
Machine Learning Technique for Recognition of Flotation Froth Images in a Nonstable Flotation Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Image Registration Process
3. Results
3.1. ML for Unstable Flotation Process
3.2. ML for Stable Flotation Process
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Drzymala, J.; Kowalczuk, P.B.; Oteng-Peprah, M.; Foszcz, D.; Muszer, A.; Henc, T.; Łuszczkiewicz, A. Application of the grade-recovery curve in the batch flotation of Polish copper ore. Miner. Eng. 2013, 49, 17–23. [Google Scholar] [CrossRef]
- Foszcz, D.; Niedoba, T.; Tumidajski, T. A geometric approach to evaluating the results of Polish copper ores beneficiation. Gospod. Surowcami Miner. 2018, 34, 55–66. [Google Scholar]
- Krawczykowski, D. Electric Energy Consumption as a Component of Evaluation and Optimization Index for Center of Grinding and Classificaion of Copper Ore. Ph.D. Thesis, AGH–University of Science and Technology, Kraków, Poland, 2007. (In Polish). [Google Scholar]
- Saramak, D.; Tumidajski, T.; Skorupska, B. Technological and economic strategies for the optimization of Polish electrolytic copper production plants. Miner. Eng. 2010, 23, 757–764. [Google Scholar] [CrossRef]
- Foszcz, D. Rules of determining the optimal results of multi-component copper ores beneficiation. In Studia, Rozprawy, Monografie, 181; IGSMiE PAN: Krakow, Poland, 2013. (In Polish) [Google Scholar]
- Drzymala, J. Mineral Processing: Foundations of Theory and Practice of Minerallurgy; Oficyna Wydawnicza Politechniki Wrocławskiej: Wrocław, Poland, 2007. [Google Scholar]
- Foszcz, D.; Niedoba, T.; Tumidajski, T. Analysis of possibilities of forecasting the results of Polish copper ores beneficiation with applied technology taken into account. AGH J. Min. Geoengin. 2010, 34, 25–36. (In Polish) [Google Scholar]
- Madej, W. Evaluation of beneficiation processes. IMN 1978, VII, 105–113. (In Polish) [Google Scholar]
- Yianatos, J.B.; Bergh, L.G.; Aguilera, J. Flotation scale up: Use of separability curves. Miner. Eng. 2003, 16, 347–352. [Google Scholar] [CrossRef]
- Konieczny, A.; Pawlos, W.; Jach, M.; Pępkowski, R.; Krzemińska, M.; Foszcz, D. Application of visualization system for controlling operating parameters of flotation machines in KGHM Polska Miedź S. A. Division of Concentrators. Górnictwo I Geol. 2011, 6, 61–71. (In Polish) [Google Scholar]
- FloVis-Visual System for Optimalization of the Cu Flotation Processes (in Polish). Available online: https://www.ameplus.pl/_pdf/ameplus_flovis.pdf (accessed on 19 August 2022).
- Konieczny, A.; Pawlos, W.; Legierski, T.; Zamora, A.; Ogonowski, S.; Foszcz, D. The Development of Vision System Control of flotation machines work parameters (FloVis) in KGHM Polska Miedz, S.A. Division of Concentrators. In Proceedings of the ICNOP’12: X International Conference on Non-Ferrous Ore Processing, Trzebieszowice, Poland, 17–19 October 2012; pp. 61–74. (In Polish). [Google Scholar]
- Legierski, T.; Zamora, A.; Ogonowski, S.; Foszcz, D.; Pawlos, W. Flotation Process Optimization with Feed Parameters variation using FloVis System in KGHM PM O/ZWR Rejon Rudna. In Proceedings of the Conference Papers of II International Copper Ore Mining Congress: Perspectives and Development Directions, Lubin, Poland, 16–18 July 2012; pp. 254–265. [Google Scholar]
- Sztaba, K.; Lenczowski, S. Unconventional Multidimensional Evaluation of Granulated Material. In Proceedings of the MCGM’93—The Third International Conference on Measurement and Control of Granular Materials, Shenyang, China, 15–17 October 1993; pp. 70–75. [Google Scholar]
- Lenczowski, S.; Galas, J.; Kordek, J. Unconventional Optical Methods of Controlling the Beneficiation Processes of Minerals. In Proceedings of the MCGM’93—The Third International Conference on Measurement and Control of Granular Materials, Shenyang, China, 15–17 October 1993; pp. 97–101. [Google Scholar]
- Galas, J.; Lenczowski, S. Optical Image Recognition Method Applied to Control the Column Froth Flotation Process. In Proceedings of the STERMAT’94—IV International Conference Stereology and Image Analysis in Material Science, Wisla, Poland, 3–6 October 1994; pp. 153–158. [Google Scholar]
- Kordek, J.; Lenczowski, S. The Evaluation of Flotation Froth Images by the Optical Method. In Proceedings of the XVI International Mineral Processing Congress, Stockholm, Sweden, 5–10 June 1988; Elsevier: Amsterdam, NY, USA, 1988; pp. 481–486. [Google Scholar]
- Kordek, J.; Lenczowski, S. Methods of Optical Control of Processing As Exemplified by the Diffractometric Analysis of Flotation Froth Images of Copper Ores. Zesz. Nauk. AGH 1989, 1262, 146. (In Polish) [Google Scholar]
- Galas, J.; Daszkiewicz, M.; Sawicki, A.; Godwod, K.; Szawdyn, J. Construction of Image Recognition Process on the Base of Optical Fourier Diffractometry. Opt. Eng. 1994, 33, 1106–1113. [Google Scholar] [CrossRef]
- Galas, J. Image processing and recognition using diffractive and digital techniques. In Proceedings of the SPIE 1991, Diffractometry and Scatterometry, Warszawa, Poland, 31 October 1994; pp. 19–35. [Google Scholar]
- Galas, J.; Lenczowski, S.; Daszkiewicz, M. Applications of hybrid optical methods in mineral processing control systems. In Proceedings of the SPIE 2249, Automated 3D and 2D Vision, Frankfurt, Germany, 21–24 June 1994; pp. 439–446. [Google Scholar]
- Lenczowski, S.; Galas, J. Optical Analysis of Metal Content in the Column Complex Ore Flotation Froth. In Proceedings of the XIX International Mineral Processing Congress, San Francisco, CA, USA, 22–27 October 1995; pp. 257–260. [Google Scholar]
- Lenczowski, S.; Galas, J. Froth Image Analysis in a Flotation Control System. In Frothing in Flotation II, Recent Advances in Coal Processing; Laskowski, J.S., Woodburn, E.T., Eds.; Gordon and Breach Science Publisher: Amsterdam, The Netherlands, 1998; Volume 2, pp. 275–308. [Google Scholar]
- Khaleghi, B.; Khamis, A.; Karray, F.O. Multisensor data fusion: A review of the state-of-the-art. Inf. Fusion 2013, 14, 28–44. [Google Scholar] [CrossRef]
- Chandrashekar, G.; Sahin, F. A survey on feature selection methods. Comp. Electr. Eng. 2014, 40, 16–28. [Google Scholar] [CrossRef]
- Aldrich, C.; Moolman, D.W.; Gouws, F.S.; Schmitz, G.P.J. Machine learning strategies for control of flotation plants. Control Eng. Pract. 1997, 5, 263–269. [Google Scholar] [CrossRef]
- Fu, Y.; Aldrich, C. Froth image analysis by use of transfer learning and convolutional neural networks. Miner. Eng. 2018, 115, 68–78. [Google Scholar] [CrossRef]
- Fu, Y.; Aldrich, C. Flotation froth image recognition with convolutional neural networks. Miner. Eng. 2019, 132, 183–190. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
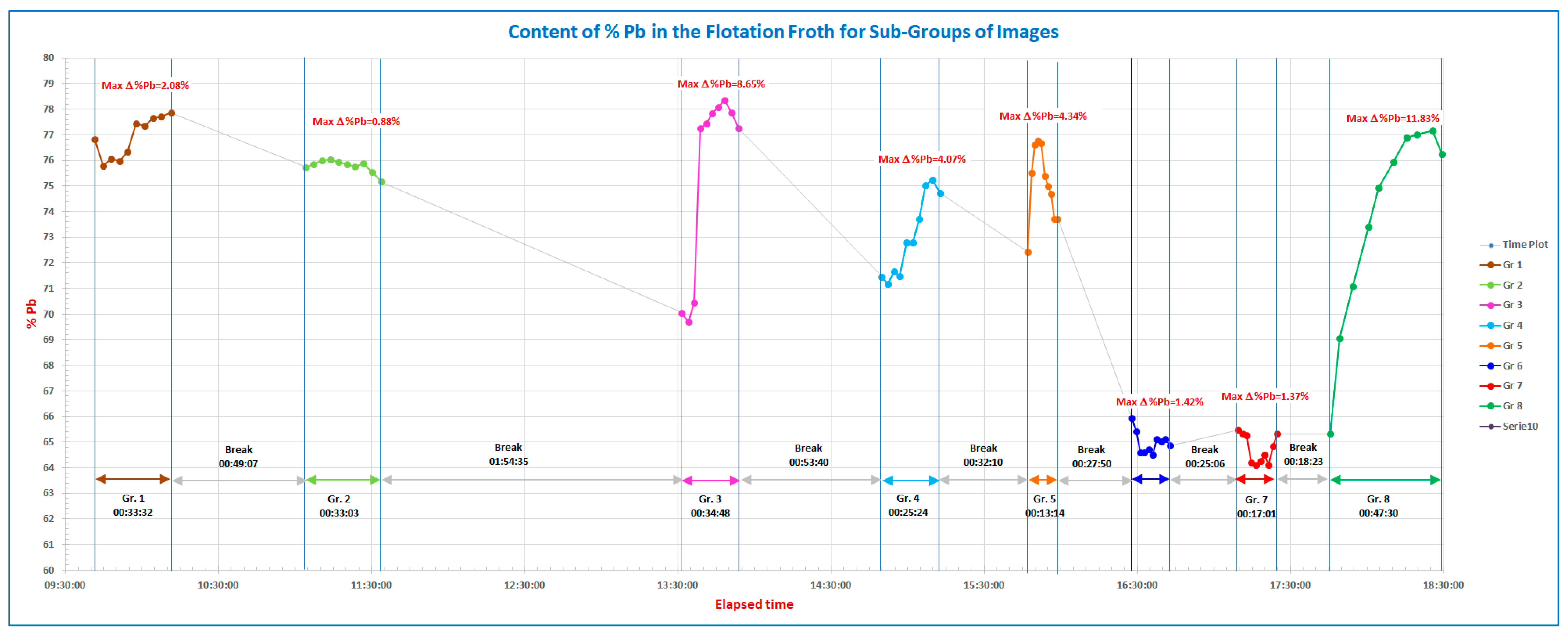
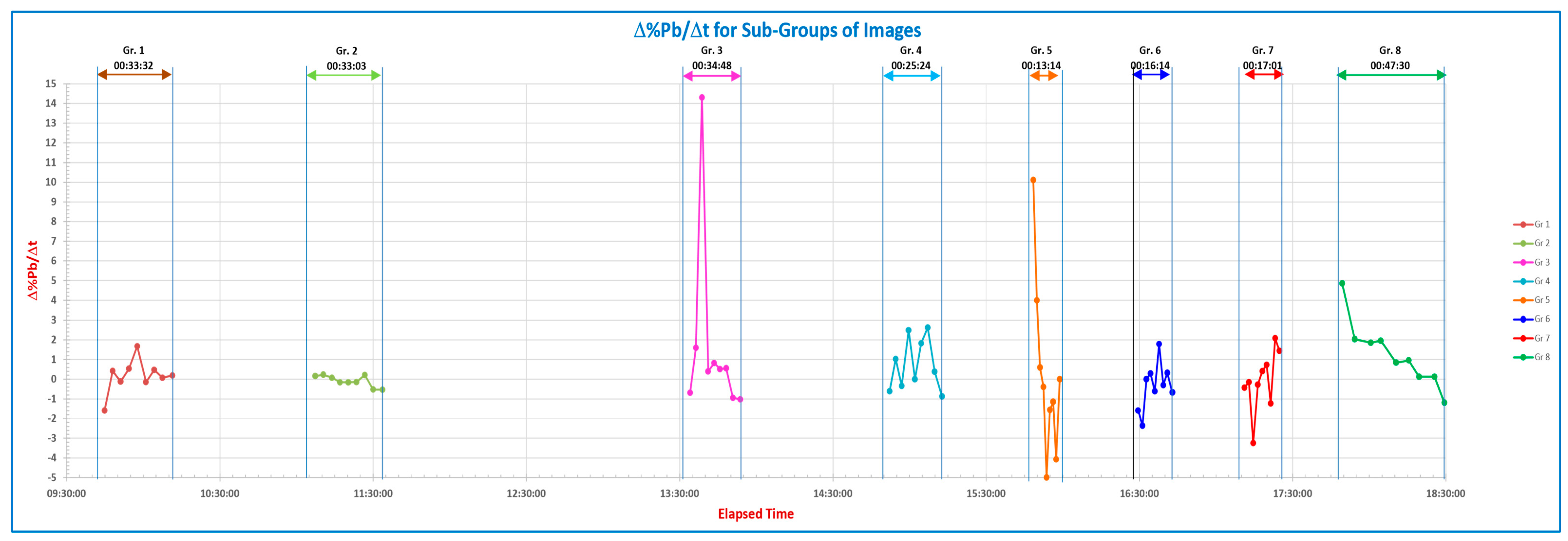
| Gr. No. | Mean Value of %Pb | Std. Dev. Value of %Pb | Mean Value of Δ%Pb/Δt | Std. Dev. Value of Δ%Pb/Δt |
|---|---|---|---|---|
| 1 | 76.90 | 0.80 | 0.17 | 0.86 |
| 2 | 75.77 | 0.26 | −0.09 | 0.29 |
| 3 | 75.43 | 3.72 | 1.73 | 4.80 |
| 4 | 73.00 | 1.58 | 0.73 | 1.33 |
| 5 | 75.05 | 1.45 | 0.29 | 4.52 |
| 6 | 64.99 | 0.44 | −0.34 | 1.19 |
| 7 | 64.74 | 0.57 | −0.07 | 1.56 |
| Classification Results for All Images | ||||||||
|---|---|---|---|---|---|---|---|---|
| Defined Group | No. of Images | Classification Groups | ||||||
| Gr_1 | Gr_2 | Gr_3 | Gr_4 | Gr_5 | Gr_6 | Gr_7 | ||
| Gr_1 | 205 | 60.00% | 24.88% | 4.88% | 10.24% | 0.00% | 0.00% | 0.00% |
| Gr_2 | 205 | 20.49% | 63.41% | 5.37% | 10.73% | 0.00% | 0.00% | 0.00% |
| Gr_3 | 205 | 7.32% | 6.34% | 70.24% | 9.27% | 3.90% | 2.93% | 0.00% |
| Gr_4 | 205 | 7.32% | 5.37% | 13.17% | 74.15% | 0.00% | 0.00% | 0.00% |
| Gr_5 | 205 | 0.00% | 0.00% | 0.98% | 1.46% | 73.17% | 20.00% | 4.39% |
| Gr_6 | 205 | 0.00% | 0.00% | 1.46% | 0.00% | 7.80% | 73.66% | 17.07% |
| Gr_7 | 205 | 0.00% | 0.00% | 0.49% | 0.00% | 1.46% | 25.37% | 72.68% |
| Number of images correctly classified: 69.62% | ||||||||
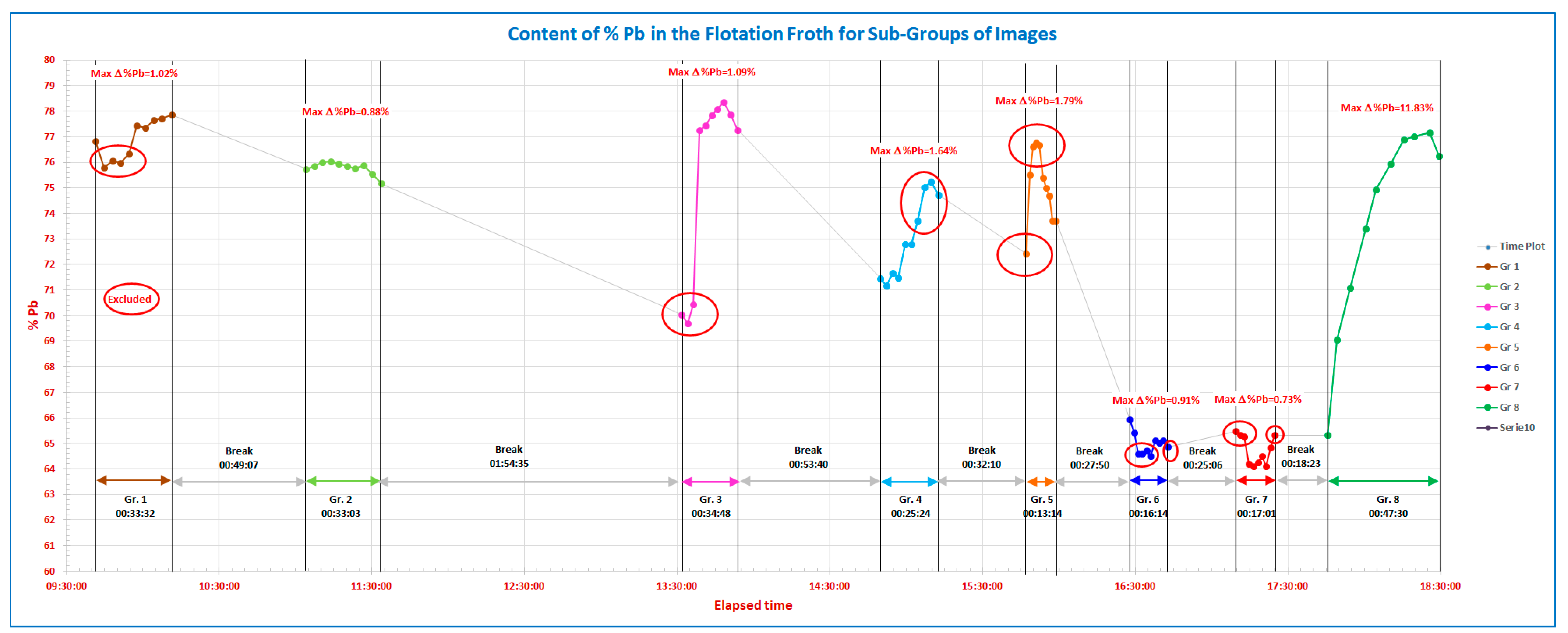
| Gr. No. | Mean Value of %Pb | St. Dev. Value of %Pb |
|---|---|---|
| 1 | 77.48 | 0.36 |
| 2 | 75.77 | 0.26 |
| 3 | 77.73 | 0.42 |
| 4 | 71.89 | 0.72 |
| 5 | 74.67 | 0.79 |
| 6 | 65.32 | 0.17 |
| 7 | 64.33 | 0.28 |
| Classification Results for Images after Exclusion | ||||||||
|---|---|---|---|---|---|---|---|---|
| Defined Group | No. of Images | Classification Groups | ||||||
| Gr_1 | Gr_2 | Gr_3 | Gr_4 | Gr_5 | Gr_6 | Gr_7 | ||
| Gr_1 | 125 | 52.80% | 37.60% | 3.20% | 6.40% | 0.00% | 0.00% | 0.00% |
| Gr_2 | 205 | 14.63% | 78.05% | 0.98% | 6.34% | 0.00% | 0.00% | 0.00% |
| Gr_3 | 145 | 4.83% | 3.45% | 83.45% | 4.14% | 2.76% | 1.38% | 0.00% |
| Gr_4 | 120 | 6.67% | 10.00% | 5.00% | 78.33% | 0.00% | 0.00% | 0.00% |
| Gr_5 | 125 | 0.00% | 0.00% | 4.80% | 0.00% | 73.60% | 19.20% | 2.40% |
| Gr_6 | 100 | 0.00% | 0.00% | 3.00% | 0.00% | 8.00% | 74.00% | 15.00% |
| Gr_7 | 120 | 0.00% | 0.00% | 0.00% | 0.00% | 0.83% | 16.67% | 82.50% |
| Number of images correctly classified:75.11 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galas, J.; Litwin, D. Machine Learning Technique for Recognition of Flotation Froth Images in a Nonstable Flotation Process. Minerals 2022, 12, 1052. https://doi.org/10.3390/min12081052
Galas J, Litwin D. Machine Learning Technique for Recognition of Flotation Froth Images in a Nonstable Flotation Process. Minerals. 2022; 12(8):1052. https://doi.org/10.3390/min12081052
Chicago/Turabian StyleGalas, Jacek, and Dariusz Litwin. 2022. "Machine Learning Technique for Recognition of Flotation Froth Images in a Nonstable Flotation Process" Minerals 12, no. 8: 1052. https://doi.org/10.3390/min12081052
APA StyleGalas, J., & Litwin, D. (2022). Machine Learning Technique for Recognition of Flotation Froth Images in a Nonstable Flotation Process. Minerals, 12(8), 1052. https://doi.org/10.3390/min12081052