
Procedures of Detecting Damage to a Conveyor Belt with Use of an Inspection Legged Robot for Deep Mine Infrastructure

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
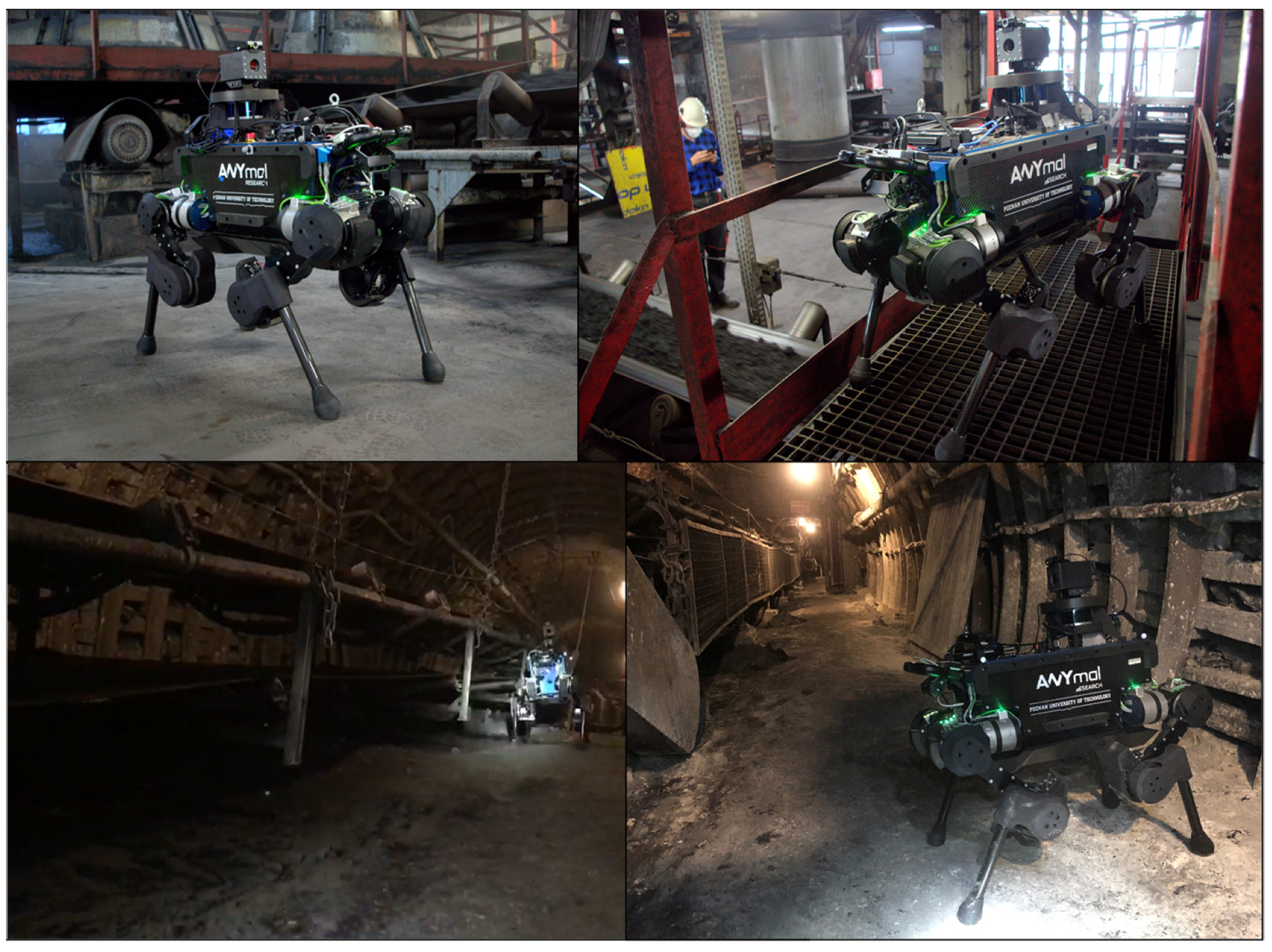
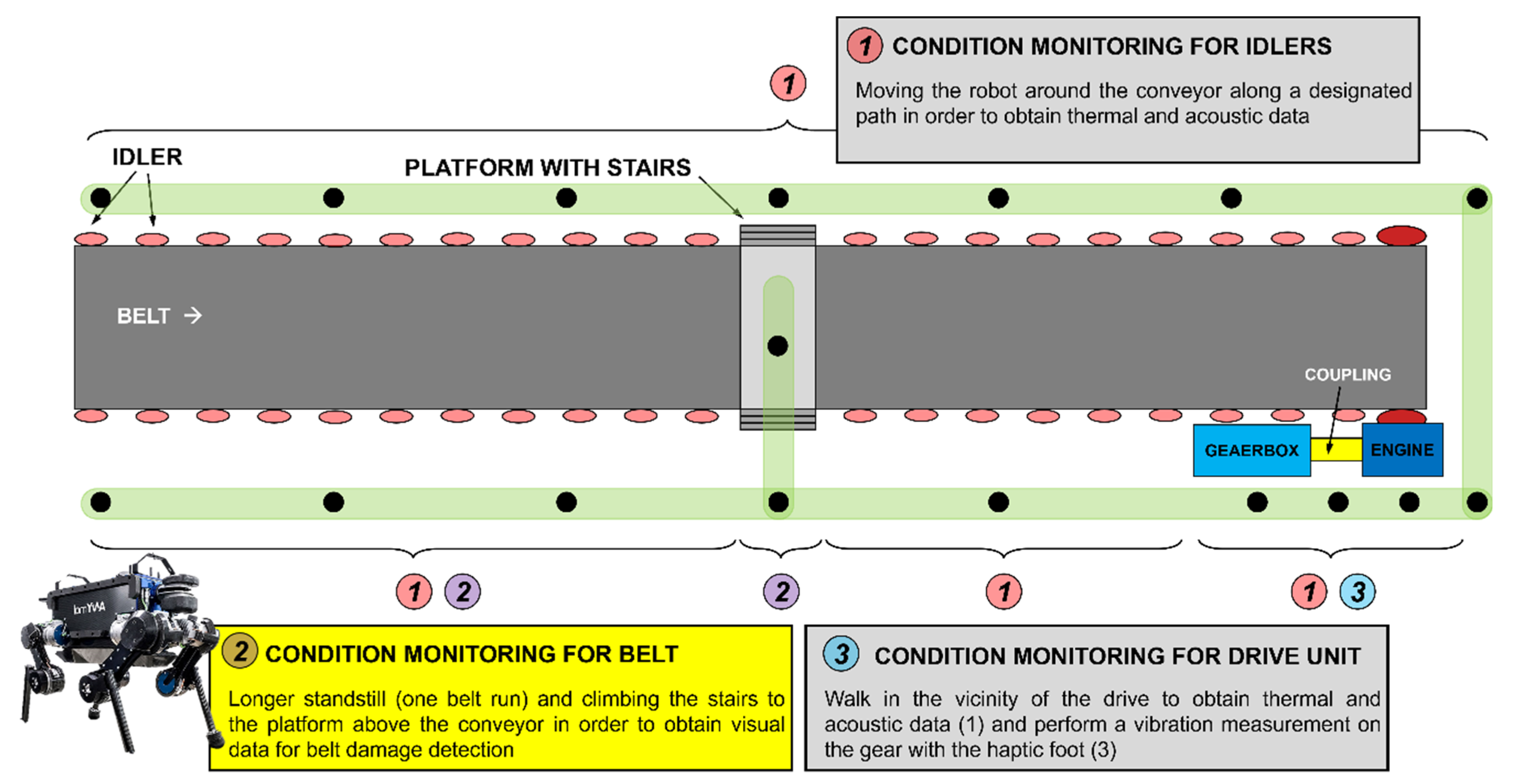
2. Autonomous Inspection Robot and Inspection Procedure
- Take a recording of the conveyor belt from one side:
- Damaged edges detection algorithm for a conveyor belt: side view.
- Ascent to the ramp.
- Take a recording of the conveyor belt from above:
- Detection of conveyor belt edges.
- Verification of whether the conveyor is empty/filled (detection of load on the conveyor);
If empty: damaged edges detection algorithm for a conveyor belt: top view;If filled: detection of conveyor belt deviation as uneven load distribution. - Descent to the other side.
- Take a recording of the conveyor belt from the other side:
- Damaged edges detection algorithm for a conveyor belt: side view.
3. Algorithms and Results
- Noise Reduction.A filter based on the first derivative of the Gaussian function is used as it is sensitive to the presence of noise in the raw unprocessed image. The effect of this action is a slightly blurred image that is not affected by noise in any significant way.
- Determination of image intensity gradients.The edges in the image can have different orientations. The Canny algorithm uses four filters to detect horizontal, vertical, and diagonal edges in a smoothed image. Edge detection operators return the values of the first derivative for the horizontal () and vertical () direction. The slope (G—gradient, rate of rise) of the edge and its direction () can be determined from the following Equation (1). The edge detection angle is rounded to four cases representing vertical, horizontal, and two diagonals.
- Non-maximum pixel removal.The third step involves “thinning” the edges in a way that ensures their continuity. This is performed by applying non-maximum attenuation to remove false detected edges. The result is a solid line of individual pixels.
- Hysteresis Progression—apply a double threshold to identify potential edges and connect them.The last step is to remove irrelevant edges that have a slope (steepness) below the set threshold. Hysteresis progression causes the next pixels to be appended to the already detected edges despite the slope decrease, until the lower detection threshold is reached. This procedure prevents the edges from being split in places of lower contrast.
3.1. Damaged Edge Detection Algorithm for a Conveyor Belt: Top View and Side View
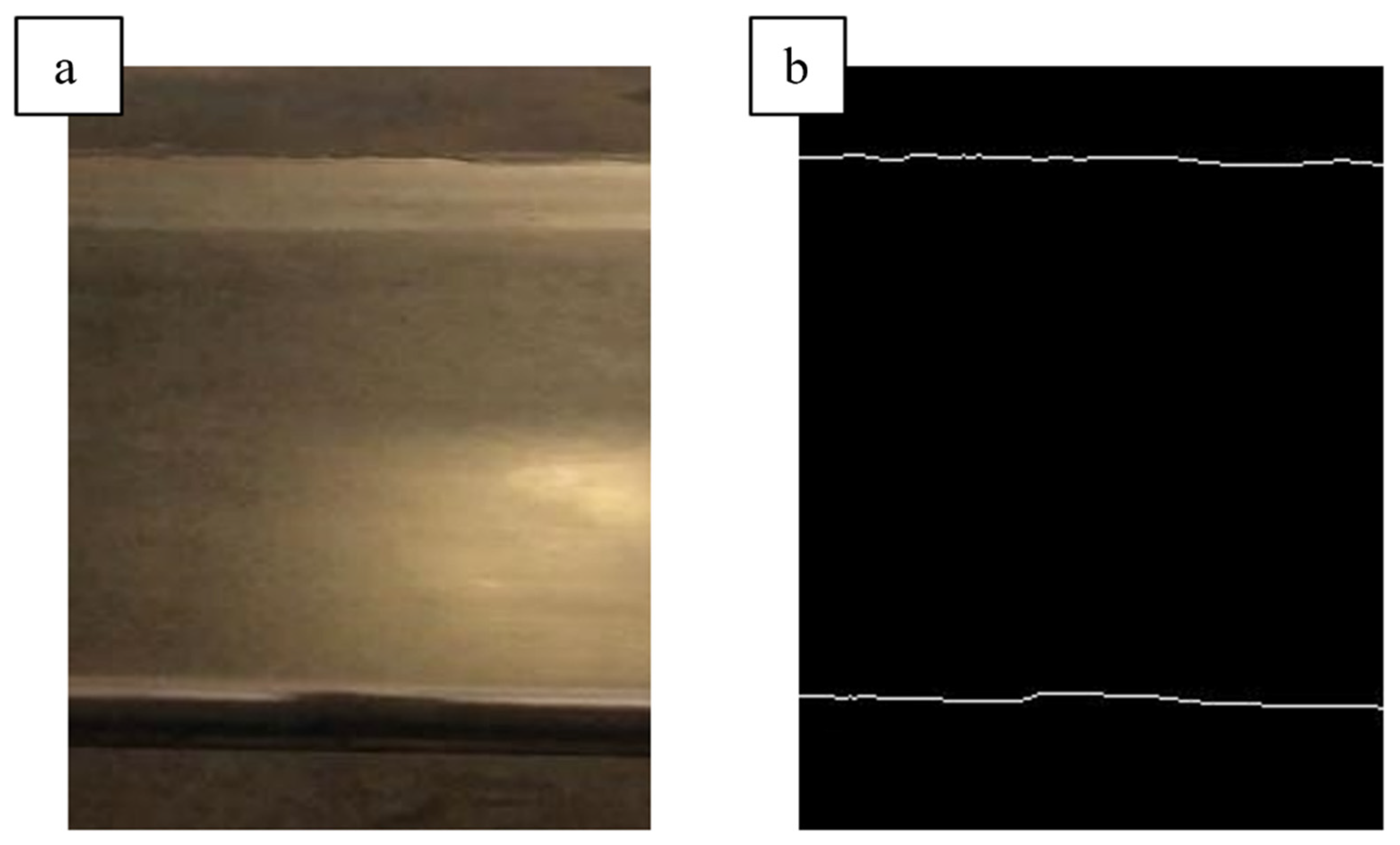
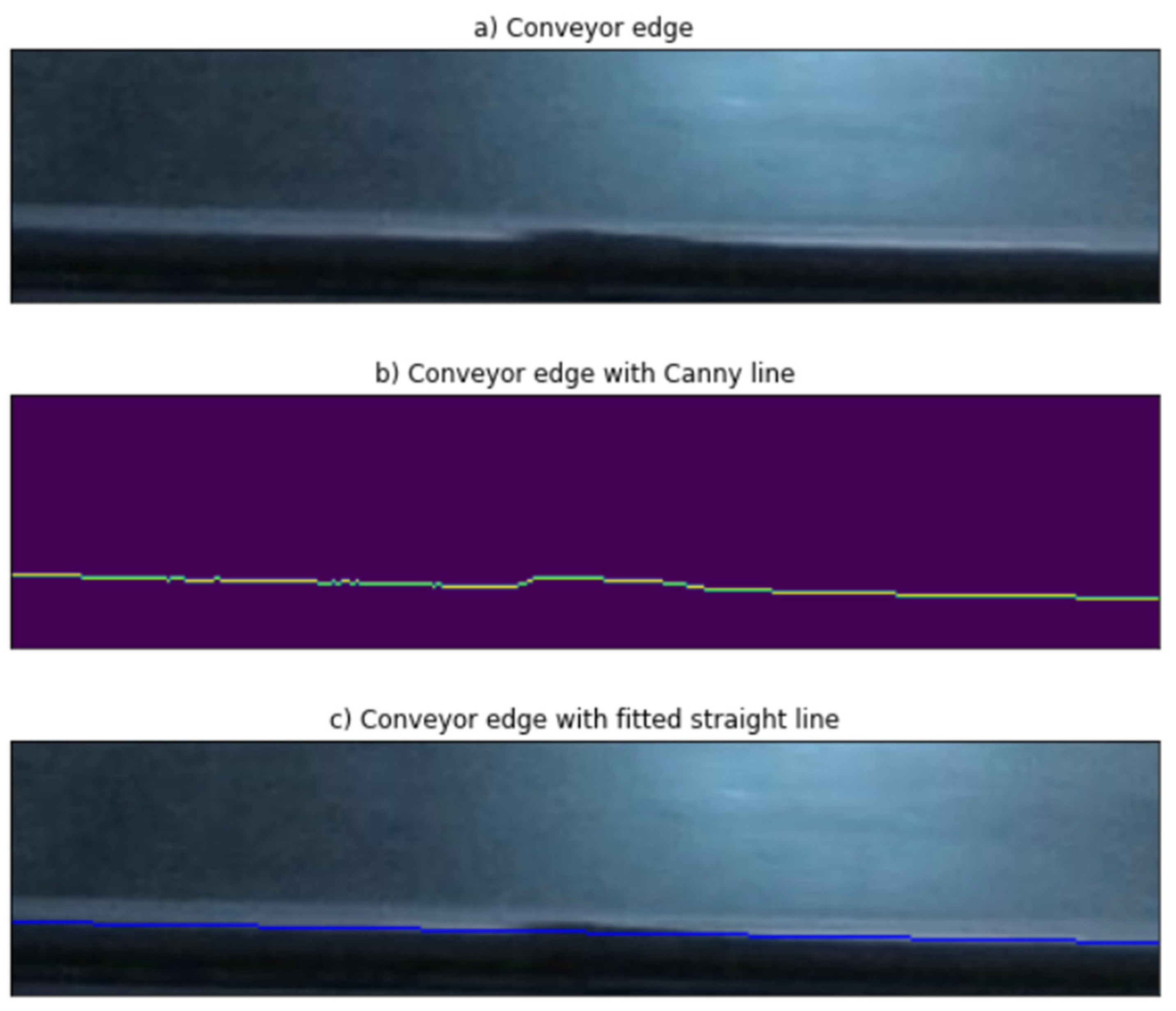
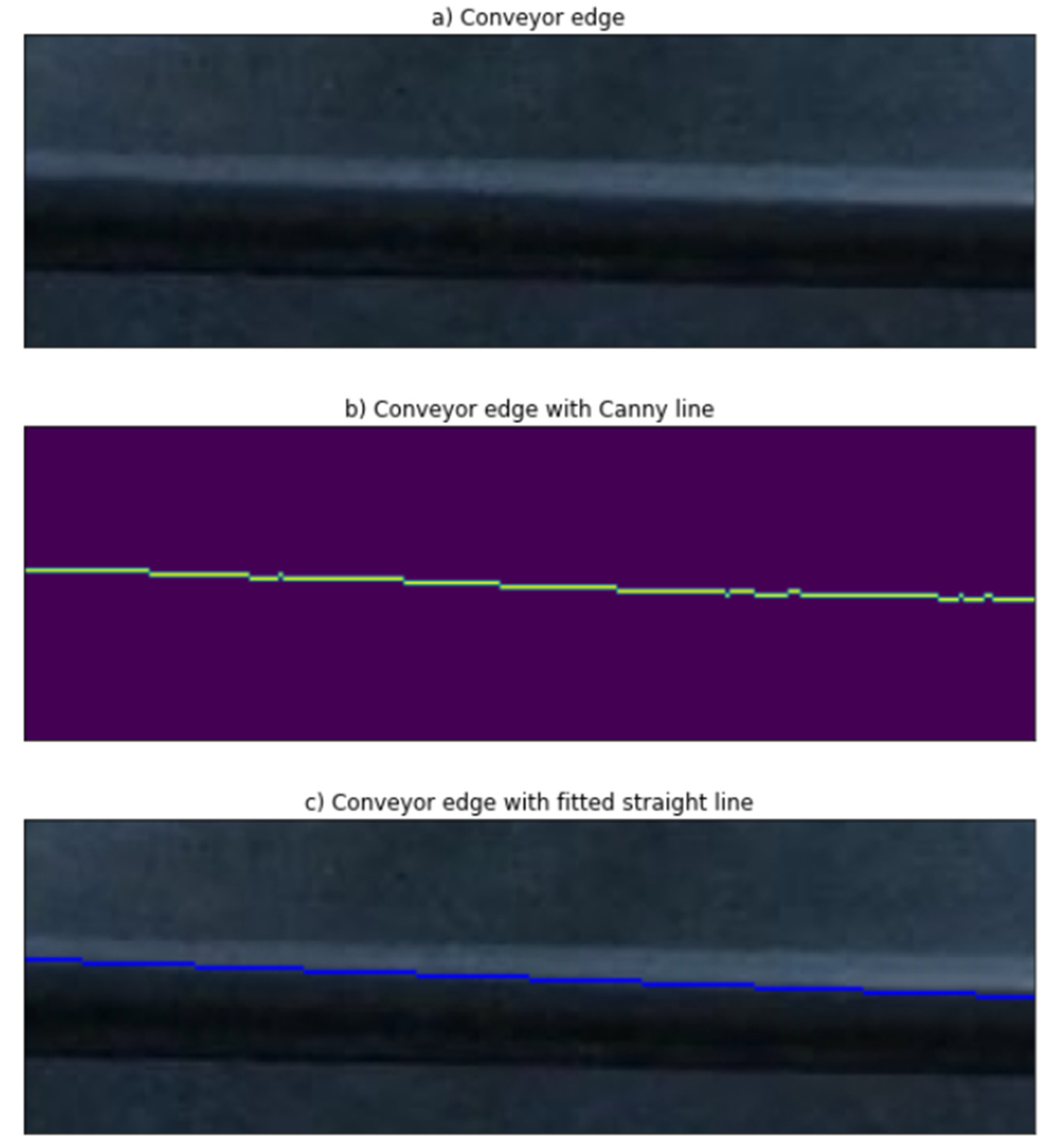
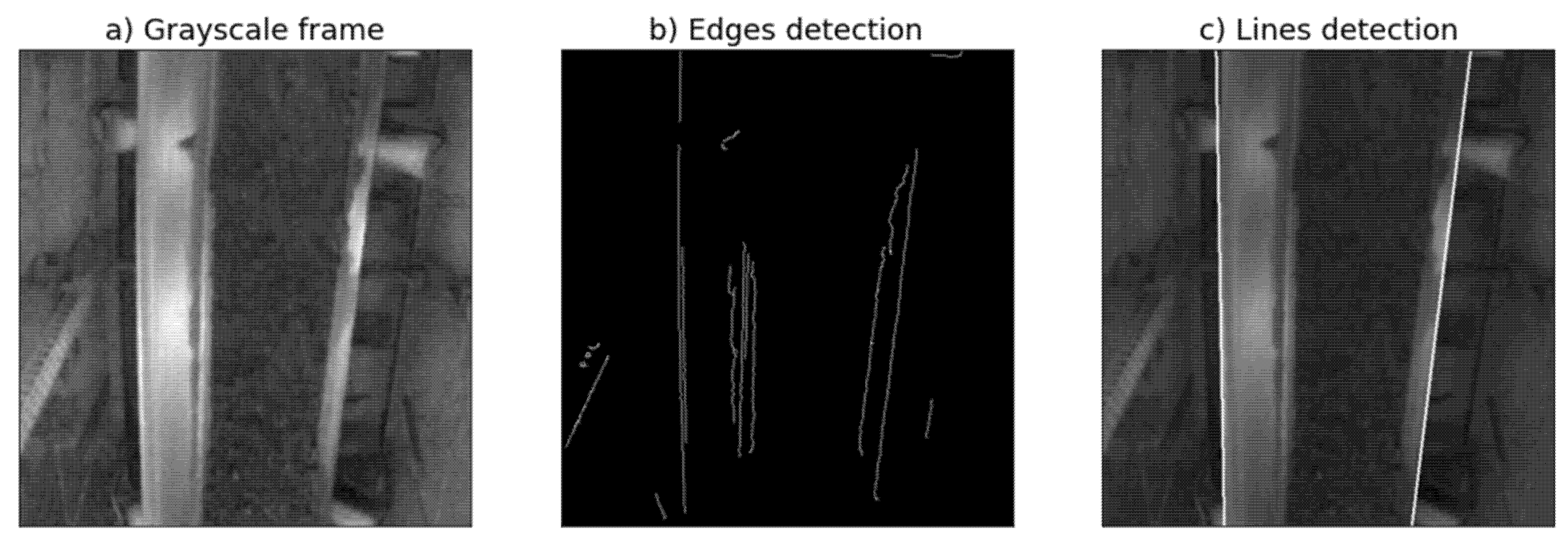
3.2. Detection of Conveyor Belt Edges: View from Above
- Frame transformation to the grayscale image.
- Detection of all edges using Canny Edge Detection.
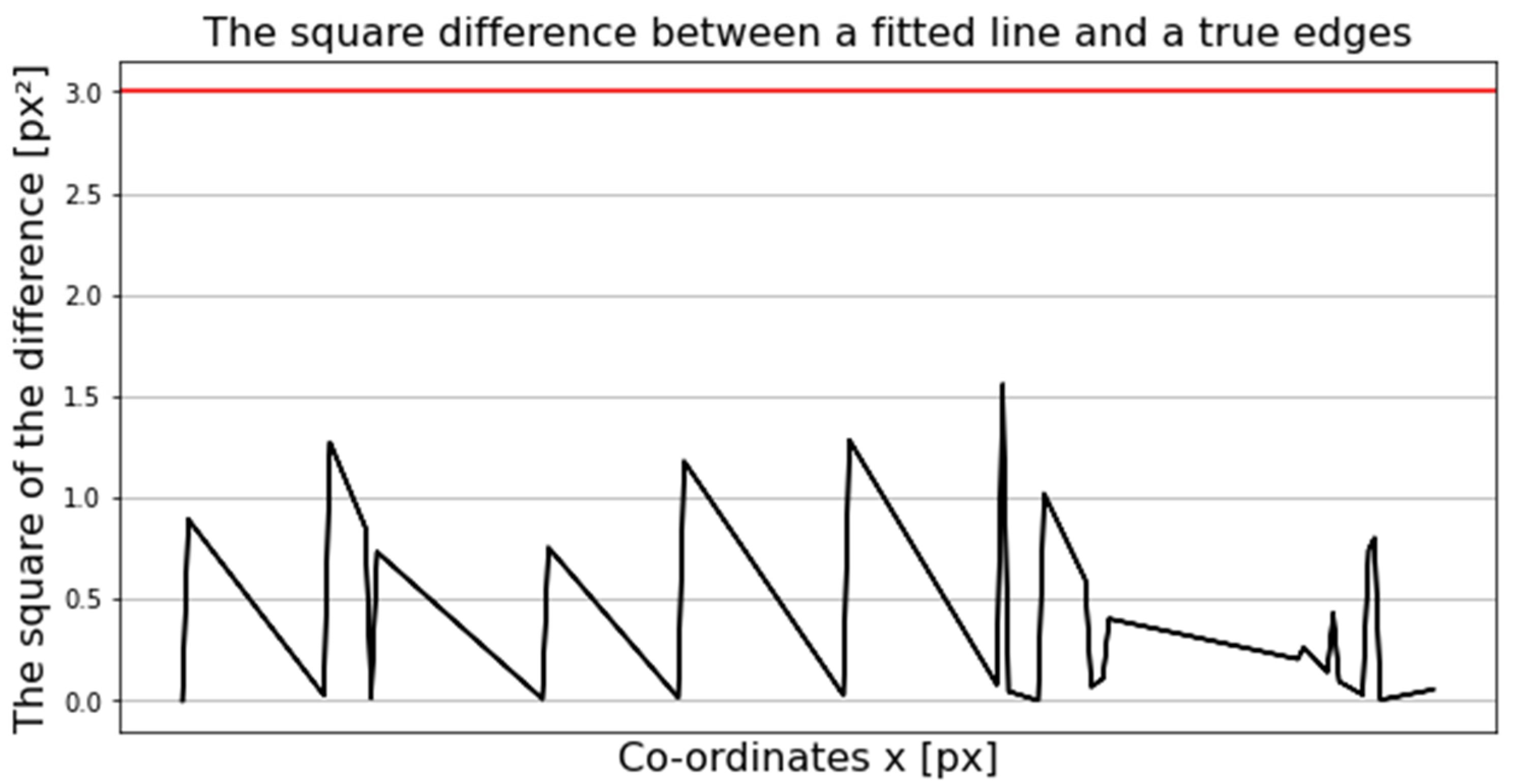
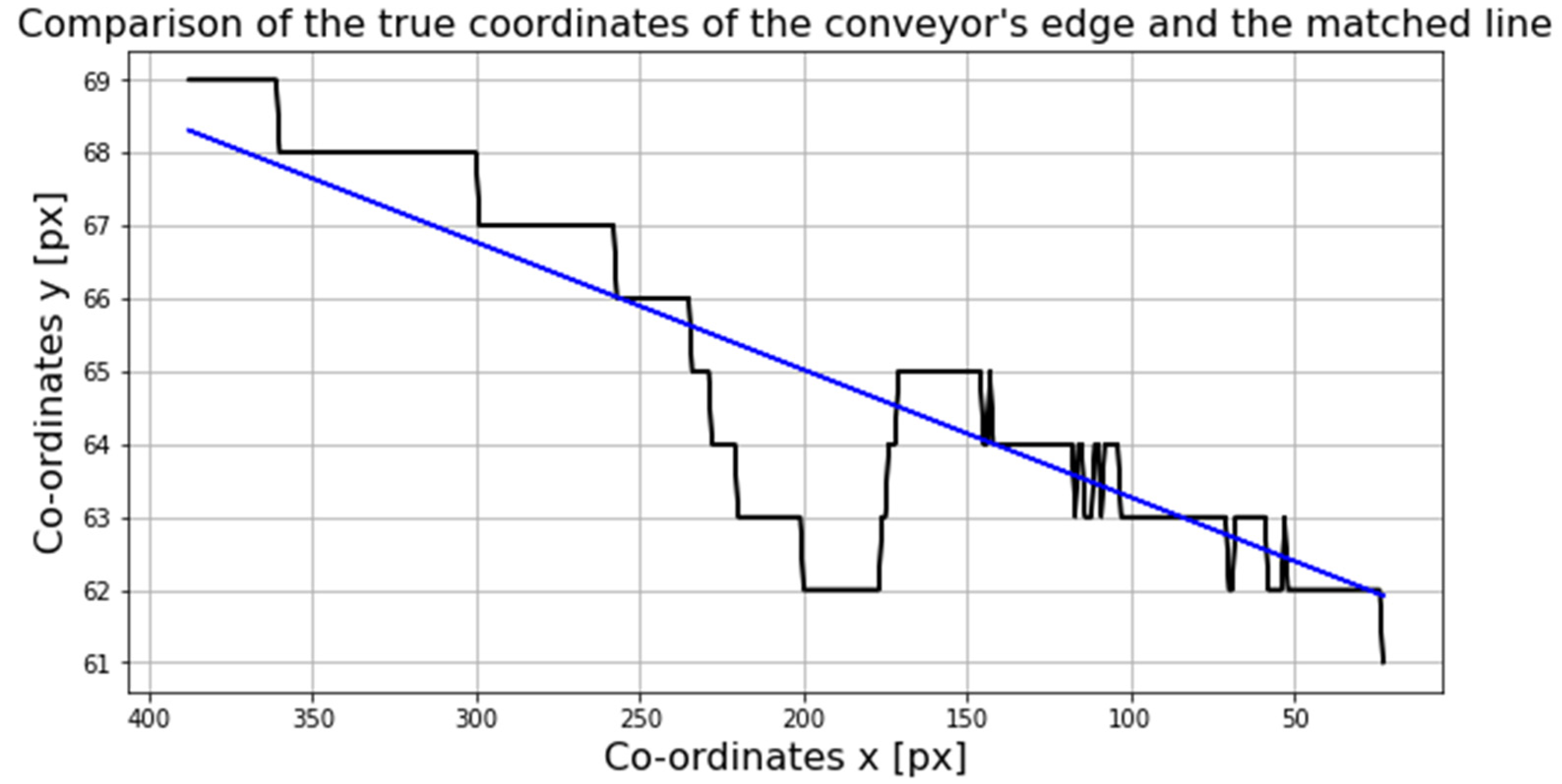
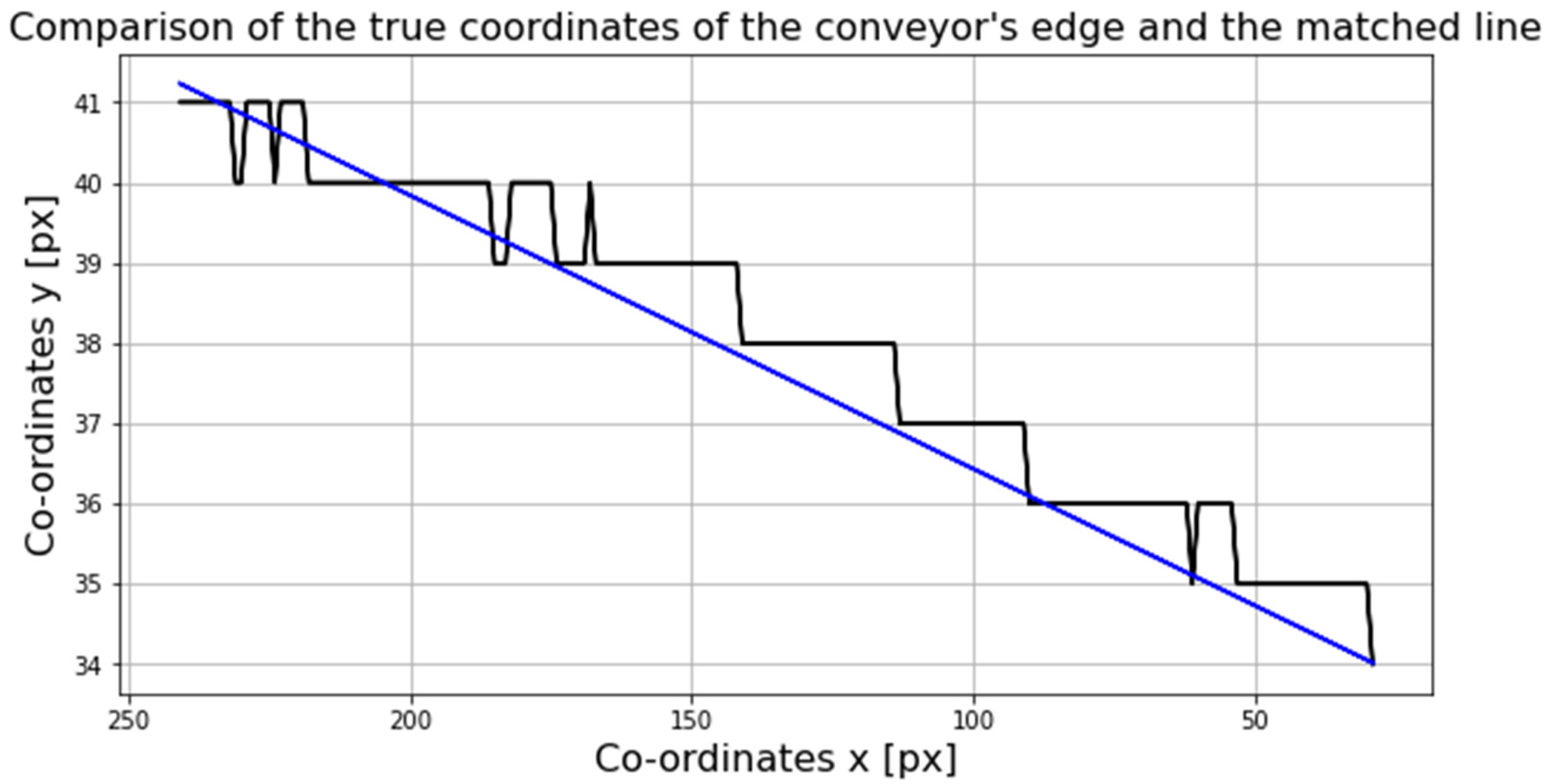
- Line fitting to consecutive edges and check if it is the belt edge.
- The edge is long: longer than 100 pixels.
- The point on the fitted line: ∈ (0.1 w, 0.4 w) for the left side, and ∈ (0.6 w, 0.9 w) for the right side, where w is frame width.
- The angle of inclination of the line: α ∈ (90°, 100°) for the left edge, and α ∈ (80°, 90°) for the right edge.
- Fit only one line for the left and one for the right side (stop the procedure if the line is already fitted).
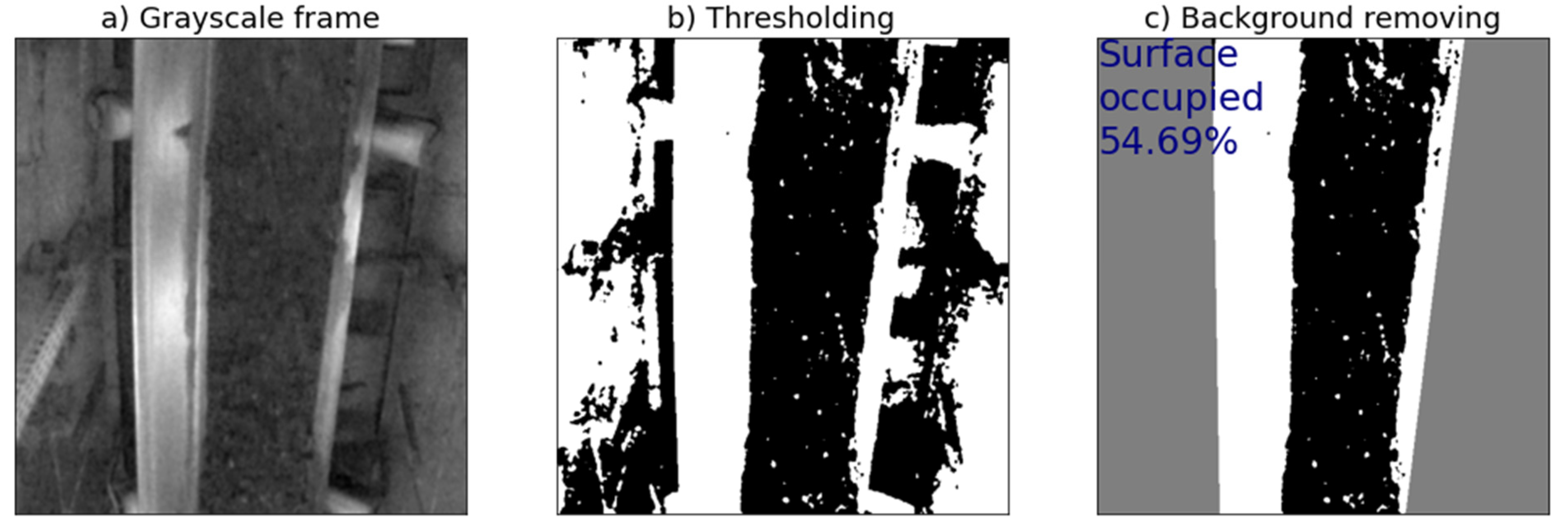
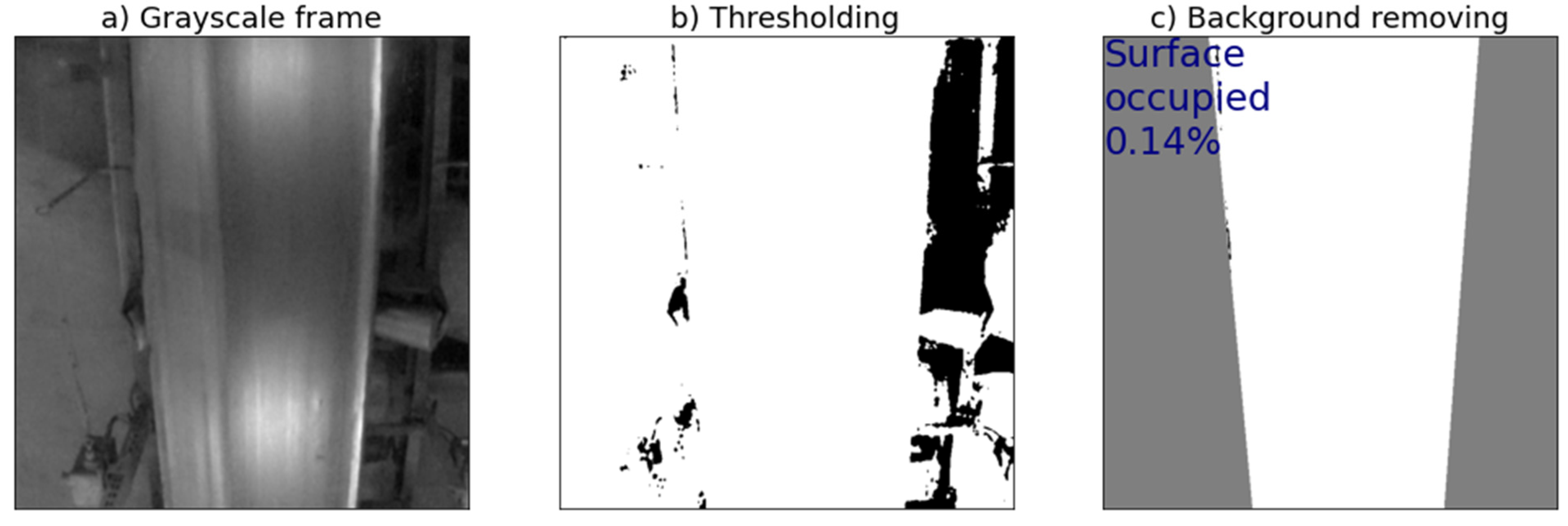
3.3. Detection of Loads on the Conveyor
- Image transformation to grayscale.
- Image thresholding with fixed threshold value (H, Equation (2)), where X is a matrix representing the image.
- Background removal using detected edge lines of the conveyor belt (detected with the algorithm introduced in Section 3.2). Changing the values of the pixels classified as background to 127.
- Calculate the percentage of the belt surface occupied with the following Equation (3), where X is a matrix representing the image, and # is a quantity:
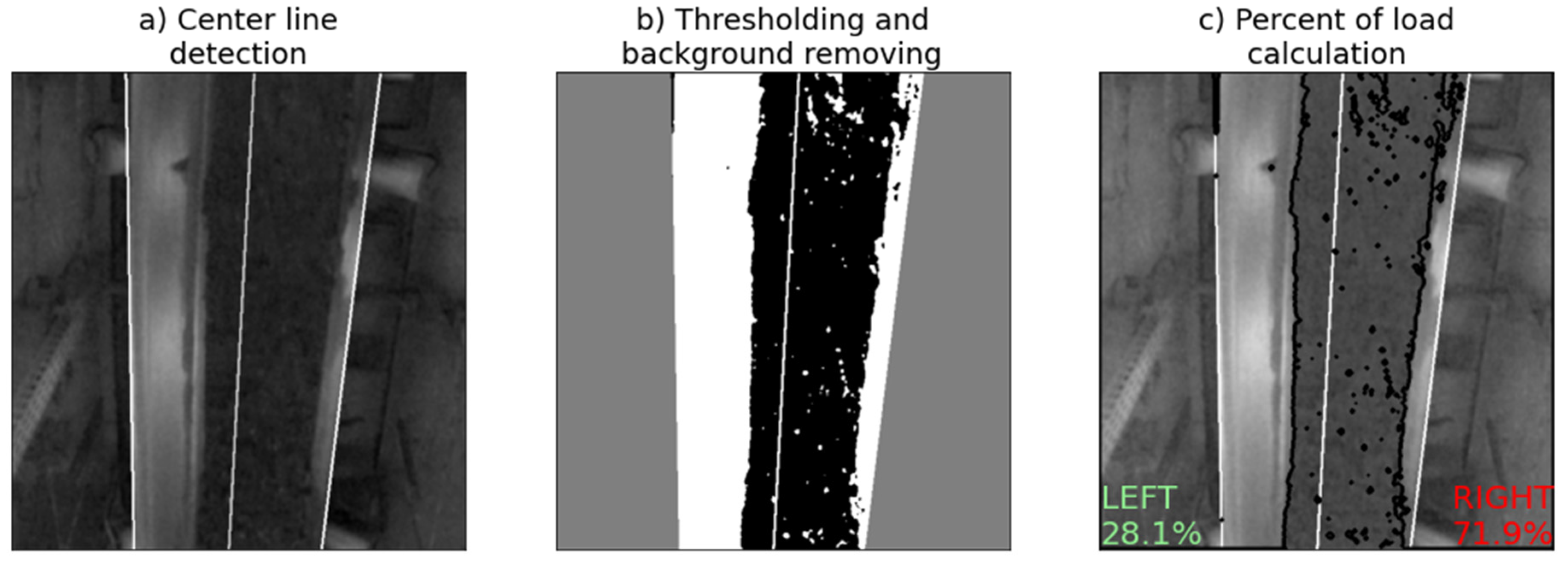
3.4. Conveyor Belt Deviation as Unevenly Load Distributed
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zimroz, R.; Hardygóra, M.; Blazej, R. Maintenance of Belt Conveyor Systems in Poland—An Overview. In Proceedings of the 12th International Symposium Continuous Surface Mining—Aachen 2014; Springer Science and Business Media: Berlin/Heidelberg, Germany, 2015; pp. 21–30. [Google Scholar]
- Harrison, A. A magnetic transducer for testing steel-cord deterioration in high-tensile strength conveyor belts. NDT Int. 1985, 18, 133–138. [Google Scholar] [CrossRef]
- Xiao, G.; Yang, Z. The Electromagnetic Nondestructive Testing Device of the wirerope-core transmission belt. In Proceedings of the 2012 Power Engineering and Automation Conference, Wuhan, China, 18–20 September 2012; pp. 1–4. [Google Scholar]
- Kozłowski, T.; Wodecki, J.; Zimroz, R.; Błażej, R.; Hardygóra, M. A Diagnostics of Conveyor Belt Splices. Appl. Sci. 2020, 10, 6259. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnar, V.; Marasova, D.; Grincova, A.; Dovica, M.; Zivcak, J.; Toth, T.; Husakova, N. Failure analysis of belt conveyor damage caused by the falling material. Part II: Application of computer metrotomography. Eng. Fail. Anal. 2013, 34, 431–442. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnar, V.; Marasova, D.; Grincova, A.; Dovica, M.; Zivcak, J.; Toth, T.; Husakova, N. Failure analysis of belt conveyor damage caused by the falling material. Part I: Experimental measurements and regression models. Eng. Fail. Anal. 2014, 36, 30–38. [Google Scholar] [CrossRef]
- Chu, Q.Y.; Meng, G.Y.; Fan, X. Analysis of Speed and Belt Deviation of the Conveyor Belt. Adv. Mater. Res. 2011, 339, 444–447. [Google Scholar] [CrossRef]
- Zhao, L. Typical Failure Analysis and Processing of Belt Conveyor. Procedia Eng. 2011, 26, 942–946. [Google Scholar] [CrossRef]
- Zhang, M.; Gao, H.L.; Zhang, Y.; Wang, P.Z. Analysis and Dispose of Deviation of Mine Belt Conveyor. Appl. Mech. Mater. 2014, 608–609, 685–688. [Google Scholar] [CrossRef]
- Xianguo, L.; Lifang, S.; Zixu, M.; Can, Z.; Hangqi, J. Laser-based on-line machine vision detection for longitudinal rip of conveyor belt. Optik 2018, 168, 360–369. [Google Scholar] [CrossRef]
- Qiao, T.; Li, X.; Pang, Y.; Lü, Y.Y.; Wang, F.; Jin, B. Research on conditional characteristics vision real-time detec-tion system for conveyor belt longitudinal tear. IET Sci. Meas. Technol. 2017, 11, 955–960. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Wang, Z.; Zhu, Z.; Zhou, G.; Chen, G. Design of online monitoring and fault diagnosis system for belt con-veyors based on wavelet packet decomposition and support vector machine. Adv. Mech. Eng. 2013, 5, 797183. [Google Scholar] [CrossRef]
- Girdhar, P.; Scheffer, C. Practical Machinery Vibration Analysis and Predictive Maintenance; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Stefaniak, P.K.; Wyłomańska, A.; Obuchowski, J.; Zimroz, R. Procedures for decision thresholds finding in maintenance management of belt conveyor system–statistical modeling of diagnostic data. In Proceedings of the 12th International Symposium Continuous Surface Mining—Aachen 2014; Springer: Cham, Switzerland, 2015; pp. 391–402. [Google Scholar]
- Szurgacz, D.; Zhironkin, S.; Vöth, S.; Pokorný, J.; Spearing, A.; Cehlár, M.; Stempniak, M.; Sobik, L. Thermal Imaging Study to Determine the Operational Condition of a Conveyor Belt Drive System Structure. Energies 2021, 14, 3258. [Google Scholar] [CrossRef]
- Tandon, N.; Choudhury, A. A review of vibration and acoustic measurement methods for the detection of defects in rolling element bearings. Tribol. Int. 1999, 32, 469–480. [Google Scholar] [CrossRef]
- Jiang, X.-P.; Cao, G.-Q. Belt conveyor roller fault audio detection based on the wavelet neural network. In Proceedings of the 2015 11th International Conference on Natural Computation (ICNC), Zhangjiajie, China, 15–17 August 2015; pp. 954–958. [Google Scholar]
- Nicolay, T.; Treib, A.; Blum, A. RF identification in the use of belt rip detection [mining product belt haulage]. In Proceedings of the SENSORS, 2004 IEEE, Vienna, Austria, 24–27 October 2004; pp. 333–336. [Google Scholar]
- Ponsa, D.; Benavente, R.; Lumbreras, F.; Martinez, J.; Roca, X. Quality control of safety belts by machine vision inspection for real-time production. Opt. Eng. 2003, 42, 1114–1120. [Google Scholar] [CrossRef]
- Wang, C.Q.; Zhang, J. The Research on the Monitoring System for Conveyor Belt Based on Pattern Recognition. Adv. Mater. Res. 2012, 466-467, 622–625. [Google Scholar] [CrossRef]
- Zhang, M.; Shi, H.; Yu, Y.; Zhou, M. A Computer Vision Based Conveyor Deviation Detection System. Appl. Sci. 2020, 10, 2402. [Google Scholar] [CrossRef] [Green Version]
- Zeng, C.; Zheng, J.; Li, J. Real-time conveyor belt deviation detection algorithm based on multi-scale feature fusion network. Algorithms 2019, 12, 205. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Liu, Q.; Dai, M. Belt vision localization algorithm based on machine vision and belt conveyor deviation detection. In Proceedings of the 2019 34rd Youth Academic Annual Conference of Chinese Association of Automation (YAC), Jinzhou, China, 6–8 June 2019; pp. 269–273. [Google Scholar]
- Yang, Y.; Miao, C.; Li, X.; Mei, X. On-line conveyor belts inspection based on machine vision. Optik 2014, 125, 5803–5807. [Google Scholar] [CrossRef]
- Aichun, Z.; Gang, H.; Yongxing, W. The research on the detection method of belt deviation by video in coal mine. In Proceedings of the 2011 International Conference on Mechatronic Science, Electric Engineering and Computer (MEC), Jilin, China, 19–22 August 2011; pp. 430–433. [Google Scholar]
- Carvalho, R.; Nascimento, R.; D’Angelo, T.; Delabrida, S.; Bianchi, A.G.C.; Oliveira, R.; Azpúrua, H.; Garcia, L.G.U. A UAV-Based Framework for Semi-Automated Thermographic Inspection of Belt Conveyors in the Mining Industry. Sensors 2020, 20, 2243. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nascimento, R.; Carvalho, R.; Delabrida, S.; Bianchi, A.G.; Oliveira, R.A.R.; Garcia, L.G.U. An integrated inspection system for belt conveyor rollers. In Proceedings of the 19th International Conference on Enterprise Information Systems (ICEIS 2017), Porto, Portugal, 26–19 April 2017; Volume 2, pp. 190–200. [Google Scholar]
- Szrek, J.; Wodecki, J.; Błażej, R.; Zimroz, R. An Inspection Robot for Belt Conveyor Maintenance in Underground Mine—Infrared Thermography for Overheated Idlers Detection. Appl. Sci. 2020, 10, 4984. [Google Scholar] [CrossRef]
- Stefaniak, P.; Anufriiev, S. Method of Defining Diagnostic Features to Monitor the Condition of the Belt Conveyor Gearbox with the Use of the Legged Inspection Robot. In Communications in Computer and Information Science; Springer: Cham, Switzerland, 2020; pp. 158–167. [Google Scholar]
- Khan, J.I.U.S.; Khan, U.S.; Iqbal, J.; Khan, M. Automatic Inspection System Using Machine Vision. In Proceedings of the 34th Applied Imagery and Pattern Recognition Workshop (AIPR’05), Washington, DC, USA, 19 October–21 December 2006. [Google Scholar]
- Zhao, M.-H. Design of Patrol Robot System for Mining Belt Conveyor. In Proceedings of the 2018 10th International Conference on Intelligent Human-Machine Systems and Cybernetics (IHMSC), Hangzhou, China, 25–26 August 2018; Volume 2, pp. 1–3. [Google Scholar]
- Cao, X.; Zhang, X.; Zhou, Z.; Fei, J.; Zhang, G.; Jiang, W. Research on the monitoring system of belt con-veyor based on suspension inspection robot. In Proceedings of the 2018 IEEE International Conference on Real-Time Computing and Robotics (RCAR), Kandima, Maldives, 1–5 August 2018; pp. 657–661. [Google Scholar]
- Yang, W.; Zhang, X.; Ma, H. An inspection robot using infrared thermography for belt conveyor. In Proceedings of the 2016 13th International Conference on Ubiquitous Robots and Ambient Intelligence (URAI), Xi’an, China, 19–22 August 2016; pp. 400–404. [Google Scholar]
- Zimroz, R.; Hutter, M.; Mistry, M.; Stefaniak, P.; Walas, K.; Wodecki, J. Why Should Inspection Robots be used in Deep Underground Mines? In Proceedings of the 27th International Symposium on Mine Planning and Equipment Selection-MPES 2018; Springer: Cham, Switzerland, 2019; pp. 497–507. [Google Scholar]
- Käslin, R.; Kolvenbach, H.; Paez, L.; Lika, K.; Hutter, M. Towards a Passive Adaptive Planar Foot with Ground Orientation and Contact Force Sensing for Legged Robots. In Proceedings of the 2018 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Madrid, Spain, 1–5 October 2018; pp. 2707–2714. [Google Scholar]
- Bednarek, J.; Bednarek, M.; Wellhausen, L.; Hutter, M.; Walas, K. What Am I Touching? Learning to Classify Terrain Via Haptic Sensing. In Proceedings of the 2019 IEEE International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019. [Google Scholar]
- Skoczylas, A.; Stefaniak, P.; Anufriiev, S.; Jachnik, B. Belt Conveyors Rollers Diagnostics Based on Acoustic Signal Collected Using Autonomous Legged Inspection Robot. Appl. Sci. 2021, 11, 2299. [Google Scholar] [CrossRef]
- Stefaniak, P.; Skoczylas, A.; Nowicki, M.; Walas, K.; Stachowiak, M. Autonomous inspection of a belt conveyor in a deep mine with the use of a legged robot. In Proceedings of the APCOM 2021, Online, 30 August–1 September 2021. [Google Scholar]
- Canny, J. A Computational Approach to Edge Detection. Read. Comput. Vis. 1987, 6, 184–203. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stachowiak, M.; Koperska, W.; Stefaniak, P.; Skoczylas, A.; Anufriiev, S. Procedures of Detecting Damage to a Conveyor Belt with Use of an Inspection Legged Robot for Deep Mine Infrastructure. Minerals 2021, 11, 1040. https://doi.org/10.3390/min11101040
Stachowiak M, Koperska W, Stefaniak P, Skoczylas A, Anufriiev S. Procedures of Detecting Damage to a Conveyor Belt with Use of an Inspection Legged Robot for Deep Mine Infrastructure. Minerals. 2021; 11(10):1040. https://doi.org/10.3390/min11101040
Chicago/Turabian StyleStachowiak, Maria, Wioletta Koperska, Paweł Stefaniak, Artur Skoczylas, and Sergii Anufriiev. 2021. "Procedures of Detecting Damage to a Conveyor Belt with Use of an Inspection Legged Robot for Deep Mine Infrastructure" Minerals 11, no. 10: 1040. https://doi.org/10.3390/min11101040
APA StyleStachowiak, M., Koperska, W., Stefaniak, P., Skoczylas, A., & Anufriiev, S. (2021). Procedures of Detecting Damage to a Conveyor Belt with Use of an Inspection Legged Robot for Deep Mine Infrastructure. Minerals, 11(10), 1040. https://doi.org/10.3390/min11101040