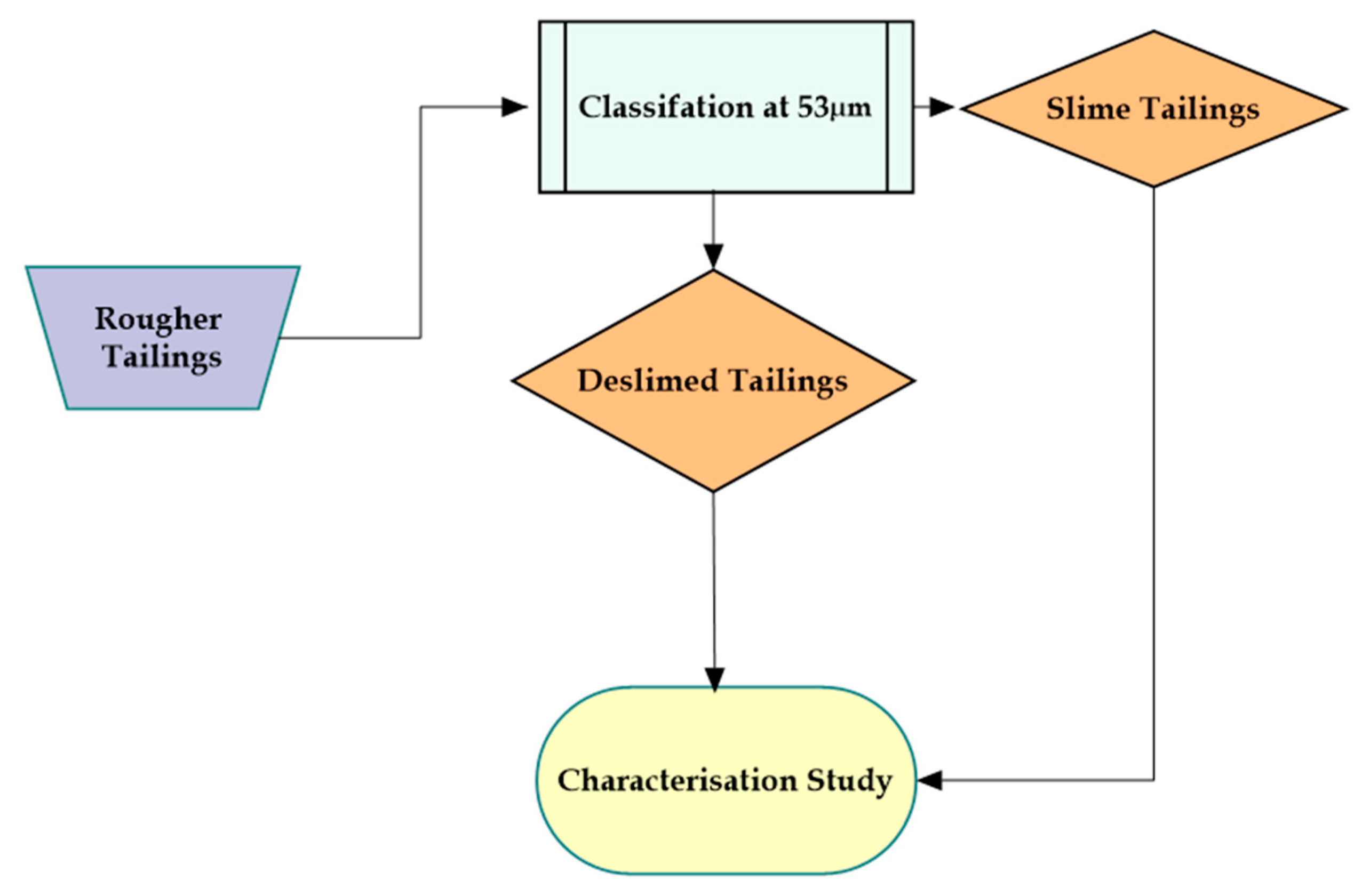
Figure 1). The sample was collected after the rougher flotation stage, which is designed to recover the bulk of copper from ore. To enable particle size specific assessments, the tailings were subjected to desliming to remove particles finer than 53 µm following the process outlined in
Figure 2. The choice of a 53 µm particle size cut was dictated by the downstream processing routes explored in this study. The bulk sample was homogenised and divided into 1 kg subsamples for subsequent testing including characterisation (present study) and beneficiation (to be reported in a follow-up publication).
2.2. Characterisation Techniques
2.2.1. Particle Size Distribution
Subsamples of both slimes and deslimed tailings were collected to determine particle size distribution. Distribution was measured using two complementary techniques, including wet/dry screening (as per [
17] and laser diffraction (Malvern Mastersizer 2000 instrument, Malvern Panalytical Ltd., Malvern, Worcestershire, UK).
For the laser diffraction method, the samples were suspended in demineralized water at room temperature, forming a pulp with a concentration of about 30 wt.%. The suspension was stirred at 1000 rpm for 10 min to fully disperse the particles. Each sample was analysed three times, and the results from these replicates were averaged to determine the final particle size distribution.
2.2.2. X-Ray Fluorescence (XRF)
XRF analysis was conducted to determine the elemental composition of the samples. A pressed powder pellet of the sample was prepared and analysed using a Vanta™ Handheld XRF Analyzer (Olympus Scientific Solutions Americas, Waltham, MA, USA). The major and trace elements were quantified to provide insights into the overall elemental composition of the tailings.
2.2.3. Inductively Coupled Plasma Optical Emission Spectroscopy (ICP-OES)
ICP analysis was used to obtain detailed information on the concentration of various elements in the samples. A representative solid sample was weighed and placed in a digestion vessel. Aqua regia, a mixture of concentrated hydrochloric acid (HCl) (37% Merck, Darmstadt, Germany), and nitric acid (HNO₃) (70% Signa-Aldrich, St. Louis, MO, USA) in a 3:1 ratio were then added to the sample, and then heated in microwave digester to dissolve the metals into a solution. Once digestion was completed, the solution was then cooled and diluted with deionized water (18.2 MΩ·cm, Milli-Q) to achieve the desired volume, and the resulting solution was filtered to remove any undissolved particulates. The filtrate, which contains metal ions, was then analysed using an ICP spectrometer. ICP-OES analysis was performed on the respective size fractions obtained from the wet screening tests.
2.2.4. Fire Assay
For gold and silver analyses, a fire assay was employed due to their sensitivity and reliability in determining precious metals, especially in Iron Oxide Copper Gold (IOCG) ores. A representative sample was fused with a flux mixture, and then subjected to high temperatures in a furnace to separate the precious metals from the surrounding matrix. The resulting bead was then subjected to cupellation to yield a pure gold and silver product, which was subsequently quantified. This method ensured the accurate measurement of gold and silver concentrations, crucial for understanding the economic value of ore.
2.2.5. X-Ray Diffraction (XRD)
XRD analysis was employed to identify the mineral phases present in the samples. A representative sample was micro milled with ethanol as the grinding liquid. The resultant samples were dried at 60 degrees and lightly pressed into a back-packed sample holder.
X-ray diffraction analysis was conducted using a PANalytical X’Pert Pro PW3040 diffractometer operated at 40 kV and 40 mA. A CoKα radiation source (λ = 1.789 Å) was used with an iron filter to minimize Kβ radiation. Mineral identification was performed using X’Pert HighScore Plus v4.9 (PANalytical) (Malvern Panalytical Ltd., Malvern, Worcestershire, UK), with search/match capabilities. The sensitivity of this methodology, however, is lower than that of chemical analysis or QEMSCAN, and the elements present in a trace concentration (less than 1%) are very hard to detect [
18]. This limits the suitability of the methodology for the sulphide minerals in this case study but allows for the analysis of the major gangue minerals, namely iron oxide and silicate.
2.2.6. Quantitative Evaluation of Minerals by Scanning Electron Microscopy (QEMSCAN)
QEMSCAN analysis was used to determine the mineralogical and liberation characteristics of the deslimed tails and slimes. One g representative sample of both the deslimed tails and slimes was mixed with graphite for uniform dispersion, embedded in epoxy resin, and prepared as 30 mm polished blocks. These were carbon-coated and analysed using a scanning electron microscope with EDS detectors. QEMSCAN provided the digital imaging and quantitative data on mineral abundance, grain size distribution, and liberation. The results included mineral composition, percentage volume, and cumulative volume, offering insights into mineral mass, liberation, and locking characteristics.
3. Ore Characterisation Results
3.1. Particle Size Distribution
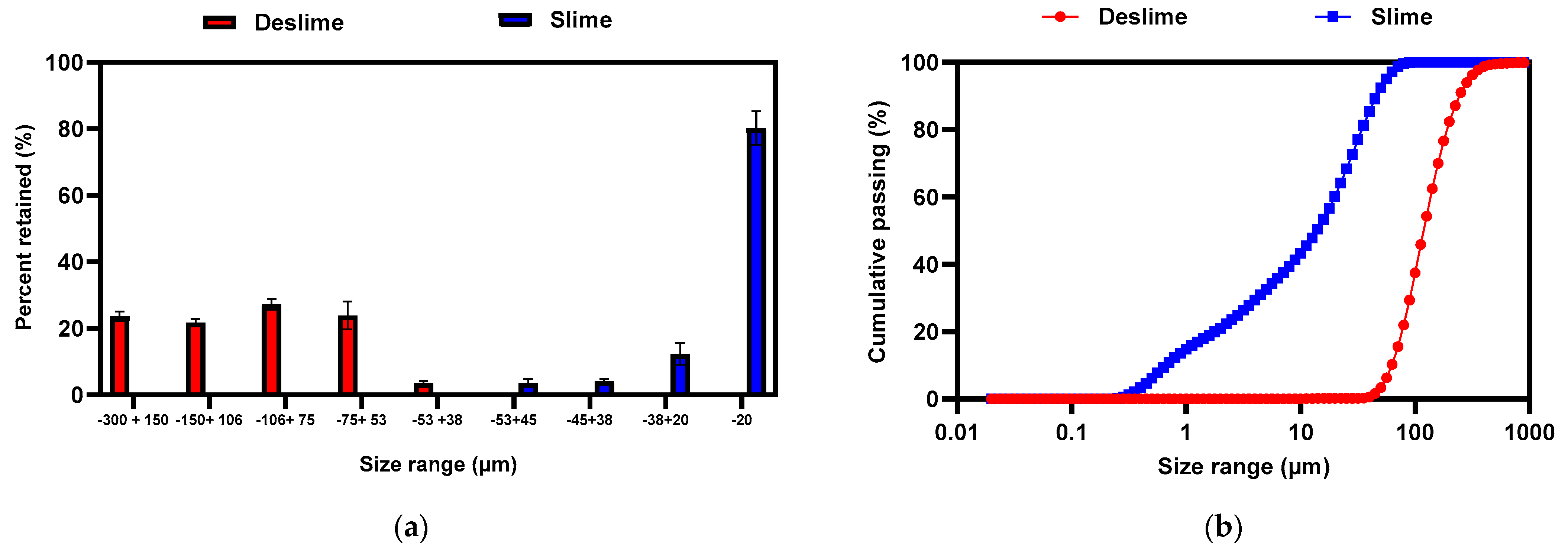
The particle size distribution (PSD) of both the deslime and slime tailings obtained by sieve and laser diffraction (L.D) analyses, respectively, are shown in
Figure 3. The bar chart (
Figure 3a) shows the mass distribution in the various particle size fractions, while
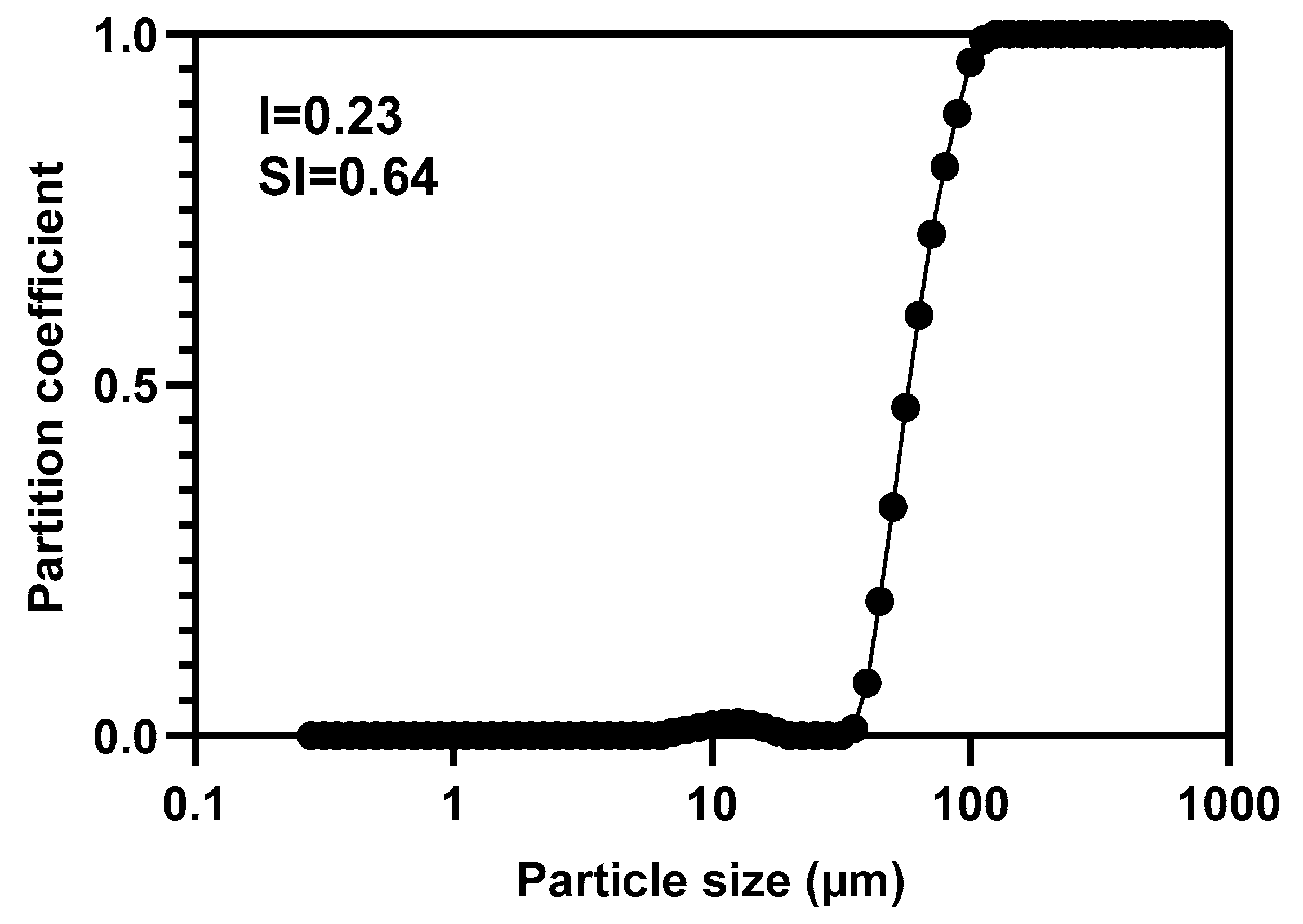
Figure 3b shows the cumulative particle size distribution. Analysis revealed that the sample was evenly distributed among the selected floatable size fractions (−150 + 106, −106 + 75, and −75 + 53 µm) and contained about 5% of <53 µm material in the deslimed fraction. In this study, the samples were received from the processing plant already deslimed using a vibrating screen, targeting a nominal cut size of 53 µm. Nonetheless, the deslimed (+53 µm) fraction still contained a small proportion of fine particles, as confirmed by particle size analysis. The separation performance was evaluated using a partition curve (
Figure 4), showing a cut size of approximately 53 µm and a low imperfection value (I) of 0.23, consistent with the high sharpness of separation (SI) of 0.64 expected from screen-based classification [
19]. The P80 of the deslime sample was 175 µm. The PSD of the slimes (<53 µm) indicate that approximately 80% of the particles were finer than 20 µm, and 30% were finer than 5 µm, which is relevant for the possible beneficiation techniques.
3.2. Bulk Elemental Composition
Table 1 presents the bulk elemental composition of the deslimed tailings (+53 µm) and slimes (−53 µm) measured by XRF. The most valuable mineral in this study is copper sulphide, therefore the Cu and S grades were of interest. Both the deslimed (+53 µm) and slimes (−53 µm) fractions contain a relatively low percentage of copper (0.06% and 0.07%, respectively), as expected in flotation tailings (most of the Cu had already been recovered). The slimes contained about 40% more Cu compared to the coarser fraction. There is also a significant difference in the Fe and Si contents between the two fractions (18% Fe and 28% Si in the deslimed tails against 33% Fe and 19% Si in the slimes), which was also expected due to the softer nature of iron oxides as opposed to harder silicates.
3.3. Size-by-Size Chemical Composition
The chemical composition of the respective size fractions of both the ‘deslimed’ and ‘slime’ flotation tailings was analysed using the ICP method, limitedly to the most relevant valuable (Cu and S) and gangue (Fe and Si) elements, and the data are summarised in
Table 2 and
Table 3. The copper content remains relatively uniform across all the fractions, averaging around 0.06%, with some enrichment in the fine particles (<20 um), as also shown by the XRF findings. The finest fraction of the slimes (−20 µm), which represents 80.2% of the total sample mass, had the highest copper grade (0.07%). The amount of sulphur (S) increases from 1.3% to 2.4% as the material becomes finer, indicating a higher abundance of sulphide minerals in the fine particles. The tailing material in this study is largely composed of iron (Fe), with concentrations ranging from 4.7% in the coarse fraction (−300 +150 µm) to 32.5% in the finer fraction (−75 +53 µm). The silicon (Si) content decreases with the finer particle sizes, from 35% in the coarsest fraction to 20.7% in the −75 +53 µm fraction. Similar trends are observed in the slimes.
Other Minerals as By-Products
Table 4 shows the presence of REE in the tailings. The slimes (−53 µm) exhibit higher REE concentrations, particularly for yttrium, lanthanum, praseodymium, and neodymium, suggesting preferential enrichment in the slimes. This trend aligns with the known behaviour of REEs, which are often associated with finer particles due to their occurrence in accessory minerals or adsorption onto mineral surfaces [
16]. In contrast, heavier REEs, such as dysprosium, holmium, and ytterbium, remain at negligible concentrations in both the fractions. The coarser fraction contains slightly higher concentrations of both these elements, with gold at 0.14 ppm and silver at 1.6 ppm compared to 0.09 ppm and 1 ppm in the finer fraction. The low concentrations of gold and silver observed in both the fractions suggest limited economic potential for recovery, given the additional costs and complexity associated with extracting precious metals from tailings. However, the presence of REEs suggests some potential for economic interest, provided an effective upgrading process can be developed to concentrate these elements at a recoverable level.
3.4. X-Ray Diffraction (XRD)
The XRD analysis of both the slimes and the deslimed tailings (
Table 5) confirmed several hypotheses from elemental analysis. The slimes contain 52% hematite group by composition, while the deslimed fraction exhibits only a 26% hematite content. This indicates that hematite is primarily present within fine particles. Conversely, the deslimed tails displayed a more significant increase in quartz content (48%) compared to that of the slimes (27%), suggesting that quartz remains within the coarser fraction. The presence of other silicate minerals such as kaolinite indicates complex mineral associations, which may complicate downstream beneficiation strategies.
3.5. QEMSCAN Characterization
The mineral mass abundance of the identified phases is presented in
Table 6. The results indicate mixed copper/iron sulphides in the non-sulphide gangue, with silicate gangue minerals and iron oxides being predominant. The major Cu minerals are chalcopyrite and Cu intergrowths and other minor Cu bearing minerals such as bornite, covellite, chalcocite and carrollite.
The silicate minerals include quartz, feldspars (K-feldspar and albite), micas (muscovite and biotite), and chlorite, while iron oxides consist of magnetite, hematite, and goethite associations. However, there are notable differences in the concentrations of each mineral phase between the fine and coarse fractions. This analysis also identifies REE minerals in both the tailings, including monazite and crandallite, though in relatively low concentrations. Monazite was detected more consistently and with higher abundance than the other REE minerals, which appear as trace amounts.
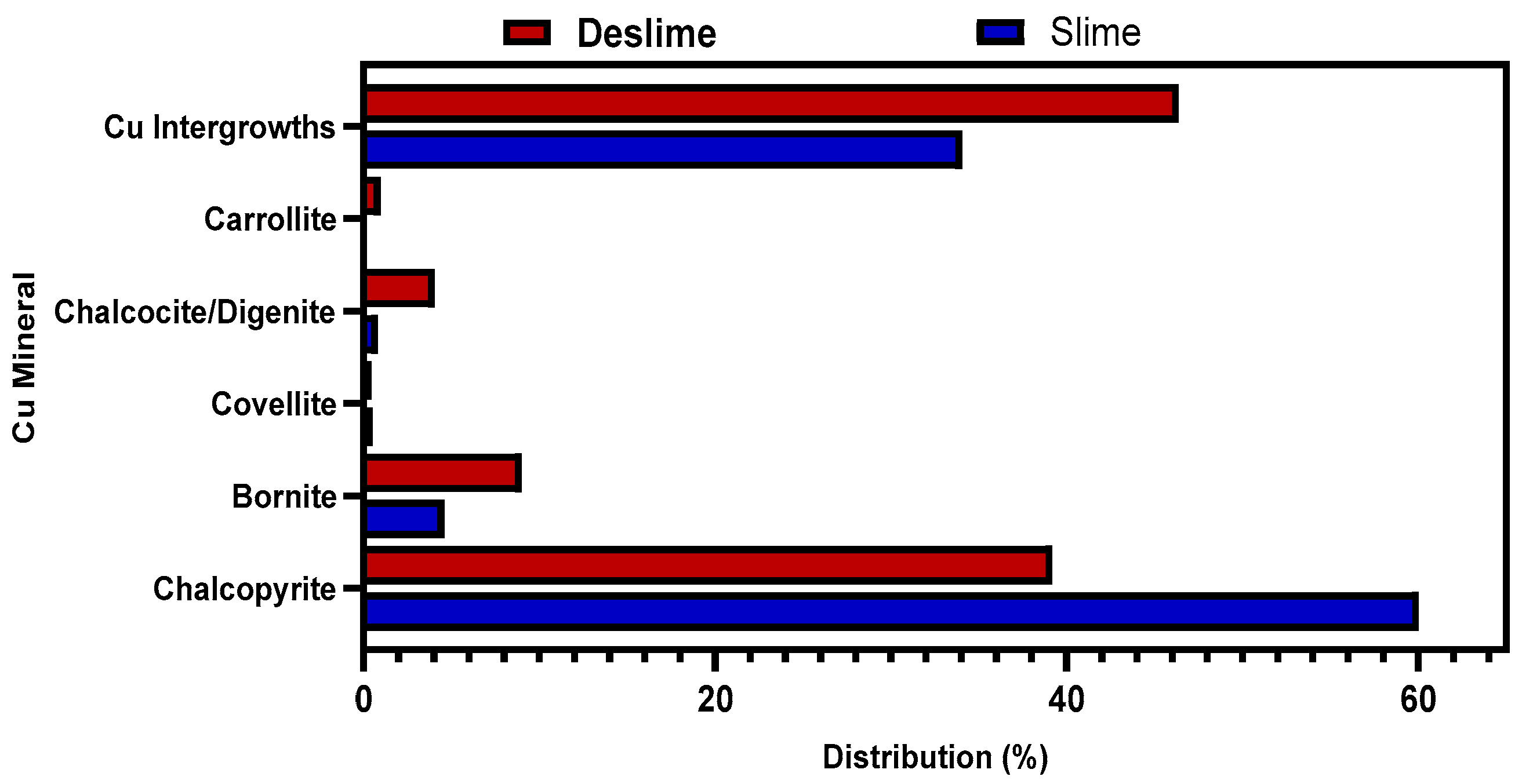
The distribution of copper sulphide minerals in the slimes and the deslimed fractions (
Figure 5) shows that Cu is predominantly associated with copper sulphide intergrowths in the deslimed fraction, while chalcopyrite is the dominant phase in the slimes. Bornite, and chalcocite/digenite constituted minor proportions of both the fractions. The preferential partitioning of chalcopyrite into the slime fraction may be attributed to factors such as the increased liberation at finer particle size [
20]. The observed changes in mineral distribution after desliming have important implications for downstream processing.
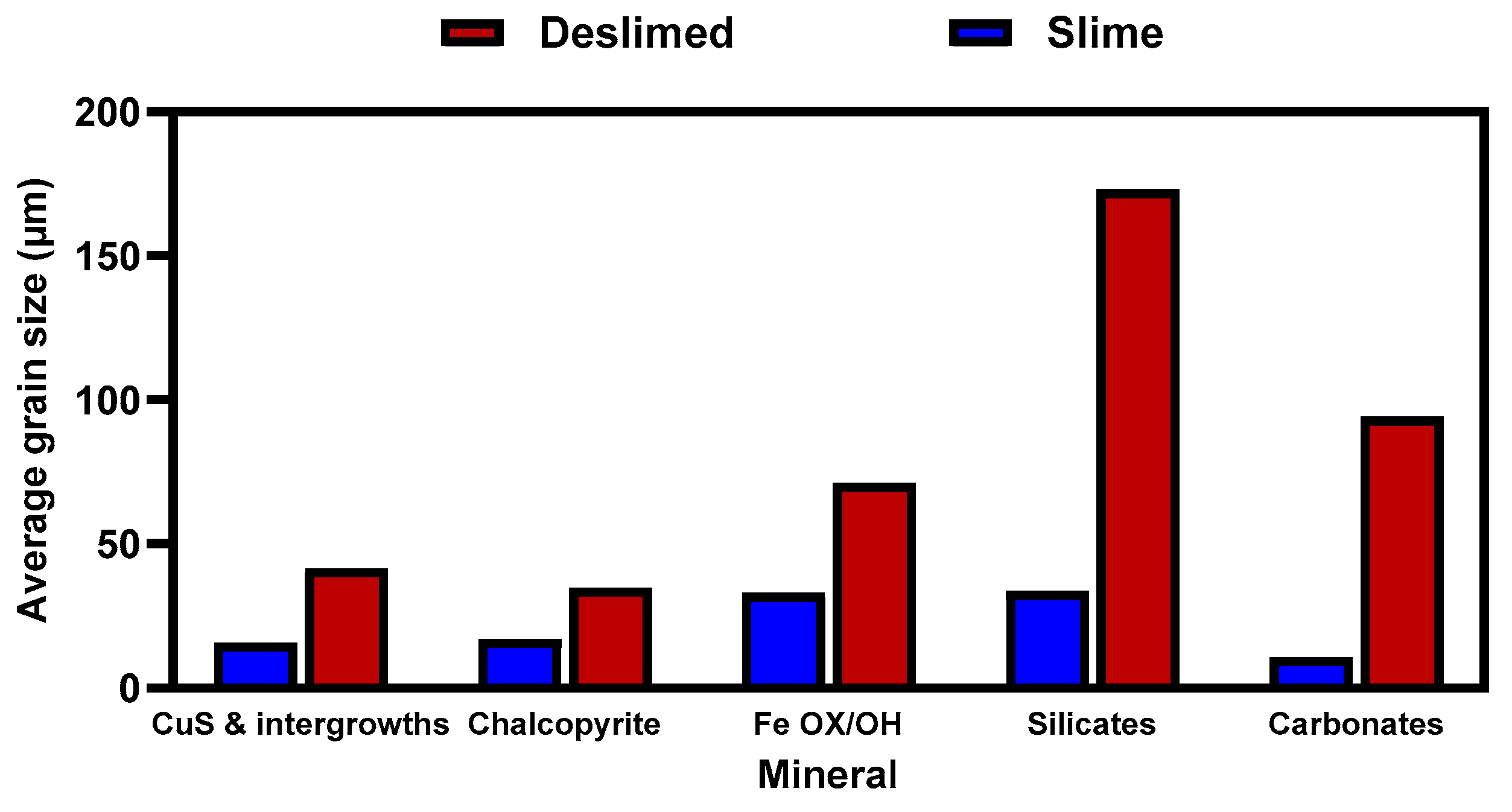
3.6. Average Grain Size of Copper Minerals
Figure 6 illustrates the average grain size of key minerals in both the slimes and the deslimed samples. The copper sulphides, along with their intergrowths, exhibit grain sizes in the range 40–170 µm in the deslimed tails and about 20 µm in the slimes. This observation aligns with an apparent relationship between mineral abundance and grain size distribution, where more abundant copper sulphides tend to display coarser grain size distributions (as can be seen in the mineral abundance for copper in the deslimed fraction in section in
Table 6 and noted by [
21]).
3.7. Mineralogical Associations of Copper Minerals
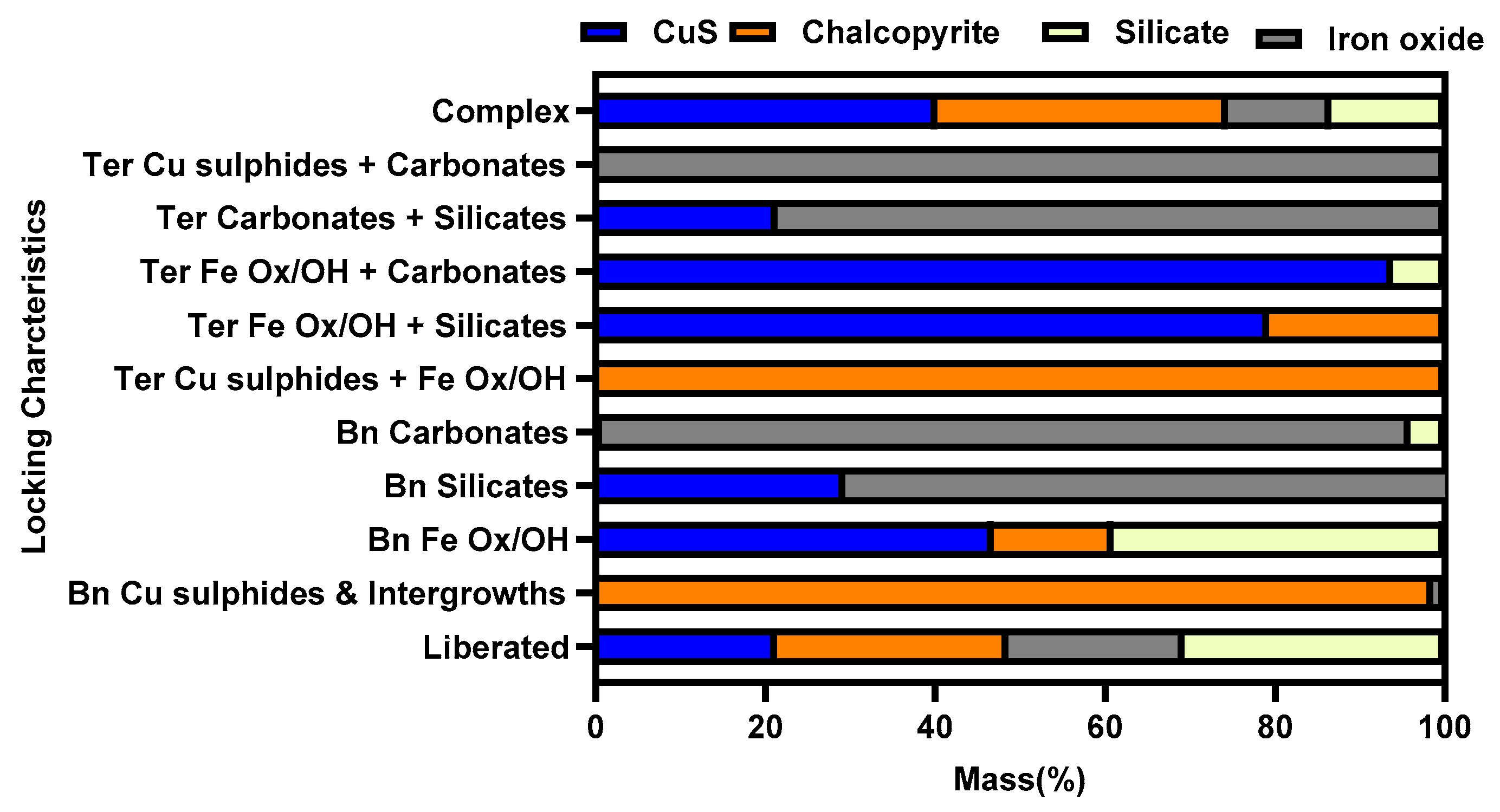
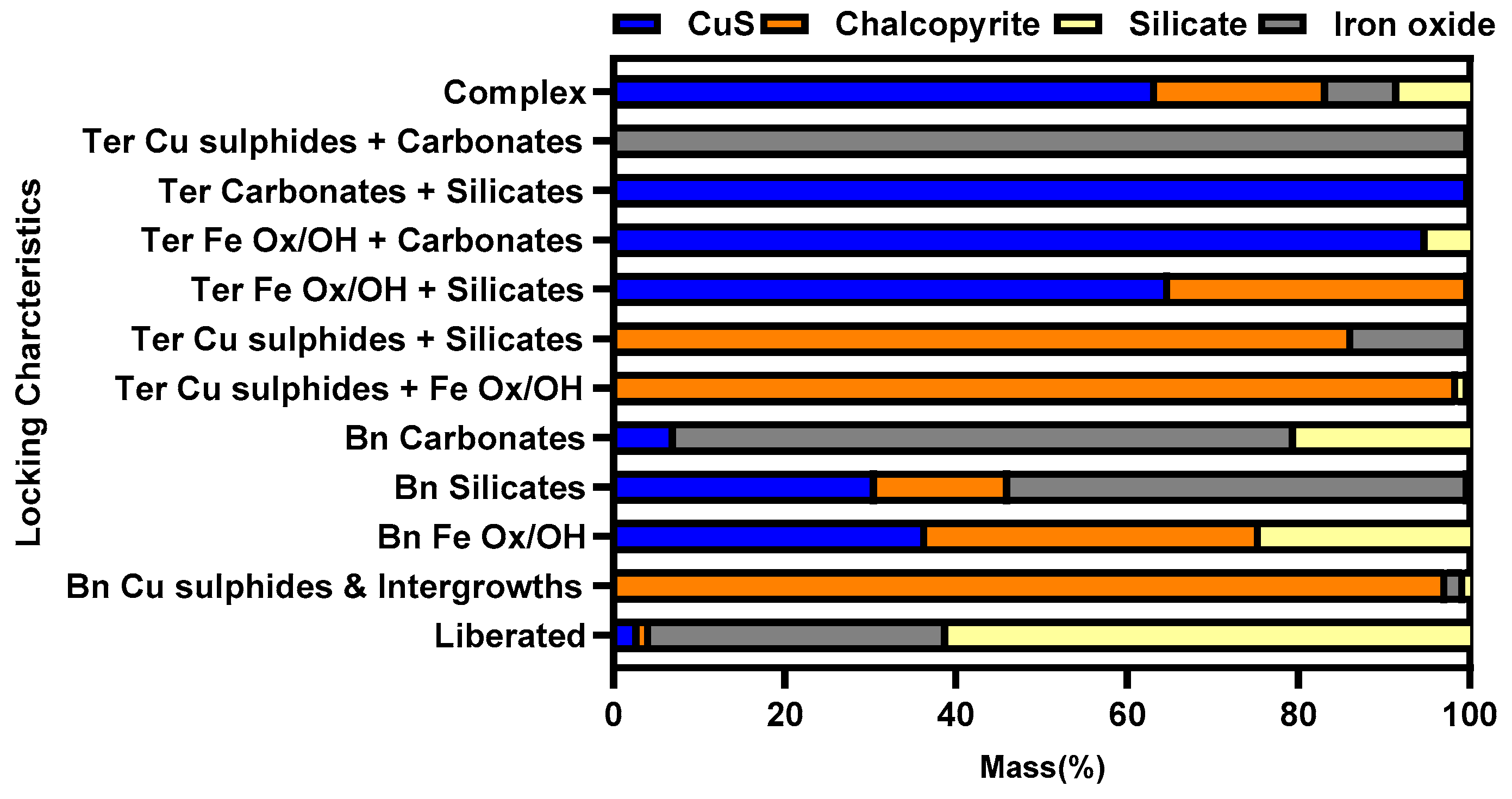
The mineralogical associations are shown in
Figure 7 (slimes) and
Figure 8 (deslimed tails). The data indicate significant complexity and variation in the copper mineral associations. In the slimes, the particles are mostly comprised of liberated grains (as discussed in
Section 3.8). Notwithstanding, iron oxides and silicates display a broader range of associations, including ternary combinations with carbonates, and exhibit a high degree of liberation, which may facilitate their rejection in the further beneficiation of tailings.
On the contrary, in the deslimed tailings, it is evident that the copper sulphides are highly unliberated and complex. The Cu sulphides exhibit significant associations with silicates and carbonates. They tend to form ternary associations with silicates, iron oxides, and carbonates. This will complicate the beneficiation of the material.
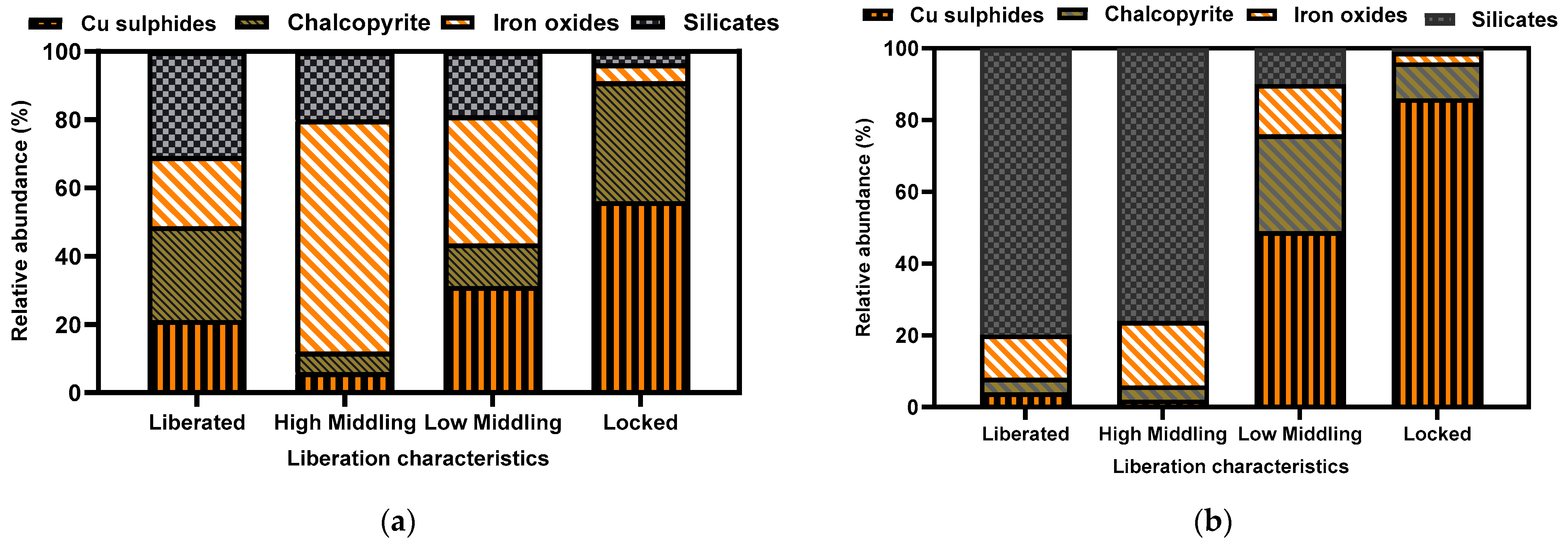
3.8. Degree of Liberation of the Copper Minerals
The degree of liberation of minerals was quantified by QEMSCAN, and this is shown in
Figure 9. Mineral liberation has been grouped into four distinct classes based on the area percent of liberated minerals, including fully liberated (100%), high–middling (80%–90%), low–middling (30%–70%), and locked (0%–30%). In the slimes, over 60% of Cu sulphide is in the fully liberated category. In contrast, the deslimed sample (
Figure 9b) shows a notable shift, with a larger proportion of Cu sulphides falling into the low–middling and locked categories. The lower degree of liberation suggests that they are more challenging to recover from gangue in beneficiation (e.g., flotation), as discussed further below.
3.9. Textural and Morphological Characteristics of Tailings
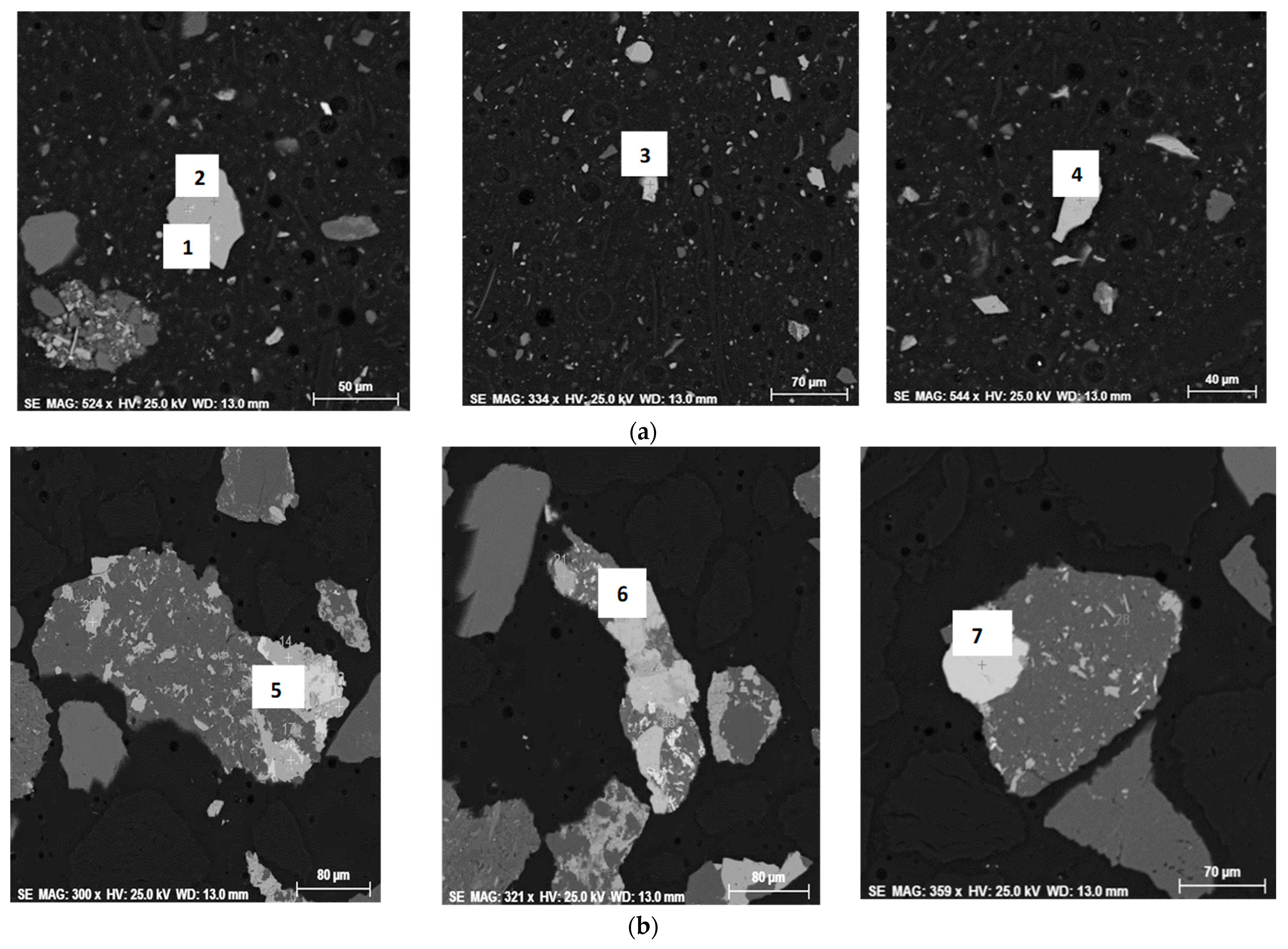
In addition to the chemical and mineralogical characterisation of the tailing materials, image analysis (SEM-EDS) was also employed to investigate the key minerals characteristics, the elemental signatures, and spatial distribution. Analysis focused on the mineral phases critical to copper recovery, such as copper sulphides, silicates, and iron oxides.
The backscattered SEM images (
Figure 10) reveal the distinct structural and textural differences between the slime and deslimed samples. The slime fraction is composed of finer, more dispersed mineral grains (points 1–4),EDS shown in
Table A1, but also contains complex composite particles similar to those observed in the deslimed sample, which features coarser particles with extensive intergrowth (points 5–7).
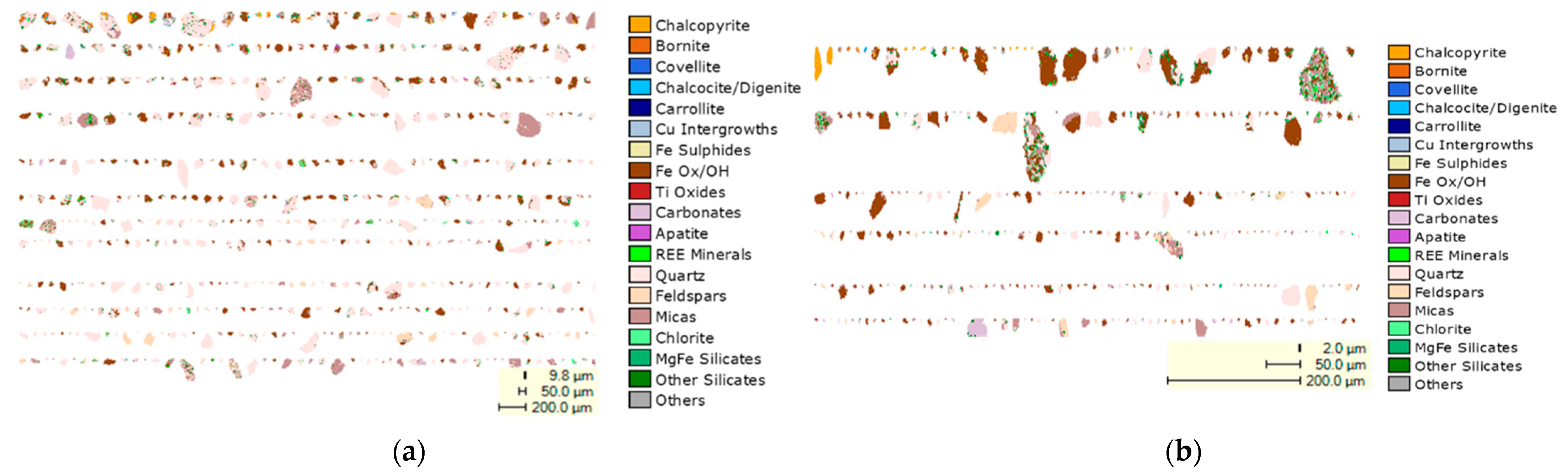
Figure 11 reaffirms that the Cu-bearing minerals in the deslimed tailings form complex composites with gangue minerals, generating the aforementioned characteristics observed in the slimes. These observations support the mineral liberation characteristics presented in
Figure 9.
4. Review of Beneficiation Methods and Amenability
The characterisation results suggest that there is some potential for the recovery of copper, and possibly REE, in the tailings material, provided an efficient and cost-effective beneficiation route is identified. The relatively low-grade copper and mineralogical association with the iron–silicate gangue phases indicate the need for precise mineral separation strategies to achieve the desired copper concentrates. A review of potential beneficiation strategies and their suitability for treating the tailings material examined in this study is presented below.
4.1. Froth Flotation
The copper minerals present are predominantly chalcopyrite, with lesser amounts of bornite, covellite, and chalcocite/digenite. It is important to note that this material has already undergone froth flotation and now exists as tailings. As such, it contains copper-bearing particles that were not recovered during the initial flotation stage potentially due to factors such as.(i) insufficient liberation (in the coarser size fractions), (ii) surface oxidation, (iii) the slime coatings, and (iv) overground particles (too fine for efficient flotation). To be able to float them in a second instance, some surface treatment and/or different and more efficient flotation technology is required.
4.1.1. Flotation Chemistry: Collectors and Depressants
The flotation of copper sulphide ores primarily utilizes thiol collectors, such as xanthates, dithiocarbamates, and dithiophosphates, which form distinct surface products on various copper sulphide minerals [
22,
23]. An assessment of the effects of these collectors on copper sulphide was conducted based on the recovery and flotation rates. The effectiveness of sulfhydryl collectors in the flotation of copper sulphide minerals was found to follow this order: Xanthate > Dithiophosphate = Thiocarbamates > Dixanthogen [
24]. Also, higher-molecular-weight xanthate (e.g., PAX) provides a stronger collecting capacity. Thionocarbamates, on the contrary, show the more selective flotation of copper phases, while reducing gangue entrainment [
25]. The plant currently uses special collector formulations, which are designed to achieve maximum recovery despite the grade in the final concentrate. It is possible that a stronger (although less selective) collector is more suitable to reprocess the tailings in this study. In any case, the optimum collector suite to process tailings is expected to be different from the typical plant formulation. The presence of high concentrations of silicate minerals, as well as Fe oxides (
Table 6), suggests that gangue depressants like sodium silicate and organic polymers, including carboxymethyl cellulose and guar gum, could also be employed to minimize the recovery of these gangue minerals during flotation [
26,
27].
4.1.2. Enhanced Flotation Hydrodynamics
Coarse and fine particles require very different hydrodynamics for efficient flotation. Coarse particles are often poorly recovered in mechanical flotation cells due to high turbulence, which causes the instability of bubble particle aggregates. To this end, previous studies have shown that turbulence is not the sole factor limiting coarse particle recovery; challenges also arise during particle transfer from the pulp to the froth and from the froth to the cell lip [
4,
28]. For the coarse, weakly liberated particles in the deslimed fraction, a system with low turbulence and increased residence time may help overcome these issues.
Fine particle flotation, on the contrary, can be limited by insufficient turbulence in mechanical cells. First, the slow momentum of fine particles results in reduced kinetic energy, hindering effective collision with bubbles. However, the finer particle size of slimes (−53 µm) also brings challenges such as slime coating, which can hinder bubble attachment during flotation, leading to the reduced selectivity and recovery of valuable minerals. Additionally, fine particles are prone to entrainment, where gangue minerals are unintentionally recovered alongside the valuable ones, reducing concentrate purity [
29].
These challenges are well-documented in the literature [
20,
29,
30,
31], and the characterisation results here reinforce their practical relevance. Various methods and treatments are currently being employed to enhance the recovery of both fine and coarse particles. These include utilizing small air bubbles, modifying the cell properties, increasing the residence time, adding extra collectors, and implementing additional grinding operations [
32,
33,
34]. However, the mineralogical evidence from this study suggests conducting size-based separation prior to flotation (e.g., desliming) combined with technology-specific flotation approaches.
4.1.3. Increasing Liberation by Regrinding
Poor liberation, as observed in the coarse tailing fractions (
Figure 9b) in this case study, can also be an issue in flotation. This often necessitates regrinding to improve liberation. Fine regrinding, however, may increase the operating costs, potentially making it uneconomical for low-grade tailings such as those examined in this study. For these reasons, in this case study, regrinding was not considered a viable option. Size classification, followed by the split flotation of coarse and fine fractions is believed to be the most efficient strategy.
4.1.4. Targeting Coarse Particles: HydroFloat™ Technology
HydroFloat™ flotation is a promising alternative to conventional flotation, particularly for coarse particle recovery [
4]. The purpose of HydroFloat™ is to facilitate the flotation of coarse particles in a quiescent fluidised bed environment [
35]. By targeting a broader particle size range, including coarser particles, HydroFloat™ technology could also improve copper recovery from less-liberated fractions (such as the one in this study), while avoiding the detrimental effects associated with turbulence in mechanical cells.
HydroFloat units have been recently installed at several copper concentrators to recover value from the rougher/scavenger tailings [
36] and allowing for rougher flotation at coarser particle size, with obvious energy savings in grinding. According to a study by Kohmuench, Mankosa [
37], the HydroFloat™ separator significantly improves the recovery of coarse particles by maintaining a stable fluidised bed and solving bubble-particledetachment issues. Another study by Mankosa, Kohmuench [
38] ascertained the capability of increasing coarse particle recovery by over 20% compared to that of the conventional approaches. They demonstrated improvement in the recovery of composite particles up to 400 mm because of the hydrodynamic conditionsof the HydroFloat™ for the effective and efficient flotation of composite particles [
35].
In this study, however, the feed material (i.e., the deslimed tailings) is finer than that in typical HydroFloat™ applications. It is still unexplored if HydroFloat™ can achieve enhanced copper recovery and upgrades at a finer feed PSD. If successful, this will reduce the copper losses from tailings and present significant economic benefits. This aspect will be explored in this project (and presented in Part 2), also aiming at enhancing the current knowledge and fundamental understanding of the behaviour of complex, low-grade, fine tailings in HydroFloat™. The Cu content (0.06%) in the flotation tailings used in the presented study is analogous to some low-grade copper deposits in Australia. Providing insights into more efficient recovery methods for valuable minerals from low-grade resources using HydroFloat™ could potentially benefit a broad range of stakeholders in the mining industry.
4.1.5. Targeting Fine Particles: Jameson Cell and Reflux Flotation Cell (RFC)
The recovery of fine particles in flotation circuits remains a significant challenge due to the low collision efficiency and high entrainment losses for particles below 20 µm [
29,
39] issues clearly reflected in this study. Particle size analysis (
Figure 4) showed that over 80% of the slimes are <20 µm, and the QEMSCAN results (
Figure 9a) confirmed that over 60% of the copper sulphides in this fraction are fully liberated. Despite this favourable liberation, the flotation of such fine particles in conventional cells remains inefficient.
Advanced flotation technologies, such as the Jameson Cell and the Reflux Flotation Cell (RFC), are well-suited to recover such fine particles.
The Jameson Cell is a high-intensity flotation device known for its efficient particle collection and froth recovery. It operates based on the principles of intense shear and bubble–particle collision in a downcomer, which enhances fine particle flotation like those observed in the <53 µm fraction [
40,
41]. The RFC similarly promotes high gas flux and bubble–particle interaction, supported by inclined plates that aid froth drainage and size-selective recovery [
42,
43]. The cell utilizes a system of inclined plates to enhance phase separation, which improves froth stability and recovery from a broader size distribution i.e., from ultrafine to coarse [
5]. Unlike the conventional flotation cells, the RFC maintains high gas flux, while allowing for increased residence time, leading to improved kinetics and recovery rates [
44]. The recent studies indicate that the RFC is particularly effective in treating finely disseminated copper minerals within reprocessed tailing streams [
45,
46]. The slimes in this study not only contain Cu grades (
Table 1) analogous to tailings, but also show higher concentrations of REE-bearing minerals (
Table 4), which may also benefit from fine particle flotation.
Given the characterisation study findings, the Jameson Cell and the RFC could be strategically integrated into the flotation circuit to optimize fine chalcopyrite recovery. Two possible approaches are as follows:
Pre-Treatment Prior to HydroFloat™ Processing: A Jameson Cell or an RFC could be applied upstream to selectively float liberated chalcopyrite and REE-bearing phases from the <53 µm stream.
Scavenger Stage for Tailing Reprocessing: For any residual fine chalcopyrite or REEs not recovered in the HydroFloat™, the RFC could act as a secondary recovery unit, especially for particles finer than 20 µm.
4.2. Other Methods for Physical Beneficiation
Magnetic separation offers significant potential in removing the bulk-liberated iron oxides content from the ore by optimizing both the throughput and downstream processes, such as flotation, leaching, and extraction. By utilizing low-intensity magnetic separation (LIMS) for strongly magnetic minerals like magnetite and wet high-intensity magnetic separation (WHIMS) for weakly magnetic minerals like hematite, a tailored approach can effectively recover iron-bearing minerals [
47]. This not only improves ore quality, but also reduces the material to be processed further, leading to more efficient extraction processes. Even though this case study is focused on copper recovery, rare earth elements (REEs) have been identified in higher concentrations than those typically found in ores. Although not the primary target, REEs can be recovered as by-products. High-intensity magnetic separation could be employed to recover rare earth element (REE)-bearing minerals (including monazite, a paramagnetic mineral) in tailings [
48]. With the critical role of REEs in green energy technologies and high-tech equipment, this step could add significant value to tailings, improving overall project economics. Given the high magnetic susceptibility of iron oxides compared to that of REE minerals, operating magnetic separators at varying intensities could produce iron oxide-rich concentrates at lower intensities and produce REE-rich concentrates at higher intensities [
48]. While the justification for REE upgrading via magnetic separation is well established, given the paramagnetic nature of minerals like monazite, the role of iron oxides in hindering copper recovery requires further elaboration. In flotation circuits, iron oxides, such as hematite and goethite, may negatively impact copper sulphide flotation as follows: (i) Acting as a diluent in the concentrate, thereby lowering the Cu grade. (ii) Forming composite or locked particles with copper minerals (as shown in QEMSCAN associations,
Figure 7 and
Figure 8), reducing liberation and floatability. (iii) Interfering chemically, as iron oxides may scavenge collectors or increase the amount of slime coating, particularly in fine fractions.
However, this effect may vary based on particle size and mineral association. In this study, QEMSCAN and SEM analyses (
Section 3.5,
Section 3.6,
Section 3.7 and
Section 3.8) show that copper sulphides in the coarse fraction are often intergrown with silicates and carbonates, whereas in the slimes, liberated chalcopyrite coexists with large amounts of hematite and goethite (
Table 5 and
Table 6,
Figure 9).
Therefore, targeted the magnetic removal of iron oxides from the slimes fraction may not only help isolate the REE-bearing phases, but also reduce unwanted mass pull during flotation, potentially improving the copper grade. However, for the deslimed tails, iron oxides are less dominant, and their impact on copper recovery may be less critical. This differentiation highlights the need for tailored processing strategies based on mineral association and particle size.
Considering gravity separation, its effectiveness for copper recovery in this case study needs careful consideration and may not be the primary method for concentrating copper. Alternative methods like those mentioned above (Froth flotation; HydroFloat™, Jameson, and Reflux Cells; and magnetic separation) may be more appropriate for determining the specific mineralogical characteristics of tailings.
On the other hand, electrostatic separation is a technique that exploits the differences in the electrical conductivity of materials to achieve separation [
49]. It could potentially be used for complex, low-grade tailings containing rare earth elements, such as in this case study, but there are several factors to consider, such as particle size and mineralogy. In the context of this case study, the fine particle and mineralogical characteristics of the tailings make this method unsuitable.
5. Summary
This study presented the detailed characterisation of flotation tailings from a selected copper processing plant, with the overall target of determining their elemental, chemical, and mineralogical properties and evaluating their potential for recovering copper and other valuable minerals.
Mineralogical analysis depicted a low-grade and complex flotation tailing material, which is analogous to typical low-grade copper ore, primarily composed of chalcopyrite (<1%), alongside significant iron oxides and silicate gangue phases, necessitating a precise separation strategy. As a processing strategy, the material was size-classified, and characterisation was performed separately for the deslimed fraction (+53 µm) and the slimes (−53 µm). In the slimes, iron (Fe) oxide minerals dominate, followed by silicate minerals and sulphides, such as chalcopyrite and bornite, which show higher degrees of liberation. More than 60% of the copper minerals in the slimes are fully liberated, which may be advantageous for flotation performance.. However, the fine particle size introduces challenges, like slime coating and entrainment, potentially reducing selectivity and the concentrate quality. The deslimed material shows greater abundances of silicates as gangue and copper intergrowths with a lower degree of liberation as a valuable mineral. Most of the copper sulphides fall into the middling or locked categories, which are a potential challenge to recover. This characterisation study indicates that the tailored combination of beneficiation methods is necessary to maximize copper recovery, while managing the gangue rejection effectively. To enhance copper recovery, this study suggests some improvements over conventional flotation, including an optimised reagent regime and hydrodynamic improvements using alternative, more efficient, flotation technologies. Overall, this study suggests that integrating HydroFloat™, the Jameson Cell, and the RFC into the flotation circuit could significantly enhance copper recovery from tailings. The proposed approach, which will be illustrated in Part 2, comprises size classification, followed by the separate flotation of course and fine particles.
Mineralogical analysis also revealed the presence of REEs in the tailings, which could be of economic interest, although their mineralogical associations make beneficiation or upgrading a challenge. The physical separation techniques, such as magnetic separation, gravity separation, and electrostatic separation, proposed for removing iron oxides and potentially upgrading rare earth elements (REEs) have been reviewed. Gravity separation was, however, found to be ineffective for copper recovery due to poor liberation and the fine nature of mineralization. More work is required on this topic. Overall, this study suggests that integrating HydroFloat™, the Jameson Cell, and the RFC into the flotation circuit could enhance copper recovery from tailings. These findings provide the foundation for further experimental validation and process optimization (which will be presented in Part 2). While it is important to note that there are trade-offs between recovery, grade, and mostly processing costs, optimizing feed preparation and operational feasibility is critical for achieving effective copper recovery from the material investigated.
Author Contributions
R.A.D.: conceptualization; visualization; formal analysis; investigation; methodology; and writing—original draft. M.Z.: conceptualization; supervision; and writing—review and editing. W.S.: conceptualization; writing—review and editing; supervision; funding acquisition; and project administration. J.A.-M.: supervision; and writing—review and editing. R.A.: review and editing G.B.A.-W.: conceptualization; supervision; investigation; writing—review and editing; and project administration. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the funding support from the Australian Research Council for the ARC Centre of Excellence for Enabling Eco-Efficient Beneficiation of Minerals, grant number CE200100009.
Data Availability Statement
The data will be made available on request.
Acknowledgments
The authors also acknowledge the facilities and technical assistance of the staff of Microscopy Australia at the Future Industries Institute, University of South Australia. This work used the NCRIS, and the Government of South Australia enabled the Australian National Fabrication Facility-South Australian Node (ANFF-SA).
Conflicts of Interest
Author Massimiliano Zanin was employed by the company Mineral Processing Consulting. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Appendix A
Table A1.
EDS of identified key copper minerals.
Table A1.
EDS of identified key copper minerals.
| Spectrum | Cu | Fe | Si | S |
|---|
| 1 | 57 | 17 | 24 | 1 |
| 2 | 69 | - | - | - |
| 3 | 33 | 33 | 34 | - |
| 4 | 33 | 32 | 35 | - |
| 5 | - | 70 | - | - |
| 6 | 6 | 55 | 5 | - |
| 7 | 62 | 12 | 26 | - |
References
- Jena, S.S.; Tripathy, S.K.; Mandre, N.R.; Venugopal, R.; Farrokhpay, S. Sustainable Use of Copper Resources: Beneficiation of Low-Grade Copper Ores. Minerals 2022, 12, 545. [Google Scholar] [CrossRef]
- Northey, S.; Mohr, S.; Mudd, G.M.; Weng, Z.; Giurco, D. Modelling future copper ore grade decline based on a detailed assessment of copper resources and mining. Resour. Conserv. Recycl. 2014, 83, 190–201. [Google Scholar] [CrossRef]
- Sicupira, L.; Veloso, T.; Reis, F.; Leão, V. Assessing metal recovery from low-grade copper ores containing fluoride. Hydrometallurgy 2011, 109, 202–210. [Google Scholar] [CrossRef]
- Janishar Anzoom, S.; Bournival, G.; Ata, S. Coarse particle flotation: A review. Miner. Eng. 2024, 206, 108499. [Google Scholar] [CrossRef]
- Hassanzadeh, A.; Safari, M.; Hoang, D.H.; Khoshdast, H.; Albijanic, B.; Kowalczuk, P.B. Technological assessments on recent developments in fine and coarse particle flotation systems. Miner. Eng. 2022, 180, 107509. [Google Scholar] [CrossRef]
- Yianatos, J.; Carrasco, C.; Bergh, L.; Vinnett, L.; Torres, C. Modelling and simulation of rougher flotation circuits. Int. J. Miner. Process. 2012, 112, 63–70. [Google Scholar] [CrossRef]
- Escobar, A.G.; Relvas, J.M.; Pinto, Á.M.; Oliveira, M. Physical–chemical characterization of the Neves Corvo extractive mine residues: A perspective towards future mining and reprocessing of sulfidic tailings. J. Sustain. Metall. 2021, 7, 1483–1505. [Google Scholar] [CrossRef]
- Adiansyah, J.S.; Rosano, M.; Vink, S.; Keir, G. A framework for a sustainable approach to mine tailings management: Disposal strategies. J. Clean. Prod. 2015, 108, 1050–1062. [Google Scholar] [CrossRef]
- Escobar, A.; Relvas, J.; Pinto, A.; Oliveira, M. Mineralogical Characterization, Resource Estimation and 3D Modeling of Sulfidic Tailings at the Neves Corvo Mine: An on-going Assessment. In EGU General Assembly Conference Abstract; EGU: Vienna, Austria, 2021. [Google Scholar]
- Martín-Crespo, T.; Gómez-Ortiz, D.; Martín-Velázquez, S. Geoenvironmental characterization of sulfide mine tailings. In Applied Geochemistry with Case Studies on Geological Formations, Exploration Techniques and Environmental Issues; IntechOpen: London, UK, 2019. [Google Scholar]
- Nakhaei, F.; Corchado-Albelo, J.; Alagha, L.; Moats, M.; Munoz-Garcia, N. Progress, challenges, and perspectives of critical elements recovery from sulfide tailings. Sep. Purif. Technol. 2024, 354, 128973. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Fornasiero, D. Flotation of coarse composite particles: Effect of mineral liberation and phase distribution. Adv. Powder Technol. 2017, 28, 1849–1854. [Google Scholar] [CrossRef]
- Jena, S.S.; Gharai, M.; Mandre, N.; Venugopal, R. Mineralogical characterization and gravity separation of lean grade mixed copper ore of Malanjkhand deposit. Trans. Indian Inst. Met. 2019, 72, 245–255. [Google Scholar] [CrossRef]
- Demergasso, C.S.; Castillo, D.; Casamayor, E.O. Molecular characterization of microbial populations in a low-grade copper ore bioleaching test heap. Hydrometallurgy 2005, 80, 241–253. [Google Scholar] [CrossRef]
- Li, J.; Kuhar, L.; Austin, P.; Da Costa, M. Characterization of a low-grade copper-sulphide ore to assess its suitability for in situ recovery. Powder Diffr. 2017, 32, S78–S84. [Google Scholar] [CrossRef]
- Mohanraj, G.; Rahman, M.; Arya, S.; Barman, R.; Krishnendu, P.; Meena, S.S. Characterization study and recovery of copper from low grade copper ore through hydrometallurgical route. Adv. Powder Technol. 2022, 33, 103382. [Google Scholar] [CrossRef]
- ASTM D6913-04; Standard Test Methods for Particle Size Distribution of Soils. American Society for Testing of Materials: Pennsylvania, PA, USA, 2009.
- Bish, D.L.; Post, J.E. Quantitative mineralogical analysis using the Rietveld full-pattern fitting method. Am. Mineral. 1993, 78, 932–940. [Google Scholar]
- Wills, B.A.; Finch, J.A. Chapter 9—Classification. In Wills’ Mineral Processing Technology, 8th ed.; Wills, B.A., Finch, J.A., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2016; pp. 199–221. [Google Scholar] [CrossRef]
- Trahar, W.; Warren, L. The flotability of very fine particles—A review. Int. J. Miner. Process. 1976, 3, 103–131. [Google Scholar] [CrossRef]
- Tungpalan, K.; Wightman, E.; Manlapig, E. Relating mineralogical and textural characteristics to flotation behaviour. Miner. Eng. 2015, 82, 136–140. [Google Scholar] [CrossRef]
- Tercero, N.; Nagaraj, D.; Farinato, R. A critical overview of dithiophosphinate and dithiophosphate interactions with base metal sulfides and precious metals. Min. Metall. Explor. 2019, 36, 99–110. [Google Scholar] [CrossRef]
- Lotter, N.; Bradshaw, D. The formulation and use of mixed collectors in sulphide flotation. Miner. Eng. 2010, 23, 945–951. [Google Scholar] [CrossRef]
- Ackerman, P.; Harris, G.; Klimpel, R.; Aplan, F. Evaluation of flotation collectors for copper sulfides and pyrite, I. Common sulfhydryl collectors. Int. J. Miner. Process. 1987, 21, 105–127. [Google Scholar] [CrossRef]
- Fairthorne, G.; Fornasiero, D.; Ralston, J. Solution properties of thionocarbamate collectors. Int. J. Miner. Process. 1996, 46, 137–153. [Google Scholar] [CrossRef]
- Ni, L.; Lv, J.; Kong, L.; Qin, L. Effects of Sodium Silicate on Flotation Separation of Sphalerite and Dolomite and Its Mechanism. Minerals 2025, 15, 82. [Google Scholar] [CrossRef]
- Silvester, E.; Bruckard, W.; Woodcock, J. Surface and chemical properties of chlorite in relation to its flotation and depression. Miner. Process. Extr. Metall. 2011, 120, 65–70. [Google Scholar] [CrossRef]
- Kohmuench, J.; Luttrell, G.; Mankosa, M. Coarse particle concentration using the HydroFloat Separator. Min. Metall. Explor. 2001, 18, 61–67. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Flotation of fine particles: A review. Miner. Process. Extr. Metall. Rev. 2021, 42, 473–483. [Google Scholar] [CrossRef]
- Pease, J.D.; Curry, D.C.; Young, M.F. Designing flotation circuits for high fines recovery. Miner. Eng. 2006, 19, 831–840. [Google Scholar] [CrossRef]
- Gontijo, C.D.F.; Fornasiero, D.; Ralston, J. The Limits of Fine and Coarse Particle Flotation. Can. J. Chem. Eng. 2007, 85, 739–747. [Google Scholar] [CrossRef]
- Ge, B.; Liu, S.; Nie, Q.; Li, Q.; Zhu, C. Applying one-stage grinding and flotation to improving copper recovery of a fine-grained Cu-Mo sulphide ore. Sep. Sci. Technol. 2013, 48, 1900–1905. [Google Scholar] [CrossRef]
- Asghari, M.; Nakhaei, F.; VandGhorbany, O. Copper recovery improvement in an industrial flotation circuit: A case study of Sarcheshmeh copper mine. Energy Sources Part A Recovery Util. Environ. Eff. 2019, 41, 761–778. [Google Scholar] [CrossRef]
- Fan, M.; Tao, D.; Zhao, Y.; Honaker, R. Effect of nanobubbles on the flotation of different sizes of coal particle. Min. Metall. Explor. 2013, 30, 157–161. [Google Scholar] [CrossRef]
- Fosu, S.; Awatey, B.; Skinner, W.; Zanin, M. Flotation of coarse composite particles in mechanical cell vs. the fluidised-bed separator (The HydroFloat™). Miner. Eng. 2015, 77, 137–149. [Google Scholar] [CrossRef]
- Eriez. History of Coarse Particle Flotation and the Eriez HydroFloat®; Eriez: Erie, PA, USA, 2023. [Google Scholar]
- Kohmuench, J.N.; Mankosa, M.J.; Thanasekaran, H.; Hobert, A. Improving coarse particle flotation using the HydroFloat™ (raising the trunk of the elephant curve). Miner. Eng. 2018, 121, 137–145. [Google Scholar] [CrossRef]
- Mankosa, M.J.; Kohmuench, J.N.; Strathdeet, G.; Luttrell, G.H. Applications of the HydroFloat® air-assisted gravity separator. In Advances in Gravity Concentration Symposium, Presented at the 2003 SME Annual Meeting, Society for Mining, Metallurgy and Exploration, Cincinnati, OH, USA, 24–26 February 2003; Society for Mining, Metallurgy & Exploration (SME): Englewood, CO, USA, 2003; pp. 165–178. [Google Scholar]
- Miettinen, T.; Ralston, J.; Fornasiero, D. The limits of fine particle flotation. Miner. Eng. 2010, 23, 420–437. [Google Scholar] [CrossRef]
- Jameson, G.J. New directions in flotation machine design. Miner. Eng. 2010, 23, 835–841. [Google Scholar] [CrossRef]
- Clayton, R.; Jameson, G.; Manlapig, E. The development and application of the Jameson cell. Miner. Eng. 1991, 4, 925–933. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies, sustainable cementitious materials and characterization methods in the context of extrusion-based 3D concrete printing. J. Build. Eng. 2022, 45, 103599. [Google Scholar] [CrossRef]
- Ayedzi, L.D.; Zanin, M.; Skinner, W.; Abaka-Wood, G.B. Minimizing entrainment recovery of ultrafine silicate minerals in pentlandite flotation using carboxymethyl cellulose. Miner. Eng. 2024, 217, 108942. [Google Scholar] [CrossRef]
- Cole, M.; Galvin, K.; Dickinson, J. Maximizing recovery, grade and throughput in a single stage Reflux Flotation Cell. Miner. Eng. 2021, 163, 106761. [Google Scholar] [CrossRef]
- Parkes, S.; Wang, P.; Galvin, K.P. Benchmarking a Single-Stage REFLUX™ Flotation Cell Against a Multi-Stage Industrial Copper Concentrator and Lab-Scale Mechanical Cell. Minerals 2025, 15, 266. [Google Scholar] [CrossRef]
- Guner, M.K.; Kowalczuk, P. Impact Assessment and Optimization of Reflux Flotation Cell (Rfc) Primary Settings on Copper Sulfide Ore Flotation. 2024. Available online: https://ssrn.com/abstract=4970573 (accessed on 12 June 2025).
- Jamieson, E.; Jones, A.; Cooling, D.; Stockton, N. Magnetic separation of Red Sand to produce value. Miner. Eng. 2006, 19, 1603–1605. [Google Scholar] [CrossRef]
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. The use of mining tailings as analog of rare earth elements resources: Part 1–characterization and preliminary separation. Miner. Process. Extr. Metall. Rev. 2022, 43, 701–715. [Google Scholar] [CrossRef]
- Bébin, P.; Mavrovic, D.; Rochette, A. Electrostatic separation as a characterizing tool for the insulation of conductive mineral particles. J. Miner. Mater. Charact. Eng. 2014, 2, 200–215. [Google Scholar] [CrossRef]
Figure 1.
Flowsheet of copper flotation circuit: rougher tailing source.
Figure 1.
Flowsheet of copper flotation circuit: rougher tailing source.
Figure 2.
Block diagram of sample preparation used in present study.
Figure 2.
Block diagram of sample preparation used in present study.
Figure 3.
(a) Mass distribution in various particle size fractions and (b) cumulative particle size distribution curve by laser diffraction for deslimed and slime tailings.
Figure 3.
(a) Mass distribution in various particle size fractions and (b) cumulative particle size distribution curve by laser diffraction for deslimed and slime tailings.
Figure 4.
Partition curve for screen-based desliming process used to separate <53 µm slimes from flotation tailings.
Figure 4.
Partition curve for screen-based desliming process used to separate <53 µm slimes from flotation tailings.
Figure 5.
Copper mineral distribution in slime and deslimed tailings.
Figure 5.
Copper mineral distribution in slime and deslimed tailings.
Figure 6.
The QEMSCAN average grain size for the different minerals detected in the deslimed tailings and in the slimes.
Figure 6.
The QEMSCAN average grain size for the different minerals detected in the deslimed tailings and in the slimes.
Figure 7.
Mineralogical associations in slime tailings.
Figure 7.
Mineralogical associations in slime tailings.
Figure 8.
Mineralogical associations in deslimed tailings.
Figure 8.
Mineralogical associations in deslimed tailings.
Figure 9.
Mineral liberation characteristics in (a) slime and (b) deslimed tailing samples.
Figure 9.
Mineral liberation characteristics in (a) slime and (b) deslimed tailing samples.
Figure 10.
SEM images showing morphological characteristics of (a) slime and (b) deslimed tailings.
Figure 10.
SEM images showing morphological characteristics of (a) slime and (b) deslimed tailings.
Figure 11.
QEMSCAN images of (a) deslimed and (b) slime tailings.
Figure 11.
QEMSCAN images of (a) deslimed and (b) slime tailings.
Table 1.
Bulk elemental composition of deslimed and slime tailings (using XRF).
Table 1.
Bulk elemental composition of deslimed and slime tailings (using XRF).
| XRF (%) | Al | Ca | Cu | Fe | Mg | Si | Ti | K | Zn | P | S |
|---|
| Deslimed (+53 µm) | 3.4 | 0.53 | 0.06 | 18.7 | 0.8 | 27.9 | 0.17 | 1.7 | 0.01 | 0.08 | 0.10 |
| Slimes (−53 µm) | 4.1 | 0.57 | 0.07 | 33.0 | 1.2 | 19.1 | 0.17 | 1.7 | 0.01 | 0.08 | 0.07 |
Table 2.
Mass, Cu, and selected major gangue elements in deslimed tailings.
Table 2.
Mass, Cu, and selected major gangue elements in deslimed tailings.
| Size (µm) | Mass (%) | Cu (%) | Fe (%) | Si (%) | S (%) |
|---|
| −300 +150 | 23.6 | 0.06 | 4.7 | 35.0 | 0.05 |
| −150 + 106 | 21.8 | 0.06 | 11.5 | 32.5 | 0.08 |
| −106 + 75 | 27.2 | 0.06 | 20.4 | 26.7 | 0.09 |
| −75 + 53 | 23.8 | 0.06 | 32.5 | 20.7 | 0.09 |
| −53 + 38 | 3.5 | 0.07 | 29.1 | 22.9 | 0.16 |
| Head grade | | 0.06 | 18.3 | 28.7 | 0.10 |
Table 3.
Mass, Cu and selected major gangue elements in slimes.
Table 3.
Mass, Cu and selected major gangue elements in slimes.
| Size (µm) | Mass (%) | Cu (%) | Fe (%) | Si (%) | S (%) |
|---|
| −53 + 45 | 3.5 | 0.04 | 22.50 | 26.10 | 0.02 |
| −45 + 38 | 4.1 | 0.04 | 28.40 | 22.40 | 0.03 |
| −38 + 20 | 12.3 | 0.04 | 32.20 | 20.20 | 0.02 |
| −20 | 80.2 | 0.07 | 33.9 | 16.90 | 0.06 |
| Total | 100 | |
| Head grade | | 0.07 | 32.8 | 19.09 | 0.07 |
Table 4.
REE, Au, and Ag concentrations in deslimed and slime tailings.
Table 4.
REE, Au, and Ag concentrations in deslimed and slime tailings.
| ICP-MS (ppm) | Fire Assay (ppm) |
|---|
| | Y | La | Ce | Pr | Nd | Sm | Gd | Au | Ag |
|---|
| +53 µm | 132 | 850 | 1600 | 142 | 448 | 53 | 42 | 0.14 | 1.6 |
| −53 µm | 237 | 1300 | 2400 | 247 | 771 | 91 | 73 | 0.09 | 1.00 |
Table 5.
Modal mineralogy (wt%) of slimes (–53 µm) and deslimed (+53 µm) tailing fractions determined by quantitative XRD.
Table 5.
Modal mineralogy (wt%) of slimes (–53 µm) and deslimed (+53 µm) tailing fractions determined by quantitative XRD.
| Mineral (wt%) | Chlorite Group | Mica Group | Hematite Group | Kaolinite Group | Quartz | Pyroxene Group | K-Feldspar | Plagioclase | Dolomite Group |
|---|
| Slimes | 2 | 6 | 52 | 3 | 27 | 1 | 7 | - | 2 |
| Deslimed | 2 | 5 | 26 | 3 | 48 | - | 15 | 2 | 1 |
Table 6.
Mineral mass abundance (%) in tailing samples obtained via QEMSCAN analysis.
Table 6.
Mineral mass abundance (%) in tailing samples obtained via QEMSCAN analysis.
| Mineral | Description | Slimes
(−53 µm) | Deslimed (+53 µm) |
|---|
| Chalcopyrite | Includes chalcopyrite | 0.084 | 0.08 |
| Bornite | Includes bornite | 0.006 | 0.02 |
| Covellite | Includes covellite | 0.001 | 0.001 |
| Chalcocite/Digenite | Includes chalcocite/digenite | 0.001 | 0.01 |
| Carrollite | Includes carrollite | 0.000 | 0.002 |
| Cu intergrowths | Includes undifferentiated Cu intergrowths with other minerals | 0.048 | 0.10 |
| | Cu Mineral subtotal | 0.14 | 0.21 |
| Fe Sulphides | Includes traces of pyrite and pyrrhotite | 0.13 | 0.00 |
| | Sulphides subtotal | 0.13 | 0.00 |
| Fe Ox/OH | Includes undifferentiated magnetite, hematite and goethite | 50.94 | 22.33 |
| Ti Oxides | Includes rutile/anatase and ilmenite | 0.28 | 0.28 |
| | Oxides and hydroxides subtotal | 51.22 | 22.61 |
| Carbonates | Includes dolomite/ankerite and siderite | 7.77 | 2.43 |
| | Carbonates subtotal | 7.77 | 2.43 |
| Apatite | Includes apatite | 0.18 | 0.21 |
| | Phosphate subtotal | 0.18 | 0.21 |
| REE Minerals | Includes monazite and crandallite group minerals | 0.46 | 0.38 |
| | REE Minerals | 0.46 | 0.38 |
| Quartz | Includes quartz | 21.75 | 41.53 |
| Feldspars | Includes K-feldspar and albite | 6.22 | 14.80 |
| Micas | Includes muscovite and biotite | 7.37 | 13.81 |
| Chlorite | Includes chlorite | 1.20 | 1.04 |
| MgFe Silicates | Includes possible orthopyroxene | 1.17 | 1.02 |
| Other Silicates | Includes zircon, titanite, clays, Ca pyroxene/amphibole and traces of other silicates | 1.81 | 1.50 |
| | Silicates subtotal | 39.52 | 73.70 |
| Others | Includes barite and any other mineral not listed above and occurring in trace amounts | 0.58 | 0.46 |
| Total | | 100 | 100 |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}