
Experiences of Bio-Coal Applications in the Blast Furnace Process—Opportunities and Limitations

Abstract
:1. Introduction
2. Materials and Methods
2.1. Bio-Coals and PC
2.2. Bio-Coal Top-Charged into the Blast Furnace as Bio-Coke or Bio-Briquettes
2.2.1. Bio-Coke in Technical and Semi-Industrial Scale
2.2.2. Bio-Briquettes
2.3. Injection of Bio-Coal into Blast Furnace Tuyeres
- -
- -
- Pilot scale tests at an experimental BF, injecting a mix of PC and torrefied biomass (TWM1) [27];
- -
- -
2.3.1. CFD Modelling
2.3.2. Pilot Scale Tests in an Experimental BF
2.3.3. One-Tuyere Test at SSAB in Oxelösund
2.3.4. Heat and Mass Balance Modelling
3. Results
3.1. Bio-Coal Top-Charged into the Blast Furnace as Bio-Coke or Bio-Briquettes
3.1.1. Bio-Coke
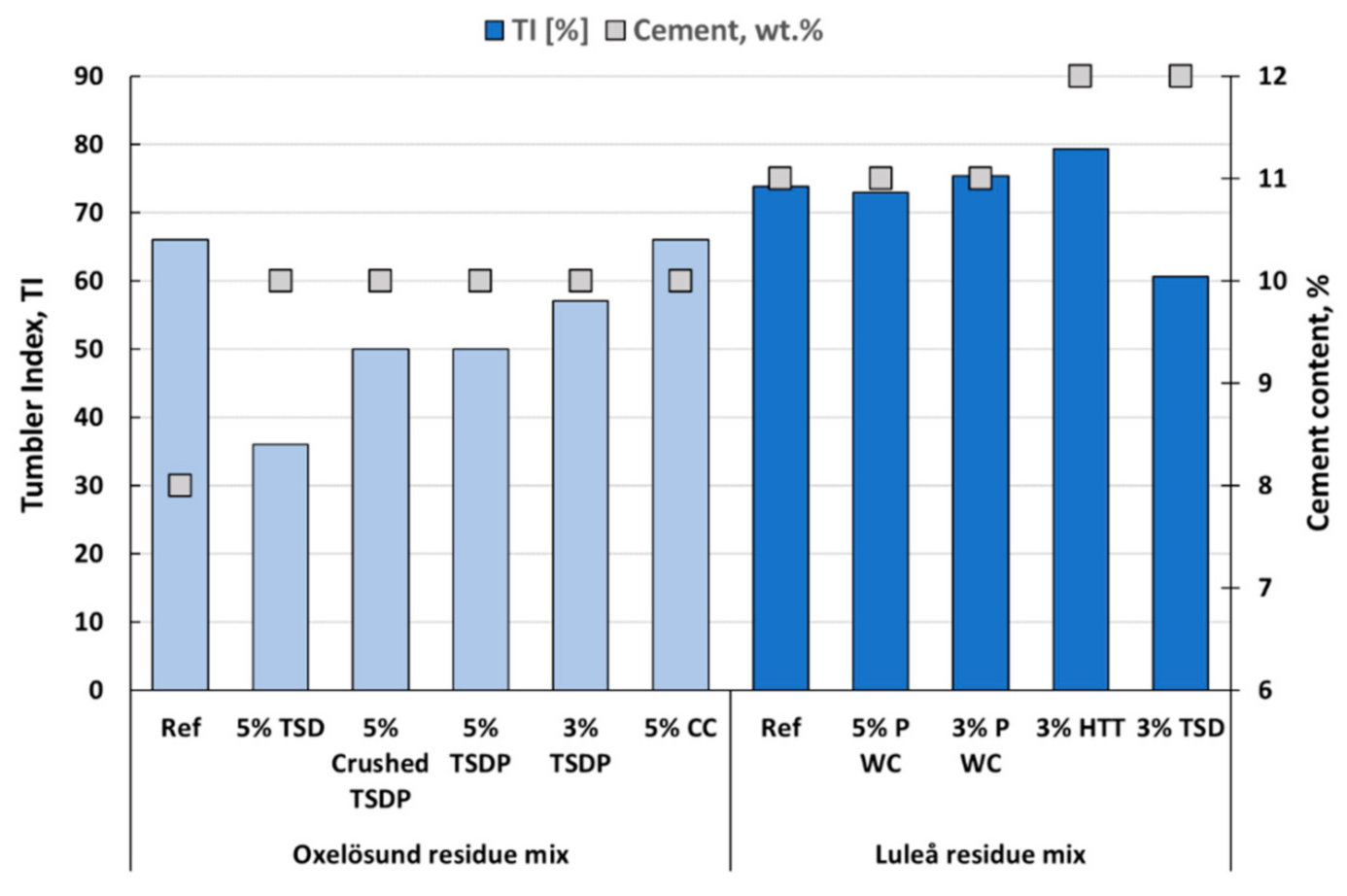
3.1.2. Bio-Briquettes
3.2. Injection of Bio-Coal into Blast Furnace Tuyeres
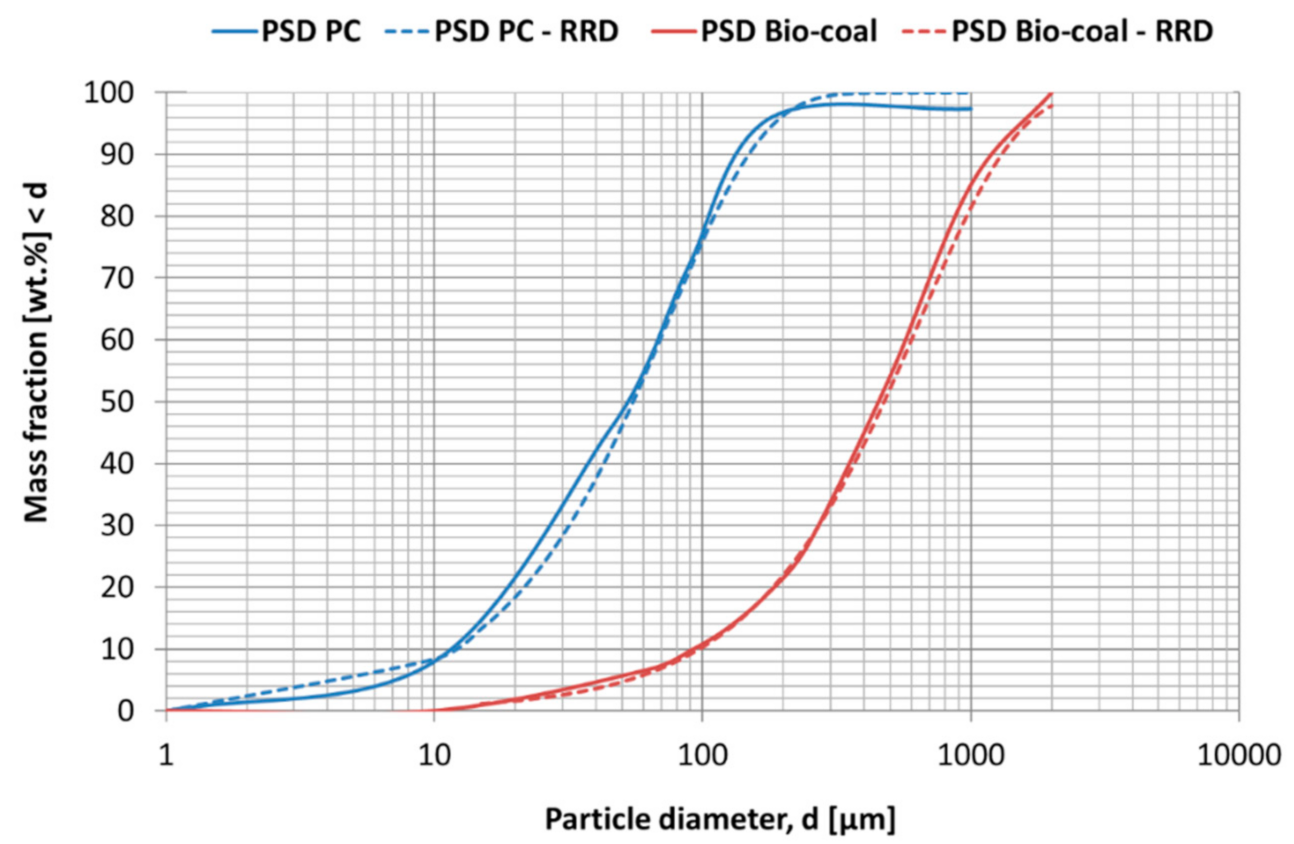
3.2.1. CFD Modelling
3.2.2. Pilot Scale Tests in an Experimental BF
3.2.3. One-Tuyere Test at SSAB in Oxelösund
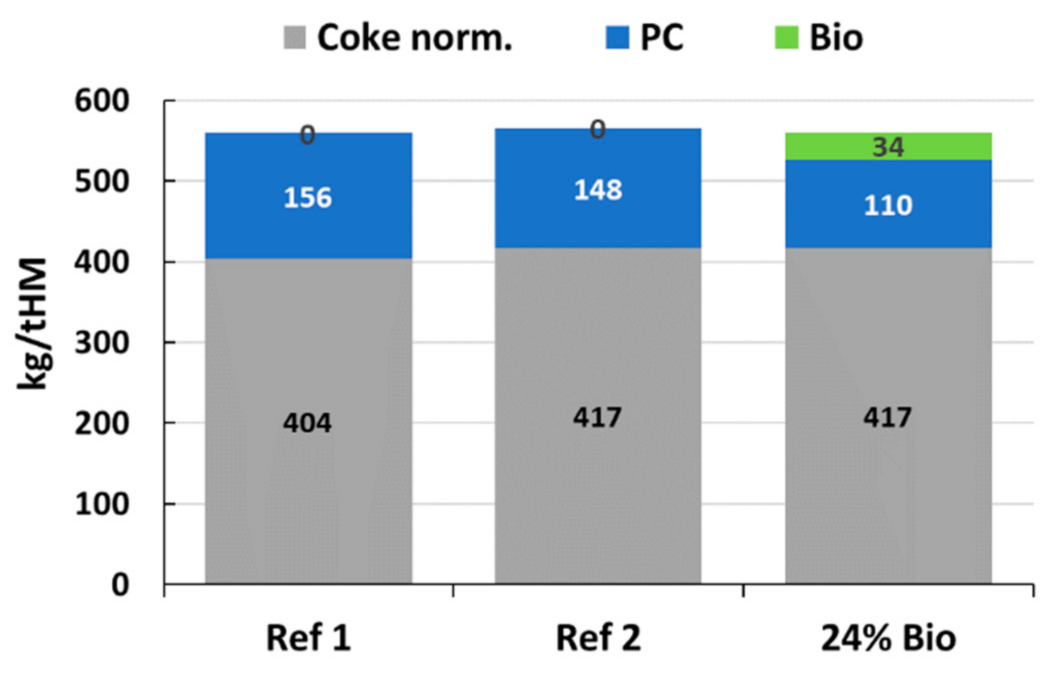
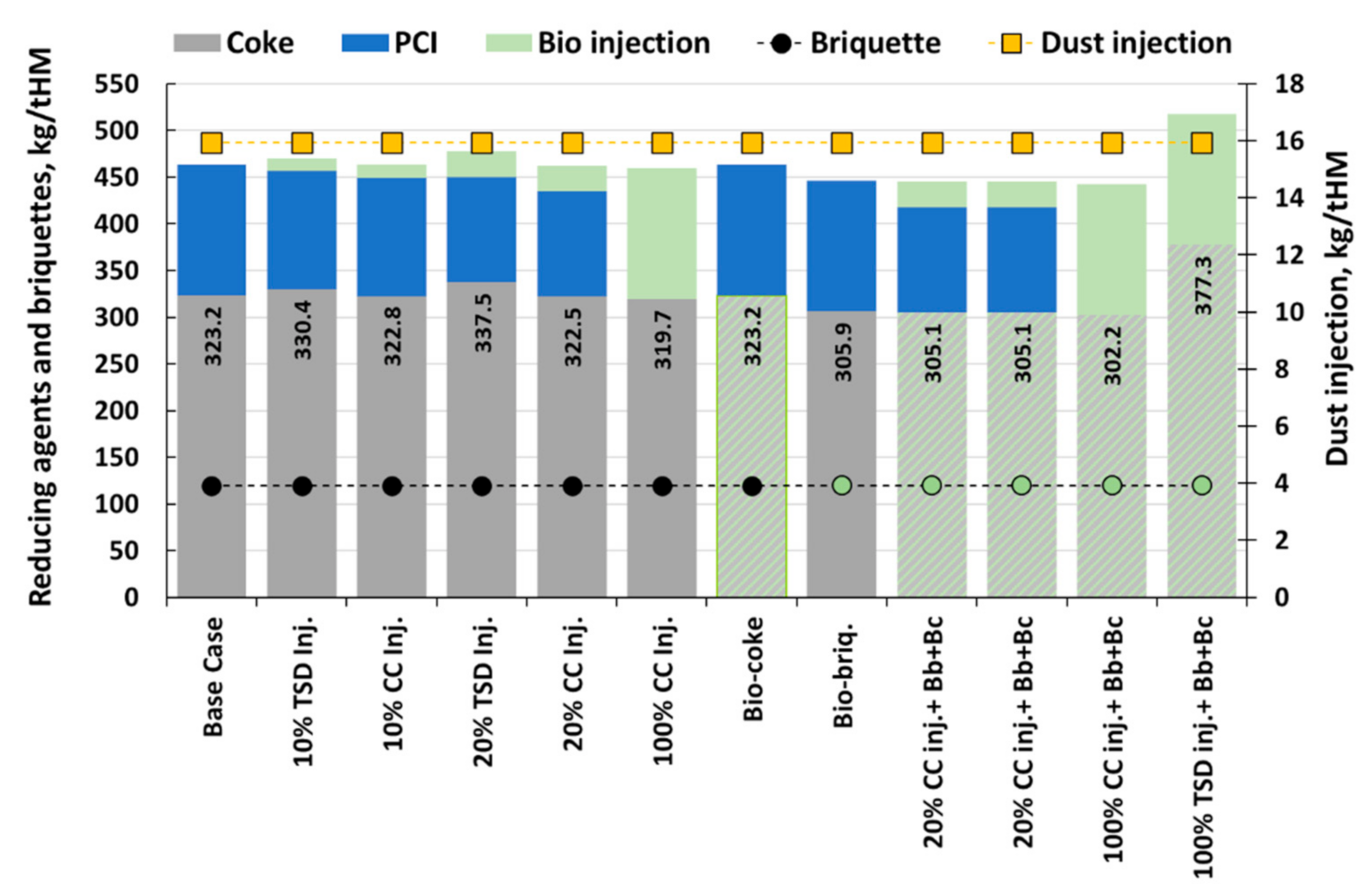
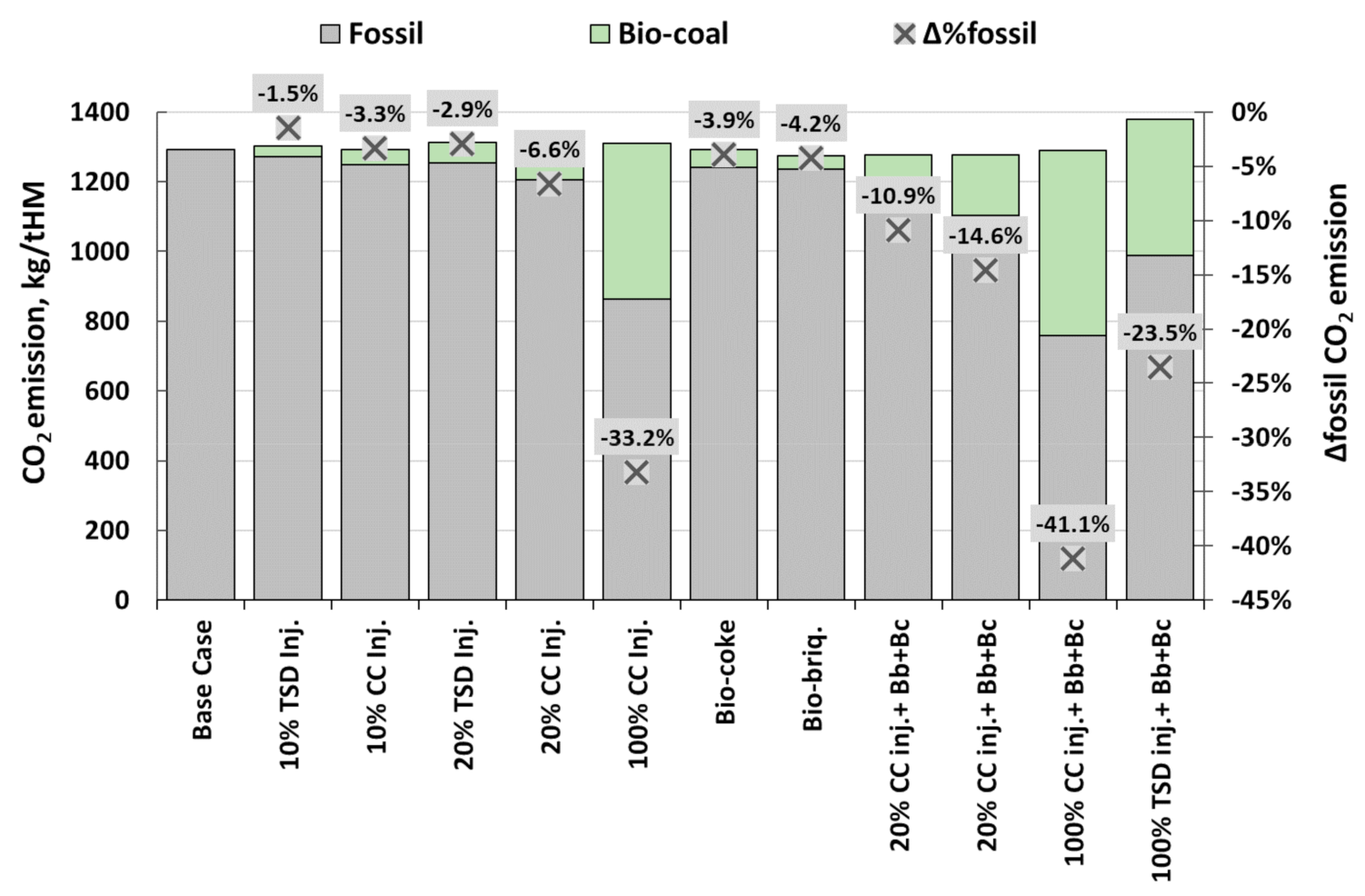
3.3. Effect of Bio-Coal Introduction on BF Conditions and Fossil CO2 Emissions—Modelling Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbrevations
| BF | Blast furnace |
| CC | Charcoal |
| CCA | Carbon composite agglomerates |
| CFD | Computational fluid dynamics |
| CRI | Coke reactivity index |
| CSR | Coke strength after reaction |
| EU | European Union |
| GHG | Greenhouse gas |
| HGI | Hardgrove grindability index |
| HHV | Higher heating value |
| HM | Hot metal |
| HTT | Highly torrefied white pellets produced from sawdust |
| HTTc | Highly torrefied white pellets produced from sawdust, coarser fraction |
| M10 | Micum 10 |
| M40 | Micum 40 |
| PC | Pulverized coal |
| PSD | Particle size distribution |
| PWC | Pyrolyzed wood chips |
| RAFT | Raceway adiabatic temperature |
| Ref | Reference |
| TGA | Thermogravimetric analyzer |
| tHM | ton of hot metal |
| TGT | Top gas temperature |
| TI | Tumbler index |
| TRZT | Thermal reserve zone temperature |
| TSD | Torrefied sawdust |
| TRDP | Torrefied and pelletized sawdust |
| TWH | Torrefied/pyrolysed wood at even higher temperature |
| TWM1 and TWM2 | Torrefied wood at higher temperature |
| VM | Volatile matter |
References
- Steel’s Contribution to A Low Carbon Future and Climate Resilient Societies—World Steel Position Paper, World Steel Association. 2020. Available online: https://www.worldsteel.org/en/dam/jcr:7ec64bc1-c51c-439b-84b8-94496686b8c6/Position_paper_climate_2020_final.pdf (accessed on 20 December 2020).
- European Commission Energy 2030 Strategy and the 2050 Energy Roadmap. Available online: https://ec.europa.eu/energy/taxonomy/energy-strategy_en (accessed on 20 December 2020).
- Watakabe, S.; Miyagawa, K.; Matsuzaki, S.; Inada, T.; Tomita, Y.; Saito., K.; Osame, M.; Sikström, P.; Sundqvist Ökvist, L.; Wikström, J.-O. Operation Trial of Hydrogenous Gas Injection of COURSE50 Project at an Experimental Blast Furnace. ISIJ Int. 2013, 53, 2065–2071. [Google Scholar] [CrossRef] [Green Version]
- HYBRIT. Available online: https://www.hybritdevelopment.com/ (accessed on 20 December 2020).
- H2 Green Steel. Available online: https://www.h2greensteel.com/ (accessed on 28 May 2021).
- Suopajäarvi, H.; Umeki, K.; Mousa, E.; Hedayati, A.; Romard, H.; Kemppainen, A.; Wang, C.; Phounglamcheik, A.; Tuomikoski, S.; Norberg, N.; et al. Use of biomass in integrated steelmaking—Status quo, future needs and comparison to other low-CO2 steel production technologies. Appl. Energy 2018, 213, 384–407. [Google Scholar] [CrossRef] [Green Version]
- Mousa, E.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass applications in iron and steel industry: An overview of challenges and opportunities. Renew. Sustain. Energ. Rev. 2016, 65, 1247–1266. [Google Scholar] [CrossRef]
- Suopajäarvi, H.; Kemppainen, A.; Haapakangas, J.; Fabritius, T. Extensive review of the opportunities to use biomass-based fuels in iron and steelmaking processes. J. Clean. Prod. 2017, 148, 709–734. [Google Scholar] [CrossRef]
- Wei, W.; Mellin, P.; Yang, W.; Wang, C.; Hultgren, A.; Salman, H. Utilization of Biomass for Blast Furnace in Sweden—Report I: Biomass Availability and Upgrading Technologies; KTH: Stockholm, Sweden, 2013; ISBN 978-91-7501-989-5. [Google Scholar]
- Åberg, K. Biomass Conversion through Syngas-Based Biorefineries: Thermochemical Process Integration Opportunities. Ph.D. Thesis, Department of Applied Physics and Electronics, Umeå University, Umeå, Sweden, 2017. [Google Scholar]
- Phanphanich, M.; Mani, S. Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresour. Technol. 2011, 102, 1246–1253. [Google Scholar] [CrossRef] [PubMed]
- Mathieson, J.G.; Somerville, M.; Deev, A.; Jahanshahi, S. Chapter 19 Utilization of biomass as an alternative fuel in ironmaking. In Iron Ore: Mineralogy, Processing and Environmental Sustainability, 1st ed.; Lu, L., Ed.; Woodhead Publ. Elsevier Ltd.: Cambridge, UK; Waltham, MA, USA, 2015; pp. 581–609. [Google Scholar] [CrossRef]
- Bittencourt Marques, M.; Rodrigues Assis, A.; Benício Dias, S.M.; Harley Araújo, F.; Junqueira dos Santos, R. Co-injeção de gás natural moinha de carvão vegetal e carvão mineral no alto-forno “A” da Arcelormittal monlevade. In Proceedings of the 41 Seminário de Redução de Minério de Ferro e Matérias-Primas Conference, Vila Vehla, Brazil, 12–16 September 2011. [Google Scholar]
- Swedish Energy Agency. Bio-Coal for Lowering Fossil Greenhouse Gas Emissions from the Blast Furnace (BIO4BF); 44676–1 Final Report, (1 September 2017 to 30 April 2021); Swedish Energy Agency: Eskilstuna, Sweden, 2021. [Google Scholar]
- Kamijou, T.; Shimizu, M. Chapter 4 PC combustion in blast furnace. In Advanced Pulverized Coal Injection Technology and Blast Furnace Operation, 1st ed.; Ishii, K., Ed.; Pergamon Elsevier Science Ltd.: Oxford, UK, 2000; pp. 72–73. ISBN 978008043651/9780080546353. [Google Scholar]
- Ng, K.W.; Giroux, L.; MacPhee, T.; Todoschuk, T. Incorporation of Charcoal in Coking Coal Blend—A Study of the Effects on Carbonization Conditions and Coke Quality. In Proceedings of the AISTech Iron & Steel Technology Conference and Exposition, Atlanta, GA, USA, 7–10 May 2012. [Google Scholar]
- Ng, K.W.; Huang, X.; Giroux, L. Incorporation of Biocarbon in Cokemaking via Partial Briquetting. In Proceedings of the AISTech Iron & Steel Technology Conference and Exposition, Pittsburgh, PA, USA, 6–9 May 2019. [Google Scholar] [CrossRef]
- Guerrero, A.; Diez, M.A.; Borrego, A.G. Influence of charcoal fines on the thermoplastic properties of coking coals and the optical properties of the semicoke. Int. J. Coal Geol. 2015, 147, 105–114. [Google Scholar] [CrossRef] [Green Version]
- Montiano, M.G.; Díaz-Faes, E.; Barriocanal, C. Partial Briquetting vs Direct Addition of Biomass in Coking Blends. Fuel 2014, 137, 313–320. [Google Scholar] [CrossRef] [Green Version]
- Biswas, A.K. Chapter 3.6 The Fe-O-C System. In Principles of Blast Furnace Ironmaking: Theory and Practice; Cootha Publishing House: Brisbane, Australia, 1981; pp. 72–76. ISBN 0949917087/9780949917089. [Google Scholar]
- Bio Reducing Agents for Metallurgical Processes (Bio4Metals) (1 January 2016 to 30 April 2019), Funded Mainly by European Commission in the European Regional Development Fund., by the Counties of Norrbotten and Västerbotten and Participating Partners.
- Swedish Energy Agency. Improved Energy Efficiency of Blast Furnace Process by Using Bio-Agglomerate (Bio-Agglomerate); 39150-1 Final Report, (1 January 2015 to 30 June 2018); Swedish Energy Agency: Eskilstuna, Sweden, 2015. [Google Scholar]
- Muosa, E.; Lundgren, M.; Sundqvist Ökvist, L.; Wedholm, A.; Söderström, D. Potential of briquetting in residues recirculation and biomass implementation in ironmaking. In Proceedings of the METEC & 4th ESTAD Conference, Düsseldorf, Germany, 24–28 June 2019. [Google Scholar]
- Mousa, E.; Lundgren, M.; Sundqvist Ökvist, L.; From, L.-E.; Robles, A.; Hällsten, S.; Sundelin, B.; Friberg, H.; El-Tawil, A. Reduced Carbon Consumption and CO2 Emission at the Blast Furnace by Use of Briquettes Containing Torrefied Sawdust. J. Sustain. Met. 2019, 5, 391–401. [Google Scholar] [CrossRef] [Green Version]
- Bio-Coal as Raw Material in Coke for Lower CO2-Emission in Metal Production, FORMAS FR-2018/0010, 1 January 2019 to 31 December 2021.
- Swedish Energy Agency. Reduced CO2 Emission through Designed Bio-Coal in the Residue Briquette for the Blast Furnace (MICO); 48843-1, (1 July 2019 to 30 June 2022); Swedish Energy Agency: Eskilstuna, Sweden, 2019. [Google Scholar]
- Sundqvist Ökvist, L.; Hu, X.; From, L.-E.; Sandström, D.; Ölund, M.; Hirsch, A.; Mittelstädt, M.; Bolle, M.; Hensmann, M.; Möhring, S.; et al. Improved Coal Combustion under Variable Blast Furnace Conditions (IMPCO), Final Report EUR 29519 EN; Publications Office of the European Union: Luxembourg, 2018; ISBN 978-92-79-98296-5. [Google Scholar]
- Sundqvist Ökvist, L.; From, L.-E.; Ölund, M.; Orre, J.; Sundelin, B.; Ahmed, H. Lowering of CO2 Emissions at the BF by Using Bio-coal—Theoretical and Practical Possibilities and Limitations. In Proceedings of Association for Iron and Steel AISTech 2018 Conference, Philadelphia, PA, USA, 7–10 May 2018.
- Swedish Energy Agency. Lowered CO2 Emission by Using Hydrogen-Rich and Renewable Reducing Agents (RedCO2withH2); 41036-1 Final Report, (11 October 2015 to 3 October 2018); Swedish Energy Agency: Eskilstuna, Sweden, 2018. [Google Scholar]
- Lundgren, M.; Sundqvist Ökvist, L.; Brum, J.; Hirsch, A.; Hedkvist, D.; Svensson, T.; Sundkvist, P.; Pein, K.; Lagerwall, P.; Hagemalm, P.; et al. Flexible Production of Coke Using Alternative Coals—Effects on Coke Properties under Blast Furnace conditions (FLEXCOKE), Final Report EUR 29541 EN; Publications Office of the European Union: Luxembourg, Germany, 2019; ISBN 978-92-79-98346-7. [Google Scholar]
- El-Tawil, A.A.; Ahmed, M.H.; Sundqvist Ökvist, L.; Björkman, B. Devolitalization Kinetics of Different Types of Bio-Coals Using Thermogravimetric Analysis. Metals 2019, 9, 168. [Google Scholar] [CrossRef] [Green Version]
- El-Tawil, A.A.; Ahmed, M.H.; Sundqvist Ökvist, L.; Björkman, B. Self-Reduction Behavior of Bio-Coal Containing Iron Ore composites. Metals 2020, 10, 133. [Google Scholar] [CrossRef] [Green Version]
- Gajic, D.; Kaiser, M. New Findings from the DMT Small-Scale Coking Test Retort Regarding Coke Quality and Coke Oven Wall Safety. In Proceedings of the AISTech Iron & Steel Technology Conference and Exposition, Atlanta, GA, USA, 7–10 May 2012; pp. 237–246. [Google Scholar]
- ANSYS FLUENT Theory Guide, Release 14.5; ANSYS, Inc.: Canonsburg, PA, USA, 2012.
- Hooey, P.L.; Bodén, A.; Wang, C.; Grip, C.-E.; Jansson, B. Design and Application of a Spreadsheet-based Model of the Blast Furnace Factory. ISIJ Int. 2010, 50, 924–930. [Google Scholar] [CrossRef]
- Sundqvist Ökvist, L.; Lagerwall, P.; Sundelin, B.; Orre, J.; Brämming, M.; Lundgren, M. Low CO2 ironmaking in the blast furnace: Roheisenerzeugung im Hochofen mit niedrigen CO2 Emissionen. Stahl Eisen 2017, 137, 29–37. [Google Scholar]
- Mathieson, J.; Rogers, H.; Somerville, M.; Ridgeway, P.; Jahanshahi, S. Use of Biomass in the Iron and Steel Industry-An Australian Perspective. In Proceedings of the METEC and of 6th European Coke and Ironmaking Conference, Düsseldorf, Germany, 27 June–1 July 2011. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bio-Coal | Abbreviation |
|---|---|
| Torrefied sawdust & torrefied and pelletized sawdust [21,22,23,24,28,29] | TSD & TSDP |
| Torrefied wood at higher temperature, IMPCO [27] | TWM1 |
| Torrefied wood at higher temperature, FLEXCOKE [30] | TWM2 |
| Torrefied/pyrolyzed wood at even higher temperature [30] | TWH |
| Pyrolyzed charcoal of barbecue type [22,23,30,31,32] | CC |
| Highly torrefied white pellets produced from sawdust [21] | HTT |
| Pyrolyzed wood chips [21] | PWC |
| PC [27] | PC [28,29] | TSD, TSDP | TWM1 | TWM2 | TWH | HTT | CC | PWC | |
|---|---|---|---|---|---|---|---|---|---|
| C | 79.1 | 81.7 | 57.0–57.5 | 70.4 | - | - | 79.0 | 87.0 | 87.2 |
| H | 4.1 | 4.1 | 5.5–5.9 | 5.1 | - | - | 4.0 | 3.4 | 2.3 |
| O | 4.4 | 3.9 | 36.4–36.7 | 23.5 | - | - | 15.5 | 8.3 | 6.1 |
| VM | 18.4 | 19.8 | 73.5–75.6 | 50.3 | 39.6 | 18.0 | 29.2 | 12.1 | 12.0 |
| Ash | 10.8 | 8.4 | 0.40–0.45 | 0.9 | 0.6 | 0.9 | 1.3 | 0.9 | 3.9 |
| S | 0.29 | 0.28 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| P | 0.03 | 0.02 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.003 | 0.03 |
| C fix 1 | 70.8 | 71.8 | 24.0–26.1 | 48.8 | 59.8 | 81.1 | 69.5 | 87.1 | 84.1 |
| CaO | 0.66 | 0.65 | 0.16 | 0.24 | 0.27 | 0.43 | 0.32 | 0.25 | 0.51 |
| K2O | 0.18 | 0.14 | 0.07–0.11 | 0.11 | 0.06 | 0.07 | 0.14 | 0.08 | 0.20 |
| Fe2O3 | 0.84 | 0.87 | 0.02–0.07 | 0.02 | 0.004 | 0.005 | 0.09 | 0.04 | 0.97 |
| SiO2 | 5.12 | 3.84 | 0.03 | 0.08 | 0.05 | 0.07 | 0.26 | 0.17 | 0.97 |
| MgO | 0.28 | 0.24 | 0.02 | 0.05 | 0.07 | 0.11 | 0.06 | 0.07 | 0.12 |
| Al2O3 | 2.43 | 1.92 | 0.01 | 0.01 | 0.01 | 0.02 | 0.02 | 0.08 | 0.20 |
| HHV 2 | 31.3 | 32.5 | 23.0 | 28.1 | - | - | 30.3 | 32.7 | 32.9 |
| wt.% | TSD | PWC | HTT | HTTc |
|---|---|---|---|---|
| >2.8 mm | 14 | 21 | 42 | 100 |
| 2.8–0.5 mm | 54 | 53 | 47 | |
| <0.5 mm | 32 | 26 | 32 |
| Recipe | Steel Mill Residue Mix, wt.% | Cement, wt.% | Bio-Coal, wt.% | Bio-Coal Type |
|---|---|---|---|---|
| R0 | 92 | 8 | 0 | - |
| R8 | 85 | 10 | 5 | TSD |
| R9 | 85 | 10 | 5 | Crushed TSDP |
| R10 | 85 | 10 | 5 | TSDP |
| R11 | 87 | 10 | 3 | TSDP |
| R12 | 85 | 10 | 5 | CC |
| Recipe | Steel Mill Residue Mix, wt.% | Cement, wt.% | Bio-Coal, wt.% | Bio-Coal Type |
|---|---|---|---|---|
| R0 | 89 | 11 | 0 | - |
| R1a | 84 | 11 | 5 | PWC |
| R7 | 86 | 11 | 3 | PWC |
| R8 | 85 | 12 | 3 | HTT |
| R9 | 85 | 12 | 3 | TSD |
| Devolatilization | Arrhenius Rate | Eddy Dissipation Rate | |||
| Raw coal | Volatile Matter (VM) Char (s) + Residue (Ash) | APC 3.68 × 109 EPC 1.02 × 108 ABio 3.68 × 109 EBio 1.11 × 108 | |||
| Homogenous Reactions | |||||
| VM PC + 3.37 O2 → 1.62 CO + 0.47 CO2 + 4.74 H2O + 0.17 N2 + 0.02 SO2 | A 2.12 × 1011 E 2.03 × 108 | AEDM 4.00 BEDM 0.500 | |||
| VM Bio + 1.43 O2 → 1.65 CO + 0.48 CO2 + 1.58 H2O + 0.002 N2 + 0 SO2 | |||||
| CO + 0.5 O2→ CO2 | A 1.00 × 1015 E 1.00 × 108 | ||||
| H2 + 0.5 O2→ H2O | |||||
| CO + H2O→ CO2 + H2 | |||||
| CO2 + H2 → CO + H2O | |||||
| Heterogeneous Reactions | |||||
| C (s) + 0.75 O2 → 0.5 CO + 0.5 CO2 | APC 234 ABio 2.98 × 105 Acoke 234 | EPC 1.03 × 108 EBio 1.14 × 108 Ecoke 9.00 × 107 | C 5.00 × 10−11 | ||
| C (s) + CO2 → 2 CO | APC 11 ABio 260 Acoke 11 | EPC 1.83 × 108 EBio 1.76 × 108 Ecoke 2.40 × 108 | |||
| C (s) + H2O → CO + H2 | APC 1.5 ABio 1.5 Acoke - | EPC 1.50 × 108 EBio 1.50 × 108 Ecoke - | |||
| DMT | Sample | Dilatation, % | Max. Fluidity, DDPM | CRI, % | CSR, % | M40, % | M10, % |
|---|---|---|---|---|---|---|---|
| 1st Technical Scale test [30] | Ref | 63 | 245 | 21.1 | 68.2 | 78.8 | 8.1 |
| 5% CC | 40 | 139 | 27.5 | 62.9 | 74.6 | 9.1 | |
| 5% TWM2 | 25 | 40 | 31.1 | 59.2 | 75.9 | 8.8 | |
| 5% TWH | 38 | 143 | 31.2 | 60.0 | 76.9 | 8.6 | |
| 2nd Technical Scale test [21] | Ref | 48 | 263 | 28.6 | 57.6 | 80.7 | 7.0 |
| 2.5% TSD | 34 | 168 | 31.0 | 56.4 | 79.9 | 7.4 | |
| 5% TSD | −10 | 98 | 36.5 | 46.6 | 76.4 | 7.7 | |
| 2.5% PWC | 35 | 247 | 32.4 | 53.6 | 77.5 | 7.4 | |
| 5% PWC | 35 | 144 | 35.0 | 44.9 | 75.5 | 8.4 | |
| 2.5% HTT | 42 | 207 | 30.3 | 57.2 | 77.8 | 7.1 | |
| 5% HTT | 41 | 108 | 31.8 | 57.8 | 78.5 | 7.8 | |
| 2.5% HTTc | 48 | 194 | 29.9 | 58.5 | 76.7 | 8.0 | |
| 5% HTTc | 43 | 114 | 31.6 | 57.5 | 77.0 | 7.9 | |
| Semi- industrial scale test [21] | Ref 1 | 80 | 191 | 22.2 | 67.8 | 84.3 | 6.4 |
| 3% CC1 | 57 | 221 | 23.9 | 64.1 | 80.2 | 7.5 | |
| Ref 2 | 67 | 286 | 20.8 | 68.8 | 79.0 | 8.4 | |
| 3% CC2 | 39 | 76 | 23.1 | 62.5 | 77.5 | 9.8 | |
| 3% TWM2 | 40 | 80 | 25.3 | 61.0 | 77.4 | 11.1 | |
| 2% TWM2 | 42 | 122 | 23.7 | 62.8 | 80.1 | 8.5 |
| Reference | 40TSD/60PC | 30TSD/70PC | 20TSD/80PC | |||||
|---|---|---|---|---|---|---|---|---|
| PC | TSD | PC | TSD | PC | TSD | PC | ||
| Degree of devolatilization of PC & Bio | 100 | 64.1 | 100 | 63.5 | 100 | 62.0 | 100 | % |
| Conversion of CPC/Bio VM | 15.6 | 13.7 | 11.0 | 10.0 | 12.3 | 6.7 | 13.7 | g/s |
| Conversion of CPC/Bio char | 61.5 | 0.4 | 39.7 | 0.3 | 50.9 | 0.2 | 50.9 | g/s |
| Conversion of CPC & Bio converted | 77.1 | 64.8 | 67.8 | 71.5 | g/s | |||
| Conversion of Ccoke char | 57.9 | 61.3 | 59.7 | 61.3 | g/s | |||
| Total conversion of C | 135.0 | 126.1 | 127.5 | 132.8 | g/s | |||
| Burn out of VM in PC & Bio | 82.7 | 43.1 | 93.5 | 42.1 | 89.8 | 42.3 | 88.2 | % |
| Burn out of CPC/Bio char | 49.0 | 3.7 | 52.7 | 3.7 | 51.4 | 3.7 | 50.6 | % |
| Burn out of CPC/Bio total | 53.4 | 50.3 | 51.1 | 52.2 | % | |||
| Burn out of CPC/Bio/coke total | 25.0% | 24.0% | 24.1 | 24.9 | % | |||
| Start of combustion, position from lance tip | 74 | 61 | 65 | 69 | mm | |||
| Highest average temp. | 2065 | 2035 | 2046 | 2050 | °C | |||
| Inj. Rate, kg/tHM | %Bio-Coal | %PC | Bio-Briquette, kg/tHM | Briquettes, kg/tHM | Coke 1 | Bio-Coke 1 | |
|---|---|---|---|---|---|---|---|
| Base case | 140 | - | 100 | - | 120 | x | |
| Inj. of 10% TSD | 140 | 10 | 90 | - | 120 | x | |
| Inj. of 10% CC | 140 | 10 | 90 | - | 120 | x | |
| Inj. of 20% TSD | 140 | 20 | 80 | - | 120 | x | |
| Inj. of 20% CC | 140 | 20 | 80 | - | 120 | x | |
| Inj. of 100% CC | 140 | 100 | - | - | 120 | x | |
| Bio-coke with 5% HTT | 140 | - | 100 | - | 120 | x | |
| Bio-briquettes with 10% CC | 140 | - | 100 | 120 | - | x | |
| Bio-briquettes with 10% CC + Inj. of 20% CC | 140 | 20 | 80 | 120 | - | x | |
| Bio-briquettes with 10% CC + Inj. of 20% CC + bio-coke with 5% HTT | 140 | 20 | 80 | 120 | - | - | x |
| Bio-briquettes with 10% CC + Inj. of 100% CC + bio-coke with 5% HTT | 140 | 100 | - | 120 | - | - | x |
| Bio-briquettes with 10% CC + Inj. of 100% TSD + bio-coke with 5% HTT | 140 | 100 | - | 120 | - | - | x |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sundqvist Ökvist, L.; Lundgren, M. Experiences of Bio-Coal Applications in the Blast Furnace Process—Opportunities and Limitations. Minerals 2021, 11, 863. https://doi.org/10.3390/min11080863
Sundqvist Ökvist L, Lundgren M. Experiences of Bio-Coal Applications in the Blast Furnace Process—Opportunities and Limitations. Minerals. 2021; 11(8):863. https://doi.org/10.3390/min11080863
Chicago/Turabian StyleSundqvist Ökvist, Lena, and Maria Lundgren. 2021. "Experiences of Bio-Coal Applications in the Blast Furnace Process—Opportunities and Limitations" Minerals 11, no. 8: 863. https://doi.org/10.3390/min11080863
APA StyleSundqvist Ökvist, L., & Lundgren, M. (2021). Experiences of Bio-Coal Applications in the Blast Furnace Process—Opportunities and Limitations. Minerals, 11(8), 863. https://doi.org/10.3390/min11080863