
Application of Wavelet Filtering to Vibrational Signals from the Mining Screen for Spring Condition Monitoring


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
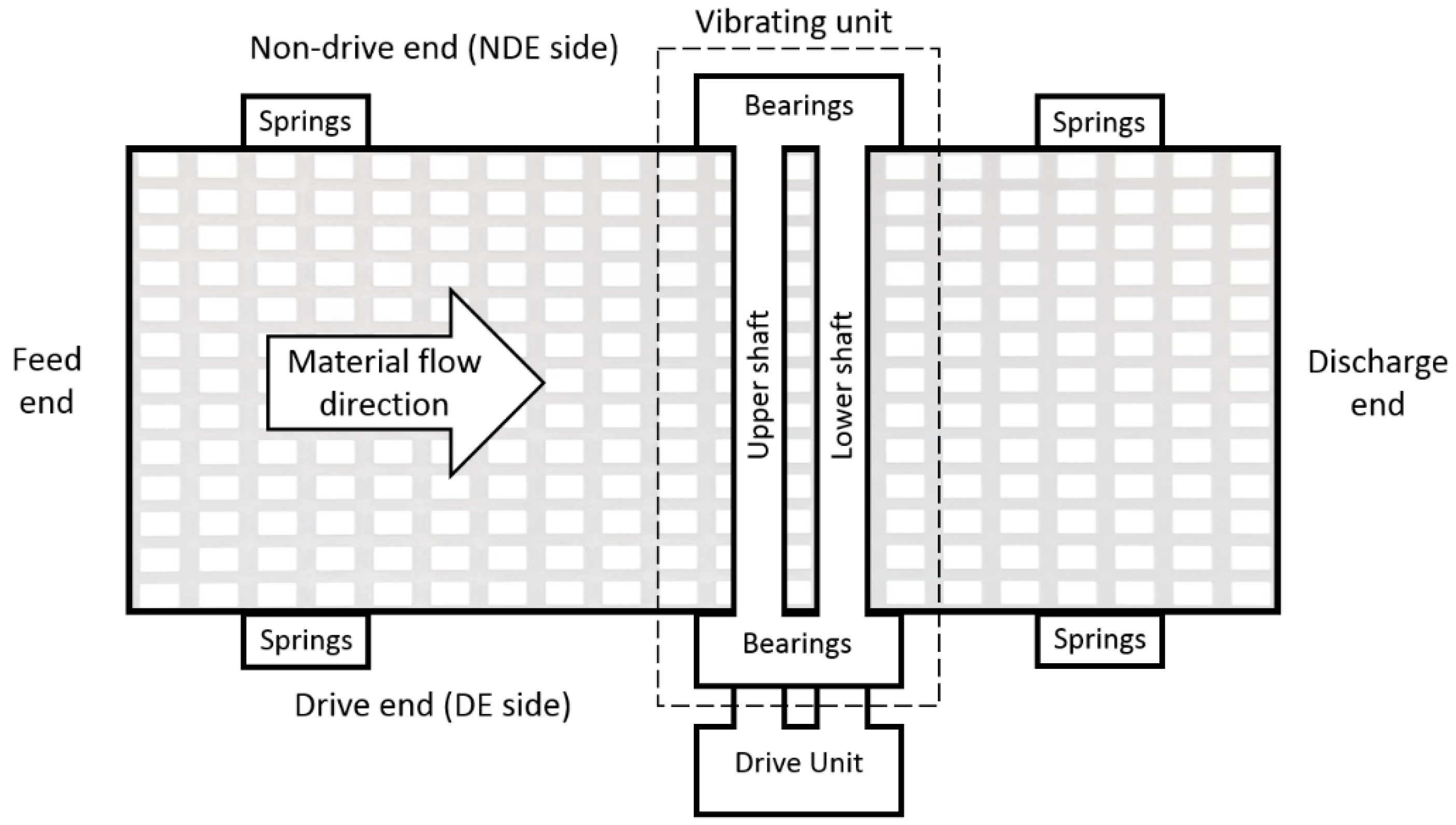
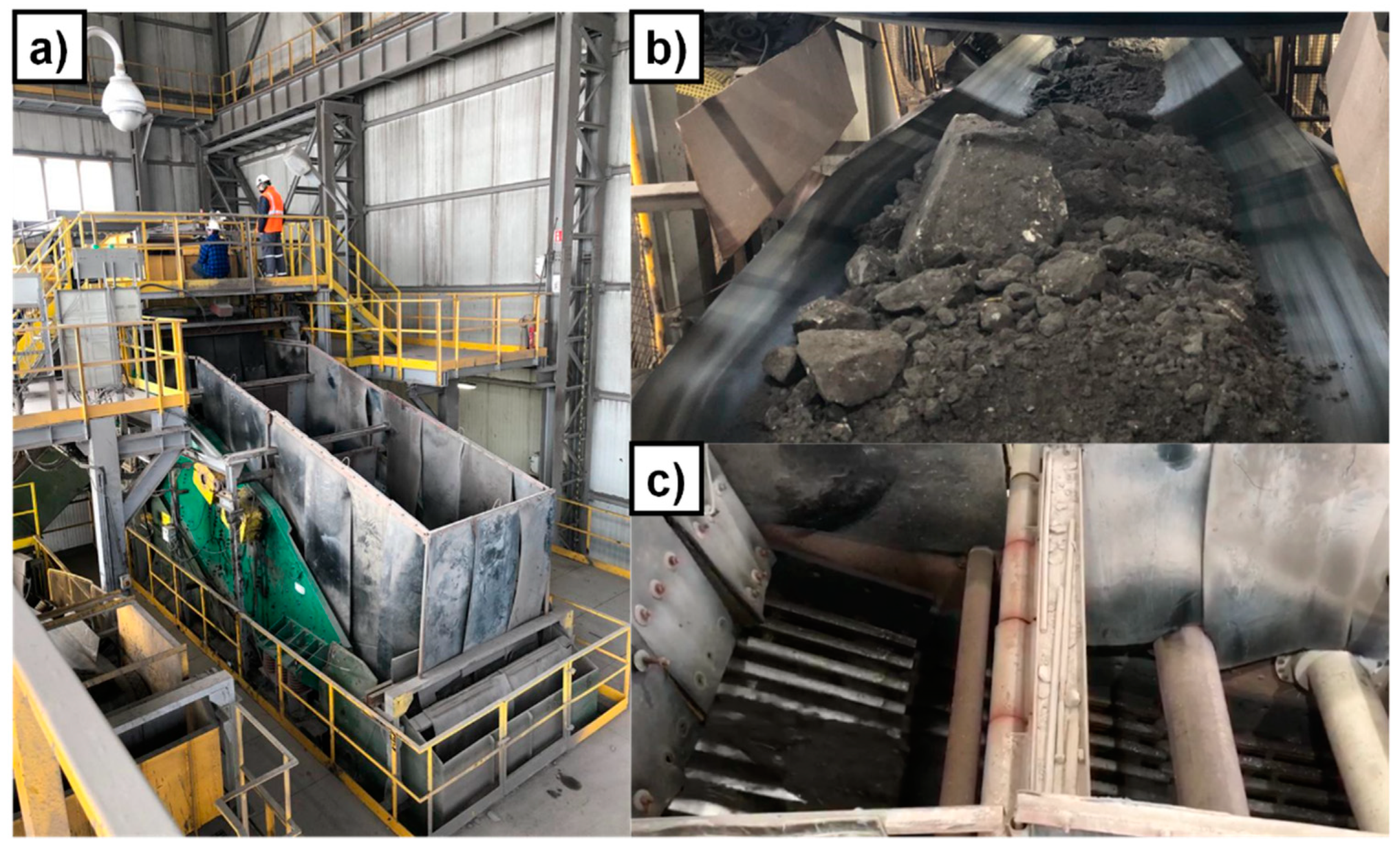
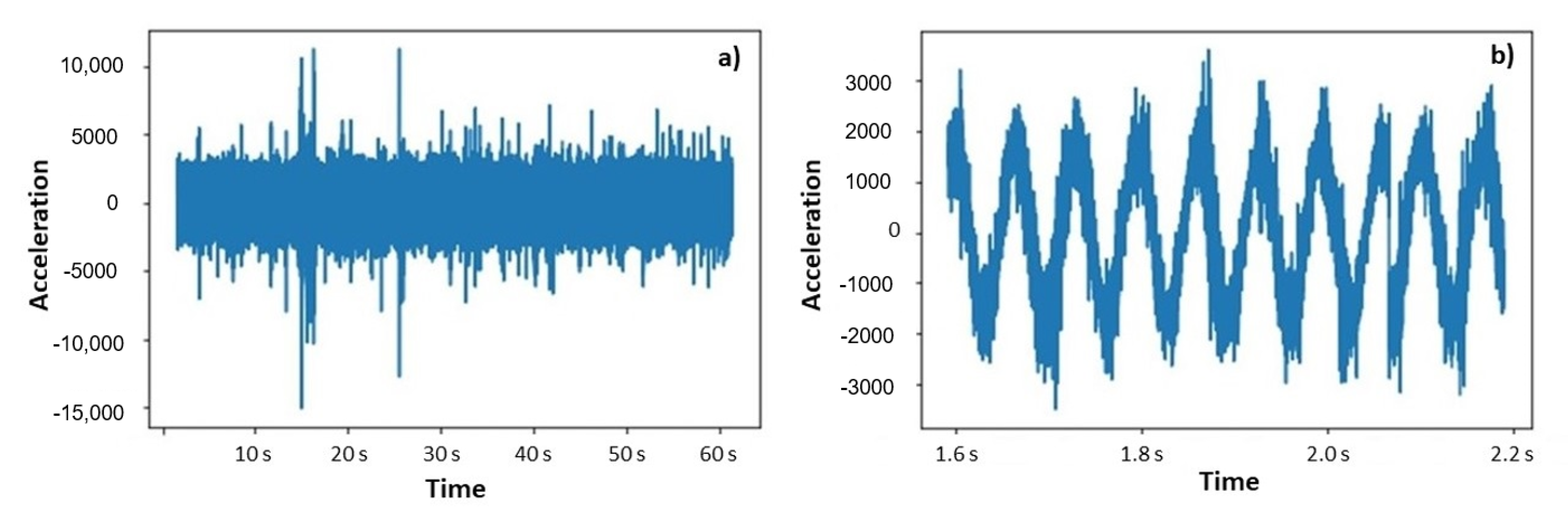
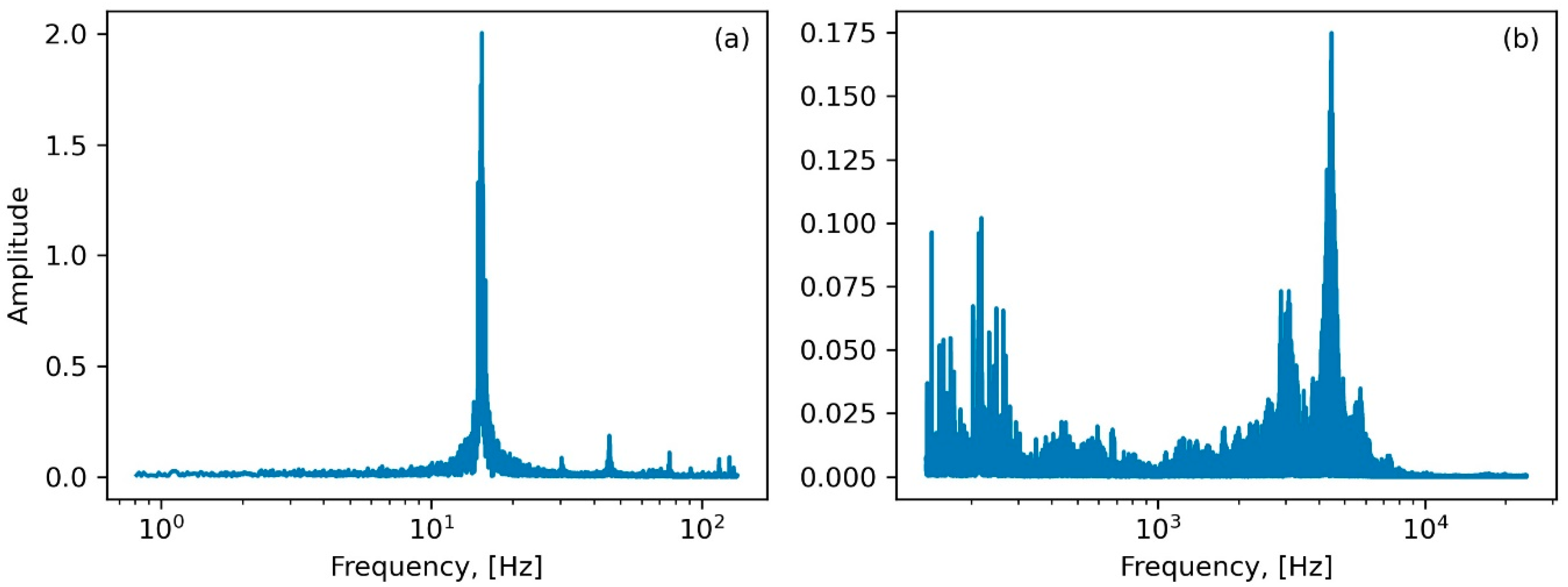
2.1. Input Data Description
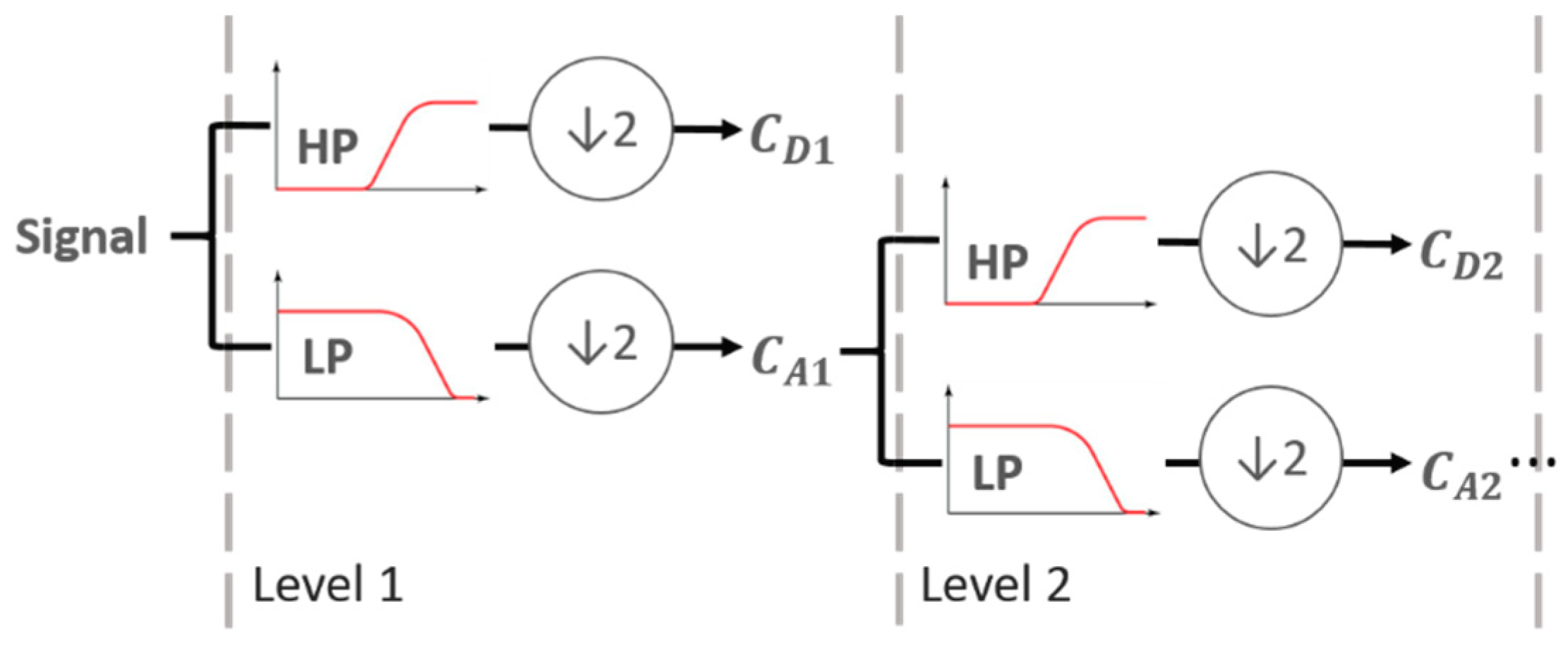
2.2. Wavelet Denoising Procedure
- Multilevel wavelet decomposition.
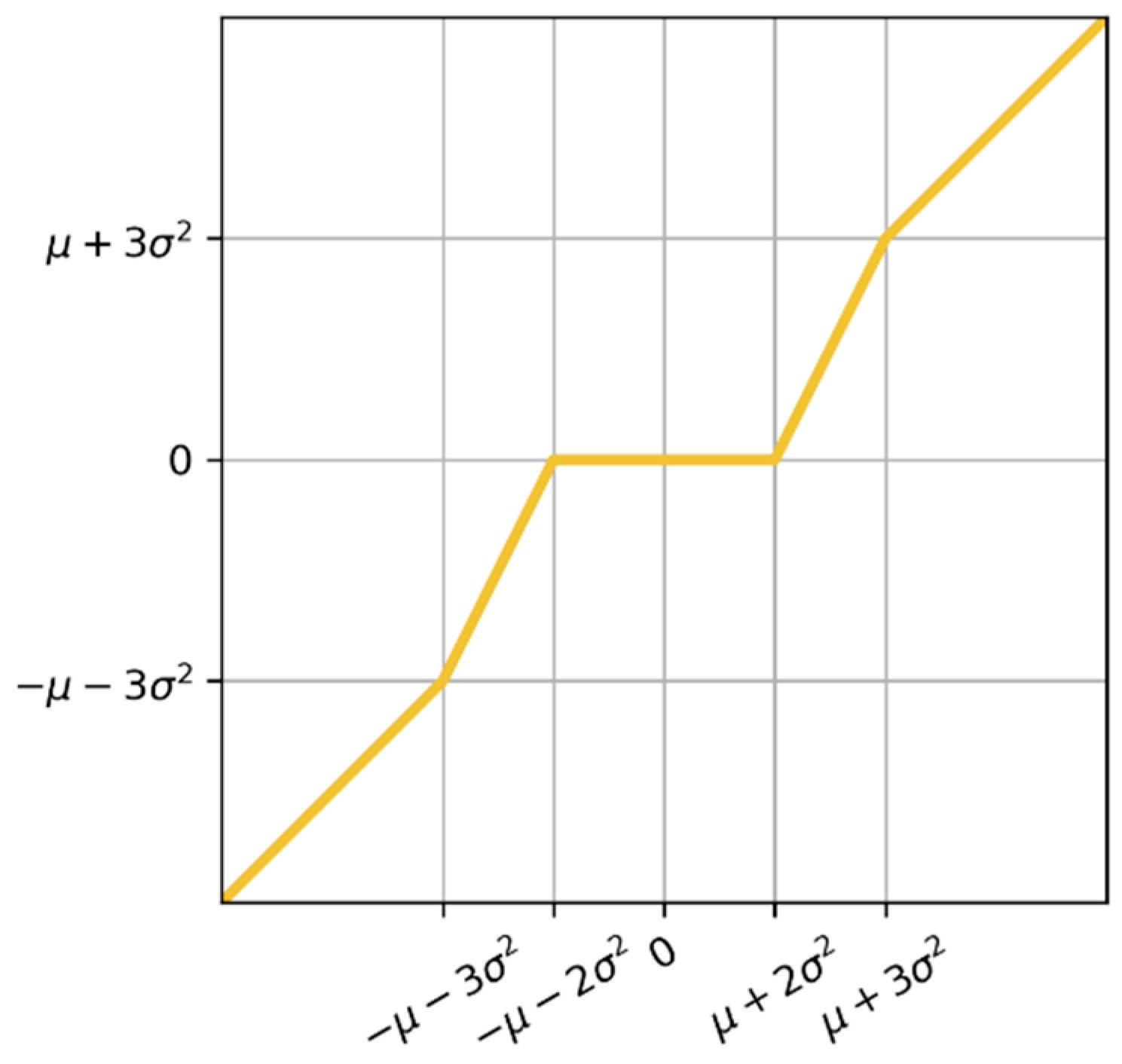
- Finding thresholds for detail coefficients.
- Reconstruction of the signal.
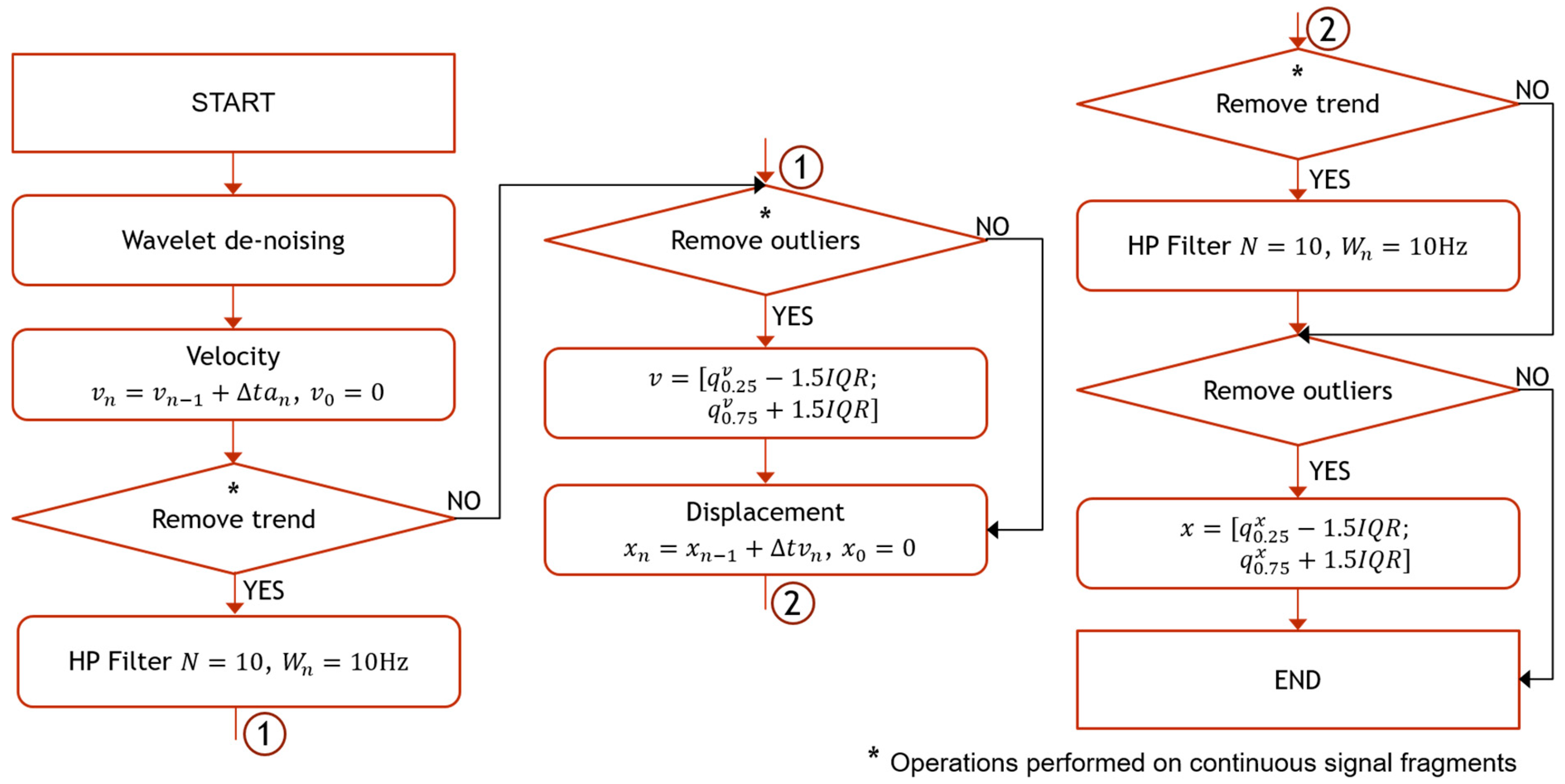
2.3. Trajectory Calculation Procedure
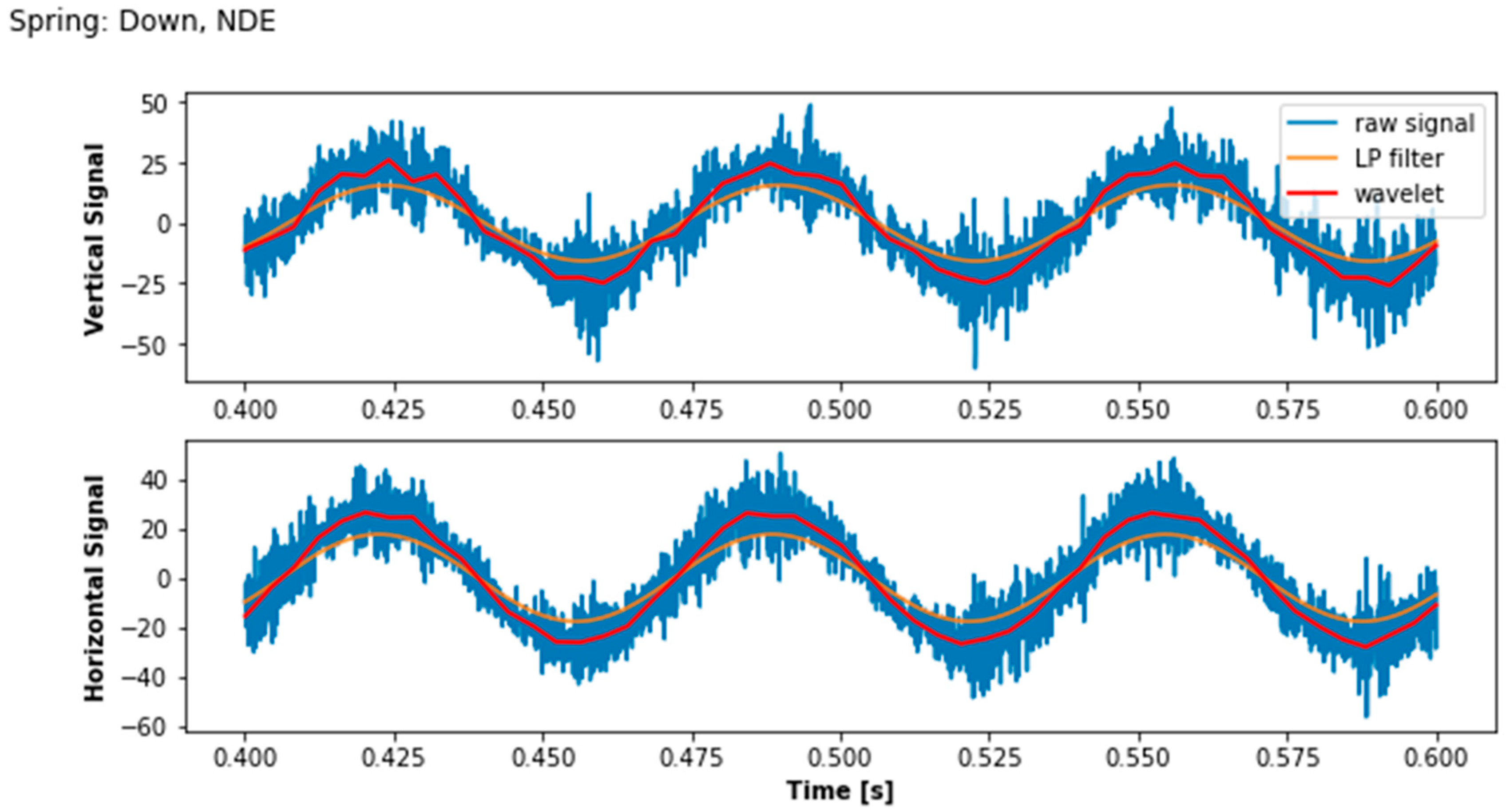
3. Results
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lanke, A.A.; Hoseinie, S.H.; Ghodrati, B. Mine production index (MPI)-extension of OEE for bottleneck detection in mining. Int. J. Min. Sci. Technol. 2016, 26, 753–760. [Google Scholar] [CrossRef]
- Gackowiec, P.; Podobińska-Staniec, M. IoT platforms for the Mining Industry: An Overview. Inżynieria Miner. 2019, 21, 530–550. [Google Scholar]
- Kruczek, P.; Gomolla, N.; Hebda-Sobkowicz, J.; Michalak, A.; Śliwiński, P.; Wodecki, J.; Stefaniak, P.; Wyłomańska, A.; Zimroz, R. Predictive maintenance of mining machines using advanced data analysis system based on the cloud technology. In Proceedings of the 27th International Symposium on Mine Planning and Equipment Selection-MPES, Santiago, Chile, 20-22 November, 2018; Springer: Cham, Switzerland, 2019; pp. 459–470. [Google Scholar]
- Gubbi, J.; Buyya, R.; Marusic, S.; Palaniswami, M. Internet of Things (IoT): A vision, architectural elements, and future directions. Future Gener. Comput. Syst. 2013, 29, 1645–1660. [Google Scholar] [CrossRef] [Green Version]
- Dong, L.; Mingyue, R.; Guoying, M. Application of internet of things technology on predictive maintenance system of coal equipment. Procedia Eng. 2017, 174, 885–889. [Google Scholar] [CrossRef]
- Molaei, F.; Rahimi, E.; Siavoshi, H.; Afrouz, S.G.; Tenorio, V. A comprehensive review on internet of things (IoT) and its implications in the mining industry. Am. J. Eng. Appl. Sci. 2020, 13, 499–515. [Google Scholar] [CrossRef]
- Schlemmer, G. Principles of Screening and Sizing; Quarry Acadamy: San Antonio, TX, USA, 2016. [Google Scholar]
- Krot, P.; Zimroz, R. Methods of Springs Failures Diagnostics in Ore Processing Vibrating Screens. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2019; Volume 362, p. 012147. [Google Scholar]
- Kahraman, M.M.; Rogers, W.P.; Dessureault, S. Bottleneck identification and ranking model for mine operations. Prod. Plan. Control. 2020, 31, 1178–1194. [Google Scholar] [CrossRef]
- SKF—Evolution Technology Magazine from SKF Fault Detection for Mining and Mineral Processing Equipment. 2001. Available online: http://evolution.skf.com/fault-detection-for-mining-and-mineral-processing-equipment-2/ (accessed on 22 July 2021).
- Elmodis—Tool Created for Industry Official Website of the Manufacturer of Diagnostic Equipment. 2020. Available online: https://elmodis.com/en/# (accessed on 1 July 2021).
- Metso—ScreenWatch® Screen Condition Monitoring Brochure. 2020. Available online: https://pdf.directindustry.com/pdf/metso-corporation/screenwatch-screen-condition-monitoring-brochure/9344-774332.html (accessed on 22 July 2021).
- Schaeffler—FAG SmartCheck Machinery Moniroting for Every Machine. 2012. Available online: https://www.schaeffler.com/remotemedien/media/_shared_media/08_media_library/01_publications/schaeffler_2/tpi/downloads_8/tpi_214_en_us.pdf (accessed on 22 July 2021).
- SchenckPeocess—CONiQ® Condition Monitoring in Mineral Processing. The Power to Predict! 2020. Available online: https://www.schenckprocess.com/data/en/files/513/bvp2135en.pdf (accessed on 22 July 2021).
- OPMO: Operation Monitoring of Mineral Crushing Machinery EIT Raw Materials Website. 2020. Available online: https://eitrawmaterials.eu/project/opmo/ (accessed on 22 July 2021).
- Krot, P.; Zimroz, R.; Michalak, A.; Wodecki, J.; Ogonowski, S.; Drozda, M.; Jach, M. Development and Verification of the Diagnostic Model of the Sieving Screen. Shock. Vib. 2020, 2020, 1–14. [Google Scholar] [CrossRef]
- Gąsior, K.; Urbańska, H.; Grzesiek, A.; Zimroz, R.; Wyłomańska, A. Identification, decomposition and segmentation of impulsive vibration signals with deterministic components—A sieving screen case study. Sensors 2020, 20, 5648. [Google Scholar] [CrossRef] [PubMed]
- Cai, Z.; Xu, Y.; Duan, Z. An alternative demodulation method using envelope-derivative operator for bearing fault diagnosis of the vibrating screen. J. Vib. Control. 2018, 24, 3249–3261. [Google Scholar] [CrossRef]
- Nowicki, J.; Hebda-Sobkowicz, J.; Zimroz, R.; Wylomanska, A. Local Defect Detection in Bearings in the Presence of Heavy-Tailed Noise and Spectral Overlapping of Informative and Non-Informative Impulses. Sensors 2020, 20, 6444. [Google Scholar] [CrossRef]
- Wodecki, J.; Michalak, A.; Zimroz, R. Local damage detection based on vibration data analysis in the presence of Gaussian and heavy-tailed impulsive noise. Measurement 2021, 169, 108400. [Google Scholar] [CrossRef]
- Skoczylas, A.; Anufriiev, S.; Stefaniak, P. Oversized ore pieces detection method based on computer vision and sound processing for validation of vibrational signals in diagnostics of mining screen. SGEM 2020, 20, 829–839. [Google Scholar] [CrossRef]
- Aminghafari, M.; Cheze, N.; Poggi, J. Multivariate denoising using wavelets and principal component analysis. Comput. Stat. Data Anal. 2006, 50, 2381–2398. [Google Scholar] [CrossRef]
- Dautov, C.P.; Ozerdem, M.S. Wavelet transform and signal denoising using Wavelet method. In Proceedings of the 26th Signal Processing and Communications Applications Conference (SIU), Izmir, Turkey, 2–5 May 2018. [Google Scholar]
- Jiang, J.; Guo, J.; Fan, W.; Chen, O. An Improved Adaptive Wavelet Denoising Method Based on Neighboring Coefficients. In Proceedings of the 8th World Congress on Intelligent Control and Automation, Jinan, China, 6–9 July 2010. [Google Scholar]
- Jha, R.K.; Swami, P.D.; Singh, D. Comparison and Selection of Wavelets for Vibration Signals Denoising and Fault Detection of Rotating Machines Using Neighborhood Correlation of SWT Coefficients. In Proceedings of the International Conference on Advanced Computation and Telecommunication (ICACAT), Bhopal, India, 28–29 December 2018. [Google Scholar]
- Qin, Z.; Chen, L.; Bao, X. Wavelet Denoising Method for Improving Detection Performance of Distributed Vibration Sensor. IEEE Photonics Technol. Lett. 2012, 24, 542–544. [Google Scholar] [CrossRef]
- Gao, H.Y.; Bruce, A.G. Waveshrink with Firm Shrinkage. Stat. Sin. 1997, 7, 855–874. [Google Scholar]
- Galiana-Merino, J.J.; Rosa-Herranz, J.; Giner, J.; Molina, S.; Botella, F. De-noising of short-period seismograms by wavelet packet transform. Bull. Seismol. Soc. Am. 2003, 93, 2554–2562. [Google Scholar] [CrossRef]
- Botella, F.; Rosa-Herranz, J.; Giner, J.J.; Molina, S.; Galiana-Merino, J.J. A realtime earthquake detector with prefiltering by wavelets. Comput. Geosci. 2003, 29, 911–919. [Google Scholar] [CrossRef]
- Zhang, H.; Thurber, C.; Rowe, C. Automatic P-wave arrival detection and picking with multiscale wavelet analysis for single-component recordings. Bull. Seismol. Soc. Am. 2003, 93, 1904–1912. [Google Scholar] [CrossRef] [Green Version]
- Parolai, S.; Galiana-Merino, J.J. Effect of transient seismic noise on estimates of H/V spectral ratios. Bull. Seismol. Soc. Am. 2006, 96, 228–236. [Google Scholar] [CrossRef] [Green Version]
- Hafez, A.G.; Khan, M.T.; Kohda, T. Clear P-wave arrival of weak events and automatic onset determination using wavelet filter banks. Digit. Signal Process. 2010, 20, 715–723. [Google Scholar] [CrossRef]
- Beenamol, M.; Prabavathy, S.; Mohanalin, J. Wavelet based seismic signal denoising using Shannon and Tsallis entropy. Comput. Math. Appl. 2012, 64, 3580–3593. [Google Scholar] [CrossRef] [Green Version]
- Galiana-Merino, J.J.; Rosa-Herranz, J.L.; Rosa-Cintas, S.; Martinez-Espla, J.J. SeismicWaveTool: Continuous and discrete wavelet analysis and filtering for multichannel seismic data. Comput. Phys. Commun. 2013, 184, 162–171. [Google Scholar] [CrossRef]
- Gaci, S. The use of wavelet-based denoising techniques to enhance the first-arrival picking on seismic traces. IEEE Trans. Geosci. Remote. Sens. 2013, 52, 4558–4563. [Google Scholar] [CrossRef]
- Shang, X.; Li, X.; Weng, L. Enhancing seismic P phase arrival picking based on wavelet denoising and kurtosis picker. J. Seismol. 2018, 22, 21–33. [Google Scholar] [CrossRef]
- Tukey, J.W. Exploratory Data Analysis; Addison-Wesley: Boston, MA, USA, 1997; ISBN 978-0-201-07616-5. OCLC 3058187. [Google Scholar]
- Donoho, D. De-noising by soft-thresholding. IEEE Trans Inf Theory 1995, 41, 613–627. [Google Scholar] [CrossRef] [Green Version]
- Stein, C.M. Estimation of the mean of a multivariate normal distribution. Ann Stat. 1981, 9, 1135–1151. [Google Scholar] [CrossRef]
- To, A.C.; Moore, J.R.; Glaser, S.D. Wavelet denoising techniques with applications to experimental geophysical data. Signal Process. 2009, 89, 144–160. [Google Scholar] [CrossRef]
- Valencia, D.; Orejuela, D.; Salazar, J.; Valencia, J. Comparison Analysis Between Rigrsure, Sqtwolog, Heursure and Minimaxi Techniques Using Hard and Soft Thresholding Methods. In Proceedings of the 2016 XXI Symposium on Signal Processing, Images and Artificial Vision (STSIVA), Bucaramanga, Colombia, 31 August–2 September 2016; IEEE Xplore: New York, NY, USA, 2016; ISBN 978-1-5090-3798-8. [Google Scholar]
- Zhao, R.M.; Cui, H.M. Improved Threshold Denoising Method Based on Wavelet Transform. In Proceedings of the 7th International Conference on Modelling, Identification and Control (ICMIC 2015), Sousse, Tunisia, 18–20 December 2015. [Google Scholar]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duda-Mróz, N.; Anufriiev, S.; Stefaniak, P. Application of Wavelet Filtering to Vibrational Signals from the Mining Screen for Spring Condition Monitoring. Minerals 2021, 11, 1076. https://doi.org/10.3390/min11101076
Duda-Mróz N, Anufriiev S, Stefaniak P. Application of Wavelet Filtering to Vibrational Signals from the Mining Screen for Spring Condition Monitoring. Minerals. 2021; 11(10):1076. https://doi.org/10.3390/min11101076
Chicago/Turabian StyleDuda-Mróz, Natalia, Sergii Anufriiev, and Paweł Stefaniak. 2021. "Application of Wavelet Filtering to Vibrational Signals from the Mining Screen for Spring Condition Monitoring" Minerals 11, no. 10: 1076. https://doi.org/10.3390/min11101076
APA StyleDuda-Mróz, N., Anufriiev, S., & Stefaniak, P. (2021). Application of Wavelet Filtering to Vibrational Signals from the Mining Screen for Spring Condition Monitoring. Minerals, 11(10), 1076. https://doi.org/10.3390/min11101076