
Effect of Talc in Mixtures with Fly Ash on Sintering Crystalline Phases and Porosity of Mullite-Cordierite Ceramics

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Methods
3. Results
3.1. Talc (Tc) and Fly Ash (FA)
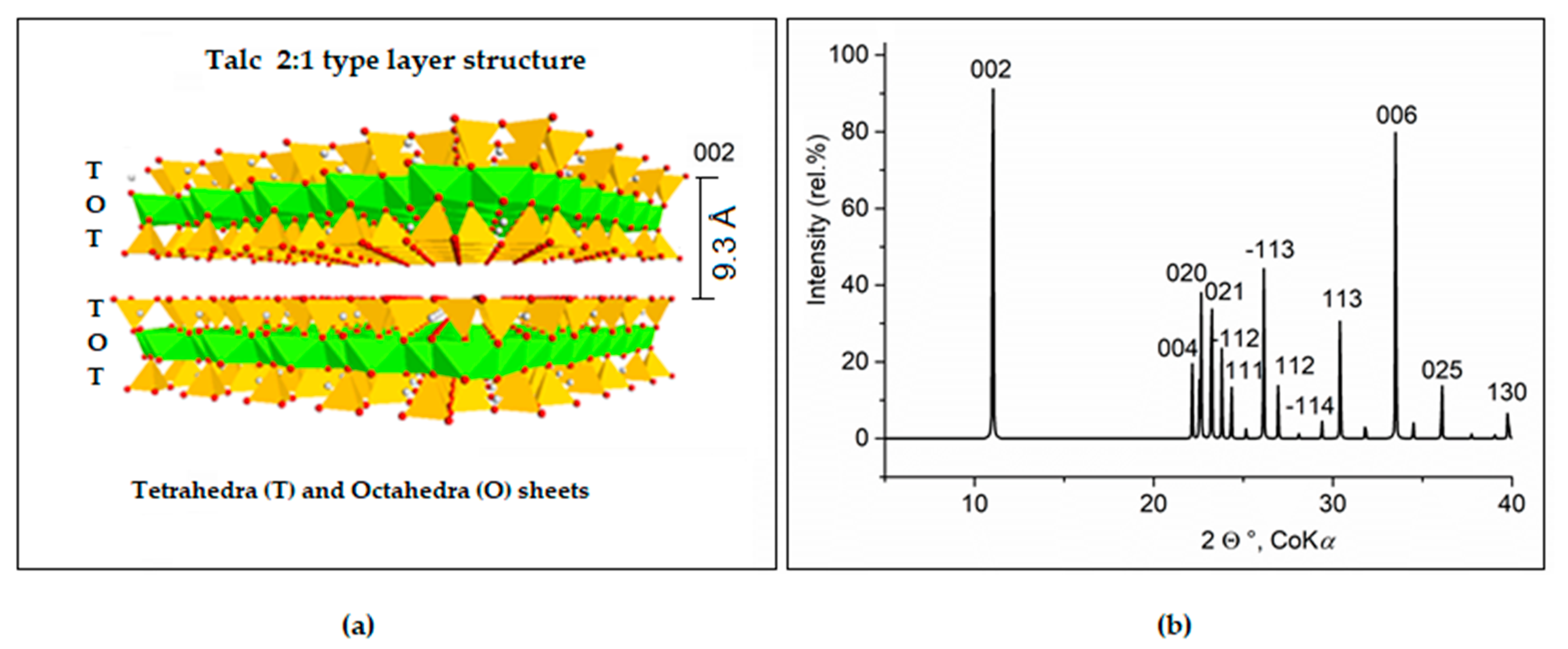
3.1.1. Structure and Chemistry
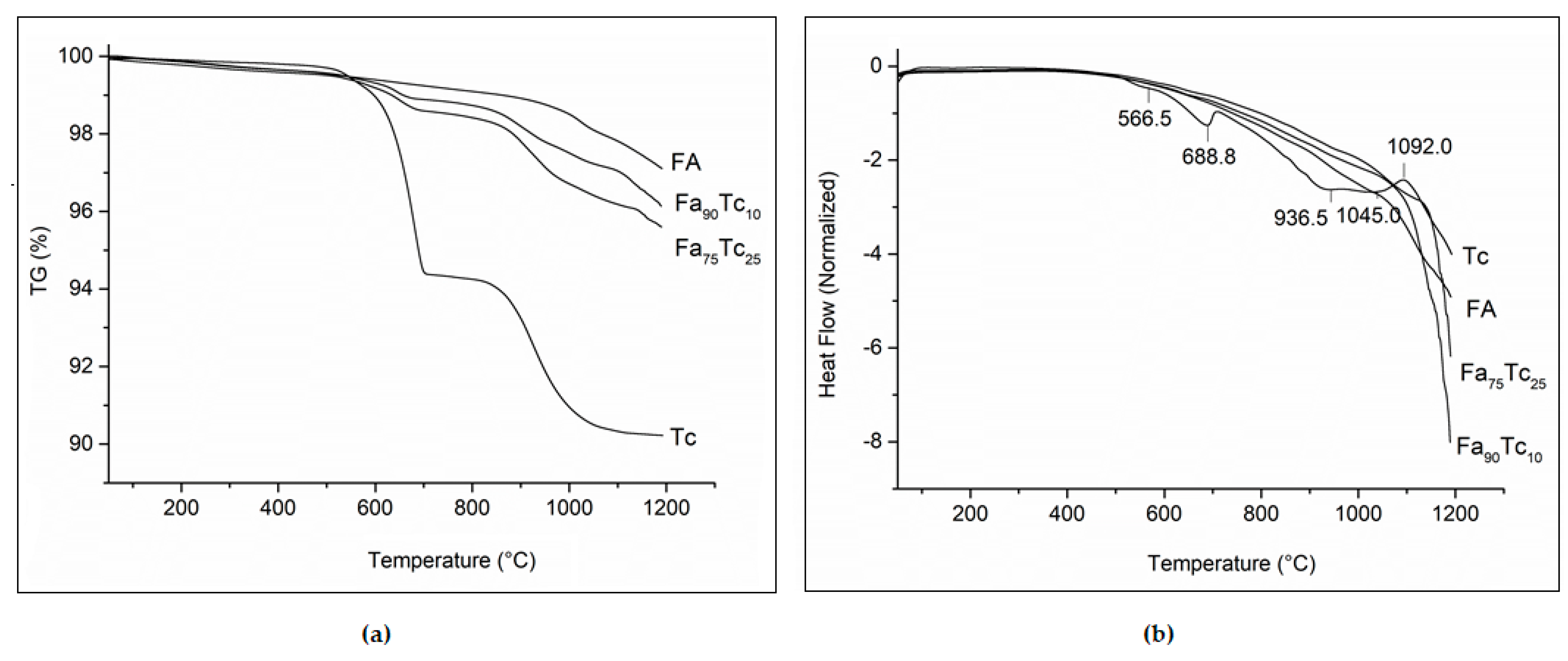
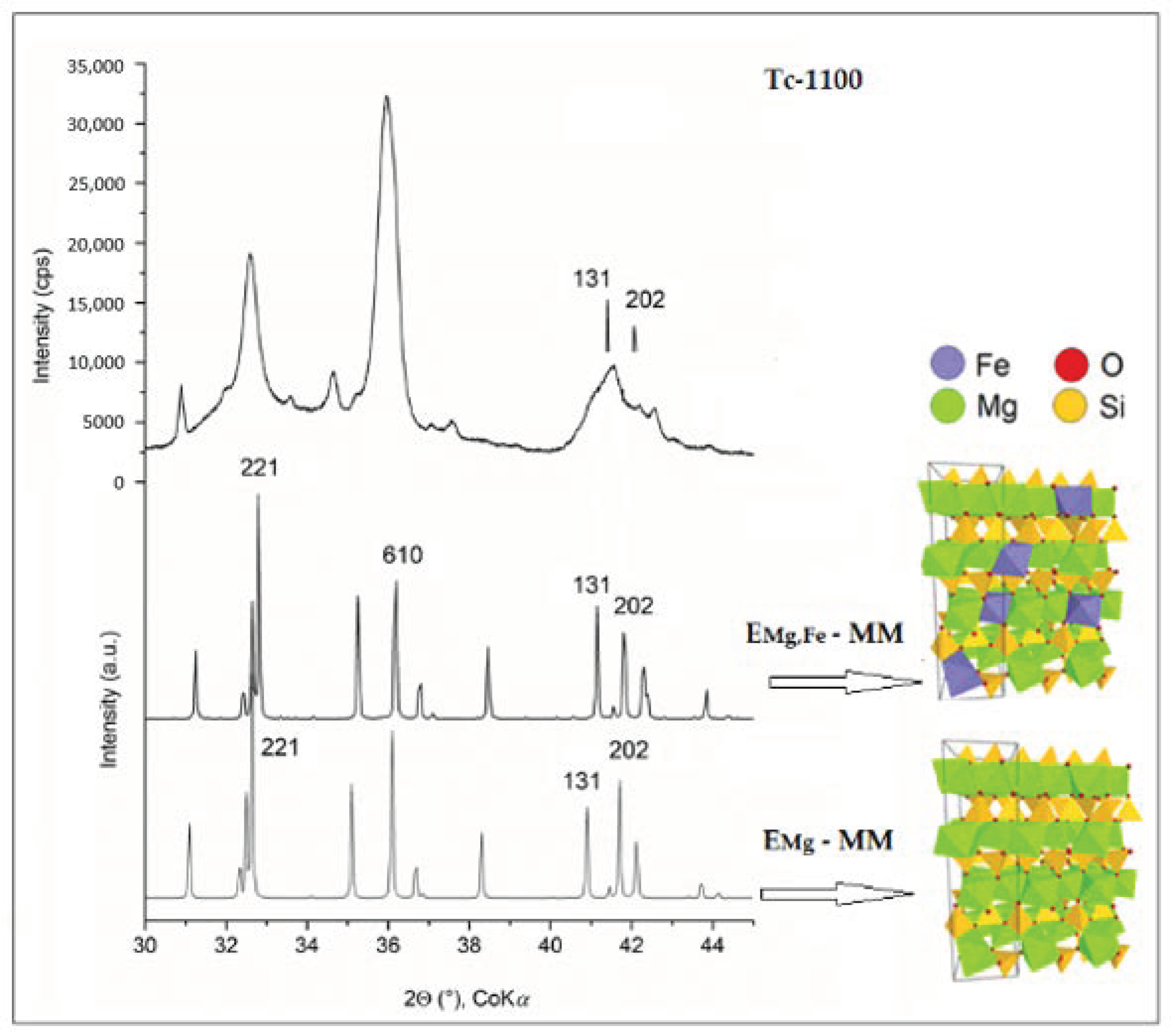
3.1.2. Thermal Transformation
3.2. Talc-Fly Ash Ceramics Prepared at 1000, 1100, and 1200 °C
3.2.1. Mineral Phases in Ceramic Samples
3.2.2. Linear Shrinkage and Porosity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef]
- ASTM C618-92a. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use as a Mineral in Concrete; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.C. Methods for characterization of composition of fly ashes from coal-fired power stations: A critical overview. Energy Fuel 2005, 19, 1084–1098. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Menendez, R.; Alvarez, D.; Somoano, M.D.; Tarazona, R.M.M. Phase-mineral and chemical composition of coal fly ashes as a basis for their multicomponent utilization. 1. Characterization of feed coals and fly ashes. Fuel 2003, 82, 1793–1811. [Google Scholar] [CrossRef]
- Zacco, A.; Borgese, L.; Gianoncelli, A.; Struis, R.P.W.J.; Depero, L.E.; Bontempi, E. Review of fly ash inertisation treatments and recycling. Environ. Chem. Lett. 2014, 12, 153–175. [Google Scholar] [CrossRef]
- Huffman, G.P.; Huggins, F.E.; Dunmyre, G.R. Investigation of the high temperature behaviour of coal ash in reducing and oxidising atmospheres. Fuel 1981, 60, 585–597. [Google Scholar] [CrossRef]
- Wall, T.F.; Creelman, R.A.; Gupta, R.P.; Coin, C.; Lowe, A. Coal ash fusion temperatures—New characterization techniques, and implications for slagging and fouling. Prog. Energy Combust. Sci. 1998, 24, 345–353. [Google Scholar] [CrossRef]
- Schneider, H.; Komarneni, S. (Eds.) Mullite; Wiley VCH: Weinheim, Germany, 2005; pp. 227–241. [Google Scholar]
- Aineto, M.; Acosta, A.; Iglesias, I. The role of a coal gasification fly ash as clay additive in building ceramic. J. Eur. Ceram. Soc. 2006, 26, 3783–3787. [Google Scholar] [CrossRef]
- Dong, Y.; Liu, X.; Ma, Q.; Meng, G. Preparation of cordierite-based porous ceramic micro-filtration membranes using waste fly ash as the main raw materials. J. Membr. Sci. 2006, 285, 173–181. [Google Scholar] [CrossRef]
- Agarwal, A.; Samanta, A.; Nandi, B.K.; Mandal, A. Synthesis, characterization and performance studies of kaolin-fly ash-based membranes for microfiltration of oily waste water. J. Pet. Sci. Eng. 2020, 194, 107475. [Google Scholar] [CrossRef]
- Luo, Y.; Ma, S.; Zheng, S.; Liu, C.; Han, D.; Wang, X. Mullite-based ceramic tiles produced solely from high-alumina fly ash: Preparation and sintering mechanism. J. Alloys Compd. 2018, 732, 828–837. [Google Scholar] [CrossRef]
- Quesada, D.E.; Pérez, J.A.S.; Martínez, S.M.; Villarejo, L.P.; Soto, P.J.P. Investigation of use of coal fly ash in eco-friendly construction materials: Fired clay bricks and silica-calcareous nonfired bricks. Ceram. Int. 2018, 44, 4400–4412. [Google Scholar] [CrossRef]
- Toniolo, N.; Boccaccini, A.R. Fly ash-based geopolymers containing added silicate waste. A review. Ceram. Int. 2017, 43, 14545–14551. [Google Scholar] [CrossRef]
- Terzic, A.; Pezo, L.; Andrić, L.; Arsenović, M. Effect of mechanical activation on the parameters of talc quality for ceramic production—Chemometric approach. Compos. Part B Eng. 2015, 79, 660–666. [Google Scholar] [CrossRef]
- Illina, V.P.; Lebedeva, G.A. Effect of talc stone and chlorite-tremolite rock on ceramic tile phase composition and properties. Glass Ceram. 2012, 68, 369–372. [Google Scholar] [CrossRef]
- Evans, B.W.; Guggenheim, S. Talc, Pyrophyllite, and Related Minerals. In Hydrous Phyllosilicates (Exclusive of Micas); Bailey, S.W., Ed.; Mineralogical Society of America: Washington, DC, USA, 1988; Volume 19, pp. 225–294. [Google Scholar]
- Reynard, B.; Bass, J.D.; Jackson, J.M. Rapid identification of steatite—Enstatite polymorphs at various temperatures. J. Eur. Ceram. Soc. 2008, 28, 2459–2462. [Google Scholar] [CrossRef]
- Smart, R.M.; Glasser, F.P. The subsolidus phase equilibria and melting temperatures of MgO-Al2O3-SiO2 compositions. Ceram. Int. 1981, 7, 90–97. [Google Scholar] [CrossRef]
- Goren, R.; Ozgur, C.; Gocmez, H. The preparation of cordierite from talc, fly ash, fused silica and alumina mixtures. Ceram. Int. 2006, 32, 53–56. [Google Scholar] [CrossRef]
- Gökce, H.; Agaogulları, D.; Lütfi Övecoglu, M.; Dumana, I.; Boyraz, T. Characterization of microstructural and thermal properties of steatite/cordierite ceramics prepared by using natural raw materials. J. Eur. Ceram. Soc. 2011, 31, 2741–2747. [Google Scholar] [CrossRef]
- Kupková, J.; Valášková, M.; Študentová, S. Influence of acid-treated talc and Na2CO3 flux on mineralogical phase composition and porosity in steatite ceramics. Int. J. Appl. Ceram. Technol. 2017, 14, 803–809. [Google Scholar] [CrossRef]
- Valášková, M. Clays, clay minerals and cordierite ceramics—A review. Ceram. Silik. 2015, 59, 331–340. [Google Scholar]
- Queralt, I.; Querol, X.; Soler, A.L.; Plana, F. Use of coal fly ash for ceramics: A case study for a large Spanish power station. Fuel 1997, 76, 787–791. [Google Scholar] [CrossRef]
- Chandra, N.; Agnihotri, N.; Bhasin, S.; Khan, A.F. Effect of addition of talc on the sintering characteristics of fly ash based ceramic tiles. J. Eur. Ceram. Soc. 2005, 25, 81–88. [Google Scholar] [CrossRef]
- Trník, A.; Štubňa, I.; Sokolář, R.; Medveď, I. Use of fly ash in ceramic tiles: Elastic properties during firing. J. Ceram. Soc. Jpn. 2013, 121, 925–929. [Google Scholar] [CrossRef]
- Húlan, T.; Trník, A.; Kaljuvee, T.; Uibu, M.; Štubňa, I.; Kallavus, U.; Traksmaa, R. The study of firing of a ceramic body made from illite and fluidized bed combustion fly ash. J. Therm. Anal. Calorim. 2017, 127, 79–89. [Google Scholar] [CrossRef]
- Rappé, A.K.; Goddard, W.A., III. Charge equilibration for molecular dynamics simulations. J. Phys. Chem. 1991, 95, 3358–3363. [Google Scholar] [CrossRef]
- Rappé, A.K.; Casewit, C.J.; Colwell, K.S.; Goddard, W.A., III; Skiff, W.M. UFF, a full periodic table force field for molecular mechanics and molecular dynamics simulations. J. Am. Chem. Soc. 1992, 114, 10024–10035. [Google Scholar] [CrossRef]
- Holland, H.J.; Murtaght, M.J. The effect of particle size and morphology on the specific surface area. JCPDS-International Centre for Diffraction Data 2000. Adv. X-ray Anal. 2000, 429, 421–428. [Google Scholar]
- Wyckoff, R.W.G. Miscellaneous Inorganic Compounds, Silicates, A Basic Structural Information. In Crystal Structures, 2nd ed.; John Wiley & Sons Inc.: New York, NY, USA, 1968; Volume 4, pp. 365–366. [Google Scholar]
- Orosco, P.; Ruiz, M.C.; González, J. Phase transformations of a talc ore under heated chlorine atmosphere. Thermochim. Acta 2013, 554, 15–25. [Google Scholar] [CrossRef]
- Villieras, F.; Yvon, J.; Cases, J.M.; Donato, P.; Lhote, F.; Baeza, R. Development of microporosity in clinochlore upon heating. Clay Clay Miner. 1994, 42, 679–688. [Google Scholar] [CrossRef]
- Klug, J.F.; Prochazka, S.; Doremus, H.R. Alumina–silica phase diagram in the mullite region. J. Am. Ceram. Soc. 1987, 70, 750–759. [Google Scholar] [CrossRef]
- Herbell, T.P.; Hull, D.R.; Garg, A. Hot hydrogen exposure degradation of the strength of mullite. J. Am. Ceram. Soc. 1998, 81, 910–916. [Google Scholar] [CrossRef]
- Pomeroy, M.J.; O’Sullivan, D.; Hampshire, S.; Murtagh, M.J. Degradation resistance of cordierite diesel particulate filters to diesel fuel ash deposits. J. Am. Ceram. Soc. 2012, 95, 746–753. [Google Scholar] [CrossRef]
- Yang, K.; Fox, J.T.; Hunsicker, R. Interaction of Na, K, and Fe with porous cordierite at elevated temperatures. J. Mater. Sci. 2017, 52, 4025–4041. [Google Scholar] [CrossRef]
- Al-Harbi, O.A.; Hamzawy, E.M.A. Nanosized cordierite–sapphirine–spinel glass-ceramics from natural raw materials. Ceram. Int. 2014, 40, 5283–5288. [Google Scholar] [CrossRef]
- Sokolar, R.; Vodova, L. The effect of fluidized fly ash on the properties of dry pressed ceramic tiles based on fly ash–clay body. Ceram. Int. 2011, 37, 2879–2885. [Google Scholar] [CrossRef]
- Pontikers, Y.; Esposito, L.; Tucci, A.; Angelopoulos, G.N. Thermal behaviour of clays for traditional ceramics with soda–lime–silica waste glass admixture. J. Eur. Ceram. Soc. 2007, 27, 1657–1663. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | SiO2 | TiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | SO3 | P2O5 | L.O.I. 1 | SA |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| FA | 52.66 | 1.13 | 25.6 | 6.87 | 2.5 | 2.57 | 3.14 | 1.65 | 0.45 | 0.69 | 2.61 | 1.4 |
| Tc | 56.47 | 0.01 | 0.83 | 0.37 | 1.95 | 32.74 | 0 | 0 | 0.03 | 0.07 | 7.43 | 6 |
| Phase | FA90Tc10 1000 1100 1200 | FA75Tc25 1000 1100 1200 |
|---|---|---|
| Mullite | ++ ++ ++ | ++ + 0 |
| Quartz | + + + | + + + |
| Spinel | + + ++ | + ++ + |
| Hematite | + + + | + + 0 |
| Anorthite | + + 0 | + + 0 |
| Enstatite | 0 + 0 | + + 0 |
| Sapphirine | 0 0 + | 0 0 ++ |
| Cordierite | 0 0 + | 0 0 ++ |
| Osumilite | 0 0 + | 0 0 + |
| Properties | Samples: -1000 | FA90Tc10- | FA75Tc25- | |||
|---|---|---|---|---|---|---|
| -1100 | -1200 | -1000 | -1100 | -1200 | ||
| Linear shrinkage (%) | 6.45 | 18.08 | +15.50 | 3.08 | 13.33 | +37.97 |
| Porosity (%) | 32.2 | 2.6 | 24.9 | 39.8 | 11.5 | 32.3 |
| Average pores diameter (µm) | 0.49 | 0.08 | 0.02 | 0.49 | 0.66 | 0.01 |
| Total pores area m2/g | 1.66 | 0.62 | 41.6 | 2.1 | 0.34 | 76.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valášková, M.; Blahůšková, V.; Martaus, A.; Študentová, S.; Vallová, S.; Tokarský, J. Effect of Talc in Mixtures with Fly Ash on Sintering Crystalline Phases and Porosity of Mullite-Cordierite Ceramics. Minerals 2021, 11, 154. https://doi.org/10.3390/min11020154
Valášková M, Blahůšková V, Martaus A, Študentová S, Vallová S, Tokarský J. Effect of Talc in Mixtures with Fly Ash on Sintering Crystalline Phases and Porosity of Mullite-Cordierite Ceramics. Minerals. 2021; 11(2):154. https://doi.org/10.3390/min11020154
Chicago/Turabian StyleValášková, Marta, Veronika Blahůšková, Alexandr Martaus, Soňa Študentová, Silvie Vallová, and Jonáš Tokarský. 2021. "Effect of Talc in Mixtures with Fly Ash on Sintering Crystalline Phases and Porosity of Mullite-Cordierite Ceramics" Minerals 11, no. 2: 154. https://doi.org/10.3390/min11020154
APA StyleValášková, M., Blahůšková, V., Martaus, A., Študentová, S., Vallová, S., & Tokarský, J. (2021). Effect of Talc in Mixtures with Fly Ash on Sintering Crystalline Phases and Porosity of Mullite-Cordierite Ceramics. Minerals, 11(2), 154. https://doi.org/10.3390/min11020154