
Separation and Comprehensive Recovery of Cobalt, Nickel, and Lithium from Spent Power Lithium-Ion Batteries

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Reagents
2.2. Leaching Procedure
2.3. Solvent Extraction by P204
2.4. Solvent Extraction by P507–N235
2.5. Synthesis of Products
2.6. Analysis and Characterization
3. Results and Discussion
3.1. Flow Chart of the Process
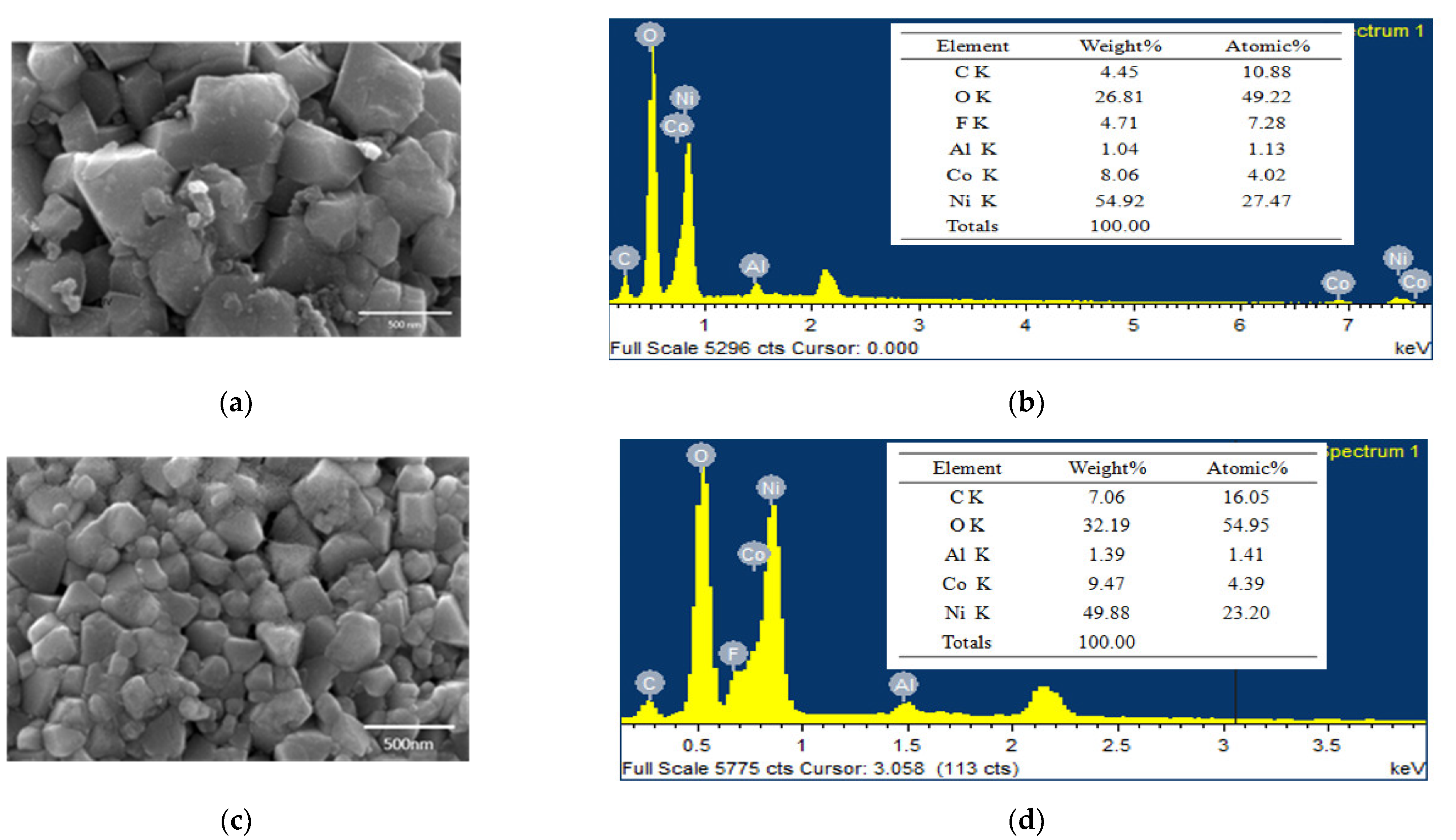
3.2. Composition and Structure of Spent Cathode Active Materials
3.3. Calcination of Spent Cathode Active Materials
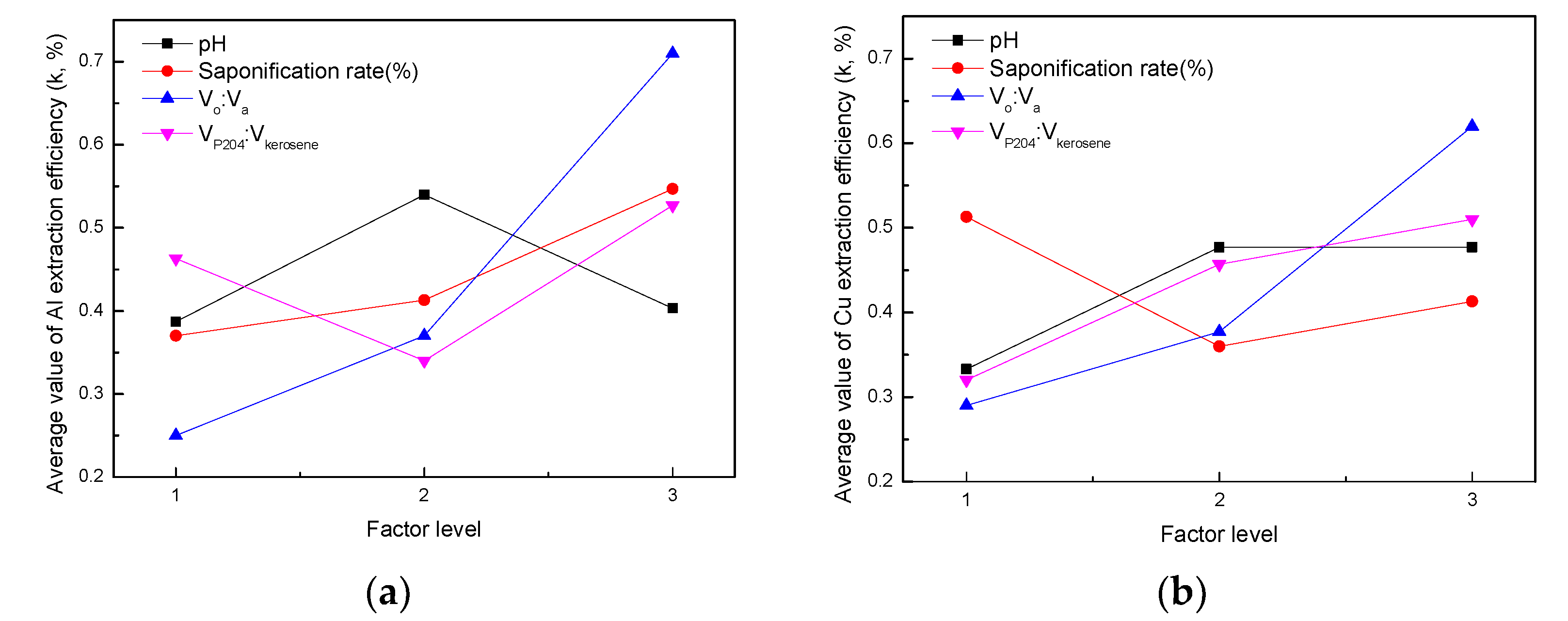
3.4. Extraction of Al and Cu by P204
3.5. Extraction of Co by P507–N235 System
3.5.1. Effect of VP507-N235:Vkerosene
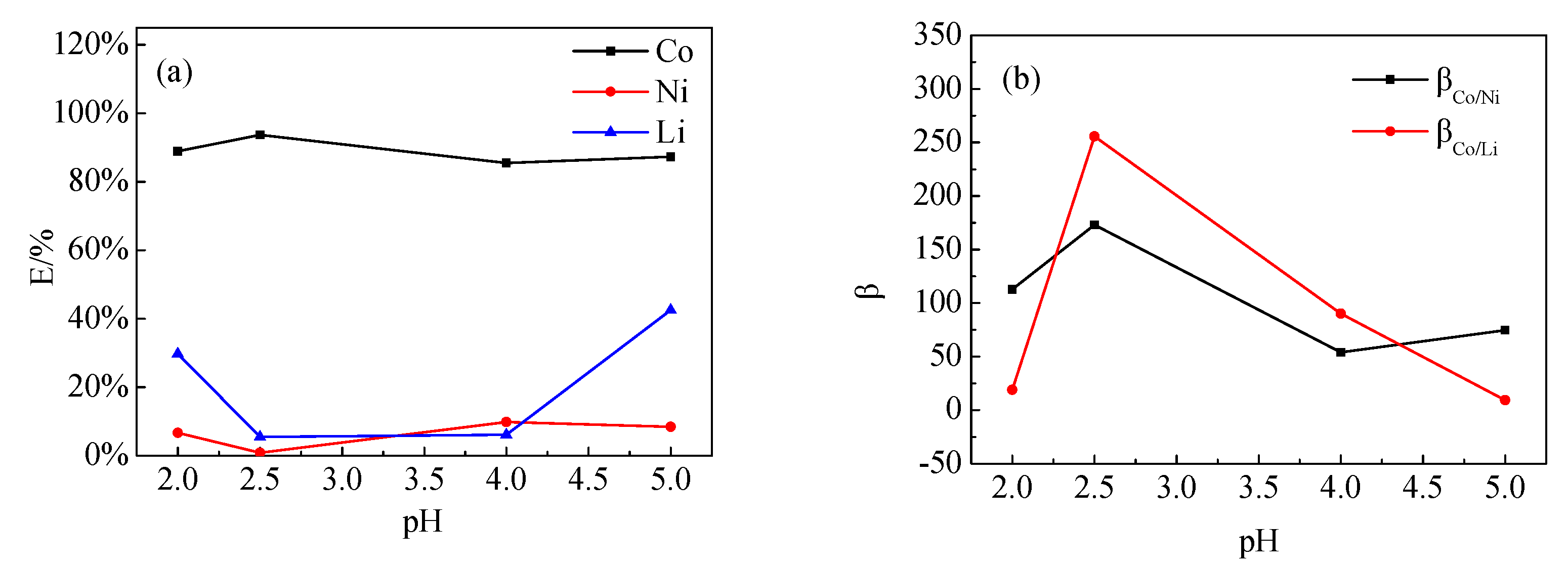
3.5.2. Effect of pH
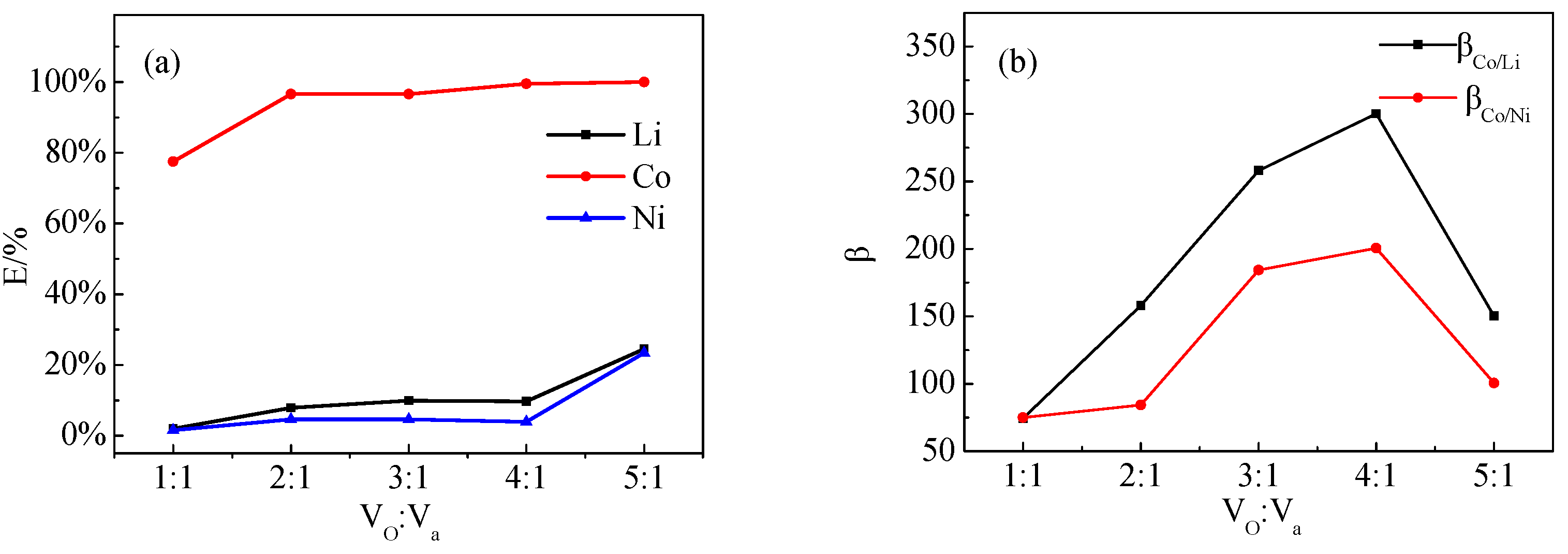
3.5.3. Effect of Vo:Va
3.5.4. Synergistic Effect of P507–N235 System
3.5.5. Extraction Mechanism of P507–N235 System
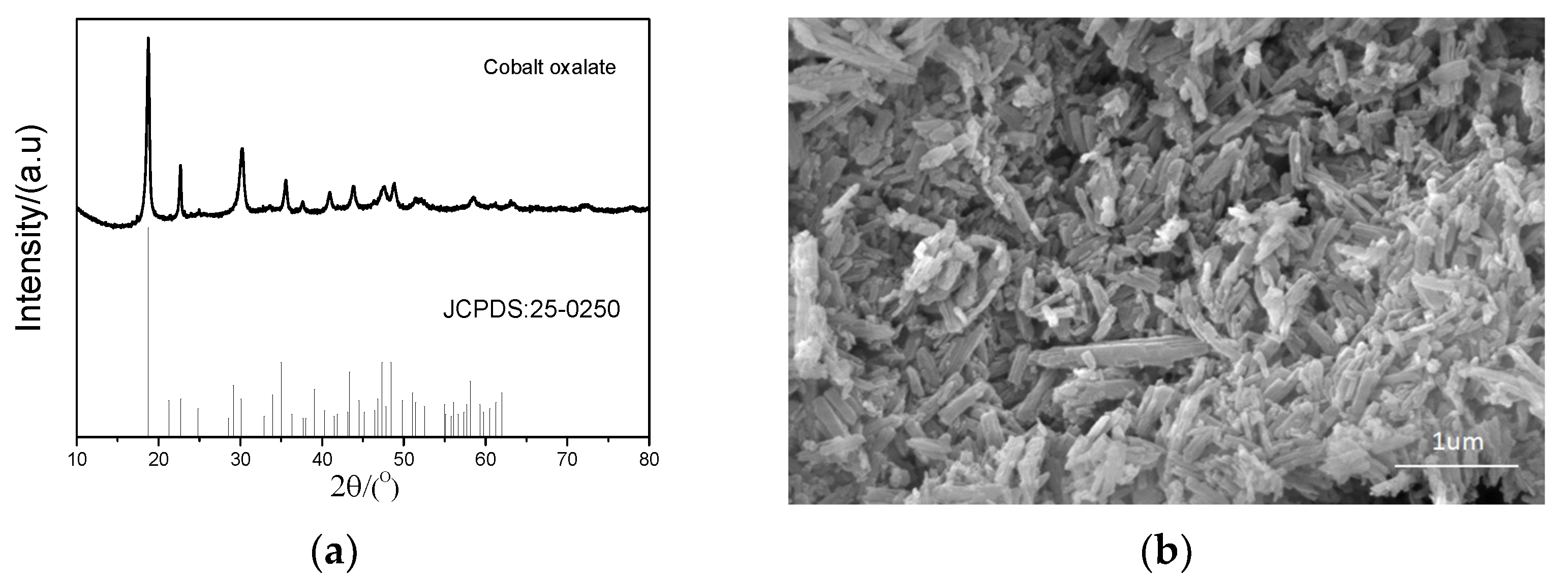
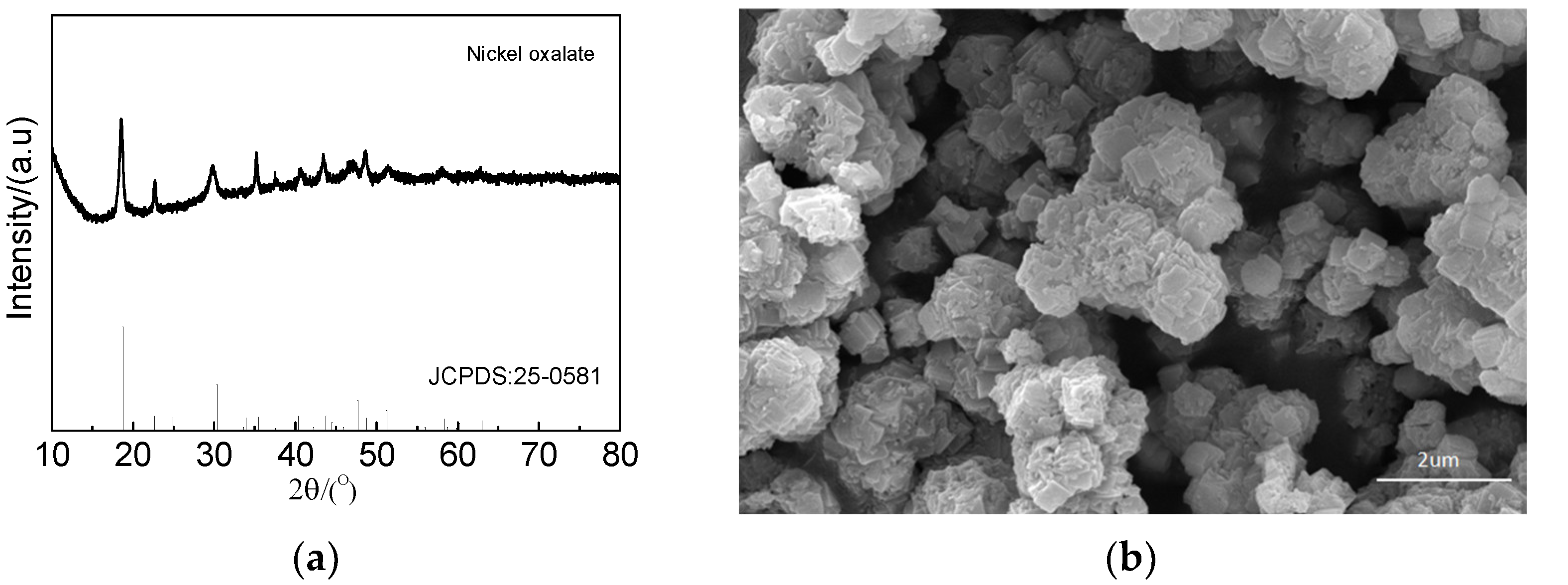
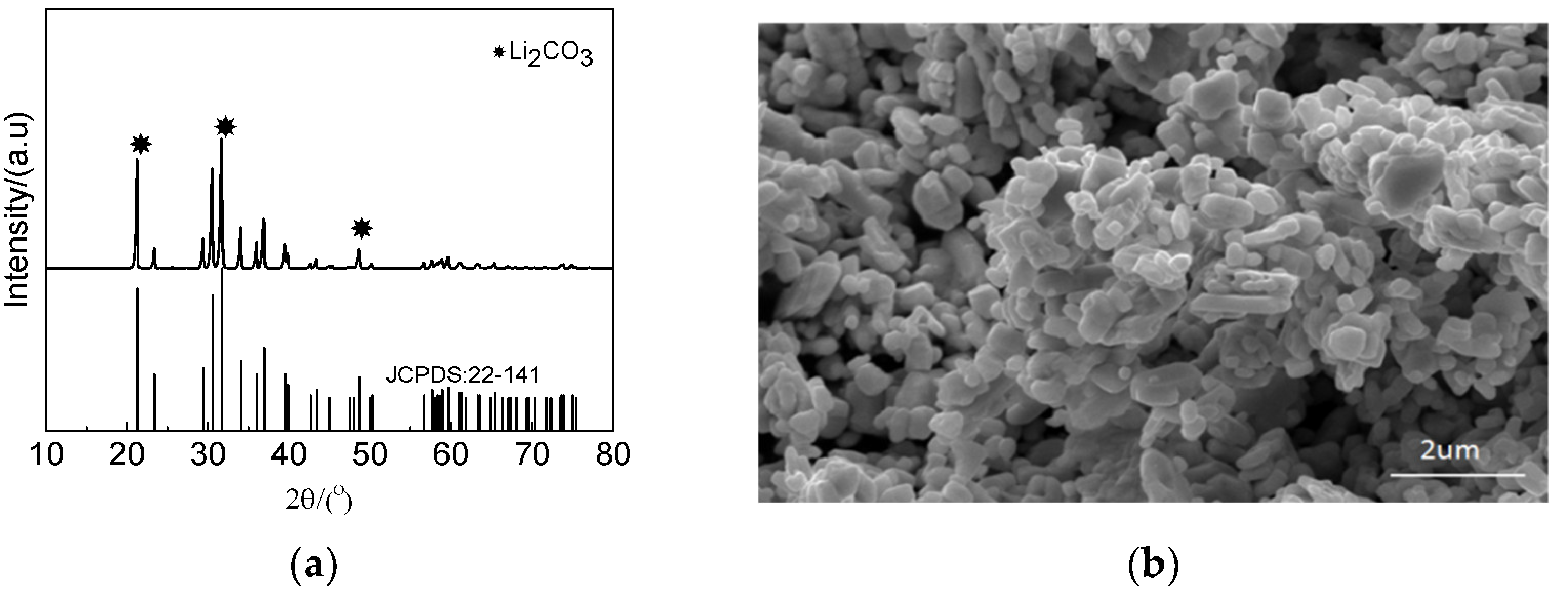
3.6. Synthesis of Co, Ni, and Li Products
4. Conclusions
- (1)
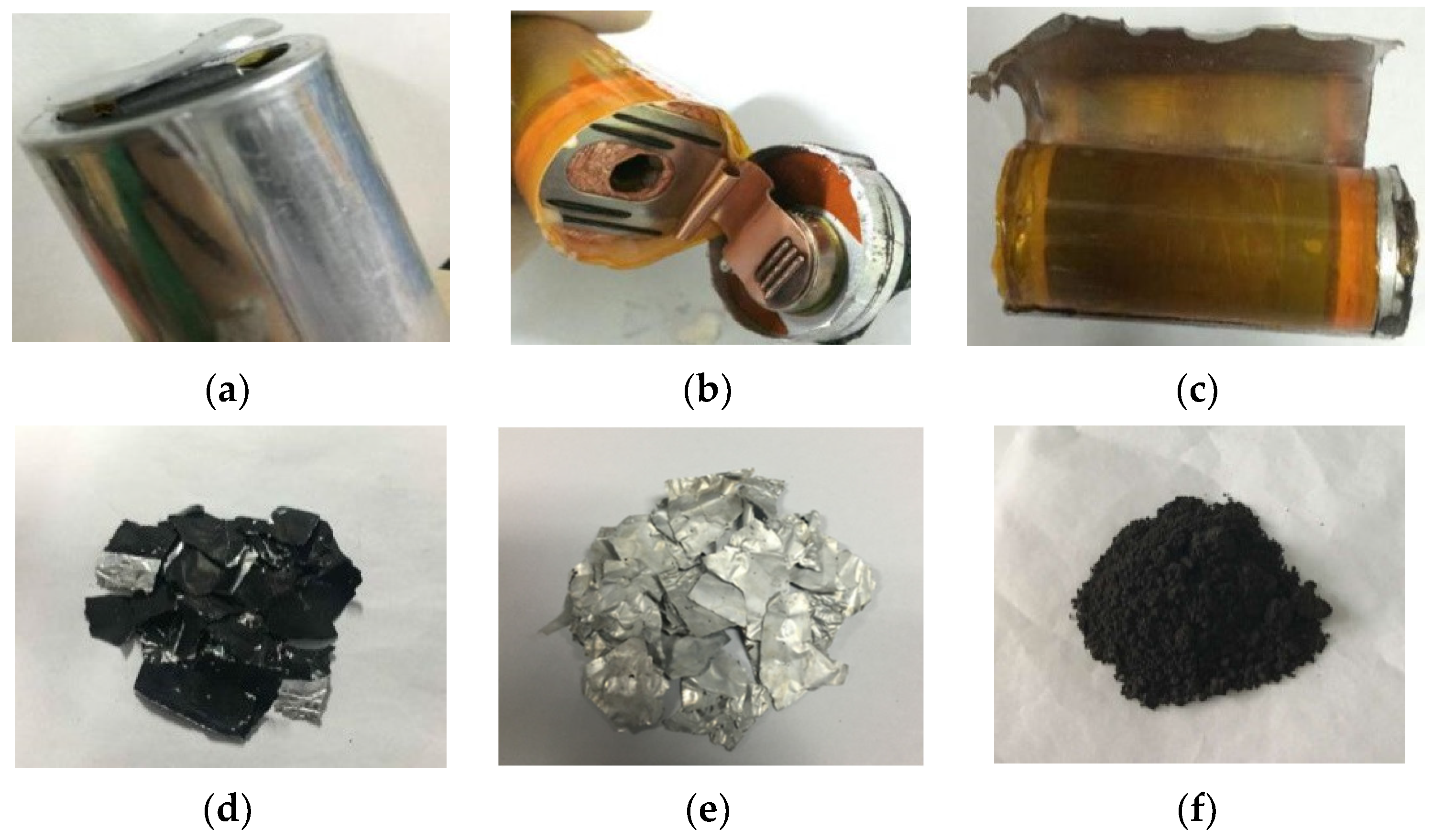
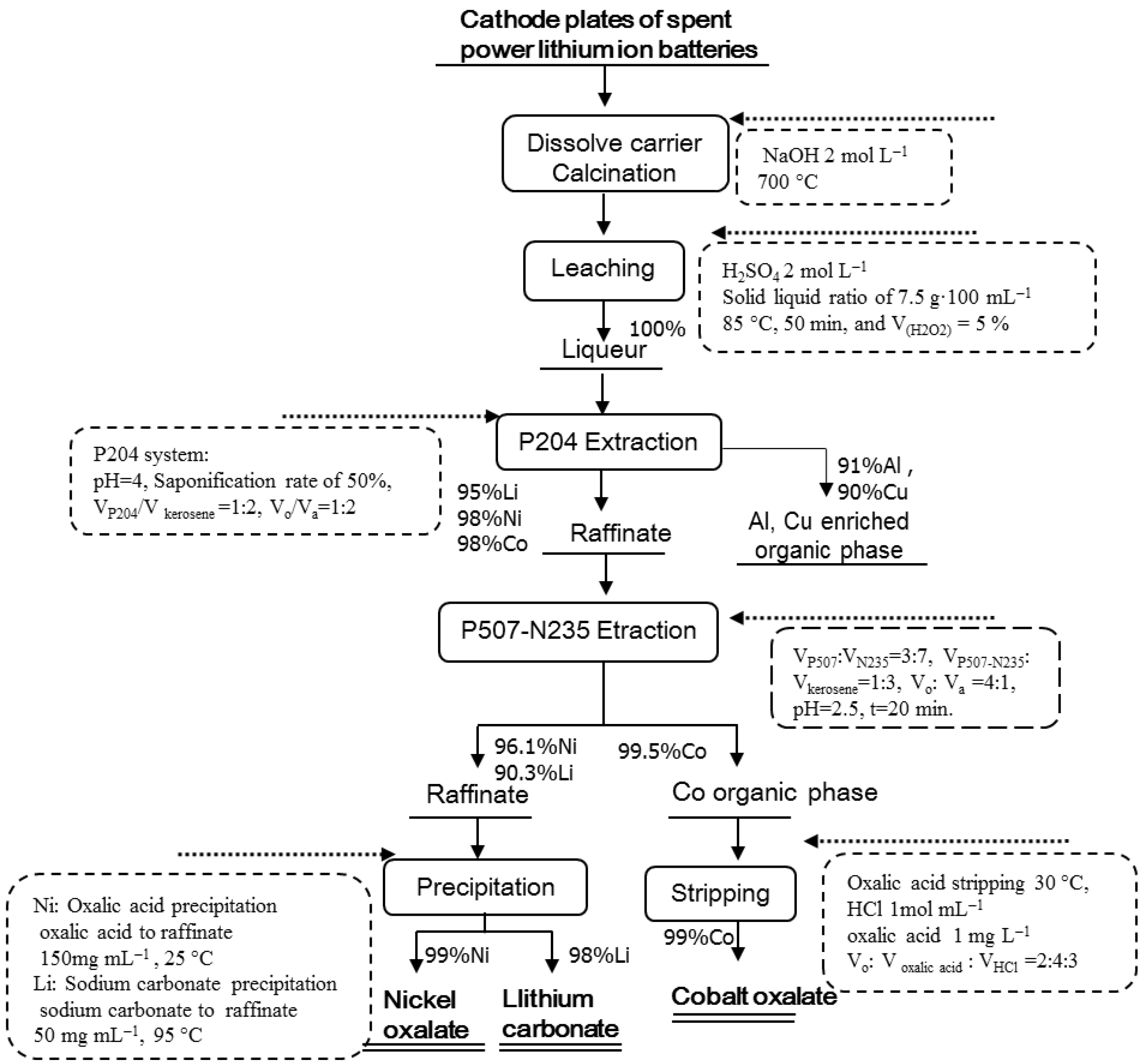
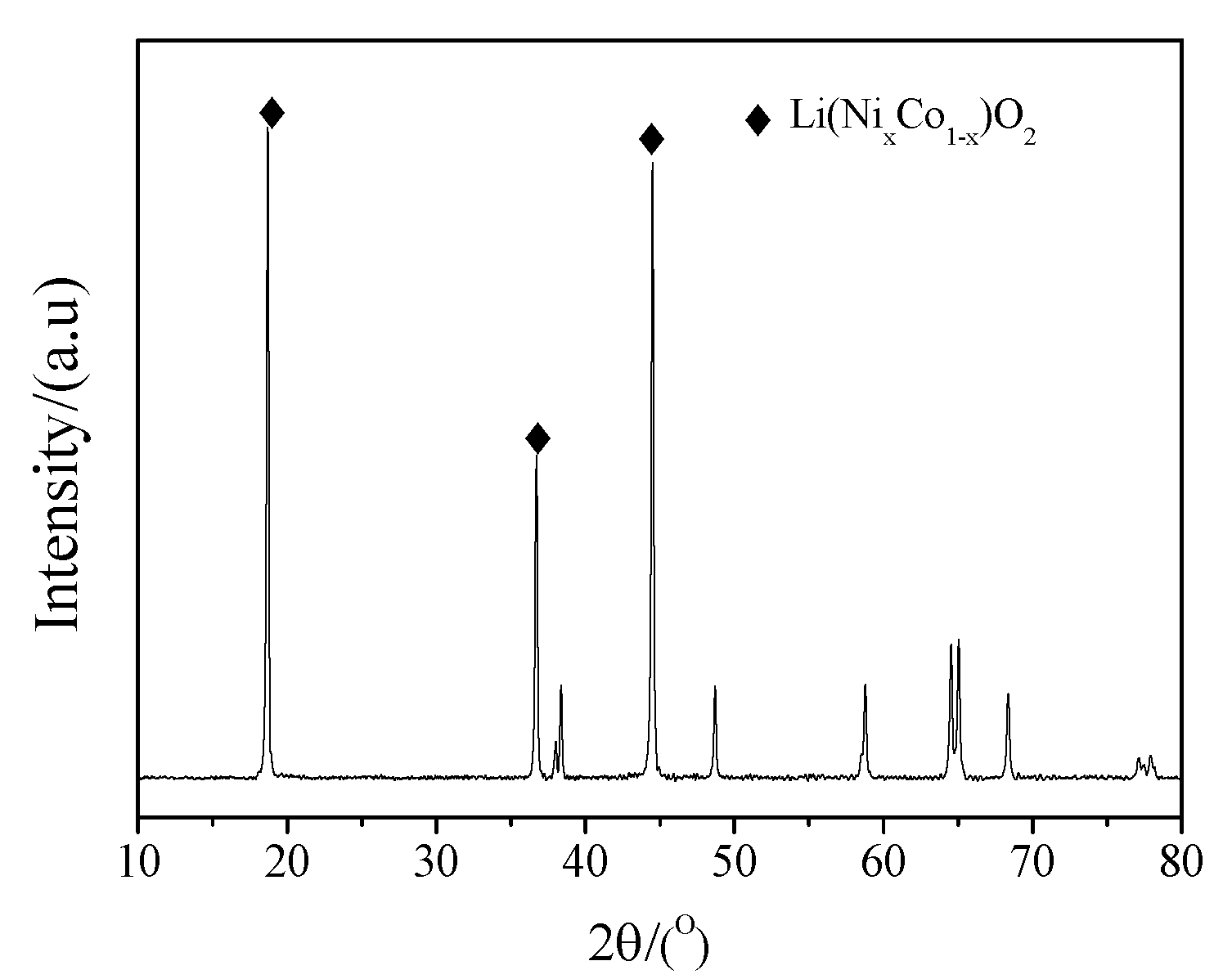
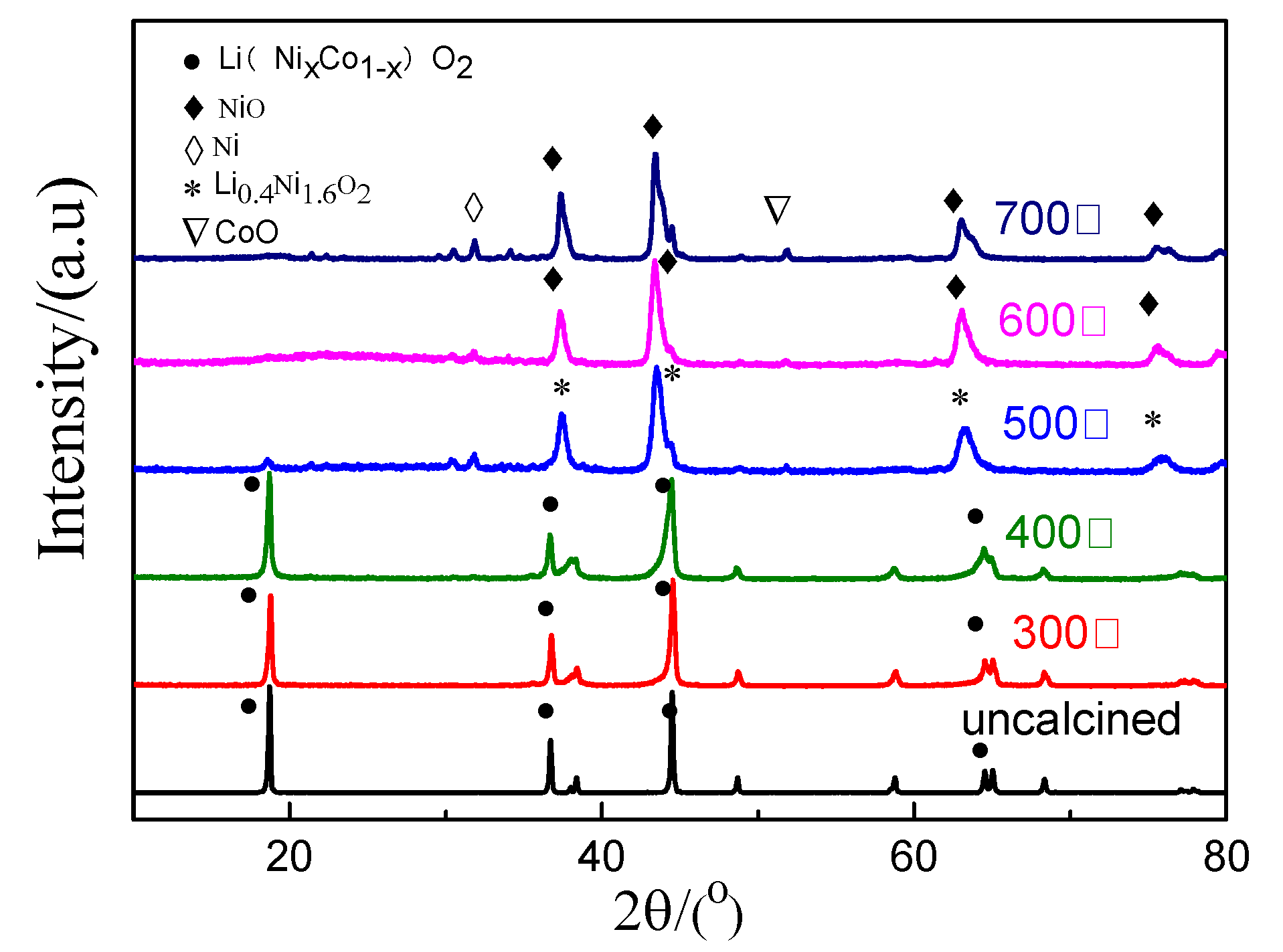
- The cathode active material was separated from the cathode plate of the spent power LIB with NaOH solution (2 mol L−1) and then calcined at 700 °C to destroy the layered structure into NiO, CoO, and other substances. The calcined cathode active material was leached with sulfuric acid. The leaching efficiencies of Co, Ni, and Li were up to 100%.
- (2)
- A P204 system was selected to extract Al and Cu from the leaching solution. The results of the orthogonal experiment showed that the optimal parameters were pH = 4, saponification rate 50%, VP204:Vkerosene = 1:2, and Vo:Va = 1:2; the extraction efficiency of Al and Cu was 91% and 90%, respectively.
- (3)
- A P507–N235 non-saponification system was selected to extract Co. Under the conditions of VP507:VN235 = 3:7, VP507-N235:Vkerosene = 1:3, Vo:Va = 4:1, and pH = 2.5, the maximum synergistic coefficient was 12.6; the extraction efficiencies of Co, Ni, and Li were 99.5%, 3.9%, and 9.7%, respectively. The separation coefficients of β(Co/Ni) and β(Co/Li) were 200.6 and 300.3, respectively.
- (4)
- After extraction with the P507–N235 system, pure cobalt oxalate, nickel oxalate, and lithium carbonate were obtained. Comprehensive recovery of valuable metals was realized with a total recovery efficiency of Li, Ni, and Co of 84.1%, 93.1%, and 96.5%, respectively. This process of “calcination–leaching–synergistic extraction–synthesis” is conducive to the enhancement of the extraction of Co, which has scientific and industrial technological significance for the recycling of the spent power LIBs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nguyen, T.H.A.; Oh, S.Y. Anode carbonaceous material recovered from spent lithium-ion batteries in electric vehicles for environmental application. Waste Manag. 2021, 120, 755–761. [Google Scholar] [CrossRef] [PubMed]
- Zhao, S.; He, W.; Li, G. Recycling technology and principle of spent lithium-ion battery. In Recycling of Spent Lithium-Ion Batteries Processing Methods and Environmental Impacts; An, L., Ed.; Springer Nature: Berlin/Heidelberg, Germany, 2019; pp. 1–26. [Google Scholar]
- Zhang, G.; Yuan, X.; He, Y.; Wang, H.; Zhang, T.; Xie, W. Recent advances in pretreating technology for recycling valuable metals from spent lithium-ion batteries. J. Hazard. Mater. 2021, 406, 124332. [Google Scholar] [CrossRef] [PubMed]
- Lei, S.; Cao, Y.; Cao, X.; Sun, W.; Yang, Y. Separation of lithium and transition metals from leachate of spent lithiumion batteries by solvent extraction method with Versatic 10. Sep. Purif. Technol. 2020, 250, 117258. [Google Scholar]
- Liu, C.; Lin, J.; Cao, H.; Sun, Z. Recycling of spent lithium-ion batteries in view of lithium recovery: A critical review. J. Clean. Prod. 2019, 228, 801–813. [Google Scholar] [CrossRef]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Vanderbruggen, A.; Salces, A.; Ferreira, A.; Rudolph, M.; Serna-Guerrero, R. Improving separation efficiency in end-of-life lithium-ion batteries flotation using attrition pre-treatment. Minerals 2022, 12, 72. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, J.; Yu, B.; Huang, H.; Chen, Y.; Wang, C. Recovery of valuable metals from spent LiNixCoyMnzO2 cathode material via phase transformation and stepwise leaching. Sep. Purif. Technol. 2021, 267, 118609. [Google Scholar] [CrossRef]
- Jha, M.K.; Choubey, P.K.; Dinkar, O.S.; Panda, R.; Jyothi, R.K.; Yoo, K.; Park, I. Recovery of rare earth metals (REMs) from nickel metal hydride batteries of electric vehicles. Minerals 2022, 12, 34. [Google Scholar] [CrossRef]
- Mousa, E.; Hu, X.; Ye, G. Effect of graphite on the recovery of valuable metals from spent Li-lon batteries in baths of hot metal and steel. Recycling 2022, 7, 5. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Manjanna, J.; Pai, K.V.; Vadavi, R.; Keny, S.J.; Tripathi, V.S. Recovery of valuable metal ions from the spent lithium-ion battery using aqueous mixture of mild organic acids as alternative to mineral acids. Hydrometallurgy 2015, 151, 73–77. [Google Scholar] [CrossRef]
- Zhang, Z.; Ma, L.; Zhang, X.; Wang, Y.; Cai, Y.; Xi, X. Acid leaching process of waste power lithium ion battery. In Chinese Materials Conference CMC 2017: Advances in Energy and Environmental Materials; Springer: Berlin/Heidelberg, Germany, 2018; pp. 657–665. [Google Scholar]
- Jung, J.C.Y.; Sui, P.C.; Zhang, J.J. A review of recycling spent lithium-ion battery cathode materials using hydrometallurgical treatments. J. Energy Storage 2021, 35, 102217. [Google Scholar] [CrossRef]
- Lei, S.; Sun, W.; Yang, Y. Solvent extraction for recycling of spent lithium-ion batteries. J. Hazard. Mater. 2022, 424, 127654. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.; Nie, Z.; Xi, X.; Han, X. Cobalt recovery from cobalt-bearing waste in sulphuric and citric acid systems. Hydrometallurgy 2013, 136, 1–7. [Google Scholar] [CrossRef]
- Keller, A.; Hlawitschka, M.W.; Bart, H.J. Application of saponified D2EHPA for the selective extraction of manganese from spend lithium-ion batteries. Chem. Eng. Process 2022, 171, 108552. [Google Scholar] [CrossRef]
- Joo, S.H.; Shin, D.; Oh, C.H.; Wang, J.P.; Senanayake, G.; Shin, S.M. Selective extraction and separation of nickel from cobalt, manganese and lithium in pre-treated leach liquors of ternary cathode material of spent lithium-ion batteries using synergism caused by Versatic 10 acid and LIX 84-I. Hydrometallurgy 2016, 159, 65–74. [Google Scholar] [CrossRef]
- Qiu, Y.; Yang, L.; Huang, S.; Ji, Z.; Li, Y. The separation and recovery of copper(II), nickel(II), cobalt(II), zinc(II), and cadmium(II) in a sulfate-based solution using a mixture of Versatic 10 acid and Mextral 984H. Chin. J. Chem. Eng. 2017, 25, 760–767. [Google Scholar] [CrossRef]
- Zhao, J.M.; Shen, X.Y.; Deng, F.L.; Wang, F.C.; Wu, Y.; Liu, H.Z. Synergistic extraction and separation of valuable metals from waste cathodic material of lithium ion batteries using Cyanex272 and PC-88A. Sep. Purif. Technol. 2011, 78, 345–351. [Google Scholar] [CrossRef]
- Sun, Q.; Yang, L.; Huang, S.; Xu, Z.; Li, Y.; Wang, W. Synergistic solvent extraction of nickel by 2-hydroxy-5-nonylacetophenone oxime mixed with neodecanoic acid and bis(2-ethylhexyl) phosphoric acid: Stoichiometry and structure investigation. Miner. Eng. 2019, 132, 284–292. [Google Scholar] [CrossRef]
- Li, H.; Feng, Y.; Wang, H.; Li, H.; Wu, H. Separation of V (V) and Mo (VI) in roasting-water leaching solution of spent hydrodesulfurization catalyst by co-extraction using P507-N235 extractant. Sep. Purif. Technol. 2020, 248, 117135. [Google Scholar] [CrossRef]
- Xiong, P.; Zhang, Y.; Huang, J.; Bao, S.; Yang, X.; Shen, C. High-efficient and selective extraction of vanadium (V) with N235-P507 synergistic extraction system. Chem. Eng. Res. Des. 2017, 120, 284–290. [Google Scholar] [CrossRef]
- Sun, X.; Sun, Y.; Yu, J. Removal of ferric ions from aluminum solutions by solvent extraction, part I: Iron removal. Sep. Purif. Technol. 2016, 159, 18–22. [Google Scholar] [CrossRef]
- Cheng, C.Y.; Barnard, K.R.; Zhang, W.; Zhu, Z.; Pranolo, Y. Recovery of nickel, cobalt, copper and zinc in sulphate and chloride solutions using synergistic solvent extraction. Chin. J. Chem. Eng. 2016, 24, 237–248. [Google Scholar] [CrossRef]
- Yang, Y.; Deng, S.; Lan, Q.; Nie, H.; Ye, X. The rare earth extraction and separation performance in P507-N235 system. Nonferr. Metal. Sci. Eng. 2013, 4, 83–86. [Google Scholar]
- Yang, Y.; Lan, Q.; Deng, S.; Nie, H.; Ye, X. Chemical stability of P507-N235 and its synergistic extraction for NdCl3. J. Chin. Soc. Rare Earths 2013, 31, 385–389. [Google Scholar]
- Wang, Y.; Ma, L.; Xi, X.; Nie, Z.; Zhang, Y.; Wen, X.; Lyu, Z. Regeneration and characterization of LiNi0.8Co0.15Al0.05O2 cathode material from spent power lithium-ion batteries. Waste Manag. 2019, 95, 192–200. [Google Scholar] [CrossRef]
- Guo, X.; Liu, J.; Dai, L.; Huang, L.; Wei, A.; He, Y.; Fang, D. Orthogonal wear experiment of 13Cr-L80 tubing string in high-yield gas wells and analysis of its influencing factors. Eng. Fail. Anal. 2021, 125, 105432. [Google Scholar] [CrossRef]
- Hong, J.; Qian, Y.; Zhang, L.; Huang, H.; Jiang, M.; Yan, J. Laser nitriding of Zr-based metallic glass: An investigation by orthogonal experiments. Surf. Coat. Techol. 2021, 424, 127657. [Google Scholar] [CrossRef]
- Liu, K.; Long, H.; Wang, Y.; Tang, X. Separation of cobalt and nickel from sulfate media using P507-N235 system. Sep. Sci. Technol. 2017, 53, 36–43. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extraction System | Effect |
|---|---|
| P204/TPB [16] | Extracts Mn from Co and Ni, extraction efficiency 98.7% |
| Versatic 10/LIX 84-I [17] | Extracts Ni from Li, Mn, and Co, extraction efficiency 98.3% |
| Versatic 10 acid/extral 984H [18] | Extracts Cu, Ni, Co, and Zn from Ca and Mg, extraction efficiency >90% |
| Cyanex272/PC-88A [19] | Extraction order Mn > Co » Li, maximum synergistic coefficients Co2+ 3.48 and Mn2+ 4.12 |
| Mextral 84H/Versatic 10 Mextral 84H/P204 [20] | Extraction of Ni Mextral 84H/Versatic 10 has no significant synergistic effect; Mextral 84H/P204 system, synergistic coefficient 3.40 |
| P507–N235 [21] | Extracts V and Mo from Al and Mg, extraction efficiency >99% |
| P507–N235 [22] | Extracts V, extraction efficiency >95% |
| P204–N235 [23] | Extracts Fe, extraction efficiency >97% |
| Level | A Saponification Rate/% | B pH | C Vo:Va | D VP204:Vkerosene |
|---|---|---|---|---|
| 1 | 30 | 3 | 1:6 | 1:6 |
| 2 | 50 | 4 | 1:4 | 1:4 |
| 3 | 70 | 4.5 | 1:2 | 1:2 |
| No. | A pH | B Saponification Rate | C Vo:Va | D VP204:Vkerosene | E(Al)/% | E(Cu)/% |
|---|---|---|---|---|---|---|
| 1 | 3 | 30 | 1:6 | 1:6 | 14.05 | 16.83 |
| 2 | 3 | 50 | 1:4 | 1:4 | 18.04 | 23.55 |
| 3 | 3 | 70 | 1:2 | 1:2 | 84.46 | 59.17 |
| 4 | 4 | 30 | 1:4 | 1:2 | 63.12 | 76.96 |
| 5 | 4 | 50 | 1:2 | 1:6 | 39.90 | 34.87 |
| 6 | 4 | 70 | 1:6 | 1:4 | 58.97 | 30.06 |
| 7 | 4.5 | 30 | 1:2 | 1:4 | 34.09 | 59.14 |
| 8 | 4.5 | 50 | 1:6 | 1:2 | 66.06 | 49.35 |
| 9 | 4.5 | 70 | 1:4 | 1:6 | 20.85 | 34.60 |
| k1FAl | 0.387 | 0.370 | 0.463 | 0.250 | ||
| k2FAl | 0.540 | 0.413 | 0.340 | 0.370 | ||
| k3FAl | 0.403 | 0.547 | 0.527 | 0.710 | ||
| RAl | 0.153 | 0.177 | 0.187 | 0.460 | ||
| k1FCu | 0.333 | 0.513 | 0.320 | 0.290 | ||
| k2FCu | 0.477 | 0.360 | 0.457 | 0.377 | ||
| k3FCu | 0.477 | 0.413 | 0.510 | 0.620 | ||
| RCu | 0.144 | 0.153 | 0.190 | 0.330 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, L.; Xi, X.; Zhang, Z.; Lyu, Z. Separation and Comprehensive Recovery of Cobalt, Nickel, and Lithium from Spent Power Lithium-Ion Batteries. Minerals 2022, 12, 425. https://doi.org/10.3390/min12040425
Ma L, Xi X, Zhang Z, Lyu Z. Separation and Comprehensive Recovery of Cobalt, Nickel, and Lithium from Spent Power Lithium-Ion Batteries. Minerals. 2022; 12(4):425. https://doi.org/10.3390/min12040425
Chicago/Turabian StyleMa, Liwen, Xiaoli Xi, Zhengzheng Zhang, and Zhe Lyu. 2022. "Separation and Comprehensive Recovery of Cobalt, Nickel, and Lithium from Spent Power Lithium-Ion Batteries" Minerals 12, no. 4: 425. https://doi.org/10.3390/min12040425
APA StyleMa, L., Xi, X., Zhang, Z., & Lyu, Z. (2022). Separation and Comprehensive Recovery of Cobalt, Nickel, and Lithium from Spent Power Lithium-Ion Batteries. Minerals, 12(4), 425. https://doi.org/10.3390/min12040425