

Extraction of Low-Dimensional Structures of Noble and Rare Metals from Carbonaceous Ores Using Low-Temperature and Energy Impacts at Succeeding Stages of Raw Material Transformation



 ,
,  ,
,
Abstract
1. Introduction
- −
- low grade of valuable components;
- −
- complex ore types and the proximity of the properties of the minerals to be separated;
- −
- fine intergrowth of ore and rock-forming minerals;
- −
- deportment and dimensionality of the valuable component (up to low-dimensional structures), etc.
2. Materials and Methods
2.1. Materials
- ○
- both objects belong to the carbonaceous ores due to the presence of carbonaceous matter in the ore;
- ○
- presence of low-dimensional structures of noble and rare metals;
- ○
- sulfide mineralization in the thin dissemination form (Figure 2).
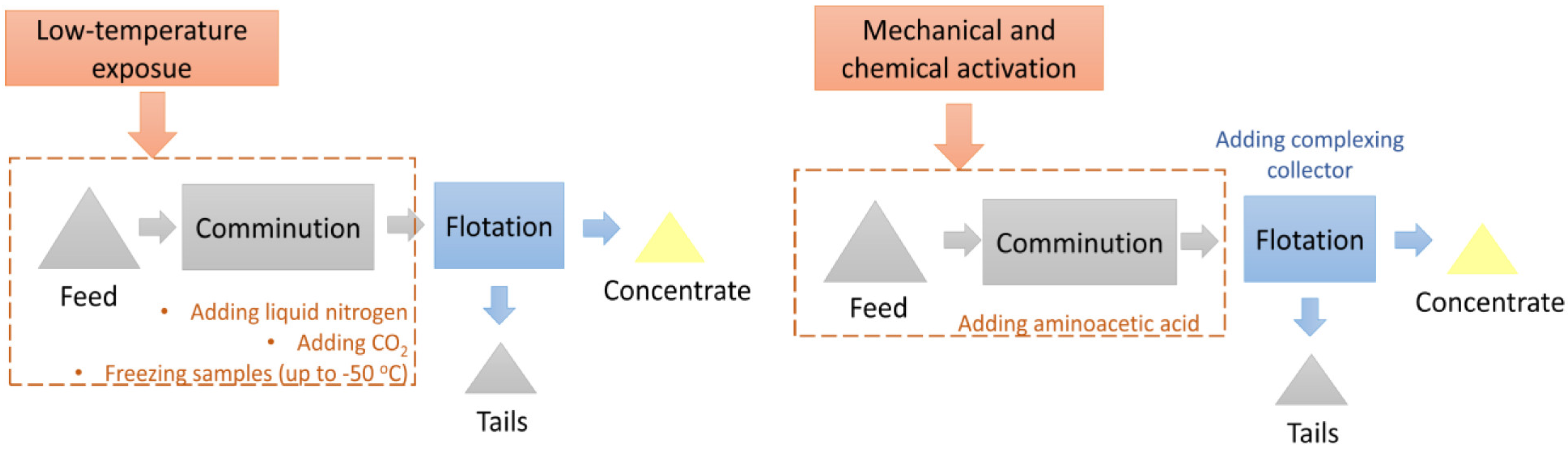
2.2. Methods
- ○
- low-temperature exposure
- ○
- mechanical and chemical activation
- ○
- microwave treatment
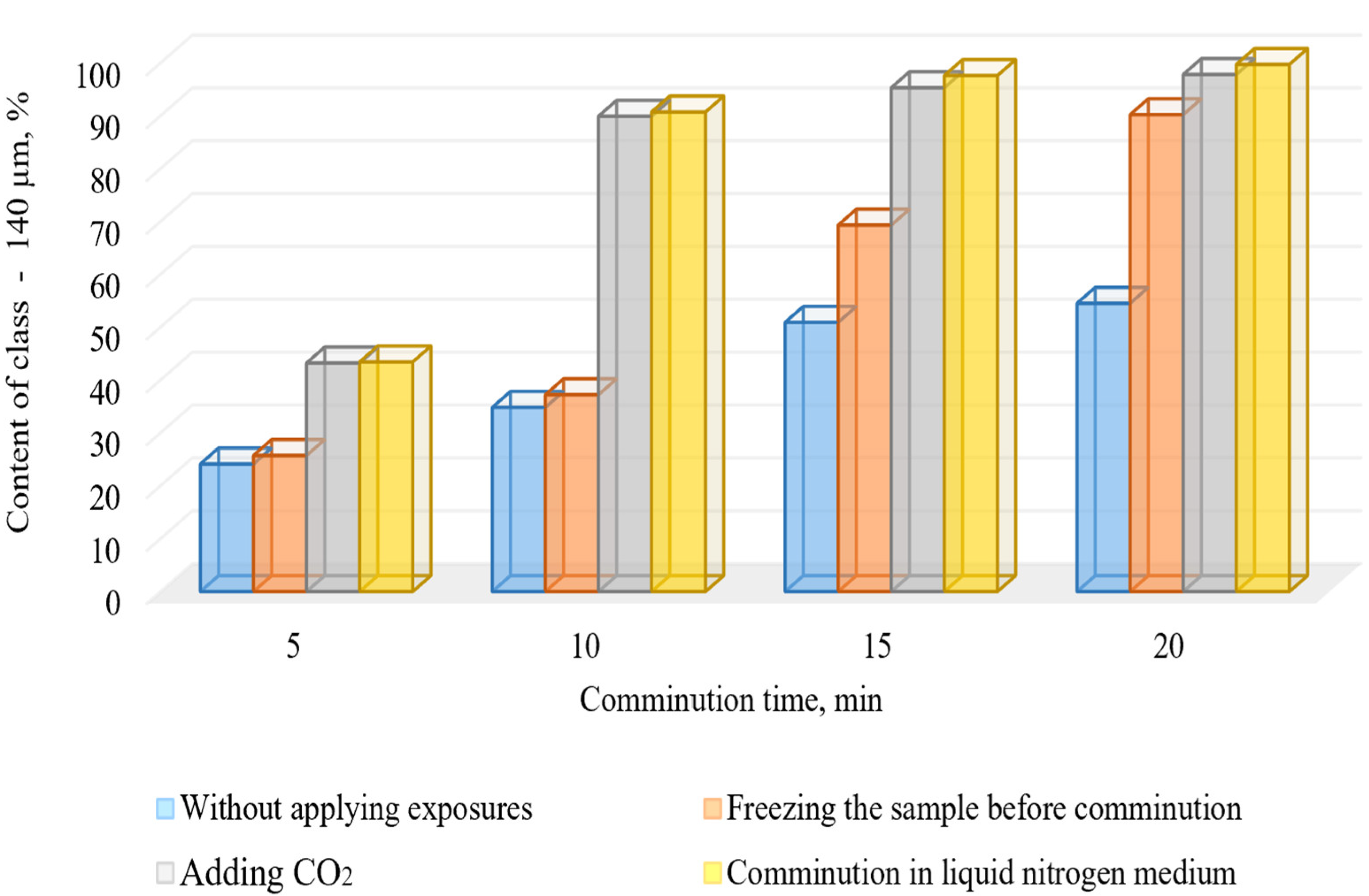
2.2.1. Comminution and Sieve Analysis
- Comminution samples without applying exposures;
- Comminution of the frozen sample (the sample was frozen in a freezer to −50 °C);
- Comminution with freezing medium and cryoagents:
- −
- comminution with the addition of carbon dioxide ice (CO2);
- −
- sample comminution in liquid nitrogen medium (N2).
2.2.2. Flotation Experiments
2.2.3. Microwave Treatment Experiments
2.2.4. Preparation of Modeling Samples
2.2.5. Determination of the Value of the Specific Surface Area of Particles
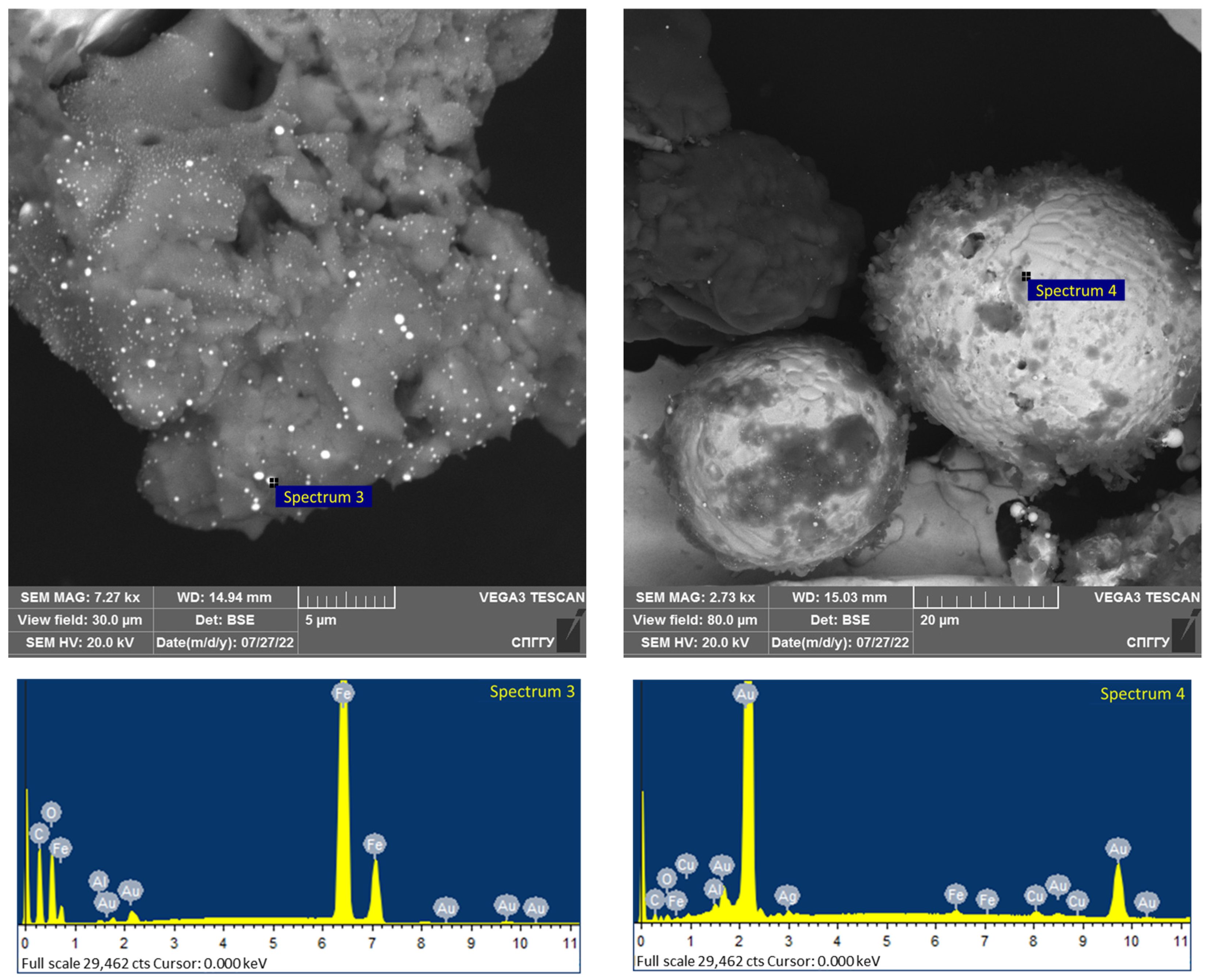
2.2.6. Scanning Electron and Optical Microscopy
2.2.7. X-ray Fluorescence and Organic Carbon Analysis
2.2.8. Total Surface Free Energy (SFE) Analysis
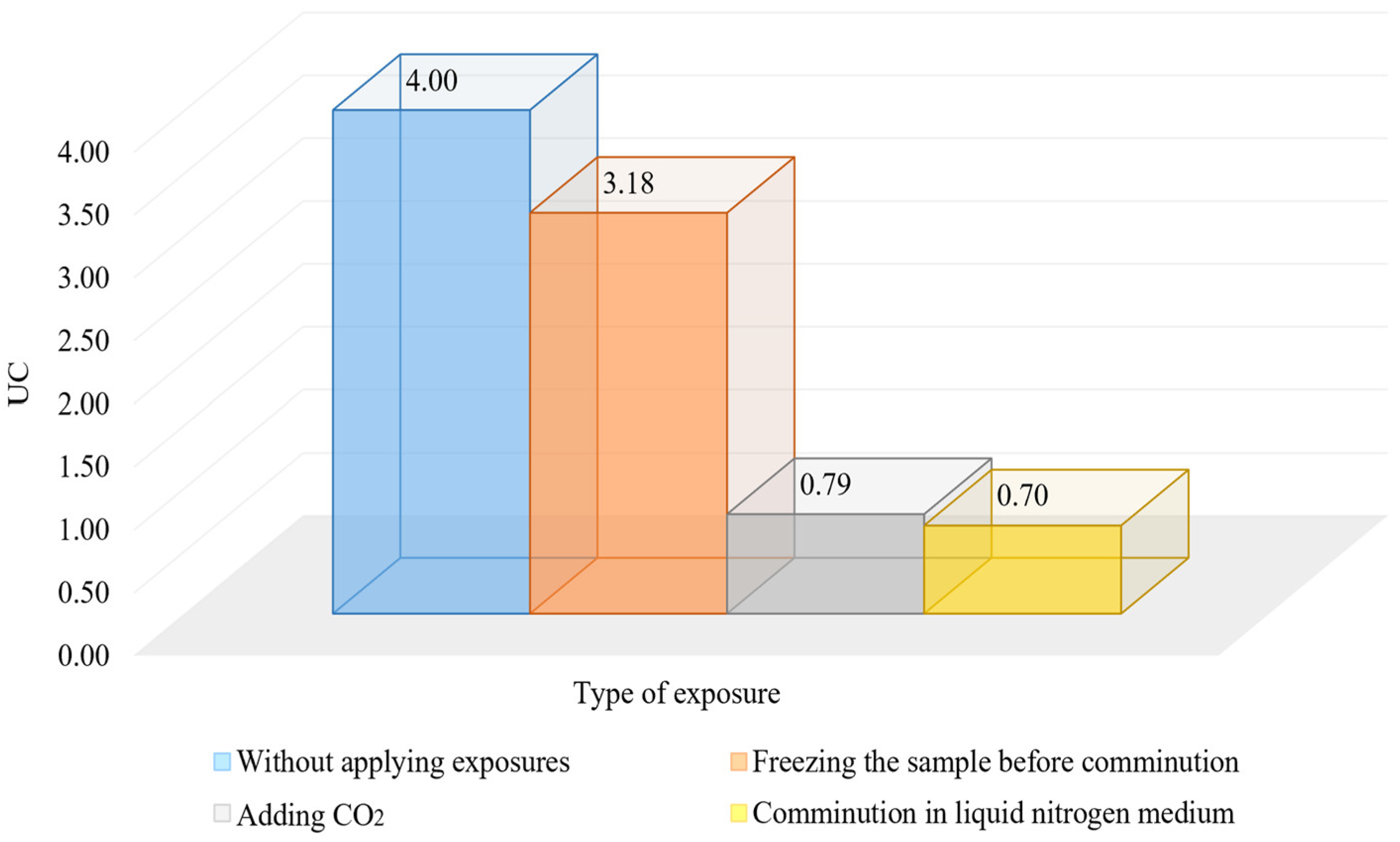
2.2.9. Calculation of the Effectiveness Ratio of the Finished Size Class (Kef) and Coefficient of Homogeneity (UC)
2.2.10. Inductively Coupled Plasma Mass Spectrometry (ICP-MS)
3. Results
- ○
- low-temperature exposure
- ○
- mechanical and chemical activation
- ○
- microwave treatment.
3.1. Low-Temperature Exposure
3.1.1. Cryogenic Comminution
- (1)
- Cryogenic comminution—the materials to be comminuted are cooled and crisped with liquid nitrogen or carbon dioxide.
- (2)
- Comminution using freeze–thaw cycling.
- (3)
- Cryogenic comminution is a type of mechanical comminution, in which minerals are ground in a cryogenic suspension or at ultra-low temperatures to produce microstructured particles.
3.1.2. Investigation of the Effects of Low-Temperature Impact on Gangue Minerals
3.2. Mechanical and Chemical Activation
- ○
- Reducing the hardness of the ore in the comminution through penetration of the surfactant into micro-cracks, which has a wedging effect, preventing them from locking together;
- ○
- An increase in the recovery of rare and noble metals in the flotation concentrate due to the formation of chelate compounds with the use of a complex-forming collector.
3.2.1. Reducing the Hardness of the Ore in the Comminution
3.2.2. Increase in Recovery of Rare and Noble Metals in the Flotation Concentrate
3.3. Microwave Treatment
- ○
- coarsening of low-dimensional noble metal structures from tailings after carbonaceous flotation to improve the gold recovery from ore and reduce the environmental load by involving waste in the processing;
- ○
- reducing the refractoriness of the flotation sulfide concentrates to improve the recovery of gold from them after leaching.
3.3.1. Coarsening of Low-Dimensional Noble Metal Structures from Tailings after Carbonaceous Flotation Using Microwave Treatment
3.3.2. Reducing the Refractoriness of Sulphide Flotation Carbonaceous Concentrates Using Microwave Treatment
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chanturiya, V.A. Scientific Substantiation and Development of Innovative Processes for the Extraction of Zirconium and Rare Earth Elements in the Deep and Comprehensive Treatment of Eudialyte Concentrate. J. Min. Inst. 2022, 256, 505–516. [Google Scholar] [CrossRef]
- Litvinenko, V.S. Digital Economy as a Factor in the Technological Development of the Mineral Sector. Nat. Resour. Res. 2020, 29, 1521–1541. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Sergeev, I.B. Innovations as a Factor in the Development of the Natural Resources Sector. Stud. Russ. Econ. Dev. 2019, 30, 637–645. [Google Scholar] [CrossRef]
- Kruk, M.N.; Guryleva, N.S.; Cherepovitsyn, A.E.; Nikulina, A.Y. Opportunities for Improving the Corporate Social Responsibility Programs for Metallurgical Companies in the Arctic. Non-Ferr. Met. 2018, 44, 3–6. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Petrov, E.I.; Vasilevskaya, D.V.; Yakovenko, A.V.; Naumov, I.A.; Ratnikov, M.A. Assessment of the Role of the State in the Management of Mineral Resources. J. Min. Inst. 2022, 1–17. [Google Scholar] [CrossRef]
- Duryagina, A.M.; Talovina, I.V.; Lieberwirth, H.; Ilalova, R.K. Morphometric Parameters of Sulphide Ores as a Basis for Selective Ore Dressing. J. Min. Inst. 2022, 256, 527–538. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Tsvetkov, P.S.; Molodtsov, K.V. The Social and Market Mechanism of Sustainable Development of Public Companies in the Mineral Resource Sector. Eurasian Min. 2020, 2020, 36–41. [Google Scholar] [CrossRef]
- Popov, O.; Talovina, I.; Lieberwirth, H.; Duryagina, A. Quantitative Microstructural Analysis and X-Ray Computed Tomography of Ores and Rocks—Comparison of Results. Minerals 2020, 10, 129. [Google Scholar] [CrossRef]
- Aleksandrova, T.N.; Aleksandrov, A.V.; Nikolaeva, N.V.; Romashev, A.O. Noble and Rare Metals in Caustobioliths and Prospects of Their Recovery. J. Min. Sci. 2015, 51, 1254–1261. [Google Scholar] [CrossRef]
- Rasskazova, A.V.; Alexandrova, T.N.; Lavrik, N.A. The increase of effectiveness of power utilization of brown coal of russian far east and prospects of valuable metals extraction. Eurasian Min. 2014, 1, 25–27. [Google Scholar]
- Khanchuk, A.I.; Rasskazov, I.Y.; Aleksandrova, T.N.; Komarova, V.S. Natural and technological typomorphic associations of trace elements in carbonaceous rocks of the kimkan noble metal occurrence, far east. Rus. J. Pac. Geol. 2012, 6, 339–348. [Google Scholar] [CrossRef]
- Aleksandrova, T.N.; Talovina, I.V.; Duryagina, A.M. Gold–sulphide deposits of the russian arctic zone: Mineralogical features and prospects of ore benefication. Chem. Der Er. 2020, 80, 125510. [Google Scholar] [CrossRef]
- Koteleva, N.; Kuznetsov, V.; Vasilyeva, N. A Simulator for Educating the Digital Technologies Skills in Industry. Part One. Dynamic Simulation of Technological Processes. Appl. Sci. 2021, 11, 10885. [Google Scholar] [CrossRef]
- Pashkevich, M.A.; Danilov, A.S.; Matveeva, V.A. Remote Sensing of Chemical Anomalies in the Atmosphere in Influence Zone of Korkino Open Pit Coal Mine. Eurasian Min. 2021, 35, 79–83. [Google Scholar] [CrossRef]
- Rasskazov, I.Y.; Sekisov, A.G.; Rasskazova, A.V. In-Situ Leaching of Molybdenum and Uranium by Percarbonate and Chloride-Hypochlorite Solutions. J. Min. Inst. 2022, 256, 623–631. [Google Scholar] [CrossRef]
- Dzhevaga, N.; Lobacheva, O. Reduction in Technogenic Burden on the Environment by Flotation Recovery of Rare Earth Elements from Diluted Industrial Solutions. Appl. Sci. 2021, 11, 7452. [Google Scholar] [CrossRef]
- Lobacheva, O.; Dzhevaga, N. Method for Removing Valuable Components from Technogenic Solutions by the Example of Rare Earth Elements. J. Phys. Conf. Ser. 2020, 1679, 042016. [Google Scholar] [CrossRef]
- Lobacheva, O.L.; Dzhevaga, N.V.; Danilov, A.S. Understanding the Regularities of Recovering Non-Ferrous and Rare Earth Metals from Standard Test Solutions by Flotation and Solvent Sublation. Tsvetnye Met. 2020, 2020, 14–19. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Bunin, I.Z. Advances in Pulsed Power Mineral Processing Technologies. Minerals 2022, 12, 1177. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Bunin, I.Z.; Ryazantseva, M.V.; Filippov, L.O. Theory and Applications of High-Power Nanosecond Pulses to Processing of Mineral Complexes. Miner. Process. Extr. Metall. Rev. 2011, 32, 105–136. [Google Scholar] [CrossRef]
- Chanturia, V.A.; Bunin, I.Z. Non-Traditional High-Energy Processes for Disintegration and Exposure of Finely Disseminated Mineral Complexes. J. Min. Sci. 2007, 43, 311–330. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Vigdergauz, V.E. Electrochemistry of Sulfides. Theory and Practice of Flotation; Publishing House “Ore and Metals”: Moscow, Russia, 2008. [Google Scholar]
- Chanturiya, V.A.; Lunin, V.D. Electrochemical Methods for Intensifying the Flotation Process; Nauka: Moscow, Russia, 1983; 145p. [Google Scholar]
- Chanturia, V.A.; Bunin, I.Z.; Ryazantseva, M.V.; Filippova, I.V.; Koporulina, E.V. Nanosecond Electromagnetic Pulse Effect on Phase Composition of Pyrite and Arsenopyrite Surfaces, Their Sorption and Flotation Properties. J. Min. Sci. 2011, 47, 506–513. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Bunin, I.Z.; Kovalev, A.T.; Koporulina, E.V. Formation of Micro- and Nanophases on Sulfide Mineral Surfaces under the Effect of Nanosecond Electromagnetic Pulses. Bull. Russ. Acad. Sci. Phys. 2012, 76, 757–760. [Google Scholar] [CrossRef]
- Gholami, H.; Rezai, B.; Mehdilo, A.; Hassanzadeh, A.; Yarahmadi, M. Effect of microwave system location on floatability of chalcopyrite and pyrite in a copper ore processing circuit. Physicochem. Probl. Miner. Process. 2020, 56, 432–448. [Google Scholar] [CrossRef]
- Kingman, S.W.; Rowson, N.A. Microwave treatment of minerals—A review. Miner. Eng. 1998, 11, 1081–1087. [Google Scholar] [CrossRef]
- Pickles, C.A. Microwaves in extractive metallurgy: Part 2—A review of applications. Miner. Eng. 2009, 22, 1112–1118. [Google Scholar] [CrossRef]
- Haque, K.E. Microwave energy for mineral treatment processes—A brief review. Int. J. Miner. Process. 1999, 57, 1–24. [Google Scholar] [CrossRef]
- Kamariah, N.; Kalebic, D.; Xanthopoulos, P.; Blannin, R.; Araujo, F.P.; Koelewijn, S.-F.; Dehaen, W.; Binnemans, K.; Spooren, J. Conventional versus microwave-assisted roasting of sulfidic tailings: Mineralogical transformation and metal leaching behavior. Miner. Eng. 2022, 183, 107587. [Google Scholar] [CrossRef]
- Pickles, C.A. Microwaves in extractive metallurgy: Part 1—Review of fundamentals. Miner. Eng. 2009, 22, 1102–1111. [Google Scholar] [CrossRef]
- Goldbaum, M.W.; Elliott, R.; Forster, J.; Maham, Y.; Bobicki, E.R. Investigating the microwave heating behaviour of pyrrhotite tailings. Miner. Eng. 2020, 146, 106152. [Google Scholar] [CrossRef]
- Valeev, D.; Shoppert, A.; Dogadkin, D.; Romashova, T.; Kuz’mina, T.; Salazar-Concha, C. Extraction of al and rare earth elements via high-pressure leaching of boehmite-kaolinite bauxite using NH4HSO4 and H2SO4. Hydrometallurgy 2023, 215, 105994. [Google Scholar] [CrossRef]
- Alabdulkarim, M.E.; Maxwell, W.D.; Thapliyal, V.; Maxwell, J.L. A comprehensive review of high-pressure laser-induced materials processing, part I: Laser-heated diamond anvil cells. J. Manuf. Mater. Process. 2022, 65, 111. [Google Scholar] [CrossRef]
- Cai, J.; Liu, D.; Shen, P.; Zhang, X.; Song, K.; Jia, X.; Su, C. Effects of heating-sulfidation on the formation of zinc sulfide species on smithsonite surfaces and its response to flotation. Miner. Eng. 2021, 169, 106956. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Mineralogical transformations of spodumene concentrate from Greenbushes, Western Australia. Part 1: Conventional heating. Miner. Eng. 2016, 98, 71–79. [Google Scholar] [CrossRef]
- Bunin, I.Z.; Ryazantseva, M.V.; Samusev, A.L.; Khabarova, I.A. Composite physicochemical and energy action on geomaterials and aqueous slurries: Theory and practice. Gorn. Zhurnal 2017, 11, 77–83. [Google Scholar] [CrossRef]
- Pavlova Ulyana, M.; Romashev Artyom, O.; Aleksandrova Tatyana, N. Researchment of carbonaceous ores dressability with the use of directional exposure. In Proceedings of the International Multidisciplinary Scientific GeoConference Surveying Geology and Mining Ecology Management, SGEM, Albena, Bulgaria, 2–8 July 2018; Volume 18, pp. 147–154. [Google Scholar] [CrossRef]
- Vorobyov, A.E.; Chekushina, T.V. Methods of electrochemical leaching of metals from ores. Min. Inf. Anal. Bull. 1997, 176–180. [Google Scholar]
- Kharlamova, T.A.; Alaferdov, A.F. Chemical ore processing with electrochemically generated oxidizers. Russ. Min. Ind. J. 2014, 91. [Google Scholar]
- Mitra, S.; Mainul Hoque, M.; Evans, G.; Nguyen, A.V. Direct visualisation of bubble-particle interactions in presence of cavitation bubbles in an ultrasonic flotation cell. Miner. Eng. 2021, 174, 107258. [Google Scholar] [CrossRef]
- Huang, Z.; Kuang, J.; Zhu, L.; Yuan, W.; Zou, Z. Effect of ultrasonication on the separation kinetics of scheelite and calcite. Miner. Eng. 2021, 163, 106762. [Google Scholar] [CrossRef]
- Cilek, E.C.; Ozgen, S. Effect of ultrasound on separation selectivity and efficiency of flotation. Miner. Eng. 2009, 22, 1209–1217. [Google Scholar] [CrossRef]
- Chernykh, S.I.; Rybakova, O.I.; Lebedev, N.M.; Zhirnova, T.I. On the Study of the Effect of Ultrasound, Magnetic Fields and Electric Current on Gold Flotation. Tsvetnye Met. 2003, 15–21. [Google Scholar]
- Huang, W.; Chen, Y. The Application of High Voltage Pulses in the Mineral Processing Industry—A Review. Powder Technol. 2021, 393, 116–130. [Google Scholar] [CrossRef]
- Qin, Y.; Han, Y.; Gao, P.; Li, Y.; Yuan, S. Pre-Weakening Behavior of Magnetite Quartzite Based on High-Voltage Pulse Discharge. Miner. Eng. 2021, 160, 106662. [Google Scholar] [CrossRef]
- Parker, T.; Shi, F.; Evans, C.; Powell, M. The Effects of Electrical Comminution on the Mineral Liberation and Surface Chemistry of a Porphyry Copper Ore. Miner. Eng. 2015, 82, 101–106. [Google Scholar] [CrossRef]
- Sun, Y.; Zhou, W.; Han, Y.; Li, Y. Strengthening Liberation and Separation of Magnetite Ore via Magnetic Pulse Pretreatment: An Industrial Test Study. Adv. Powder Technol. 2020, 31, 2101–2109. [Google Scholar] [CrossRef]
- Yu, J.-W.; Han, Y.-X.; Li, Y.-J.; Gao, P. Effect of Magnetic Pulse Pretreatment on Grindability of a Magnetite Ore and Its Implication on Magnetic Separation. J. Cent. South Univ. 2016, 23, 3108–3114. [Google Scholar] [CrossRef]
- Zhuchkov, A.I.; Kurets, V.I.; Lobanova, G.L.; Tarakanovskij, E.N.; Filatov, G.P. Investigation of Destruction of Kimberlites by Electric Pulsed Method. Izv. Vyss. Uchebnykh Zaved. Gorn. Zhurnal 2004, 99–102. [Google Scholar]
- Sekisov, A.G.; Rubtsov, Y.I.; Lavrov, A.Y.; Manzirev, D.V. Heap and Heap Cell Leaching of Gold Using Photoelectroactivated Solutions. Zolotodobyvayushchaya Promyshlennost’ 2013, 18–26. [Google Scholar]
- Lavrov, A.Y. Efficiency of Photoelectrochemical Methods of Gold and Molybdenum Leaching from Technogenic Mineral Formations in Zabaikalye. Vestn. Zabaykal’skogo Gorn. kolledzha Im. M.I. Agoshkova Agoshkovskiye chteniya 2013, 5, 11–18. [Google Scholar]
- Lavrov, A.Y. Development of Physicochemical Geotechnologies Based on Complex Activation of Mineral Media and Working Solutions. Vestn. ZabGU 2015, 25–36. [Google Scholar]
- Lodeishchikov, V.V. Some Possibilities for Processing of Refractory Gold Ores. Zolotodobyvayushchaya promyshlennost’ 2008, 64. [Google Scholar]
- Sedelnikova, G.V.; Romanchuk, A.I. Effective Technologies for Extracting Gold from Ores and Concentrates. Gorn. Zhurnal 2007, 45–50. [Google Scholar]
- Tsarkov, V.A.; Dobroskokin, V.B. Extracting Gold from Hardrock Ores in Nevada. Gorn. Zhurnal 2000, 99–101. [Google Scholar]
- Potapov, S.A.; Chanturiya, V.A.; Polyakov, V.A.; Rostovtsev, V.I. Influence of the Accelerated Electron Beam on the Technological Properties of Ferruginous Quartzite from the Mikhailovskoe Deposit. J. Min. Sci. 1992, 10–14. [Google Scholar]
- Gzogyan, T.N. Intensification of Ore Dressing and Enrichment of Ferruginous Quartzite Based on Energy Impacts. Min. Inf. Anal. Bull. 2001, 41–53. [Google Scholar]
- Ismagilov, R.I.; Kozub, A.V.; Gridasov, I.N.; Shelepov, E.V. Modern Directions of Improving the Efficiency of Processing of Ferruginous Quartzites on the Example of JSC “Mikhailovsky GOK Named after AV Varichev”. Russ. Min. Ind. 2020, 98–103. [Google Scholar]
- Vaisberg, L.A.; Safronov, A.N. Vibratory disintegration application in processing of different materials. Obogashchenie Rud 2018, 1, 3–11. [Google Scholar] [CrossRef]
- Dong, H.; Liu, C.; Zhao, Y.; Zhao, L. Influence of Vibration Mode on the Screening Process. Int. J. Min. Sci. Technol. 2013, 23, 95–98. [Google Scholar] [CrossRef]
- Jiang, H.; Zhao, Y.; Duan, C.; Zhang, C.; Diao, H.; Wang, Z.; Fan, X. Properties of Technological Factors on Screening Performance of Coal in an Equal-Thickness Screen with Variable Amplitude. Fuel 2017, 188, 511–521. [Google Scholar] [CrossRef]
- Bortnikov, A.V.; Samukov, A.D. Vibrating Disintegration in Ore Grinding Processes of Concentrators. Obogashchenie Rud 2018, 3–10. [Google Scholar] [CrossRef]
- Liao, Y.; Ma, Z.; Cao, Y. Improving Reverse Flotation of Magnetite Ore Using Pulse Magnetic Field. Miner. Eng. 2019, 138, 108–111. [Google Scholar] [CrossRef]
- Pelevin, A.E. Improving Magnetite Concentrate Quality in an Alternating Magnetic Field. Obogashchenie Rud 2019, 2019, 19–24. [Google Scholar] [CrossRef]
- Andrianandraina, S.H.; Dionne, J.; Darvishi-Alamdari, H.; Blais, J.F. Effect of Grain Size on the Bacterial Oxidation of a Refractory Gold Sulfide Concentrate and Its Dissolution by Cyanidation. Miner. Eng. 2022, 176, 107360. [Google Scholar] [CrossRef]
- Yaghobi Moghaddam, M.; Ranjbar, M.; Manafi, Z.; Schaffie, M.; Jahani, M. Modeling and Optimizing Bacterial Leaching Process Parameters to Increase Copper Extraction from a Low-Grade Ore. Miner. Eng. 2012, 32, 5–7. [Google Scholar] [CrossRef]
- Lopez, L.Y.; Merma, A.G.; Torem, M.L.; Pino, G.H. Fundamental Aspects of Hematite Flotation Using the Bacterial Strain Rhodococcus Ruber as Bioreagent. Miner. Eng. 2015, 75, 63–69. [Google Scholar] [CrossRef]
- May, F.; Hamann, S.; Quade, A.; Brüser, V. Froth Flotation Improvement by Plasma Pretreatment of Sulfide Minerals. Miner. Eng. 2017, 113, 95–101. [Google Scholar] [CrossRef]
- May, F.; Hamann, S.; Quade, A.; Brüser, V. Study on Cu<inf>2</Inf>S Mineral Surface Modification by Low Temperature Ar/O<inf>2</Inf> Plasmas. Miner. Eng. 2013, 50–51, 48–56. [Google Scholar] [CrossRef]
- May, F.; Gock, E.; Vogt, V.; Brüser, V. Plasma-Modification of Sulfides for Optimizing Froth-Flotation Properties. Miner. Eng. 2012, 35, 67–74. [Google Scholar] [CrossRef]
- Litvintsev, V.S.; Melnikova, T.N.; Yatlukova, N.G.; Litvinova, N.M. Mechanical Activation in the Ore Pretreatment Processes. Min. Inf. Anal. Bull. 2005, 306–311. [Google Scholar]
- Boronenko, M.P.; Lavrikov, V.V.; Seregin, A.E.; Yurukin, P.A.; Yuhimyk, R.F. Energy Control and Grinding Mechanoactivation Planetary Mill AGO-3. Yugra State Univ. Bull. 2016, 12, 7–16. [Google Scholar] [CrossRef]
- Liu, J.; Wang, H.; Hu, T.; Bai, X.; Wang, S.; Xie, W.; Hao, J.; He, Y. Recovery of LiCoO<inf>2</Inf> and Graphite from Spent Lithium-Ion Batteries by Cryogenic Grinding and Froth Flotation. Miner. Eng. 2020, 148, 106223. [Google Scholar] [CrossRef]
- Jaiswal, S.; Singh, R.; Singh, V.; Mukherjee, A.K. A Study of the Effects of Thermal Shocks on Liberation Characteristics of High Coal Ash Particles. Fuel 2018, 233, 215–223. [Google Scholar] [CrossRef]
- De Moraes Tamura, H.; Vurobi, S.; Maeda, M.Y.; Capocchi, J.D.T.; Cintho, O.M. Syntesis of Niobium Nitride Using Cryogenic Milling. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2014; Volume 802, pp. 46–50. [Google Scholar] [CrossRef]
- Kolay, E. Modeling the Effect of Freezing and Thawing for Sedimentary Rocks. Environ. Earth Sci. 2016, 75, 210. [Google Scholar] [CrossRef]
- Binal, A. A New Laboratory Rock Test Based on Freeze-Thaw Using a Steel Chamber. Q. J. Eng. Geol. Hydrogeol. 2009, 42, 179–198. [Google Scholar] [CrossRef]
- Chatterji, S.; Christensen, P. A Mechanism of Breakdown of Limestone Nodules in a Freeze-Thaw Environment. Cem. Concr. Res. 1979, 9, 741–746. [Google Scholar] [CrossRef]
- Mariano, R.A.; Evans, C.L. The Effect of Breakage Energies on the Mineral Liberation Properties of Ores. Miner. Eng. 2018, 126, 184–193. [Google Scholar] [CrossRef]
- Mariano, R.A.; Evans, C.L.; Manlapig, E. Definition of Random and Non-Random Breakage in Mineral Liberation—A Review. Miner. Eng. 2016, 94, 51–60. [Google Scholar] [CrossRef]
- Tungpalan, K.; Wightman, E.; Keeney, L.; Manlapig, E. A Geometallurgical Approach for Predicting Separation Performance. Miner. Eng. 2021, 171, 107065. [Google Scholar] [CrossRef]
- Tungpalan, K.; Wightman, E.; Manlapig, E. The Role of Vein-Type Mineralisation in Mineral Liberation. Miner. Eng. 2018, 116, 209–212. [Google Scholar] [CrossRef]
- Carrasco, C.; Keeney, L.; Walters, S.G. Development of a Novel Methodology to Characterise Preferential Grade by Size Deportment and Its Operational Significance. Miner. Eng. 2016, 91, 100–107. [Google Scholar] [CrossRef]
- Owens, D.; Wendt, R. Estimation of the Surface Free Energy of Polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Shen, X.; Zhao, Z.; Li, H.; Gao, X.; Fan, X. Microwave-Assisted Pyrolysis of Plastics with Iron-Based Catalysts for Hydrogen and Carbon Nanotubes Production. Mater. Today Chem. 2022, 26, 101166. [Google Scholar] [CrossRef]
- Noble, J.P.P.; Bending, S.J.; Sartbaeva, A.; Muxworthy, A.R.; Hill, A.K. A Novel In Situ High-Temperature Magnetometry Method for Radiofrequency Heating Applications. Adv. Energy Mater. 2022, 12, 2102515. [Google Scholar] [CrossRef]
- Altarawneh, S.; Al-Harahsheh, M.; Buttress, A.; Dodds, C.; Rodriguez, J.; Kingman, S. Microwave Selective Heating of Electric Arc Furnace Dust Constituents toward Sustainable Recycling: Contribution of Electric and Magnetic Fields. J. Ind. Eng. Chem. 2021, 104, 521–528. [Google Scholar] [CrossRef]
- Aleksandrova, T.N.; Afanasova, A.V.; Aleksandrova, A.V. Microwave Treatment to Reduce Refractoriness of Carbonic Concentrates. J. Min. Sci. 2020, 56, 136–141. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Exposure | Processing Stage | Achievable Effect | References |
|---|---|---|---|
| High-power nanosecond electromagnetic pulses | Disintegration; Preparation of ores for beneficiation | Increases the selectivity of the flotation process of sulfides with similar physical and chemical properties | [19,20,21,24,25] |
| Microwave | Disintegration; Preparation of ores for beneficiation; Beneficiation and mineral processing | Creation of additional defects in the structure of mineral aggregates; the possibility of extracting low-dimensional structures of valuable metals | [26,27,28,29,30,31,32] |
| Laser | Preparation of ores for beneficiation | Nanoparticles coarsening; agglomeration | [33,34] |
| Heating | Preparation of ores for beneficiation | Change of surface properties; increase of technological parameters | [30,35,36] |
| Electrochemical | Disintegration; Preparation of ores for beneficiation; Beneficiation and mineral processing | Directed regulation of physical and chemical properties of mineral surfaces | [22,23,37,38,39,40] |
| Ultrasonic | Disintegration; Preparation of ores for beneficiation; Beneficiation and mineral processing | Ability to influence the state, structure and properties of the material through the influence of waves of acoustic origin | [41,42,43,44] |
| Electric, magnetic and electromagnetic pulse exposures | Disintegration | Fracture of lump into fragments along weakened zones, mostly along mineral grain boundaries | [19,20,21,44,45,46,47,48,49,50] |
| UV | Preparation of ores for beneficiation; Beneficiation and mineral processing | Changes in physicochemical parameters of water–mineral environment | [51,52,53] |
| Hyperimpact waves | Disintegration | Selective disintegration of mineral aggregates | [54,55,56] |
| Flux of accelerated electrons | Disintegration | Improving efficiency of primary treatment by changing the physical, mechanical and physical–chemical properties of minerals | [57,58,59] |
| Vibration field | Disintegration; Preparation of ores for beneficiation | Selective disintegration of materials; changing of movement pattern of particles | [60,61,62,63] |
| Induced magnetic field | Beneficiation and mineral processing; Preparation of ores for beneficiation | Improvement of technological parameters | [44,64,65] |
| Hydrochemical and bacterial digestion | Beneficiation and mineral processing | Oxidation of sulfides in in aqueous media with transfer of iron and sulfur to soluble compounds | [66,67,68] |
| Low-temperature plasma | Beneficiation and mineral processing | Change of surface properties; increase of flotation efficiency | [69,70,71] |
| Mechanical Activation | Disintegration | Change in crystal structure of minerals, structure disintegration, growth of trellis micro-distortions | [38,72,73] |
| Cryogenic | Disintegration | Ability to achieve changes in physical and mechanical properties of material by varying external temperature exposure | [74,75,76] |
| Freeze | Disintegration | [77,78,79] |
| Component | Grade [%] | Component | Grade [%] | Component | Grade [%] | Component | Grade [%] |
|---|---|---|---|---|---|---|---|
| SiO2 | 56.11 ± 1.81 | CaO | 1.91 ± 0.09 | P2O5 | 0.199 ± 0.009 | Corg | 1.52 ± 0.07 |
| Al2O3 | 23.2 ± 1.12 | MgO | 1.13 ± 0.05 | MnO | 0.061 ± 0.003 | As | 0.45 ± 0.02 |
| Fe2O3 | 4.12 ± 0.21 | TiO2 | 0.63 ± 0.03 | Stot | 1.59 ± 0.07 | Au * | 5.99 ± 0.29 |
| K2O | 3.03 ± 0.15 | Na2O | 0.584 ± 0.029 | Ctot | 2.65 ± 0.13 | Ag * | 0.29 ± 0.01 |
| Component | Grade [%] | Component | Grade [%] | Component | Grade [% ] | Component | Grade [g/t] |
|---|---|---|---|---|---|---|---|
| SiO2 | 43.08 ± 1.65 | MgO | 2.81 ± 0.14 | MoO3 | 0.099 ± 0.004 | Ir | 0.0050 ± 0.0002 |
| Al2O3 | 13.29 ± 0.66 | P2O5 | 1.79 ± 0.09 | Stot | 2.50 ± 0.12 | Rh | 0.00130 ± 0.00006 |
| K2O | 9.26 ± 0.47 | TiO2 | 1.24 ± 0. 06 | Corg | 17.19 ± 0.86 | Pd | 0.0120 ± 0.0005 |
| Fe2O3 | 8.16 ± 0.41 | Na2O | 1.18 ± 0.06 | Re * | 0.081 ± 0.004 | Pt | 0.0130 ± 0.0006 |
| CaO | 3.84 ± 0.19 | MnO | 0.059 ± 0.003 | Ag * | 0.192 ± 0.009 | Ru | 0.0080 ± 0.0004 |
| Mill Type | Ball |
|---|---|
| Internal dimensions [mm] | 312 × 125 |
| Rotation speed [min−1] | 97 |
| Weight of the sample [kg] | 0.100 |
| Bulk weight of ore [kg/m3] | 1640 |
| D [mm] | 19 | 22 | 26 | 27 | 28 | 29 | 30 | 32 | 34 | 35 | 36 | 39 | 40 | 41 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number [Pcs] | 1 | 2 | 2 | 4 | 6 | 1 | 1 | 2 | 1 | 2 | 1 | 1 | 2 | 1 |
| UC | ||||
|---|---|---|---|---|
| 0–1 | 1–2 | 2–3 | 3–4 | more 4 |
| Homogeneous material | Partially homogeneous material | Mixed composition | Very heterogeneous material | Absolutely heterogeneous material |
| Parameter | Corg [%] |
|---|---|
| No treatment | 12.88 |
| After liquid nitrogen treatment | 10.75 |
| Particle Size [μm] | Yield [%] | |
|---|---|---|
| Quartz | Calcite | |
| −106 + 71 | 30.33 ± 1.52 | 30.56 ± 1.52 |
| −71 + 40 | 23.12 ± 1.15 | 21.99 ± 1.09 |
| −40 + 20 | 12.06 ± 0.60 | 13.05 ± 0.65 |
| −20 + 0 | 34.49 ± 1.73 | 35.23 ± 1.76 |
| Mineral | Low-Temperature Treatment | CA Water [o] | CA, Diiodometan [o] | Total SFE [mN/m] | Disperse Component of SFE [mN/m] | Polar Component of SFE [mN/m] | εconc [%] |
|---|---|---|---|---|---|---|---|
| Quartz | Without | 65.97 ± 1.92 | 67.63 ± 2.03 | 39.86 ± 1.15 | 24.20 ± 0.67 | 15.66 ± 0.48 | 3.75 |
| With | 46.37 ± 1.39 | 47.27 ± 1.42 | 57.90 ± 1.34 | 35.78 ± 0.87 | 22.12 ± 0.47 | 2.02 | |
| Calcite | Without | 74.62 ± 2.23 | 53.10 ± 1.59 | 39.93 ± 1.23 | 32.53 ± 0.96 | 7.40 ± 0.27 | 6.15 |
| With | 52.97 ± 1.58 | 36.85 ± 1.11 | 56.94 ± 1.43 | 41.16 ± 0.99 | 15.78 ± 0.44 | 4.07 |
| Number of Spectrum | Grade [wt.%] | |||
|---|---|---|---|---|
| C | O | Fe | Pt | |
| Spectrum 1 | 3.60 | 1.69 | 25.27 | 69.44 |
| Without Aminoacetic Acid | |||||||||
| Product Name | Yield [%] | Grade [g/t, %] | Recovery [%] | ||||||
| MoO3 | Re | Pd | Pt | MoO3 | Re | Pd | Pt | ||
| Concentrate | 6.45 | 1.385 | 0.112 | 0.078 | 0.098 | 90.23 | 8.92 | 41.93 | 48.62 |
| Tails | 93.55 | 0.010 | 0.079 | 0.007 | 0.007 | 9.77 | 91.08 | 58.08 | 51.38 |
| Flotation feed | 100.00 | 0.099 | 0.081 | 0.012 | 0.013 | 100.00 | 100.00 | 100.00 | 100.00 |
| With Aminoacetic Acid | |||||||||
| Product Name | Yield [%] | Grade [g/t, %] | Recovery [%] | ||||||
| MoO3 | Re | Pd | Pt | MoO3 | Re | Pd | Pt | ||
| Concentrate | 6.38 | 1.402 | 1.134 | 0.116 | 0.159 | 90.35 | 89.32 | 61.67 | 78.03 |
| Tails | 93.62 | 0.010 | 0.009 | 0.005 | 0.003 | 9.65 | 10.68 | 38.33 | 21.97 |
| Flotation feed | 100.00 | 0.099 | 0.081 | 0.012 | 0.013 | 100.00 | 100.00 | 100.00 | 100.00 |
| Number of Spectrum | Grade [Wt.%] | |||||||
|---|---|---|---|---|---|---|---|---|
| O | Na | Mg | Si | Ca | Fe | Au | Cu | |
| Spectrum 1 | 23.57 | 7.76 | 2.65 | 50.36 | 15.66 | |||
| Spectrum 2 | 24.29 | 9.01 | 18.14 | 48.56 | ||||
| Spectrum 8 | 16.61 | 21.38 | 2.39 | 58.66 | 0.97 | |||
| Spectrum 9 | 36.96 | 0.01 | 8.15 | 54.90 | ||||
| Quantity of Magnetite [%] | ||||
|---|---|---|---|---|
| 3 | 5 | 10 | 15 | |
| Average particle [μm] | 5–10 | 20–30 | 20–50 | 20–50 |
| Product Name | Yield [%] | Grade [g/t, %] | Recovery [%] | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Au | As | Stot | Corg | Au | As | Stot | Corg | ||
| Concentrate | 2.36 | 2.99 | 0.23 | 0.85 | 25.03 | 1.18 | 1.21 | 1.26 | 38.86 |
| Tails of carbonaceous flotation * | 97.64 | 6.06 | 0.46 | 1.61 | 0.95 | 98.82 | 98.79 | 98.74 | 61.14 |
| Flotation feed | 100.00 | 5.99 | 0.45 | 1.59 | 1.52 | 100.00 | 100.00 | 100.00 | 100.00 |
| Number of Spectrum | Grade [wt.%] | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| O | Al | Mg | Si | Fe | Au | Ag | Cu | S | Sb | |
| Spectrum 1 | 67.90 | 1.36 | 2.43 | 0.40 | 7.70 | 20.21 | ||||
| Spectrum 3 | 43.76 | 0.08 | 43.53 | 12.63 | ||||||
| Spectrum 4 | 17.95 | 0.27 | 3.70 | 75.40 | 2.17 | 0.5 | ||||
| Spectrum 5 | 40.08 | 2.34 | 9.86 | 6.17 | 38.60 | 2.95 | ||||
| Spectrum 6 | 66.38 | 0.32 | 0.49 | 21.51 | 7.21 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aleksandrova, T.; Nikolaeva, N.; Afanasova, A.; Romashev, A.; Aburova, V.; Prokhorova, E. Extraction of Low-Dimensional Structures of Noble and Rare Metals from Carbonaceous Ores Using Low-Temperature and Energy Impacts at Succeeding Stages of Raw Material Transformation. Minerals 2023, 13, 84. https://doi.org/10.3390/min13010084
Aleksandrova T, Nikolaeva N, Afanasova A, Romashev A, Aburova V, Prokhorova E. Extraction of Low-Dimensional Structures of Noble and Rare Metals from Carbonaceous Ores Using Low-Temperature and Energy Impacts at Succeeding Stages of Raw Material Transformation. Minerals. 2023; 13(1):84. https://doi.org/10.3390/min13010084
Chicago/Turabian StyleAleksandrova, Tatiana, Nadezhda Nikolaeva, Anastasia Afanasova, Artyem Romashev, Valeriya Aburova, and Evgeniya Prokhorova. 2023. "Extraction of Low-Dimensional Structures of Noble and Rare Metals from Carbonaceous Ores Using Low-Temperature and Energy Impacts at Succeeding Stages of Raw Material Transformation" Minerals 13, no. 1: 84. https://doi.org/10.3390/min13010084
APA StyleAleksandrova, T., Nikolaeva, N., Afanasova, A., Romashev, A., Aburova, V., & Prokhorova, E. (2023). Extraction of Low-Dimensional Structures of Noble and Rare Metals from Carbonaceous Ores Using Low-Temperature and Energy Impacts at Succeeding Stages of Raw Material Transformation. Minerals, 13(1), 84. https://doi.org/10.3390/min13010084